
強化繊維シート、繊維強化複合材、及び強化繊維シートの製造方法、並びに繊維強化複合材の製造方法
【課題】強度的な品質に優れた強化繊維シート及び繊維強化複合材を提供する。
【解決手段】帯形状の強化繊維シート12Eは、織物13Eと、織物13Eの接着面131に貼り付けられた強化繊維束14とから構成されている。強化繊維束14によって配列形成された配列領域は、強化繊維シートの長さ方向に引き揃えられた直線配列部141と、強化繊維シートの長さ方向に引き揃えられた後に半円を描きながら反転して強化繊維シートの長さ方向に引き揃えられた配列部142とに分かれている。配列部142は、連続した状態で方向転換する方向転換部Hoを備えており、方向転換部Hoと直線配列部141の一端部との間には空領域Qが形成されている。
【解決手段】帯形状の強化繊維シート12Eは、織物13Eと、織物13Eの接着面131に貼り付けられた強化繊維束14とから構成されている。強化繊維束14によって配列形成された配列領域は、強化繊維シートの長さ方向に引き揃えられた直線配列部141と、強化繊維シートの長さ方向に引き揃えられた後に半円を描きながら反転して強化繊維シートの長さ方向に引き揃えられた配列部142とに分かれている。配列部142は、連続した状態で方向転換する方向転換部Hoを備えており、方向転換部Hoと直線配列部141の一端部との間には空領域Qが形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂強化用の強化繊維シート、繊維強化複合材、及び強化繊維シートの製造方法、並びに繊維強化複合材の製造方法に関する。
【背景技術】
【0002】
繊維強化複合材の製作には、強化繊維基材に半硬化の熱硬化性樹脂を予め含浸させてシート状に製造されたプリプレグを用いる方法、あるいは強化繊維基材を積層して製造されたプリフォームを用いる方法等が知られている。
【0003】
プリプレグを用いる方法では、熱硬化性樹脂を予め含浸しているため、新たにマトリックスを付加すること無く繊維強化複合材を製作できるという利点がある。その反面、プリプレグを用いる方法では、バギングフィルムを用いて真空引きした後に大型のオートクレーブによりプリプレグを熱硬化させる等、大型の装置を使用する必要がある。そのため、エネルギー消費が大きく、コストアップにも繋がるという問題がある。又、プリプレグは、保管方法や使用期限等に制約があり、管理が複雑であるという問題もある。
【0004】
一方、プリフォームを用いる方法では、大型の装置を用いる必要が無いため、比較的簡便に使用できる利点がある。
特許文献1には、一方向に強化繊維を引き揃えたシート状物が強化繊維の方向を異ならせるように2層以上積層されており、これらのシート状物が少なくとも2枚の樹脂透過性基布によって固定されている。樹脂透過性基布は、加熱によって融解する樹脂を繊維にコーティングしたメッシュ状物である。シート状物は、加熱によって融解した樹脂によって樹脂透過性基布に貼り付け固定される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−38840号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に開示の強化繊維シートでは、シート状物が直線状態で樹脂透過性基布に貼り付けられている。全てのシート状物の配向状態を直線状態とする構成では、強化繊維シートを所望の形状に形成するのにシート状物を途中で切断する箇所が多くなり、強度的な品質で問題がある。
【0007】
本発明は、強度的な品質に優れた強化繊維シート及び繊維強化複合材を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1乃至請求項7の発明は、強化繊維シートを対象とし、請求項1の発明では、層間強化材からなる多孔シートと、前記多孔シートの少なくとも一方の面に付着された熱融着材と、前記多孔シートの前記一方の面において前記熱融着材に接着された強化繊維束とを備え、少なくとも一部の前記強化繊維束には、前記強化繊維束が屈曲又は湾曲された方向転換部が形成されている。なお、層間強化材が多孔シートであるのは、強化繊維シートを積層した後にマトリックス樹脂を含浸させる場合に、シートに孔が形成されていないとマトリックス樹脂が含浸しないためである。
【0009】
このような方向転換部の存在は、強化繊維束の切断箇所を少なくして強化繊維シートを強度的な品質に優れたものとする。なお、層間強化材とは、繊維強化複合材の層間を高靭性化して耐衝撃性を向上させるものであることを意味する。
【0010】
好適な例では、前記多孔シートは、織物である。
織物の織り目は、樹脂の浸透の上で好ましい孔である。
好適な例では、前記織物は、平織物である。
【0011】
平織物は、強化繊維シートの厚みを小さくする上で好ましい。
好適な例では、前記織物の糸は、前記熱融着材によって被膜されている。
熱融着材によって被膜されている糸は、強化繊維束を織物に貼り付ける上で簡便な素材である。
【0012】
好適な例では、前記層間強化材は、熱可塑性樹脂である。
好適な例では、少なくとも一部の前記強化繊維束には、直線配列部と方向転換部とが形成されている。
【0013】
好適な例では、少なくとも一部の前記強化繊維束には、半円弧状の方向転換部と該方向転換部の一対の端部のそれぞれから延在する直線配列部が形成されている。
請求項8の発明は、強化繊維シートの製造方法を対象とし、少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、前記多孔シートの前記一方の、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程とを備え、前記加熱ローラは、前記層間強化材の融点以下前記熱融着材の融点以上の温度に加熱される。
【0014】
請求項9の発明は、請求項1乃至請求項7のいずれか1項に記載の強化繊維シートを少なくとも含む複数の強化繊維シートを積層した積層体にマトリックス樹脂を含浸させてなる繊維強化複合材である。
【0015】
請求項10の発明は、繊維強化複合材の製造方法を対象とし、少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、前記多孔シートの前記一方の、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程と、前記一方の面に前記強化繊維束が接着した前記強化繊維シートを積層する積層工程と、前記強化繊維シートを積層にマトリックス樹脂を含浸させる含浸工程とを備える。
【発明の効果】
【0016】
本発明の強化繊維シート及び繊維強化複合材は、強度的な品質に優れるという効果を奏する。
【図面の簡単な説明】
【0017】
【図1】第1の実施形態を示し、(a)は、繊維強化複合材の斜視図。(b)は、積層体の概略斜視図。(c)は、複数の強化繊維シートの斜視図。
【図2】平織物の断面図。
【図3】供給装置の模式図。
【図4】加熱ローラの方向転換を説明する平面図。
【図5】第2の実施形態を示す供給装置の模式図。
【発明を実施するための形態】
【0018】
以下、本発明を具体化した第1の実施形態を図1〜図4に基づいて説明する。
図1(a)に示すように、繊維強化複合材10は、帯形状に形成されている。帯形状に形成された繊維強化複合材10の長さ方向の一端部には孔101が貫設されており、孔101の周囲には半円弧縁102が形成されている。繊維強化複合材10は、図1(b)に示す積層体11に熱硬化性樹脂(例えばエポキシ樹脂)を含浸させて構成されている。積層体11は、図1(c)に示す複数の強化繊維シート12A,12B,12C,12D,12Eを積層して構成されている。
【0019】
図1(c)に示すように、帯形状の強化繊維シート12Aは、多孔シートである織物13Aと、強化繊維シート12Aの長さ方向に引き揃えられた強化繊維束14Aとから構成されている。強化繊維束14Aは、織物13Aの一方の面(接着面131)に貼り付けられている。帯形状の強化繊維シート12Bは、織物13Bと、強化繊維シート12Bの長さ方向に対して135°で斜交する方向に引き揃えられた強化繊維束14Bとから構成されている。強化繊維束14Bは、織物13Bの接着面131に貼り付けられている。
【0020】
帯形状の強化繊維シート12Cは、織物13Cと、強化繊維シート12Cの長さ方向に対して45°で斜交する方向に引き揃えられた強化繊維束14Cとから構成されている。強化繊維束14Cは、織物13Cの接着面131に貼り付けられている。帯形状の強化繊維シート12Dは、織物13Dと、強化繊維シート12Bの幅方向に引き揃えられた強化繊維束14Dとから構成されている。強化繊維束14Dは、織物13Dの接着面131に貼り付けられている。
【0021】
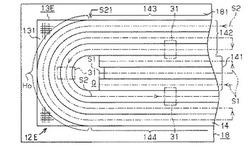
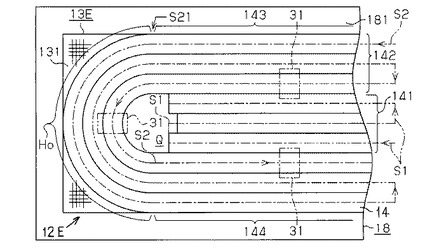
一対の帯形状の強化繊維シート12Eは、織物13Eと、織物13Eの接着面131に貼り付けられた強化繊維束14Eとから構成されている。強化繊維束14Eによって配列形成された配列領域は、強化繊維シート12Eの長さ方向に引き揃えられた直線配列部141と、強化繊維シート12Eの長さ方向に引き揃えられた後に半円を描きながら反転して強化繊維シート12Eの長さ方向に引き揃えられた配列部142とに分かれている。配列部142は、連続した状態で方向転換する半円弧状の方向転換部Hoを備えており、方向転換部Hoと直線配列部141の一端部との間には空領域Qが形成されている。配列部142は、半円弧状の方向転換部Hoの一対の端部のそれぞれから延在する直線配列部143,144を備えている。
【0022】
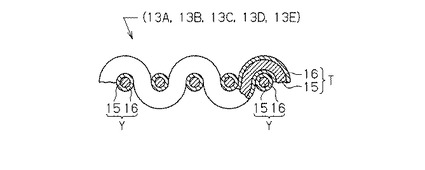
図2に示すように、織物13A,13B,13C,13D,13Eは、平織物であり、織物13A,13B,13C,13D,13Eの経糸Tと緯糸Yとは、芯糸15の表面に低融点の被膜16を有する融着糸である。芯糸15は、熱可塑性樹脂からなり、被膜16は、別の熱可塑性樹脂からなる。被膜16の熱可塑性樹脂としては、その融点T1が芯糸15の熱可塑性樹脂の融点T2よりも低いものが用いられる。被膜16の熱可塑性樹脂としては、例えば共重合ナイロン、変性ポリエステルあるいはビニロンが用いられ、芯糸15の熱可塑性樹脂としてはナイロン6あるいはナイロン66が用いられる。被膜16は、多孔シートの両面に付着された熱融着材である。なお、ナイロンの代わりにポリエステルを使用しても良い。
【0023】
強化繊維束14A,14B,14C,14D,14Eは、加熱によって溶融した被膜16に付着されて織物13A,13B,13C,13D,13Eに接着されている。
強化繊維束14A,14B,14C,14D,14Eは、図3に示す強化繊維シート製造装置17によって織物13A,13B,13C,13D,13Eに貼り付けられる。
【0024】
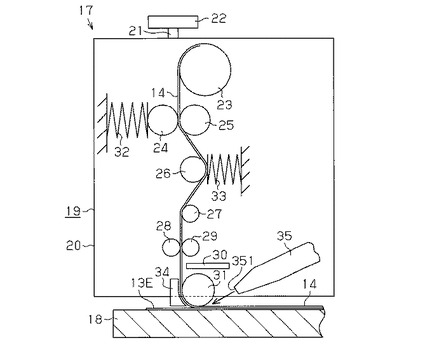
図3に示すように、強化繊維シート製造装置17は、保持台18と、保持台18の上方に配設された供給装置19とから構成されている。供給装置19を構成する箱形状のヘッドフレーム20は、回転軸21を介して回転装置22によって回転可能に支持されており、回転装置22は、回転軸21を中心にしてヘッドフレーム20を回動可能である。回転装置22は、図示しない移動機構によって左右方向(図3において左右方向)及び前後方向(図3において紙面に垂直な方向)に移動可能に支持されている。又、回転装置22は、図示しない昇降機構によって昇降可能である。
【0025】
ヘッドフレーム20の内部には、強化繊維束14を巻いたボビン23、一対の供給ローラ24,25、張力付与ローラ26、ガイドローラ27、一対の送り出しローラ28,29、カッター30及び加熱ローラ31が内蔵されている。ボビン23に巻かれた強化繊維束14は、一対の供給ローラ24,25間を通されて張力付与ローラ26及びガイドローラ27に接しながら一対の送り出しローラ28,29を通される。供給ローラ25は、圧縮ばね32のばね力によって供給ローラ24に圧接されている。張力付与ローラ26は、引っ張りばね33のばね力によって強化繊維束14に一定の張力を付与している。
【0026】
カッター30は、図示しない駆動装置により適宜のタイミングで仮想線で示す位置まで進出される。これにより送り出しローラ28,29と加熱ローラ31との間で強化繊維束14が切断される。送り出しローラ28,29を通された強化繊維束14は、加熱ローラ31と対向する位置に配設されたガイド34との間に案内される。加熱ローラ31は、内部に備えたヒータ(図示略)によりローラ表面が昇温される。又、加熱ローラ31は、図示しない付勢手段により保持台18に押接可能である。
【0027】
次に、強化繊維シート12Eの製造を説明する。
加熱ローラ31は、芯糸15(層間強化材)の融点T2以下で熱融着材の融点T1以上の温度に加熱される。図4に示すように、保持台18の載置面181上に織物13Eが載せられて動かないようにされる。この工程は、多孔シートである平織物を準備する準備工程である。
【0028】
加熱ローラ31とガイド34との間を通された強化繊維束14の始端は、ヘッドフレーム20を移動することによって織物13Eの右端の直上に案内される。その後、ヘッドフレーム20が下動され、強化繊維束14の始端部が加熱ローラ31と織物13Eとの間に挟まれる。
【0029】
加熱ローラ31は、前記した付勢手段により強化繊維束14の始端部を織物13Eの右端上に押接する。又、加熱ローラ31は、前記したヒータの加熱作用によって織物13Eの融着糸の被膜16を溶融する。これにより、強化繊維束14の始端部が織物13Eに接着される。
【0030】
その後、ヘッドフレーム20が移動され、加熱ローラ31が強化繊維束14を織物13E上に押接しながら織物13E上を転動してゆく。加熱ローラ31の転動により強化繊維束14がボビン23から引き出されてゆき、加熱ローラ31とガイド34との間を通された強化繊維束14が織物13E上に直線的に配列されてゆく。
【0031】
図4に示すように、加熱ローラ31は、鎖線S1で示す経路に沿って移動される。図中の矢印は、加熱ローラ31の転動方向を表す。
織物13Eの長さ方向へ直線的に移動された加熱ローラ31が鎖線S1で示す経路の直線端近くに達したときには、カッター30が作動され、強化繊維束14が加熱ローラ31とガイド34との間で切断される。強化繊維束14の切断後、加熱ローラ31が鎖線S1で示す経路の直線端まで転動された後、ヘッドフレーム20が上動されて加熱ローラ31が織物13Eの上面から離れると共に、回転装置が作動され、ヘッドフレーム20が回転軸21を中心にして90°回転される。この回転後、ヘッドフレーム20が織物13Eの幅方向に強化繊維束14の幅程度移動される。その後、回転装置が作動され、ヘッドフレーム20が回転軸21を中心にして90°回転される。この回転後、ヘッドフレーム20が下動されて加熱ローラ31が織物13Eの上面に押接される。その後、ヘッドフレーム20が織物13Eの長さ方向に移動され、強化繊維束14が織物13Eの長さ方向に直線的に配列されてゆく。このようなヘッドフレーム20及び加熱ローラ31の動作により、強化繊維束14を直線状に配列した直線配列部141が形成される。直線配列部141を形成する強化繊維束14は、加熱ローラ31の加熱作用によって織物13Eの上面に接着される。
【0032】
次に、加熱ローラ31は、鎖線S2で示す経路に沿って移動される。織物13Eの長さ方向へ直線的に移動された加熱ローラ31が鎖線S2で示す経路の直線端(一例としてS21で示す箇所)に達したときには、ヘッドフレーム20の動作が円弧を描くように制御される。これにより加熱ローラ31が鎖線で示すように方向を変えながら織物13E上を転動し、強化繊維束14が半円弧形状に配列される。その後、ヘッドフレーム20が織物13Eの長さ方向に移動され、強化繊維束14が織物13Eの長さ方向に直線的に配列されてゆく。このような加熱ローラ31の動作により、強化繊維束14を半円弧状に配列した方向転換部Hoを備えた配列部142が形成される。配列部142を形成する強化繊維束14は、加熱ローラ31の加熱作用によって織物13Eの上面に接着される。
【0033】
織物13Eに接着された直線配列部141の先端側と、織物13Eに接着された配列部142の一部である方向転換部Hoとの間には強化繊維束14の空領域Qが形成される。
織物13Eに強化繊維束14を接着させる工程は、多孔シートである織物13Eの一方の、強化繊維束14を加熱ローラ31によって加圧して接着させる加熱・加圧工程である。加熱ローラ31を方向を変えながら織物13E上を転動させる工程は、加熱・加圧工程において、加熱ローラ31を方向転換しながら強化繊維束14を織物13Eの一方の面(接着面131)に接着させる方向転換工程である。
【0034】
他の強化繊維シート12A,12B,12C,12Dにおいても、織物13A,13B,13C,13D上で加熱ローラ31を転動させて強化繊維束14A,14B,14C,14Dが織物13A,13B,13C,13D上に接着される。
【0035】
このように形成された強化繊維シート12Eは、空領域Q及び方向転換部Hoの周囲に対応する織物13Eの部位を切断除去される。他の強化繊維シート12A,12B,12C,12Dにおいても、織物13A,13B,13C,13Dの一部が切断除去される。
【0036】
織物13A,13B,13C,13D,13Eの一部が切断除去された強化繊維シート12A,12B,12C,12D,12Eは、図示しない型の内で積層される。この工程は、織物13A,13B,13C,13D,13Eに強化繊維束14A,14B,14C,14D,14Eが接着した強化繊維シート12A,12B,12C,12D,12Eを積層する積層工程である。
【0037】
前記型内にはマトリックス樹脂(前記した熱硬化性樹脂)が充填され、積層された積層体11〔図1(b)参照〕にマトリックス樹脂が含浸される。この工程は、方向転換部Hoを有する強化繊維シート12Eを12A,12B,12C,12D,12E積層にマトリックス樹脂を含浸させる含浸工程である。
【0038】
マトリックス樹脂が加熱によって硬化すると、図1(a)に示す繊維強化複合材10が形成される。
次に、第1の実施形態の作用を説明する。
【0039】
図1(a)に示すように、孔101に挿通された部材36から矢印Kの方向へ繊維強化複合材10に荷重が掛かったとする。この場合、繊維強化複合材10を構成する強化繊維シート12Eの連続した配列部142が無いとすると、前記荷重の受け止め力は、強化繊維束と熱硬化性樹脂との接着強度に依存することになる。接着強度は、連続した配列部142による受け止め力より小さいため、配列部142のない強化繊維シートの積層数を増やす必要があるが、これは、繊維強化複合材の軽量化にとって好ましくない。連続した配列部142を有する強化繊維シート12Eの存在は、強化繊維シートの積層数を減らして繊維強化複合材の軽量化に寄与する。
【0040】
図1(a)に示すように、衝撃荷重Rが繊維強化複合材10の厚み方向に掛かった場合、層間強化材(本実施形態では織物)が無い繊維強化複合材では、層間に生じるクラックが衝撃荷重Rの方向に向かうにつれて円錐状に拡がってゆくことが知られている。層間強化材が無い繊維強化複合材においてこのようなクラックの発生に対処するには、強化繊維束の層を増やす必要があるが、これは、繊維強化複合材の軽量化にとって好ましくない。
【0041】
層間強化材(本実施形態では織物13A,13B,13C,13D,13E)を有する繊維強化複合材10では、層間強化材が層間でのクラックの伸展が層間強化材によって抑制される。層間強化材(本実施形態では織物13A,13B,13C,13D,13E)の存在は、強化繊維シートの積層数を減らして繊維強化複合材の軽量化に寄与する。
【0042】
第1の実施形態では以下の効果が得られる。
(1)孔101の周囲の強化繊維シート12Eの一部が方向転換部Hoによって形成されているため、強化繊維シート12Eの強化繊維束14Eの切断箇所が方向転換部Hoのない強化繊維シートに比べて少ない。連続した状態で方向転換する状態に配列された方向転換部Hoの存在は、強化繊維束の切断箇所を少なくして強化繊維シート12Eを強度的な品質に優れたものとする。
【0043】
(2)織物の織り目が孔になる織物13A,13B,13C,13D,13Eは、繊維強化複合材10の層間を高靭性化して耐衝撃性を向上させる層間強化材として好適である。
【0044】
(3)バインダ樹脂が織物13A,13B,13C,13D,13Eの織り目に浸透した状態で硬化される。そのため、樹脂に生じるクラックの拡大が織物13A,13B,13C,13D,13Eによって効果的に抑制される。つまり、織物13A,13B,13C,13D,13Eの織り目は、クラックの拡大の抑制の上で重要な樹脂の浸透の上で好ましい孔である。
【0045】
(4)平織物は、糸径が同じであれば織物のうちで厚みを最も小さくできる織物である。従って、平織物である織物13A,13B,13C,13D,13Eの採用は、強化繊維シート12A,12B,12C,12D,12Eの厚みを小さくして積層体11の厚みを抑制する上で好ましい。
【0046】
(5)織物13A,13B,13C,13D,13Eを構成する融着糸(経糸T及び緯糸Y)は、加圧しながら加熱によって加熱強化繊維束を織物13A,13B,13C,13D,13Eに貼り付ける上で簡便な素材である。
【0047】
次に、図5の第2の実施形態を説明する。第1の実施形態と同じ構成部には同じ符合を用い、その詳細説明は省略する。
ヘッドフレーム20には冷却ノズル35が設けられている。冷却ノズル35は、図示しない冷却装置に接続されている。冷却ノズル35は、加熱ローラ31に対してヘッドフレーム20の移動方向の後方側に配置されている。冷却ノズル35の冷風の噴射口351は、加熱ローラ31と保持台18との間を指向するように配設されている。
【0048】
加熱により溶融した被膜16は、強化繊維束が加圧・加熱を受けた直後に、冷却ノズル35から噴射される冷風により冷やされ、粘性が早期に下げられるため、被膜16(熱融着材)の固化が速やかに進行する。そのため、強化繊維束の形状保持効果が早期に得られる。
【0049】
本発明では以下のような実施形態も可能である。
○熱融着材である粉末を付着させた多孔シートを用いてもよい。
○多孔シートとして多孔フィルムを用いてもよい。
【0050】
○方向転換部を有する強化繊維シートのみによって積層体を構成してもよい。
○強化繊維束が鋭角、直角あるいは鈍角に屈曲された方向転換部を形成してもよい。
【符号の説明】
【0051】
10…繊維強化複合材。11…積層体。12A,12B,12C,12D,12E…強化繊維シート。13A,13B,13C,13D,13E…層間強化材からなる多孔シートとしての織物。131…一方の面である接着面。14,14A,14B,14C,14D,14E…強化繊維束。141,143,144…直線配列部。16…熱融着材としての被膜。31…加熱ローラ。T…経糸。Y…緯糸。Ho…方向転換部。
【技術分野】
【0001】
本発明は、樹脂強化用の強化繊維シート、繊維強化複合材、及び強化繊維シートの製造方法、並びに繊維強化複合材の製造方法に関する。
【背景技術】
【0002】
繊維強化複合材の製作には、強化繊維基材に半硬化の熱硬化性樹脂を予め含浸させてシート状に製造されたプリプレグを用いる方法、あるいは強化繊維基材を積層して製造されたプリフォームを用いる方法等が知られている。
【0003】
プリプレグを用いる方法では、熱硬化性樹脂を予め含浸しているため、新たにマトリックスを付加すること無く繊維強化複合材を製作できるという利点がある。その反面、プリプレグを用いる方法では、バギングフィルムを用いて真空引きした後に大型のオートクレーブによりプリプレグを熱硬化させる等、大型の装置を使用する必要がある。そのため、エネルギー消費が大きく、コストアップにも繋がるという問題がある。又、プリプレグは、保管方法や使用期限等に制約があり、管理が複雑であるという問題もある。
【0004】
一方、プリフォームを用いる方法では、大型の装置を用いる必要が無いため、比較的簡便に使用できる利点がある。
特許文献1には、一方向に強化繊維を引き揃えたシート状物が強化繊維の方向を異ならせるように2層以上積層されており、これらのシート状物が少なくとも2枚の樹脂透過性基布によって固定されている。樹脂透過性基布は、加熱によって融解する樹脂を繊維にコーティングしたメッシュ状物である。シート状物は、加熱によって融解した樹脂によって樹脂透過性基布に貼り付け固定される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−38840号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、特許文献1に開示の強化繊維シートでは、シート状物が直線状態で樹脂透過性基布に貼り付けられている。全てのシート状物の配向状態を直線状態とする構成では、強化繊維シートを所望の形状に形成するのにシート状物を途中で切断する箇所が多くなり、強度的な品質で問題がある。
【0007】
本発明は、強度的な品質に優れた強化繊維シート及び繊維強化複合材を提供することを目的とする。
【課題を解決するための手段】
【0008】
請求項1乃至請求項7の発明は、強化繊維シートを対象とし、請求項1の発明では、層間強化材からなる多孔シートと、前記多孔シートの少なくとも一方の面に付着された熱融着材と、前記多孔シートの前記一方の面において前記熱融着材に接着された強化繊維束とを備え、少なくとも一部の前記強化繊維束には、前記強化繊維束が屈曲又は湾曲された方向転換部が形成されている。なお、層間強化材が多孔シートであるのは、強化繊維シートを積層した後にマトリックス樹脂を含浸させる場合に、シートに孔が形成されていないとマトリックス樹脂が含浸しないためである。
【0009】
このような方向転換部の存在は、強化繊維束の切断箇所を少なくして強化繊維シートを強度的な品質に優れたものとする。なお、層間強化材とは、繊維強化複合材の層間を高靭性化して耐衝撃性を向上させるものであることを意味する。
【0010】
好適な例では、前記多孔シートは、織物である。
織物の織り目は、樹脂の浸透の上で好ましい孔である。
好適な例では、前記織物は、平織物である。
【0011】
平織物は、強化繊維シートの厚みを小さくする上で好ましい。
好適な例では、前記織物の糸は、前記熱融着材によって被膜されている。
熱融着材によって被膜されている糸は、強化繊維束を織物に貼り付ける上で簡便な素材である。
【0012】
好適な例では、前記層間強化材は、熱可塑性樹脂である。
好適な例では、少なくとも一部の前記強化繊維束には、直線配列部と方向転換部とが形成されている。
【0013】
好適な例では、少なくとも一部の前記強化繊維束には、半円弧状の方向転換部と該方向転換部の一対の端部のそれぞれから延在する直線配列部が形成されている。
請求項8の発明は、強化繊維シートの製造方法を対象とし、少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、前記多孔シートの前記一方の、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程とを備え、前記加熱ローラは、前記層間強化材の融点以下前記熱融着材の融点以上の温度に加熱される。
【0014】
請求項9の発明は、請求項1乃至請求項7のいずれか1項に記載の強化繊維シートを少なくとも含む複数の強化繊維シートを積層した積層体にマトリックス樹脂を含浸させてなる繊維強化複合材である。
【0015】
請求項10の発明は、繊維強化複合材の製造方法を対象とし、少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、前記多孔シートの前記一方の、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程と、前記一方の面に前記強化繊維束が接着した前記強化繊維シートを積層する積層工程と、前記強化繊維シートを積層にマトリックス樹脂を含浸させる含浸工程とを備える。
【発明の効果】
【0016】
本発明の強化繊維シート及び繊維強化複合材は、強度的な品質に優れるという効果を奏する。
【図面の簡単な説明】
【0017】
【図1】第1の実施形態を示し、(a)は、繊維強化複合材の斜視図。(b)は、積層体の概略斜視図。(c)は、複数の強化繊維シートの斜視図。
【図2】平織物の断面図。
【図3】供給装置の模式図。
【図4】加熱ローラの方向転換を説明する平面図。
【図5】第2の実施形態を示す供給装置の模式図。
【発明を実施するための形態】
【0018】
以下、本発明を具体化した第1の実施形態を図1〜図4に基づいて説明する。
図1(a)に示すように、繊維強化複合材10は、帯形状に形成されている。帯形状に形成された繊維強化複合材10の長さ方向の一端部には孔101が貫設されており、孔101の周囲には半円弧縁102が形成されている。繊維強化複合材10は、図1(b)に示す積層体11に熱硬化性樹脂(例えばエポキシ樹脂)を含浸させて構成されている。積層体11は、図1(c)に示す複数の強化繊維シート12A,12B,12C,12D,12Eを積層して構成されている。
【0019】
図1(c)に示すように、帯形状の強化繊維シート12Aは、多孔シートである織物13Aと、強化繊維シート12Aの長さ方向に引き揃えられた強化繊維束14Aとから構成されている。強化繊維束14Aは、織物13Aの一方の面(接着面131)に貼り付けられている。帯形状の強化繊維シート12Bは、織物13Bと、強化繊維シート12Bの長さ方向に対して135°で斜交する方向に引き揃えられた強化繊維束14Bとから構成されている。強化繊維束14Bは、織物13Bの接着面131に貼り付けられている。
【0020】
帯形状の強化繊維シート12Cは、織物13Cと、強化繊維シート12Cの長さ方向に対して45°で斜交する方向に引き揃えられた強化繊維束14Cとから構成されている。強化繊維束14Cは、織物13Cの接着面131に貼り付けられている。帯形状の強化繊維シート12Dは、織物13Dと、強化繊維シート12Bの幅方向に引き揃えられた強化繊維束14Dとから構成されている。強化繊維束14Dは、織物13Dの接着面131に貼り付けられている。
【0021】
一対の帯形状の強化繊維シート12Eは、織物13Eと、織物13Eの接着面131に貼り付けられた強化繊維束14Eとから構成されている。強化繊維束14Eによって配列形成された配列領域は、強化繊維シート12Eの長さ方向に引き揃えられた直線配列部141と、強化繊維シート12Eの長さ方向に引き揃えられた後に半円を描きながら反転して強化繊維シート12Eの長さ方向に引き揃えられた配列部142とに分かれている。配列部142は、連続した状態で方向転換する半円弧状の方向転換部Hoを備えており、方向転換部Hoと直線配列部141の一端部との間には空領域Qが形成されている。配列部142は、半円弧状の方向転換部Hoの一対の端部のそれぞれから延在する直線配列部143,144を備えている。
【0022】
図2に示すように、織物13A,13B,13C,13D,13Eは、平織物であり、織物13A,13B,13C,13D,13Eの経糸Tと緯糸Yとは、芯糸15の表面に低融点の被膜16を有する融着糸である。芯糸15は、熱可塑性樹脂からなり、被膜16は、別の熱可塑性樹脂からなる。被膜16の熱可塑性樹脂としては、その融点T1が芯糸15の熱可塑性樹脂の融点T2よりも低いものが用いられる。被膜16の熱可塑性樹脂としては、例えば共重合ナイロン、変性ポリエステルあるいはビニロンが用いられ、芯糸15の熱可塑性樹脂としてはナイロン6あるいはナイロン66が用いられる。被膜16は、多孔シートの両面に付着された熱融着材である。なお、ナイロンの代わりにポリエステルを使用しても良い。
【0023】
強化繊維束14A,14B,14C,14D,14Eは、加熱によって溶融した被膜16に付着されて織物13A,13B,13C,13D,13Eに接着されている。
強化繊維束14A,14B,14C,14D,14Eは、図3に示す強化繊維シート製造装置17によって織物13A,13B,13C,13D,13Eに貼り付けられる。
【0024】
図3に示すように、強化繊維シート製造装置17は、保持台18と、保持台18の上方に配設された供給装置19とから構成されている。供給装置19を構成する箱形状のヘッドフレーム20は、回転軸21を介して回転装置22によって回転可能に支持されており、回転装置22は、回転軸21を中心にしてヘッドフレーム20を回動可能である。回転装置22は、図示しない移動機構によって左右方向(図3において左右方向)及び前後方向(図3において紙面に垂直な方向)に移動可能に支持されている。又、回転装置22は、図示しない昇降機構によって昇降可能である。
【0025】
ヘッドフレーム20の内部には、強化繊維束14を巻いたボビン23、一対の供給ローラ24,25、張力付与ローラ26、ガイドローラ27、一対の送り出しローラ28,29、カッター30及び加熱ローラ31が内蔵されている。ボビン23に巻かれた強化繊維束14は、一対の供給ローラ24,25間を通されて張力付与ローラ26及びガイドローラ27に接しながら一対の送り出しローラ28,29を通される。供給ローラ25は、圧縮ばね32のばね力によって供給ローラ24に圧接されている。張力付与ローラ26は、引っ張りばね33のばね力によって強化繊維束14に一定の張力を付与している。
【0026】
カッター30は、図示しない駆動装置により適宜のタイミングで仮想線で示す位置まで進出される。これにより送り出しローラ28,29と加熱ローラ31との間で強化繊維束14が切断される。送り出しローラ28,29を通された強化繊維束14は、加熱ローラ31と対向する位置に配設されたガイド34との間に案内される。加熱ローラ31は、内部に備えたヒータ(図示略)によりローラ表面が昇温される。又、加熱ローラ31は、図示しない付勢手段により保持台18に押接可能である。
【0027】
次に、強化繊維シート12Eの製造を説明する。
加熱ローラ31は、芯糸15(層間強化材)の融点T2以下で熱融着材の融点T1以上の温度に加熱される。図4に示すように、保持台18の載置面181上に織物13Eが載せられて動かないようにされる。この工程は、多孔シートである平織物を準備する準備工程である。
【0028】
加熱ローラ31とガイド34との間を通された強化繊維束14の始端は、ヘッドフレーム20を移動することによって織物13Eの右端の直上に案内される。その後、ヘッドフレーム20が下動され、強化繊維束14の始端部が加熱ローラ31と織物13Eとの間に挟まれる。
【0029】
加熱ローラ31は、前記した付勢手段により強化繊維束14の始端部を織物13Eの右端上に押接する。又、加熱ローラ31は、前記したヒータの加熱作用によって織物13Eの融着糸の被膜16を溶融する。これにより、強化繊維束14の始端部が織物13Eに接着される。
【0030】
その後、ヘッドフレーム20が移動され、加熱ローラ31が強化繊維束14を織物13E上に押接しながら織物13E上を転動してゆく。加熱ローラ31の転動により強化繊維束14がボビン23から引き出されてゆき、加熱ローラ31とガイド34との間を通された強化繊維束14が織物13E上に直線的に配列されてゆく。
【0031】
図4に示すように、加熱ローラ31は、鎖線S1で示す経路に沿って移動される。図中の矢印は、加熱ローラ31の転動方向を表す。
織物13Eの長さ方向へ直線的に移動された加熱ローラ31が鎖線S1で示す経路の直線端近くに達したときには、カッター30が作動され、強化繊維束14が加熱ローラ31とガイド34との間で切断される。強化繊維束14の切断後、加熱ローラ31が鎖線S1で示す経路の直線端まで転動された後、ヘッドフレーム20が上動されて加熱ローラ31が織物13Eの上面から離れると共に、回転装置が作動され、ヘッドフレーム20が回転軸21を中心にして90°回転される。この回転後、ヘッドフレーム20が織物13Eの幅方向に強化繊維束14の幅程度移動される。その後、回転装置が作動され、ヘッドフレーム20が回転軸21を中心にして90°回転される。この回転後、ヘッドフレーム20が下動されて加熱ローラ31が織物13Eの上面に押接される。その後、ヘッドフレーム20が織物13Eの長さ方向に移動され、強化繊維束14が織物13Eの長さ方向に直線的に配列されてゆく。このようなヘッドフレーム20及び加熱ローラ31の動作により、強化繊維束14を直線状に配列した直線配列部141が形成される。直線配列部141を形成する強化繊維束14は、加熱ローラ31の加熱作用によって織物13Eの上面に接着される。
【0032】
次に、加熱ローラ31は、鎖線S2で示す経路に沿って移動される。織物13Eの長さ方向へ直線的に移動された加熱ローラ31が鎖線S2で示す経路の直線端(一例としてS21で示す箇所)に達したときには、ヘッドフレーム20の動作が円弧を描くように制御される。これにより加熱ローラ31が鎖線で示すように方向を変えながら織物13E上を転動し、強化繊維束14が半円弧形状に配列される。その後、ヘッドフレーム20が織物13Eの長さ方向に移動され、強化繊維束14が織物13Eの長さ方向に直線的に配列されてゆく。このような加熱ローラ31の動作により、強化繊維束14を半円弧状に配列した方向転換部Hoを備えた配列部142が形成される。配列部142を形成する強化繊維束14は、加熱ローラ31の加熱作用によって織物13Eの上面に接着される。
【0033】
織物13Eに接着された直線配列部141の先端側と、織物13Eに接着された配列部142の一部である方向転換部Hoとの間には強化繊維束14の空領域Qが形成される。
織物13Eに強化繊維束14を接着させる工程は、多孔シートである織物13Eの一方の、強化繊維束14を加熱ローラ31によって加圧して接着させる加熱・加圧工程である。加熱ローラ31を方向を変えながら織物13E上を転動させる工程は、加熱・加圧工程において、加熱ローラ31を方向転換しながら強化繊維束14を織物13Eの一方の面(接着面131)に接着させる方向転換工程である。
【0034】
他の強化繊維シート12A,12B,12C,12Dにおいても、織物13A,13B,13C,13D上で加熱ローラ31を転動させて強化繊維束14A,14B,14C,14Dが織物13A,13B,13C,13D上に接着される。
【0035】
このように形成された強化繊維シート12Eは、空領域Q及び方向転換部Hoの周囲に対応する織物13Eの部位を切断除去される。他の強化繊維シート12A,12B,12C,12Dにおいても、織物13A,13B,13C,13Dの一部が切断除去される。
【0036】
織物13A,13B,13C,13D,13Eの一部が切断除去された強化繊維シート12A,12B,12C,12D,12Eは、図示しない型の内で積層される。この工程は、織物13A,13B,13C,13D,13Eに強化繊維束14A,14B,14C,14D,14Eが接着した強化繊維シート12A,12B,12C,12D,12Eを積層する積層工程である。
【0037】
前記型内にはマトリックス樹脂(前記した熱硬化性樹脂)が充填され、積層された積層体11〔図1(b)参照〕にマトリックス樹脂が含浸される。この工程は、方向転換部Hoを有する強化繊維シート12Eを12A,12B,12C,12D,12E積層にマトリックス樹脂を含浸させる含浸工程である。
【0038】
マトリックス樹脂が加熱によって硬化すると、図1(a)に示す繊維強化複合材10が形成される。
次に、第1の実施形態の作用を説明する。
【0039】
図1(a)に示すように、孔101に挿通された部材36から矢印Kの方向へ繊維強化複合材10に荷重が掛かったとする。この場合、繊維強化複合材10を構成する強化繊維シート12Eの連続した配列部142が無いとすると、前記荷重の受け止め力は、強化繊維束と熱硬化性樹脂との接着強度に依存することになる。接着強度は、連続した配列部142による受け止め力より小さいため、配列部142のない強化繊維シートの積層数を増やす必要があるが、これは、繊維強化複合材の軽量化にとって好ましくない。連続した配列部142を有する強化繊維シート12Eの存在は、強化繊維シートの積層数を減らして繊維強化複合材の軽量化に寄与する。
【0040】
図1(a)に示すように、衝撃荷重Rが繊維強化複合材10の厚み方向に掛かった場合、層間強化材(本実施形態では織物)が無い繊維強化複合材では、層間に生じるクラックが衝撃荷重Rの方向に向かうにつれて円錐状に拡がってゆくことが知られている。層間強化材が無い繊維強化複合材においてこのようなクラックの発生に対処するには、強化繊維束の層を増やす必要があるが、これは、繊維強化複合材の軽量化にとって好ましくない。
【0041】
層間強化材(本実施形態では織物13A,13B,13C,13D,13E)を有する繊維強化複合材10では、層間強化材が層間でのクラックの伸展が層間強化材によって抑制される。層間強化材(本実施形態では織物13A,13B,13C,13D,13E)の存在は、強化繊維シートの積層数を減らして繊維強化複合材の軽量化に寄与する。
【0042】
第1の実施形態では以下の効果が得られる。
(1)孔101の周囲の強化繊維シート12Eの一部が方向転換部Hoによって形成されているため、強化繊維シート12Eの強化繊維束14Eの切断箇所が方向転換部Hoのない強化繊維シートに比べて少ない。連続した状態で方向転換する状態に配列された方向転換部Hoの存在は、強化繊維束の切断箇所を少なくして強化繊維シート12Eを強度的な品質に優れたものとする。
【0043】
(2)織物の織り目が孔になる織物13A,13B,13C,13D,13Eは、繊維強化複合材10の層間を高靭性化して耐衝撃性を向上させる層間強化材として好適である。
【0044】
(3)バインダ樹脂が織物13A,13B,13C,13D,13Eの織り目に浸透した状態で硬化される。そのため、樹脂に生じるクラックの拡大が織物13A,13B,13C,13D,13Eによって効果的に抑制される。つまり、織物13A,13B,13C,13D,13Eの織り目は、クラックの拡大の抑制の上で重要な樹脂の浸透の上で好ましい孔である。
【0045】
(4)平織物は、糸径が同じであれば織物のうちで厚みを最も小さくできる織物である。従って、平織物である織物13A,13B,13C,13D,13Eの採用は、強化繊維シート12A,12B,12C,12D,12Eの厚みを小さくして積層体11の厚みを抑制する上で好ましい。
【0046】
(5)織物13A,13B,13C,13D,13Eを構成する融着糸(経糸T及び緯糸Y)は、加圧しながら加熱によって加熱強化繊維束を織物13A,13B,13C,13D,13Eに貼り付ける上で簡便な素材である。
【0047】
次に、図5の第2の実施形態を説明する。第1の実施形態と同じ構成部には同じ符合を用い、その詳細説明は省略する。
ヘッドフレーム20には冷却ノズル35が設けられている。冷却ノズル35は、図示しない冷却装置に接続されている。冷却ノズル35は、加熱ローラ31に対してヘッドフレーム20の移動方向の後方側に配置されている。冷却ノズル35の冷風の噴射口351は、加熱ローラ31と保持台18との間を指向するように配設されている。
【0048】
加熱により溶融した被膜16は、強化繊維束が加圧・加熱を受けた直後に、冷却ノズル35から噴射される冷風により冷やされ、粘性が早期に下げられるため、被膜16(熱融着材)の固化が速やかに進行する。そのため、強化繊維束の形状保持効果が早期に得られる。
【0049】
本発明では以下のような実施形態も可能である。
○熱融着材である粉末を付着させた多孔シートを用いてもよい。
○多孔シートとして多孔フィルムを用いてもよい。
【0050】
○方向転換部を有する強化繊維シートのみによって積層体を構成してもよい。
○強化繊維束が鋭角、直角あるいは鈍角に屈曲された方向転換部を形成してもよい。
【符号の説明】
【0051】
10…繊維強化複合材。11…積層体。12A,12B,12C,12D,12E…強化繊維シート。13A,13B,13C,13D,13E…層間強化材からなる多孔シートとしての織物。131…一方の面である接着面。14,14A,14B,14C,14D,14E…強化繊維束。141,143,144…直線配列部。16…熱融着材としての被膜。31…加熱ローラ。T…経糸。Y…緯糸。Ho…方向転換部。
【特許請求の範囲】
【請求項1】
層間強化材からなる多孔シートと、
前記多孔シートの少なくとも一方の面に付着された熱融着材と、
前記多孔シートの前記一方の面において前記熱融着材に接着された強化繊維束とを備え、
少なくとも一部の前記強化繊維束には、前記強化繊維束が屈曲又は湾曲された方向転換部が形成されている強化繊維シート。
【請求項2】
前記多孔シートは、織物である請求項1に記載の強化繊維シート。
【請求項3】
前記織物は、平織物である請求項2に記載の強化繊維シート。
【請求項4】
前記織物の糸は、前記熱融着材によって被膜されている請求項2及び請求項3のいずれか1項に記載の強化繊維シート。
【請求項5】
前記層間強化材は、熱可塑性樹脂である請求項1乃至請求項4のいずれか1項に記載の強化繊維シート。
【請求項6】
少なくとも一部の前記強化繊維束には、直線配列部と方向転換部とが形成されている請求項1乃至請求項5のいずれか1項に記載の強化繊維シート。
【請求項7】
少なくとも一部の前記強化繊維束には、半円弧状の方向転換部と該方向転換部の一対の端部のそれぞれから延在する直線配列部が形成されている請求項6に記載の強化繊維シート。
【請求項8】
強化繊維シートの製造方法において、
少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、
前記多孔シートの前記一方の面に、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程とを備え、
前記加熱・加圧工程は、前記加熱ローラを方向転換しながら前記強化繊維束を前記多孔シートの前記一方の面に接着させる方向転換工程を含み、
前記加熱ローラは、前記層間強化材の融点以下、且つ前記熱融着材の融点以上の温度に加熱される強化繊維シートの製造方法。
【請求項9】
請求項1乃至請求項7のいずれか1項に記載の強化繊維シートを少なくとも含む複数の強化繊維シートを積層した積層体にマトリックス樹脂を含浸させてなる繊維強化複合材。
【請求項10】
繊維強化複合材の製造方法において、
少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、
前記多孔シートの前記一方の面に、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程と、
前記加熱・加圧工程において、前記加熱ローラを方向転換しながら前記強化繊維束を前記多孔シートの前記一方の面に接着させる方向転換工程と、
前記一方の面に前記強化繊維束が接着した強化繊維シートを積層する積層工程と、
前記強化繊維シートを少なくとも含む複数の強化繊維シートを積層した積層体にマトリックス樹脂を含浸させる含浸工程とを備える繊維強化複合材の製造方法。
【請求項1】
層間強化材からなる多孔シートと、
前記多孔シートの少なくとも一方の面に付着された熱融着材と、
前記多孔シートの前記一方の面において前記熱融着材に接着された強化繊維束とを備え、
少なくとも一部の前記強化繊維束には、前記強化繊維束が屈曲又は湾曲された方向転換部が形成されている強化繊維シート。
【請求項2】
前記多孔シートは、織物である請求項1に記載の強化繊維シート。
【請求項3】
前記織物は、平織物である請求項2に記載の強化繊維シート。
【請求項4】
前記織物の糸は、前記熱融着材によって被膜されている請求項2及び請求項3のいずれか1項に記載の強化繊維シート。
【請求項5】
前記層間強化材は、熱可塑性樹脂である請求項1乃至請求項4のいずれか1項に記載の強化繊維シート。
【請求項6】
少なくとも一部の前記強化繊維束には、直線配列部と方向転換部とが形成されている請求項1乃至請求項5のいずれか1項に記載の強化繊維シート。
【請求項7】
少なくとも一部の前記強化繊維束には、半円弧状の方向転換部と該方向転換部の一対の端部のそれぞれから延在する直線配列部が形成されている請求項6に記載の強化繊維シート。
【請求項8】
強化繊維シートの製造方法において、
少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、
前記多孔シートの前記一方の面に、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程とを備え、
前記加熱・加圧工程は、前記加熱ローラを方向転換しながら前記強化繊維束を前記多孔シートの前記一方の面に接着させる方向転換工程を含み、
前記加熱ローラは、前記層間強化材の融点以下、且つ前記熱融着材の融点以上の温度に加熱される強化繊維シートの製造方法。
【請求項9】
請求項1乃至請求項7のいずれか1項に記載の強化繊維シートを少なくとも含む複数の強化繊維シートを積層した積層体にマトリックス樹脂を含浸させてなる繊維強化複合材。
【請求項10】
繊維強化複合材の製造方法において、
少なくとも一方の面に熱融着材が付着した層間強化材からなる多孔シートを準備する準備工程と、
前記多孔シートの前記一方の面に、強化繊維束を加熱ローラによって加圧して接着させる加熱・加圧工程と、
前記加熱・加圧工程において、前記加熱ローラを方向転換しながら前記強化繊維束を前記多孔シートの前記一方の面に接着させる方向転換工程と、
前記一方の面に前記強化繊維束が接着した強化繊維シートを積層する積層工程と、
前記強化繊維シートを少なくとも含む複数の強化繊維シートを積層した積層体にマトリックス樹脂を含浸させる含浸工程とを備える繊維強化複合材の製造方法。
【図1】



【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−22946(P2013−22946A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−163250(P2011−163250)
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
[ Back to top ]