
弁装置の製造方法及び弁組立体
【課題】弁座シートの着座部分を弁体の形状に倣わせて成形することにより、微小流量の場合でも流量制御を確保することができる弁装置の製造方法及び弁組立体を提供する。
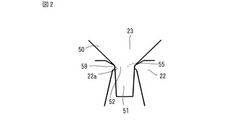
【解決手段】弁体23と弁体23が接離する弁シート22とを備えた弁において、弁体23を用いて弁シート22の弁孔55の周辺部分が押し付け加工される。弁孔55の周辺部分は、弁体23の付け根部分52の形状に倣った着座部分22aに形成され、着座部分22aを定めているオリフィス形状又はオリフィス径は弁体23の形状に倣って形成される。開弁時、弁体23はその形状に倣った着座部分22aから離れるので、微小流量領域でも、弁体23の移動の際に弁の開口面積が急激に変化することがなく、微小流量における制御性をそれ以上の流量における制御性と同等のものに確保することができる。
【解決手段】弁体23と弁体23が接離する弁シート22とを備えた弁において、弁体23を用いて弁シート22の弁孔55の周辺部分が押し付け加工される。弁孔55の周辺部分は、弁体23の付け根部分52の形状に倣った着座部分22aに形成され、着座部分22aを定めているオリフィス形状又はオリフィス径は弁体23の形状に倣って形成される。開弁時、弁体23はその形状に倣った着座部分22aから離れるので、微小流量領域でも、弁体23の移動の際に弁の開口面積が急激に変化することがなく、微小流量における制御性をそれ以上の流量における制御性と同等のものに確保することができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、弁シートと弁体とを組み合わせて成る弁装置の製造方法、及び当該弁装置を弁ハウジングに組み込まれて成る完成品としての弁組立体に関する。
【背景技術】
【0002】
従来、弁体と当該弁体が接離する弁シートとを備えた弁においては、弁体が弁シートに対して接離するときの開度に応じて流量が定まるので、その開度を制御することで流量が制御される。特に、電動弁における流量変更は、ステータに印加される駆動パルスに応じてロータが回転し、その回転をねじ送り機構によって弁体の上昇・下降に変換させ、弁シートに形成されている弁孔の開口面積を増減させることで行われている。
【0003】
このような弁が量産される場合には、それぞれ別々に製作された弁体と弁シートとを組み合わせて製造される。個々の弁や個々の弁シートはそれぞれ製造誤差を含んでいるので、弁体と弁シートとの組合せ寸法にもバラツキは避けられない。
【0004】
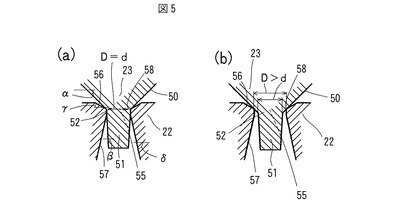
図5には、弁の部品バラツキが最小時の構造(a)と、最大時の構造(b)とが示されている。弁体23については、その断面で見て、周面の傾斜が緩やかな(軸線に直交する平面に対する角度αが小さい)肩部50から、周面の傾斜が急な(軸線に直交する平面に対する角度βが大きい)首部51が垂下し、首部51の付け根部分52において、両部50、51の周面の傾斜角度が急に変化している。
【0005】
これに対して、弁体23が接離する弁シート22の構造は、周面が弁孔55に向かって急に狭まる(軸線に直交する平面に対する角度γが小さい)第1傾斜孔部分56と、周面が弁孔55から緩やかに広がる(軸線に直交する平面に対する角度δが大きい)第2傾斜孔部分57とを有している。首部51の付け根部分52は、弁孔55の周囲に形成されている着座部分58に着座する。
【0006】
弁体と弁シートとを組合せたときには、図5(a)に示すように、弁体23の付け根部分52の首径dが弁シート22の着座部分58の孔径Dと等しく、閉弁状態では弁体23の付け根部分52が弁シート22の着座部分58に丁度嵌まり合って両者の間に隙間が形成されない状態が理想である。しかしながら、弁体23及び弁シート22の製造におけるバラツキに起因して、弁体23と弁シート22との組合せは、通常は図5(b)に示すように、弁シート22の孔径Dが弁体23の首径dよりも大きい組合せとなる。この場合、閉弁状態では弁体23の肩部56の斜面が弁シート22の座着部分58に当接する状態となる。
【0007】
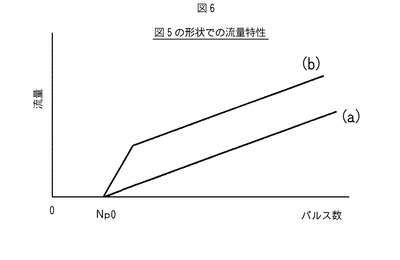
図5に示す各弁部構造に対応して、開弁程度に応じた流量特性が図6に示されている。図6の横軸であるパルス数は弁の開度に相当し、縦軸は流量を示している。図5(a)に示す理想状態では、所定のパルス数Np0で移動ねじ機構と弁軸24との間に設けられている隙間を吸収し、その後更に印加されるパルスに応じて弁軸24が上昇を開始し、流体がオリフィスを通過し始める。そのため、図6では、弁体23の首部51が着座部分58から離れ始めるので、所定のパルス数Np0の以後に印加されるパルス数の増加に対して流量が滑らかに増加するという特性線(a)を辿る。
【0008】
しかしながら、図5(b)に示す通常の組合せ状態では、閉弁状態では弁シート22の弁孔55が第1傾斜部分56に当接した状態にあるので、弁体23が上昇を開始すると、当初から完全に嵌まり合っていない弁孔55と付け根部分52との間に形成される開口面積が急激に開いて流量が開弁当初に急上昇し、その後、特性線(a)に示すのと同じ増加率で流量が増えていくという、図6で特性線(b)に示すように変曲点のある特性を示す。閉弁動作のときも特性線(a)を逆の経路で辿る。
【0009】
このように、従来の電動弁では、開弁度の小さい領域で流量変化の大きい流量特性となり、この領域での流量制御が粗くなりやすいという現象が生じている。
【特許文献1】特開2005−42891号公報(段落0003〜0009、図3)
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで、弁シートのオリフィス形状又はオリフィス径を当該弁シートと組み合わせられる弁体の形状に倣ったものに形成する点で解決すべき課題がある。
【0011】
この発明の目的は、弁シートのオリフィス形状又はオリフィス径を当該弁シートと組み合わせられる弁体の形状に倣ったものに形成することにより、微小流量の場合でも流量制御を確保することができる弁装置の製造方法及び当該弁装置を組み込んだ弁組立体を提供することである。
【課題を解決するための手段】
【0012】
上記の課題を解決するため、この発明による弁装置の製造方法は、流体が通過可能なオリフィスを有する弁シートと、弁シートと接離して流体の流量を調整する弁体とを備える弁装置の製造方法であって、弁ハウジングに組み付けられる又は組み付けられた弁体と弁シートとを組み合わせて、両者に対し相対的な押し付け加工を施し、前記弁シートのオリフィス形状又はオリフィス径を前記弁体の形状に倣わせることを特徴としている。
【0013】
また、この発明による弁組立体は、当該弁装置の製造方法によって製造された弁装置が弁ハウジングに組み付けられていることを特徴としている。
【発明の効果】
【0014】
この発明による弁装置の製造方法は、上記のようにして弁装置を製造するので、弁シートのオリフィス形状又はオリフィス径を弁体の形状に倣ったものとすることができ、そうした弁装置を弁ハウジングに組み込んだ弁組立体によれば、弁シートからの開きが小さい微小流量領域でも、弁体の移動に応じて弁の開口面積が急激に変化することがなく、微小流量における制御性を、それ以上の流量における制御性と同等のものに確保することができる。
【発明を実施するための最良の形態】
【0015】
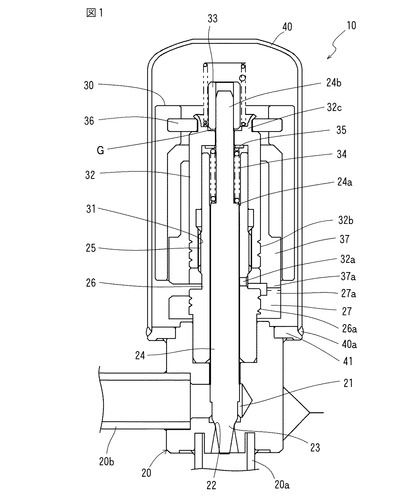
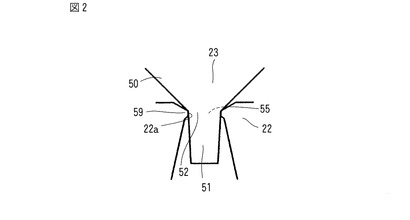
以下、添付した図面に基づいて、この発明による弁装置の製造方法及び弁組立体の実施例を説明する。図1はこの発明による弁組立体が適用される電動弁の一実施形態の要部を示す縦断面図、図2は図1に示す電動弁の要部の拡大断面図、図3は図1に示す電動弁による流量特性の一例を示すグラフである。
【0016】
図1に示す電動弁10は、内部に弁室21が形成されている弁本体20と、弁室21内に形成されている弁シート(弁座)22に離接する先細形状の弁体23と、弁本体20に固着され弁体23を離接させるロータ30を内蔵するキャン40とを備えており、弁体23の弁シート22に対する離接に応じて弁孔の開口面積が増減して冷媒の通過流量を調整する。キャン40には、ヨークとステータコイルとから成りロータ30と共にステッピングモータを構成するステータが外嵌されているが、ステータについては図示を省略している。ロータ30は、ステータによって回転駆動される。また、弁本体20の下部及び側部には、冷媒の流出入管20a,20bが弁室21に連通して連結されている。
【0017】
弁本体20の上部には、鍔状板41がカシメ固着されている。キャン40は有底円筒状の形状を有しており、逆さ状態にしたキャン40の端部40aを鍔状板41の外周の段差部に突き合わせて溶接することによって、キャン40が弁本体20に固定されている。キャン40の内部は気密状態に保たれている。
【0018】
弁体23は弁軸24の下端に形成されている。弁体23を弁シート22に離接させる移動ねじ機構は、弁本体20の上部にロータ30方向に延出するように固定され、且つ外周に雄ねじとして形成されている固定ねじ部25を有するガイドブッシュ26と、固定ねじ部25に螺合する雌ねじとして形成されている移動ねじ部31を有する弁軸ホルダ32とから構成される。
【0019】
弁軸ホルダ32はガイドブッシュ26の外側に位置する下方開口の円筒形状であり、弁軸ホルダ32の中心に弁軸24の段部24aを経て縮径された上部縮径部24bが嵌合している。上部縮径部24bには、ロータ30の組み付け後でキャン40の取り付け前において、プッシュナット33が圧入固定される。弁軸24は、弁軸ホルダ32の中心に上下動可能に嵌挿されている。また、弁軸ホルダ32内には圧縮コイルばね34が縮装されており、圧縮コイルばね34の下端部は弁軸24の段部24aに、上端部は平座金35を介して弁軸ホルダ32の下面にそれぞれ支持されている。したがって、弁軸24は、圧縮コイルばね34によって常時下方(弁体23が弁シート22に着座する閉弁方向)に付勢されている。
【0020】
また、弁軸ホルダ32とロータ30とは支持リング36を介して結合されており、支持リング36の内周孔部に弁軸ホルダ32の上部に形成されている突部32cが嵌合し、突部32cの外周が支持リング36に対してカシメ固定されている。これによって、ロータ30、支持リング36及び弁軸ホルダ32が結合されている。
【0021】
ガイドブッシュ26には、弁本体20の上方位置において、ストッパ機構の一方を構成する下ストッパ体27が固着されており、下ストッパ体27の上方に板状の下ストッパ片27aが突設される。また、弁軸ホルダ32にはストッパ機構の他方を構成する上ストッパ体37が固着され、下方に向けて板状の上ストッパ片37aが突設されている。上ストッパ片37aは下ストッパ片27aと係合可能である。また、下ストッパ体27はガイドブッシュ26の外周に形成された螺旋溝部分26aに固着され、上ストッパ体37は弁軸ホルダ32の外周に形成された螺旋溝部分32bに固着されている。また、ガイドブッシュ26の側面には、固定ねじ部25の直下部において、弁室21とキャン40内の空間との均圧を図る均圧孔32aが設けられ、均圧孔32aを通じて冷媒の流通が容易となるように構成されている。
【0022】
電動弁10の組立に際しては、弁本体20に対して、ガイドブッシュ26と下ストッパ体27、弁軸24、圧縮コイルばね34と座金35、弁軸ホルダ32と上ストッパ体37と支持リング36とロータ30から成る組立体をこの順に組み込み、プッシュナット33を弁軸24の上部縮径部24bに圧入することで弁軸24に取り付けて、最後に、弁上部を覆うキャン40が弁本体20に取り付けられる。
【0023】
図1に示す電動弁10においては、閉弁時のロータ30側の弁軸ホルダ32の天井面とプッシュナット33の下端面との隙間Gが、図6のグラフに示す所定パルス数Np0に対応している。ロータ30が回転制御信号としてその所定パルス数Np0の駆動パルスを受けて回転し、回転を直線運動に変換する移動ねじ機構によって弁軸24が上昇変位するとき、当該隙間Gが吸収され、弁軸ホルダ32の天井面がプッシュナット33の下端面に当接する。そ後、更なる駆動パルスの印加によってロータ30が回転されるとき、プッシュナット33は弁軸ホルダ32によって持ち上げられ、圧入によってプッシュナット33と一体化されている弁軸24が上昇開始して弁シート22から離れ始め、電動弁10が開弁する。この更に印加される駆動パルス数に応じて、弁体23と弁シート22との間の開口面積が増加して流量が増加する。
【0024】
本発明においては、プッシュナット33を弁軸24の上部縮径部24bに圧入するときに、その押し込み力を利用して、弁軸24の先端部に形成されている弁体23を弁シート22に押し付けて、弁座22の座面の形状を弁体22の外形状に倣わせる押し付け加工(ポンチ加工)が行われる。なお、弁体23の弁シート22への押し付け加工は、プッシュナット33の圧入するときに限らず、弁体23のみを押し付けて行う場合もある。
【0025】
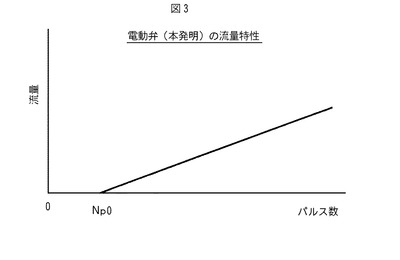
図2には、図1に示す電動弁において、押し付け加工が完了した弁の要部が拡大して示されている。本実施形態においては、弁体23が接離する弁シート22の着座部分22aの形状、即ち、着座部分22aを定めているオリフィス形状又はオリフィス径は、上述の押し付け加工によって弁体23の形状に倣って形成されている。詳細には、弁シート22の着座部分22aは、弁孔55の周辺部分59において、弁体23の首部51の付け根部分52、即ち、肩部50と首部51との接合線を境界とする又は接合線を含む微小幅で巡る環状部分に倣って形成されている。したがって、図示の閉弁状態から弁体23がリフトして開弁方向に作動するとき、弁体23と着座部分22aとの開口面積が急に拡大することがなく、微小流量領域以外の流量領域と同等の緩やかな変化で拡大する。
【0026】
図3に示す流量特性に現れているように、流量は、所定のパルス数Np0で生じ始め、微小流量の領域でのパルス数の印加に対する流量の増加の態様(パルス数に対する流量増加の割合)は、それ以外の流量領域での増加の態様と同等であり、流量領域に関わらず、流量制御の精度を確保することができる。
【0027】
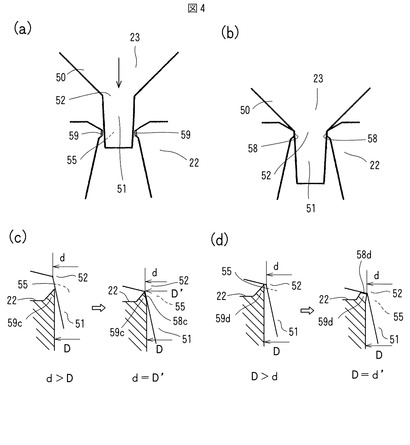
図4に示すように、本発明による弁装置の製造工程は、弁体23を弁シート22に押し付けることによって加工される。図1に示す電動弁10の場合、プッシュナット33を介して弁軸24に圧入するときの押し込み力が弁軸24を介して弁体23に伝達され、或いは弁体23のみを単独で押し付けることで、弁体23は弁シート22に対して押し付けられる。したがって、弁シート22の着座部分58は弁体23によって押し付け加工(ポンチ加工)が施されることになり、弁体23の付け根部分52の形状に倣った形状に塑性変形がなされる。このように、電動弁10の製造に際しては、プッシュナット33の弁軸24への押し込み工程、或いは弁体23の単独押し付け工程と、弁シート22の押し付け加工工程とを同時に行うことができ、製造時間を短縮することができる。
【0028】
押し付け加工は、図4(a)に示すように、当初の弁孔55の孔径Dは、弁体23の付け根部分52の首径dよりも小さくなる(D<d)場合がある。弁体23の押し付けによって、弁孔55の周辺部分59は矢印方向に下降する首部51によってダレを生じるように塑性変形を受けて孔径が拡大変形され、その結果、弁孔55周辺の着座部分58は首部51の付け根部分52の形状に倣うように加工される。
【0029】
また、図4(c)に示すように、付け根部分52の首径dが弁孔55の孔径Dよりも大きい場合(図4(c)左図)には、押し付け方向とは反対方向に向かって突出した弁シート22の周辺部分59cには、押し付け加工によって、首部51の付け根部分52の形状に倣うように加工された着座部分58cが形成される(図4(c)右図)。このとき、着座部分58cの最大孔径は首径dに等しいD’となる。更に、図4(d)に示すように、付け根部分52の首径dが弁孔55の孔径Dよりも小さい場合(図4(d)左図)であって、弁シート22の周辺部分59dが押し付け方向とは反対方向に向かって突出した場合にも、周辺部分59dには、押し付け加工によって、首部51の付け根部分52(付け根部分52よりも肩部50側の部分)の形状に倣うように加工された着座部分58dが形成される(図4(d)右図)。このとき、着座部分58dの最小孔径は首径dに等しいd’となる。なお、付け根部分52の首径dが弁孔55の孔径Dと等しい場合にも、図4(d)の場合と同様な押し付け加工が行われる。
【0030】
本発明による弁装置の製造方法及び弁組立体は、電動弁に適用した実施形態について説明したが、対象となる弁はこれに限ることなく、弁体が弁座に接離するリフト弁等どのような弁にも適用可能である。
【図面の簡単な説明】
【0031】
【図1】本発明が適用された電動弁の一実施形態の要部を示す縦断面図である。
【図2】図1に示す電動弁の弁体と弁座とを拡大して示す断面図である。
【図3】図1に示す弁構造による流量特性の一例を示すグラフである。
【図4】本発明による弁装置の製造工程を示す図である。
【図5】弁の部品バラツキについての説明図である。
【図6】図5に示す各弁部構造に対応した流量特性を示すグラフである。
【符号の説明】
【0032】
10 電動弁 20 弁本体
20a,20b 流出入管 21 弁室
22 弁座(弁シート) 22a 着座部分 23 弁体
24 弁軸 24a 段部 24b 上部縮径部
25 固定ねじ部 26 ガイドブッシュ 26a 螺旋溝部分
27 下ストッパ体 27a 下ストッパ片
30 ロータ 31 移動ねじ部
32 弁軸ホルダ 32a 均圧孔 32b 螺旋溝部分 32c 突部
33 プッシュナット 34 圧縮コイルばね
35 平座金 36 支持リング
37 上ストッパ体 37a 上ストッパ片
40 キャン 40a 端部 41 鍔状板
50 肩部 51 首部
52 付け根部分
55 弁孔 56 第1傾斜孔部分
57 第2傾斜孔部分 58,58c,58d 着座部分
59,59c,59d 周辺部分
d 首径 D 孔径
【技術分野】
【0001】
この発明は、弁シートと弁体とを組み合わせて成る弁装置の製造方法、及び当該弁装置を弁ハウジングに組み込まれて成る完成品としての弁組立体に関する。
【背景技術】
【0002】
従来、弁体と当該弁体が接離する弁シートとを備えた弁においては、弁体が弁シートに対して接離するときの開度に応じて流量が定まるので、その開度を制御することで流量が制御される。特に、電動弁における流量変更は、ステータに印加される駆動パルスに応じてロータが回転し、その回転をねじ送り機構によって弁体の上昇・下降に変換させ、弁シートに形成されている弁孔の開口面積を増減させることで行われている。
【0003】
このような弁が量産される場合には、それぞれ別々に製作された弁体と弁シートとを組み合わせて製造される。個々の弁や個々の弁シートはそれぞれ製造誤差を含んでいるので、弁体と弁シートとの組合せ寸法にもバラツキは避けられない。
【0004】
図5には、弁の部品バラツキが最小時の構造(a)と、最大時の構造(b)とが示されている。弁体23については、その断面で見て、周面の傾斜が緩やかな(軸線に直交する平面に対する角度αが小さい)肩部50から、周面の傾斜が急な(軸線に直交する平面に対する角度βが大きい)首部51が垂下し、首部51の付け根部分52において、両部50、51の周面の傾斜角度が急に変化している。
【0005】
これに対して、弁体23が接離する弁シート22の構造は、周面が弁孔55に向かって急に狭まる(軸線に直交する平面に対する角度γが小さい)第1傾斜孔部分56と、周面が弁孔55から緩やかに広がる(軸線に直交する平面に対する角度δが大きい)第2傾斜孔部分57とを有している。首部51の付け根部分52は、弁孔55の周囲に形成されている着座部分58に着座する。
【0006】
弁体と弁シートとを組合せたときには、図5(a)に示すように、弁体23の付け根部分52の首径dが弁シート22の着座部分58の孔径Dと等しく、閉弁状態では弁体23の付け根部分52が弁シート22の着座部分58に丁度嵌まり合って両者の間に隙間が形成されない状態が理想である。しかしながら、弁体23及び弁シート22の製造におけるバラツキに起因して、弁体23と弁シート22との組合せは、通常は図5(b)に示すように、弁シート22の孔径Dが弁体23の首径dよりも大きい組合せとなる。この場合、閉弁状態では弁体23の肩部56の斜面が弁シート22の座着部分58に当接する状態となる。
【0007】
図5に示す各弁部構造に対応して、開弁程度に応じた流量特性が図6に示されている。図6の横軸であるパルス数は弁の開度に相当し、縦軸は流量を示している。図5(a)に示す理想状態では、所定のパルス数Np0で移動ねじ機構と弁軸24との間に設けられている隙間を吸収し、その後更に印加されるパルスに応じて弁軸24が上昇を開始し、流体がオリフィスを通過し始める。そのため、図6では、弁体23の首部51が着座部分58から離れ始めるので、所定のパルス数Np0の以後に印加されるパルス数の増加に対して流量が滑らかに増加するという特性線(a)を辿る。
【0008】
しかしながら、図5(b)に示す通常の組合せ状態では、閉弁状態では弁シート22の弁孔55が第1傾斜部分56に当接した状態にあるので、弁体23が上昇を開始すると、当初から完全に嵌まり合っていない弁孔55と付け根部分52との間に形成される開口面積が急激に開いて流量が開弁当初に急上昇し、その後、特性線(a)に示すのと同じ増加率で流量が増えていくという、図6で特性線(b)に示すように変曲点のある特性を示す。閉弁動作のときも特性線(a)を逆の経路で辿る。
【0009】
このように、従来の電動弁では、開弁度の小さい領域で流量変化の大きい流量特性となり、この領域での流量制御が粗くなりやすいという現象が生じている。
【特許文献1】特開2005−42891号公報(段落0003〜0009、図3)
【発明の開示】
【発明が解決しようとする課題】
【0010】
そこで、弁シートのオリフィス形状又はオリフィス径を当該弁シートと組み合わせられる弁体の形状に倣ったものに形成する点で解決すべき課題がある。
【0011】
この発明の目的は、弁シートのオリフィス形状又はオリフィス径を当該弁シートと組み合わせられる弁体の形状に倣ったものに形成することにより、微小流量の場合でも流量制御を確保することができる弁装置の製造方法及び当該弁装置を組み込んだ弁組立体を提供することである。
【課題を解決するための手段】
【0012】
上記の課題を解決するため、この発明による弁装置の製造方法は、流体が通過可能なオリフィスを有する弁シートと、弁シートと接離して流体の流量を調整する弁体とを備える弁装置の製造方法であって、弁ハウジングに組み付けられる又は組み付けられた弁体と弁シートとを組み合わせて、両者に対し相対的な押し付け加工を施し、前記弁シートのオリフィス形状又はオリフィス径を前記弁体の形状に倣わせることを特徴としている。
【0013】
また、この発明による弁組立体は、当該弁装置の製造方法によって製造された弁装置が弁ハウジングに組み付けられていることを特徴としている。
【発明の効果】
【0014】
この発明による弁装置の製造方法は、上記のようにして弁装置を製造するので、弁シートのオリフィス形状又はオリフィス径を弁体の形状に倣ったものとすることができ、そうした弁装置を弁ハウジングに組み込んだ弁組立体によれば、弁シートからの開きが小さい微小流量領域でも、弁体の移動に応じて弁の開口面積が急激に変化することがなく、微小流量における制御性を、それ以上の流量における制御性と同等のものに確保することができる。
【発明を実施するための最良の形態】
【0015】
以下、添付した図面に基づいて、この発明による弁装置の製造方法及び弁組立体の実施例を説明する。図1はこの発明による弁組立体が適用される電動弁の一実施形態の要部を示す縦断面図、図2は図1に示す電動弁の要部の拡大断面図、図3は図1に示す電動弁による流量特性の一例を示すグラフである。
【0016】
図1に示す電動弁10は、内部に弁室21が形成されている弁本体20と、弁室21内に形成されている弁シート(弁座)22に離接する先細形状の弁体23と、弁本体20に固着され弁体23を離接させるロータ30を内蔵するキャン40とを備えており、弁体23の弁シート22に対する離接に応じて弁孔の開口面積が増減して冷媒の通過流量を調整する。キャン40には、ヨークとステータコイルとから成りロータ30と共にステッピングモータを構成するステータが外嵌されているが、ステータについては図示を省略している。ロータ30は、ステータによって回転駆動される。また、弁本体20の下部及び側部には、冷媒の流出入管20a,20bが弁室21に連通して連結されている。
【0017】
弁本体20の上部には、鍔状板41がカシメ固着されている。キャン40は有底円筒状の形状を有しており、逆さ状態にしたキャン40の端部40aを鍔状板41の外周の段差部に突き合わせて溶接することによって、キャン40が弁本体20に固定されている。キャン40の内部は気密状態に保たれている。
【0018】
弁体23は弁軸24の下端に形成されている。弁体23を弁シート22に離接させる移動ねじ機構は、弁本体20の上部にロータ30方向に延出するように固定され、且つ外周に雄ねじとして形成されている固定ねじ部25を有するガイドブッシュ26と、固定ねじ部25に螺合する雌ねじとして形成されている移動ねじ部31を有する弁軸ホルダ32とから構成される。
【0019】
弁軸ホルダ32はガイドブッシュ26の外側に位置する下方開口の円筒形状であり、弁軸ホルダ32の中心に弁軸24の段部24aを経て縮径された上部縮径部24bが嵌合している。上部縮径部24bには、ロータ30の組み付け後でキャン40の取り付け前において、プッシュナット33が圧入固定される。弁軸24は、弁軸ホルダ32の中心に上下動可能に嵌挿されている。また、弁軸ホルダ32内には圧縮コイルばね34が縮装されており、圧縮コイルばね34の下端部は弁軸24の段部24aに、上端部は平座金35を介して弁軸ホルダ32の下面にそれぞれ支持されている。したがって、弁軸24は、圧縮コイルばね34によって常時下方(弁体23が弁シート22に着座する閉弁方向)に付勢されている。
【0020】
また、弁軸ホルダ32とロータ30とは支持リング36を介して結合されており、支持リング36の内周孔部に弁軸ホルダ32の上部に形成されている突部32cが嵌合し、突部32cの外周が支持リング36に対してカシメ固定されている。これによって、ロータ30、支持リング36及び弁軸ホルダ32が結合されている。
【0021】
ガイドブッシュ26には、弁本体20の上方位置において、ストッパ機構の一方を構成する下ストッパ体27が固着されており、下ストッパ体27の上方に板状の下ストッパ片27aが突設される。また、弁軸ホルダ32にはストッパ機構の他方を構成する上ストッパ体37が固着され、下方に向けて板状の上ストッパ片37aが突設されている。上ストッパ片37aは下ストッパ片27aと係合可能である。また、下ストッパ体27はガイドブッシュ26の外周に形成された螺旋溝部分26aに固着され、上ストッパ体37は弁軸ホルダ32の外周に形成された螺旋溝部分32bに固着されている。また、ガイドブッシュ26の側面には、固定ねじ部25の直下部において、弁室21とキャン40内の空間との均圧を図る均圧孔32aが設けられ、均圧孔32aを通じて冷媒の流通が容易となるように構成されている。
【0022】
電動弁10の組立に際しては、弁本体20に対して、ガイドブッシュ26と下ストッパ体27、弁軸24、圧縮コイルばね34と座金35、弁軸ホルダ32と上ストッパ体37と支持リング36とロータ30から成る組立体をこの順に組み込み、プッシュナット33を弁軸24の上部縮径部24bに圧入することで弁軸24に取り付けて、最後に、弁上部を覆うキャン40が弁本体20に取り付けられる。
【0023】
図1に示す電動弁10においては、閉弁時のロータ30側の弁軸ホルダ32の天井面とプッシュナット33の下端面との隙間Gが、図6のグラフに示す所定パルス数Np0に対応している。ロータ30が回転制御信号としてその所定パルス数Np0の駆動パルスを受けて回転し、回転を直線運動に変換する移動ねじ機構によって弁軸24が上昇変位するとき、当該隙間Gが吸収され、弁軸ホルダ32の天井面がプッシュナット33の下端面に当接する。そ後、更なる駆動パルスの印加によってロータ30が回転されるとき、プッシュナット33は弁軸ホルダ32によって持ち上げられ、圧入によってプッシュナット33と一体化されている弁軸24が上昇開始して弁シート22から離れ始め、電動弁10が開弁する。この更に印加される駆動パルス数に応じて、弁体23と弁シート22との間の開口面積が増加して流量が増加する。
【0024】
本発明においては、プッシュナット33を弁軸24の上部縮径部24bに圧入するときに、その押し込み力を利用して、弁軸24の先端部に形成されている弁体23を弁シート22に押し付けて、弁座22の座面の形状を弁体22の外形状に倣わせる押し付け加工(ポンチ加工)が行われる。なお、弁体23の弁シート22への押し付け加工は、プッシュナット33の圧入するときに限らず、弁体23のみを押し付けて行う場合もある。
【0025】
図2には、図1に示す電動弁において、押し付け加工が完了した弁の要部が拡大して示されている。本実施形態においては、弁体23が接離する弁シート22の着座部分22aの形状、即ち、着座部分22aを定めているオリフィス形状又はオリフィス径は、上述の押し付け加工によって弁体23の形状に倣って形成されている。詳細には、弁シート22の着座部分22aは、弁孔55の周辺部分59において、弁体23の首部51の付け根部分52、即ち、肩部50と首部51との接合線を境界とする又は接合線を含む微小幅で巡る環状部分に倣って形成されている。したがって、図示の閉弁状態から弁体23がリフトして開弁方向に作動するとき、弁体23と着座部分22aとの開口面積が急に拡大することがなく、微小流量領域以外の流量領域と同等の緩やかな変化で拡大する。
【0026】
図3に示す流量特性に現れているように、流量は、所定のパルス数Np0で生じ始め、微小流量の領域でのパルス数の印加に対する流量の増加の態様(パルス数に対する流量増加の割合)は、それ以外の流量領域での増加の態様と同等であり、流量領域に関わらず、流量制御の精度を確保することができる。
【0027】
図4に示すように、本発明による弁装置の製造工程は、弁体23を弁シート22に押し付けることによって加工される。図1に示す電動弁10の場合、プッシュナット33を介して弁軸24に圧入するときの押し込み力が弁軸24を介して弁体23に伝達され、或いは弁体23のみを単独で押し付けることで、弁体23は弁シート22に対して押し付けられる。したがって、弁シート22の着座部分58は弁体23によって押し付け加工(ポンチ加工)が施されることになり、弁体23の付け根部分52の形状に倣った形状に塑性変形がなされる。このように、電動弁10の製造に際しては、プッシュナット33の弁軸24への押し込み工程、或いは弁体23の単独押し付け工程と、弁シート22の押し付け加工工程とを同時に行うことができ、製造時間を短縮することができる。
【0028】
押し付け加工は、図4(a)に示すように、当初の弁孔55の孔径Dは、弁体23の付け根部分52の首径dよりも小さくなる(D<d)場合がある。弁体23の押し付けによって、弁孔55の周辺部分59は矢印方向に下降する首部51によってダレを生じるように塑性変形を受けて孔径が拡大変形され、その結果、弁孔55周辺の着座部分58は首部51の付け根部分52の形状に倣うように加工される。
【0029】
また、図4(c)に示すように、付け根部分52の首径dが弁孔55の孔径Dよりも大きい場合(図4(c)左図)には、押し付け方向とは反対方向に向かって突出した弁シート22の周辺部分59cには、押し付け加工によって、首部51の付け根部分52の形状に倣うように加工された着座部分58cが形成される(図4(c)右図)。このとき、着座部分58cの最大孔径は首径dに等しいD’となる。更に、図4(d)に示すように、付け根部分52の首径dが弁孔55の孔径Dよりも小さい場合(図4(d)左図)であって、弁シート22の周辺部分59dが押し付け方向とは反対方向に向かって突出した場合にも、周辺部分59dには、押し付け加工によって、首部51の付け根部分52(付け根部分52よりも肩部50側の部分)の形状に倣うように加工された着座部分58dが形成される(図4(d)右図)。このとき、着座部分58dの最小孔径は首径dに等しいd’となる。なお、付け根部分52の首径dが弁孔55の孔径Dと等しい場合にも、図4(d)の場合と同様な押し付け加工が行われる。
【0030】
本発明による弁装置の製造方法及び弁組立体は、電動弁に適用した実施形態について説明したが、対象となる弁はこれに限ることなく、弁体が弁座に接離するリフト弁等どのような弁にも適用可能である。
【図面の簡単な説明】
【0031】
【図1】本発明が適用された電動弁の一実施形態の要部を示す縦断面図である。
【図2】図1に示す電動弁の弁体と弁座とを拡大して示す断面図である。
【図3】図1に示す弁構造による流量特性の一例を示すグラフである。
【図4】本発明による弁装置の製造工程を示す図である。
【図5】弁の部品バラツキについての説明図である。
【図6】図5に示す各弁部構造に対応した流量特性を示すグラフである。
【符号の説明】
【0032】
10 電動弁 20 弁本体
20a,20b 流出入管 21 弁室
22 弁座(弁シート) 22a 着座部分 23 弁体
24 弁軸 24a 段部 24b 上部縮径部
25 固定ねじ部 26 ガイドブッシュ 26a 螺旋溝部分
27 下ストッパ体 27a 下ストッパ片
30 ロータ 31 移動ねじ部
32 弁軸ホルダ 32a 均圧孔 32b 螺旋溝部分 32c 突部
33 プッシュナット 34 圧縮コイルばね
35 平座金 36 支持リング
37 上ストッパ体 37a 上ストッパ片
40 キャン 40a 端部 41 鍔状板
50 肩部 51 首部
52 付け根部分
55 弁孔 56 第1傾斜孔部分
57 第2傾斜孔部分 58,58c,58d 着座部分
59,59c,59d 周辺部分
d 首径 D 孔径
【特許請求の範囲】
【請求項1】
流体が通過可能なオリフィスを有する弁シートと、弁シートと接離して流体の流量を調整する弁体とを備える弁装置の製造方法であって、
弁ハウジングに組み付けられる又は組み付けられた弁体と弁シートとを組み合わせて、両者に対し相対的な押し付け加工を施し、
前記弁シートのオリフィス形状又はオリフィス径を前記弁体の形状に倣わせる
ことを特徴とする弁装置の製造方法。
【請求項2】
前記弁体は前記オリフィスに嵌合する首部を有し、前記オリフィスの開口縁部が前記首部に倣った形状の着座部分として形成されることを特徴とする請求項1記載の弁装置の製造方法。
【請求項3】
前記オリフィスの開口縁部は、前記弁体の前記首部によって拡大又は縮小されることを特徴とする請求項1又は2記載の弁装置の製造方法。
【請求項4】
請求項1から3のいずれかに記載の製造方法によって製造された弁装置が弁ハウジングに組み付けられていることを特徴とする弁組立体。
【請求項1】
流体が通過可能なオリフィスを有する弁シートと、弁シートと接離して流体の流量を調整する弁体とを備える弁装置の製造方法であって、
弁ハウジングに組み付けられる又は組み付けられた弁体と弁シートとを組み合わせて、両者に対し相対的な押し付け加工を施し、
前記弁シートのオリフィス形状又はオリフィス径を前記弁体の形状に倣わせる
ことを特徴とする弁装置の製造方法。
【請求項2】
前記弁体は前記オリフィスに嵌合する首部を有し、前記オリフィスの開口縁部が前記首部に倣った形状の着座部分として形成されることを特徴とする請求項1記載の弁装置の製造方法。
【請求項3】
前記オリフィスの開口縁部は、前記弁体の前記首部によって拡大又は縮小されることを特徴とする請求項1又は2記載の弁装置の製造方法。
【請求項4】
請求項1から3のいずれかに記載の製造方法によって製造された弁装置が弁ハウジングに組み付けられていることを特徴とする弁組立体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2009−115204(P2009−115204A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2007−288791(P2007−288791)
【出願日】平成19年11月6日(2007.11.6)
【出願人】(391002166)株式会社不二工機 (451)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願日】平成19年11月6日(2007.11.6)
【出願人】(391002166)株式会社不二工機 (451)
【Fターム(参考)】
[ Back to top ]