
強化繊維織物とその製織方法
【課題】経糸及び緯補助糸の材質に拘泥せず、製織後の織物表面にポイント的な凹凸が発生せず、しかもその形態が製織時から確保され、樹脂含浸性に優れた一方向性強化繊維織物と、高い生産効率が得られる一方向性強化繊維織物を製織する方法とを提供する。
【解決手段】強化繊維マルチフィラメント糸からなる経糸群(1) と、経糸群(1) と交差して配される複数本の緯補強糸(2) と、経糸群(1) の間に並行して配される経補強糸(3) とを備えた一方向性の強化繊維織物である。複数の前記経糸群(1) が屈曲することなく同一平面上をシート状に引き揃えられており、緯補強糸(2) はシート状の経糸群(1) の表面及び裏面に沿って交互に配されて、緯補強糸(2) と経補強糸(3) とが織組織をなして経糸群(1) とともに織り込まれる。1本の緯補強糸(2) は2本の引き揃え糸条からなる。
【解決手段】強化繊維マルチフィラメント糸からなる経糸群(1) と、経糸群(1) と交差して配される複数本の緯補強糸(2) と、経糸群(1) の間に並行して配される経補強糸(3) とを備えた一方向性の強化繊維織物である。複数の前記経糸群(1) が屈曲することなく同一平面上をシート状に引き揃えられており、緯補強糸(2) はシート状の経糸群(1) の表面及び裏面に沿って交互に配されて、緯補強糸(2) と経補強糸(3) とが織組織をなして経糸群(1) とともに織り込まれる。1本の緯補強糸(2) は2本の引き揃え糸条からなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一般的な構造体、自動車、レジャー・スポーツ用品、航空宇宙機器などの各分野を始めとして、高架道路の橋脚や床板、建物の柱、壁などの補強用として多様な分野に適用される繊維強化プラスチック(FRP)の補強用基材として優れた特性を発揮する一方向性強化繊維織物とその製造方法に関する。
【背景技術】
【0002】
FRPの補強基材としては、ガラス繊維、炭素繊維などの無機繊維や、アラミド繊維、高強度ポリエチレン繊維などの有機繊維などの高強度、高弾性率繊維からなる織物が多用されている。
【0003】
一般にFRPは、異方性が大きく、補強繊維が配向した方向には高い引張り強度、弾性率を発揮するが、繊維に直角の方向に対してはほとんど樹脂の強度しか発揮できない欠点がある。そのため、多方向に高い引張り強度、弾性率が要求される場合には、その要求される方向に補強繊維を多く配向させるとよい。すなわち、多方向の高い引張り強度、弾性率を確保するとともに、以降の取扱いの容易性を確保するため、補強繊維を経方向、緯方向、更には所望の角度をもって斜め方向に配向するように補強繊維を配すれば、より効果的な補強が可能となる。
【0004】
このように繊維を多方向に配向させるには、繊維が一方向を向いたシートを所望の大きさにカットして複数枚用意しておき、繊維を必要な方向に向けながらシートを積層したのちマトリックス樹脂を含浸させる。この積層作業は煩雑であるばかりでなく、各シートの繊維方向を確保しながら取り扱うのは相当の熟練を要する。
【0005】
そこで、従来も補強繊維糸条を経方向及び緯方向に配した強化繊維織物が使われている。この強化繊維織物は、経糸と緯糸とが交錯するため、経糸と緯糸との交錯部において繊維の厚みが厚くなり、織成された強化繊維織物の表面に凹凸が発生する。この凹凸の発生は、マトリックス樹脂の均一な含浸を拒み、しかも織物に外力が作用した際に、その交錯部において応力が集中し、FRPとしての強度特性を不均一としやすい。
【0006】
そこで、可能なかぎり経糸と緯補助糸との交錯部を少なくするとともに、経糸のクリンプを小さくして、しかも織物形態の安定性を確保するため、マルチフィラメントからなる偏平な複数の経糸を可能なかぎり密に並行して配し、その経糸間隔よりも緯補助糸の間隔を大きくして経糸に交差するように緯補助糸を織り込む、いわゆる一方向性強化繊維織物が、例えば、特許第3279049号公報(特許文献1)や特許第3633221号公報(特許文献2)などにより提案されている。
【0007】
特許文献1は、応力が集中するような屈曲を有しない強化繊維マルチフィラメント糸を一方向に互いに並行かつシート状に引き揃えた糸条群のシート面の両側に強化繊維マルチフィラメント糸と交差する緯方向補助糸群が位置し、それら緯方向補助糸群と、強化繊維マルチフィラメント糸と並行する経方向補助糸群とを織組織をもって強化繊維マルチフィラメントなる糸条群を一体に保持する一方向性補強織物を開示している。前記強化繊維マルチフィラメント糸条は、繊度が7,200〜20,000デニール、集束性がフックドロップ値で100〜1,000mmの範囲にあって、糸幅/糸厚み比が30以上である前記経方向補助糸群及び/又は緯方向補助糸群は低融点ポリマーを含んでおり、そのポリマーにより経方向補助糸群と緯方向補助糸群との交点が互いに接着される。
【0008】
かかる構成を採用するため、繊度の大きい強化繊維マルチフィラメント糸であっても所定方向に真っ直ぐに配向し、しかも強化繊維マルチフィラメント糸がよこ方向補助糸の締め付けによって集束することがなく均一に高い繊維密度で分散しているので、強化繊維の有する高い引張強度、弾性率が十分に発揮されるというにある。
【0009】
特許文献2は、経方向に多数本の補強繊維糸条が平行して配され、緯方向に補助糸が配列した一方向性織物であって、補助糸の曲げ剛性指数(繊維の引張り弾性率×(単繊維の直径)4 ×フィラメント数)が5×10-3〜200×10-3Kgf/・mm2 であり、経方向の補強繊維糸条と緯方向補助糸の引張り剛性(繊維の引張り弾性率×単位幅当たり繊維断面積)の比が3〜100であるとしている。この特許文献2に記載された発明は、特に、寸法安定性、取扱い性に優れ、繊維強化プラスチックに成形する際にマトリックス樹脂の含浸性が良好で、皺や膨れを生じさせることがなく、表面が平滑な成形が行えるとしている。
【特許文献1】特許第3279049号公報
【特許文献2】特許第3633221号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
特許文献1及び2に記載された一方向性強化繊維織物によれば、いずれも多数の強化繊維マルチフィラメント糸が曲がることなく、しかも緯方向補助糸による収束も受けにくいため、例えば構造物の補修時や補強時に接着性が向上し、また成形にあたって表面が平滑性に優れたFRPが得られるとしている。ところで、特許文献1の図6に開示された一方向性強化繊維織物の製織方法では、強化繊維マルチフィラメント糸と経方向補助糸とを、それぞれ綜絖に通し、綜絖を駆動することにより強化繊維マルチフィラメント糸と経方向補助糸とを交互に上下させて開口を形成し、同開口に緯方向補助糸を順次挿入して筬打ちを行い織物を製造している。ここで、織上がった織物において、緯方向補助糸は直線状を保持するとしている。
【0011】
しかしながら、同特許文献1に記載された製織方法では、経糸である強化繊維マルチフィラメント糸と緯方向補助糸との交錯部において、通常、双方に曲げ(クリンプ)が発生する。仮に織上がった後にも緯方向補助糸を直線状に保持しようとするには、緯方向補助糸の引張り剛性を強化繊維マルチフィラメント糸のそれよりも大きくしなければならず、その形態を撚糸や結束糸にするか、或いは緯方向補助糸の材質を強化繊維マルチフィラメント糸よりも高剛性としなければならない。一方、上述の製織方法にて強化繊維マルチフィラメント糸を直線状(同一平面上)に織り上げるには、強化繊維マルチフィラメント糸の引張り剛性を緯方向補助糸の引張り剛性よりも大きくする必要がある。
【0012】
しかしながら、特許文献1には強化繊維マルチフィラメント糸の引張り剛性について記載されてはいるものの、緯方向補助糸の剛性については上述のように経糸である強化繊維マルチフィラメント糸よりも高剛性にすることが望ましいとしているに過ぎない。しかも、緯方向補助糸を直線状に織り上げるとしている以上、経糸である強化繊維マルチフィラメント糸には緯方向補助糸との交差部において屈曲することは避けられない。
【0013】
因みに、特許文献2の一方向性強化繊維織物にあっては、特許文献1とは異なり、経方向補助糸は存在しないが、強化繊維マルチフィラメントからなる経方向糸条の引張り剛性と緯方向補助糸条の引張り剛性との比を3〜100として、経方向補助糸条の引張り剛性を緯方向補助糸条の引張り剛性よりも大きくしている。この要因に依存するだけではないが、引張り剛性を、前述のように設定することにより、通常の製織方法にて得られる一方向性強化繊維織物において、経方向の強化繊維マルチフィラメント糸群が同一平面上に配されるようにしている。
【0014】
このように、特許文献1及び2に記載された一方向性強化繊維織物は、経方向の強化繊維マルチフィラメント糸群と緯方向補助糸との物性に着目して製造されるものであり、その製織方法は従来と何ら変わるところがなく、僅かであっても経方向の強化繊維マルチフィラメント糸群にクリンプが発生して、強化繊維マルチフィラメント糸と緯方向補助糸との交点において曲げが生じ、ポイント的な凹凸の発生が避けられない。
【0015】
本発明は、こうした従来の状況を踏まえて開発されたものであり、経糸及び緯補助糸の材質を選定することで製織後の織物表面にポイント的な凹凸が発生せず、しかもその形態が製織時から確保され、樹脂含浸性に優れた一方向性強化繊維織物と、高い生産効率が得られる前記一方向性強化繊維織物を製織する方法とを提供することを目的としている。
【課題を解決するための手段】
【0016】
上記目的は、本発明に係る一方向性強化繊維織物の基本的構成である、強化繊維マルチフィラメント糸からなる複数本の経糸が一方向に引き揃えられて並行に配されてなる経糸群と、経糸群と交差して配される複数本の緯補強糸と、所要の間隔をおいて1以上の経糸群間に並行して配される経補強糸とを備えた一方向性の強化繊維織物であって、複数の前記経糸群が屈曲することなく同一平面上をシート状に引き揃えられており、緯補強糸がシート状の経糸群の表面及び裏面に沿って交互に屈曲して配されて、緯補強糸と経補強糸とが織組織をなして織り込まれてなり、前記緯補強糸は1回の経糸開口内に引揃え状態で2本の糸条が同時に挿入されて組織され、且つ緯補強糸は1本の連続糸条から構成され、織物の少なくとも一端部における耳部が前記1本の連続糸条により組織されてなることを特徴とする一方向性の強化繊維織物により達成される。
【0017】
前記発明の好ましい態様によれば、緯補強糸及び経補強糸の少なくとも一方が低融点ポリマーを含んでおり、また経補強糸が経糸群ごとに隣接して配され、経補強糸を前記シート面の表裏に配される緯補強糸に交互に交錯させる。経糸群の材質は、炭素繊維糸、ガラス繊維糸、ポリアラミド繊維糸、ビニロン繊維糸、ポリエステル繊維糸などから選ぶことができる。又、経補強糸及び緯糸補強糸は同じ素材或いは異なる素材でも良く、材質は経糸群より繊度が小さく且つ、剛性の小さい素材が良く、ガラス繊維、ポリアミド繊維、ビニロン繊維、ナイロン繊維などが好ましい。
【0018】
前述の構成を備えた一方向性強化繊維織物を製織する本発明に係る製織方法の基本的構成は、複数の並列して配される経糸群を屈曲させることなく織前に供給すること、綜絖を駆動して経糸群と経補強糸を交互に上下動させることより、経糸群間に配される経補強糸と経糸群との間に、緯補強糸との織物組織に基づく開口を形成すること、経糸群と経補強糸との間に形成される開口に緯補強糸を挿通させること、及び緯補強糸の挿通ごとに筬打ちを行うことを備えている点にある。本発明の製法はニードル織機を用いて製織させるものである。
【発明の効果】
【0019】
本発明の一方向性補強織物およびその製造方法によれば、複数本が並行して配されたマルチフィラメントからなる経糸群と経糸群ごとに隣接して配される経補強糸は綜絖の駆動により交互に上下運動がなされて開口を形成し、その開口内に2本の緯補強糸が挿通される。緯補強糸が筬打ちされる際、経糸群より剛性の小さい経補強糸と緯補強糸とが交錯すると同時に張力を吸収するためのクッション材となって経糸群の屈曲を抑制し自ら屈曲し、経糸群は直線状のシート状に形成される。よって全体としては凹凸のない平面性が確保される。
【0020】
本発明による一方向性補強織物をニードル織機を使って織成すると、その機構上、緯補強糸は1回の緯入れ毎に必然的に2本挿通される。そのため、緯糸密度を従来の一方向性強化繊維織物と同じである場合、熱接着された織物はより強固に接着される。よって、本発明は緯糸密度を0.8本/2.54cm以下において従来の該織物と同等又はそれ以上に接着される。又、織物の両端部はレピア織機で製織されるような耳房がない状態のため、成形時に耳房分に使用する樹脂の節約にもなる。更に、ニードル織機の経糸の開口量は通常のレピア織機より小さいため、製織スピードを上げて、生産性をアップさせることが可能となる。
【発明を実施するための最良の形態】
【0021】
以下、本発明の代表的な実施形態を図面に基づいて具体的に説明する。
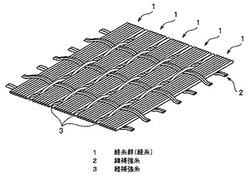
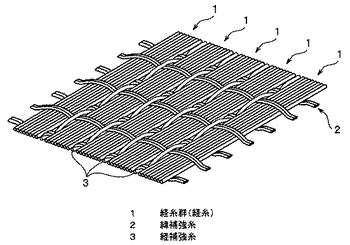
図1は、本発明の一実施形態に係る一方向性強化繊維織物を示しており、同図において、符号1は実質的に撚りのない強化繊維マルチフィラメント糸からなる経糸群を、経糸の一単位としている。本実施形態における一方向性強化繊維織物にあっては、複数群の前記経糸群1が一方向に互いに並行して配され、しかも各経糸群1が同一平面上にシート状に引き揃えられて、応力の集中する屈曲部を実質的に有していない。そのため、緯補強糸2は前記複数群の経糸群1の表面及び裏面に沿って経補強糸3と互いに屈曲しながら交錯されている。
【0022】
すなわち、本実施形態における一方向性強化繊維織物は、前述の複数群の経糸群1と緯補強糸2の他に、隣接する前記各経糸群1の間に、同経糸群1と並行して経補強糸3が配列されている。この経補強糸3は、織物シート面の長さ方向に所要の間隔をおいて経糸群1のシート面の表裏に沿って表裏面に交互に配される緯補強糸2の間を、緯補強糸2とともに上下に屈曲しながら交互に交錯している。緯補強糸2と経補強糸3との間の織組織は、前述の平織組織以外にも綾織組織など様々な織組織とすることが可能である。
【0023】
上記経糸群1を構成する強化繊維マルチフィラメントは強化繊維の種類にもよるがフィラメント数が炭素繊維では1000〜50000本で、フィラメントの直径が5〜10μmのものが一般的である。
【0024】
経糸群1の強化繊維の種類としては、無機繊維、有機繊維のいずれであってもよく、天然高分子や合成高分子の繊維の他、炭素繊維、ガラス繊維、芳香族アラミド繊維、芳香族ポリアラミド繊維、ボロン繊維、アルミナ繊維、炭化ケイ素繊維の単独または2種以上を複合して用いるようにしてよい。経補強糸3及び緯補強糸2の材質は、前記強化繊維と同様であるが、経糸群1より剛性が小さく且つ、1/10以下、更に好ましくは1/8以下の細い繊度でその糸条形態は無撚りのマルチフィラメントからなるよりも撚糸であることが望ましく、或いは通常の紡績糸であってもよい。
【0025】
コスト的な理由から、一般に複合材料用の強化繊維としては炭素繊維が用いられることが多く、特にマルチフィラメント1本のフィラメント数が1000〜50000本のものが広く用いられている。
【0026】
強化繊維マルチフィラメントに用いられる集束剤は、無機物質と有機物質のいずれであってもよく、一般に市販されているものが使用できる。とくに炭素繊維マルチフィラメント用の集束剤としては、エポキシ樹脂、ウレタン樹脂、ポリエステル樹脂、ビスマレイミド樹脂、イミド樹脂、ナイロン樹脂等の単独または2種以上の組合わせで用いられる場合が多い。特に、エポキシ樹脂とウレタン樹脂の単独あるいは2種以上の組合わせで用いた場合に、マルチフィラメントの開繊性が良好であって、加工時に拡がりのよい炭素繊維マルチフィラメントを与える。集束剤の付着量は、強化繊維に対して10重量%以下にすることが好ましい。
【0027】
強化繊維の形態は、強化繊維マルチフィラメント中のフィラメント同士の絡みや、マルチフィラメントの撚りの状態、あるいはボビン上にワインドするときのマルチフィラメントの扁平化等によって微妙に影響される。フィラメント数の少ないものほど、フィラメント当りの拡がり幅が大きく取れ、またフィラメント同士の絡みが少なくなる傾向がある。従ってプリプレグ製造時のマルチフィラメントの拡がり性も良好になって、樹脂含浸性に優れたプリプレグが得られる場合が多い。
【0028】
本実施形態による一方向性強化繊維織物は、図1に示すように、前述のような強化繊維マルチフィラメントを経糸群1及び緯補強糸2として用い、複数本が並列して配される経糸群1のシート面の表裏に間隔をおいて、緯補強糸2を経糸群1に交差するように配している。更に本発明に係る一方向性強化繊維織物にあっては、1本以上の経糸群1の間に経補強糸3が経糸に並行して配されており、この経補強糸3を前記経糸群1のシート面表面に配された緯補強糸2の上面を跨いだのち、前記シート面裏面に配された緯補強糸2の下面を跨いで、次位の表面に配された緯補強糸2の上面を跨ぎ、これを繰り返している。本実施形態では、緯補強糸2と経補強糸3とが平織組織をもって織成されていることになる。織物の目付としては、用いる強化繊維マルチフィラメントの種類によって適正な目付が設定される。
【0029】
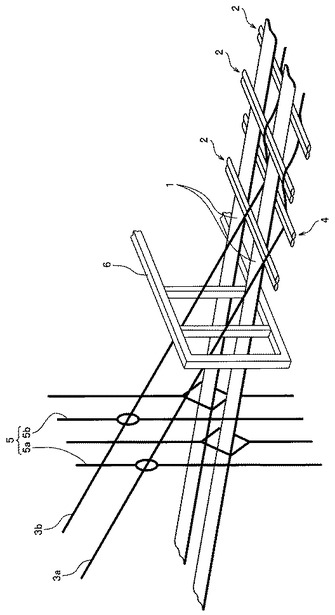
次に、以上のように経糸1、緯補強糸2及び経補強糸3を用いた本発明の一方向性強化繊維織物の製造方法を、図2に基づいて具体的に説明する。強化繊維マルチフィラメントの経糸群1はニードル織機上にセットした図示せぬクリールに掛けられた多数のボビンから横取りされて、図示せぬ張力調整装置を経て織前4まで屈曲されることなく直線的に同一平面上を並列して供給される。このとき、図示例では複数本の経補強糸3a,3bが前後2枚の綜絖5a,5bに織幅方向に交互に通されて、綜絖5a,5bの駆動により並列する1本以上の経糸群1の間を上下動可能に配される。織成方向前方の綜絖5aと織前4との間には前後方向に往復動する筬羽6が配されている。この筬羽6には、複数本の経糸群1を配列順序で挿通できる筬目と、1本以上の経糸群1の間に配された経補強糸3がそれぞれ挿通できる筬目が形成されている。綜絖5a,5b及び筬羽6の筬目の配置は、特に限定されるものではないが、基本的に経糸群と経補強糸が1:1に配列される場合、経糸群1と隣接して配列される経補強糸3とを同じ筬目に順次挿通させる。
【0030】
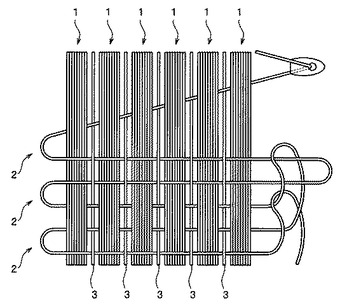
一方、緯補強糸2の緯入れを行うニードルが、経糸間に形成される一つの開口に沿って、その開口内を往復して緯入れがなされる。そのため、ニードル織機を使えば、緯補強糸2は必然的に2本の引き揃えられた糸条から構成されることになり、図3に示すように、その緯入れのたびに、1つの開口に挿通される緯補強糸2の折り返し端において前回に作られたループ内に新たに挿入された緯補強糸2の折り返し端部が挿入され、順次これがなされて編目が作られて耳部を組織する。また、一方で他方の折り返し端は前回に挿入された2本の緯補強糸2のうちの1本が別れて今回の開口へと挿入されて耳部を組織する。
【0031】
このように本発明により製造される一方向性繊維強化織物は、マルチフィラメントからなる複数本の経糸群1を同一平面上に配されたシート面から構成され、その少なくとも1本以上の経糸群1の間に配された経補強糸3と前記シート面の表裏面に長手方向に交互に配された2本の引き揃え糸条からなる緯補強糸2とが、所定の織組織をもって織成されてることにより得られる。緯補強糸2は、前記緯入れ時において複数の経糸群1により形成されたシート面の表裏面に2本ずつ引き揃えられた状態で交互に緯入れされる。このとき、経糸群1の剛性が緯補強糸2及び経補強糸3の剛性より大きく、且つ繊度も大きいことと相まって、緯補強糸2が2本の引き揃え糸からなるため、経補強糸3との交錯部においても大きくは屈曲しない。このため、緯補強糸2及び経補強糸3は屈曲して交錯するものの、経糸群1を屈曲させることがなく、断面形状を維持して局部的な凹凸を生じることがない。
【図面の簡単な説明】
【0032】
【図1】本発明の強化繊維織物の概略構成図を示す部分斜視図である。
【図2】経糸群の上方で経補強糸との間に開口を形成したときの緯打ち状態を示す説明図である。
【図3】同強化繊維織物の両端耳部組織例を示す部分平面図である。
【符号の説明】
【0033】
1 経糸群(経糸)
2 緯補強糸
3 経補強糸
4 織前
5a,5b 綜絖
6 筬羽
【技術分野】
【0001】
本発明は、一般的な構造体、自動車、レジャー・スポーツ用品、航空宇宙機器などの各分野を始めとして、高架道路の橋脚や床板、建物の柱、壁などの補強用として多様な分野に適用される繊維強化プラスチック(FRP)の補強用基材として優れた特性を発揮する一方向性強化繊維織物とその製造方法に関する。
【背景技術】
【0002】
FRPの補強基材としては、ガラス繊維、炭素繊維などの無機繊維や、アラミド繊維、高強度ポリエチレン繊維などの有機繊維などの高強度、高弾性率繊維からなる織物が多用されている。
【0003】
一般にFRPは、異方性が大きく、補強繊維が配向した方向には高い引張り強度、弾性率を発揮するが、繊維に直角の方向に対してはほとんど樹脂の強度しか発揮できない欠点がある。そのため、多方向に高い引張り強度、弾性率が要求される場合には、その要求される方向に補強繊維を多く配向させるとよい。すなわち、多方向の高い引張り強度、弾性率を確保するとともに、以降の取扱いの容易性を確保するため、補強繊維を経方向、緯方向、更には所望の角度をもって斜め方向に配向するように補強繊維を配すれば、より効果的な補強が可能となる。
【0004】
このように繊維を多方向に配向させるには、繊維が一方向を向いたシートを所望の大きさにカットして複数枚用意しておき、繊維を必要な方向に向けながらシートを積層したのちマトリックス樹脂を含浸させる。この積層作業は煩雑であるばかりでなく、各シートの繊維方向を確保しながら取り扱うのは相当の熟練を要する。
【0005】
そこで、従来も補強繊維糸条を経方向及び緯方向に配した強化繊維織物が使われている。この強化繊維織物は、経糸と緯糸とが交錯するため、経糸と緯糸との交錯部において繊維の厚みが厚くなり、織成された強化繊維織物の表面に凹凸が発生する。この凹凸の発生は、マトリックス樹脂の均一な含浸を拒み、しかも織物に外力が作用した際に、その交錯部において応力が集中し、FRPとしての強度特性を不均一としやすい。
【0006】
そこで、可能なかぎり経糸と緯補助糸との交錯部を少なくするとともに、経糸のクリンプを小さくして、しかも織物形態の安定性を確保するため、マルチフィラメントからなる偏平な複数の経糸を可能なかぎり密に並行して配し、その経糸間隔よりも緯補助糸の間隔を大きくして経糸に交差するように緯補助糸を織り込む、いわゆる一方向性強化繊維織物が、例えば、特許第3279049号公報(特許文献1)や特許第3633221号公報(特許文献2)などにより提案されている。
【0007】
特許文献1は、応力が集中するような屈曲を有しない強化繊維マルチフィラメント糸を一方向に互いに並行かつシート状に引き揃えた糸条群のシート面の両側に強化繊維マルチフィラメント糸と交差する緯方向補助糸群が位置し、それら緯方向補助糸群と、強化繊維マルチフィラメント糸と並行する経方向補助糸群とを織組織をもって強化繊維マルチフィラメントなる糸条群を一体に保持する一方向性補強織物を開示している。前記強化繊維マルチフィラメント糸条は、繊度が7,200〜20,000デニール、集束性がフックドロップ値で100〜1,000mmの範囲にあって、糸幅/糸厚み比が30以上である前記経方向補助糸群及び/又は緯方向補助糸群は低融点ポリマーを含んでおり、そのポリマーにより経方向補助糸群と緯方向補助糸群との交点が互いに接着される。
【0008】
かかる構成を採用するため、繊度の大きい強化繊維マルチフィラメント糸であっても所定方向に真っ直ぐに配向し、しかも強化繊維マルチフィラメント糸がよこ方向補助糸の締め付けによって集束することがなく均一に高い繊維密度で分散しているので、強化繊維の有する高い引張強度、弾性率が十分に発揮されるというにある。
【0009】
特許文献2は、経方向に多数本の補強繊維糸条が平行して配され、緯方向に補助糸が配列した一方向性織物であって、補助糸の曲げ剛性指数(繊維の引張り弾性率×(単繊維の直径)4 ×フィラメント数)が5×10-3〜200×10-3Kgf/・mm2 であり、経方向の補強繊維糸条と緯方向補助糸の引張り剛性(繊維の引張り弾性率×単位幅当たり繊維断面積)の比が3〜100であるとしている。この特許文献2に記載された発明は、特に、寸法安定性、取扱い性に優れ、繊維強化プラスチックに成形する際にマトリックス樹脂の含浸性が良好で、皺や膨れを生じさせることがなく、表面が平滑な成形が行えるとしている。
【特許文献1】特許第3279049号公報
【特許文献2】特許第3633221号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
特許文献1及び2に記載された一方向性強化繊維織物によれば、いずれも多数の強化繊維マルチフィラメント糸が曲がることなく、しかも緯方向補助糸による収束も受けにくいため、例えば構造物の補修時や補強時に接着性が向上し、また成形にあたって表面が平滑性に優れたFRPが得られるとしている。ところで、特許文献1の図6に開示された一方向性強化繊維織物の製織方法では、強化繊維マルチフィラメント糸と経方向補助糸とを、それぞれ綜絖に通し、綜絖を駆動することにより強化繊維マルチフィラメント糸と経方向補助糸とを交互に上下させて開口を形成し、同開口に緯方向補助糸を順次挿入して筬打ちを行い織物を製造している。ここで、織上がった織物において、緯方向補助糸は直線状を保持するとしている。
【0011】
しかしながら、同特許文献1に記載された製織方法では、経糸である強化繊維マルチフィラメント糸と緯方向補助糸との交錯部において、通常、双方に曲げ(クリンプ)が発生する。仮に織上がった後にも緯方向補助糸を直線状に保持しようとするには、緯方向補助糸の引張り剛性を強化繊維マルチフィラメント糸のそれよりも大きくしなければならず、その形態を撚糸や結束糸にするか、或いは緯方向補助糸の材質を強化繊維マルチフィラメント糸よりも高剛性としなければならない。一方、上述の製織方法にて強化繊維マルチフィラメント糸を直線状(同一平面上)に織り上げるには、強化繊維マルチフィラメント糸の引張り剛性を緯方向補助糸の引張り剛性よりも大きくする必要がある。
【0012】
しかしながら、特許文献1には強化繊維マルチフィラメント糸の引張り剛性について記載されてはいるものの、緯方向補助糸の剛性については上述のように経糸である強化繊維マルチフィラメント糸よりも高剛性にすることが望ましいとしているに過ぎない。しかも、緯方向補助糸を直線状に織り上げるとしている以上、経糸である強化繊維マルチフィラメント糸には緯方向補助糸との交差部において屈曲することは避けられない。
【0013】
因みに、特許文献2の一方向性強化繊維織物にあっては、特許文献1とは異なり、経方向補助糸は存在しないが、強化繊維マルチフィラメントからなる経方向糸条の引張り剛性と緯方向補助糸条の引張り剛性との比を3〜100として、経方向補助糸条の引張り剛性を緯方向補助糸条の引張り剛性よりも大きくしている。この要因に依存するだけではないが、引張り剛性を、前述のように設定することにより、通常の製織方法にて得られる一方向性強化繊維織物において、経方向の強化繊維マルチフィラメント糸群が同一平面上に配されるようにしている。
【0014】
このように、特許文献1及び2に記載された一方向性強化繊維織物は、経方向の強化繊維マルチフィラメント糸群と緯方向補助糸との物性に着目して製造されるものであり、その製織方法は従来と何ら変わるところがなく、僅かであっても経方向の強化繊維マルチフィラメント糸群にクリンプが発生して、強化繊維マルチフィラメント糸と緯方向補助糸との交点において曲げが生じ、ポイント的な凹凸の発生が避けられない。
【0015】
本発明は、こうした従来の状況を踏まえて開発されたものであり、経糸及び緯補助糸の材質を選定することで製織後の織物表面にポイント的な凹凸が発生せず、しかもその形態が製織時から確保され、樹脂含浸性に優れた一方向性強化繊維織物と、高い生産効率が得られる前記一方向性強化繊維織物を製織する方法とを提供することを目的としている。
【課題を解決するための手段】
【0016】
上記目的は、本発明に係る一方向性強化繊維織物の基本的構成である、強化繊維マルチフィラメント糸からなる複数本の経糸が一方向に引き揃えられて並行に配されてなる経糸群と、経糸群と交差して配される複数本の緯補強糸と、所要の間隔をおいて1以上の経糸群間に並行して配される経補強糸とを備えた一方向性の強化繊維織物であって、複数の前記経糸群が屈曲することなく同一平面上をシート状に引き揃えられており、緯補強糸がシート状の経糸群の表面及び裏面に沿って交互に屈曲して配されて、緯補強糸と経補強糸とが織組織をなして織り込まれてなり、前記緯補強糸は1回の経糸開口内に引揃え状態で2本の糸条が同時に挿入されて組織され、且つ緯補強糸は1本の連続糸条から構成され、織物の少なくとも一端部における耳部が前記1本の連続糸条により組織されてなることを特徴とする一方向性の強化繊維織物により達成される。
【0017】
前記発明の好ましい態様によれば、緯補強糸及び経補強糸の少なくとも一方が低融点ポリマーを含んでおり、また経補強糸が経糸群ごとに隣接して配され、経補強糸を前記シート面の表裏に配される緯補強糸に交互に交錯させる。経糸群の材質は、炭素繊維糸、ガラス繊維糸、ポリアラミド繊維糸、ビニロン繊維糸、ポリエステル繊維糸などから選ぶことができる。又、経補強糸及び緯糸補強糸は同じ素材或いは異なる素材でも良く、材質は経糸群より繊度が小さく且つ、剛性の小さい素材が良く、ガラス繊維、ポリアミド繊維、ビニロン繊維、ナイロン繊維などが好ましい。
【0018】
前述の構成を備えた一方向性強化繊維織物を製織する本発明に係る製織方法の基本的構成は、複数の並列して配される経糸群を屈曲させることなく織前に供給すること、綜絖を駆動して経糸群と経補強糸を交互に上下動させることより、経糸群間に配される経補強糸と経糸群との間に、緯補強糸との織物組織に基づく開口を形成すること、経糸群と経補強糸との間に形成される開口に緯補強糸を挿通させること、及び緯補強糸の挿通ごとに筬打ちを行うことを備えている点にある。本発明の製法はニードル織機を用いて製織させるものである。
【発明の効果】
【0019】
本発明の一方向性補強織物およびその製造方法によれば、複数本が並行して配されたマルチフィラメントからなる経糸群と経糸群ごとに隣接して配される経補強糸は綜絖の駆動により交互に上下運動がなされて開口を形成し、その開口内に2本の緯補強糸が挿通される。緯補強糸が筬打ちされる際、経糸群より剛性の小さい経補強糸と緯補強糸とが交錯すると同時に張力を吸収するためのクッション材となって経糸群の屈曲を抑制し自ら屈曲し、経糸群は直線状のシート状に形成される。よって全体としては凹凸のない平面性が確保される。
【0020】
本発明による一方向性補強織物をニードル織機を使って織成すると、その機構上、緯補強糸は1回の緯入れ毎に必然的に2本挿通される。そのため、緯糸密度を従来の一方向性強化繊維織物と同じである場合、熱接着された織物はより強固に接着される。よって、本発明は緯糸密度を0.8本/2.54cm以下において従来の該織物と同等又はそれ以上に接着される。又、織物の両端部はレピア織機で製織されるような耳房がない状態のため、成形時に耳房分に使用する樹脂の節約にもなる。更に、ニードル織機の経糸の開口量は通常のレピア織機より小さいため、製織スピードを上げて、生産性をアップさせることが可能となる。
【発明を実施するための最良の形態】
【0021】
以下、本発明の代表的な実施形態を図面に基づいて具体的に説明する。
図1は、本発明の一実施形態に係る一方向性強化繊維織物を示しており、同図において、符号1は実質的に撚りのない強化繊維マルチフィラメント糸からなる経糸群を、経糸の一単位としている。本実施形態における一方向性強化繊維織物にあっては、複数群の前記経糸群1が一方向に互いに並行して配され、しかも各経糸群1が同一平面上にシート状に引き揃えられて、応力の集中する屈曲部を実質的に有していない。そのため、緯補強糸2は前記複数群の経糸群1の表面及び裏面に沿って経補強糸3と互いに屈曲しながら交錯されている。
【0022】
すなわち、本実施形態における一方向性強化繊維織物は、前述の複数群の経糸群1と緯補強糸2の他に、隣接する前記各経糸群1の間に、同経糸群1と並行して経補強糸3が配列されている。この経補強糸3は、織物シート面の長さ方向に所要の間隔をおいて経糸群1のシート面の表裏に沿って表裏面に交互に配される緯補強糸2の間を、緯補強糸2とともに上下に屈曲しながら交互に交錯している。緯補強糸2と経補強糸3との間の織組織は、前述の平織組織以外にも綾織組織など様々な織組織とすることが可能である。
【0023】
上記経糸群1を構成する強化繊維マルチフィラメントは強化繊維の種類にもよるがフィラメント数が炭素繊維では1000〜50000本で、フィラメントの直径が5〜10μmのものが一般的である。
【0024】
経糸群1の強化繊維の種類としては、無機繊維、有機繊維のいずれであってもよく、天然高分子や合成高分子の繊維の他、炭素繊維、ガラス繊維、芳香族アラミド繊維、芳香族ポリアラミド繊維、ボロン繊維、アルミナ繊維、炭化ケイ素繊維の単独または2種以上を複合して用いるようにしてよい。経補強糸3及び緯補強糸2の材質は、前記強化繊維と同様であるが、経糸群1より剛性が小さく且つ、1/10以下、更に好ましくは1/8以下の細い繊度でその糸条形態は無撚りのマルチフィラメントからなるよりも撚糸であることが望ましく、或いは通常の紡績糸であってもよい。
【0025】
コスト的な理由から、一般に複合材料用の強化繊維としては炭素繊維が用いられることが多く、特にマルチフィラメント1本のフィラメント数が1000〜50000本のものが広く用いられている。
【0026】
強化繊維マルチフィラメントに用いられる集束剤は、無機物質と有機物質のいずれであってもよく、一般に市販されているものが使用できる。とくに炭素繊維マルチフィラメント用の集束剤としては、エポキシ樹脂、ウレタン樹脂、ポリエステル樹脂、ビスマレイミド樹脂、イミド樹脂、ナイロン樹脂等の単独または2種以上の組合わせで用いられる場合が多い。特に、エポキシ樹脂とウレタン樹脂の単独あるいは2種以上の組合わせで用いた場合に、マルチフィラメントの開繊性が良好であって、加工時に拡がりのよい炭素繊維マルチフィラメントを与える。集束剤の付着量は、強化繊維に対して10重量%以下にすることが好ましい。
【0027】
強化繊維の形態は、強化繊維マルチフィラメント中のフィラメント同士の絡みや、マルチフィラメントの撚りの状態、あるいはボビン上にワインドするときのマルチフィラメントの扁平化等によって微妙に影響される。フィラメント数の少ないものほど、フィラメント当りの拡がり幅が大きく取れ、またフィラメント同士の絡みが少なくなる傾向がある。従ってプリプレグ製造時のマルチフィラメントの拡がり性も良好になって、樹脂含浸性に優れたプリプレグが得られる場合が多い。
【0028】
本実施形態による一方向性強化繊維織物は、図1に示すように、前述のような強化繊維マルチフィラメントを経糸群1及び緯補強糸2として用い、複数本が並列して配される経糸群1のシート面の表裏に間隔をおいて、緯補強糸2を経糸群1に交差するように配している。更に本発明に係る一方向性強化繊維織物にあっては、1本以上の経糸群1の間に経補強糸3が経糸に並行して配されており、この経補強糸3を前記経糸群1のシート面表面に配された緯補強糸2の上面を跨いだのち、前記シート面裏面に配された緯補強糸2の下面を跨いで、次位の表面に配された緯補強糸2の上面を跨ぎ、これを繰り返している。本実施形態では、緯補強糸2と経補強糸3とが平織組織をもって織成されていることになる。織物の目付としては、用いる強化繊維マルチフィラメントの種類によって適正な目付が設定される。
【0029】
次に、以上のように経糸1、緯補強糸2及び経補強糸3を用いた本発明の一方向性強化繊維織物の製造方法を、図2に基づいて具体的に説明する。強化繊維マルチフィラメントの経糸群1はニードル織機上にセットした図示せぬクリールに掛けられた多数のボビンから横取りされて、図示せぬ張力調整装置を経て織前4まで屈曲されることなく直線的に同一平面上を並列して供給される。このとき、図示例では複数本の経補強糸3a,3bが前後2枚の綜絖5a,5bに織幅方向に交互に通されて、綜絖5a,5bの駆動により並列する1本以上の経糸群1の間を上下動可能に配される。織成方向前方の綜絖5aと織前4との間には前後方向に往復動する筬羽6が配されている。この筬羽6には、複数本の経糸群1を配列順序で挿通できる筬目と、1本以上の経糸群1の間に配された経補強糸3がそれぞれ挿通できる筬目が形成されている。綜絖5a,5b及び筬羽6の筬目の配置は、特に限定されるものではないが、基本的に経糸群と経補強糸が1:1に配列される場合、経糸群1と隣接して配列される経補強糸3とを同じ筬目に順次挿通させる。
【0030】
一方、緯補強糸2の緯入れを行うニードルが、経糸間に形成される一つの開口に沿って、その開口内を往復して緯入れがなされる。そのため、ニードル織機を使えば、緯補強糸2は必然的に2本の引き揃えられた糸条から構成されることになり、図3に示すように、その緯入れのたびに、1つの開口に挿通される緯補強糸2の折り返し端において前回に作られたループ内に新たに挿入された緯補強糸2の折り返し端部が挿入され、順次これがなされて編目が作られて耳部を組織する。また、一方で他方の折り返し端は前回に挿入された2本の緯補強糸2のうちの1本が別れて今回の開口へと挿入されて耳部を組織する。
【0031】
このように本発明により製造される一方向性繊維強化織物は、マルチフィラメントからなる複数本の経糸群1を同一平面上に配されたシート面から構成され、その少なくとも1本以上の経糸群1の間に配された経補強糸3と前記シート面の表裏面に長手方向に交互に配された2本の引き揃え糸条からなる緯補強糸2とが、所定の織組織をもって織成されてることにより得られる。緯補強糸2は、前記緯入れ時において複数の経糸群1により形成されたシート面の表裏面に2本ずつ引き揃えられた状態で交互に緯入れされる。このとき、経糸群1の剛性が緯補強糸2及び経補強糸3の剛性より大きく、且つ繊度も大きいことと相まって、緯補強糸2が2本の引き揃え糸からなるため、経補強糸3との交錯部においても大きくは屈曲しない。このため、緯補強糸2及び経補強糸3は屈曲して交錯するものの、経糸群1を屈曲させることがなく、断面形状を維持して局部的な凹凸を生じることがない。
【図面の簡単な説明】
【0032】
【図1】本発明の強化繊維織物の概略構成図を示す部分斜視図である。
【図2】経糸群の上方で経補強糸との間に開口を形成したときの緯打ち状態を示す説明図である。
【図3】同強化繊維織物の両端耳部組織例を示す部分平面図である。
【符号の説明】
【0033】
1 経糸群(経糸)
2 緯補強糸
3 経補強糸
4 織前
5a,5b 綜絖
6 筬羽
【特許請求の範囲】
【請求項1】
強化繊維マルチフィラメント糸からなる複数本の経糸が一方向に引き揃えられて並行に配されてなる経糸群と、経糸群と交差して配される複数本の緯補強糸と、所要の間隔をおいて1以上の経糸群の間に並行して配される経補強糸とを備えた一方向性の強化繊維織物であって、
複数の前記経糸群が屈曲することなく同一平面上をシート状に引き揃えられており、
緯補強糸がシート状の経糸群の表面及び裏面に沿って屈曲して交互に配されて、緯補強糸と経補強糸とが織組織をなして織り込まれてなり、
前記緯補強糸は1回の経糸開口内に引揃え状態で2本同時に組織され、且つ緯補強糸は1本の連続糸条から構成され、
前記織物の少なくとも一端部における耳部が前記1本の連続糸条により組織されてなる、
ことを特徴とする一方向性の強化繊維織物。
【請求項2】
緯補強糸及び経補強糸の少なくとも一方が低融点ポリマーを含んでなる、請求項1記載の強化繊維織物。
【請求項3】
経補強糸が経糸群ごとに隣接して配され、経補強糸は前記シート面の長手方向に沿って表裏に複数配される緯補強糸と交互に交錯し、経補強糸と緯補強糸が屈曲してなる、請求項1記載の強化繊維織物。
【請求項4】
前記経糸群を構成する強化繊維マルチフィラメント糸が、実質的に撚りのないマルチフィラメント糸である、請求項1記載の強化繊維織物。
【請求項5】
前記経補強糸及び緯補強糸が、ガラス繊維糸、ポリアラミド繊維糸、ビニロン繊維糸、ポリエステル繊維糸などから選ばれてなり、且つ、経糸群より剛性が小さく1/10以下の細い繊度である、請求項1記載の強化繊維織物。
【請求項6】
経糸密度が1〜10本/cmの範囲内で、且つ、緯糸密度が0.8本/cm以下の範囲内である、請求項1記載の強化繊維織物。
【請求項7】
請求項1〜6のいずれかに記載の強化繊維織物の製織方法であって、
複数の並列して配される経糸群を屈曲させることなく直線的に織前に供給すること、
綜絖を駆動して経補強糸を上下動させることより、経糸群間に配される経補強糸と経糸群との間に、緯補強糸との織物組織に基づく開口を形成すること、
経糸群と経補強糸との間に形成される開口に2本の連続する緯補強糸を引き揃えて挿通させること、
2本の緯補強糸の挿通ごとに筬打ちを行うこと、及び
開口に挿通された緯補強糸の1本を次回の開口に順次挿通させて織物端部に耳部を組織すること、
を含んでなる強化繊維織物の製織方法。
【請求項8】
織物を加熱することにより低融点ポリマーを接着する請求項7記載の製織方法。
【請求項1】
強化繊維マルチフィラメント糸からなる複数本の経糸が一方向に引き揃えられて並行に配されてなる経糸群と、経糸群と交差して配される複数本の緯補強糸と、所要の間隔をおいて1以上の経糸群の間に並行して配される経補強糸とを備えた一方向性の強化繊維織物であって、
複数の前記経糸群が屈曲することなく同一平面上をシート状に引き揃えられており、
緯補強糸がシート状の経糸群の表面及び裏面に沿って屈曲して交互に配されて、緯補強糸と経補強糸とが織組織をなして織り込まれてなり、
前記緯補強糸は1回の経糸開口内に引揃え状態で2本同時に組織され、且つ緯補強糸は1本の連続糸条から構成され、
前記織物の少なくとも一端部における耳部が前記1本の連続糸条により組織されてなる、
ことを特徴とする一方向性の強化繊維織物。
【請求項2】
緯補強糸及び経補強糸の少なくとも一方が低融点ポリマーを含んでなる、請求項1記載の強化繊維織物。
【請求項3】
経補強糸が経糸群ごとに隣接して配され、経補強糸は前記シート面の長手方向に沿って表裏に複数配される緯補強糸と交互に交錯し、経補強糸と緯補強糸が屈曲してなる、請求項1記載の強化繊維織物。
【請求項4】
前記経糸群を構成する強化繊維マルチフィラメント糸が、実質的に撚りのないマルチフィラメント糸である、請求項1記載の強化繊維織物。
【請求項5】
前記経補強糸及び緯補強糸が、ガラス繊維糸、ポリアラミド繊維糸、ビニロン繊維糸、ポリエステル繊維糸などから選ばれてなり、且つ、経糸群より剛性が小さく1/10以下の細い繊度である、請求項1記載の強化繊維織物。
【請求項6】
経糸密度が1〜10本/cmの範囲内で、且つ、緯糸密度が0.8本/cm以下の範囲内である、請求項1記載の強化繊維織物。
【請求項7】
請求項1〜6のいずれかに記載の強化繊維織物の製織方法であって、
複数の並列して配される経糸群を屈曲させることなく直線的に織前に供給すること、
綜絖を駆動して経補強糸を上下動させることより、経糸群間に配される経補強糸と経糸群との間に、緯補強糸との織物組織に基づく開口を形成すること、
経糸群と経補強糸との間に形成される開口に2本の連続する緯補強糸を引き揃えて挿通させること、
2本の緯補強糸の挿通ごとに筬打ちを行うこと、及び
開口に挿通された緯補強糸の1本を次回の開口に順次挿通させて織物端部に耳部を組織すること、
を含んでなる強化繊維織物の製織方法。
【請求項8】
織物を加熱することにより低融点ポリマーを接着する請求項7記載の製織方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−18909(P2010−18909A)
【公開日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願番号】特願2008−180501(P2008−180501)
【出願日】平成20年7月10日(2008.7.10)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願日】平成20年7月10日(2008.7.10)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]