
引張試験機用つかみ具のつかみ歯の製作方法及び該製作方法により製作されたつかみ具

【課題】試験片を均等な力で把持できる引張試験機用つかみ歯を提供する。
【解決手段】つかみ具1の未加工のつかみ面2を導電性の電極金型6の放電金型面6a、6bに所定間隔をあけて対向させた状態で放電用油10の入った液槽4内に浸漬しておき、これらつかみ具1と電極金型6に電圧を印加することによって未加工のつかみ面2と放電金型面6a、6bの間に生じる放電により、電極金型6の放電金型面6a、6bの凹凸形状に対応した凸凹形状のつかみ歯をつかみ具1の未加工つかみ面2に転写して形成する。
【解決手段】つかみ具1の未加工のつかみ面2を導電性の電極金型6の放電金型面6a、6bに所定間隔をあけて対向させた状態で放電用油10の入った液槽4内に浸漬しておき、これらつかみ具1と電極金型6に電圧を印加することによって未加工のつかみ面2と放電金型面6a、6bの間に生じる放電により、電極金型6の放電金型面6a、6bの凹凸形状に対応した凸凹形状のつかみ歯をつかみ具1の未加工つかみ面2に転写して形成する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、引張試験機用つかみ具のつかみ面を簡単に且つ高品質に製作することができる引張試験機用つかみ具のつかみ歯の製作方法及び該製作方法によって製作されたつかみ具に関する。
【背景技術】
【0002】
周知のように、引張試験機は、評価するフィルムやベルトあるいは棒状体等の試験材料の上下端部を一対のつかみ具でそれぞれ挟持して引張って、試験材料が切断に至るまで段階的に引張り力(荷重)を増加し、試験材料が耐えきれなくなり破断に至る時の力(荷重)を測定することで、当該試験材料の元となる素材の耐久性を知る装置である。
【0003】
この試験時において、一対のつかみ具で挟持された試験材料の端部がこれらのつかみ具から脱落すると正確な測定が出来なく、逆にこの脱落を防止するために強く締め込むと、これら締め込んだ一対のつかみ具の近傍部分から破断して、これも正確な測定が出来ないこととなる。試験材料は上下端部に挟持して固定したつかみ具の中央付近で破断する場合にのみ正確な測定結果として評価される。高い確率で正確な測定結果を得るためには、つかみ具の試験材料との接触面に相対するつかみ面に形成するつかみ歯の均一性が極めて重要な要因となっている。
【0004】
上記したつかみ具のつかみ面に形成しているつかみ歯としては、特許文献1に示される刻み目、特許文献2に示されるやすり目や波目などが知られている。そして、このようなつかみ歯をつかみ面に形成するには、施盤などを用いてつかみ面の切削刃による機械加工によって行われている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平6−51859号
【特許文献2】実用新案登録番号第2522822号
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、施盤などの機械加工による製作の場合のように、人手による時には熟練するまでに日数を要すると共に、NC施盤で自動切削する時にも人手による時と同様に被加工物であるつかみ歯とつかみ歯の間の谷部に内部応力である歪みが生じ耐久性に劣るという問題点がある。又、つかみ歯を1歯ずつ切削してゆくために加工速度が遅く、とくにやすり目などのように2方向から交差する切削をしなければならない時には一方向ずつ加工してゆく場合の倍の時間を要していた。更に、機械加工の場合にはバリが発生するためこれの除去に更に手数を要し、除去しない時には品質の低下を招くという問題点がある。
【0007】
又、加工途中での機械や工具の不具合等による歩留まりの悪化の問題点を有している。更に又、つかみ歯となる加工後の刻み目、波目などは切削刃による影響を受けて荒くなりがちであり、又、歯飛びが生じ易いなどの問題点がある。加えて、つかみ歯が波目である2つのつかみ面が交わってV字溝を形成する場合には、その境界となる交差部においては波目の谷と山が一致しない場合が多く発生してつかみ強度の低下を招くという問題点がある。
【0008】
更に、つかみ歯は硬質金属材料を用いているので、機械加工には丈夫な切削刃が必要となる問題点がある。
【0009】
一方、引張試験機においては、耐久性、製作コストの低減、製作スピードの増進などの一般的な優位性に加えて、試験材料の滑りが生じないように確実に掴むことが要求されるため、高品質のつかみ歯を有するつかみ面が求められている。
【課題を解決するための手段】
【0010】
この発明は上記事情を鑑みてなされたものであって、その手段とするところは、請求項1においては、つかみ具の未加工のつかみ面を導電性の電極金型の放電金型面に所定間隔をあけて対向させた状態で放電用油の入った液槽内に浸漬しておき、これらつかみ具と電極金型に電圧を印加することによって未加工のつかみ面と放電金型面の間に生じる放電により、電極金型の放電金型面の凹凸形状に対応した凸凹形状のつかみ歯をつかみ具の未加工つかみ面に転写して形成することを特徴とする引張試験機用つかみ具のつかみ歯の製作方法としたところにある。
【0011】
請求項2においては、前記電極金型の放電金型面が2以上の傾斜方向の異なる平面の組合せからなるV字溝としたことにある。
【0012】
請求項3においては、前記電極金型の放電金型面が曲面であることを特徴とすることにある。
【0013】
請求項4においては、請求項1乃至請求項3のいずれかの製作方法によって製作されたつかみ面のつかみ歯を具備する引張試験機用つかみ具であることにある。
【発明の効果】
【0014】
この発明方法は、あらかじめつかみ具のつかみ面に形成すべき刻み目、やすり目、波目などのつかみ歯の凸凹形状に対応する凹凸形状面を電極金型の放電金型面に形成しておき、この放電金型面を放電用油の入った液槽内でつかみ歯の未加工のつかみ面と所定間隔をあけて対向させて、電極金型とつかみ具に電圧を印加することによって生ずる放電によって、放電金型面の凹凸形状に対応する未加工のつかみ面にその凹凸形状に対応した求めるべき刻み目、やすり目、波目などのつかみ歯の凸凹形状が転写して形成されるという型彫り放電加工によるものである。
【0015】
上記した製作方法によると、放電によってつかみ面の表面の金属粒子を溶かすので硬質性難加工材からなるつかみ具であっても軟質材料と同様に容易に製作できる。又、形彫り放電加工であるために、つかみ歯からなるつかみ面の形状が複雑な形状であっても軟質材料で加工し易い電極金型を成型加工しておけば、その放電加工による転写だけでよいので容易に製作できる。とくに傾斜の向きが異なる2つの平面状のつかみ面が交わって形成されるV字溝のつかみ面のようにワイヤ放電加工できない部位にも有効に対応できる。更に又、切削刃を用いた機械加工の場合と較べて製作時間が大幅に短縮でき、且つ、均一した形状と品質のつかみ歯からなるつかみ面を有するつかみ具を製作できる。
【0016】
更に又、上記製作方法によって製作された引張試験用つかみ具のつかみ歯は、つかみ歯の高さや形状が揃っているので、2つのつかみ具の間で挟んだ時に試験材料への密着性がよい。加えて、このことに起因して試験材料の意図しない箇所での破損等、評価結果への悪影響が少なくなり、ひいては引張試験にかかる時間の短縮と試験材料の無駄の防止に役立つ。又、つかみ具やつかみ歯の内部応力である歪みが切削加工と較べて低減されているので、摩耗・歯飛びが少ないなど耐久性がよい。
【図面の簡単な説明】
【0017】
【図1】この発明の製作方法の実施の形態を示す製作装置説明図。
【図2】電極金型の一実施形態の斜視図。
【図3】電極金型の製作説明側面図。
【図4】電極金型の製作説明正面図。
【図5】V字溝のつかみ面に波目のつかみ歯を形成したつかみ具の斜視図。
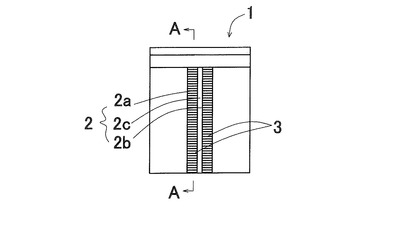
【図6】図5のつかみ具の正面図。
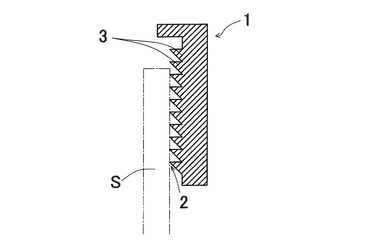
【図7】図6のA−A線拡大断面図。
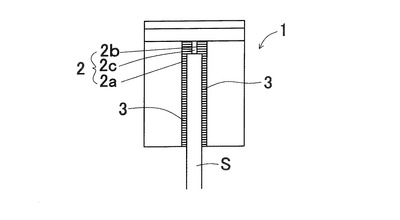
【図8】試験材料の上端を挟んだ一対のつかみ具の内の一方を外した状態の正面図。
【図9】試験材料を一対のつかみ具のそれぞれのつかみ面で挟んだ状態の断面図。
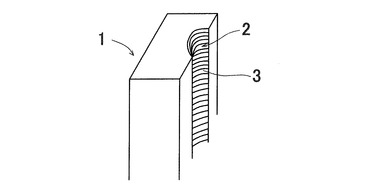
【図10】つかみ面が半円形であるつかみ具の実施の形態の一部斜視図。
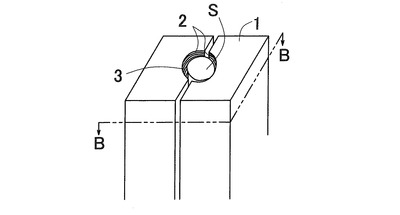
【図11】図10の一対のつかみ具で試験材料を挟んだ状態の上方斜視図。
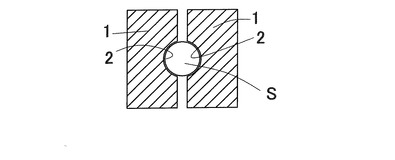
【図12】図11のB−B線断面図。
【発明を実施するための形態】
【0018】
この発明を実施するための形態について以下図を参照しつつ説明する。
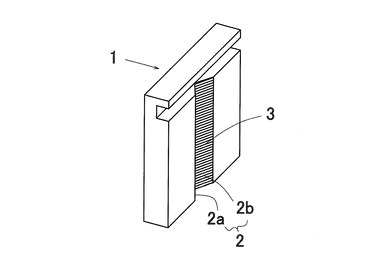
この発明の実施の形態の引張試験機用つかみ具のつかみ面のつかみ歯の製作方法は、図5、図6に示すように、つかみ具1の表面の中央の一端側から他端側に亘って未加工で表面が平坦なV字溝のつかみ面2をあらかじめ作成したものの当該つかみ面2に形彫り放電加工によってつかみ歯3を作成する製作方法である。
【0019】
前記つかみ具1は、図外の引張試験機のチャック機構に取付可能なように、その外形状が決められているが、引張試験の試験対象となる試験材料Sをつかむ面であるつかみ面2は試験材料Sの形状に見合うように平面あるいはこの実施形態のようにV字溝に予め形成されている。なお、つかみ面2は、平面やV字溝以外にも試験材料Sの外形状に応じて適宜他の形状のものが選択され使用される。
【0020】
この実施の形態であるV字溝を構成する2つの傾斜面2a、2bには、波目からなるつかみ歯3が縦方向に多数形成されている。なお、つかみ歯3としては、この実施の形態では波目としているが、刻み目、やすり目など他の形状であってもよい。つかみ具1の材質としては試験材料との接触による摩耗を少なくする観点から硬質金属材料が用いられる。
【0021】
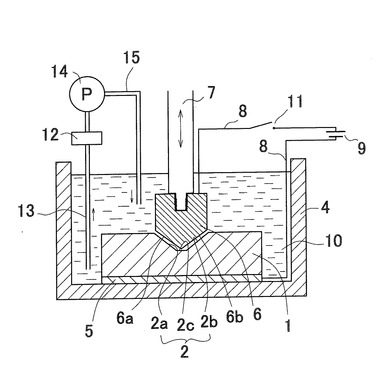
前述したつかみ面2の2つの傾斜面2a、2bに波目のつかみ歯3を同時に形成するには、図1に示す放電加工装置によって行われる。以下、この装置について説明する。液槽4の底に電極板5が敷かれ、この上方につかみ具1がその未加工のつかみ面2の2つの傾斜面2a、2bとその境界にある溝2cを上方に向けて通電可能に置かれている。そして、つかみ具1のV字溝からなるつまみ面2と若干の所定間隔Xをあけてその上方の電極金型6のV字突起部16の放電金型面6a、6bと対面している。
【0022】
この電極金型6は、銅や黒鉛などの導電性が良くて加工し易い材料が好んで選択される。放電金型面6a、6bは、前記つかみ面2のV字溝に対応する逆V字突起状をしており、その2つの異なる傾斜面である放電金型面6a、6bには、つかみ面3の2つの傾斜面2a、2bに転写して形成するつかみ歯3と凹凸が逆の波目が形成されている。そして、電極金型6は図外の枠体などに固定されている上下動を含む三次元移動が可能な駆動アーム7によって、上方から未加工のつかみ面2と接近離反自在になっており、これによって前記した放電加工に最適な所定間隔Xが保たれる位置まで接近してその位置を保持する。この電極金型6と電極板5はそれぞれ配線8を介して直流電源9の正極と負極に接続されている。
【0023】
このようなつかみ具1や電極金型6を収納している液槽4内には、放電用液10が満たされている。そして、前記配線8に設けられているスイッチ11を入れることによって、相対向している放電金型面6a、6bとつかみ面2の傾斜面2a、2bとの間で放電用油10を介して放電が行われる。これによって放電用油に溶解したつかみ面2からの溶け出た金属粒子は所定間隔X内に流出する。この流出した金属粒子は、フィルターなどの濾過器12を備えた吸入管13からポンプ14によって吸引される過程で濾過器12に吸着除去され、きれいになった放電用油は排出管15によって所定間隔Xに向けて排出され、溶け出た金属粒子がその流速によって所定間隔Xから排出される。このように放電用油の循環する間にも、放電加工がおこなわれて、つかみ面2の2つの傾斜面2a、2bに波目のつかみ歯3が転写して形成される。
【0024】
放電加工が行われた後に、スイッチ11を切り、駆動アーム7を持ち上げて完成したつかみ具1を取り出し、未加工のつかみ面2を有するつかみ具1を電極板5の上方に設置して、以下同様の操作を繰り返しながら、多数のつかみ具1につかみ歯3を形成してゆく。
【0025】
このような放電加工装置によると、予めつかみ面2に形成すべきつかみ歯3と凹凸が逆の波目の放電金型面6a、6bを加工した電極金型6を製作しておけば、容易に且つ簡単に求めるつかみ歯3を有するつかみ具1を得ることができる。放電金型面6a、6bを有する放電金型6は繰り返し使用できるが、新たに製作する場合の製作方法について、つかみ面3がV字溝で、つかみ歯3が波目の場合について以下説明する。
【0026】
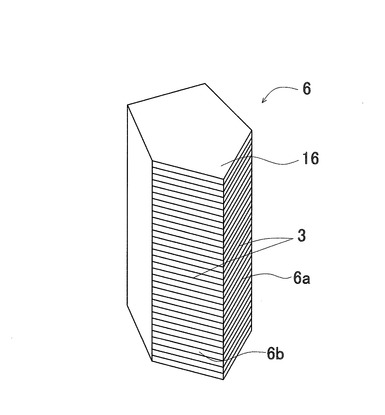
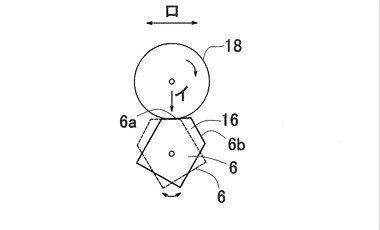
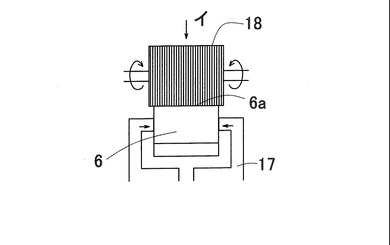
求める波目のつかみ歯3を形成するためには、このつかみ歯3と凹凸が逆の波目模様を電極金型6のそれぞれの放電金型面6a、6bに形成する。この形成のために、図2に示すような求めるV字溝に対応するV字突起部16を有する断面が5角形の棒状の電極金型6をあらかじめ作成しておく。材質としては、通電性に勝れ且つ成形加工しやすい銅や黒鉛が適しているがこれに限定されるものではない。次に、図3、図4に示すように、電極金型6の長手方向の両端をバイス17で固定し、V字突起部16を形成する一方の放電金型面6aを外囲に波目模様を刻んでいる回転カッター18を矢符イ方向に下方接近させる。そして、回転カッター18を回転駆動させながら放電金型面6aに押圧しつつ矢符ロの前後方向に移動させてまず一方の放電金型面6aの表面に凹凸の波目模様を形成する。
【0027】
次に、バイス17による電極金型6の両側からのつかみ位置はそのままで少し緩めて回転させ、電極金型6の他方の放電金型面6bを回転カッター18に面してからバイス17を再び締め付けて、先程と同じように他方の放電金型面6bの表面に凹凸の波目模様を形成する。なお、この操作は、電極金型6をバイス17で締め付けた状態で、バイス17自体の回転によって電極金型6を回転カッター18に接近させても良い。このように、バイス17による電極金型6のつかみ位置は同じであるので、即ち左右方向への移動はなく単に回転によって位置を変えるだけであるので、一方の放電金型面6aに形成した凹凸の端と他方の放電金型面6bに形成する凹凸の端は完全に一致するので、つかみ具1で挟んで試験材料Sを保持した時に引張荷重が掛かってもずれが生じることなく、確実に保持できる。凹凸となる谷と山の深さ高さの度合いは、回転カッター18のバイス17に対する相対的接近度合いを調整することで自在に調節できる。
【0028】
以上の説明においては、引張試験機における試験材料が円柱状の棒材であり、つかみ面2がこれに対応するV字溝の事例について説明したが、フィルムやベルトなどの平面試験材料である場合には、つかみ面2が平面となるだけで同様に適用できる。更に、図10乃至図12に示すように、つかみ面2が半円形の場合であっても、半円柱状の電極金型6を用いることによって同様につかみ具1を製作できる。この場合の電極金型6の製作は、回転カッター18をバイスに17に固定している直方体形状に形成した電極金型6に接近押圧させるだけで容易に形成できる。
【0029】
以上の説明からも明らかなように、この発明の引張試験機用つかみ具のつかみ歯の製作方法によると、従来の切削刃による機械加工の製作と較べて、つかみ具1が硬質性難加工材からなる場合であっても放電金型面によって放電溶解させるだけであるので容易に製作することが出来る。又、つかみ面2が2以上の傾斜面や曲面がある場合であっても、1回の操作で一度に製作することができるので作業能率が向上する。加えてワイヤー放電加工ではできない加工も容易にすることが出来る。さらに、つかみ面3が2以上の傾斜面の場合で波目のつかみ歯を形成する場合であっても、機械加工の場合と異なり、傾斜面の境界における継ぎ目の連続性が確実に得られるので、きれいに揃ったつかみ面2が得られ、つかみ歯3の精度が向上する。
【0030】
更にまた、電極金型6は加工が容易な軟質材料を使用できるので、つかみ歯3の形状が複雑であっても対応し易い。以上のことから、この発明の製作方法によれば、早く、安く、しかも均一な良品質のつかみ具1を得ることが出来る。
【0031】
以上の製作方法によって製作されたつかみ具1のつかみ歯3は、つかみ歯3の高さや形状が正確に揃っているので、2つのつかみ具1の間で挟んだ試験材料Sの密着性が良い。従って、試験材料Sの意図しない箇所での破損等の評価結果への悪影響も少なくなり、ひいては引張試験に要する時間短縮と試験材料の無駄の防止を図ることができる。又、つかみ具1の内部に歪が生じ難いので、摩耗や飛歯が少なくなり、つかみ具1の耐久性が向上する。
【産業上の利用可能性】
【0032】
この発明はあらゆる引張試験機用つかみ具のつかみ歯の製作方法に応用できる。また、この製作方法によって製作したつかみ具のつかみ歯もあらゆる引張試験機用つかみ具のつかみ歯として利用できるので、産業上の利用分野は広範囲である。
【符号の説明】
【0033】
1 つかみ具
2 つかみ面
2a、2b 傾斜面
3 つかみ歯
4 液槽
5 電極板
6 電極金型
6a、6b 放電金型面
7 駆動アーム
8 配線
9 直流電源
10 放電用油
11 スイッチ
12 濾過器
13 吸入管
14 ポンプ
15 排出管
16 V字突起部
17 バイス
18 回転カッター
【技術分野】
【0001】
この発明は、引張試験機用つかみ具のつかみ面を簡単に且つ高品質に製作することができる引張試験機用つかみ具のつかみ歯の製作方法及び該製作方法によって製作されたつかみ具に関する。
【背景技術】
【0002】
周知のように、引張試験機は、評価するフィルムやベルトあるいは棒状体等の試験材料の上下端部を一対のつかみ具でそれぞれ挟持して引張って、試験材料が切断に至るまで段階的に引張り力(荷重)を増加し、試験材料が耐えきれなくなり破断に至る時の力(荷重)を測定することで、当該試験材料の元となる素材の耐久性を知る装置である。
【0003】
この試験時において、一対のつかみ具で挟持された試験材料の端部がこれらのつかみ具から脱落すると正確な測定が出来なく、逆にこの脱落を防止するために強く締め込むと、これら締め込んだ一対のつかみ具の近傍部分から破断して、これも正確な測定が出来ないこととなる。試験材料は上下端部に挟持して固定したつかみ具の中央付近で破断する場合にのみ正確な測定結果として評価される。高い確率で正確な測定結果を得るためには、つかみ具の試験材料との接触面に相対するつかみ面に形成するつかみ歯の均一性が極めて重要な要因となっている。
【0004】
上記したつかみ具のつかみ面に形成しているつかみ歯としては、特許文献1に示される刻み目、特許文献2に示されるやすり目や波目などが知られている。そして、このようなつかみ歯をつかみ面に形成するには、施盤などを用いてつかみ面の切削刃による機械加工によって行われている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実開平6−51859号
【特許文献2】実用新案登録番号第2522822号
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、施盤などの機械加工による製作の場合のように、人手による時には熟練するまでに日数を要すると共に、NC施盤で自動切削する時にも人手による時と同様に被加工物であるつかみ歯とつかみ歯の間の谷部に内部応力である歪みが生じ耐久性に劣るという問題点がある。又、つかみ歯を1歯ずつ切削してゆくために加工速度が遅く、とくにやすり目などのように2方向から交差する切削をしなければならない時には一方向ずつ加工してゆく場合の倍の時間を要していた。更に、機械加工の場合にはバリが発生するためこれの除去に更に手数を要し、除去しない時には品質の低下を招くという問題点がある。
【0007】
又、加工途中での機械や工具の不具合等による歩留まりの悪化の問題点を有している。更に又、つかみ歯となる加工後の刻み目、波目などは切削刃による影響を受けて荒くなりがちであり、又、歯飛びが生じ易いなどの問題点がある。加えて、つかみ歯が波目である2つのつかみ面が交わってV字溝を形成する場合には、その境界となる交差部においては波目の谷と山が一致しない場合が多く発生してつかみ強度の低下を招くという問題点がある。
【0008】
更に、つかみ歯は硬質金属材料を用いているので、機械加工には丈夫な切削刃が必要となる問題点がある。
【0009】
一方、引張試験機においては、耐久性、製作コストの低減、製作スピードの増進などの一般的な優位性に加えて、試験材料の滑りが生じないように確実に掴むことが要求されるため、高品質のつかみ歯を有するつかみ面が求められている。
【課題を解決するための手段】
【0010】
この発明は上記事情を鑑みてなされたものであって、その手段とするところは、請求項1においては、つかみ具の未加工のつかみ面を導電性の電極金型の放電金型面に所定間隔をあけて対向させた状態で放電用油の入った液槽内に浸漬しておき、これらつかみ具と電極金型に電圧を印加することによって未加工のつかみ面と放電金型面の間に生じる放電により、電極金型の放電金型面の凹凸形状に対応した凸凹形状のつかみ歯をつかみ具の未加工つかみ面に転写して形成することを特徴とする引張試験機用つかみ具のつかみ歯の製作方法としたところにある。
【0011】
請求項2においては、前記電極金型の放電金型面が2以上の傾斜方向の異なる平面の組合せからなるV字溝としたことにある。
【0012】
請求項3においては、前記電極金型の放電金型面が曲面であることを特徴とすることにある。
【0013】
請求項4においては、請求項1乃至請求項3のいずれかの製作方法によって製作されたつかみ面のつかみ歯を具備する引張試験機用つかみ具であることにある。
【発明の効果】
【0014】
この発明方法は、あらかじめつかみ具のつかみ面に形成すべき刻み目、やすり目、波目などのつかみ歯の凸凹形状に対応する凹凸形状面を電極金型の放電金型面に形成しておき、この放電金型面を放電用油の入った液槽内でつかみ歯の未加工のつかみ面と所定間隔をあけて対向させて、電極金型とつかみ具に電圧を印加することによって生ずる放電によって、放電金型面の凹凸形状に対応する未加工のつかみ面にその凹凸形状に対応した求めるべき刻み目、やすり目、波目などのつかみ歯の凸凹形状が転写して形成されるという型彫り放電加工によるものである。
【0015】
上記した製作方法によると、放電によってつかみ面の表面の金属粒子を溶かすので硬質性難加工材からなるつかみ具であっても軟質材料と同様に容易に製作できる。又、形彫り放電加工であるために、つかみ歯からなるつかみ面の形状が複雑な形状であっても軟質材料で加工し易い電極金型を成型加工しておけば、その放電加工による転写だけでよいので容易に製作できる。とくに傾斜の向きが異なる2つの平面状のつかみ面が交わって形成されるV字溝のつかみ面のようにワイヤ放電加工できない部位にも有効に対応できる。更に又、切削刃を用いた機械加工の場合と較べて製作時間が大幅に短縮でき、且つ、均一した形状と品質のつかみ歯からなるつかみ面を有するつかみ具を製作できる。
【0016】
更に又、上記製作方法によって製作された引張試験用つかみ具のつかみ歯は、つかみ歯の高さや形状が揃っているので、2つのつかみ具の間で挟んだ時に試験材料への密着性がよい。加えて、このことに起因して試験材料の意図しない箇所での破損等、評価結果への悪影響が少なくなり、ひいては引張試験にかかる時間の短縮と試験材料の無駄の防止に役立つ。又、つかみ具やつかみ歯の内部応力である歪みが切削加工と較べて低減されているので、摩耗・歯飛びが少ないなど耐久性がよい。
【図面の簡単な説明】
【0017】
【図1】この発明の製作方法の実施の形態を示す製作装置説明図。
【図2】電極金型の一実施形態の斜視図。
【図3】電極金型の製作説明側面図。
【図4】電極金型の製作説明正面図。
【図5】V字溝のつかみ面に波目のつかみ歯を形成したつかみ具の斜視図。
【図6】図5のつかみ具の正面図。
【図7】図6のA−A線拡大断面図。
【図8】試験材料の上端を挟んだ一対のつかみ具の内の一方を外した状態の正面図。
【図9】試験材料を一対のつかみ具のそれぞれのつかみ面で挟んだ状態の断面図。
【図10】つかみ面が半円形であるつかみ具の実施の形態の一部斜視図。
【図11】図10の一対のつかみ具で試験材料を挟んだ状態の上方斜視図。
【図12】図11のB−B線断面図。
【発明を実施するための形態】
【0018】
この発明を実施するための形態について以下図を参照しつつ説明する。
この発明の実施の形態の引張試験機用つかみ具のつかみ面のつかみ歯の製作方法は、図5、図6に示すように、つかみ具1の表面の中央の一端側から他端側に亘って未加工で表面が平坦なV字溝のつかみ面2をあらかじめ作成したものの当該つかみ面2に形彫り放電加工によってつかみ歯3を作成する製作方法である。
【0019】
前記つかみ具1は、図外の引張試験機のチャック機構に取付可能なように、その外形状が決められているが、引張試験の試験対象となる試験材料Sをつかむ面であるつかみ面2は試験材料Sの形状に見合うように平面あるいはこの実施形態のようにV字溝に予め形成されている。なお、つかみ面2は、平面やV字溝以外にも試験材料Sの外形状に応じて適宜他の形状のものが選択され使用される。
【0020】
この実施の形態であるV字溝を構成する2つの傾斜面2a、2bには、波目からなるつかみ歯3が縦方向に多数形成されている。なお、つかみ歯3としては、この実施の形態では波目としているが、刻み目、やすり目など他の形状であってもよい。つかみ具1の材質としては試験材料との接触による摩耗を少なくする観点から硬質金属材料が用いられる。
【0021】
前述したつかみ面2の2つの傾斜面2a、2bに波目のつかみ歯3を同時に形成するには、図1に示す放電加工装置によって行われる。以下、この装置について説明する。液槽4の底に電極板5が敷かれ、この上方につかみ具1がその未加工のつかみ面2の2つの傾斜面2a、2bとその境界にある溝2cを上方に向けて通電可能に置かれている。そして、つかみ具1のV字溝からなるつまみ面2と若干の所定間隔Xをあけてその上方の電極金型6のV字突起部16の放電金型面6a、6bと対面している。
【0022】
この電極金型6は、銅や黒鉛などの導電性が良くて加工し易い材料が好んで選択される。放電金型面6a、6bは、前記つかみ面2のV字溝に対応する逆V字突起状をしており、その2つの異なる傾斜面である放電金型面6a、6bには、つかみ面3の2つの傾斜面2a、2bに転写して形成するつかみ歯3と凹凸が逆の波目が形成されている。そして、電極金型6は図外の枠体などに固定されている上下動を含む三次元移動が可能な駆動アーム7によって、上方から未加工のつかみ面2と接近離反自在になっており、これによって前記した放電加工に最適な所定間隔Xが保たれる位置まで接近してその位置を保持する。この電極金型6と電極板5はそれぞれ配線8を介して直流電源9の正極と負極に接続されている。
【0023】
このようなつかみ具1や電極金型6を収納している液槽4内には、放電用液10が満たされている。そして、前記配線8に設けられているスイッチ11を入れることによって、相対向している放電金型面6a、6bとつかみ面2の傾斜面2a、2bとの間で放電用油10を介して放電が行われる。これによって放電用油に溶解したつかみ面2からの溶け出た金属粒子は所定間隔X内に流出する。この流出した金属粒子は、フィルターなどの濾過器12を備えた吸入管13からポンプ14によって吸引される過程で濾過器12に吸着除去され、きれいになった放電用油は排出管15によって所定間隔Xに向けて排出され、溶け出た金属粒子がその流速によって所定間隔Xから排出される。このように放電用油の循環する間にも、放電加工がおこなわれて、つかみ面2の2つの傾斜面2a、2bに波目のつかみ歯3が転写して形成される。
【0024】
放電加工が行われた後に、スイッチ11を切り、駆動アーム7を持ち上げて完成したつかみ具1を取り出し、未加工のつかみ面2を有するつかみ具1を電極板5の上方に設置して、以下同様の操作を繰り返しながら、多数のつかみ具1につかみ歯3を形成してゆく。
【0025】
このような放電加工装置によると、予めつかみ面2に形成すべきつかみ歯3と凹凸が逆の波目の放電金型面6a、6bを加工した電極金型6を製作しておけば、容易に且つ簡単に求めるつかみ歯3を有するつかみ具1を得ることができる。放電金型面6a、6bを有する放電金型6は繰り返し使用できるが、新たに製作する場合の製作方法について、つかみ面3がV字溝で、つかみ歯3が波目の場合について以下説明する。
【0026】
求める波目のつかみ歯3を形成するためには、このつかみ歯3と凹凸が逆の波目模様を電極金型6のそれぞれの放電金型面6a、6bに形成する。この形成のために、図2に示すような求めるV字溝に対応するV字突起部16を有する断面が5角形の棒状の電極金型6をあらかじめ作成しておく。材質としては、通電性に勝れ且つ成形加工しやすい銅や黒鉛が適しているがこれに限定されるものではない。次に、図3、図4に示すように、電極金型6の長手方向の両端をバイス17で固定し、V字突起部16を形成する一方の放電金型面6aを外囲に波目模様を刻んでいる回転カッター18を矢符イ方向に下方接近させる。そして、回転カッター18を回転駆動させながら放電金型面6aに押圧しつつ矢符ロの前後方向に移動させてまず一方の放電金型面6aの表面に凹凸の波目模様を形成する。
【0027】
次に、バイス17による電極金型6の両側からのつかみ位置はそのままで少し緩めて回転させ、電極金型6の他方の放電金型面6bを回転カッター18に面してからバイス17を再び締め付けて、先程と同じように他方の放電金型面6bの表面に凹凸の波目模様を形成する。なお、この操作は、電極金型6をバイス17で締め付けた状態で、バイス17自体の回転によって電極金型6を回転カッター18に接近させても良い。このように、バイス17による電極金型6のつかみ位置は同じであるので、即ち左右方向への移動はなく単に回転によって位置を変えるだけであるので、一方の放電金型面6aに形成した凹凸の端と他方の放電金型面6bに形成する凹凸の端は完全に一致するので、つかみ具1で挟んで試験材料Sを保持した時に引張荷重が掛かってもずれが生じることなく、確実に保持できる。凹凸となる谷と山の深さ高さの度合いは、回転カッター18のバイス17に対する相対的接近度合いを調整することで自在に調節できる。
【0028】
以上の説明においては、引張試験機における試験材料が円柱状の棒材であり、つかみ面2がこれに対応するV字溝の事例について説明したが、フィルムやベルトなどの平面試験材料である場合には、つかみ面2が平面となるだけで同様に適用できる。更に、図10乃至図12に示すように、つかみ面2が半円形の場合であっても、半円柱状の電極金型6を用いることによって同様につかみ具1を製作できる。この場合の電極金型6の製作は、回転カッター18をバイスに17に固定している直方体形状に形成した電極金型6に接近押圧させるだけで容易に形成できる。
【0029】
以上の説明からも明らかなように、この発明の引張試験機用つかみ具のつかみ歯の製作方法によると、従来の切削刃による機械加工の製作と較べて、つかみ具1が硬質性難加工材からなる場合であっても放電金型面によって放電溶解させるだけであるので容易に製作することが出来る。又、つかみ面2が2以上の傾斜面や曲面がある場合であっても、1回の操作で一度に製作することができるので作業能率が向上する。加えてワイヤー放電加工ではできない加工も容易にすることが出来る。さらに、つかみ面3が2以上の傾斜面の場合で波目のつかみ歯を形成する場合であっても、機械加工の場合と異なり、傾斜面の境界における継ぎ目の連続性が確実に得られるので、きれいに揃ったつかみ面2が得られ、つかみ歯3の精度が向上する。
【0030】
更にまた、電極金型6は加工が容易な軟質材料を使用できるので、つかみ歯3の形状が複雑であっても対応し易い。以上のことから、この発明の製作方法によれば、早く、安く、しかも均一な良品質のつかみ具1を得ることが出来る。
【0031】
以上の製作方法によって製作されたつかみ具1のつかみ歯3は、つかみ歯3の高さや形状が正確に揃っているので、2つのつかみ具1の間で挟んだ試験材料Sの密着性が良い。従って、試験材料Sの意図しない箇所での破損等の評価結果への悪影響も少なくなり、ひいては引張試験に要する時間短縮と試験材料の無駄の防止を図ることができる。又、つかみ具1の内部に歪が生じ難いので、摩耗や飛歯が少なくなり、つかみ具1の耐久性が向上する。
【産業上の利用可能性】
【0032】
この発明はあらゆる引張試験機用つかみ具のつかみ歯の製作方法に応用できる。また、この製作方法によって製作したつかみ具のつかみ歯もあらゆる引張試験機用つかみ具のつかみ歯として利用できるので、産業上の利用分野は広範囲である。
【符号の説明】
【0033】
1 つかみ具
2 つかみ面
2a、2b 傾斜面
3 つかみ歯
4 液槽
5 電極板
6 電極金型
6a、6b 放電金型面
7 駆動アーム
8 配線
9 直流電源
10 放電用油
11 スイッチ
12 濾過器
13 吸入管
14 ポンプ
15 排出管
16 V字突起部
17 バイス
18 回転カッター
【特許請求の範囲】
【請求項1】
つかみ具の未加工のつかみ面を導電性の電極金型の放電金型面に所定間隔をあけて対向させた状態で放電用油の入った液槽内に浸漬しておき、これらつかみ具と電極金型に電圧を印加することによって未加工のつかみ面と放電金型面の間に生じる放電により、電極金型の放電金型面の凹凸形状に対応した凸凹形状のつかみ歯をつかみ具の未加工つかみ面に転写して形成することを特徴とする引張試験機用つかみ具のつかみ歯の製作方法。
【請求項2】
前記電極金型の放電金型面が2以上の傾斜方向の異なる平面の組合せからなるV字溝としたことを特徴とする請求項1の引張試験機用つかみ具のつかみ歯の製作方法。
【請求項3】
前記電極金型の放電金型面が曲面であることを特徴とする請求項1に記載の引張試験機用つかみ具のつかみ歯の製作方法。
【請求項4】
請求項1乃至請求項3のいずれかの製作方法によって製作されたつかみ面のつかみ歯を具備する引張試験機用つかみ具。
【請求項1】
つかみ具の未加工のつかみ面を導電性の電極金型の放電金型面に所定間隔をあけて対向させた状態で放電用油の入った液槽内に浸漬しておき、これらつかみ具と電極金型に電圧を印加することによって未加工のつかみ面と放電金型面の間に生じる放電により、電極金型の放電金型面の凹凸形状に対応した凸凹形状のつかみ歯をつかみ具の未加工つかみ面に転写して形成することを特徴とする引張試験機用つかみ具のつかみ歯の製作方法。
【請求項2】
前記電極金型の放電金型面が2以上の傾斜方向の異なる平面の組合せからなるV字溝としたことを特徴とする請求項1の引張試験機用つかみ具のつかみ歯の製作方法。
【請求項3】
前記電極金型の放電金型面が曲面であることを特徴とする請求項1に記載の引張試験機用つかみ具のつかみ歯の製作方法。
【請求項4】
請求項1乃至請求項3のいずれかの製作方法によって製作されたつかみ面のつかみ歯を具備する引張試験機用つかみ具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−108842(P2013−108842A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−254048(P2011−254048)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(307016180)地方独立行政法人鳥取県産業技術センター (32)
【出願人】(511282852)株式会社ニシガキ (1)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(307016180)地方独立行政法人鳥取県産業技術センター (32)
【出願人】(511282852)株式会社ニシガキ (1)
【Fターム(参考)】
[ Back to top ]