
引裂可能な弾性複合物品および製造方法
弾性複合物品およびその製造方法が開示される。弾性複合物品は、一対のカバーウェブと、一対のカバーウェブの間に配置された複数の弾性フィラメントとを含む。一対のカバーウェブの一方または両方は、弱化領域の引裂パターンがその中に形成された不織繊維カバーウェブである。引裂パターンは、カバーウェブが互いに貼付されて弾性複合物品を形成する前に形成される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、弾性複合物品の分野に関する。より詳細には、本発明は、引裂可能な弾性複合物品およびその製造方法を提供する。
【背景技術】
【0002】
弾性シート物品は、例えば、テープのバッキングやメカニカルファスナーなどのように様々な利用法を見出すことができる。いくつかの弾性シート物品は、弾性フィラメントがカバーウェブの間に配置された2つのカバーウェブからなる複合材として提供される。弾性フィラメントを伸張しながら2つのカバーウェブが互いに貼付される場合、例えば、カバーウェブが互いに貼付された後に弾性フィラメントが弛緩されると、完成した複合材は弾性を示す。
【0003】
いくつかの弾性複合物品は粘着性材料が提供されて、米国特許3,575,782号明細書(ハンセン(Hansen))および同第4,984,584号明細書(ハンセンら)に記載されるもの、ならびに3M(ミネソタ州セントポール(St.Paul,MN))により商品名コーバン(COBAN)およびヴェトラップ(VETRAP)で市販されているものなどの粘着性弾性複合物品を形成する。粘着性弾性複合物品は、一般に、けがの圧縮支持を提供するため、または圧迫ガーゼや医療用パッドなどをヒトまたは動物の所定の位置に保持するために使用される。粘着性弾性複合物品は、好ましくは、皮膚または様々な他の材料(例えば、圧迫ガーゼ、医療用パッドなど)にはくっつかないが、粘着性弾性複合物品の他の層には十分な力で粘着して結合し、適度に高いせん断力に対抗して接触層を互いに保持し得る。
【0004】
粘着性弾性複合物品を使用するために、所望の長さの部分が巻き出されて、ロールに残存する複合材の残りの部分から切り離され得る。弾性複合物品の切離しは、弾性複合物品が個体に適用される前または後に生じ得る。弾性複合物品はダウン−ウェブすなわち縦方向において比較的直線的な引裂特性を示すことができるが、弾性複合物品は、クロス−ウェブすなわち幅方向にはあまり望ましくない引裂特性を示す。
【0005】
弾性複合物品をクロス−ウェブ方向に引裂く試みは、ダウン−ウェブ方向およびクロス−ウェブ方向にかなりの距離にわたって広がるぎざぎざまたはでこぼこの引裂ラインをもたらし得る。このような引裂特性は望ましくない。結果として、ユーザーは、通常、弾性複合物品のロールから一定の長さの弾性複合物品を切り離す際に、はさみまたは他の切断具に頼る。切断具の使用は、巻き出した弾性複合物品および/または弾性複合物品ロールからユーザーが手を放すことを要求する。
【0006】
粘着性弾性複合物品材料の望ましいクロス−ウェブ引裂特性を提供する1つの試みは、織ったまたは編んだカバーウェブの使用を伴う。しかしながら、織ったまたは編んだカバーウェブは、不織カバーウェブよりも高価である。結果として、1つまたは複数の織ったまたは編んだカバーウェブを含む粘着性弾性複合物品は、織布カバーウェブのみを用いる同等の弾性複合物品よりも高価である。可能性のあるもう1つの不都合は、織ったまたは編んだカバーウェブが、弾性複合物品をクロス−ウェブ方向に引裂くのに必要とされる力を望ましくなく増大させ得ること、および/または弾性複合物品を望ましくなく固くすることである。
【0007】
粘着性弾性複合物品に望ましいクロス−ウェブ引裂特性を提供するもう1つの試みは、クロス−ウェブ方向に延在する繊維またはフィラメントを含むスクリム層(例えば、織スクリムまたは編スクリム)の付加を伴う。しかしながら、スクリム層の付加は弾性複合物品のコストを増大させ、弾性複合物品の柔軟性または適合性ならびにその通気性に悪影響を与え得る。可能性のあるもう1つの不都合は、クロス−ウェブ方向に弾性複合物品を引き裂くのに必要とされる力をスクリムが望ましくなく増大させ得ることである。
【0008】
弾性複合物品にクロス−ウェブ引裂特性を提供するもう1つの試みはクロス−ウェブ穿孔ラインの使用を伴い、例えば国際公開第95/06449号パンフレットに記載されるように、クロス−ウェブ穿孔ラインは、弾性複合物品のダウン−ウェブ長さに沿って間隔を隔てて配置される。穿孔ラインは、弾性複合物品が組み立てられた後に、物品全体を通して形成される。
【発明の開示】
【課題を解決するための手段】
【0009】
本発明は、改善されたクロス−ウェブ引裂特性を示す弾性複合物品を提供する。弾性複合物品は、互いに貼付された一対のカバーウェブと、一対のカバーウェブの間に配置された複数の弾性フィラメントとを含む。弾性複合物品の少なくとも1つのカバーウェブは、引裂パターンがその中に形成された不織繊維カバーウェブである。
【0010】
望ましいクロス−ウェブ引裂特性を提供するために織った/編んだカバーウェブまたはスクリム層を含む、弾性複合物品に望ましいクロス−ウェブ引裂特性を提供する既知のアプローチとは対照的に、本発明の物品は、それ自体は通常良好なクロス−ウェブ引裂特性を持たない、引裂パターンを有する少なくとも1つの不織繊維カバーウェブを含む。結果として、このようなカバーウェブを組み込んで得られる弾性複合物品が改善されたクロス−ウェブ引裂特性を示すことは、驚くべきことであろう。さらに、本発明の弾性複合物品が、織ウェブまたは編ウェブを全く含まないのは好ましいであろう。
【0011】
引裂パターンを含む不織カバーウェブのクロス−ウェブ引裂特性は、通常、ウェブの総重量が増大するにつれてよくなる。しかしながら驚くことに、より軽い総重量の不織カバーウェブ単独のクロス−ウェブ引裂特性は特によくないが、それでも、このようなより軽い総重量の不織カバーウェブを用いる弾性複合物品のクロス−ウェブ引裂特性は、クロス−ウェブ引裂特性の著しい改善を示すことができる。より軽い総重量のカバーウェブのより低い引張強さによって、当業者は、通常、より軽い総重量のカバーウェブが全体として弾性複合物品のクロス−ウェブ引裂特性に及ぼす影響が少ないと予想し得るので、その結果は驚くべきことである。さらには、より軽い総重量のカバーウェブの使用は、弾性複合物品の剛性および通気性が関心事である場合に有利であろう。
【0012】
1つの態様では、本発明は、幅と、物品の幅を超える長さとを有する弾性複合物品を提供する。該物品は、さらに、物品の長さと位置合わせされたダウン−ウェブ方向、およびダウン−ウェブ方向を横切るクロス−ウェブ方向を有する第1の不織繊維カバーウェブと、第1のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンと、第1のカバーウェブに貼付された第2のカバーウェブと、第1のカバーウェブと第2のカバーウェブの間に配置され、物品の長さに沿って位置合わせされた複数の弾性フィラメントとを含み、複数の弾性フィラメントの各弾性フィラメントは物品の全長にわたって連続的に延在する。
【0013】
もう1つの態様では、本発明は、幅と、物品の幅を超える長さとを有する弾性複合物品を提供する。該物品は、さらに、物品の長さと位置合わせされたダウン−ウェブ方向と、ダウン−ウェブ方向を横切るクロス−ウェブ方向とを有する第1の不織繊維カバーウェブと、第1のカバーウェブに形成された複数の別個の明確な弱化領域の形であり、第1のカバーウェブのダウン−ウェブ方向に沿って分配された弱化領域の複数の列を含む引裂パターンであって、弱化領域の各列が第1のカバーウェブを横切るクロス−ウェブ方向に延在する引裂パターンと、第2の不織繊維カバーウェブと、物品の長さに沿った方向に延在し、第1のカバーウェブと第2のカバーウェブの間に配置された複数の弾性フィラメントであって、該複数の弾性フィラメントの各弾性フィラメントが、物品の全長にわたって連続的に延在する複数の弾性フィラメントと、第1のカバーウェブおよび第2のカバーウェブを含浸させるバインダと、を含み、該物品は、織ウェブまたは編ウェブを全く含まない。
【0014】
もう1つの態様では、本発明は、幅と、物品の幅を超える長さとを有する弾性複合物品の製造方法を提供する。該方法は、物品の長さと位置合わせされたダウン−ウェブ方向と、ダウン−ウェブ方向を横切るクロス−ウェブ方向とを有し、複数の別個の明確な弱化領域の形である引裂パターンを第1のカバーウェブに含む第1の不織繊維カバーウェブを提供することと、第2のカバーウェブを提供することと、複数の弱化領域を第1のカバーウェブに提供した後に、第1のカバーウェブと第2のカバーウェブの間に複数の弾性フィラメントを配置し、ここで該複数の弾性フィラメントの各弾性フィラメントが物品の長さに沿った方向に連続的に延在することと、第1のカバーウェブに引裂パターンを形成し、第1のカバーウェブと第2のカバーウェブの間に複数の弾性フィラメントを配置した後に、第1のカバーウェブを第2のカバーウェブに貼付することと、を含む。
【0015】
本発明のこれらおよびその他の特徴および利点は、本発明の様々な実例となる実施形態と関連して以下に記載されるであろう。
【発明を実施するための最良の形態】
【0016】
実例となる実施形態の以下の詳細な説明では、その一部を形成する図の添付図面が参照され、そこには本発明が実施され得る特定の実施形態が実例として示されている。その他の実施形態も利用可能であり、本発明の範囲から逸脱することなく構造上の変化が成され得ることは理解されるべきある。
【0017】
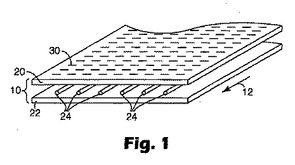
本発明に従う1つの実例となる弾性複合物品10は図1に示され、第1のカバーウェブ20と、第2のカバーウェブ22と、2つのカバーウェブ20および22間に配置された弾性フィラメント24とを含む。カバーウェブ20および22の少なくとも1つは、弱化領域の形である引裂パターンを含む不織繊維ウェブである。いくつかの例では、カバーウェブ20および22は、両方とも不織繊維ウェブであってもよい。あるいは、カバーウェブの一方だけが不織繊維ウェブでもよい。例えば、カバーウェブの一方は、例えばフィルムや、フィルムおよび不織ウェブの複合材などでもよい。第1のカバーウェブ20は、第2のカバーウェブ22と同一でもよいし、あるいは、カバーウェブ20および22は、異なる重量でもよいし、異なる材料で製造されてもよいし、そして/または異なる方法で製造されてもよい。
【0018】
「不織」という用語は、本明細書における使用では、編むまたは織ることなく互いに結合されたより短い繊維および/またはより長いフィラメント(これらは、便宜上、本明細書では集合的に繊維と称される)の捕集によって形成されたウェブを意味する。不織ウェブ内の繊維は、マット状に置いたり、捕集したり、堆積させたりすることができる。不織カバーウェブの一方または両方に使用される繊維は、例えばカーディングまたは他の方法によって、ダウン−ウェブすなわち縦方向12に優先的に位置合わせされるのが好ましいであろう。結合方法が織ることや編むことを使用しないという条件で、繊維の結合は、バインダの使用や、熱などによって実行することができる。
【0019】
不織ウェブは、メルトブローイング、スパンボンディング方法、カーディング、ニードルパンチウェブ製造方法、エアレイドウェブ製造方法、湿式積層ウェブ製造方法、フィルム開口方法、ステープル繊維カーディング方法、水流交絡(hydrodynamic entanglement)などの様々な方法を用いて形成することができる。水流交絡は、例えば、米国特許第3,485,706号明細書、同第3,486,168号明細書、同第3,493,462号明細書、同第3,494,821号明細書、および同第3,508,228号明細書に記載されている。不織ウェブを形成するもう1つの方法は、例えば米国特許第5,016,331号明細書に記載されるようなニードルタッキング(needle−tacking)である。
【0020】
弾性複合物品10で使用される不織カバーウェブの総重量は、例えば、カバーウェブあたり、50グラム/平方メートル(gsm)以下でよい。カバーウェブの総重量に対する更なる制限は、特に引裂パターンがその中に形成されたカバーウェブにとって有益であろう。本発明の弾性複合物品で使用される弱化不織カバーウェブは、例えば20gsm以下、さらに15gsm以下、そしてさらに10gsm以下の総重量(カバーウェブあたり)を有することができる。
【0021】
本発明に関連して使用される不織カバーウェブは、不織カバーウェブ内の個々の繊維の結合を増強するためにバインダ(繊維に加えて)を含むことができる。適切なバインダ(すなわち、不織ウェブの繊維に対して適切な親和力を有するもの)の選択は、十分に当業者の判断の範囲内にある。しかしながら簡単に言うと、不織布のためのバインダは、アクリル、ブタジエン、スチレン/ブタジエンゴムコポリマー、ウレタン、酢酸ビニル、酢酸ビニル/アクリレートコポリマー、酢酸ビニル/エチレンコポリマー、ポリビニルアルコール、ポリ塩化ビニル、ビニルエステル、ビニルエーテル、天然ゴム、ネオプレンなどのホモポリマーおよびコポリマーラテックスを含むがこれらに限定されない材料から選択することができる。
【0022】
不織カバーウェブは、不織ウェブの強度を増強するために、繊維(例えば、熱可塑性繊維)を含むことができる。例えば、熱可塑性材料を含む繊維の取込みを用いて、好ましくは、実質的にウェブを弱くすることなくウェブ内の他の繊維に溶融結合することによって、不織ウェブ内の繊維を熱的に結合させることができる。バインダ繊維は、例えば、完全溶融性バインダ繊維、サイドバイサイド型バインダ繊維、二成分系バインダ繊維、楕円形コアー−シース(core−sheath)バインダ繊維、同心型芯鞘バインダ繊維、およびこれらの組み合わせを含む様々な構成で利用可能である。
【0023】
本発明の弾性複合物品内の弾性フィラメント24は、ダウン−ウェブすなわち縦方向(矢印12で示され、クロス−ウェブ方向はダウン−ウェブ方向にほぼ垂直であると理解される)と位置合わせされてもよい。弾性フィラメント24は、クロス−ウェブ方向に1〜22フィラメント/センチメートル(cm)の間隔で、あるいはクロス−ウェブ方向に1〜20フィラメント/cmの間隔で、そしてさらにクロス−ウェブ方向に1〜10フィラメント/cmの間隔で、不織カバーウェブ20と22の間に配列され得る。弾性フィラメントは、80〜800デニール、場合によっては200〜500デニールの範囲のサイズを有することができる。
【0024】
弾性フィラメント24は、力が加えられるとその元の長さから伸張するが、それでも、力が解放されるとその元の長さに実質的に戻る能力を示す。弾性フィラメントに適切ないくつかの材料の例には、天然ゴム、合成ゴムまたは熱可塑性ポリマーが含まれるが、これらに限定されない。適切な合成ゴムは、エーテル系ポリウレタンスパンデックス、エステル系ポリウレタンスパンデックス、SBRスチレンブタジエンゴム、EPDMエチレンプロピレンゴム、フッ素ゴム、シリコーンゴムおよびNBRニトリルゴムを含むことができる。弾性フィラメントに使用するのに適切な熱可塑性エラストマーは、一般式A−B−A’を有するブロックコポリマーを含むことができ、式中、AおよびA’はそれぞれ、ポリ(ビニルアレン)などのスチレン部分を含有する熱可塑性ポリマー末端ブロックであり、Bは、共役ジエンまたは低級アルケンポリマーなどのエラストマーポリマー中間ブロックである。ブロックコポリマーは、例えば、シェル・ケミカル・カンパニー(Shell Chemical Company)から名称クラトン(KRATON)で入手可能な(ポリスチレン/ポリ(エチレン−ブチレン)/ポリスチレン)ブロックコポリマーでよい。その他の適切な弾性フィラメントは、ポリウレタンエラストマー材料、ポリアミドエラストマー材料、およびポリエステルエラストマー材料で製造することができる。
【0025】
本発明の弾性複合物品は、互いに貼付された2つのカバーウェブ20および22を含み、弾性フィラメント24がカバーウェブの間に配置されている。カバーウェブ20および22は、使用されているカバーウェブと適合性である任意の適切な技法または技法の組み合わせによって貼付することができる。例えば、カバーウェブ20および22は、熱的に貼付されてもよいし、接着して貼付されてもよいし、その他でもよい。
【0026】
例えば両方のカバーウェブ20および22が不織繊維層を含むいくつかの例では、カバーウェブ20および22は、不織ウェブを製造するために使用されるのと同様の方法で、そのそれぞれの不織繊維層にバインダを含浸させることによって貼付され得る。含浸は、バインダが不織ウェブ20および22の繊維間の隙間に入るように、バインダ(例えば、液体、粒子などの形態)を噴霧、印刷コーティング、あるいは塗布することにより達成することができる。含浸の後、カバーウェブの貼付を完了するために、例えば乾燥や硬化などが行われてもよい。適切なバインダ(すなわち、不織ウェブの繊維に対して適切な親和性を有するもの)の選択は、十分に当業者の判断の範囲内にある。しかしながら簡単に言うと、弾性複合物品のためのバインダは、アクリル、ブタジエン、スチレン/ブタジエンゴムコポリマー、ウレタン、酢酸ビニル、酢酸ビニル/アクリレートコポリマー、酢酸ビニル/エチレンコポリマー、ポリビニルアルコール、ポリ塩化ビニル、ビニルエステル、ビニルエーテル、天然ゴム、ネオプレンなどのホモポリマーおよびコポリマーラテックスを含むがこれらに限定されない材料から選択することができる。
【0027】
弾性複合物品が粘着性弾性複合物品として使用される予定であれば、カバーウェブを粘着性バインダ材料で含浸させることが好ましいであろう。濃縮天然ゴムラテックスは1つの適切な粘着性バインダ材料であるが、例えば、粘着化ネオプレン、スチレンブタジエンゴム、ポリウレタンなどの、同様の特性を有する他のエラストマーまたはエラストマーのブレンドが使用されてもよい。塗布されて乾燥または硬化された後、粘着性バインダ材料は、わずかに粘着性の感触を与えることができる。粘着性バインダ材料は皮膚に接着しないが、それ自体へは十分な力で粘着して結合し、適度に高いせん断応力に対抗して粘着性弾性複合物品の接触層を互いに保持することができる。
【0028】
弾性複合物品10のクロス−ウェブ引裂特性を改善するために、カバーウェブ20および22のうちの少なくとも1つは、引裂パターンがその中に形成された不織繊維カバーウェブである。図示される実施形態では、第1のカバーウェブ20は、弱化領域30のパターンがその中に形成されている。引裂パターンはクロス−ウェブ方向にカバーウェブ20を横切って位置合わせされた弱化領域30を含み、クロス−ウェブ方向にカバーウェブ22を横切って弱化領域30の列またはラインを形成し得る。
【0029】
弱化領域30は、例えば、エンボス領域または穿孔の形を取ることができる。例えば、弱化領域30はエンボス領域の形を取ることができ、この場合不織繊維カバーウェブは、例えば、弱化領域を横切るカバーウェブの引張強さを弱くする温度や圧力などの条件下で加工される。エンボス領域は、例えば、エンボスロール、超音波エネルギー、レーザーエネルギー、フレームエンボス加工(flame embossing)など、およびこれらの組み合わせによって提供され得る。エンボス領域を形成するために使用される正確な技法に関係なく、カバーウェブは弱化領域を通る繊維が破砕、溶融、破損、破断されるように加工されるか、あるいは弱化領域を横切るカバーウェブの引張強さが、エンボス加工されていないカバーウェブの同様の領域に対して低下されるように永久的に変形される。
【0030】
弱化領域30が取り得るもう1つの形は穿孔(例えば、スリット、間隙など)であり、この場合、弱化領域30を通って延在する繊維は、切断されたり、スリットが入れられたり、破断されたり、様々である。いくつかの例では、穿孔はカバーウェブの一部の除去を伴い得るが、他の例では、カバーウェブは、弱化の過程で実質的に全く除去されない。
【0031】
弱化領域30の引裂パターンは本発明の弾性複合物品のクロス−ウェブ引裂特性を改善するために有用であり得るが、弾性複合物品の引裂特性を改善することと、ダウン−ウェブ引張強さを弱くすることとの間でバランスをとることが必要であろう。例えば、弾性複合物品が、例えば手足などに圧迫を提供するために伸張されなければならない粘着性弾性複合物品として使用される予定であれば、複合材の引張強さを過剰に弱くすると、本発明の弾性複合物品を用いて達成され得る圧迫を望ましくなく制限し得る。本発明の粘着性弾性複合物品では、複合材の単位クロス−ウェブ幅あたりのダウン−ウェブ引張強さは、1キログラム/センチメートル(kg/cm)(5.5ポンド/インチ)以上、さらに1.25kg/cm(7ポンド/インチ)以上、そしてさらに1.5kg/cm(8.3ポンド/インチ)以上であるかもしれない。しかしながら、弾性複合物品が、例えばテープバッキング、メカニカルファスナーバッキング、または他の物品として使用される予定であれば、引張強さは、粘着性弾性複合物品に対して上記で提供された典型的な値よりも高くても低くてもよい。
【0032】
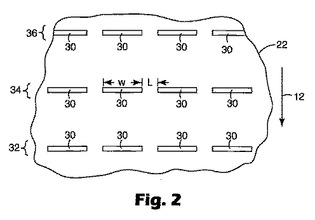
図2は1つのカバーウェブ22の一部の拡大図であり、その中に形成された弱化領域30の1つの典型的なパターンを示す。弱化領域30が、本質的に弱化領域30のクロス−ウェブラインであるものを定義するパターンで提供されれば、このようなラインのそれぞれにおいて、各弱化領域30のクロス−ウェブ幅(w)および隣接する弱化領域30間のランドのクロス−ウェブ幅(l)は、望ましいクロス−ウェブ引裂特性(測定はいずれもクロス−ウェブ方向である)を提供するように選択することができる。例えば、ランドの寸法(l)は0.5mm以下である。各弱化領域30のクロス−ウェブ幅(w)は1mm以下でよい。
【0033】
弱化領域およびランドのクロス−ウェブ幅を特徴付ける別の方法では、ランドのクロス−ウェブ幅(l)に対する1つの弱化領域のクロス−ウェブ幅(w)の比率は、所望のクロス−ウェブ引裂特性を提供するように選択され得る。例えば、クロス−ウェブ幅:ランド比は、1:1またはそれより高く、場合によっては1.5:1またはそれより高く、さらに2:1またはそれより高く、あるいはさらに2.5:1またはそれより高くてよい。
【0034】
弱化領域30がクロス−ウェブラインに配列される場合、弱化領域30の一連のライン(一連のラインは、ダウン−ウェブ方向12に間隔が隔てられる)はダウン−ウェブ方向に位置合わせされるので、弱化領域30は、一連のまたは隣接するライン内の弱化領域30と位置合わせされる。図2を参照すると、例えば、ライン32の弱化領域30は、ライン34の弱化領域30と位置合わせされる。またライン34のランド領域も、ダウン−ウェブ方向12において、ライン34の両側のライン32および36のランド領域と位置合わせされる。このようなパターンは、本発明に関して、位置合わせされたれんがパターンと呼ぶことができる。このような位置合わせは、各ラインの弱化領域およびランドのクロス−ウェブ幅が同一であることを前提とするが、場合によっては、異なるラインの特徴(feature)のクロス−ウェブ幅は異なってもよいことは理解されるべきである。また、図示されるパターンはダウン−ウェブ方向に位置合わせされた弱化領域およびランドを含むが、その代わりに、異なる特徴がクロス−ウェブ方向にオフセットされて、一連のラインにおける対応する特徴が互いに位置合わせされなくてもよい。
【0035】
引裂パターンが、クロス−ウェブ方向にカバーウェブを横切る弱化領域の列を形成するように配列された弱化領域を含む場合、弱化領域は、好ましくは、例えば10ミリメートル(mm)以下、さらに5mm以下、そしてさらに3mm以下の距離だけ、直線的なダウン−ウェブラインに沿ってダウン−ウェブ方向に分離または間隔が隔てられ得る。
【0036】
弱化領域30は略矩形形状を有するように示されるが、その他の形状も使用され得ることは理解されるべきである。可能性のあるいくつかの有用なパターンの例は、例えば、米国特許第6,383,958号明細書(スワンソン(Swanson)ら)に図示および記載されている。本明細書中で議論されるクロス−ウェブ幅、ランドおよび幅対ランドの比率は、任意の代替形状の弱化領域と共に同様に用いられてもよい。
【0037】
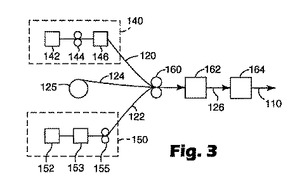
多数の異なる方法を用いて本発明の弾性複合物品を製造することができるが、1つの実例となる方法およびシステムは図3に示される。図3のシステムおよび方法では、2つのカバーウェブ120および122ならびに弾性フィラメント124は、貼付ステーション160内に送り込まれる。弾性フィラメント124がカバーウェブ120と122の間を送られるときにその弛緩した長さから引き伸ばされるかまたは伸張されるように、貼付ステーション160は、例えばロール125から弾性フィラメント124が放出される速度に対してオーバードライブされるのが好ましいであろう。
【0038】
例えば、貼付ステーション160が、弾性複合物品において使用される不織繊維カバーウェブ内にバインダが含浸されるコーティングステーションの形である場合、カバーウェブはステーション160においてバインダ溶液で含浸または飽和され、ステーション162において弾性フィラメント124がまだ引き伸ばされたまま乾燥された後、ステーション164で加熱が行なわれて、複合材126を弛緩させ、こうしてシャーリングされた弾性複合物品110が提供される。上記のようなカバーウェブ120および122を貼付する代替方法は、図3の実例となる実施形態と関連して示されるものとは異なる貼付技法を使用してもよい。
【0039】
本発明の方法は、2つのカバーウェブの間に弾性フィラメントが配置されて弾性複合物品が組み立てられる前に、カバーウェブの引裂パターンの形成を伴うことができる。このような方法の潜在的な利点は、引裂パターンをカバーウェブに付加する方法によって、所与の弾性複合物品の弾性フィラメントがどれも破損または切断されないことである。場合によっては、弾性複合物品の弾性フィラメントのそれぞれは、本発明の弾性複合物品の全長にわたって連続的に延在することができる。
【0040】
図3は、本発明に従う弾性複合物品を製造する際に使用され得るいくつかの変形を説明する。いくつかの例では、カバーウェブ120および122の一方または両方は完成ウェブとして提供されるので、例えば、単にロールから巻き解かれて、弾性フィラメント124と共にステーション160に送り込まれ得る。ロールの形で提供される場合、カバーウェブ120および122の一方または両方は、供給されるときに引裂パターンを含んでいてもよいし、あるいは引裂パターンは、カバーウェブを互いに貼付する直前にカバーウェブ内に形成されてもよい。
【0041】
しかしながら代替的に、不織カバーウェブ120および122の一方または両方は、残りの工程に従って製造されてもよい。カバーウェブ120の製造に使用することができる1つのシステム/方法140は図3に示され、不織布の繊維が捕集されるか、さもなければ集合されるウェブ形成装置142を含む。次に繊維ウェブは、繊維ウェブに引裂パターンが形成される弱化ステーション144に送り込まれ、その後、繊維が互いに結合される(例えば、バインダ溶液の塗布、熱接着などによって)結合ステーションに送り込まれ、不織カバーウェブ120が完成される。このシステム/方法140では、引裂パターンは不織繊維が互いに結合される前に形成される。
【0042】
不織カバーウェブ122を製造する代替のシステム/方法150は、図3に示される。システム/方法150は不織布の繊維が捕集されるか、さもなければ集合されるウェブ形成装置152を含む。次に繊維ウェブは、捕集された繊維が互いに結合される(例えば、バインダ溶液の塗布、熱接着などによって)結合ステーション153に送り込まれる。結合ステーションに続いて、弱化ステーション155で引裂パターンがウェブに形成されて、不織カバーウェブ122が完成され得る。このシステム/方法150では、引裂パターンは繊維ウェブが互いに結合された後に形成される。
【0043】
図3は、2つの弱化不織カバーウェブ120および122を含む弾性複合物品を製造するためのシステム/方法を示すことに注意すべきである。カバーウェブ120および122の両方の中に形成された引裂パターンが提供される場合、引裂パターンは、例えば、2つのカバーウェブ120および122が互いに貼付された後で引裂パターンが形成された場合にそうであるように、弾性複合物品110の厚さを横切って互いに位置合わせされなくてもよい。しかしながら、いくつかの場合には、2つのカバーウェブ120および122の引裂パターンは、偶然に互いに位置合わせされ得る。他の場合には、2つのカバーウェブ120および122の引裂パターンは、好んで互いに位置合わせされ得るが、それでも、引裂パターンは、弾性フィラメントがその間に配置される前に各カバーウェブに形成され得る。さらに、各カバーウェブ120および122の引裂パターンは同一でも異なっていてもよい。
【0044】
しかしながら、いくつかの実施形態では、カバーウェブ120および122の一方だけがその中に形成された引裂パターンを含み得る。このような状況では、カバーウェブシステム/方法140および150の一方は、引裂パターンがカバーウェブに形成されないように操作される。あるいは、1つのカバーウェブは、例えば、引裂パターンがその中に形成されずにロールで供給され、引裂パターンを含まずに弾性複合物品に取り込まれる。
【0045】
図5は、接着剤層212をその一方の主表面に有する本発明の実例となる弾性複合物品210の斜視図である。物品210は、そのように所望される場合には、接着剤層を反対の主表面に有してもよい。接着剤は、物品210の意図される用途に基づいて、任意の適切な接着剤でよい。例えば、物品が感圧接着剤タイプとして使用される予定である場合には、接着剤212は感圧接着剤でよい。
【0046】
試験方法
以下の試験方法を用いて、実施例において与えられるデータを収集した。
【0047】
引張強さ
トウィング・アルバート・テスター(Thwing Albert tester)(モデルEJA/2000、ペンシルベニア州フィラデルフィアのトウィング・アルバート・カンパニー(Thwing Albert Company,Philadelphia,Pa.)を用いて、ASTM試験法No.D3759−83を実施した。サンプル幅はクロス−ウェブ方向に約2.54cm(1インチ)、ゲージ長はダウン−ウェブ方向に12.7cm(5インチ)、そしてクロスヘッド速度は1分あたり12.7センチメートル(cm/分)(5インチ/分)であった。報告される値は、破断時の引張値を得るために試験サンプルに加えられた最大力である。
【0048】
カバーウェブのクロス−ウェブ方向引裂試験
5.1cm(2インチ)または10.2cm(4インチ)のいずれかのクロス−ウェブ幅を有し、ダウン−ウェブすなわち縦方向に30.5cm(12インチ)のサンプを以下の方法で試験した。カバーウェブのサンプルを、30.5cmの長さの中央で、1.3cm(0.5インチ)以下だけ離間されたそれぞれの手の親指および人差し指で保持した。次に、その手を互いに反対方向に、そしてサンプルのクロス−ウェブ方向に垂直に動かすことによって、引裂がサンプルの反対側に伝わるまでサンプルを引き裂いた。引裂の速度は、1秒あたり約20センチメートル(cm/秒)であると考えられた。定規を用いて、引裂が始まった点からのクロス−ウェブライン(すなわち、ダウン−ウェブすなわち縦方向に垂直なライン)に対して引裂ラインがダウン−ウェブ方向に逸脱した最大の広がりを測定(ミリメートルで)した。
【0049】
複合材のクロス−ウェブ方向引裂試験
引裂を開始する前に弾性複合物品をその弾性限界まで伸張した点を除き、カバーウェブについて上記で定義したものと同じ手順を用いて弾性複合物品の引裂を試験した。
【実施例】
【0050】
以下の非限定的な実施例は、本発明の様々な特徴を説明するために提供される。
【0051】
実施例1
80%のウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.8cm)のステープル繊維(ノースカロライナ州シャルロットのウェルマン(Wellman,Charlotte,NC))と、20%のコサ(KoSa)T−254バイコンポーネントの2.0デニール×1.5インチ(3.8cm)ステープル繊維(ノースカロライナ州ソールズベリーのコサ(KoSa,Salisbury,NC))とを含む二繊維ブレンドを用いて、2つのエンボス加工された不織カバーウェブを製造した。繊維ブレンドをカーディングして、坪量を9gsmにした。
【0052】
次に、複数の隆起した突起が上に形成された加熱金属ロールを用いて、カード繊維をカレンダ加工した。19.0キログラム/リニアセンチメートル(lineal centimeter)(kg/cm)(106ポンド/リニアインチ(lineal inch)(pli))のニップ圧力および9.5メートル/分(mpm)(31フィート/分(fpm))のニップ速度で、加熱金属ロールを平滑な鋼バックアップロールに対して押圧した。加熱ロールを154℃(310°F)の温度で保持した。
【0053】
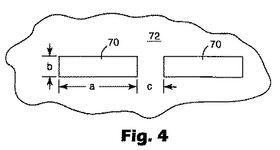
加熱ロールは、れんがパターンに形成された突起を有し、突起の列はロールを横切って(クロス−ウェブ方向に)延在する。2つのこのような突起は図4に示される。突起70は表面72から延在し、上部表面(すなわち、エンボス領域を形成する表面)において、各突起70は、0.9mm(36ミル)のクロス−ウェブ幅(a)および0.2mm(8ミル)のダウン−ウェブ長さ(b)を有する。各列の隣接する突起70間のランド距離のクロス−ウェブ幅(c)は、0.25mm(10ミル)であった。突起の一連の列の間の繰返しは、ロールの外周のまわりで測定して、1.3mm(50ミル)であった。表面72よりも上の突起70の上部表面の高さは、0.31mm(12ミル)であった。各突起が上部表面よりも表面72において大きくなるように、上部表面からロールの表面72に延在する傾斜側面を有する突起70を形成した。
【0054】
カレンダ加工の後、2〜3gsmのアクリルラテックスバインダ(ノースカロライナ州シャルロットのローム&ハース(Rohm&Haas,Charlotte,NC)からのB−15H)を用いてカバーウェブを樹脂結合し、総重量が11〜12gsmのカバーウェブが残された。
【0055】
最終カバーウェブを捕集し、グラビアコーティングステーションに巻き出した。弾性フィラメントを2つのカバーウェブ間でグラビアコーティングステーションに送り込んだ。弾性フィラメント(280デニールのグロスパン(GLOSPAN)ポリウレタン弾性フィラメント、ノースカロライナ州ガストニアのラディック・スパンデックス(Radici Spandex,Gastonia,N.C.)を1.6mpm(5.3fpm)の間の速度で巻き解き、グラビアコーティングステーション(およびカバーウェブ)を4.9mpm(16fpm)の速度で駆動した。結果として、弾性フィラメントは3:1の延伸比に伸張される。1インチあたり10エンド(2.54cmあたり10エンド)の間隔で、くしを通してフィラメントをニップに送り込んだ。
【0056】
グラビアコーティングステーションでは、弾性フィラメントが間に配置された不織カバーウェブに52%固体の天然ゴムラテックス溶液を飽和させた。その後、複合材を138℃(280°F)のオーブンで乾燥させ、伸張した形でロール上に捕集した。次に、複合材を巻き解き、オーブンを通るように方向付け、弾性フィラメントを弛緩させ、弾性伸縮が可能な完成弾性複合物品が得られた。
【0057】
実施例2
44.0kg/cm(246pli)のニップ圧力で不織カバーウェブをエンボス加工またはカレンダ加工した点を除いて、実施例1と同じ方法で実施例2の弾性複合物品を作製した。
【0058】
実施例3
68.9kg/cm(385pli)のニップ圧力で不織カバーウェブをエンボス加工またはカレンダ加工した点を除いて、実施例1と同じ方法で実施例3の弾性複合物品を作製した。
【0059】
実施例4
実施例1に関連して記載されたものとは異なる寸法を有する上部表面の突起を有するロールを用いて不織カバーウェブをエンボス加工またはカレンダ加工した点を除いて、実施例1と同じ方法で弾性複合物品を作製した。図3の突起70の上部表面の寸法は、クロス−ウェブ幅(a)が0.76mm(30ミル)であり、ダウン−ウェブ長さ(b)が0.31mm(12ミル)であった。各列の隣接する突起70の間のランド距離のクロス−ウェブ幅(c)は、0.51mm(20ミル)であった。突起の一連の列の間の繰返しは1.3mm(50ミル)であった。
【0060】
実施例5
不織カバーウェブをエンボス加工する前に平滑ロールでカレンダ加工した点を除いて、実施例1に関連して記載された方法を用いた。平滑ロールのカレンダ加工は、ゴムおよび鋼ロールニップを用いて実行し、鋼ロールは154℃(310°F)の温度に加熱し、ニップ圧力は19.0kg/cm(106pli)であり、ニップ速度は9.5mpm(31fpm)であった。
【0061】
また、カレンダエンボス加工ステップは、すなわちエンボス領域が形成されるステップは、44.0kg/cm(246pli)のニップ圧力で実行した。
【0062】
実施例6
70%のウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.8cm)のステープル繊維(ノースカロライナ州シャルロットのウェルマン)と、30%のコサ(KoSa)T−254バイコンポーネントの2.0デニール×1.5インチ(3.8cm)ステープル繊維(ノースカロライナ州ソールズベリーのコサ)とを含む二繊維ブレンドを用いてカバーウェブを形成した点を除いて、実施例5に関連して記載された方法を用いた。繊維ブレンドをカーディングして、坪量を9gsmにした。
【0063】
また、実施例4で記載したような寸法の突起を有するエンボスロールを用いて、カバーウェブをエンボス加工した。
【0064】
実施例7
68.9kg/cm(385pli)のニップ圧力でエンボス加工を実行した点を除いて、実施例6に関連して記載された方法。
【0065】
実施例8
8〜9gsmの坪量にカーディングしたウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.81cm)繊維だけで不織カバーウェブを構成した点を除いて、実施例3で記載された方法を用いた。また、不織ウェブを樹脂結合(2〜3gsmの重量で)させ、まず乾燥させ、その後にパターンエンボス加工した。
【0066】
実施例9
44.0kg/cm(246pli)のニップ圧力でカレンダエンボス加工を実行した点を除いて、実施例8で記載した方法を用いた。
【0067】
実施例10
以下を除外して、実施例1に関連して記載された方法を用いた。
【0068】
8〜9gsmの坪量にカーディングしたウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.8cm)ステープル繊維を用いて、第1のカバーウェブを製造した。2〜3gsmのアクリルラテックスバインダ(ローム&ハースB−15H)を用いて、カバーウェブを樹脂結合し、総重量が10〜12gsmのカバーウェブが残された。このカバーウェブは、どんなパターンにもエンボス加工しなかった。
【0069】
繊維ブレンドが、8gsmの坪量にカーディングした90%のウェルマンT−310PETの1.5デニール×1.5インチ(3.8cm)のステープル繊維と、10%のコサ(KoSa)T−254バイコンポーネントの2.0デニール×1.5インチ(3.8cm)ステープル繊維とを含む点を除いて、実施例1に記載されたカバーウェブ方法を用いて第2のカバーウェブを製造した。また、68.9kg/cm(385pli)のニップ圧力でカード繊維をカレンダエンボス加工した。
【0070】
最終カバーウェブを捕集し、グラビアコーティングステーションに巻き出した。弾性フィラメントは、2.0mpm(6.4fpm)の間の速度で2つのカバーウェブ間でグラビアコーティングステーションに送り込み、グラビアコーティングステーション(およびカバーウェブ)を4.9mpm(16fpm)の速度で駆動した。結果として、弾性フィラメントは、2.5:1の延伸比に伸張される。
【0071】
実施例11
第2のカバーウェブの繊維を12gsmの坪量にカーディングし、3gsmのアクリルラテックス樹脂で樹脂結合させ、総重量15gsmのカバーウェブを提供した点を除いて、実施例10の方法を用いた。
【0072】
実施例12
第2のカバーウェブの繊維を16gsmの坪量にカーディングし、4gsmのアクリルラテックス樹脂で樹脂結合させ、総重量20gsmのカバーウェブを提供した点を除いて、実施例10の方法を用いた。
【0073】
実施例13(比較例)
市販のコーバン(COBAN)製品は、3M(ミネソタ州セントポール)から入手可能である。
【0074】
試験結果
クロス−ウェブ引裂特性について、弾性複合物品およびエンボス加工されたカバーウェブを試験した。
【0075】
表1は、エンボス加工された不織カバーウェブと、1つまたは2つのエンボス加工された不織カバーウェブ層を用いる弾性複合物品とのクロス−ウェブ引裂特性を示す。表1の全てのデータは、クロス−ウェブ幅が5.08cm(2インチ)のサンプルを用いて生成した。示されるデータは、引裂ラインで観察される最大の広がり、すなわち、引裂が始まった点からのクロス−ウェブライン(すなわち、ダウン−ウェブすなわち縦方向に垂直なライン)に対して引裂ラインがダウン−ウェブ方向に逸脱した最大の広がりである。全てのデータは、同一ロットの異なるサンプルにおける3回の引裂の平均である。
【0076】
理解されるように、実施例1〜12および比較例13のカバーウェブは、クロス−ウェブ引裂特性におけるかなりの広がりを示した。しかしながら、実施例1〜12に従って作製した弾性複合物品のサンプルは全て、比較例13よりも引裂時の広がりが少なかった。
【0077】
【表1】
【0078】
表2は、エンボス加工された不織カバーウェブと、1つまたは2つのエンボス加工された不織カバーウェブ層を用いる弾性複合物品とのクロス−ウェブ引裂特性を示す。表2の全てのデータは、クロス−ウェブ幅が10.2cm(4インチ)のサンプルを用いて生成した。示されるデータは、引裂ラインで観察される最大の広がり、すなわち、引裂が始まった点からのクロス−ウェブライン(すなわち、ダウン−ウェブすなわち縦方向に垂直なライン)に対して引裂ラインがダウン−ウェブ方向に逸脱した最大の広がりである。全てのデータは、同一ロットの異なるサンプルにおける3回の引裂の平均である。
【0079】
エンボス加工された不織カバーウェブは、単独では引裂ラインにかなりの広がりを示したが、同じカバーウェブを取り込んだ弾性複合物品のサンプルはすべて、改善された引裂特性(すなわち、より小さい広がり)を提供した。さらに、実施例1〜3および9〜12に従って作製したサンプルは全て、比較例13に対して改善された引裂特性を示した。
【0080】
【表2】
【0081】
以下の表3は、エンボス加工された不織カバーウェブのみと、1つまたは2つのエンボス加工された不織カバーウェブ層を用いる弾性複合物品との引張強さを示す。表2の全てのデータは、上記の引張強さ試験を用いて生成した。
【0082】
【表3】
【0083】
本発明の実例となる実施形態が議論され、そして本発明の範囲内にある可能な変形が参照された。本発明におけるこれらおよびその他の変形および修正は、本発明の範囲から逸脱することなく当業者には明らかであろう。そして、本発明が、本明細書中に示される実例となる実施形態に限定されないことは理解されるべきである。従って、本発明は、特許請求の範囲およびその等価物によってのみ限定されるはずである。
【図面の簡単な説明】
【0084】
【図1】本発明に従う1つの実例となる弾性複合物品の分解端面図である。
【図2】本発明に従う弾性複合物品で使用される不織カバーウェブと関連して使用することができる弱化領域の1つの実例となるパターンの一部の拡大平面図である。
【図3】本発明に従う弾性複合物品を製造する1つの実例となるシステムおよび方法の概略図である。
【図4】実施例において記載される弾性複合物品と関連して使用されるエンボスロール上の2つの突起の上面の平面図である。
【図5】接着剤層を含む実例となる弾性複合物品の斜視図である。
【技術分野】
【0001】
本発明は、弾性複合物品の分野に関する。より詳細には、本発明は、引裂可能な弾性複合物品およびその製造方法を提供する。
【背景技術】
【0002】
弾性シート物品は、例えば、テープのバッキングやメカニカルファスナーなどのように様々な利用法を見出すことができる。いくつかの弾性シート物品は、弾性フィラメントがカバーウェブの間に配置された2つのカバーウェブからなる複合材として提供される。弾性フィラメントを伸張しながら2つのカバーウェブが互いに貼付される場合、例えば、カバーウェブが互いに貼付された後に弾性フィラメントが弛緩されると、完成した複合材は弾性を示す。
【0003】
いくつかの弾性複合物品は粘着性材料が提供されて、米国特許3,575,782号明細書(ハンセン(Hansen))および同第4,984,584号明細書(ハンセンら)に記載されるもの、ならびに3M(ミネソタ州セントポール(St.Paul,MN))により商品名コーバン(COBAN)およびヴェトラップ(VETRAP)で市販されているものなどの粘着性弾性複合物品を形成する。粘着性弾性複合物品は、一般に、けがの圧縮支持を提供するため、または圧迫ガーゼや医療用パッドなどをヒトまたは動物の所定の位置に保持するために使用される。粘着性弾性複合物品は、好ましくは、皮膚または様々な他の材料(例えば、圧迫ガーゼ、医療用パッドなど)にはくっつかないが、粘着性弾性複合物品の他の層には十分な力で粘着して結合し、適度に高いせん断力に対抗して接触層を互いに保持し得る。
【0004】
粘着性弾性複合物品を使用するために、所望の長さの部分が巻き出されて、ロールに残存する複合材の残りの部分から切り離され得る。弾性複合物品の切離しは、弾性複合物品が個体に適用される前または後に生じ得る。弾性複合物品はダウン−ウェブすなわち縦方向において比較的直線的な引裂特性を示すことができるが、弾性複合物品は、クロス−ウェブすなわち幅方向にはあまり望ましくない引裂特性を示す。
【0005】
弾性複合物品をクロス−ウェブ方向に引裂く試みは、ダウン−ウェブ方向およびクロス−ウェブ方向にかなりの距離にわたって広がるぎざぎざまたはでこぼこの引裂ラインをもたらし得る。このような引裂特性は望ましくない。結果として、ユーザーは、通常、弾性複合物品のロールから一定の長さの弾性複合物品を切り離す際に、はさみまたは他の切断具に頼る。切断具の使用は、巻き出した弾性複合物品および/または弾性複合物品ロールからユーザーが手を放すことを要求する。
【0006】
粘着性弾性複合物品材料の望ましいクロス−ウェブ引裂特性を提供する1つの試みは、織ったまたは編んだカバーウェブの使用を伴う。しかしながら、織ったまたは編んだカバーウェブは、不織カバーウェブよりも高価である。結果として、1つまたは複数の織ったまたは編んだカバーウェブを含む粘着性弾性複合物品は、織布カバーウェブのみを用いる同等の弾性複合物品よりも高価である。可能性のあるもう1つの不都合は、織ったまたは編んだカバーウェブが、弾性複合物品をクロス−ウェブ方向に引裂くのに必要とされる力を望ましくなく増大させ得ること、および/または弾性複合物品を望ましくなく固くすることである。
【0007】
粘着性弾性複合物品に望ましいクロス−ウェブ引裂特性を提供するもう1つの試みは、クロス−ウェブ方向に延在する繊維またはフィラメントを含むスクリム層(例えば、織スクリムまたは編スクリム)の付加を伴う。しかしながら、スクリム層の付加は弾性複合物品のコストを増大させ、弾性複合物品の柔軟性または適合性ならびにその通気性に悪影響を与え得る。可能性のあるもう1つの不都合は、クロス−ウェブ方向に弾性複合物品を引き裂くのに必要とされる力をスクリムが望ましくなく増大させ得ることである。
【0008】
弾性複合物品にクロス−ウェブ引裂特性を提供するもう1つの試みはクロス−ウェブ穿孔ラインの使用を伴い、例えば国際公開第95/06449号パンフレットに記載されるように、クロス−ウェブ穿孔ラインは、弾性複合物品のダウン−ウェブ長さに沿って間隔を隔てて配置される。穿孔ラインは、弾性複合物品が組み立てられた後に、物品全体を通して形成される。
【発明の開示】
【課題を解決するための手段】
【0009】
本発明は、改善されたクロス−ウェブ引裂特性を示す弾性複合物品を提供する。弾性複合物品は、互いに貼付された一対のカバーウェブと、一対のカバーウェブの間に配置された複数の弾性フィラメントとを含む。弾性複合物品の少なくとも1つのカバーウェブは、引裂パターンがその中に形成された不織繊維カバーウェブである。
【0010】
望ましいクロス−ウェブ引裂特性を提供するために織った/編んだカバーウェブまたはスクリム層を含む、弾性複合物品に望ましいクロス−ウェブ引裂特性を提供する既知のアプローチとは対照的に、本発明の物品は、それ自体は通常良好なクロス−ウェブ引裂特性を持たない、引裂パターンを有する少なくとも1つの不織繊維カバーウェブを含む。結果として、このようなカバーウェブを組み込んで得られる弾性複合物品が改善されたクロス−ウェブ引裂特性を示すことは、驚くべきことであろう。さらに、本発明の弾性複合物品が、織ウェブまたは編ウェブを全く含まないのは好ましいであろう。
【0011】
引裂パターンを含む不織カバーウェブのクロス−ウェブ引裂特性は、通常、ウェブの総重量が増大するにつれてよくなる。しかしながら驚くことに、より軽い総重量の不織カバーウェブ単独のクロス−ウェブ引裂特性は特によくないが、それでも、このようなより軽い総重量の不織カバーウェブを用いる弾性複合物品のクロス−ウェブ引裂特性は、クロス−ウェブ引裂特性の著しい改善を示すことができる。より軽い総重量のカバーウェブのより低い引張強さによって、当業者は、通常、より軽い総重量のカバーウェブが全体として弾性複合物品のクロス−ウェブ引裂特性に及ぼす影響が少ないと予想し得るので、その結果は驚くべきことである。さらには、より軽い総重量のカバーウェブの使用は、弾性複合物品の剛性および通気性が関心事である場合に有利であろう。
【0012】
1つの態様では、本発明は、幅と、物品の幅を超える長さとを有する弾性複合物品を提供する。該物品は、さらに、物品の長さと位置合わせされたダウン−ウェブ方向、およびダウン−ウェブ方向を横切るクロス−ウェブ方向を有する第1の不織繊維カバーウェブと、第1のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンと、第1のカバーウェブに貼付された第2のカバーウェブと、第1のカバーウェブと第2のカバーウェブの間に配置され、物品の長さに沿って位置合わせされた複数の弾性フィラメントとを含み、複数の弾性フィラメントの各弾性フィラメントは物品の全長にわたって連続的に延在する。
【0013】
もう1つの態様では、本発明は、幅と、物品の幅を超える長さとを有する弾性複合物品を提供する。該物品は、さらに、物品の長さと位置合わせされたダウン−ウェブ方向と、ダウン−ウェブ方向を横切るクロス−ウェブ方向とを有する第1の不織繊維カバーウェブと、第1のカバーウェブに形成された複数の別個の明確な弱化領域の形であり、第1のカバーウェブのダウン−ウェブ方向に沿って分配された弱化領域の複数の列を含む引裂パターンであって、弱化領域の各列が第1のカバーウェブを横切るクロス−ウェブ方向に延在する引裂パターンと、第2の不織繊維カバーウェブと、物品の長さに沿った方向に延在し、第1のカバーウェブと第2のカバーウェブの間に配置された複数の弾性フィラメントであって、該複数の弾性フィラメントの各弾性フィラメントが、物品の全長にわたって連続的に延在する複数の弾性フィラメントと、第1のカバーウェブおよび第2のカバーウェブを含浸させるバインダと、を含み、該物品は、織ウェブまたは編ウェブを全く含まない。
【0014】
もう1つの態様では、本発明は、幅と、物品の幅を超える長さとを有する弾性複合物品の製造方法を提供する。該方法は、物品の長さと位置合わせされたダウン−ウェブ方向と、ダウン−ウェブ方向を横切るクロス−ウェブ方向とを有し、複数の別個の明確な弱化領域の形である引裂パターンを第1のカバーウェブに含む第1の不織繊維カバーウェブを提供することと、第2のカバーウェブを提供することと、複数の弱化領域を第1のカバーウェブに提供した後に、第1のカバーウェブと第2のカバーウェブの間に複数の弾性フィラメントを配置し、ここで該複数の弾性フィラメントの各弾性フィラメントが物品の長さに沿った方向に連続的に延在することと、第1のカバーウェブに引裂パターンを形成し、第1のカバーウェブと第2のカバーウェブの間に複数の弾性フィラメントを配置した後に、第1のカバーウェブを第2のカバーウェブに貼付することと、を含む。
【0015】
本発明のこれらおよびその他の特徴および利点は、本発明の様々な実例となる実施形態と関連して以下に記載されるであろう。
【発明を実施するための最良の形態】
【0016】
実例となる実施形態の以下の詳細な説明では、その一部を形成する図の添付図面が参照され、そこには本発明が実施され得る特定の実施形態が実例として示されている。その他の実施形態も利用可能であり、本発明の範囲から逸脱することなく構造上の変化が成され得ることは理解されるべきある。
【0017】
本発明に従う1つの実例となる弾性複合物品10は図1に示され、第1のカバーウェブ20と、第2のカバーウェブ22と、2つのカバーウェブ20および22間に配置された弾性フィラメント24とを含む。カバーウェブ20および22の少なくとも1つは、弱化領域の形である引裂パターンを含む不織繊維ウェブである。いくつかの例では、カバーウェブ20および22は、両方とも不織繊維ウェブであってもよい。あるいは、カバーウェブの一方だけが不織繊維ウェブでもよい。例えば、カバーウェブの一方は、例えばフィルムや、フィルムおよび不織ウェブの複合材などでもよい。第1のカバーウェブ20は、第2のカバーウェブ22と同一でもよいし、あるいは、カバーウェブ20および22は、異なる重量でもよいし、異なる材料で製造されてもよいし、そして/または異なる方法で製造されてもよい。
【0018】
「不織」という用語は、本明細書における使用では、編むまたは織ることなく互いに結合されたより短い繊維および/またはより長いフィラメント(これらは、便宜上、本明細書では集合的に繊維と称される)の捕集によって形成されたウェブを意味する。不織ウェブ内の繊維は、マット状に置いたり、捕集したり、堆積させたりすることができる。不織カバーウェブの一方または両方に使用される繊維は、例えばカーディングまたは他の方法によって、ダウン−ウェブすなわち縦方向12に優先的に位置合わせされるのが好ましいであろう。結合方法が織ることや編むことを使用しないという条件で、繊維の結合は、バインダの使用や、熱などによって実行することができる。
【0019】
不織ウェブは、メルトブローイング、スパンボンディング方法、カーディング、ニードルパンチウェブ製造方法、エアレイドウェブ製造方法、湿式積層ウェブ製造方法、フィルム開口方法、ステープル繊維カーディング方法、水流交絡(hydrodynamic entanglement)などの様々な方法を用いて形成することができる。水流交絡は、例えば、米国特許第3,485,706号明細書、同第3,486,168号明細書、同第3,493,462号明細書、同第3,494,821号明細書、および同第3,508,228号明細書に記載されている。不織ウェブを形成するもう1つの方法は、例えば米国特許第5,016,331号明細書に記載されるようなニードルタッキング(needle−tacking)である。
【0020】
弾性複合物品10で使用される不織カバーウェブの総重量は、例えば、カバーウェブあたり、50グラム/平方メートル(gsm)以下でよい。カバーウェブの総重量に対する更なる制限は、特に引裂パターンがその中に形成されたカバーウェブにとって有益であろう。本発明の弾性複合物品で使用される弱化不織カバーウェブは、例えば20gsm以下、さらに15gsm以下、そしてさらに10gsm以下の総重量(カバーウェブあたり)を有することができる。
【0021】
本発明に関連して使用される不織カバーウェブは、不織カバーウェブ内の個々の繊維の結合を増強するためにバインダ(繊維に加えて)を含むことができる。適切なバインダ(すなわち、不織ウェブの繊維に対して適切な親和力を有するもの)の選択は、十分に当業者の判断の範囲内にある。しかしながら簡単に言うと、不織布のためのバインダは、アクリル、ブタジエン、スチレン/ブタジエンゴムコポリマー、ウレタン、酢酸ビニル、酢酸ビニル/アクリレートコポリマー、酢酸ビニル/エチレンコポリマー、ポリビニルアルコール、ポリ塩化ビニル、ビニルエステル、ビニルエーテル、天然ゴム、ネオプレンなどのホモポリマーおよびコポリマーラテックスを含むがこれらに限定されない材料から選択することができる。
【0022】
不織カバーウェブは、不織ウェブの強度を増強するために、繊維(例えば、熱可塑性繊維)を含むことができる。例えば、熱可塑性材料を含む繊維の取込みを用いて、好ましくは、実質的にウェブを弱くすることなくウェブ内の他の繊維に溶融結合することによって、不織ウェブ内の繊維を熱的に結合させることができる。バインダ繊維は、例えば、完全溶融性バインダ繊維、サイドバイサイド型バインダ繊維、二成分系バインダ繊維、楕円形コアー−シース(core−sheath)バインダ繊維、同心型芯鞘バインダ繊維、およびこれらの組み合わせを含む様々な構成で利用可能である。
【0023】
本発明の弾性複合物品内の弾性フィラメント24は、ダウン−ウェブすなわち縦方向(矢印12で示され、クロス−ウェブ方向はダウン−ウェブ方向にほぼ垂直であると理解される)と位置合わせされてもよい。弾性フィラメント24は、クロス−ウェブ方向に1〜22フィラメント/センチメートル(cm)の間隔で、あるいはクロス−ウェブ方向に1〜20フィラメント/cmの間隔で、そしてさらにクロス−ウェブ方向に1〜10フィラメント/cmの間隔で、不織カバーウェブ20と22の間に配列され得る。弾性フィラメントは、80〜800デニール、場合によっては200〜500デニールの範囲のサイズを有することができる。
【0024】
弾性フィラメント24は、力が加えられるとその元の長さから伸張するが、それでも、力が解放されるとその元の長さに実質的に戻る能力を示す。弾性フィラメントに適切ないくつかの材料の例には、天然ゴム、合成ゴムまたは熱可塑性ポリマーが含まれるが、これらに限定されない。適切な合成ゴムは、エーテル系ポリウレタンスパンデックス、エステル系ポリウレタンスパンデックス、SBRスチレンブタジエンゴム、EPDMエチレンプロピレンゴム、フッ素ゴム、シリコーンゴムおよびNBRニトリルゴムを含むことができる。弾性フィラメントに使用するのに適切な熱可塑性エラストマーは、一般式A−B−A’を有するブロックコポリマーを含むことができ、式中、AおよびA’はそれぞれ、ポリ(ビニルアレン)などのスチレン部分を含有する熱可塑性ポリマー末端ブロックであり、Bは、共役ジエンまたは低級アルケンポリマーなどのエラストマーポリマー中間ブロックである。ブロックコポリマーは、例えば、シェル・ケミカル・カンパニー(Shell Chemical Company)から名称クラトン(KRATON)で入手可能な(ポリスチレン/ポリ(エチレン−ブチレン)/ポリスチレン)ブロックコポリマーでよい。その他の適切な弾性フィラメントは、ポリウレタンエラストマー材料、ポリアミドエラストマー材料、およびポリエステルエラストマー材料で製造することができる。
【0025】
本発明の弾性複合物品は、互いに貼付された2つのカバーウェブ20および22を含み、弾性フィラメント24がカバーウェブの間に配置されている。カバーウェブ20および22は、使用されているカバーウェブと適合性である任意の適切な技法または技法の組み合わせによって貼付することができる。例えば、カバーウェブ20および22は、熱的に貼付されてもよいし、接着して貼付されてもよいし、その他でもよい。
【0026】
例えば両方のカバーウェブ20および22が不織繊維層を含むいくつかの例では、カバーウェブ20および22は、不織ウェブを製造するために使用されるのと同様の方法で、そのそれぞれの不織繊維層にバインダを含浸させることによって貼付され得る。含浸は、バインダが不織ウェブ20および22の繊維間の隙間に入るように、バインダ(例えば、液体、粒子などの形態)を噴霧、印刷コーティング、あるいは塗布することにより達成することができる。含浸の後、カバーウェブの貼付を完了するために、例えば乾燥や硬化などが行われてもよい。適切なバインダ(すなわち、不織ウェブの繊維に対して適切な親和性を有するもの)の選択は、十分に当業者の判断の範囲内にある。しかしながら簡単に言うと、弾性複合物品のためのバインダは、アクリル、ブタジエン、スチレン/ブタジエンゴムコポリマー、ウレタン、酢酸ビニル、酢酸ビニル/アクリレートコポリマー、酢酸ビニル/エチレンコポリマー、ポリビニルアルコール、ポリ塩化ビニル、ビニルエステル、ビニルエーテル、天然ゴム、ネオプレンなどのホモポリマーおよびコポリマーラテックスを含むがこれらに限定されない材料から選択することができる。
【0027】
弾性複合物品が粘着性弾性複合物品として使用される予定であれば、カバーウェブを粘着性バインダ材料で含浸させることが好ましいであろう。濃縮天然ゴムラテックスは1つの適切な粘着性バインダ材料であるが、例えば、粘着化ネオプレン、スチレンブタジエンゴム、ポリウレタンなどの、同様の特性を有する他のエラストマーまたはエラストマーのブレンドが使用されてもよい。塗布されて乾燥または硬化された後、粘着性バインダ材料は、わずかに粘着性の感触を与えることができる。粘着性バインダ材料は皮膚に接着しないが、それ自体へは十分な力で粘着して結合し、適度に高いせん断応力に対抗して粘着性弾性複合物品の接触層を互いに保持することができる。
【0028】
弾性複合物品10のクロス−ウェブ引裂特性を改善するために、カバーウェブ20および22のうちの少なくとも1つは、引裂パターンがその中に形成された不織繊維カバーウェブである。図示される実施形態では、第1のカバーウェブ20は、弱化領域30のパターンがその中に形成されている。引裂パターンはクロス−ウェブ方向にカバーウェブ20を横切って位置合わせされた弱化領域30を含み、クロス−ウェブ方向にカバーウェブ22を横切って弱化領域30の列またはラインを形成し得る。
【0029】
弱化領域30は、例えば、エンボス領域または穿孔の形を取ることができる。例えば、弱化領域30はエンボス領域の形を取ることができ、この場合不織繊維カバーウェブは、例えば、弱化領域を横切るカバーウェブの引張強さを弱くする温度や圧力などの条件下で加工される。エンボス領域は、例えば、エンボスロール、超音波エネルギー、レーザーエネルギー、フレームエンボス加工(flame embossing)など、およびこれらの組み合わせによって提供され得る。エンボス領域を形成するために使用される正確な技法に関係なく、カバーウェブは弱化領域を通る繊維が破砕、溶融、破損、破断されるように加工されるか、あるいは弱化領域を横切るカバーウェブの引張強さが、エンボス加工されていないカバーウェブの同様の領域に対して低下されるように永久的に変形される。
【0030】
弱化領域30が取り得るもう1つの形は穿孔(例えば、スリット、間隙など)であり、この場合、弱化領域30を通って延在する繊維は、切断されたり、スリットが入れられたり、破断されたり、様々である。いくつかの例では、穿孔はカバーウェブの一部の除去を伴い得るが、他の例では、カバーウェブは、弱化の過程で実質的に全く除去されない。
【0031】
弱化領域30の引裂パターンは本発明の弾性複合物品のクロス−ウェブ引裂特性を改善するために有用であり得るが、弾性複合物品の引裂特性を改善することと、ダウン−ウェブ引張強さを弱くすることとの間でバランスをとることが必要であろう。例えば、弾性複合物品が、例えば手足などに圧迫を提供するために伸張されなければならない粘着性弾性複合物品として使用される予定であれば、複合材の引張強さを過剰に弱くすると、本発明の弾性複合物品を用いて達成され得る圧迫を望ましくなく制限し得る。本発明の粘着性弾性複合物品では、複合材の単位クロス−ウェブ幅あたりのダウン−ウェブ引張強さは、1キログラム/センチメートル(kg/cm)(5.5ポンド/インチ)以上、さらに1.25kg/cm(7ポンド/インチ)以上、そしてさらに1.5kg/cm(8.3ポンド/インチ)以上であるかもしれない。しかしながら、弾性複合物品が、例えばテープバッキング、メカニカルファスナーバッキング、または他の物品として使用される予定であれば、引張強さは、粘着性弾性複合物品に対して上記で提供された典型的な値よりも高くても低くてもよい。
【0032】
図2は1つのカバーウェブ22の一部の拡大図であり、その中に形成された弱化領域30の1つの典型的なパターンを示す。弱化領域30が、本質的に弱化領域30のクロス−ウェブラインであるものを定義するパターンで提供されれば、このようなラインのそれぞれにおいて、各弱化領域30のクロス−ウェブ幅(w)および隣接する弱化領域30間のランドのクロス−ウェブ幅(l)は、望ましいクロス−ウェブ引裂特性(測定はいずれもクロス−ウェブ方向である)を提供するように選択することができる。例えば、ランドの寸法(l)は0.5mm以下である。各弱化領域30のクロス−ウェブ幅(w)は1mm以下でよい。
【0033】
弱化領域およびランドのクロス−ウェブ幅を特徴付ける別の方法では、ランドのクロス−ウェブ幅(l)に対する1つの弱化領域のクロス−ウェブ幅(w)の比率は、所望のクロス−ウェブ引裂特性を提供するように選択され得る。例えば、クロス−ウェブ幅:ランド比は、1:1またはそれより高く、場合によっては1.5:1またはそれより高く、さらに2:1またはそれより高く、あるいはさらに2.5:1またはそれより高くてよい。
【0034】
弱化領域30がクロス−ウェブラインに配列される場合、弱化領域30の一連のライン(一連のラインは、ダウン−ウェブ方向12に間隔が隔てられる)はダウン−ウェブ方向に位置合わせされるので、弱化領域30は、一連のまたは隣接するライン内の弱化領域30と位置合わせされる。図2を参照すると、例えば、ライン32の弱化領域30は、ライン34の弱化領域30と位置合わせされる。またライン34のランド領域も、ダウン−ウェブ方向12において、ライン34の両側のライン32および36のランド領域と位置合わせされる。このようなパターンは、本発明に関して、位置合わせされたれんがパターンと呼ぶことができる。このような位置合わせは、各ラインの弱化領域およびランドのクロス−ウェブ幅が同一であることを前提とするが、場合によっては、異なるラインの特徴(feature)のクロス−ウェブ幅は異なってもよいことは理解されるべきである。また、図示されるパターンはダウン−ウェブ方向に位置合わせされた弱化領域およびランドを含むが、その代わりに、異なる特徴がクロス−ウェブ方向にオフセットされて、一連のラインにおける対応する特徴が互いに位置合わせされなくてもよい。
【0035】
引裂パターンが、クロス−ウェブ方向にカバーウェブを横切る弱化領域の列を形成するように配列された弱化領域を含む場合、弱化領域は、好ましくは、例えば10ミリメートル(mm)以下、さらに5mm以下、そしてさらに3mm以下の距離だけ、直線的なダウン−ウェブラインに沿ってダウン−ウェブ方向に分離または間隔が隔てられ得る。
【0036】
弱化領域30は略矩形形状を有するように示されるが、その他の形状も使用され得ることは理解されるべきである。可能性のあるいくつかの有用なパターンの例は、例えば、米国特許第6,383,958号明細書(スワンソン(Swanson)ら)に図示および記載されている。本明細書中で議論されるクロス−ウェブ幅、ランドおよび幅対ランドの比率は、任意の代替形状の弱化領域と共に同様に用いられてもよい。
【0037】
多数の異なる方法を用いて本発明の弾性複合物品を製造することができるが、1つの実例となる方法およびシステムは図3に示される。図3のシステムおよび方法では、2つのカバーウェブ120および122ならびに弾性フィラメント124は、貼付ステーション160内に送り込まれる。弾性フィラメント124がカバーウェブ120と122の間を送られるときにその弛緩した長さから引き伸ばされるかまたは伸張されるように、貼付ステーション160は、例えばロール125から弾性フィラメント124が放出される速度に対してオーバードライブされるのが好ましいであろう。
【0038】
例えば、貼付ステーション160が、弾性複合物品において使用される不織繊維カバーウェブ内にバインダが含浸されるコーティングステーションの形である場合、カバーウェブはステーション160においてバインダ溶液で含浸または飽和され、ステーション162において弾性フィラメント124がまだ引き伸ばされたまま乾燥された後、ステーション164で加熱が行なわれて、複合材126を弛緩させ、こうしてシャーリングされた弾性複合物品110が提供される。上記のようなカバーウェブ120および122を貼付する代替方法は、図3の実例となる実施形態と関連して示されるものとは異なる貼付技法を使用してもよい。
【0039】
本発明の方法は、2つのカバーウェブの間に弾性フィラメントが配置されて弾性複合物品が組み立てられる前に、カバーウェブの引裂パターンの形成を伴うことができる。このような方法の潜在的な利点は、引裂パターンをカバーウェブに付加する方法によって、所与の弾性複合物品の弾性フィラメントがどれも破損または切断されないことである。場合によっては、弾性複合物品の弾性フィラメントのそれぞれは、本発明の弾性複合物品の全長にわたって連続的に延在することができる。
【0040】
図3は、本発明に従う弾性複合物品を製造する際に使用され得るいくつかの変形を説明する。いくつかの例では、カバーウェブ120および122の一方または両方は完成ウェブとして提供されるので、例えば、単にロールから巻き解かれて、弾性フィラメント124と共にステーション160に送り込まれ得る。ロールの形で提供される場合、カバーウェブ120および122の一方または両方は、供給されるときに引裂パターンを含んでいてもよいし、あるいは引裂パターンは、カバーウェブを互いに貼付する直前にカバーウェブ内に形成されてもよい。
【0041】
しかしながら代替的に、不織カバーウェブ120および122の一方または両方は、残りの工程に従って製造されてもよい。カバーウェブ120の製造に使用することができる1つのシステム/方法140は図3に示され、不織布の繊維が捕集されるか、さもなければ集合されるウェブ形成装置142を含む。次に繊維ウェブは、繊維ウェブに引裂パターンが形成される弱化ステーション144に送り込まれ、その後、繊維が互いに結合される(例えば、バインダ溶液の塗布、熱接着などによって)結合ステーションに送り込まれ、不織カバーウェブ120が完成される。このシステム/方法140では、引裂パターンは不織繊維が互いに結合される前に形成される。
【0042】
不織カバーウェブ122を製造する代替のシステム/方法150は、図3に示される。システム/方法150は不織布の繊維が捕集されるか、さもなければ集合されるウェブ形成装置152を含む。次に繊維ウェブは、捕集された繊維が互いに結合される(例えば、バインダ溶液の塗布、熱接着などによって)結合ステーション153に送り込まれる。結合ステーションに続いて、弱化ステーション155で引裂パターンがウェブに形成されて、不織カバーウェブ122が完成され得る。このシステム/方法150では、引裂パターンは繊維ウェブが互いに結合された後に形成される。
【0043】
図3は、2つの弱化不織カバーウェブ120および122を含む弾性複合物品を製造するためのシステム/方法を示すことに注意すべきである。カバーウェブ120および122の両方の中に形成された引裂パターンが提供される場合、引裂パターンは、例えば、2つのカバーウェブ120および122が互いに貼付された後で引裂パターンが形成された場合にそうであるように、弾性複合物品110の厚さを横切って互いに位置合わせされなくてもよい。しかしながら、いくつかの場合には、2つのカバーウェブ120および122の引裂パターンは、偶然に互いに位置合わせされ得る。他の場合には、2つのカバーウェブ120および122の引裂パターンは、好んで互いに位置合わせされ得るが、それでも、引裂パターンは、弾性フィラメントがその間に配置される前に各カバーウェブに形成され得る。さらに、各カバーウェブ120および122の引裂パターンは同一でも異なっていてもよい。
【0044】
しかしながら、いくつかの実施形態では、カバーウェブ120および122の一方だけがその中に形成された引裂パターンを含み得る。このような状況では、カバーウェブシステム/方法140および150の一方は、引裂パターンがカバーウェブに形成されないように操作される。あるいは、1つのカバーウェブは、例えば、引裂パターンがその中に形成されずにロールで供給され、引裂パターンを含まずに弾性複合物品に取り込まれる。
【0045】
図5は、接着剤層212をその一方の主表面に有する本発明の実例となる弾性複合物品210の斜視図である。物品210は、そのように所望される場合には、接着剤層を反対の主表面に有してもよい。接着剤は、物品210の意図される用途に基づいて、任意の適切な接着剤でよい。例えば、物品が感圧接着剤タイプとして使用される予定である場合には、接着剤212は感圧接着剤でよい。
【0046】
試験方法
以下の試験方法を用いて、実施例において与えられるデータを収集した。
【0047】
引張強さ
トウィング・アルバート・テスター(Thwing Albert tester)(モデルEJA/2000、ペンシルベニア州フィラデルフィアのトウィング・アルバート・カンパニー(Thwing Albert Company,Philadelphia,Pa.)を用いて、ASTM試験法No.D3759−83を実施した。サンプル幅はクロス−ウェブ方向に約2.54cm(1インチ)、ゲージ長はダウン−ウェブ方向に12.7cm(5インチ)、そしてクロスヘッド速度は1分あたり12.7センチメートル(cm/分)(5インチ/分)であった。報告される値は、破断時の引張値を得るために試験サンプルに加えられた最大力である。
【0048】
カバーウェブのクロス−ウェブ方向引裂試験
5.1cm(2インチ)または10.2cm(4インチ)のいずれかのクロス−ウェブ幅を有し、ダウン−ウェブすなわち縦方向に30.5cm(12インチ)のサンプを以下の方法で試験した。カバーウェブのサンプルを、30.5cmの長さの中央で、1.3cm(0.5インチ)以下だけ離間されたそれぞれの手の親指および人差し指で保持した。次に、その手を互いに反対方向に、そしてサンプルのクロス−ウェブ方向に垂直に動かすことによって、引裂がサンプルの反対側に伝わるまでサンプルを引き裂いた。引裂の速度は、1秒あたり約20センチメートル(cm/秒)であると考えられた。定規を用いて、引裂が始まった点からのクロス−ウェブライン(すなわち、ダウン−ウェブすなわち縦方向に垂直なライン)に対して引裂ラインがダウン−ウェブ方向に逸脱した最大の広がりを測定(ミリメートルで)した。
【0049】
複合材のクロス−ウェブ方向引裂試験
引裂を開始する前に弾性複合物品をその弾性限界まで伸張した点を除き、カバーウェブについて上記で定義したものと同じ手順を用いて弾性複合物品の引裂を試験した。
【実施例】
【0050】
以下の非限定的な実施例は、本発明の様々な特徴を説明するために提供される。
【0051】
実施例1
80%のウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.8cm)のステープル繊維(ノースカロライナ州シャルロットのウェルマン(Wellman,Charlotte,NC))と、20%のコサ(KoSa)T−254バイコンポーネントの2.0デニール×1.5インチ(3.8cm)ステープル繊維(ノースカロライナ州ソールズベリーのコサ(KoSa,Salisbury,NC))とを含む二繊維ブレンドを用いて、2つのエンボス加工された不織カバーウェブを製造した。繊維ブレンドをカーディングして、坪量を9gsmにした。
【0052】
次に、複数の隆起した突起が上に形成された加熱金属ロールを用いて、カード繊維をカレンダ加工した。19.0キログラム/リニアセンチメートル(lineal centimeter)(kg/cm)(106ポンド/リニアインチ(lineal inch)(pli))のニップ圧力および9.5メートル/分(mpm)(31フィート/分(fpm))のニップ速度で、加熱金属ロールを平滑な鋼バックアップロールに対して押圧した。加熱ロールを154℃(310°F)の温度で保持した。
【0053】
加熱ロールは、れんがパターンに形成された突起を有し、突起の列はロールを横切って(クロス−ウェブ方向に)延在する。2つのこのような突起は図4に示される。突起70は表面72から延在し、上部表面(すなわち、エンボス領域を形成する表面)において、各突起70は、0.9mm(36ミル)のクロス−ウェブ幅(a)および0.2mm(8ミル)のダウン−ウェブ長さ(b)を有する。各列の隣接する突起70間のランド距離のクロス−ウェブ幅(c)は、0.25mm(10ミル)であった。突起の一連の列の間の繰返しは、ロールの外周のまわりで測定して、1.3mm(50ミル)であった。表面72よりも上の突起70の上部表面の高さは、0.31mm(12ミル)であった。各突起が上部表面よりも表面72において大きくなるように、上部表面からロールの表面72に延在する傾斜側面を有する突起70を形成した。
【0054】
カレンダ加工の後、2〜3gsmのアクリルラテックスバインダ(ノースカロライナ州シャルロットのローム&ハース(Rohm&Haas,Charlotte,NC)からのB−15H)を用いてカバーウェブを樹脂結合し、総重量が11〜12gsmのカバーウェブが残された。
【0055】
最終カバーウェブを捕集し、グラビアコーティングステーションに巻き出した。弾性フィラメントを2つのカバーウェブ間でグラビアコーティングステーションに送り込んだ。弾性フィラメント(280デニールのグロスパン(GLOSPAN)ポリウレタン弾性フィラメント、ノースカロライナ州ガストニアのラディック・スパンデックス(Radici Spandex,Gastonia,N.C.)を1.6mpm(5.3fpm)の間の速度で巻き解き、グラビアコーティングステーション(およびカバーウェブ)を4.9mpm(16fpm)の速度で駆動した。結果として、弾性フィラメントは3:1の延伸比に伸張される。1インチあたり10エンド(2.54cmあたり10エンド)の間隔で、くしを通してフィラメントをニップに送り込んだ。
【0056】
グラビアコーティングステーションでは、弾性フィラメントが間に配置された不織カバーウェブに52%固体の天然ゴムラテックス溶液を飽和させた。その後、複合材を138℃(280°F)のオーブンで乾燥させ、伸張した形でロール上に捕集した。次に、複合材を巻き解き、オーブンを通るように方向付け、弾性フィラメントを弛緩させ、弾性伸縮が可能な完成弾性複合物品が得られた。
【0057】
実施例2
44.0kg/cm(246pli)のニップ圧力で不織カバーウェブをエンボス加工またはカレンダ加工した点を除いて、実施例1と同じ方法で実施例2の弾性複合物品を作製した。
【0058】
実施例3
68.9kg/cm(385pli)のニップ圧力で不織カバーウェブをエンボス加工またはカレンダ加工した点を除いて、実施例1と同じ方法で実施例3の弾性複合物品を作製した。
【0059】
実施例4
実施例1に関連して記載されたものとは異なる寸法を有する上部表面の突起を有するロールを用いて不織カバーウェブをエンボス加工またはカレンダ加工した点を除いて、実施例1と同じ方法で弾性複合物品を作製した。図3の突起70の上部表面の寸法は、クロス−ウェブ幅(a)が0.76mm(30ミル)であり、ダウン−ウェブ長さ(b)が0.31mm(12ミル)であった。各列の隣接する突起70の間のランド距離のクロス−ウェブ幅(c)は、0.51mm(20ミル)であった。突起の一連の列の間の繰返しは1.3mm(50ミル)であった。
【0060】
実施例5
不織カバーウェブをエンボス加工する前に平滑ロールでカレンダ加工した点を除いて、実施例1に関連して記載された方法を用いた。平滑ロールのカレンダ加工は、ゴムおよび鋼ロールニップを用いて実行し、鋼ロールは154℃(310°F)の温度に加熱し、ニップ圧力は19.0kg/cm(106pli)であり、ニップ速度は9.5mpm(31fpm)であった。
【0061】
また、カレンダエンボス加工ステップは、すなわちエンボス領域が形成されるステップは、44.0kg/cm(246pli)のニップ圧力で実行した。
【0062】
実施例6
70%のウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.8cm)のステープル繊維(ノースカロライナ州シャルロットのウェルマン)と、30%のコサ(KoSa)T−254バイコンポーネントの2.0デニール×1.5インチ(3.8cm)ステープル繊維(ノースカロライナ州ソールズベリーのコサ)とを含む二繊維ブレンドを用いてカバーウェブを形成した点を除いて、実施例5に関連して記載された方法を用いた。繊維ブレンドをカーディングして、坪量を9gsmにした。
【0063】
また、実施例4で記載したような寸法の突起を有するエンボスロールを用いて、カバーウェブをエンボス加工した。
【0064】
実施例7
68.9kg/cm(385pli)のニップ圧力でエンボス加工を実行した点を除いて、実施例6に関連して記載された方法。
【0065】
実施例8
8〜9gsmの坪量にカーディングしたウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.81cm)繊維だけで不織カバーウェブを構成した点を除いて、実施例3で記載された方法を用いた。また、不織ウェブを樹脂結合(2〜3gsmの重量で)させ、まず乾燥させ、その後にパターンエンボス加工した。
【0066】
実施例9
44.0kg/cm(246pli)のニップ圧力でカレンダエンボス加工を実行した点を除いて、実施例8で記載した方法を用いた。
【0067】
実施例10
以下を除外して、実施例1に関連して記載された方法を用いた。
【0068】
8〜9gsmの坪量にカーディングしたウェルマン(Wellman)T−310PETの1.5デニール×1.5インチ(3.8cm)ステープル繊維を用いて、第1のカバーウェブを製造した。2〜3gsmのアクリルラテックスバインダ(ローム&ハースB−15H)を用いて、カバーウェブを樹脂結合し、総重量が10〜12gsmのカバーウェブが残された。このカバーウェブは、どんなパターンにもエンボス加工しなかった。
【0069】
繊維ブレンドが、8gsmの坪量にカーディングした90%のウェルマンT−310PETの1.5デニール×1.5インチ(3.8cm)のステープル繊維と、10%のコサ(KoSa)T−254バイコンポーネントの2.0デニール×1.5インチ(3.8cm)ステープル繊維とを含む点を除いて、実施例1に記載されたカバーウェブ方法を用いて第2のカバーウェブを製造した。また、68.9kg/cm(385pli)のニップ圧力でカード繊維をカレンダエンボス加工した。
【0070】
最終カバーウェブを捕集し、グラビアコーティングステーションに巻き出した。弾性フィラメントは、2.0mpm(6.4fpm)の間の速度で2つのカバーウェブ間でグラビアコーティングステーションに送り込み、グラビアコーティングステーション(およびカバーウェブ)を4.9mpm(16fpm)の速度で駆動した。結果として、弾性フィラメントは、2.5:1の延伸比に伸張される。
【0071】
実施例11
第2のカバーウェブの繊維を12gsmの坪量にカーディングし、3gsmのアクリルラテックス樹脂で樹脂結合させ、総重量15gsmのカバーウェブを提供した点を除いて、実施例10の方法を用いた。
【0072】
実施例12
第2のカバーウェブの繊維を16gsmの坪量にカーディングし、4gsmのアクリルラテックス樹脂で樹脂結合させ、総重量20gsmのカバーウェブを提供した点を除いて、実施例10の方法を用いた。
【0073】
実施例13(比較例)
市販のコーバン(COBAN)製品は、3M(ミネソタ州セントポール)から入手可能である。
【0074】
試験結果
クロス−ウェブ引裂特性について、弾性複合物品およびエンボス加工されたカバーウェブを試験した。
【0075】
表1は、エンボス加工された不織カバーウェブと、1つまたは2つのエンボス加工された不織カバーウェブ層を用いる弾性複合物品とのクロス−ウェブ引裂特性を示す。表1の全てのデータは、クロス−ウェブ幅が5.08cm(2インチ)のサンプルを用いて生成した。示されるデータは、引裂ラインで観察される最大の広がり、すなわち、引裂が始まった点からのクロス−ウェブライン(すなわち、ダウン−ウェブすなわち縦方向に垂直なライン)に対して引裂ラインがダウン−ウェブ方向に逸脱した最大の広がりである。全てのデータは、同一ロットの異なるサンプルにおける3回の引裂の平均である。
【0076】
理解されるように、実施例1〜12および比較例13のカバーウェブは、クロス−ウェブ引裂特性におけるかなりの広がりを示した。しかしながら、実施例1〜12に従って作製した弾性複合物品のサンプルは全て、比較例13よりも引裂時の広がりが少なかった。
【0077】
【表1】
【0078】
表2は、エンボス加工された不織カバーウェブと、1つまたは2つのエンボス加工された不織カバーウェブ層を用いる弾性複合物品とのクロス−ウェブ引裂特性を示す。表2の全てのデータは、クロス−ウェブ幅が10.2cm(4インチ)のサンプルを用いて生成した。示されるデータは、引裂ラインで観察される最大の広がり、すなわち、引裂が始まった点からのクロス−ウェブライン(すなわち、ダウン−ウェブすなわち縦方向に垂直なライン)に対して引裂ラインがダウン−ウェブ方向に逸脱した最大の広がりである。全てのデータは、同一ロットの異なるサンプルにおける3回の引裂の平均である。
【0079】
エンボス加工された不織カバーウェブは、単独では引裂ラインにかなりの広がりを示したが、同じカバーウェブを取り込んだ弾性複合物品のサンプルはすべて、改善された引裂特性(すなわち、より小さい広がり)を提供した。さらに、実施例1〜3および9〜12に従って作製したサンプルは全て、比較例13に対して改善された引裂特性を示した。
【0080】
【表2】
【0081】
以下の表3は、エンボス加工された不織カバーウェブのみと、1つまたは2つのエンボス加工された不織カバーウェブ層を用いる弾性複合物品との引張強さを示す。表2の全てのデータは、上記の引張強さ試験を用いて生成した。
【0082】
【表3】
【0083】
本発明の実例となる実施形態が議論され、そして本発明の範囲内にある可能な変形が参照された。本発明におけるこれらおよびその他の変形および修正は、本発明の範囲から逸脱することなく当業者には明らかであろう。そして、本発明が、本明細書中に示される実例となる実施形態に限定されないことは理解されるべきである。従って、本発明は、特許請求の範囲およびその等価物によってのみ限定されるはずである。
【図面の簡単な説明】
【0084】
【図1】本発明に従う1つの実例となる弾性複合物品の分解端面図である。
【図2】本発明に従う弾性複合物品で使用される不織カバーウェブと関連して使用することができる弱化領域の1つの実例となるパターンの一部の拡大平面図である。
【図3】本発明に従う弾性複合物品を製造する1つの実例となるシステムおよび方法の概略図である。
【図4】実施例において記載される弾性複合物品と関連して使用されるエンボスロール上の2つの突起の上面の平面図である。
【図5】接着剤層を含む実例となる弾性複合物品の斜視図である。
【特許請求の範囲】
【請求項1】
幅と、物品の幅を超える長さとを有する弾性複合物品であって、
前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む第1の不織繊維カバーウェブと、
前記第1のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンと、
前記第1のカバーウェブに貼付された第2のカバーウェブと、
前記第1のカバーウェブと前記第2のカバーウェブの間に配置され、前記物品の長さに沿って位置合わせされた複数の弾性フィラメントと、
を含み、前記複数の弾性フィラメントの各弾性フィラメントが、前記物品の全長にわたって連続的に延在する弾性複合物品。
【請求項2】
前記物品が、織ウェブまたは編ウェブを全く含まない請求項1に記載の物品。
【請求項3】
前記第2のカバーウェブが不織繊維ウェブを含み、前記弾性複合物品が、前記第1のカバーウェブおよび前記第2のカバーウェブに含浸するバインダを含む請求項1に記載の物品。
【請求項4】
前記バインダが粘着性バインダ材料を含み、前記弾性複合物品が粘着性弾性複合物品を含む請求項3に記載の物品。
【請求項5】
前記第2のカバーウェブが、複数の別個の明確な弱化領域を含む引裂パターンを全く含まない請求項1に記載の物品。
【請求項6】
前記弱化領域が、エンボス領域を含む請求項1に記載の物品。
【請求項7】
前記弱化領域が、前記第1のカバーウェブを通って形成された穿孔を含む請求項1に記載の物品。
【請求項8】
前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第1のカバーウェブを横切る前記クロス−ウェブ方向に延在し、前記列が前記第1のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項1に記載の物品。
【請求項9】
前記複数の弱化領域の中で、前記第1のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1:1またはそれよりも高い請求項1に記載の物品。
【請求項10】
前記複数の弱化領域の中で、前記第1のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1.5:1またはそれよりも高い請求項1に記載の物品。
【請求項11】
さらに、前記弾性複合物品の少なくとも1つの主表面上に感圧接着剤を含む請求項1に記載の物品。
【請求項12】
前記第2のカバーウェブが、前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む不織繊維カバーウェブを含み、前記第2のカバーウェブがさらに、前記第2のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンを含む請求項1に記載の物品。
【請求項13】
前記第1のカバーウェブの弱化領域が、前記第2のカバーウェブの弱化領域と位置合わせされていない請求項12に記載の物品。
【請求項14】
前記弱化領域が、エンボス領域を含む請求項12に記載の物品。
【請求項15】
前記弱化領域が、前記第2のカバーウェブを通って形成された穿孔を含む請求項12に記載の物品。
【請求項16】
前記第2のカバーウェブの前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第2のカバーウェブを横切る前記クロス−ウェブ方向に延在し、前記列が前記第2のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項12に記載の物品。
【請求項17】
前記第1のカバーウェブおよび前記第2のカバーウェブが、実質的に同一である請求項12に記載の物品。
【請求項18】
幅と、物品の幅を超える長さとを有する弾性複合物品であって、
前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む第1の不織繊維カバーウェブと、
前記第1のカバーウェブに形成された複数の別個の明確な弱化領域の形であり、前記第1のカバーウェブの前記ダウン−ウェブ方向に沿って分配された弱化領域の複数の列を含む引裂パターンであって、前記弱化領域の各列が、前記第1のカバーウェブを横切るクロス−ウェブ方向に延在する引裂パターンと、
第2の不織繊維カバーウェブと、
前記物品の長さに沿った方向に延在し、前記第1のカバーウェブと前記第2のカバーウェブの間に配置された複数の弾性フィラメントであって、前記複数の弾性フィラメントの各弾性フィラメントが、前記物品の全長にわたって連続的に延在する複数の弾性フィラメントと、
前記第1のカバーウェブおよび前記第2のカバーウェブに含浸するバインダと、
を含み、織ウェブまたは編ウェブを全く含まない弾性複合物品。
【請求項19】
幅と、物品の幅を超える長さとを有する弾性複合物品の製造方法であって、
前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含み、複数の別個の明確な弱化領域の形である引裂パターンを前記第1のカバーウェブに含む第1の不織繊維カバーウェブを提供することと、
第2のカバーウェブを提供することと、
前記複数の弱化領域を前記第1のカバーウェブに提供した後に、前記第1のカバーウェブと前記第2のカバーウェブの間に複数の弾性フィラメントを配置すること、そこでは前記複数の弾性フィラメントの各弾性フィラメントが前記物品の長さに沿った方向に連続的に延在する、及び
前記第1のカバーウェブに引裂パターンを形成し、前記第1のカバーウェブと前記第2のカバーウェブの間に前記複数の弾性フィラメントを配置した後に、前記第1のカバーウェブを前記第2のカバーウェブに貼付することと、
を含む方法。
【請求項20】
前記弾性複合物品が、編ウェブまたは織ウェブを全く含まない請求項19に記載の方法。
【請求項21】
前記第2のカバーウェブが不織繊維ウェブを含み、前記第1のカバーウェブの前記第2のカバーウェブへの貼付が、前記第1のカバーウェブおよび前記第2のカバーウェブにバインダを含浸させることを含む請求項19に記載の方法。
【請求項22】
前記バインダが粘着性バインダ材料を含み、前記弾性複合物品が粘着性弾性複合物品を含む請求項21に記載の方法。
【請求項23】
前記第2のカバーウェブが、弱化領域を全く含まない請求項19に記載の方法。
【請求項24】
前記第1のカバーウェブの前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第1のカバーウェブを横切るクロス−ウェブ方向に延在し、前記列が前記第1のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項19に記載の方法。
【請求項25】
前記第2のカバーウェブが、前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含み、前記第2のカバーウェブがさらに、前記第2のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンを含む請求項19に記載の方法。
【請求項26】
前記第1のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブに引裂パターンを形成することと、
前記引裂パターンを形成した後に前記繊維ウェブにバインダ溶液を適用して、前記第1のカバーウェブを形成することと、
を含む請求項19に記載の方法。
【請求項27】
前記第1のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブにバインダ溶液を適用することと、
前記バインダ溶液を適用した後に前記引裂パターンを形成して、前記引裂パターンをその中に有する前記第1のカバーウェブを形成することと、
を含む請求項19に記載の方法。
【請求項28】
前記弱化領域が、エンボス領域を含む請求項19に記載の方法。
【請求項29】
前記弱化領域が、前記第1のカバーウェブを通って形成された穿孔を含む請求項19に記載の方法。
【請求項30】
前記第2のカバーウェブが、前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む不織繊維カバーウェブを含み、前記第2のカバーウェブがさらに、前記第2のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンを含む請求項19に記載の方法。
【請求項31】
前記第2のカバーウェブの前記引裂パターンが、前記第1のカバーウェブを前記第2のカバーウェブに貼付する前に形成される請求項30に記載の方法。
【請求項32】
前記第2のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブに引裂パターンを形成することと、
前記引裂パターンを形成した後に前記繊維ウェブにバインダ溶液を適用して、前記第2のカバーウェブを形成することと、
を含む請求項30に記載の方法。
【請求項33】
前記第2のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブにバインダ溶液を適用することと、
前記バインダ溶液を適用した後に前記引裂パターンを形成して、前記引裂パターンをその中に有する前記第2のカバーウェブを形成することと、
を含む請求項30に記載の方法。
【請求項34】
前記第2のカバーウェブの前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第2のカバーウェブを横切るクロス−ウェブ方向に延在し、前記列が前記第2のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項30に記載の方法。
【請求項35】
前記第1のカバーウェブおよび前記第2のカバーウェブが、実質的に同一である請求項30に記載の方法。
【請求項36】
前記第1のカバーウェブの弱化領域が、前記第2のカバーウェブの弱化領域と位置合わせされていない請求項30に記載の方法。
【請求項37】
前記複数の弱化領域の中で、前記第2のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1:1またはそれよりも高い請求項30に記載の方法。
【請求項38】
前記複数の弱化領域の中で、前記第2のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1.5:1またはそれよりも高い請求項30に記載の方法。
【請求項39】
前記第2のカバーウェブの前記弱化領域が、エンボス領域を含む請求項30に記載の方法。
【請求項40】
前記第2のカバーウェブの前記弱化領域が、前記第2のカバーウェブを通って形成された穿孔を含む請求項30に記載の方法。
【請求項41】
さらに、前記弾性複合物品の少なくとも1つの主面上に、感圧接着剤層を提供することを含む請求項19に記載の方法。
【請求項1】
幅と、物品の幅を超える長さとを有する弾性複合物品であって、
前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む第1の不織繊維カバーウェブと、
前記第1のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンと、
前記第1のカバーウェブに貼付された第2のカバーウェブと、
前記第1のカバーウェブと前記第2のカバーウェブの間に配置され、前記物品の長さに沿って位置合わせされた複数の弾性フィラメントと、
を含み、前記複数の弾性フィラメントの各弾性フィラメントが、前記物品の全長にわたって連続的に延在する弾性複合物品。
【請求項2】
前記物品が、織ウェブまたは編ウェブを全く含まない請求項1に記載の物品。
【請求項3】
前記第2のカバーウェブが不織繊維ウェブを含み、前記弾性複合物品が、前記第1のカバーウェブおよび前記第2のカバーウェブに含浸するバインダを含む請求項1に記載の物品。
【請求項4】
前記バインダが粘着性バインダ材料を含み、前記弾性複合物品が粘着性弾性複合物品を含む請求項3に記載の物品。
【請求項5】
前記第2のカバーウェブが、複数の別個の明確な弱化領域を含む引裂パターンを全く含まない請求項1に記載の物品。
【請求項6】
前記弱化領域が、エンボス領域を含む請求項1に記載の物品。
【請求項7】
前記弱化領域が、前記第1のカバーウェブを通って形成された穿孔を含む請求項1に記載の物品。
【請求項8】
前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第1のカバーウェブを横切る前記クロス−ウェブ方向に延在し、前記列が前記第1のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項1に記載の物品。
【請求項9】
前記複数の弱化領域の中で、前記第1のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1:1またはそれよりも高い請求項1に記載の物品。
【請求項10】
前記複数の弱化領域の中で、前記第1のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1.5:1またはそれよりも高い請求項1に記載の物品。
【請求項11】
さらに、前記弾性複合物品の少なくとも1つの主表面上に感圧接着剤を含む請求項1に記載の物品。
【請求項12】
前記第2のカバーウェブが、前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む不織繊維カバーウェブを含み、前記第2のカバーウェブがさらに、前記第2のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンを含む請求項1に記載の物品。
【請求項13】
前記第1のカバーウェブの弱化領域が、前記第2のカバーウェブの弱化領域と位置合わせされていない請求項12に記載の物品。
【請求項14】
前記弱化領域が、エンボス領域を含む請求項12に記載の物品。
【請求項15】
前記弱化領域が、前記第2のカバーウェブを通って形成された穿孔を含む請求項12に記載の物品。
【請求項16】
前記第2のカバーウェブの前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第2のカバーウェブを横切る前記クロス−ウェブ方向に延在し、前記列が前記第2のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項12に記載の物品。
【請求項17】
前記第1のカバーウェブおよび前記第2のカバーウェブが、実質的に同一である請求項12に記載の物品。
【請求項18】
幅と、物品の幅を超える長さとを有する弾性複合物品であって、
前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む第1の不織繊維カバーウェブと、
前記第1のカバーウェブに形成された複数の別個の明確な弱化領域の形であり、前記第1のカバーウェブの前記ダウン−ウェブ方向に沿って分配された弱化領域の複数の列を含む引裂パターンであって、前記弱化領域の各列が、前記第1のカバーウェブを横切るクロス−ウェブ方向に延在する引裂パターンと、
第2の不織繊維カバーウェブと、
前記物品の長さに沿った方向に延在し、前記第1のカバーウェブと前記第2のカバーウェブの間に配置された複数の弾性フィラメントであって、前記複数の弾性フィラメントの各弾性フィラメントが、前記物品の全長にわたって連続的に延在する複数の弾性フィラメントと、
前記第1のカバーウェブおよび前記第2のカバーウェブに含浸するバインダと、
を含み、織ウェブまたは編ウェブを全く含まない弾性複合物品。
【請求項19】
幅と、物品の幅を超える長さとを有する弾性複合物品の製造方法であって、
前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含み、複数の別個の明確な弱化領域の形である引裂パターンを前記第1のカバーウェブに含む第1の不織繊維カバーウェブを提供することと、
第2のカバーウェブを提供することと、
前記複数の弱化領域を前記第1のカバーウェブに提供した後に、前記第1のカバーウェブと前記第2のカバーウェブの間に複数の弾性フィラメントを配置すること、そこでは前記複数の弾性フィラメントの各弾性フィラメントが前記物品の長さに沿った方向に連続的に延在する、及び
前記第1のカバーウェブに引裂パターンを形成し、前記第1のカバーウェブと前記第2のカバーウェブの間に前記複数の弾性フィラメントを配置した後に、前記第1のカバーウェブを前記第2のカバーウェブに貼付することと、
を含む方法。
【請求項20】
前記弾性複合物品が、編ウェブまたは織ウェブを全く含まない請求項19に記載の方法。
【請求項21】
前記第2のカバーウェブが不織繊維ウェブを含み、前記第1のカバーウェブの前記第2のカバーウェブへの貼付が、前記第1のカバーウェブおよび前記第2のカバーウェブにバインダを含浸させることを含む請求項19に記載の方法。
【請求項22】
前記バインダが粘着性バインダ材料を含み、前記弾性複合物品が粘着性弾性複合物品を含む請求項21に記載の方法。
【請求項23】
前記第2のカバーウェブが、弱化領域を全く含まない請求項19に記載の方法。
【請求項24】
前記第1のカバーウェブの前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第1のカバーウェブを横切るクロス−ウェブ方向に延在し、前記列が前記第1のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項19に記載の方法。
【請求項25】
前記第2のカバーウェブが、前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含み、前記第2のカバーウェブがさらに、前記第2のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンを含む請求項19に記載の方法。
【請求項26】
前記第1のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブに引裂パターンを形成することと、
前記引裂パターンを形成した後に前記繊維ウェブにバインダ溶液を適用して、前記第1のカバーウェブを形成することと、
を含む請求項19に記載の方法。
【請求項27】
前記第1のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブにバインダ溶液を適用することと、
前記バインダ溶液を適用した後に前記引裂パターンを形成して、前記引裂パターンをその中に有する前記第1のカバーウェブを形成することと、
を含む請求項19に記載の方法。
【請求項28】
前記弱化領域が、エンボス領域を含む請求項19に記載の方法。
【請求項29】
前記弱化領域が、前記第1のカバーウェブを通って形成された穿孔を含む請求項19に記載の方法。
【請求項30】
前記第2のカバーウェブが、前記物品の長さと位置合わせされたダウン−ウェブ方向と、前記ダウン−ウェブ方向を横切るクロス−ウェブ方向とを含む不織繊維カバーウェブを含み、前記第2のカバーウェブがさらに、前記第2のカバーウェブに形成された複数の別個の明確な弱化領域の形である引裂パターンを含む請求項19に記載の方法。
【請求項31】
前記第2のカバーウェブの前記引裂パターンが、前記第1のカバーウェブを前記第2のカバーウェブに貼付する前に形成される請求項30に記載の方法。
【請求項32】
前記第2のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブに引裂パターンを形成することと、
前記引裂パターンを形成した後に前記繊維ウェブにバインダ溶液を適用して、前記第2のカバーウェブを形成することと、
を含む請求項30に記載の方法。
【請求項33】
前記第2のカバーウェブの提供が、
繊維ウェブを形成することと、
前記繊維ウェブにバインダ溶液を適用することと、
前記バインダ溶液を適用した後に前記引裂パターンを形成して、前記引裂パターンをその中に有する前記第2のカバーウェブを形成することと、
を含む請求項30に記載の方法。
【請求項34】
前記第2のカバーウェブの前記引裂パターンが前記弱化領域の複数の列を含み、前記複数の列の各列が前記第2のカバーウェブを横切るクロス−ウェブ方向に延在し、前記列が前記第2のカバーウェブの前記ダウン−ウェブ方向に沿って分配される請求項30に記載の方法。
【請求項35】
前記第1のカバーウェブおよび前記第2のカバーウェブが、実質的に同一である請求項30に記載の方法。
【請求項36】
前記第1のカバーウェブの弱化領域が、前記第2のカバーウェブの弱化領域と位置合わせされていない請求項30に記載の方法。
【請求項37】
前記複数の弱化領域の中で、前記第2のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1:1またはそれよりも高い請求項30に記載の方法。
【請求項38】
前記複数の弱化領域の中で、前記第2のカバーウェブの前記クロス−ウェブ方向にわたって互いに隣接して配置される弱化領域がランドによって隔てられ、さらに、前記隣接する弱化領域間のランドのクロス−ウェブ幅に対する、前記隣接する弱化領域の1つのクロス−ウェブ幅の比率が、1.5:1またはそれよりも高い請求項30に記載の方法。
【請求項39】
前記第2のカバーウェブの前記弱化領域が、エンボス領域を含む請求項30に記載の方法。
【請求項40】
前記第2のカバーウェブの前記弱化領域が、前記第2のカバーウェブを通って形成された穿孔を含む請求項30に記載の方法。
【請求項41】
さらに、前記弾性複合物品の少なくとも1つの主面上に、感圧接着剤層を提供することを含む請求項19に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2007−500615(P2007−500615A)
【公表日】平成19年1月18日(2007.1.18)
【国際特許分類】
【出願番号】特願2006−521857(P2006−521857)
【出願日】平成16年7月6日(2004.7.6)
【国際出願番号】PCT/US2004/021596
【国際公開番号】WO2005/011973
【国際公開日】平成17年2月10日(2005.2.10)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
【公表日】平成19年1月18日(2007.1.18)
【国際特許分類】
【出願日】平成16年7月6日(2004.7.6)
【国際出願番号】PCT/US2004/021596
【国際公開番号】WO2005/011973
【国際公開日】平成17年2月10日(2005.2.10)
【出願人】(599056437)スリーエム イノベイティブ プロパティズ カンパニー (1,802)
【Fターム(参考)】
[ Back to top ]