
張り剛性に優れた複合パネル
【課題】張り剛性に優れた複合パネルを提供する。
【解決手段】2枚の鋼板を貼着した複合パネルであって、鋼板の1/2板厚部での{211}<011>方位のX線ランダム強度比が5以上であり、該鋼板の最大ヤング率が225GPa超245GPa以下であり、2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角が30°〜60°であることを特徴とする。更に、貼着する2枚の鋼板のうちの一方の鋼板の板厚A(mm)と他方の鋼板の板厚B(mm)とが、0≦|A−B|/(A+B)≦0.6、0.5(mm)≦A+B≦2.0(mm)を満足することが好ましい。
【解決手段】2枚の鋼板を貼着した複合パネルであって、鋼板の1/2板厚部での{211}<011>方位のX線ランダム強度比が5以上であり、該鋼板の最大ヤング率が225GPa超245GPa以下であり、2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角が30°〜60°であることを特徴とする。更に、貼着する2枚の鋼板のうちの一方の鋼板の板厚A(mm)と他方の鋼板の板厚B(mm)とが、0≦|A−B|/(A+B)≦0.6、0.5(mm)≦A+B≦2.0(mm)を満足することが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2枚の鋼板を貼着した複合パネルに関し、例えば自動車用のルーフやドアパネルのように広い面積を有し、かつ緩やかな曲面で構成されるパネル部材に好適な、張り剛性に優れた複合パネルに関する。
【背景技術】
【0002】
近年、環境負荷低減を目的として、自動車の車両の軽量化を実現し得る車体構造の開発が急務の課題になっている。軽量化の有効な一手段として、材料強度を高めて薄肉化を図る方法があり、ハイテンと呼ばれる高張力鋼板の適用が進められている。一方、ハイテン化による鋼板の薄肉化は、部材の剛性は強度には依存せず、板厚とヤング率に依存することから限界がある。
【0003】
特にパネル部材の場合には張り剛性の低下がネックとなり、更なる薄肉化は困難である。これまで、パネル部材の剛性を高めるために、成形方法の改良(例えば、特許文献1)や、鋼板と鋼板の間、または構造体の間に樹脂を接着する方法(例えば、特許文献2〜4)が提案されている。
【0004】
しかし、これらは、鋼板自体の剛性を高めるものではない。鋼板の剛性は、ヤング率と相関があり、鋼板の結晶方位の制御により、特定の方向のヤング率を向上させる技術が、本発明者らによる提案を始め、数多く提案されている(例えば、特許文献5〜7)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−357261号公報
【特許文献2】特開昭58−177745号公報
【特許文献3】特開平2−182448号公報
【特許文献4】特開平6−171001号公報
【特許文献5】特開平9−53118号公報
【特許文献6】特開平4−147917号公報
【特許文献7】特開2005−273001号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来技術では、面内のあらゆる方向のヤング率を同様に向上させることは困難であった。そのため、単一の鋼板を用いて三次元的な形状を有するパネルの張り剛性を向上させることは極めて困難である。本発明は、このような実情に鑑みてなされたものであり、2枚の鋼板を貼着した、張り剛性に優れた複合パネルを提供するものである。
【課題を解決するための手段】
【0007】
本発明者らは鋭意研究の結果、弾性主軸の向きが特定の角度を有するように2枚の鋼板をずらして貼り合わせることで、単一の鋼板では困難な張り剛性の向上が達成されることを見出した。即ち、幅方向のヤング率が高い2枚の鋼板を、幅方向同士の角度が30〜60°になるように貼り合わせることによって、1枚の鋼板と比較し、2枚の鋼板の板厚及び重量の合計が同等の場合では張り剛性を向上させ、張り剛性が同等の場合は板厚、重量を減少させることができる。
本発明は、このような知見に基づいてなされたものであり、その要旨は以下のとおりである。
【0008】
(1) 2枚の鋼板を貼着した複合パネルであって、鋼板の成分が、質量%で、
C:0.0005%以上、0.15%以下、
Mn:0.10%以上、2.5%以下、
を含有し、
P:0.2%以下、
S:0.02%以下、
N:0.01%以下、
Si:2.0%以下、
Al:0.15%以下、
に制限し、更に、
Ti:0.005%以上、0.15%以下、
Nb:0.001%以上、0.1%以下、
V:0.005%以上、0.1%以下、
B:0.0001%以上、0.01%以下
の1種又は2種以上を含有し、残部が不可避的不純物からなり、該鋼板の1/2板厚部での{211}<011>方位のX線ランダム強度比が5以上であり、該鋼板の最大ヤング率が225GPa超245GPa以下であり、2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角が30°〜60°であることを特徴とする張り剛性に優れた複合パネル。
(2) 鋼板の成分が、更に質量%で
Cr:0.01〜3.00%、
Cu:0.01〜0.35%、
Ni:0.01〜1.00%
Mo:0.01〜1.00%
の1種又は2種以上を含有することを特徴とする上記(1)に記載の張り剛性に優れた複合パネル。
(3) 貼着する2枚の鋼板のうちの一方の鋼板の板厚A(mm)と他方の鋼板の板厚B(mm)とが、
0≦|A−B|/(A+B)≦0.6、
0.5(mm)≦A+B≦2.0(mm)を満足することを特徴とする上記(1)又は(2)に記載の張り剛性に優れた複合パネル。
(4) 2枚の鋼板が冷延鋼板であることを特徴とする上記(1)〜(3)の何れか1項に記載の張り剛性に優れた複合パネル。
(5) 2枚の鋼板が溶融亜鉛めっき冷延鋼板であることを特徴とする上記(1)〜(4)の何れか1項に記載の張り剛性に優れた複合パネル。
【発明の効果】
【0009】
本発明によれば高い張り剛性を得ることが可能となり、自動車などのパネル部材の薄肉化が可能となり、自動車の軽量化および燃費向上に寄与することができる。
【図面の簡単な説明】
【0010】
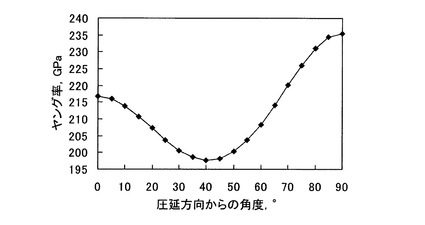
【図1】冷延鋼板のヤング率の面内異方性説明するためのグラフである。
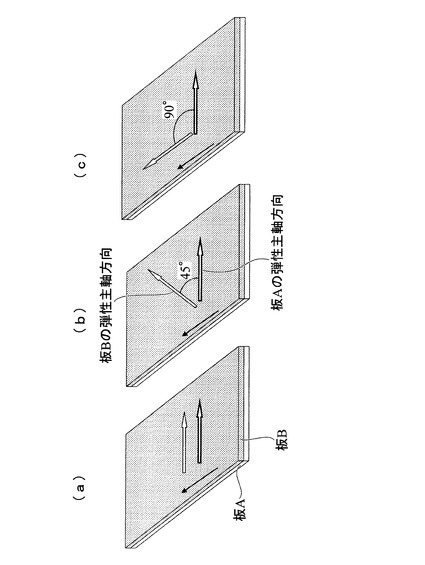
【図2】2枚の冷延鋼板の貼り合わせ方向の模式図である。
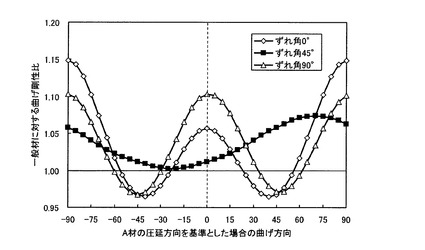
【図3】圧延方向からの角度と、曲げ剛性比との関係を示したグラフである。
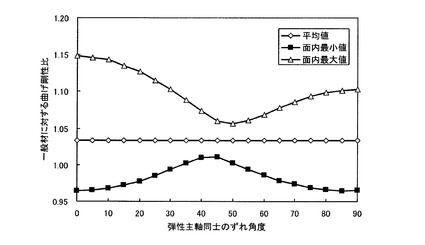
【図4】2枚の鋼板の弾性主軸間角度と、複合パネルの面内での曲げ剛性比の平均値、最小値、最大値との関係を示したグラフである。
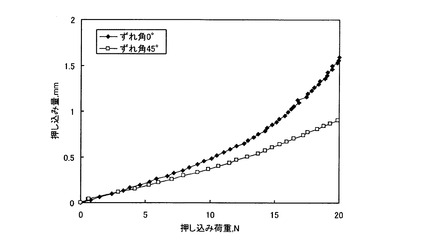
【図5】弾性主軸間角度(ずれ角)が0°と45°の複合パネルの押し込み量と、押し込み荷重との関係を示したグラフである。
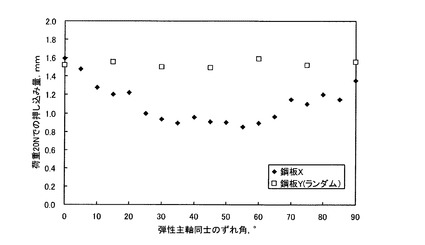
【図6】弾性主軸間角度(ずれ角)と、複合パネルの荷重20Nでの押し込み量との関係を示したグラフである。
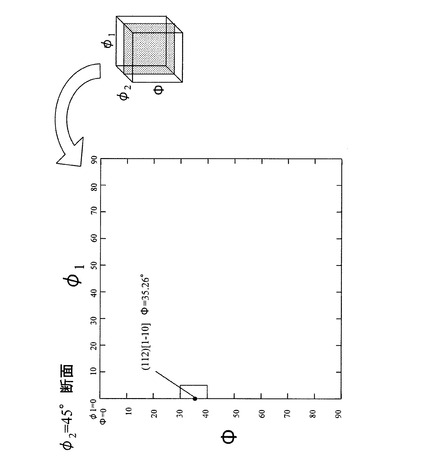
【図7】結晶方位分布関数(ODF)の表示である。
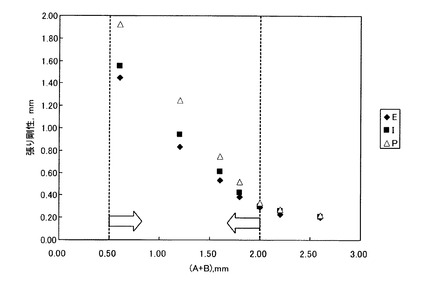
【図8】表4に示した板厚の合計と張り剛性との関係を示したグラフである。
【発明を実施するための形態】
【0011】
パネルの張り剛性は、次式(式1)に示したように、板厚及びヤング率と相関関係があることが知られている。
S∝E.tm ・・・(式1)
ここで、Sは張り剛性、Eはヤング率、tは板厚、mはパネル形状による定数で1〜3の値を持つ。
このときEは面内、板厚方向で均一とし、鋼の場合は205GPa程度の値を固定値として与えるのが一般的である。
【0012】
鋼板における通常のヤング率は、非特許文献(日本建築学会、鋼構造設計規準−許容応力度設計法−、2005)にも示されるように、一般的には205GPaと定められている。本発明では、この205GPaという値を鋼板のヤング率の「基準値」として扱っている。この基準値は、異方性のある鉄の結晶粒の方位が偏ることなく配列したときの安定的な状態に基づき定められたものであるが、実際にはこの値に対して±5%程度の偏りが存在することになる。そのため、通常の鋼板のヤング率は195GPa以上215GPa以下の範囲の値にあると一般に考えられている。すなわち、通常の鋼材のヤング率は、基準値の205GPaを超えることはあっても、215GPaを超えることはないといえる。
【0013】
しかしながら、鋼板のヤング率は結晶方位によって変化するため、図1に示すように、面内に弾性異方性を有する板材を製造することが可能である。
図1は、冷延鋼板のヤング率の面内異方性を説明するためのグラフであり、Nb,Ti添加低炭素冷延鋼板における圧延方向を基点(0°)とした回転角度(配向角という)とヤング率との関係を示す。図1から、鋼板面内でヤング率が最大になる軸(ヤング率が最大になる方向)(以下、弾性主軸という)は圧延方向と垂直(90°)な方向(幅方向)に存在することを確認できる。また、圧延方向から45°回転した方向にはヤング率が205GPaより低く、集合組織がランダムな一般材に比べてヤング率が低下する方向があることも確認できる。
【0014】
このような弾性主軸を有する2枚の鋼板(板A、板B)を、弾性主軸のなす角(弾性主軸間角度という)が45°になるように貼着した複合パネルの曲げ剛性を検討する。弾性主軸の方向を平行(0°)(図2(a))から、45°ずらした場合(図2(b))、更に90°ずらした場合(図2(c))を、図2に模式的に示す。
【0015】
次に、2枚の鋼板の弾性主軸間角度(ずれ角)が(0°)(45°)(90°)である複合パネルにおける曲げ剛性の面内異方性を調べるために、基準とする板Aの圧延方向を基点(0°)とし、5°間隔で、各方向の曲げ剛性EIを下記の関係式(式2)より求めた。複合パネルの曲げ剛性とヤング率205GPaの一般材の曲げ剛性との比(曲げ剛性比という)の、圧延方向からの角度(曲げ方向)に対する変化を、図3に示す。
【0016】
【数1】

【0017】
式2において、E1:基準となる板のヤング率(GPa)、E2:貼着する板のヤング率(GPa)、t1:基準となる板の板厚(mm)、t2:貼着する板の板厚(mm)、yn:中立軸の高さ(mm)である。
中立軸の高さynは次式(式3)に示した断面の軸方向の応力の釣り合いより求める。なお、この式の左辺は圧縮側の応力、右辺は引張り側の応力を示す。
【0018】
【数2】
【0019】
式3において、σ1:基準となる板の最表層位置でかかる応力(N/mm2)、σ2:貼着する板の最表層位置でかかる応力(N/mm2)である。
【0020】
図3に示したように、2枚の鋼板を、弾性主軸間角度を45°とした場合(図2(b)参照)、曲げ剛性EIの最大値は、弾性主軸間角度を0°(図2(a)参照)、90°(図2(c)参照)とした場合に比べて小さいが、平均的にいずれの方向においても高い曲げ剛性が得られる。
【0021】
更に、2枚の鋼板の弾性主軸間角度(ずれ角度)が曲げ剛性に及ぼす影響を調べるために、複合パネルを構成する2枚の鋼板の弾性主軸間角度を5°間隔で変化させた場合における曲げ剛性比の平均値、最小値、最大値を上記(式2)(式3)を用いて算出した。
図4に、2枚の鋼板の弾性主軸間角度を5°刻みで変化させた場合の、複合パネルの面内での曲げ剛性比の平均値、最小値、最大値を示す。図4に示したように、曲げ剛性比の平均値はほぼ一定であるが、弾性主軸間角度が45°近傍の30〜60°の範囲では最大値と最小値との差が小さいことがわかる。これは、弾性主軸間角度を30〜60°の範囲として2枚の鋼板を貼着させると、曲げ剛性の面内ばらつきが小さく、いずれの方向にも高い曲げ剛性が得られることを意味する。
【0022】
複合パネルの弾性主軸間角度(2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角)は、30〜60°の範囲とされる。より一層、曲げ剛性の面内ばらつきが小さく、いずれの方向にも高い曲げ剛性が得られる複合パネルとするためには、図4に示すように、弾性主軸間角度の下限は38°以上であることが好ましく、上限は50°以下であることが好ましく、45°が最も好ましい。
【0023】
次に、自動車用の実際のルーフパネルを模擬した、複合パネルの張り剛性を評価した結果について説明する。図1と同様の、幅方向を弾性主軸とする鋼板X(板厚0.5mm)を2枚用意し、弾性主軸間角度45°で樹脂を貼着した後、プレス成形し、最大曲率R8000mm、700mm角、成形高さ30mmのルーフパネルを模した複合パネルを得た。
成形後の複合パネルの中心部を直径100mm,曲率半径R300mmの圧子で10mm/minの速度で、種々の荷重で押し込む試験を行った。
また、比較として鋼板Xを用いて弾性主軸間角度を0°とした複合パネルを、上記と同様の方法で製造し、上記と同様に試験を行った。その結果を図5に示す。
【0024】
図5には鋼板Xについて、弾性主軸間角度が0°と45°の複合パネルの押し込み量と荷重との関係を示す。同一荷重での押し込み量は、弾性主軸間角度が0°の複合パネルに比べて45°の複合パネル方が小さく、張り剛性が向上していることがわかる。
【0025】
同様に、鋼板X(板厚0.5mm)を2枚用意し、これらの弾性主軸間角度を5°間隔で変化させ、樹脂を貼着した後、プレス成形し、最大曲率R8000mm、700mm角、成形高さ30mmのルーフパネルを模した複合パネルを得た。
成形後の複合パネルの中心部を直径100mm,曲率半径R300mmの圧子で10mm/minの速度、荷重20Nで押し込む試験を行った。その結果を図6に示す。
また、比較として集合組織がほぼランダムな鋼板Y(板厚0.5mm)を2枚用意し、上記と同様の方法で複合パネルを製造し、上記と同様に試験を行った。その結果を図6に示す。
【0026】
図6には、弾性主軸間角度(ずれ角)と各複合パネルの荷重20Nでの押し込み量の関係を示す。鋼板Xを用い弾性主軸間角度を30〜60°の範囲とする複合パネルは、鋼板Xを用い弾性主軸間角度を0〜30°未満および60超〜90°の範囲とする複合パネルと比較して、荷重20Nでの押し込み量が少なく、張り剛性に優れていることがわかる。
また、弾性主軸間角度を30〜60°の範囲とする複合パネルは、荷重20Nでの押し込み量が少なく、弾性主軸間角度0°での荷重20Nでの押し込み量が同程度の鋼板Yを用いたパネルと比較して、著しく張り剛性が向上していることがわかる。
【0027】
複合パネルの弾性主軸間角度を30〜60°の範囲とすることによる効果は、複合パネルを構成する各鋼板の最大ヤング率が225GPa超にならないと得ることが困難であるため、225GPa超を最大ヤング率の下限とする。一方、最大ヤング率を245GPa超にすると面内のいずれかの方向にヤング率が極めて低い方向が生じてしまうため、本発明のように2枚の鋼板を、弾性主軸間角度を30〜60°の範囲として貼り合わせても、すべての方向の曲げ剛性を高めることは困難である。したがって、最大ヤング率の上限は245GPa以下とする。
【0028】
ヤング率は結晶方位との相関が非常に強く、ヤング率を高めたい方向に鉄の<111>方向を揃えると理想的には280GPaを超える高いヤング率が得られる。一方<100>方向は130GPaと極めて低いヤング率を有している。その他、<110>方向は約220GPa,<113>方向は約205GPaである。通常の多結晶鉄で、特定の方位への配向を有さない場合、すなわち集合組織を持たない鋼板ではあらゆる方位のヤング率の平均値として約205GPaのヤング率を示す。
【0029】
したがって、ヤング率を高めるためには各結晶粒の方位を特定の方位にそろえる必要がある。また、このとき、揃える結晶粒方位によっては面内に極めて大きなヤング率の異方性を発現してしまう方位もある。板面方位が{211}、圧延方向方位が<110>の結晶粒が増えると、圧延方向垂直方位が<111>となり、この方向が弾性主軸でかつ225GPa超〜245GPa以下程度のヤング率が得られる。また、この方位は比較的ヤング率の面内異方性が小さい方位であり、ヤング率が最小となる45°方向のヤング率も190GPaを下回ることはない。
【0030】
これら鋼板のヤング率の測定はJIS Z 2280に準拠した常温での横共振法、あるいは静的引張試験法に基づき実施できる。
横共振法では、試料を固定せずに振動を加え、発振機の振動数を徐々に変化させて一次共振振動数を測定して下式よりヤング率を算出する。
ED=0.946×(l/h)3×m/w×f2
ここで、ED:動的ヤング率(N/m2)、l:試験片の長さ(m)、h:試験片の厚さ(m)、m:質量(kg)、w:試験片の幅(m)、f:横共振法の一次共振振動数 (s−1)、である。
【0031】
また、静的引張試験法(静的引張ヤング率試験法)では、JIS Z 2201に準拠した引張試験片を用いて、素材降伏強度の1/2に相当する引張応力レベルまで5回繰り返し引張力を加え測定した応力−ひずみ線図の傾きに基づき算出する。測定のバラツキを排除するため、5回の計測結果のうちの最大値および最小値を除いた3つの計測値の平均値として算出した値を鋼板のヤング率とするのが一般的である。
【0032】
各鋼板の板厚は薄肉側の鋼板(一方の鋼板)板厚A(mm)と厚肉側の鋼板(他方の鋼板)板厚B(mm)が0≦|A−B|/(A+B)≦0.6および0.5(mm)≦A+B≦2.0(mm)を満足することとする。
最初の式である0≦|A−B|/(A+B)≦0.6は2枚の鋼板の板厚比に関するものであるが、この関係が0.6を超えると、2枚の鋼板の板厚差が大きくなるため、板厚の厚い鋼板側の特性が支配的になり、複層板としての効果が得られない。この観点からは、0.5以下を上限とすることがより望ましい。一方、下限は2枚の板厚が同一の場合を意味し、定義上、負の値にはならないため、0以上を下限とする。
【0033】
次式である0.5(mm)≦A+B≦2.0(mm)は2枚の鋼板の合計板厚(A+B)の範囲であるが、この値を0.5mm未満にするためには0.1〜0.4mm未満の鋼板を定常的に製造する必要がある。しかし、通常の冷間圧延−焼鈍工程でこのような極薄鋼板を広幅で製造することは困難でコストもかかることからこの板厚を下限とする。上限値は、パネルとして使用される鋼板パネルの板厚の上限から2mm以下とした。パネルの板厚が厚くなると、重量が増加するだけでなく、(式1)で示したようにパネルの剛性が高くなり、パネルの形状によってはヤング率向上の寄与が少なくなる。この観点からはパネルとしての板厚の上限は1.6mm以下とすることが望ましい。更に望ましくは1.2mm以下である。
【0034】
次に、上記のような効果を実現するための、面内弾性異方性を有する板材について以下に述べる。
まず、本発明において鋼組成を限定する理由について述べる。
【0035】
Cは、強度を増加させる元素であり、0.0005%以上の添加が必要である。強度を確保するためには、0.005%以上のCを添加することが好ましい。また、ヤング率の観点からは、C量の下限を0.01%以上とすることが、より好ましい。これは、C量が0.01%未満に低下するとAr3変態温度が上昇し、低温での熱延が困難となり、ヤング率が低下することがあるためである。更に、溶接部の疲労特性の劣化を抑制するためには、0.020%以上とすることが好ましい。一方、C量が0.15%を超えると成形性が劣化し、溶接性も低下することがあるため、上限を0.15%以下とする。より好ましいC量の上限は、0.10%以下である。
【0036】
Siは脱酸元素であり、下限は特に規定しないが、0.001%未満とするには製造コストが高くなる。また、Siは、固溶強化により強度を増加させる元素であり、マルテンサイトやベイナイトさらには残留オーステナイト等を含む組織を得るためにも有効である。そのため、狙いとする強度レベルに応じて積極的に添加しても良いが、添加量が2.0%超となるとプレス成形性が劣化し、化成処理性の低下を招いたりするので、2.0%以下を上限とする。また、Si量が多いと化成処理性が低下するので、1.2%以下とすることが好ましい。更に、溶融亜鉛めっきを施す場合には、めっき密着性の低下、合金化反応の遅延による生産性の低下などの問題が生ずることがあるため、Si量の上限を1.0%以下とすることが好ましい。ヤング率の観点からはSi添加量の上限は0.6%とすることがより好ましい。この観点からは0.3%以下とすることがより好ましい。
【0037】
Mnは、熱間圧延時に、γ相からフェライト相に変態する温度であるAr3変態点を低下させる。Mnの添加によって、γ相が低温まで安定になり、仕上圧延の温度を低下させることができる。仕上圧延の温度を低下させると、鋼板の幅方向のヤング率を高める結晶方位が集積することから、Mnはヤング率向上のためには重要な元素である。この効果を得るには、Mnを0.10%以上添加することが必要であり、1.0%以上添加することがより望ましい。また、Mnは有効な固溶強化元素でありこの観点からも所望する強度レベルに応じて積極的に添加することが望ましい。一方、Mnの添加量が2.5%を超えても、著しいヤング率向上効果が得られなくなるため、上限を2.5%以下とする。また、Mnを過剰に添加すると、強度が高くなりすぎて延性が低下したり、めっきの密着性が低下したりすることがあるため、上限を2.0%以下とすることが好ましい。
【0038】
Pは不純物であるが、強度を増加する必要がある場合には積極的に添加しても良い。また、Pは熱延組織を微細にし、加工性を向上する効果も有する。ただし、添加量が0.2%を超えると、スポット溶接後の疲労強度が劣化するため、上限値を0.2%以下とする。また、Pを過剰に含有すると、降伏強度が高くなり過ぎて、プレス時に面形状不良を引き起こすことがあり、P量の上限を0.05%以下にすることが好ましい。さらに、P量が多すぎると、連続溶融亜鉛めっき時の合金化反応が遅くなり、生産性が低下し、また、ニ次加工性も劣化することがあるため、上限値を0.02%以下とすることが好ましい。
【0039】
Sは、不純物であり、0.02%超を含有すると熱間割れの原因となるため、上限を0.02%以下に制限する。また、Sを過剰に含有すると、加工性を損なうことがあるため、上限を0.01%以下とすることが好ましい。
Alは脱酸調製剤であり、脱酸性の観点から下限を0.01%以上とすることが好ましい。一方、Alは変態点を著しく高めるので、0.15%超を添加すると、低温でのγ域圧延が困難となるので、上限を0.15%以下とする。
【0040】
Nは、Tiと窒化物を形成し、γ相の再結晶を抑制するため、積極的に添加しても良いが、Bの再結晶抑制効果を低減させることから0.01%以下に抑える。この観点から好ましくは0.0050%以下とする。Nは不純物であり、下限は特に設定しないが0.0005%未満とするにはコストが高くなり、それほどの効果が得られないため、0.0005%以上とすることが好ましい。
【0041】
Ti,Nb,V,Bは本発明において重要な元素であり、選択的に1種又は2種以上を添加する。Ti,Nb,V,Bはいずれも再結晶を著しく抑制する元素であり、熱間圧延または冷間圧延中に形成された集合組織が再結晶中に破壊されるのを抑制する効果を有する。Tiは0.005%以上,Nbは0.001%以上,Vは0.005%以上,Bは0.0001%以上を1種又は2種以上添加することが必要である。一方、Tiを0.15%、Nb,Vを0.1%、Bを0.01%を超えて添加しても更なるヤング率向上効果が得られないばかりでなく、加工性が著しく低下することからこれらの値を上限とする。この観点からは更に望ましい上限値はそれぞれTi,Nb,Vが0.05%、Bを0.005%である。
【0042】
Cr、Cu、Ni、Moはそれぞれ質量%で0.01〜3.00%、0.01〜0.35%,0.01〜1.00%、0.01〜1.00%の範囲で1種又は2種以上添加することが好ましい。これらの元素は、Mnと複合添加することによってγ相での加工集合組織の発達を促す効果を有する。しかし、上限値以上添加しても、集合組織の発達という観点では特段の効果が得ることができず、かつ、加工性が劣化することから各々上限値を設ける。
【0043】
次に本発明に使用する鋼板のX線ランダム強度比とヤング率について説明する。1/2板厚部における{211}<011>方位のX線ランダム強度比は5以上とする。この方位は前述のように冷延鋼板の圧延方向垂直方向のヤング率を上げる結晶方位であり、この方位のX線ランダム強度比が5未満では面内での最大ヤング率が225GPa以上の鋼板を得ることは難しい。この観点からはこの方位のX線ランダム強度比は8以上であることが好ましい。更に好ましくは10以上である。この方位の集積度は高ければ高いほどよいことから、特に上限は設けないが、X線ランダム強度比を20超にするためには結晶粒径の粗大化が必要であり、加工性などの他の特性が劣化することから20以下とすることが望ましい。
【0044】
{211}<011>方位のX線ランダム強度比は、X線回折によって測定される{110}、{100}、{211}、{310}極点図のうち複数の極点図を基に級数展開法で計算した、3次元集合組織を表す結晶方位分布関数(Orientation Distribution Function、「ODF」という。)から求めればよい。なお、X線ランダム強度比とは、特定の方位への集積を持たない標準試料と供試材のX線強度を同条件でX線回折法等により測定し、得られた供試材のX線強度を標準試料のX線強度で除した数値である。
【0045】
図7に、本発明の結晶方位が表示されるφ2=45°断面のODFを示す。図7は、3次元集合組織を結晶方位分布関数によって示すBungeの表示であり、オイラー角φ2を45°とし、特定の結晶方位である(hkl)[uvw]を、結晶方位分布関数のオイラー角φ1、Φで示している。図7のφ1=0°の軸上の点で示したように、{211}<011>方位は、厳密にはφ1=0°、Φ=35.26を指すものである。しかし、試験片加工や試料のセッティングに起因する測定誤差を生じることがあるため、φ1=0〜5°、Φ=30〜40°の範囲での最大値を{211}<011>それぞれの方位の強度比として代表させる。
【0046】
ここで、結晶の方位は通常、板面に垂直な方位を[hkl]又は{hkl}、圧延方向に平行な方位を(uvw)又は<uvw>で表示する。{hkl}、<uvw>は等価な面の総称であり、[hkl]、(uvw)は個々の結晶面を指す。即ち、本発明においては体心立方構造(body−centered cubic、「b.c.c.構造」という。)を対象としているため、例えば(111)、(−111)、(1−11)、(11−1)、(−1−11)、(−11−1)、(1−1−1)、(−1−1−1)面は等価であり区別がつかない。このような場合、これらの方位を総称して{111}と称する。
【0047】
なお、ODFは、対称性の低い結晶構造の方位表示にも用いられるため、一般的にはφ1=0〜360°、Φ=0〜180°、φ2=0〜360°で表現され、個々の方位が[hkl](uvw)で表示される。しかし、本発明では、対称性の高いb.c.c.構造を対象としているため、Φとφ2については0〜90°の範囲で表現される。また、φ1は計算を行う際に変形による対称性を考慮するか否かによって、その範囲が変化するが、本発明においては、対称性を考慮しφ1=0〜90°で表記する、すなわちφ1=0〜360°での同一方位の平均値を0〜90°のODF上に表記する方式を選択する。この場合、[hkl](uvw)と{hkl}<uvw>は同義である。したがって、例えば、図7に示した、φ2=45°断面におけるODFの(112)[1−10]のX線ランダム強度比は{211}<011>方位のX線ランダム強度比である。
【0048】
X線ランダム強度比を求めるためのX線回折用試料の作製は次のようにして行う。鋼板を機械研磨や化学研磨などによって板厚方向に所定の位置まで研磨し、バフ研磨によって鏡面に仕上げた後、電解研磨や化学研磨によって歪みを除去すると同時に、1/2板厚部が測定面となるように調整する。なお、測定面を正確に1/2板厚部とすることは困難であるので、目標とする位置を中心として板厚に対して3%の範囲内が測定面となるように試料を作製する。なお、板厚中心部で偏析等の異常が認められる場合には板厚の7/16〜9/16の範囲内で、偏析部分を避けて試料を作製する。また、X線回折による測定が困難な場合には、X線回折による測定に代えて、EBSP(Electron Back Scattering Pattern)法やECP(Electron Channeling Pattern)法により統計的に十分な数の測定を行う。
【0049】
本発明において複合パネルを構成する鋼板は例えば以下のような条件で製造することによって実現される。
鋼を常法により溶製、鋳造し、熱間圧延に供するスラブを得る。このスラブは、鋼塊を鍛造又は圧延したものでも良いが、生産性の観点から、連続鋳造によりスラブを製造することが好ましい。また、薄スラブキャスターなどで製造してもよい。
また、通常、スラブは鋳造後、冷却し、熱間圧延を行うために、再度、加熱する。
【0050】
熱間圧延を行う際のスラブの加熱温度は1100℃以上とする。これは、熱間圧延の仕上温度をAr3変態点以上とするために必要な温度である。熱間圧延の仕上温度は、Ar3変態点以上とする。これは、Ar3変態点未満で圧延すると、ヤング率にとって好ましくない集合組織が発達するためである。また、熱間圧延の仕上温度が950℃超では、熱間圧延中に再結晶が進行し、集合組織の形成が不十分となる。熱間圧延の終了後、700℃以下で巻き取ることが必要である。これは、700℃超で巻き取ると巻取中に集合組織が壊れヤング率が低下する可能性があるためである。
【0051】
続いて、熱間圧延終了後の鋼板を冷間圧延する。冷間圧延は圧下率40〜85%で行う。圧下率が40%未満では、十分な加工集合組織の発達が得にくい。一方、圧下率を85%超とすると、圧延機への負荷が高まるだけでなく、ヤング率も低下する傾向にあるため85%以下で冷間圧延を行う。
焼鈍は、加熱速度を1℃/s以上100℃/s以下で加熱し、最高到達温度は700℃以上900℃以下である。加熱速度は再結晶の抑制の観点からこの範囲が望ましい。焼鈍温度が700℃未満では、焼鈍後に未再結晶粒が残存し、加工性が劣悪となる。一方、焼鈍温度を900℃超にすることはγ粒の粗大化に伴う集合組織の劣化の原因となることからこの温度とする。
【0052】
焼鈍後の冷却および過時効熱処理は、組織制御や固溶C量の低減などの目的に応じて150℃以上で適宜行うとよい。一方、合金化溶融亜鉛めっきを施す場合、合金化処理は450〜600℃の範囲内で行う。450℃未満では合金化が十分に進行せず、また、600℃超えでは過度に合金化が進行し、めっき層が脆化するため、プレス等の加工によってめっきが剥離するなどの問題を誘発する。合金化処理の時間は、10s以上とする。10s未満では合金化が十分に進行しない。
【0053】
形状矯正の観点から圧下率10%以下の調質圧延を施すことは、ヤング率に影響をおよぼさないことから、必要に応じて行ってもよい。
【0054】
本願発明において2枚の鋼板を貼り付ける方法については特に限定はしない。プレス成形前後で剥離しない強度が得られるように2枚の鋼板が貼着されていればよい。例えばエポキシ系やウレタン系樹脂などからなる接着材を鋼板同士の間に塗布することにより、2枚の鋼板を貼り付けてもよい。張り剛性を更に向上させるために接着材として発泡硬化型の樹脂を使用しても良い。ただし、いずれの方法においても鋼板全体がAc1変態点を越える温度にて接着作業を行うと集合組織が破壊されヤング率が低下し、所望の張り剛性が得られなくなる可能性がある。
【実施例】
【0055】
「実施例1」
次に本発明を実施例にて説明する。
まず、張り剛性に及ぼす最大ヤング率の効果を示す。
表1に、張り剛性評価に用いた鋼板の化学成分を示した。表1に示した組成(残部はFe及び不可避的不純物)を有する鋼は、いずれも実機にて溶製して鋼片を製造し、熱間圧延、冷間圧延,焼鈍を行ったものである。最終的な鋼板の板厚はいずれも0.6mmである。めっきの欄に○をつけた場合は溶融亜鉛めっき鋼板である。
【0056】
【表1】
【0057】
これらの鋼板の板厚1/2厚部での集合組織を測定した結果({211}<011>方位のX線ランダム強度比)、および圧延方向、45°方向、弾性主軸方向である圧延垂直方向(幅方向)のヤング率を横振動法で測定した結果も表1に併せて標記する。
Nb,Ti,V,Bが添加されていない、または添加量の少ない鋼N,Pでは熱間圧延中の再結晶が抑制されないために{211}<011>方位が発達せず、高いヤング率が得られない。
また、Mn量が低い鋼OではAr3変態温度が高いために高温で熱間圧延を終了する必要があり、やはり再結晶が進行してしまう。その結果{211}<011>方位が発達せず、高いヤング率が得られていない。
【0058】
更に、表1で示した鋼板2枚を、弾性主軸(圧延垂直方向)のなす角である弾性主軸間角度が45°になるようにエポキシ系樹脂で貼り付け、複合パネルを製造した。
得られた複合パネルを、最大曲率R6500mm、700mm角、成形高さ30mmに成形し、パネル中心部を直径100mm,曲率半径300mmの圧子で10mm/minの速度、荷重20Nで押し込み、張り剛性を評価した。結果を表2に示す。
【0059】
【表2】
【0060】
貼り付けた2枚の鋼板のいずれもが弾性主軸のヤング率である最大ヤング率が225GPa超え〜245GPa以下を示す本発明例の複合パネルに比べて、最大ヤング率の低い鋼板を貼り合わせた比較例の複合パネルは、いずれも張り剛性が低下しており、同じ荷重で押し込んだ場合の押し込み量が高くなる。
【0061】
「実施例2」
次に、板厚比の効果を示す。
表1の鋼Gと鋼Lを用いて種々の板厚の鋼板を作製し、板厚が異なる2枚の鋼板(板1及び板2)を、弾性主軸間角度50°で、実施例1と同様にエポキシ系樹脂を用いて貼り付け、複合パネルを製造した。これらの複合パネルの張り剛性を、実施例1と同様にして評価した。結果を表3に示した。
【0062】
【表3】
【0063】
表3より、相対的に板厚が薄い鋼板(板1)の板厚A(mm)と、相対的に板厚が厚い鋼板(板2)の板厚B(mm)が0≦|A−B|/(A+B)≦0.6を満足している複合パネルは、高い張り剛性が得られるのに対し、|A−B|/(A+B)>0.6の複合パネルでは張り剛性が低下しているのが分かる。
【0064】
「実施例3」
次に、板厚の効果を示す。
表1の鋼E,I,Pを用いて種々の板厚の鋼板を作製し、鋼種及び板厚が同一である2枚の鋼板を、弾性主軸間角度38°で、実施例1と同様にエポキシ系樹脂を用いて貼り合わせ、複合パネルを製造した。これらの複合パネルを、最大曲率R8000mm、900mm角、成形高さ30mmに成形し、パネル中心部を直径100mm,曲率半径300mmの圧子で10mm/minの速度、荷重20Nで押し込み、張り剛性評価した。結果を表4および図8に示す。
【0065】
【表4】
【0066】
表4に示したように、鋼E,Iを用いた合計板厚2mm以下の複合パネルでは、比較例である鋼Pを用いた複合パネルと比べて張り剛性が優れているが、鋼E,Iを用いた合計板厚2mmを超える複合パネルでは、張り剛性の優位性がわずかとなる。
図8は、表4に示した板厚の合計と張り剛性との関係を示したグラフである。合計の板厚が2mmを超えると、優位性が認められなくなることは、図8からも明らかである。
【産業上の利用可能性】
【0067】
本発明の鋼板パネルは、主に自動車用パネル部材に用いられるが、その他に家庭電気製品、建物などに使用される。本発明の鋼板パネルは高い張り剛性を有するため、従来の鋼板パネルよりも板厚を減少させること、即ち軽量化が可能になり、地球環境保全に寄与できる。
【技術分野】
【0001】
本発明は、2枚の鋼板を貼着した複合パネルに関し、例えば自動車用のルーフやドアパネルのように広い面積を有し、かつ緩やかな曲面で構成されるパネル部材に好適な、張り剛性に優れた複合パネルに関する。
【背景技術】
【0002】
近年、環境負荷低減を目的として、自動車の車両の軽量化を実現し得る車体構造の開発が急務の課題になっている。軽量化の有効な一手段として、材料強度を高めて薄肉化を図る方法があり、ハイテンと呼ばれる高張力鋼板の適用が進められている。一方、ハイテン化による鋼板の薄肉化は、部材の剛性は強度には依存せず、板厚とヤング率に依存することから限界がある。
【0003】
特にパネル部材の場合には張り剛性の低下がネックとなり、更なる薄肉化は困難である。これまで、パネル部材の剛性を高めるために、成形方法の改良(例えば、特許文献1)や、鋼板と鋼板の間、または構造体の間に樹脂を接着する方法(例えば、特許文献2〜4)が提案されている。
【0004】
しかし、これらは、鋼板自体の剛性を高めるものではない。鋼板の剛性は、ヤング率と相関があり、鋼板の結晶方位の制御により、特定の方向のヤング率を向上させる技術が、本発明者らによる提案を始め、数多く提案されている(例えば、特許文献5〜7)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平4−357261号公報
【特許文献2】特開昭58−177745号公報
【特許文献3】特開平2−182448号公報
【特許文献4】特開平6−171001号公報
【特許文献5】特開平9−53118号公報
【特許文献6】特開平4−147917号公報
【特許文献7】特開2005−273001号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来技術では、面内のあらゆる方向のヤング率を同様に向上させることは困難であった。そのため、単一の鋼板を用いて三次元的な形状を有するパネルの張り剛性を向上させることは極めて困難である。本発明は、このような実情に鑑みてなされたものであり、2枚の鋼板を貼着した、張り剛性に優れた複合パネルを提供するものである。
【課題を解決するための手段】
【0007】
本発明者らは鋭意研究の結果、弾性主軸の向きが特定の角度を有するように2枚の鋼板をずらして貼り合わせることで、単一の鋼板では困難な張り剛性の向上が達成されることを見出した。即ち、幅方向のヤング率が高い2枚の鋼板を、幅方向同士の角度が30〜60°になるように貼り合わせることによって、1枚の鋼板と比較し、2枚の鋼板の板厚及び重量の合計が同等の場合では張り剛性を向上させ、張り剛性が同等の場合は板厚、重量を減少させることができる。
本発明は、このような知見に基づいてなされたものであり、その要旨は以下のとおりである。
【0008】
(1) 2枚の鋼板を貼着した複合パネルであって、鋼板の成分が、質量%で、
C:0.0005%以上、0.15%以下、
Mn:0.10%以上、2.5%以下、
を含有し、
P:0.2%以下、
S:0.02%以下、
N:0.01%以下、
Si:2.0%以下、
Al:0.15%以下、
に制限し、更に、
Ti:0.005%以上、0.15%以下、
Nb:0.001%以上、0.1%以下、
V:0.005%以上、0.1%以下、
B:0.0001%以上、0.01%以下
の1種又は2種以上を含有し、残部が不可避的不純物からなり、該鋼板の1/2板厚部での{211}<011>方位のX線ランダム強度比が5以上であり、該鋼板の最大ヤング率が225GPa超245GPa以下であり、2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角が30°〜60°であることを特徴とする張り剛性に優れた複合パネル。
(2) 鋼板の成分が、更に質量%で
Cr:0.01〜3.00%、
Cu:0.01〜0.35%、
Ni:0.01〜1.00%
Mo:0.01〜1.00%
の1種又は2種以上を含有することを特徴とする上記(1)に記載の張り剛性に優れた複合パネル。
(3) 貼着する2枚の鋼板のうちの一方の鋼板の板厚A(mm)と他方の鋼板の板厚B(mm)とが、
0≦|A−B|/(A+B)≦0.6、
0.5(mm)≦A+B≦2.0(mm)を満足することを特徴とする上記(1)又は(2)に記載の張り剛性に優れた複合パネル。
(4) 2枚の鋼板が冷延鋼板であることを特徴とする上記(1)〜(3)の何れか1項に記載の張り剛性に優れた複合パネル。
(5) 2枚の鋼板が溶融亜鉛めっき冷延鋼板であることを特徴とする上記(1)〜(4)の何れか1項に記載の張り剛性に優れた複合パネル。
【発明の効果】
【0009】
本発明によれば高い張り剛性を得ることが可能となり、自動車などのパネル部材の薄肉化が可能となり、自動車の軽量化および燃費向上に寄与することができる。
【図面の簡単な説明】
【0010】
【図1】冷延鋼板のヤング率の面内異方性説明するためのグラフである。
【図2】2枚の冷延鋼板の貼り合わせ方向の模式図である。
【図3】圧延方向からの角度と、曲げ剛性比との関係を示したグラフである。
【図4】2枚の鋼板の弾性主軸間角度と、複合パネルの面内での曲げ剛性比の平均値、最小値、最大値との関係を示したグラフである。
【図5】弾性主軸間角度(ずれ角)が0°と45°の複合パネルの押し込み量と、押し込み荷重との関係を示したグラフである。
【図6】弾性主軸間角度(ずれ角)と、複合パネルの荷重20Nでの押し込み量との関係を示したグラフである。
【図7】結晶方位分布関数(ODF)の表示である。
【図8】表4に示した板厚の合計と張り剛性との関係を示したグラフである。
【発明を実施するための形態】
【0011】
パネルの張り剛性は、次式(式1)に示したように、板厚及びヤング率と相関関係があることが知られている。
S∝E.tm ・・・(式1)
ここで、Sは張り剛性、Eはヤング率、tは板厚、mはパネル形状による定数で1〜3の値を持つ。
このときEは面内、板厚方向で均一とし、鋼の場合は205GPa程度の値を固定値として与えるのが一般的である。
【0012】
鋼板における通常のヤング率は、非特許文献(日本建築学会、鋼構造設計規準−許容応力度設計法−、2005)にも示されるように、一般的には205GPaと定められている。本発明では、この205GPaという値を鋼板のヤング率の「基準値」として扱っている。この基準値は、異方性のある鉄の結晶粒の方位が偏ることなく配列したときの安定的な状態に基づき定められたものであるが、実際にはこの値に対して±5%程度の偏りが存在することになる。そのため、通常の鋼板のヤング率は195GPa以上215GPa以下の範囲の値にあると一般に考えられている。すなわち、通常の鋼材のヤング率は、基準値の205GPaを超えることはあっても、215GPaを超えることはないといえる。
【0013】
しかしながら、鋼板のヤング率は結晶方位によって変化するため、図1に示すように、面内に弾性異方性を有する板材を製造することが可能である。
図1は、冷延鋼板のヤング率の面内異方性を説明するためのグラフであり、Nb,Ti添加低炭素冷延鋼板における圧延方向を基点(0°)とした回転角度(配向角という)とヤング率との関係を示す。図1から、鋼板面内でヤング率が最大になる軸(ヤング率が最大になる方向)(以下、弾性主軸という)は圧延方向と垂直(90°)な方向(幅方向)に存在することを確認できる。また、圧延方向から45°回転した方向にはヤング率が205GPaより低く、集合組織がランダムな一般材に比べてヤング率が低下する方向があることも確認できる。
【0014】
このような弾性主軸を有する2枚の鋼板(板A、板B)を、弾性主軸のなす角(弾性主軸間角度という)が45°になるように貼着した複合パネルの曲げ剛性を検討する。弾性主軸の方向を平行(0°)(図2(a))から、45°ずらした場合(図2(b))、更に90°ずらした場合(図2(c))を、図2に模式的に示す。
【0015】
次に、2枚の鋼板の弾性主軸間角度(ずれ角)が(0°)(45°)(90°)である複合パネルにおける曲げ剛性の面内異方性を調べるために、基準とする板Aの圧延方向を基点(0°)とし、5°間隔で、各方向の曲げ剛性EIを下記の関係式(式2)より求めた。複合パネルの曲げ剛性とヤング率205GPaの一般材の曲げ剛性との比(曲げ剛性比という)の、圧延方向からの角度(曲げ方向)に対する変化を、図3に示す。
【0016】
【数1】
【0017】
式2において、E1:基準となる板のヤング率(GPa)、E2:貼着する板のヤング率(GPa)、t1:基準となる板の板厚(mm)、t2:貼着する板の板厚(mm)、yn:中立軸の高さ(mm)である。
中立軸の高さynは次式(式3)に示した断面の軸方向の応力の釣り合いより求める。なお、この式の左辺は圧縮側の応力、右辺は引張り側の応力を示す。
【0018】
【数2】
【0019】
式3において、σ1:基準となる板の最表層位置でかかる応力(N/mm2)、σ2:貼着する板の最表層位置でかかる応力(N/mm2)である。
【0020】
図3に示したように、2枚の鋼板を、弾性主軸間角度を45°とした場合(図2(b)参照)、曲げ剛性EIの最大値は、弾性主軸間角度を0°(図2(a)参照)、90°(図2(c)参照)とした場合に比べて小さいが、平均的にいずれの方向においても高い曲げ剛性が得られる。
【0021】
更に、2枚の鋼板の弾性主軸間角度(ずれ角度)が曲げ剛性に及ぼす影響を調べるために、複合パネルを構成する2枚の鋼板の弾性主軸間角度を5°間隔で変化させた場合における曲げ剛性比の平均値、最小値、最大値を上記(式2)(式3)を用いて算出した。
図4に、2枚の鋼板の弾性主軸間角度を5°刻みで変化させた場合の、複合パネルの面内での曲げ剛性比の平均値、最小値、最大値を示す。図4に示したように、曲げ剛性比の平均値はほぼ一定であるが、弾性主軸間角度が45°近傍の30〜60°の範囲では最大値と最小値との差が小さいことがわかる。これは、弾性主軸間角度を30〜60°の範囲として2枚の鋼板を貼着させると、曲げ剛性の面内ばらつきが小さく、いずれの方向にも高い曲げ剛性が得られることを意味する。
【0022】
複合パネルの弾性主軸間角度(2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角)は、30〜60°の範囲とされる。より一層、曲げ剛性の面内ばらつきが小さく、いずれの方向にも高い曲げ剛性が得られる複合パネルとするためには、図4に示すように、弾性主軸間角度の下限は38°以上であることが好ましく、上限は50°以下であることが好ましく、45°が最も好ましい。
【0023】
次に、自動車用の実際のルーフパネルを模擬した、複合パネルの張り剛性を評価した結果について説明する。図1と同様の、幅方向を弾性主軸とする鋼板X(板厚0.5mm)を2枚用意し、弾性主軸間角度45°で樹脂を貼着した後、プレス成形し、最大曲率R8000mm、700mm角、成形高さ30mmのルーフパネルを模した複合パネルを得た。
成形後の複合パネルの中心部を直径100mm,曲率半径R300mmの圧子で10mm/minの速度で、種々の荷重で押し込む試験を行った。
また、比較として鋼板Xを用いて弾性主軸間角度を0°とした複合パネルを、上記と同様の方法で製造し、上記と同様に試験を行った。その結果を図5に示す。
【0024】
図5には鋼板Xについて、弾性主軸間角度が0°と45°の複合パネルの押し込み量と荷重との関係を示す。同一荷重での押し込み量は、弾性主軸間角度が0°の複合パネルに比べて45°の複合パネル方が小さく、張り剛性が向上していることがわかる。
【0025】
同様に、鋼板X(板厚0.5mm)を2枚用意し、これらの弾性主軸間角度を5°間隔で変化させ、樹脂を貼着した後、プレス成形し、最大曲率R8000mm、700mm角、成形高さ30mmのルーフパネルを模した複合パネルを得た。
成形後の複合パネルの中心部を直径100mm,曲率半径R300mmの圧子で10mm/minの速度、荷重20Nで押し込む試験を行った。その結果を図6に示す。
また、比較として集合組織がほぼランダムな鋼板Y(板厚0.5mm)を2枚用意し、上記と同様の方法で複合パネルを製造し、上記と同様に試験を行った。その結果を図6に示す。
【0026】
図6には、弾性主軸間角度(ずれ角)と各複合パネルの荷重20Nでの押し込み量の関係を示す。鋼板Xを用い弾性主軸間角度を30〜60°の範囲とする複合パネルは、鋼板Xを用い弾性主軸間角度を0〜30°未満および60超〜90°の範囲とする複合パネルと比較して、荷重20Nでの押し込み量が少なく、張り剛性に優れていることがわかる。
また、弾性主軸間角度を30〜60°の範囲とする複合パネルは、荷重20Nでの押し込み量が少なく、弾性主軸間角度0°での荷重20Nでの押し込み量が同程度の鋼板Yを用いたパネルと比較して、著しく張り剛性が向上していることがわかる。
【0027】
複合パネルの弾性主軸間角度を30〜60°の範囲とすることによる効果は、複合パネルを構成する各鋼板の最大ヤング率が225GPa超にならないと得ることが困難であるため、225GPa超を最大ヤング率の下限とする。一方、最大ヤング率を245GPa超にすると面内のいずれかの方向にヤング率が極めて低い方向が生じてしまうため、本発明のように2枚の鋼板を、弾性主軸間角度を30〜60°の範囲として貼り合わせても、すべての方向の曲げ剛性を高めることは困難である。したがって、最大ヤング率の上限は245GPa以下とする。
【0028】
ヤング率は結晶方位との相関が非常に強く、ヤング率を高めたい方向に鉄の<111>方向を揃えると理想的には280GPaを超える高いヤング率が得られる。一方<100>方向は130GPaと極めて低いヤング率を有している。その他、<110>方向は約220GPa,<113>方向は約205GPaである。通常の多結晶鉄で、特定の方位への配向を有さない場合、すなわち集合組織を持たない鋼板ではあらゆる方位のヤング率の平均値として約205GPaのヤング率を示す。
【0029】
したがって、ヤング率を高めるためには各結晶粒の方位を特定の方位にそろえる必要がある。また、このとき、揃える結晶粒方位によっては面内に極めて大きなヤング率の異方性を発現してしまう方位もある。板面方位が{211}、圧延方向方位が<110>の結晶粒が増えると、圧延方向垂直方位が<111>となり、この方向が弾性主軸でかつ225GPa超〜245GPa以下程度のヤング率が得られる。また、この方位は比較的ヤング率の面内異方性が小さい方位であり、ヤング率が最小となる45°方向のヤング率も190GPaを下回ることはない。
【0030】
これら鋼板のヤング率の測定はJIS Z 2280に準拠した常温での横共振法、あるいは静的引張試験法に基づき実施できる。
横共振法では、試料を固定せずに振動を加え、発振機の振動数を徐々に変化させて一次共振振動数を測定して下式よりヤング率を算出する。
ED=0.946×(l/h)3×m/w×f2
ここで、ED:動的ヤング率(N/m2)、l:試験片の長さ(m)、h:試験片の厚さ(m)、m:質量(kg)、w:試験片の幅(m)、f:横共振法の一次共振振動数 (s−1)、である。
【0031】
また、静的引張試験法(静的引張ヤング率試験法)では、JIS Z 2201に準拠した引張試験片を用いて、素材降伏強度の1/2に相当する引張応力レベルまで5回繰り返し引張力を加え測定した応力−ひずみ線図の傾きに基づき算出する。測定のバラツキを排除するため、5回の計測結果のうちの最大値および最小値を除いた3つの計測値の平均値として算出した値を鋼板のヤング率とするのが一般的である。
【0032】
各鋼板の板厚は薄肉側の鋼板(一方の鋼板)板厚A(mm)と厚肉側の鋼板(他方の鋼板)板厚B(mm)が0≦|A−B|/(A+B)≦0.6および0.5(mm)≦A+B≦2.0(mm)を満足することとする。
最初の式である0≦|A−B|/(A+B)≦0.6は2枚の鋼板の板厚比に関するものであるが、この関係が0.6を超えると、2枚の鋼板の板厚差が大きくなるため、板厚の厚い鋼板側の特性が支配的になり、複層板としての効果が得られない。この観点からは、0.5以下を上限とすることがより望ましい。一方、下限は2枚の板厚が同一の場合を意味し、定義上、負の値にはならないため、0以上を下限とする。
【0033】
次式である0.5(mm)≦A+B≦2.0(mm)は2枚の鋼板の合計板厚(A+B)の範囲であるが、この値を0.5mm未満にするためには0.1〜0.4mm未満の鋼板を定常的に製造する必要がある。しかし、通常の冷間圧延−焼鈍工程でこのような極薄鋼板を広幅で製造することは困難でコストもかかることからこの板厚を下限とする。上限値は、パネルとして使用される鋼板パネルの板厚の上限から2mm以下とした。パネルの板厚が厚くなると、重量が増加するだけでなく、(式1)で示したようにパネルの剛性が高くなり、パネルの形状によってはヤング率向上の寄与が少なくなる。この観点からはパネルとしての板厚の上限は1.6mm以下とすることが望ましい。更に望ましくは1.2mm以下である。
【0034】
次に、上記のような効果を実現するための、面内弾性異方性を有する板材について以下に述べる。
まず、本発明において鋼組成を限定する理由について述べる。
【0035】
Cは、強度を増加させる元素であり、0.0005%以上の添加が必要である。強度を確保するためには、0.005%以上のCを添加することが好ましい。また、ヤング率の観点からは、C量の下限を0.01%以上とすることが、より好ましい。これは、C量が0.01%未満に低下するとAr3変態温度が上昇し、低温での熱延が困難となり、ヤング率が低下することがあるためである。更に、溶接部の疲労特性の劣化を抑制するためには、0.020%以上とすることが好ましい。一方、C量が0.15%を超えると成形性が劣化し、溶接性も低下することがあるため、上限を0.15%以下とする。より好ましいC量の上限は、0.10%以下である。
【0036】
Siは脱酸元素であり、下限は特に規定しないが、0.001%未満とするには製造コストが高くなる。また、Siは、固溶強化により強度を増加させる元素であり、マルテンサイトやベイナイトさらには残留オーステナイト等を含む組織を得るためにも有効である。そのため、狙いとする強度レベルに応じて積極的に添加しても良いが、添加量が2.0%超となるとプレス成形性が劣化し、化成処理性の低下を招いたりするので、2.0%以下を上限とする。また、Si量が多いと化成処理性が低下するので、1.2%以下とすることが好ましい。更に、溶融亜鉛めっきを施す場合には、めっき密着性の低下、合金化反応の遅延による生産性の低下などの問題が生ずることがあるため、Si量の上限を1.0%以下とすることが好ましい。ヤング率の観点からはSi添加量の上限は0.6%とすることがより好ましい。この観点からは0.3%以下とすることがより好ましい。
【0037】
Mnは、熱間圧延時に、γ相からフェライト相に変態する温度であるAr3変態点を低下させる。Mnの添加によって、γ相が低温まで安定になり、仕上圧延の温度を低下させることができる。仕上圧延の温度を低下させると、鋼板の幅方向のヤング率を高める結晶方位が集積することから、Mnはヤング率向上のためには重要な元素である。この効果を得るには、Mnを0.10%以上添加することが必要であり、1.0%以上添加することがより望ましい。また、Mnは有効な固溶強化元素でありこの観点からも所望する強度レベルに応じて積極的に添加することが望ましい。一方、Mnの添加量が2.5%を超えても、著しいヤング率向上効果が得られなくなるため、上限を2.5%以下とする。また、Mnを過剰に添加すると、強度が高くなりすぎて延性が低下したり、めっきの密着性が低下したりすることがあるため、上限を2.0%以下とすることが好ましい。
【0038】
Pは不純物であるが、強度を増加する必要がある場合には積極的に添加しても良い。また、Pは熱延組織を微細にし、加工性を向上する効果も有する。ただし、添加量が0.2%を超えると、スポット溶接後の疲労強度が劣化するため、上限値を0.2%以下とする。また、Pを過剰に含有すると、降伏強度が高くなり過ぎて、プレス時に面形状不良を引き起こすことがあり、P量の上限を0.05%以下にすることが好ましい。さらに、P量が多すぎると、連続溶融亜鉛めっき時の合金化反応が遅くなり、生産性が低下し、また、ニ次加工性も劣化することがあるため、上限値を0.02%以下とすることが好ましい。
【0039】
Sは、不純物であり、0.02%超を含有すると熱間割れの原因となるため、上限を0.02%以下に制限する。また、Sを過剰に含有すると、加工性を損なうことがあるため、上限を0.01%以下とすることが好ましい。
Alは脱酸調製剤であり、脱酸性の観点から下限を0.01%以上とすることが好ましい。一方、Alは変態点を著しく高めるので、0.15%超を添加すると、低温でのγ域圧延が困難となるので、上限を0.15%以下とする。
【0040】
Nは、Tiと窒化物を形成し、γ相の再結晶を抑制するため、積極的に添加しても良いが、Bの再結晶抑制効果を低減させることから0.01%以下に抑える。この観点から好ましくは0.0050%以下とする。Nは不純物であり、下限は特に設定しないが0.0005%未満とするにはコストが高くなり、それほどの効果が得られないため、0.0005%以上とすることが好ましい。
【0041】
Ti,Nb,V,Bは本発明において重要な元素であり、選択的に1種又は2種以上を添加する。Ti,Nb,V,Bはいずれも再結晶を著しく抑制する元素であり、熱間圧延または冷間圧延中に形成された集合組織が再結晶中に破壊されるのを抑制する効果を有する。Tiは0.005%以上,Nbは0.001%以上,Vは0.005%以上,Bは0.0001%以上を1種又は2種以上添加することが必要である。一方、Tiを0.15%、Nb,Vを0.1%、Bを0.01%を超えて添加しても更なるヤング率向上効果が得られないばかりでなく、加工性が著しく低下することからこれらの値を上限とする。この観点からは更に望ましい上限値はそれぞれTi,Nb,Vが0.05%、Bを0.005%である。
【0042】
Cr、Cu、Ni、Moはそれぞれ質量%で0.01〜3.00%、0.01〜0.35%,0.01〜1.00%、0.01〜1.00%の範囲で1種又は2種以上添加することが好ましい。これらの元素は、Mnと複合添加することによってγ相での加工集合組織の発達を促す効果を有する。しかし、上限値以上添加しても、集合組織の発達という観点では特段の効果が得ることができず、かつ、加工性が劣化することから各々上限値を設ける。
【0043】
次に本発明に使用する鋼板のX線ランダム強度比とヤング率について説明する。1/2板厚部における{211}<011>方位のX線ランダム強度比は5以上とする。この方位は前述のように冷延鋼板の圧延方向垂直方向のヤング率を上げる結晶方位であり、この方位のX線ランダム強度比が5未満では面内での最大ヤング率が225GPa以上の鋼板を得ることは難しい。この観点からはこの方位のX線ランダム強度比は8以上であることが好ましい。更に好ましくは10以上である。この方位の集積度は高ければ高いほどよいことから、特に上限は設けないが、X線ランダム強度比を20超にするためには結晶粒径の粗大化が必要であり、加工性などの他の特性が劣化することから20以下とすることが望ましい。
【0044】
{211}<011>方位のX線ランダム強度比は、X線回折によって測定される{110}、{100}、{211}、{310}極点図のうち複数の極点図を基に級数展開法で計算した、3次元集合組織を表す結晶方位分布関数(Orientation Distribution Function、「ODF」という。)から求めればよい。なお、X線ランダム強度比とは、特定の方位への集積を持たない標準試料と供試材のX線強度を同条件でX線回折法等により測定し、得られた供試材のX線強度を標準試料のX線強度で除した数値である。
【0045】
図7に、本発明の結晶方位が表示されるφ2=45°断面のODFを示す。図7は、3次元集合組織を結晶方位分布関数によって示すBungeの表示であり、オイラー角φ2を45°とし、特定の結晶方位である(hkl)[uvw]を、結晶方位分布関数のオイラー角φ1、Φで示している。図7のφ1=0°の軸上の点で示したように、{211}<011>方位は、厳密にはφ1=0°、Φ=35.26を指すものである。しかし、試験片加工や試料のセッティングに起因する測定誤差を生じることがあるため、φ1=0〜5°、Φ=30〜40°の範囲での最大値を{211}<011>それぞれの方位の強度比として代表させる。
【0046】
ここで、結晶の方位は通常、板面に垂直な方位を[hkl]又は{hkl}、圧延方向に平行な方位を(uvw)又は<uvw>で表示する。{hkl}、<uvw>は等価な面の総称であり、[hkl]、(uvw)は個々の結晶面を指す。即ち、本発明においては体心立方構造(body−centered cubic、「b.c.c.構造」という。)を対象としているため、例えば(111)、(−111)、(1−11)、(11−1)、(−1−11)、(−11−1)、(1−1−1)、(−1−1−1)面は等価であり区別がつかない。このような場合、これらの方位を総称して{111}と称する。
【0047】
なお、ODFは、対称性の低い結晶構造の方位表示にも用いられるため、一般的にはφ1=0〜360°、Φ=0〜180°、φ2=0〜360°で表現され、個々の方位が[hkl](uvw)で表示される。しかし、本発明では、対称性の高いb.c.c.構造を対象としているため、Φとφ2については0〜90°の範囲で表現される。また、φ1は計算を行う際に変形による対称性を考慮するか否かによって、その範囲が変化するが、本発明においては、対称性を考慮しφ1=0〜90°で表記する、すなわちφ1=0〜360°での同一方位の平均値を0〜90°のODF上に表記する方式を選択する。この場合、[hkl](uvw)と{hkl}<uvw>は同義である。したがって、例えば、図7に示した、φ2=45°断面におけるODFの(112)[1−10]のX線ランダム強度比は{211}<011>方位のX線ランダム強度比である。
【0048】
X線ランダム強度比を求めるためのX線回折用試料の作製は次のようにして行う。鋼板を機械研磨や化学研磨などによって板厚方向に所定の位置まで研磨し、バフ研磨によって鏡面に仕上げた後、電解研磨や化学研磨によって歪みを除去すると同時に、1/2板厚部が測定面となるように調整する。なお、測定面を正確に1/2板厚部とすることは困難であるので、目標とする位置を中心として板厚に対して3%の範囲内が測定面となるように試料を作製する。なお、板厚中心部で偏析等の異常が認められる場合には板厚の7/16〜9/16の範囲内で、偏析部分を避けて試料を作製する。また、X線回折による測定が困難な場合には、X線回折による測定に代えて、EBSP(Electron Back Scattering Pattern)法やECP(Electron Channeling Pattern)法により統計的に十分な数の測定を行う。
【0049】
本発明において複合パネルを構成する鋼板は例えば以下のような条件で製造することによって実現される。
鋼を常法により溶製、鋳造し、熱間圧延に供するスラブを得る。このスラブは、鋼塊を鍛造又は圧延したものでも良いが、生産性の観点から、連続鋳造によりスラブを製造することが好ましい。また、薄スラブキャスターなどで製造してもよい。
また、通常、スラブは鋳造後、冷却し、熱間圧延を行うために、再度、加熱する。
【0050】
熱間圧延を行う際のスラブの加熱温度は1100℃以上とする。これは、熱間圧延の仕上温度をAr3変態点以上とするために必要な温度である。熱間圧延の仕上温度は、Ar3変態点以上とする。これは、Ar3変態点未満で圧延すると、ヤング率にとって好ましくない集合組織が発達するためである。また、熱間圧延の仕上温度が950℃超では、熱間圧延中に再結晶が進行し、集合組織の形成が不十分となる。熱間圧延の終了後、700℃以下で巻き取ることが必要である。これは、700℃超で巻き取ると巻取中に集合組織が壊れヤング率が低下する可能性があるためである。
【0051】
続いて、熱間圧延終了後の鋼板を冷間圧延する。冷間圧延は圧下率40〜85%で行う。圧下率が40%未満では、十分な加工集合組織の発達が得にくい。一方、圧下率を85%超とすると、圧延機への負荷が高まるだけでなく、ヤング率も低下する傾向にあるため85%以下で冷間圧延を行う。
焼鈍は、加熱速度を1℃/s以上100℃/s以下で加熱し、最高到達温度は700℃以上900℃以下である。加熱速度は再結晶の抑制の観点からこの範囲が望ましい。焼鈍温度が700℃未満では、焼鈍後に未再結晶粒が残存し、加工性が劣悪となる。一方、焼鈍温度を900℃超にすることはγ粒の粗大化に伴う集合組織の劣化の原因となることからこの温度とする。
【0052】
焼鈍後の冷却および過時効熱処理は、組織制御や固溶C量の低減などの目的に応じて150℃以上で適宜行うとよい。一方、合金化溶融亜鉛めっきを施す場合、合金化処理は450〜600℃の範囲内で行う。450℃未満では合金化が十分に進行せず、また、600℃超えでは過度に合金化が進行し、めっき層が脆化するため、プレス等の加工によってめっきが剥離するなどの問題を誘発する。合金化処理の時間は、10s以上とする。10s未満では合金化が十分に進行しない。
【0053】
形状矯正の観点から圧下率10%以下の調質圧延を施すことは、ヤング率に影響をおよぼさないことから、必要に応じて行ってもよい。
【0054】
本願発明において2枚の鋼板を貼り付ける方法については特に限定はしない。プレス成形前後で剥離しない強度が得られるように2枚の鋼板が貼着されていればよい。例えばエポキシ系やウレタン系樹脂などからなる接着材を鋼板同士の間に塗布することにより、2枚の鋼板を貼り付けてもよい。張り剛性を更に向上させるために接着材として発泡硬化型の樹脂を使用しても良い。ただし、いずれの方法においても鋼板全体がAc1変態点を越える温度にて接着作業を行うと集合組織が破壊されヤング率が低下し、所望の張り剛性が得られなくなる可能性がある。
【実施例】
【0055】
「実施例1」
次に本発明を実施例にて説明する。
まず、張り剛性に及ぼす最大ヤング率の効果を示す。
表1に、張り剛性評価に用いた鋼板の化学成分を示した。表1に示した組成(残部はFe及び不可避的不純物)を有する鋼は、いずれも実機にて溶製して鋼片を製造し、熱間圧延、冷間圧延,焼鈍を行ったものである。最終的な鋼板の板厚はいずれも0.6mmである。めっきの欄に○をつけた場合は溶融亜鉛めっき鋼板である。
【0056】
【表1】
【0057】
これらの鋼板の板厚1/2厚部での集合組織を測定した結果({211}<011>方位のX線ランダム強度比)、および圧延方向、45°方向、弾性主軸方向である圧延垂直方向(幅方向)のヤング率を横振動法で測定した結果も表1に併せて標記する。
Nb,Ti,V,Bが添加されていない、または添加量の少ない鋼N,Pでは熱間圧延中の再結晶が抑制されないために{211}<011>方位が発達せず、高いヤング率が得られない。
また、Mn量が低い鋼OではAr3変態温度が高いために高温で熱間圧延を終了する必要があり、やはり再結晶が進行してしまう。その結果{211}<011>方位が発達せず、高いヤング率が得られていない。
【0058】
更に、表1で示した鋼板2枚を、弾性主軸(圧延垂直方向)のなす角である弾性主軸間角度が45°になるようにエポキシ系樹脂で貼り付け、複合パネルを製造した。
得られた複合パネルを、最大曲率R6500mm、700mm角、成形高さ30mmに成形し、パネル中心部を直径100mm,曲率半径300mmの圧子で10mm/minの速度、荷重20Nで押し込み、張り剛性を評価した。結果を表2に示す。
【0059】
【表2】
【0060】
貼り付けた2枚の鋼板のいずれもが弾性主軸のヤング率である最大ヤング率が225GPa超え〜245GPa以下を示す本発明例の複合パネルに比べて、最大ヤング率の低い鋼板を貼り合わせた比較例の複合パネルは、いずれも張り剛性が低下しており、同じ荷重で押し込んだ場合の押し込み量が高くなる。
【0061】
「実施例2」
次に、板厚比の効果を示す。
表1の鋼Gと鋼Lを用いて種々の板厚の鋼板を作製し、板厚が異なる2枚の鋼板(板1及び板2)を、弾性主軸間角度50°で、実施例1と同様にエポキシ系樹脂を用いて貼り付け、複合パネルを製造した。これらの複合パネルの張り剛性を、実施例1と同様にして評価した。結果を表3に示した。
【0062】
【表3】
【0063】
表3より、相対的に板厚が薄い鋼板(板1)の板厚A(mm)と、相対的に板厚が厚い鋼板(板2)の板厚B(mm)が0≦|A−B|/(A+B)≦0.6を満足している複合パネルは、高い張り剛性が得られるのに対し、|A−B|/(A+B)>0.6の複合パネルでは張り剛性が低下しているのが分かる。
【0064】
「実施例3」
次に、板厚の効果を示す。
表1の鋼E,I,Pを用いて種々の板厚の鋼板を作製し、鋼種及び板厚が同一である2枚の鋼板を、弾性主軸間角度38°で、実施例1と同様にエポキシ系樹脂を用いて貼り合わせ、複合パネルを製造した。これらの複合パネルを、最大曲率R8000mm、900mm角、成形高さ30mmに成形し、パネル中心部を直径100mm,曲率半径300mmの圧子で10mm/minの速度、荷重20Nで押し込み、張り剛性評価した。結果を表4および図8に示す。
【0065】
【表4】
【0066】
表4に示したように、鋼E,Iを用いた合計板厚2mm以下の複合パネルでは、比較例である鋼Pを用いた複合パネルと比べて張り剛性が優れているが、鋼E,Iを用いた合計板厚2mmを超える複合パネルでは、張り剛性の優位性がわずかとなる。
図8は、表4に示した板厚の合計と張り剛性との関係を示したグラフである。合計の板厚が2mmを超えると、優位性が認められなくなることは、図8からも明らかである。
【産業上の利用可能性】
【0067】
本発明の鋼板パネルは、主に自動車用パネル部材に用いられるが、その他に家庭電気製品、建物などに使用される。本発明の鋼板パネルは高い張り剛性を有するため、従来の鋼板パネルよりも板厚を減少させること、即ち軽量化が可能になり、地球環境保全に寄与できる。
【特許請求の範囲】
【請求項1】
2枚の鋼板を貼着した複合パネルであって、鋼板の成分が、質量%で、
C:0.0005%以上、0.15%以下、
Mn:0.10%以上、2.5%以下、
を含有し、
P:0.2%以下、
S:0.02%以下、
N:0.01%以下、
Si:2.0%以下、
Al:0.15%以下、
に制限し、更に、
Ti:0.005%以上、0.15%以下、
Nb:0.001%以上、0.1%以下、
V:0.005%以上、0.1%以下、
B:0.0001%以上、0.01%以下
の1種又は2種以上を含有し、残部が不可避的不純物からなり、該鋼板の1/2板厚部での{211}<011>方位のX線ランダム強度比が5以上であり、該鋼板の最大ヤング率が225GPa超245GPa以下であり、2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角が30°〜60°であることを特徴とする張り剛性に優れた複合パネル。
【請求項2】
鋼板の成分が、更に質量%で
Cr:0.01〜3.00%、
Cu:0.01〜0.35%、
Ni:0.01〜1.00%
Mo:0.01〜1.00%
の1種又は2種以上を含有することを特徴とする請求項1に記載の張り剛性に優れた複合パネル。
【請求項3】
貼着する2枚の鋼板のうちの一方の鋼板の板厚A(mm)と他方の鋼板の板厚B(mm)とが、
0≦|A−B|/(A+B)≦0.6、
0.5(mm)≦A+B≦2.0(mm)を満足することを特徴とする請求項1又は2に記載の張り剛性に優れた複合パネル。
【請求項4】
2枚の鋼板が冷延鋼板であることを特徴とする請求項1〜3の何れか1項に記載の張り剛性に優れた複合パネル。
【請求項5】
2枚の鋼板が溶融亜鉛めっき冷延鋼板であることを特徴とする請求項1〜4の何れか1項に記載の張り剛性に優れた複合パネル。
【請求項1】
2枚の鋼板を貼着した複合パネルであって、鋼板の成分が、質量%で、
C:0.0005%以上、0.15%以下、
Mn:0.10%以上、2.5%以下、
を含有し、
P:0.2%以下、
S:0.02%以下、
N:0.01%以下、
Si:2.0%以下、
Al:0.15%以下、
に制限し、更に、
Ti:0.005%以上、0.15%以下、
Nb:0.001%以上、0.1%以下、
V:0.005%以上、0.1%以下、
B:0.0001%以上、0.01%以下
の1種又は2種以上を含有し、残部が不可避的不純物からなり、該鋼板の1/2板厚部での{211}<011>方位のX線ランダム強度比が5以上であり、該鋼板の最大ヤング率が225GPa超245GPa以下であり、2枚の鋼板の鋼板面内でヤング率が最大となる方向のなす角が30°〜60°であることを特徴とする張り剛性に優れた複合パネル。
【請求項2】
鋼板の成分が、更に質量%で
Cr:0.01〜3.00%、
Cu:0.01〜0.35%、
Ni:0.01〜1.00%
Mo:0.01〜1.00%
の1種又は2種以上を含有することを特徴とする請求項1に記載の張り剛性に優れた複合パネル。
【請求項3】
貼着する2枚の鋼板のうちの一方の鋼板の板厚A(mm)と他方の鋼板の板厚B(mm)とが、
0≦|A−B|/(A+B)≦0.6、
0.5(mm)≦A+B≦2.0(mm)を満足することを特徴とする請求項1又は2に記載の張り剛性に優れた複合パネル。
【請求項4】
2枚の鋼板が冷延鋼板であることを特徴とする請求項1〜3の何れか1項に記載の張り剛性に優れた複合パネル。
【請求項5】
2枚の鋼板が溶融亜鉛めっき冷延鋼板であることを特徴とする請求項1〜4の何れか1項に記載の張り剛性に優れた複合パネル。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−280127(P2010−280127A)
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願番号】特願2009−135068(P2009−135068)
【出願日】平成21年6月4日(2009.6.4)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成22年12月16日(2010.12.16)
【国際特許分類】
【出願日】平成21年6月4日(2009.6.4)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]