
引抜き成形品の製造装置および引抜き成形品の製造方法
【課題】長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
【解決手段】本発明に係る引抜き成形品の製造装置1は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂10を引抜く引抜き部8と、引抜かれた熱硬化性樹脂10を回転しながら成形する成形ロール6と、成形ロール6によって得られる成形品11が長手方向に沿って曲率を有するように、成形ロール6の位置および回転速度の少なくともいずれか一方を調整する制御部15とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維を含む熱硬化性樹脂を硬化させながら引抜く引抜き成形品の製造装置および引抜き成形品の製造方法に関するものである。
【背景技術】
【0002】
FRP(Fiber Reinforced Plastics:繊維強化プラスチック)成形品は、例えばポリエステル系等の熱硬化性樹脂をグラス・ファイバーなどの補強材で補強したもので、引張り強度が大きい。
【0003】
長尺状のFRP成形方法の一つに、引抜き成形がある。引抜き成形は、連続した繊維を樹脂槽で熱硬化性樹脂に含浸させ、集束した繊維群を含む熱硬化性樹脂を加熱しつつ、成形型へ通過させる方法である。これによって、熱硬化性樹脂は、硬化され、所望の形状に成形される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−26898号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
引抜き成形方法は、繊維を引張りながら成形するため、FRP成形品の引張り強度が高くなる。また、製造装置が簡便であり、機械化が容易である。さらに連続生産が可能で、量産性に優れている。特許文献1では、上記引抜き成形において、ジグザグ形状の成形品を製造する技術が開示されている。しかし、引抜き成形は、直線状のFRP成形品を製造するのが一般的であり、長手方向に曲率を有するFRP成形品を製造することは困難であった。
【0006】
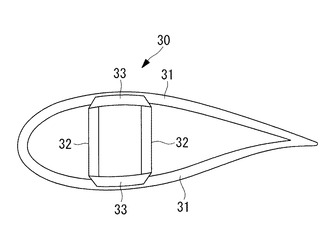
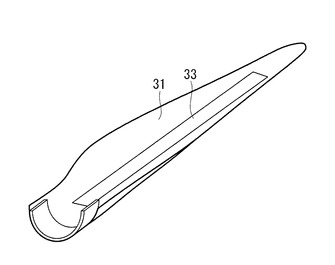
このため、例えば図10および図11に示すスパーキャップ33において、長手方向に曲率を有する部材を得るためには、従来、外皮31と共にVaRTM(Vacuum Assisted Resin Transfer Molding)法によって成形する必要があった。スパーキャップ33は、図10に示す風車ブレード30内のスパー32を連結する部材であって、図10および図11に示すように、外皮31よりも内側に風車ブレード30の長手方向に沿って延在する部材である。しかし、VaRTM法では、繊維の配置に多くの工数を要する上に、繊維が適格に配置されない結果、繊維にシワが生じる等の理由によって、品質不良となるリスクがあった。
【0007】
本発明は、このような事情に鑑みてなされたものであって、長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の引抜き成形品の製造装置および引抜き成形品の製造方法は以下の手段を採用する。
すなわち、本発明に係る引抜き成形品の製造装置は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂を引抜く引抜き部と、引抜かれた熱硬化性樹脂を回転しながら成形する成形ロールと、成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御部とを備える。
【0009】
この発明によれば、集束された繊維群が熱硬化性樹脂を含浸し、繊維群を含む熱硬化性樹脂が引抜かれ、引抜かれた熱硬化性樹脂は、回転する成形ロールによって成形される。熱硬化性樹脂は、例えば成形ロール、または成形ロールとは別に設けられた加熱装置によって加熱され硬化される。その結果、繊維を内部に含む熱硬化性樹脂からなる成形品が生成される。このとき、成形ロールの位置および回転速度の少なくともいずれか一方が調整されることによって、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。成形ロールの位置および回転速度は、例えば成形品の曲率、曲率の範囲、長さおよび断面形状などに基づいて制御部によって決定される。
【0010】
上記発明において、成形ロールは、繊維群の熱硬化性樹脂を2方向から挟み込む一対のロールであり、一対のロールの平行な中心軸を含む仮想平面は、成形ロールによる成形前の熱硬化性樹脂の進行方向に対して傾斜するようにしてもよい。
【0011】
この発明によれば、繊維群を含む熱硬化性樹脂は、熱硬化性樹脂を2方向から挟み込む一対のロールによって成形される。成形後の熱硬化性樹脂は、一対のロール間から送り出される。そして、従来のように直線状の成形品を得る場合には、成形ロールによる成形前の熱硬化性樹脂に成形ロールによって2方向から均等に力が作用するように、一対のロールの平行な中心軸を含む仮想平面は、熱硬化性樹脂の進行方向に対して直交するように配置されるところ、本発明では、該仮想平面を熱硬化性樹脂の進行方向に対して傾斜させることで、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。
【0012】
上記発明において、成形ロールは、繊維群の熱硬化性樹脂を2方向から挟み込む一対のロールであり、二つのロールの回転速度が異なるようにしてもよい。
【0013】
この発明によれば、繊維群を含む熱硬化性樹脂は、熱硬化性樹脂を2方向から挟み込む一対のロールによって成形される。成形後の熱硬化性樹脂は、一対のロール間から送り出される。そして、二つのロールの回転速度が異なることで、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。
【0014】
上記発明において、繊維群を成形ロール側へ供給する繊維供給部をさらに備え、制御部は、成形品の曲率に基づいて、繊維供給部による繊維群の送り速度を調整してもよい。
【0015】
この発明によれば、繊維群は、成形品の曲率に基づいて、送り速度が調整されながら、繊維供給部によって成形ロールへ供給される。したがって、熱硬化性樹脂に配置される繊維の張力を、成形品の曲率や成形品内の繊維の位置に応じて変更できる。例えば、曲率を有する成形品の外周側に位置する繊維の送り速度が、内周側に位置する繊維の送り速度より速くすることで、成形品内の繊維の張力が均一化する。
【0016】
上記発明において、引抜き部と成形ロールとの間に、一対の平行な当接部を有する予備成形型を備え、成形ロールは、予備成形型の一対の平行な当接部で予備成形された熱硬化性樹脂の平行面を挟み込む一対のロールであり、一対のロールの中心軸方向は、予備成形型の一対の平行な当接部に対してねじれの位置にあってもよい。
【0017】
この発明によれば、予備成形型は、引抜き部と成形ロールとの間に設けられており、予備成形型の一対の平行な当接部で予備成形された熱硬化性樹脂の平行面は、成形ロールの一対のロールによって挟み込まれる。そして、成形ロールにおける成形後の熱硬化性樹脂が、成形ロールの一対のロール間から送り出されるとき、一対のロールの中心軸方向が、予備成形型の一対の平行な当接部に対してねじれの位置にある。これにより、成形ロールを通過した熱硬化性樹脂にねじれが加わるため、ねじりを有する成形品が得られる。
【0018】
上記発明において、引抜かれた繊維群を含む熱硬化性樹脂のうち成形ロールによって成形される面と異なる面を成形する成形型をさらに備えてもよい。
【0019】
この発明によれば、引抜かれた繊維群を含む熱硬化性樹脂は、成形ロールが成形する面と異なる面が成形型によって成形される。成形ロールが成形する面と異なる面とは、成形ロールによる成形面に対して垂直方向の面である。なお、成形ロールや成形型が平滑な曲面または平面ではなく、段差や凹凸を有するように形成されることによって、成形ロールや成形型の形状に応じた様々な形状を有する成形品を得ることができる。
【0020】
また、本発明に係る引抜き成形品の製造方法は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂を引抜く引抜き工程と、成形ロールが、引抜かれた熱硬化性樹脂を回転しながら成形する成形工程と、成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御工程とを備える。
【0021】
この発明によれば、集束された繊維群が熱硬化性樹脂を含浸し、繊維群を含む熱硬化性樹脂が引抜かれ、引抜かれた熱硬化性樹脂は、回転する成形ロールによって成形される。その結果、繊維を内部に含む熱硬化性樹脂からなる成形品が生成される。このとき、成形ロールの位置および回転速度の少なくともいずれか一方が調整されることによって、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。
【発明の効果】
【0022】
本発明によれば、長手方向に沿って曲率を有する引抜き成形品を得ることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係る引抜き成形品製造装置を示す概略図である。
【図2】本発明の一実施形態に係る引抜き成形品製造装置を示す概略図である。
【図3】本発明の一実施形態に係る引抜き成形品製造装置の成形ロールおよび引抜き部を示す側面図である。
【図4】本発明の一実施形態に係る引抜き成形品製造装置の成形ロールおよび引抜き部を示す側面図である。
【図5】本発明の一実施形態に係る引抜き成形品製造装置の成形ロールを示す断面図である。
【図6】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図7】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図8】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図9】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図10】風車ブレードを示す断面図である。
【図11】風車ブレードの片面側を示す斜視図である。
【発明を実施するための形態】
【0024】
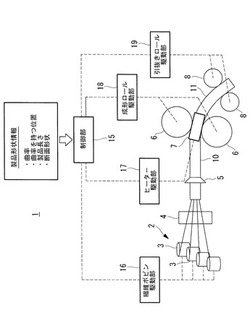
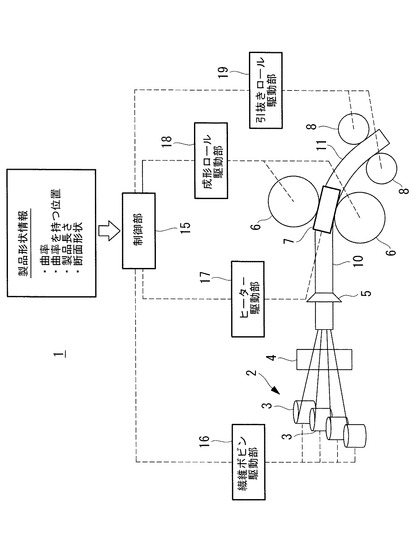
以下、本発明の一実施形態に係る成形品製造装置1について、図1および図2を用いて説明する。
【0025】
成形品製造装置1によって得られるFRP成形品(以下、成形品11という。)は、長手方向に曲率を有する部材であり、例えば風車ブレードのスパーキャップ、航空機部材、船舶用部材、自動車部材、鉄道車両部材等に適用できる。
【0026】
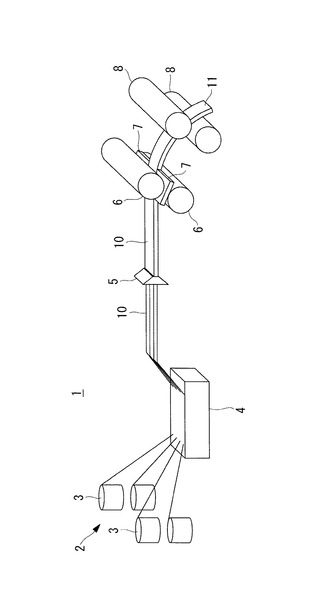
成形品製造装置1は、引抜き成形によって成形品11を製造する装置であり、連続した繊維を樹脂槽4で熱硬化性樹脂に含浸させ、集束した繊維群を含む熱硬化性樹脂10を加熱しつつ、成形ロール6や加熱成形型7へ通過させる。これによって、熱硬化性樹脂10は、硬化され、所望の形状に成形される。以下、樹脂槽4を通過して、繊維を含む熱硬化性樹脂を単に「熱硬化性樹脂10」ともいう。
【0027】
繊維供給部2は、複数の繊維ボビン3からなり、各繊維ボビン3は、連続した繊維が巻き取られている。そして、繊維ボビン3は、巻き取られている連続した繊維を後段へ供給する。繊維ボビン3は、例えば回転速度が調整されることによって、繊維の送り速度を調整できる。これによって、成形品11内に設けられる繊維の張力を変化させることが可能である。例えば、図4に示すような曲率を有する成形品11を得るために、成形品11の上側(成形品の外周側)に位置する繊維の送り速度が、下側(内周側)に位置する繊維よりも速くなるようにする。このように繊維送り速度を調整することによって、成形品11内に配置される繊維の張力を均一化できる。また、成形品における繊維含有率が均一化され、均質で高強度な成形品となる。
【0028】
樹脂槽4は、熱硬化性樹脂が満たされている容器である。樹脂槽4は、繊維供給部2から供給された繊維に熱硬化性樹脂を含浸させる。繊維は、樹脂槽4を通過することによって、熱硬化性樹脂が付着して、予備成形型5へ送られる。
【0029】
予備成形型5は、成形ロール6や加熱成形型7による成形前に熱硬化性樹脂10の形を整えるため、樹脂槽4から送られた熱硬化性樹脂10を予備成形する。予備成形型5は、熱硬化性樹脂10を完全に硬化させない程度に加熱する。予備成形型5は、一対の平行な当接部(図示せず。)を有する。
【0030】
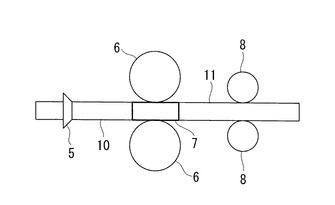
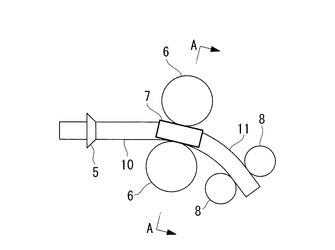
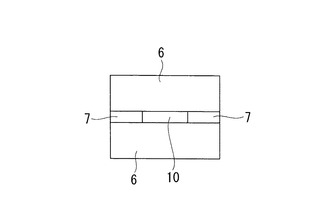
成形ロール6は、円筒状であり、中心軸周りに回転する。成形ロール6は、熱硬化性樹脂10の上下に配置される一対のロールであり、中心軸が熱硬化性樹脂10の長手方向に対して垂直方向になるように配置される。ここで、熱硬化性樹脂10の長手方向に対して垂直方向とは、熱硬化性樹脂10の面内であって、熱硬化性樹脂10の進行方向に対して垂直な方向である。成形ロール6は、予備成形型5の一対の平行な当接部で予備成形され、予備成形型5から送られた繊維を含む熱硬化性樹脂10の平行面を2方向から挟み込み、所望の形状に成形する。このとき、成形ロール6がヒーターを内蔵して、熱硬化性樹脂10を硬化させてもよいし、別途設けられたヒーター、例えば加熱成形型7が熱硬化性樹脂10を硬化させてもよい。
【0031】
成形ロール6は、位置や回転速度が可変である。成形ロール6は、例えば図4に示すように、一対のロールの平行な中心軸を含む仮想平面が、成形ロール6による成形前の熱硬化性樹脂10の進行方向に対して傾斜するように移動する。図4は、成形ロール6が移動して傾斜した状態を示す。一方、図3は、一対のロールの平行な中心軸を含む仮想平面が、成形ロール6による成形前の熱硬化性樹脂10の進行方向に対して鉛直である状態を示す。
【0032】
一対のロールの平行な中心軸を含む仮想平面が、成形ロール6による成形前の熱硬化性樹脂10の進行方向に対して傾斜することで、成形ロール6を通過した熱硬化性樹脂10が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品11が得られる。成形ロール6の傾きは、成形しようとする成形品11の曲率に応じて変更される。
【0033】
また、成形ロール6は、それぞれのロールの回転速度が異なるように回転してもよい。二つのロールの回転速度が異なることで、成形ロール6を通過した熱硬化性樹脂10が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品11が得られる。例えば、図4に示すような曲率を有する成形品11を得るために、上側のロールの回転速度が下側のロールよりも大きくなるようにする。成形ロール6の回転速度は、成形しようとする成形品11の曲率に応じて変更される。
【0034】
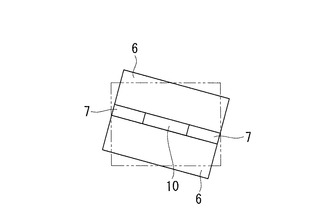
さらに、成形ロール6は、例えば図6に示すように、一対のロールの中心軸方向が、予備成形型の一対の平行な当接部に対してねじれの位置にあるように移動する。この状態で、予備成形型5の一対の平行な当接部で予備成形された熱硬化性樹脂10の平行面は、成形ロール6の一対のロールによって挟み込まれる。そして、成形ロール6における成形後の熱硬化性樹脂が、成形ロール6の一対のロール間から送り出されるとき、一対のロールの中心軸方向が、予備成形型5の一対の平行な当接部に対してねじれの位置にある。これによって、成形ロール6を通過した熱硬化性樹脂10にねじれが加わるため、ねじりを有する成形品11が得られる。成形ロール6の傾きは、成形しようとする成形品11のねじれ形状に応じて変更される。
【0035】
またさらに、図9に示すように、成形ロール6が平滑な曲面ではなく、段差や凹凸を有するように形成されることによって、成形ロール6の形状に応じた様々な形状を有する成形品11を得ることができる。
【0036】
また、成形ロール6は、表面にフッ素コーティングなどをすることによって、繊維や樹脂の付着防止処理が施されてもよい。これによって、成形ロール6へ繊維や樹脂が付着しないため、成形品11の平滑度を向上させることができる。また、設備メンテナンスの簡易化を達成できる。
【0037】
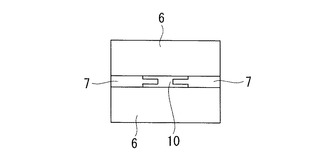
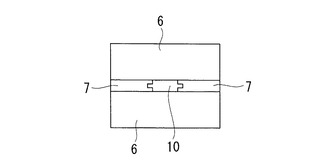
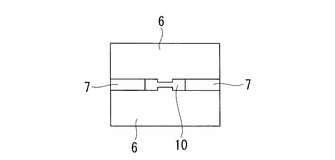
加熱成形型7は、ヒーターを内蔵して、熱硬化性樹脂10を加熱する。熱硬化性樹脂10は、加熱によって硬化され、成形品11が形成される。加熱成形型7は、図5に示すように、熱硬化性樹脂10のうち成形ロール6によって成形される面と異なる面を成形する。成形ロール6が成形する面と異なる面とは、成形ロール6による成形面に対して垂直方向の面である。なお、加熱成形型7が平面ではなく、図7や図8に示すように、段差や凹凸を有するように形成されることによって、加熱成形型7の形状に応じた様々な形状を有する成形品を得ることもできる。
【0038】
引抜きロール8は、上下に配置される一対のロールである。各ロールは、円筒状であり、中心軸回りに回転する。各ロールは、中心軸が熱硬化性樹脂10の長手方向に対して垂直方向になるように配置される。引抜きロール8は、成形ロール6や加熱成形型7によって形成された成形品11を2方向から挟み込み、成形ロール6から引抜きロール8の方向へ成形品11を移動させる。これにより、成形ロール6から成形品11が引抜かれる。
【0039】
引抜きロール8の一対のロールは、成形ロール6の動きや成形品11の曲率に合わせて移動可能である。また、成形ロール6の位置や回転速度だけでなく、引抜きロール8の位置や回転速度、引抜きロール8による成形品11の引抜き方向を調整することによって、長手方向に沿って曲率を有する成形品11が得られるようにしてもよい。成形ロール6と引抜きロール8の両者が調整されることで、成形品11における曲率や、曲率が設けられる位置などの精度を向上させることができる。
【0040】
制御部15は、成形しようとする成形品11の形状に関する情報に基づいて、繊維ボビン3、加熱成形型7のヒーター、成形ロール6および引抜きロール8を制御する。制御部15は、例えば成形品11の形状に関する情報、例えば曲率、曲率が形成される位置、成形品11の長さ、断面形状などを取得する。そして、制御部15は、これらの情報に基づいて、繊維ボビン3、加熱成形型7のヒーター、成形ロール6および引抜きロール8を駆動するための駆動信号を生成する。制御部15は、生成した駆動信号を、図1に示す繊維ボビン駆動部16、ヒーター駆動部17、成形ロール駆動部18および引抜きロール駆動部19へ送る。
【0041】
繊維ボビン駆動部16は、駆動信号に基づいて、繊維ボビン3の繊維送り速度を調整する。ヒーター駆動部17は、駆動信号に基づいて、加熱成形型7のヒーター温度を調整する。成形ロール駆動部18は、駆動信号に基づいて、成形ロール6の位置や回転速度を調整する。引抜きロール駆動部19は、駆動信号に基づいて、引抜きロール8の位置や回転速度を調整する。
【0042】
次に、本発明の一実施形態に係る成形品製造装置1の動作について説明する。
まず、繊維供給部2の複数の繊維ボビン3から、繊維が樹脂槽4へ送り出される。このとき、成形品11で形成しようとする曲率に基づいて、繊維の送り速度を調整してよい。
【0043】
そして、樹脂槽4にて、集束した繊維群に熱硬化性樹脂を含浸させる。なお、繊維群の集束の程度は、熱硬化性樹脂の含浸のしやすさによる。次に、繊維を含む熱硬化性樹脂10は、予備成形型5で加熱されて、成形ロール6や加熱成形型7による成形前に完全に硬化しない程度に形が整えられる。
【0044】
その後、成形ロール6および加熱成形型7によって、熱硬化性樹脂10が成形されて成形品11が得られる。成形品11は、引抜きロール8によって成形ロール6から引き抜かれる。このとき、成形ロール6の位置および回転速度の少なくともいずれか一方が調整されることによって、成形品11は、長手方向に沿って曲率を有する。また、ねじれを有する成形品11が得られるように、成形ロール6の位置を調整してもよい。なお、長手方向に沿って曲率を有する成形品11を得るため、引抜きロール8の位置、回転速度、および引抜きロール8による成形品11の引抜き方向の少なくともいずれか一方が調整されてもよい。
【0045】
本実施形態によれば、成形ロール6の方向を調整することによって、長手方向に曲率を有したり、ねじりを加えたりした成形品11を成形することができる。また、繊維の送り速度を調整することによって、成形品11内の繊維の張力の均一化を図ることもできる。さらに、成形ロール6や加熱成形型7の形状を変化させることによって、様々な断面形状を有する成形品11を得ることもできる。その結果、引抜き成形によって得られる成形品11において、形状の自由度が高まり、製品性能の向上、製造コストの低減を図ることができる。
【0046】
従来の引抜き成形では、長手方向に曲率を有する成形品11が得られなかったところ、本実施形態によれば引抜き成形によって曲率を有する成形品11を得ることができる。曲率を有する成形品11は、引抜き成形による特徴、すなわち引張り強度が高い、装置が簡便である、連続生産が可能で量産性に優れているといった特徴を持つ。そして、成形品11を、従来適用でなかった部位に用いることで、適用された製品は、強度向上、軽量化、品質向上、製造コストの低減、品質の安定化を図ることができる。
【0047】
本実施形態によって得られる成形品11は、例えば、図10に示す風車ブレード30のスパーキャップ33に適用できる。
【0048】
本実施形態によれば、外皮31とは別にスパーキャップ33のみを引抜き成形によって予め成形しておくことができる。そして、風車ブレード30を製造するため、外皮31をVaRTM法によって成形する際に、外皮31の繊維上に予め成形しておいたスパーキャップ33を配置し、外皮31の成形と同時に接着する。このように風車ブレード30を製造することによって、VaRTM法で必要であった、スパーキャップ33の繊維配置作業が不要となり、製造コストの低減、サイクルタイムの短縮、品質不良のリスク軽減を図ることができる。また、スパーキャップ33の強度が上昇する分だけ、風車ブレード30全体を軽量化できる。
【符号の説明】
【0049】
1 成形品製造装置
2 繊維供給部
3 繊維ボビン
4 樹脂槽
5 予備成形型
6 成形ロール
7 加熱成形型
8 引抜きロール(引抜き部)
10 熱硬化性樹脂
11 成形品
15 制御部
16 繊維ボビン駆動部
17 ヒーター駆動部
18 成形ロール駆動部
19 引抜きロール駆動部
30 風車ブレード
31 外皮
32 スパー
33 スパーキャップ
【技術分野】
【0001】
本発明は、繊維を含む熱硬化性樹脂を硬化させながら引抜く引抜き成形品の製造装置および引抜き成形品の製造方法に関するものである。
【背景技術】
【0002】
FRP(Fiber Reinforced Plastics:繊維強化プラスチック)成形品は、例えばポリエステル系等の熱硬化性樹脂をグラス・ファイバーなどの補強材で補強したもので、引張り強度が大きい。
【0003】
長尺状のFRP成形方法の一つに、引抜き成形がある。引抜き成形は、連続した繊維を樹脂槽で熱硬化性樹脂に含浸させ、集束した繊維群を含む熱硬化性樹脂を加熱しつつ、成形型へ通過させる方法である。これによって、熱硬化性樹脂は、硬化され、所望の形状に成形される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2006−26898号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
引抜き成形方法は、繊維を引張りながら成形するため、FRP成形品の引張り強度が高くなる。また、製造装置が簡便であり、機械化が容易である。さらに連続生産が可能で、量産性に優れている。特許文献1では、上記引抜き成形において、ジグザグ形状の成形品を製造する技術が開示されている。しかし、引抜き成形は、直線状のFRP成形品を製造するのが一般的であり、長手方向に曲率を有するFRP成形品を製造することは困難であった。
【0006】
このため、例えば図10および図11に示すスパーキャップ33において、長手方向に曲率を有する部材を得るためには、従来、外皮31と共にVaRTM(Vacuum Assisted Resin Transfer Molding)法によって成形する必要があった。スパーキャップ33は、図10に示す風車ブレード30内のスパー32を連結する部材であって、図10および図11に示すように、外皮31よりも内側に風車ブレード30の長手方向に沿って延在する部材である。しかし、VaRTM法では、繊維の配置に多くの工数を要する上に、繊維が適格に配置されない結果、繊維にシワが生じる等の理由によって、品質不良となるリスクがあった。
【0007】
本発明は、このような事情に鑑みてなされたものであって、長手方向に沿って曲率を有する引抜き成形品を得ることが可能な引抜き成形品の製造装置および引抜き成形品の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の引抜き成形品の製造装置および引抜き成形品の製造方法は以下の手段を採用する。
すなわち、本発明に係る引抜き成形品の製造装置は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂を引抜く引抜き部と、引抜かれた熱硬化性樹脂を回転しながら成形する成形ロールと、成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御部とを備える。
【0009】
この発明によれば、集束された繊維群が熱硬化性樹脂を含浸し、繊維群を含む熱硬化性樹脂が引抜かれ、引抜かれた熱硬化性樹脂は、回転する成形ロールによって成形される。熱硬化性樹脂は、例えば成形ロール、または成形ロールとは別に設けられた加熱装置によって加熱され硬化される。その結果、繊維を内部に含む熱硬化性樹脂からなる成形品が生成される。このとき、成形ロールの位置および回転速度の少なくともいずれか一方が調整されることによって、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。成形ロールの位置および回転速度は、例えば成形品の曲率、曲率の範囲、長さおよび断面形状などに基づいて制御部によって決定される。
【0010】
上記発明において、成形ロールは、繊維群の熱硬化性樹脂を2方向から挟み込む一対のロールであり、一対のロールの平行な中心軸を含む仮想平面は、成形ロールによる成形前の熱硬化性樹脂の進行方向に対して傾斜するようにしてもよい。
【0011】
この発明によれば、繊維群を含む熱硬化性樹脂は、熱硬化性樹脂を2方向から挟み込む一対のロールによって成形される。成形後の熱硬化性樹脂は、一対のロール間から送り出される。そして、従来のように直線状の成形品を得る場合には、成形ロールによる成形前の熱硬化性樹脂に成形ロールによって2方向から均等に力が作用するように、一対のロールの平行な中心軸を含む仮想平面は、熱硬化性樹脂の進行方向に対して直交するように配置されるところ、本発明では、該仮想平面を熱硬化性樹脂の進行方向に対して傾斜させることで、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。
【0012】
上記発明において、成形ロールは、繊維群の熱硬化性樹脂を2方向から挟み込む一対のロールであり、二つのロールの回転速度が異なるようにしてもよい。
【0013】
この発明によれば、繊維群を含む熱硬化性樹脂は、熱硬化性樹脂を2方向から挟み込む一対のロールによって成形される。成形後の熱硬化性樹脂は、一対のロール間から送り出される。そして、二つのロールの回転速度が異なることで、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。
【0014】
上記発明において、繊維群を成形ロール側へ供給する繊維供給部をさらに備え、制御部は、成形品の曲率に基づいて、繊維供給部による繊維群の送り速度を調整してもよい。
【0015】
この発明によれば、繊維群は、成形品の曲率に基づいて、送り速度が調整されながら、繊維供給部によって成形ロールへ供給される。したがって、熱硬化性樹脂に配置される繊維の張力を、成形品の曲率や成形品内の繊維の位置に応じて変更できる。例えば、曲率を有する成形品の外周側に位置する繊維の送り速度が、内周側に位置する繊維の送り速度より速くすることで、成形品内の繊維の張力が均一化する。
【0016】
上記発明において、引抜き部と成形ロールとの間に、一対の平行な当接部を有する予備成形型を備え、成形ロールは、予備成形型の一対の平行な当接部で予備成形された熱硬化性樹脂の平行面を挟み込む一対のロールであり、一対のロールの中心軸方向は、予備成形型の一対の平行な当接部に対してねじれの位置にあってもよい。
【0017】
この発明によれば、予備成形型は、引抜き部と成形ロールとの間に設けられており、予備成形型の一対の平行な当接部で予備成形された熱硬化性樹脂の平行面は、成形ロールの一対のロールによって挟み込まれる。そして、成形ロールにおける成形後の熱硬化性樹脂が、成形ロールの一対のロール間から送り出されるとき、一対のロールの中心軸方向が、予備成形型の一対の平行な当接部に対してねじれの位置にある。これにより、成形ロールを通過した熱硬化性樹脂にねじれが加わるため、ねじりを有する成形品が得られる。
【0018】
上記発明において、引抜かれた繊維群を含む熱硬化性樹脂のうち成形ロールによって成形される面と異なる面を成形する成形型をさらに備えてもよい。
【0019】
この発明によれば、引抜かれた繊維群を含む熱硬化性樹脂は、成形ロールが成形する面と異なる面が成形型によって成形される。成形ロールが成形する面と異なる面とは、成形ロールによる成形面に対して垂直方向の面である。なお、成形ロールや成形型が平滑な曲面または平面ではなく、段差や凹凸を有するように形成されることによって、成形ロールや成形型の形状に応じた様々な形状を有する成形品を得ることができる。
【0020】
また、本発明に係る引抜き成形品の製造方法は、集束した繊維群に熱硬化性樹脂を含浸させて繊維群を含む熱硬化性樹脂を引抜く引抜き工程と、成形ロールが、引抜かれた熱硬化性樹脂を回転しながら成形する成形工程と、成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御工程とを備える。
【0021】
この発明によれば、集束された繊維群が熱硬化性樹脂を含浸し、繊維群を含む熱硬化性樹脂が引抜かれ、引抜かれた熱硬化性樹脂は、回転する成形ロールによって成形される。その結果、繊維を内部に含む熱硬化性樹脂からなる成形品が生成される。このとき、成形ロールの位置および回転速度の少なくともいずれか一方が調整されることによって、成形ロールを通過した熱硬化性樹脂が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品が得られる。
【発明の効果】
【0022】
本発明によれば、長手方向に沿って曲率を有する引抜き成形品を得ることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の一実施形態に係る引抜き成形品製造装置を示す概略図である。
【図2】本発明の一実施形態に係る引抜き成形品製造装置を示す概略図である。
【図3】本発明の一実施形態に係る引抜き成形品製造装置の成形ロールおよび引抜き部を示す側面図である。
【図4】本発明の一実施形態に係る引抜き成形品製造装置の成形ロールおよび引抜き部を示す側面図である。
【図5】本発明の一実施形態に係る引抜き成形品製造装置の成形ロールを示す断面図である。
【図6】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図7】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図8】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図9】本発明の一実施形態に係る引抜き成形品製造装置の変形例の成形ロールを示す断面図である。
【図10】風車ブレードを示す断面図である。
【図11】風車ブレードの片面側を示す斜視図である。
【発明を実施するための形態】
【0024】
以下、本発明の一実施形態に係る成形品製造装置1について、図1および図2を用いて説明する。
【0025】
成形品製造装置1によって得られるFRP成形品(以下、成形品11という。)は、長手方向に曲率を有する部材であり、例えば風車ブレードのスパーキャップ、航空機部材、船舶用部材、自動車部材、鉄道車両部材等に適用できる。
【0026】
成形品製造装置1は、引抜き成形によって成形品11を製造する装置であり、連続した繊維を樹脂槽4で熱硬化性樹脂に含浸させ、集束した繊維群を含む熱硬化性樹脂10を加熱しつつ、成形ロール6や加熱成形型7へ通過させる。これによって、熱硬化性樹脂10は、硬化され、所望の形状に成形される。以下、樹脂槽4を通過して、繊維を含む熱硬化性樹脂を単に「熱硬化性樹脂10」ともいう。
【0027】
繊維供給部2は、複数の繊維ボビン3からなり、各繊維ボビン3は、連続した繊維が巻き取られている。そして、繊維ボビン3は、巻き取られている連続した繊維を後段へ供給する。繊維ボビン3は、例えば回転速度が調整されることによって、繊維の送り速度を調整できる。これによって、成形品11内に設けられる繊維の張力を変化させることが可能である。例えば、図4に示すような曲率を有する成形品11を得るために、成形品11の上側(成形品の外周側)に位置する繊維の送り速度が、下側(内周側)に位置する繊維よりも速くなるようにする。このように繊維送り速度を調整することによって、成形品11内に配置される繊維の張力を均一化できる。また、成形品における繊維含有率が均一化され、均質で高強度な成形品となる。
【0028】
樹脂槽4は、熱硬化性樹脂が満たされている容器である。樹脂槽4は、繊維供給部2から供給された繊維に熱硬化性樹脂を含浸させる。繊維は、樹脂槽4を通過することによって、熱硬化性樹脂が付着して、予備成形型5へ送られる。
【0029】
予備成形型5は、成形ロール6や加熱成形型7による成形前に熱硬化性樹脂10の形を整えるため、樹脂槽4から送られた熱硬化性樹脂10を予備成形する。予備成形型5は、熱硬化性樹脂10を完全に硬化させない程度に加熱する。予備成形型5は、一対の平行な当接部(図示せず。)を有する。
【0030】
成形ロール6は、円筒状であり、中心軸周りに回転する。成形ロール6は、熱硬化性樹脂10の上下に配置される一対のロールであり、中心軸が熱硬化性樹脂10の長手方向に対して垂直方向になるように配置される。ここで、熱硬化性樹脂10の長手方向に対して垂直方向とは、熱硬化性樹脂10の面内であって、熱硬化性樹脂10の進行方向に対して垂直な方向である。成形ロール6は、予備成形型5の一対の平行な当接部で予備成形され、予備成形型5から送られた繊維を含む熱硬化性樹脂10の平行面を2方向から挟み込み、所望の形状に成形する。このとき、成形ロール6がヒーターを内蔵して、熱硬化性樹脂10を硬化させてもよいし、別途設けられたヒーター、例えば加熱成形型7が熱硬化性樹脂10を硬化させてもよい。
【0031】
成形ロール6は、位置や回転速度が可変である。成形ロール6は、例えば図4に示すように、一対のロールの平行な中心軸を含む仮想平面が、成形ロール6による成形前の熱硬化性樹脂10の進行方向に対して傾斜するように移動する。図4は、成形ロール6が移動して傾斜した状態を示す。一方、図3は、一対のロールの平行な中心軸を含む仮想平面が、成形ロール6による成形前の熱硬化性樹脂10の進行方向に対して鉛直である状態を示す。
【0032】
一対のロールの平行な中心軸を含む仮想平面が、成形ロール6による成形前の熱硬化性樹脂10の進行方向に対して傾斜することで、成形ロール6を通過した熱硬化性樹脂10が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品11が得られる。成形ロール6の傾きは、成形しようとする成形品11の曲率に応じて変更される。
【0033】
また、成形ロール6は、それぞれのロールの回転速度が異なるように回転してもよい。二つのロールの回転速度が異なることで、成形ロール6を通過した熱硬化性樹脂10が長手方向に曲がっていくため、長手方向に沿って曲率を有する成形品11が得られる。例えば、図4に示すような曲率を有する成形品11を得るために、上側のロールの回転速度が下側のロールよりも大きくなるようにする。成形ロール6の回転速度は、成形しようとする成形品11の曲率に応じて変更される。
【0034】
さらに、成形ロール6は、例えば図6に示すように、一対のロールの中心軸方向が、予備成形型の一対の平行な当接部に対してねじれの位置にあるように移動する。この状態で、予備成形型5の一対の平行な当接部で予備成形された熱硬化性樹脂10の平行面は、成形ロール6の一対のロールによって挟み込まれる。そして、成形ロール6における成形後の熱硬化性樹脂が、成形ロール6の一対のロール間から送り出されるとき、一対のロールの中心軸方向が、予備成形型5の一対の平行な当接部に対してねじれの位置にある。これによって、成形ロール6を通過した熱硬化性樹脂10にねじれが加わるため、ねじりを有する成形品11が得られる。成形ロール6の傾きは、成形しようとする成形品11のねじれ形状に応じて変更される。
【0035】
またさらに、図9に示すように、成形ロール6が平滑な曲面ではなく、段差や凹凸を有するように形成されることによって、成形ロール6の形状に応じた様々な形状を有する成形品11を得ることができる。
【0036】
また、成形ロール6は、表面にフッ素コーティングなどをすることによって、繊維や樹脂の付着防止処理が施されてもよい。これによって、成形ロール6へ繊維や樹脂が付着しないため、成形品11の平滑度を向上させることができる。また、設備メンテナンスの簡易化を達成できる。
【0037】
加熱成形型7は、ヒーターを内蔵して、熱硬化性樹脂10を加熱する。熱硬化性樹脂10は、加熱によって硬化され、成形品11が形成される。加熱成形型7は、図5に示すように、熱硬化性樹脂10のうち成形ロール6によって成形される面と異なる面を成形する。成形ロール6が成形する面と異なる面とは、成形ロール6による成形面に対して垂直方向の面である。なお、加熱成形型7が平面ではなく、図7や図8に示すように、段差や凹凸を有するように形成されることによって、加熱成形型7の形状に応じた様々な形状を有する成形品を得ることもできる。
【0038】
引抜きロール8は、上下に配置される一対のロールである。各ロールは、円筒状であり、中心軸回りに回転する。各ロールは、中心軸が熱硬化性樹脂10の長手方向に対して垂直方向になるように配置される。引抜きロール8は、成形ロール6や加熱成形型7によって形成された成形品11を2方向から挟み込み、成形ロール6から引抜きロール8の方向へ成形品11を移動させる。これにより、成形ロール6から成形品11が引抜かれる。
【0039】
引抜きロール8の一対のロールは、成形ロール6の動きや成形品11の曲率に合わせて移動可能である。また、成形ロール6の位置や回転速度だけでなく、引抜きロール8の位置や回転速度、引抜きロール8による成形品11の引抜き方向を調整することによって、長手方向に沿って曲率を有する成形品11が得られるようにしてもよい。成形ロール6と引抜きロール8の両者が調整されることで、成形品11における曲率や、曲率が設けられる位置などの精度を向上させることができる。
【0040】
制御部15は、成形しようとする成形品11の形状に関する情報に基づいて、繊維ボビン3、加熱成形型7のヒーター、成形ロール6および引抜きロール8を制御する。制御部15は、例えば成形品11の形状に関する情報、例えば曲率、曲率が形成される位置、成形品11の長さ、断面形状などを取得する。そして、制御部15は、これらの情報に基づいて、繊維ボビン3、加熱成形型7のヒーター、成形ロール6および引抜きロール8を駆動するための駆動信号を生成する。制御部15は、生成した駆動信号を、図1に示す繊維ボビン駆動部16、ヒーター駆動部17、成形ロール駆動部18および引抜きロール駆動部19へ送る。
【0041】
繊維ボビン駆動部16は、駆動信号に基づいて、繊維ボビン3の繊維送り速度を調整する。ヒーター駆動部17は、駆動信号に基づいて、加熱成形型7のヒーター温度を調整する。成形ロール駆動部18は、駆動信号に基づいて、成形ロール6の位置や回転速度を調整する。引抜きロール駆動部19は、駆動信号に基づいて、引抜きロール8の位置や回転速度を調整する。
【0042】
次に、本発明の一実施形態に係る成形品製造装置1の動作について説明する。
まず、繊維供給部2の複数の繊維ボビン3から、繊維が樹脂槽4へ送り出される。このとき、成形品11で形成しようとする曲率に基づいて、繊維の送り速度を調整してよい。
【0043】
そして、樹脂槽4にて、集束した繊維群に熱硬化性樹脂を含浸させる。なお、繊維群の集束の程度は、熱硬化性樹脂の含浸のしやすさによる。次に、繊維を含む熱硬化性樹脂10は、予備成形型5で加熱されて、成形ロール6や加熱成形型7による成形前に完全に硬化しない程度に形が整えられる。
【0044】
その後、成形ロール6および加熱成形型7によって、熱硬化性樹脂10が成形されて成形品11が得られる。成形品11は、引抜きロール8によって成形ロール6から引き抜かれる。このとき、成形ロール6の位置および回転速度の少なくともいずれか一方が調整されることによって、成形品11は、長手方向に沿って曲率を有する。また、ねじれを有する成形品11が得られるように、成形ロール6の位置を調整してもよい。なお、長手方向に沿って曲率を有する成形品11を得るため、引抜きロール8の位置、回転速度、および引抜きロール8による成形品11の引抜き方向の少なくともいずれか一方が調整されてもよい。
【0045】
本実施形態によれば、成形ロール6の方向を調整することによって、長手方向に曲率を有したり、ねじりを加えたりした成形品11を成形することができる。また、繊維の送り速度を調整することによって、成形品11内の繊維の張力の均一化を図ることもできる。さらに、成形ロール6や加熱成形型7の形状を変化させることによって、様々な断面形状を有する成形品11を得ることもできる。その結果、引抜き成形によって得られる成形品11において、形状の自由度が高まり、製品性能の向上、製造コストの低減を図ることができる。
【0046】
従来の引抜き成形では、長手方向に曲率を有する成形品11が得られなかったところ、本実施形態によれば引抜き成形によって曲率を有する成形品11を得ることができる。曲率を有する成形品11は、引抜き成形による特徴、すなわち引張り強度が高い、装置が簡便である、連続生産が可能で量産性に優れているといった特徴を持つ。そして、成形品11を、従来適用でなかった部位に用いることで、適用された製品は、強度向上、軽量化、品質向上、製造コストの低減、品質の安定化を図ることができる。
【0047】
本実施形態によって得られる成形品11は、例えば、図10に示す風車ブレード30のスパーキャップ33に適用できる。
【0048】
本実施形態によれば、外皮31とは別にスパーキャップ33のみを引抜き成形によって予め成形しておくことができる。そして、風車ブレード30を製造するため、外皮31をVaRTM法によって成形する際に、外皮31の繊維上に予め成形しておいたスパーキャップ33を配置し、外皮31の成形と同時に接着する。このように風車ブレード30を製造することによって、VaRTM法で必要であった、スパーキャップ33の繊維配置作業が不要となり、製造コストの低減、サイクルタイムの短縮、品質不良のリスク軽減を図ることができる。また、スパーキャップ33の強度が上昇する分だけ、風車ブレード30全体を軽量化できる。
【符号の説明】
【0049】
1 成形品製造装置
2 繊維供給部
3 繊維ボビン
4 樹脂槽
5 予備成形型
6 成形ロール
7 加熱成形型
8 引抜きロール(引抜き部)
10 熱硬化性樹脂
11 成形品
15 制御部
16 繊維ボビン駆動部
17 ヒーター駆動部
18 成形ロール駆動部
19 引抜きロール駆動部
30 風車ブレード
31 外皮
32 スパー
33 スパーキャップ
【特許請求の範囲】
【請求項1】
集束した繊維群に熱硬化性樹脂を含浸させて前記繊維群を含む前記熱硬化性樹脂を引抜く引抜き部と、
引抜かれた前記熱硬化性樹脂を回転しながら成形する成形ロールと、
前記成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、前記成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御部と、
を備える引抜き成形品の製造装置。
【請求項2】
前記成形ロールは、前記繊維群の前記熱硬化性樹脂を2方向から挟み込む一対のロールであり、
前記一対のロールの平行な中心軸を含む仮想平面は、前記成形ロールによる成形前の前記熱硬化性樹脂の進行方向に対して傾斜する請求項1に記載の引抜き成形品の製造装置。
【請求項3】
前記成形ロールは、前記繊維群の前記熱硬化性樹脂を2方向から挟み込む一対のロールであり、二つのロールの回転速度が異なる請求項1または2に記載の引抜き成形品の製造装置。
【請求項4】
前記繊維群を前記成形ロール側へ供給する繊維供給部をさらに備え、
前記制御部は、前記成形品の曲率に基づいて、前記繊維供給部による前記繊維群の送り速度を調整する請求項1から3のいずれか1項に記載の引抜き成形品の製造装置。
【請求項5】
前記引抜き部と前記成形ロールとの間に、一対の平行な当接部を有する予備成形型を備え、
前記成形ロールは、前記予備成形型の一対の平行な当接部で予備成形された前記熱硬化性樹脂の平行面を挟み込む一対のロールであり、
前記一対のロールの中心軸方向は、前記予備成形型の一対の平行な当接部に対してねじれの位置にある請求項1から4のいずれか1項に記載の引抜き成形品の製造装置。
【請求項6】
引抜かれた前記繊維群を含む前記熱硬化性樹脂のうち前記成形ロールによって成形される面と異なる面を成形する成形型をさらに備える請求項1から5のいずれか1項に記載の引抜き成形品の製造装置。
【請求項7】
集束した繊維群に熱硬化性樹脂を含浸させて前記繊維群を含む前記熱硬化性樹脂を引抜く引抜き工程と、
成形ロールが、引抜かれた前記熱硬化性樹脂を回転しながら成形する成形工程と、
前記成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、前記成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御工程と、
を備える引抜き成形品の製造方法。
【請求項1】
集束した繊維群に熱硬化性樹脂を含浸させて前記繊維群を含む前記熱硬化性樹脂を引抜く引抜き部と、
引抜かれた前記熱硬化性樹脂を回転しながら成形する成形ロールと、
前記成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、前記成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御部と、
を備える引抜き成形品の製造装置。
【請求項2】
前記成形ロールは、前記繊維群の前記熱硬化性樹脂を2方向から挟み込む一対のロールであり、
前記一対のロールの平行な中心軸を含む仮想平面は、前記成形ロールによる成形前の前記熱硬化性樹脂の進行方向に対して傾斜する請求項1に記載の引抜き成形品の製造装置。
【請求項3】
前記成形ロールは、前記繊維群の前記熱硬化性樹脂を2方向から挟み込む一対のロールであり、二つのロールの回転速度が異なる請求項1または2に記載の引抜き成形品の製造装置。
【請求項4】
前記繊維群を前記成形ロール側へ供給する繊維供給部をさらに備え、
前記制御部は、前記成形品の曲率に基づいて、前記繊維供給部による前記繊維群の送り速度を調整する請求項1から3のいずれか1項に記載の引抜き成形品の製造装置。
【請求項5】
前記引抜き部と前記成形ロールとの間に、一対の平行な当接部を有する予備成形型を備え、
前記成形ロールは、前記予備成形型の一対の平行な当接部で予備成形された前記熱硬化性樹脂の平行面を挟み込む一対のロールであり、
前記一対のロールの中心軸方向は、前記予備成形型の一対の平行な当接部に対してねじれの位置にある請求項1から4のいずれか1項に記載の引抜き成形品の製造装置。
【請求項6】
引抜かれた前記繊維群を含む前記熱硬化性樹脂のうち前記成形ロールによって成形される面と異なる面を成形する成形型をさらに備える請求項1から5のいずれか1項に記載の引抜き成形品の製造装置。
【請求項7】
集束した繊維群に熱硬化性樹脂を含浸させて前記繊維群を含む前記熱硬化性樹脂を引抜く引抜き工程と、
成形ロールが、引抜かれた前記熱硬化性樹脂を回転しながら成形する成形工程と、
前記成形ロールによって得られる成形品が長手方向に沿って曲率を有するように、前記成形ロールの位置および回転速度の少なくともいずれか一方を調整する制御工程と、
を備える引抜き成形品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−213982(P2012−213982A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−81869(P2011−81869)
【出願日】平成23年4月1日(2011.4.1)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年4月1日(2011.4.1)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]