
強化繊維織物の製造方法と強化繊維織物
【課題】強化繊維を用いた土木、建築用複合材料として優れた特性を発揮する均一に開繊された比較的目付の高い強化繊維織物の製造方法と強化繊維織物を提供する。
【解決手段】強化繊維織物は強化繊維からなるマルチフィラメント糸を経糸(1) 及び緯糸(2) に用いて製織され、目付けが400g/m2 以下である。少なくとも緯糸(2) に沿って配列された繊度が110dtex の融着繊維のような目止め剤(3) により前記織物の経糸(1) と緯糸(2) とが目止めされる。目止め剤(3) による接着強力は2N以上、当該織物の開口率を10%以下に設定している。製織後の織物を、熱融着繊維からなる目止め剤(3) の融点温度より低い温度で開繊加工を施したのち、引き続き連続して目止め剤(3) の融点温度以上で熱処理を施し、同目止め剤(3) の溶融により経糸(1) と緯糸(2) との交錯部を融着して目止めする。
【解決手段】強化繊維織物は強化繊維からなるマルチフィラメント糸を経糸(1) 及び緯糸(2) に用いて製織され、目付けが400g/m2 以下である。少なくとも緯糸(2) に沿って配列された繊度が110dtex の融着繊維のような目止め剤(3) により前記織物の経糸(1) と緯糸(2) とが目止めされる。目止め剤(3) による接着強力は2N以上、当該織物の開口率を10%以下に設定している。製織後の織物を、熱融着繊維からなる目止め剤(3) の融点温度より低い温度で開繊加工を施したのち、引き続き連続して目止め剤(3) の融点温度以上で熱処理を施し、同目止め剤(3) の溶融により経糸(1) と緯糸(2) との交錯部を融着して目止めする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は強化繊維を用いた土木・建築用複合材料として優れた特性を発揮する強化繊維織物の製造方法、並びに強化繊維織物に関するものである。更に詳しくは均一に開繊された強化繊維織物の製造方法と強化繊維織物に関する。
【背景技術】
【0002】
従来、橋やトンネル、建物などを始めとするコンクリート構造体の補強、補修に強化繊維織物からなる繊維シートを補強材として使用することは広く知られており、その成形法にはいわゆるハンドレイアップ成形法が広く採用されている。また、使用する強化繊維織物からなる繊維シートには作業能率面から取り扱いやすいことが要求される。しかし、強化繊維織物の形状によっては作業時のカット時にばらけやすく取り扱いにくいものとなる。これらの対策として、これまでにも強化繊維織物の目止め方法が数多く提案されており、経糸又は緯糸に、あるいは経緯両糸に目止め剤を配列して、熱ロールなどで接触、圧着などさせて目止めする方法や、織物の表面に樹脂を塗布し熱風乾燥などにより目止めする方法などがある。
【0003】
例えば、特許文献1では偏平糸からなる緯糸の上に目止め剤を配列し、或いは同じく偏平糸からなる経糸の一部にガラス繊維を芯にしてその周りを補助糸をもってカバリングした糸を配列し、前記補助糸を熱溶融させて経糸と緯糸との交点を互いに接着させて目止めした強化繊維織物が開示されている。また、例えば特許文献2では強化繊維織物に樹脂を施与し、該樹脂を熱風乾燥炉で固化させた目止め方法が提案されている。
【特許文献1】特開平10―317247号公報
【特許文献2】特開2001−329466号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかして、薄目付織物を得るには製織時に経糸を、又は経糸及び緯糸を、もしくは製織後の織物を開繊することが必要不可欠である。しかしながら、全ての強化繊維が容易に開繊されるわけではなく、その開繊手法や開繊条件、強化繊維の形態によっては開繊しにくいものもある。また、例えば上記特許文献1に開示されているような扁平糸を用いれば開繊工程は不要であるが、目付によって使用する扁平糸の糸幅を変える必要があり、多品種の強化繊維を揃える必要がある。一方、上記特許文献2に記載された強化繊維織物の目止め方法では、その強化繊維織物の用途から空隙率が極めて大きく、開繊には全く目が向けられていない。
【0005】
本発明の目的は、強化繊維を用いた土木・建築用複合材料として優れた特性を発揮する均一に開繊された強化繊維織物の製造方法と同強化繊維織物を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上記課題に対し、強化繊維織物を容易に開繊して目開きの少ない強化繊維織物を製造せしめるものであり、その基本的構成は以下の通りである。
【0007】
強化繊維のマルチフィラメント糸を経糸及び緯糸に用いて製織されてなる目付400g/m2 以下の強化繊維織物において、少なくとも横方向に配列された目止め剤で前記織物の経糸と緯糸が目止めされ、その接着強力は2N以上であり、織物の開口率が10%以下であることを特徴とする特殊強化繊維目止め織物である。この場合、強化繊維織物の横方向に110dtex以上の熱融着繊維を用いて目止めすることが好ましい。この熱融着繊維としては、ポリアミド(ナイロン)繊維、ポリエチレン繊維、ポリウレタン繊維といった熱可塑性繊維などを挙げることができるが、これらに限定されない。前記強化繊維の種類は、特に限定されず、炭素繊維、ガラス繊維、アラミド繊維などが例として挙げられるが、中でも炭素繊維は比強度及び比弾性率に優れるので、特に好適に用いることができる。
【0008】
また、当該特殊強化繊維目止め織物を製造する好ましい方法は、横方向の補強強化繊維に熱融着繊維が線状に配置された織物に開繊処理を施すにあたり、該熱融着繊維の融点温度以下の加工温度で開繊加工を施し、引き続き融点温度よりも高い温度で連続して熱処理を施す。
【作用効果】
【0009】
目付が大きい強化繊維織物にあっては、必然的に織物の構成糸条である経糸及び緯糸が太くなる。かかる目付が大きな強化繊維織物の開口率を高くすると、マルチフィラメントからなる経糸及び緯糸の断面は、構成フィラメントが収束してほぼ円形に近いものとなる。したがって、前述のようなマルチフィラメント糸を経糸及び緯糸として製織すると、製織したのちの経糸と緯糸とが交錯する交錯部では強化繊維の断面が円形又は楕円形となり、織糸のクリンプが大きくなる。
【0010】
特に太い強化繊維を使用する強化繊維織物では、太い経糸と太い緯糸が交錯することになるため、クリンプが更に大きくなる傾向がある。このような強化繊維糸が大きくクリンプする強化繊維織物にあっては、繊維密度が不均一となりやすく、これを強化繊維とするプラスチック製品(FRP)に所期の高強度特性を期待することができない。また、太い強化繊維を使用した強化繊維織物は、一般的に織物目付や厚みが大きくなるため、この強化繊維織物を用いて、プリプレグを製造する場合やFRPを成形する場合の樹脂含浸性が低下する。本発明は、上述のごとく太いマルチフィラメント糸を経糸及び緯糸に使用しても、これを開繊することにより偏平化して、強化繊維織物の開口率を10%以下とする。この開口率が10%を越えると、前述のような不具合が発生する。これは、特に400g/m2 以下の繊維目付を有する強化繊維織物の製織時に顕著な問題である。
【0011】
また本発明にあって、接着強力が2Nより低いと、繊維がほつれやすく操作性に劣るばかりでなく、目ずれや偏平化された織糸の断面が円形や楕円形となりやすくなり、FRPに成形されたのちに所望の強度が得にくくなる。更に、熱融着繊維の繊度が110dtexより小さいと、前述の接着強力を2N以上とすることが困難となる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好適な実施形態について図面を参照しつつ詳細に説明する。
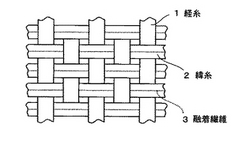
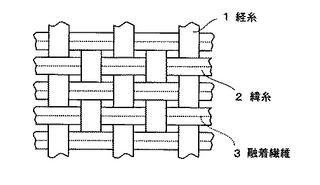
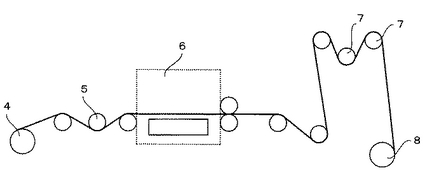
図1は本発明で得られる強化繊維織物の部分平面図であり、緯糸2に沿って直線状に熱融着繊維3が添設され、経糸1と緯糸2とが1本ごとに交互に交差した平織構造からなり、その交錯点で接着されている。また、第2図は本発明で得られる強化繊維織物の熱処理工程の1例を示し、製織工程で緯糸2に熱融着繊維を添設して織成された織物4をクリールに掛け、該織物の張力をダンサーロール5で吸収しながら開繊部6で開繊処理を施す。この時点では、熱融着繊維は実質的に強化繊維と融着していない。
【0013】
すなわち、開繊処理において強化繊維に熱を付与することにより開繊性は向上させることが可能であることは周知であるが、熱融着繊維の融点以上の温度で加熱せずに、融点よりも低い温度で開繊処理を施すことが本発明のポイントとなる。開繊された織物は引続き2本の加熱バー7により該織物の両面から熱融着繊維の融点以上の温度で加熱処理され、該熱融着繊維が経糸1及び緯糸2の交錯部分に融着したのち、巻取りロール8で巻き取られる。
【0014】
本発明で得られる強化繊維織物は、経糸1と緯糸2の交点の50%以上が目止めされた状態であれば現場施工する際の取り扱いには何ら問題の生じない接着性が確保される。接着性は強化繊維織物の目付け及び熱融着繊維の糸種、繊度、加熱バーの条件などにより大きく左右される。本発明で得られる強化繊維織物の接着強力は縦糸および緯糸の少なくとも一方が2N以上である。
【0015】
この接着強力の測定方法は、次のようにして行う。まず、経糸1又は緯糸2に対して平行に、強化繊維織物を150mm幅に切断し、平面上(机上でよい)に、切断した強化繊維織物をテープで固定する。次に、その強化繊維織物の縦糸または緯糸の中央部にバネ秤りのフックを引っ掛け、該強化繊維織物を平面と平行かつ引っ掛けた縦糸又は緯糸に垂直な方向に引っ張っていき、縦糸と緯糸との融着がはがれる直前にバネ秤りが示した、秤りの目盛りの最大値を測定する。そして、これを縦糸及び緯糸それぞれについて20回繰り返して測定し、それらのそれぞれの平均値をこの強化繊維織物の縦糸又は緯糸の接着強力とする。
【0016】
一般的に強化繊維織物の目付が大きいほど目ずれは生じにくいが、土建用途では施工時のカット時のほつれ防止のために織物目付の大小に関わらず目止め処理が必須となっている。また、織物目付が大きいほど、拘束点が多くなることから必然的に接着性も向上する。
【0017】
熱融着繊維の挿入方法は、本実施形態のような平織組織であって経糸1と緯糸1の交点の50%以上が目止めされた状態であれば、経糸1或いは緯糸2のいずれか一方に添設すればよいが、実際の製織を考慮した場合、経糸1と同数の融着繊維をクリールなどに準備し、且つ経糸1に沿って引き揃えて配置するには、各経糸1の上に該繊維を配列させながら製織させなければならない。更には、多数の強化繊維と多数の熱融着繊維とを同時に張力コントロールしながら製織する必要もあり、非常に煩雑な工程管理が必要となる。逆に本発明方法のように緯糸1上に該熱融着繊維を挿入する方法を採れば、1本の該熱融着繊維の張力コントロールだけを行えば足り、比較的容易に緯糸1に沿って直線状に該熱融着繊維を挿入させることができる。
【0018】
なお、熱融着繊維の挿入方法は緯糸を構成する強化繊維との引き揃えや強化繊維との解舒撚り、或いは強化繊維の周辺に捲き付けるカバリング法による挿入法があり、何ら限定されるものではない。しかし、特に薄目付織物を製造する場合は、横方向に配列した強化繊維を開繊拡幅させて開口率を10%以下にする必要があり、このとき、解舒撚りやカバリング法では強化繊維を開繊拡幅する際に熱融着繊維に拘束されるため、開繊が困難で開口率が10%以下の織物を確保することは困難となる。このため、熱融着繊維の挿入方法は強化繊維との引き揃えによるのが好ましい。
【0019】
ここでいう開口率とは、開繊された強化繊維織物において、100mm×100mmを単位面積としたときに、同単位面積内に経糸又は緯糸のいずれもが存在しない開口部の面積比率を開口率として評価を実施している。なお、前記開口率の評価には市販の画像処理センサー((株)キーエンス製、CV−100)を使用した。開口率は下記の計算式により求める。
開口率=開口部面積の和/□10000mm2 ×100(%)
【0020】
また、熱融着繊維はポリアミド繊維、ポリエチレン繊維、ポリウレタン繊維といった熱可塑性繊維など特に限定するものではないが、接着性を有する熱融着繊維であれば如何なる繊維を用いてもよい。基本的には使用する熱融着繊維の太さにより接着性が異なり、太い繊度の繊維を用いる程、接着性は明らかに大きくなり、強化繊維織物全体にコシがでて、取り扱い性、作業性が向上する。しかし、必要以上に太い繊度の該熱融着繊維を用いると強化繊維織物が剛直になりすぎ、樹脂含浸が阻害される恐れが生じ、強度にも悪い影響を及ぼすことが考えられる。したがって、熱融着繊維の繊度の上限は、特に限定されないが、330dtex以下が良好で、用途、接着性を考慮し適宜決定するのが好ましい。
【0021】
また、熱融着繊維を目止め剤として使用することから、該熱融着繊維の融着処理を施す方法として、一般的にロール式やベルトニップ式などを挙げることができるが、如何なる方法を用いても差し支えない。融着処理後の接着度合は処理速度、熱ロール温度、接触角度やロール数などにより異なり適宜適正条件を選定できる。また、融着処理の工程は織物を製織しながら連続して処理を施すインライン式、或いは本発明の一例として図示したようなオフライン式による処理でも何ら問題はない。特に融着温度は使用する該熱融着繊維の融点により異なり、融点以上の温度で処理することが必要である。また、処理速度は製織と連動させるインラインでは製織速度が優先されるため、接着性は熱ロールの表面温度、ロール数や該ロールの接触長などでコントロールする。逆にオフライン式では処理速度は接着性を重視して調整することが可能となる。
【0022】
特に本発明において、薄目付け織物を製造する場合は、経緯方向に配列した強化繊維を開繊させて開口率を10%以下の織物にする必要がある。
しかし、経方向に配した強化繊維は製織時に擦過ロールで擦過することにより拡幅が可能であるが、緯方向に配した強化繊維は織機の構造上、開繊拡幅は容易ではなく、何れか他の方法での開繊拡幅が必要である。
【0023】
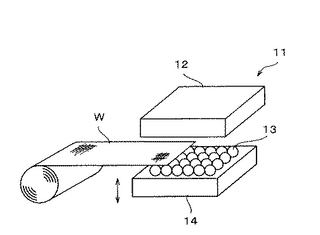
この開繊の方法の特に好ましい例としては、鋼板と同鋼板に平行な平面内に配列した複数の鋼球との間を走行させると共に、前記鋼球を鋼板に対して直交方向に振動させて、鋼球で叩打する方法がある。この方法のを実現する装置として、例えば、図3に示した糸条開繊装置がある。図3はこの糸条開繊装置を概略的に示す斜視図である。
【0024】
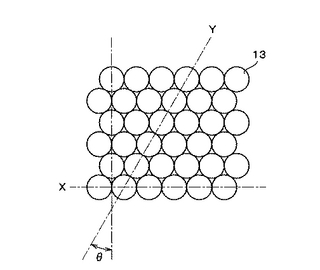
本発明で使用する糸条開繊装置11は、水平に配された鋼板12と、同鋼板12の下方に、強化繊維織物Wの走行路を挟んで配された加振テーブル14と、同加振テーブル14を前記鋼板12に対して直交する方向に、所定の加振力で振動させるための図示せぬ加振源とを備えている。前記加振テーブル14の上面には多数の鋼球13が配列されている。このとき、この鋼球13は、例えば、図4に示すように、横方向に配列された鋼球13の球中心を結ぶ直線と、縦方向に配列された鋼球13の球中心を結ぶ直線とのなす角度θが5°〜60°であると、より容易に開繊することができる。開繊にあたっては、前記強化繊維織物Wを前記鋼板12と鋼球13との間で走行させ、その走行の際に強化繊維織物Wを鋼板12と鋼球13との間で殴打して開繊する。
【0025】
なお、開繊にあたっては、加振テーブル14に与える加振力を1. 1〜5Gの範囲に設定することが好ましい。加振力を1. 1G未満とすると、開繊に必要な力が得られず開繊が充分に行われない。また、加振力が5Gより大きい場合には、開繊に必要な力は充分得られるものの、加振力が大きすぎて織物に毛羽が発生し易くなる。その場合に、巻取速度を上げることにより、織物に対する鋼球の作用回数を低減して、毛羽の発生を抑えることもできるが、その場合には開繊が不均一となるため好ましくない。
【0026】
また、開繊にあたって、鋼板と同鋼板に平行な平面内に配列した複数の鋼球との間に熱融着繊維の融点未満の温度を有する熱風を吹きこむことが好ましい。この方法であれば、開繊と同時に熱を付与することができより開繊が容易となるからである。
【0027】
この場合、本発明では緯糸の強化繊維に沿って直線状に熱融着繊維を付与したのち、最終的に目止めを実施するが、開口率を10%以下に確保するためには目止めを行う以前に開繊しなければならない。なぜならば、経糸と緯糸の交点及び緯糸に沿って線状に熱融着繊維が融着された状態であると、たとえ開繊を施しても緯糸の強化繊維は該融着繊維に妨げられて開繊が十分に行われなくなる。よって、製織時に緯糸の強化繊維に添付した熱融着繊維は開繊時に熱付与されても融着されない温度で開繊させる必要がある。即ち、熱融着繊維の融点未満で開繊することが必要であり、好ましくは融点より5〜10℃低い温度で開繊を実施すれば容易に本発明の開口率10%以下の強化繊維織物を得ることが可能となる。
【0028】
次に、実施例に基づき更に具体的に説明する。
以下に示す実施例1〜5及び比較例1、2では、経糸および緯糸に、炭素繊維(三菱レイヨン(株) 製パイロフィル TR50S、フィラメント数12000本・繊度8000dtex)をそれぞれに用いて、200g/m2 目付で製織するとともに、緯糸にそって熱融着性繊維を添設した織物を図3に示した糸条開繊装置を用いて開繊した後、織物を加熱処理して経糸と緯糸とをその交点で融着して強化繊維織物を得、その開口率及び接着強力を測定した。その結果を表1に示す。
【0029】
〔実施例1〕
実施例1では、熱融着繊維として、融点が約110℃、繊度が110dtexである東レ(株)製ナイロン繊維を用い、これを上記緯糸の繊維方向に沿わせて添設し、上記経糸を用いて平織物を織成した。続いて、室温下で、得られた織物の経糸を擦過ロールで擦過して開繊した。引き続いて、この開繊した織物を、90℃に熱した加熱バーに接触させて予備加熱をした後、130℃に熱した加熱バーに接触させることにより熱処理を施したところ、開口率が10%以下である強化繊維織物が得られた。この強化繊維織物の接着強力は、縦糸が2. 6N、緯糸が2.0Nと2N以上の高い接着強力を有していた。
【0030】
〔実施例2〕
実施例2では、熱融着繊維の繊度を330dtexとした以外は、実施例1と同様の方法で、強化繊維織物を得た。この強化繊維織物の開口率も10%以下であった。また、この強化繊維織物の接着強力は、実施例1で得られた強化繊維織物よりさらに高い接着強力を有していた。
【0031】
〔実施例3〜5〕
実施例3〜5では、擦過ロールに変えて糸条開繊装置1を用いて織物の開繊を行った以外は、実施例1と同様の方法で強化繊維織物を得た。糸条開繊装置振動テーブル4上に、直径5.5mmの鋼球13を、横方向に配列された鋼球13の球中心を結ぶ直線と、縦方向に配列された鋼球13の球中心を結ぶ直線とのなす角度θが30°である千鳥状に配列した糸条開繊装置を用い、前記振動テーブル4の加振力を1. 1Gとし、巻取速度を1.2m/分として開繊を施した。このとき、糸条開繊装置内の鋼板と同鋼板に平行な平面内に配列した複数の鋼球を配置した振動テーブルの間の空間に、それぞれ105℃、80℃、60℃の熱風を吹き込んだ。この方法で得られた強化繊維織物のいずれも開口率10%以下であった。また、接着強力は、それぞれ実施例1の強化繊維織物よりも高い値を示した。
【0032】
〔比較例1〕
比較例1では、熱融着繊維の繊度を55dtexとした以外は、実施例1と同じ方法で強化繊維織物を得た。この強化繊維織物の開口率は8.2%であって10%以下ではあったが、接着強力は1.6Nであって2N未満となり、特に土木用途の強化繊維織物としてはほつれやすく実用に供し得なかった。
【0033】
〔比較例2〕
比較例2では、上記緯糸に熱融着繊維として実施例1と同じナイロン繊維を繊維方向に沿わせて添設し、上記経糸を用いて平織物を織成した。糸条開繊装置内の空間へ120℃の熱風を吹き込んだ以外はとした以外、実施例1と同一の条件で得られた強化繊維織物を得ようとしたが、開繊時に強化繊維上で熱融着繊維が融けたため、強化繊維織物の開口率及び経糸と緯糸との交錯部分における接着強力の測定が不可能であり、織物の外観も不良なものとなった。
【0034】
【表1】

【0035】
表1からも明らかなように、本発明は目止め剤として110dtex以上の熱融着繊維を少なくとも緯糸に挿入して製織し、目止め処理を施す、或いは目止め処理前に熱融着繊維の融点以下の温度で織物を拡幅した後、目止め処理を施すことにより、比較的低い開口率であっても、取り扱い性、作業性などに優れた織物が得られる。
【図面の簡単な説明】
【0036】
【図1】本発明の実施形態を模式的に示す強化繊維織物の部分平面図である。
【図2】本発明の強化繊維織物の製造工程の1形態を示す工程図である。
【図3】糸条開繊装置の一例を概略的に示す斜視図である。
【図4】糸条開繊装置における鋼球の配列パターンの一例を示す平面図である。
【符号の説明】
【0037】
1 経糸
2 緯糸
3 融着繊維
4 織物
5 ダンサーロール
6 開繊処理部
7 加熱バー
8 巻取りロール
11 糸条開繊装置
12 鋼板
13 鋼球
14 加振テーブル
W 織物
【技術分野】
【0001】
本発明は強化繊維を用いた土木・建築用複合材料として優れた特性を発揮する強化繊維織物の製造方法、並びに強化繊維織物に関するものである。更に詳しくは均一に開繊された強化繊維織物の製造方法と強化繊維織物に関する。
【背景技術】
【0002】
従来、橋やトンネル、建物などを始めとするコンクリート構造体の補強、補修に強化繊維織物からなる繊維シートを補強材として使用することは広く知られており、その成形法にはいわゆるハンドレイアップ成形法が広く採用されている。また、使用する強化繊維織物からなる繊維シートには作業能率面から取り扱いやすいことが要求される。しかし、強化繊維織物の形状によっては作業時のカット時にばらけやすく取り扱いにくいものとなる。これらの対策として、これまでにも強化繊維織物の目止め方法が数多く提案されており、経糸又は緯糸に、あるいは経緯両糸に目止め剤を配列して、熱ロールなどで接触、圧着などさせて目止めする方法や、織物の表面に樹脂を塗布し熱風乾燥などにより目止めする方法などがある。
【0003】
例えば、特許文献1では偏平糸からなる緯糸の上に目止め剤を配列し、或いは同じく偏平糸からなる経糸の一部にガラス繊維を芯にしてその周りを補助糸をもってカバリングした糸を配列し、前記補助糸を熱溶融させて経糸と緯糸との交点を互いに接着させて目止めした強化繊維織物が開示されている。また、例えば特許文献2では強化繊維織物に樹脂を施与し、該樹脂を熱風乾燥炉で固化させた目止め方法が提案されている。
【特許文献1】特開平10―317247号公報
【特許文献2】特開2001−329466号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかして、薄目付織物を得るには製織時に経糸を、又は経糸及び緯糸を、もしくは製織後の織物を開繊することが必要不可欠である。しかしながら、全ての強化繊維が容易に開繊されるわけではなく、その開繊手法や開繊条件、強化繊維の形態によっては開繊しにくいものもある。また、例えば上記特許文献1に開示されているような扁平糸を用いれば開繊工程は不要であるが、目付によって使用する扁平糸の糸幅を変える必要があり、多品種の強化繊維を揃える必要がある。一方、上記特許文献2に記載された強化繊維織物の目止め方法では、その強化繊維織物の用途から空隙率が極めて大きく、開繊には全く目が向けられていない。
【0005】
本発明の目的は、強化繊維を用いた土木・建築用複合材料として優れた特性を発揮する均一に開繊された強化繊維織物の製造方法と同強化繊維織物を提供することにある。
【課題を解決するための手段】
【0006】
本発明は、上記課題に対し、強化繊維織物を容易に開繊して目開きの少ない強化繊維織物を製造せしめるものであり、その基本的構成は以下の通りである。
【0007】
強化繊維のマルチフィラメント糸を経糸及び緯糸に用いて製織されてなる目付400g/m2 以下の強化繊維織物において、少なくとも横方向に配列された目止め剤で前記織物の経糸と緯糸が目止めされ、その接着強力は2N以上であり、織物の開口率が10%以下であることを特徴とする特殊強化繊維目止め織物である。この場合、強化繊維織物の横方向に110dtex以上の熱融着繊維を用いて目止めすることが好ましい。この熱融着繊維としては、ポリアミド(ナイロン)繊維、ポリエチレン繊維、ポリウレタン繊維といった熱可塑性繊維などを挙げることができるが、これらに限定されない。前記強化繊維の種類は、特に限定されず、炭素繊維、ガラス繊維、アラミド繊維などが例として挙げられるが、中でも炭素繊維は比強度及び比弾性率に優れるので、特に好適に用いることができる。
【0008】
また、当該特殊強化繊維目止め織物を製造する好ましい方法は、横方向の補強強化繊維に熱融着繊維が線状に配置された織物に開繊処理を施すにあたり、該熱融着繊維の融点温度以下の加工温度で開繊加工を施し、引き続き融点温度よりも高い温度で連続して熱処理を施す。
【作用効果】
【0009】
目付が大きい強化繊維織物にあっては、必然的に織物の構成糸条である経糸及び緯糸が太くなる。かかる目付が大きな強化繊維織物の開口率を高くすると、マルチフィラメントからなる経糸及び緯糸の断面は、構成フィラメントが収束してほぼ円形に近いものとなる。したがって、前述のようなマルチフィラメント糸を経糸及び緯糸として製織すると、製織したのちの経糸と緯糸とが交錯する交錯部では強化繊維の断面が円形又は楕円形となり、織糸のクリンプが大きくなる。
【0010】
特に太い強化繊維を使用する強化繊維織物では、太い経糸と太い緯糸が交錯することになるため、クリンプが更に大きくなる傾向がある。このような強化繊維糸が大きくクリンプする強化繊維織物にあっては、繊維密度が不均一となりやすく、これを強化繊維とするプラスチック製品(FRP)に所期の高強度特性を期待することができない。また、太い強化繊維を使用した強化繊維織物は、一般的に織物目付や厚みが大きくなるため、この強化繊維織物を用いて、プリプレグを製造する場合やFRPを成形する場合の樹脂含浸性が低下する。本発明は、上述のごとく太いマルチフィラメント糸を経糸及び緯糸に使用しても、これを開繊することにより偏平化して、強化繊維織物の開口率を10%以下とする。この開口率が10%を越えると、前述のような不具合が発生する。これは、特に400g/m2 以下の繊維目付を有する強化繊維織物の製織時に顕著な問題である。
【0011】
また本発明にあって、接着強力が2Nより低いと、繊維がほつれやすく操作性に劣るばかりでなく、目ずれや偏平化された織糸の断面が円形や楕円形となりやすくなり、FRPに成形されたのちに所望の強度が得にくくなる。更に、熱融着繊維の繊度が110dtexより小さいと、前述の接着強力を2N以上とすることが困難となる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好適な実施形態について図面を参照しつつ詳細に説明する。
図1は本発明で得られる強化繊維織物の部分平面図であり、緯糸2に沿って直線状に熱融着繊維3が添設され、経糸1と緯糸2とが1本ごとに交互に交差した平織構造からなり、その交錯点で接着されている。また、第2図は本発明で得られる強化繊維織物の熱処理工程の1例を示し、製織工程で緯糸2に熱融着繊維を添設して織成された織物4をクリールに掛け、該織物の張力をダンサーロール5で吸収しながら開繊部6で開繊処理を施す。この時点では、熱融着繊維は実質的に強化繊維と融着していない。
【0013】
すなわち、開繊処理において強化繊維に熱を付与することにより開繊性は向上させることが可能であることは周知であるが、熱融着繊維の融点以上の温度で加熱せずに、融点よりも低い温度で開繊処理を施すことが本発明のポイントとなる。開繊された織物は引続き2本の加熱バー7により該織物の両面から熱融着繊維の融点以上の温度で加熱処理され、該熱融着繊維が経糸1及び緯糸2の交錯部分に融着したのち、巻取りロール8で巻き取られる。
【0014】
本発明で得られる強化繊維織物は、経糸1と緯糸2の交点の50%以上が目止めされた状態であれば現場施工する際の取り扱いには何ら問題の生じない接着性が確保される。接着性は強化繊維織物の目付け及び熱融着繊維の糸種、繊度、加熱バーの条件などにより大きく左右される。本発明で得られる強化繊維織物の接着強力は縦糸および緯糸の少なくとも一方が2N以上である。
【0015】
この接着強力の測定方法は、次のようにして行う。まず、経糸1又は緯糸2に対して平行に、強化繊維織物を150mm幅に切断し、平面上(机上でよい)に、切断した強化繊維織物をテープで固定する。次に、その強化繊維織物の縦糸または緯糸の中央部にバネ秤りのフックを引っ掛け、該強化繊維織物を平面と平行かつ引っ掛けた縦糸又は緯糸に垂直な方向に引っ張っていき、縦糸と緯糸との融着がはがれる直前にバネ秤りが示した、秤りの目盛りの最大値を測定する。そして、これを縦糸及び緯糸それぞれについて20回繰り返して測定し、それらのそれぞれの平均値をこの強化繊維織物の縦糸又は緯糸の接着強力とする。
【0016】
一般的に強化繊維織物の目付が大きいほど目ずれは生じにくいが、土建用途では施工時のカット時のほつれ防止のために織物目付の大小に関わらず目止め処理が必須となっている。また、織物目付が大きいほど、拘束点が多くなることから必然的に接着性も向上する。
【0017】
熱融着繊維の挿入方法は、本実施形態のような平織組織であって経糸1と緯糸1の交点の50%以上が目止めされた状態であれば、経糸1或いは緯糸2のいずれか一方に添設すればよいが、実際の製織を考慮した場合、経糸1と同数の融着繊維をクリールなどに準備し、且つ経糸1に沿って引き揃えて配置するには、各経糸1の上に該繊維を配列させながら製織させなければならない。更には、多数の強化繊維と多数の熱融着繊維とを同時に張力コントロールしながら製織する必要もあり、非常に煩雑な工程管理が必要となる。逆に本発明方法のように緯糸1上に該熱融着繊維を挿入する方法を採れば、1本の該熱融着繊維の張力コントロールだけを行えば足り、比較的容易に緯糸1に沿って直線状に該熱融着繊維を挿入させることができる。
【0018】
なお、熱融着繊維の挿入方法は緯糸を構成する強化繊維との引き揃えや強化繊維との解舒撚り、或いは強化繊維の周辺に捲き付けるカバリング法による挿入法があり、何ら限定されるものではない。しかし、特に薄目付織物を製造する場合は、横方向に配列した強化繊維を開繊拡幅させて開口率を10%以下にする必要があり、このとき、解舒撚りやカバリング法では強化繊維を開繊拡幅する際に熱融着繊維に拘束されるため、開繊が困難で開口率が10%以下の織物を確保することは困難となる。このため、熱融着繊維の挿入方法は強化繊維との引き揃えによるのが好ましい。
【0019】
ここでいう開口率とは、開繊された強化繊維織物において、100mm×100mmを単位面積としたときに、同単位面積内に経糸又は緯糸のいずれもが存在しない開口部の面積比率を開口率として評価を実施している。なお、前記開口率の評価には市販の画像処理センサー((株)キーエンス製、CV−100)を使用した。開口率は下記の計算式により求める。
開口率=開口部面積の和/□10000mm2 ×100(%)
【0020】
また、熱融着繊維はポリアミド繊維、ポリエチレン繊維、ポリウレタン繊維といった熱可塑性繊維など特に限定するものではないが、接着性を有する熱融着繊維であれば如何なる繊維を用いてもよい。基本的には使用する熱融着繊維の太さにより接着性が異なり、太い繊度の繊維を用いる程、接着性は明らかに大きくなり、強化繊維織物全体にコシがでて、取り扱い性、作業性が向上する。しかし、必要以上に太い繊度の該熱融着繊維を用いると強化繊維織物が剛直になりすぎ、樹脂含浸が阻害される恐れが生じ、強度にも悪い影響を及ぼすことが考えられる。したがって、熱融着繊維の繊度の上限は、特に限定されないが、330dtex以下が良好で、用途、接着性を考慮し適宜決定するのが好ましい。
【0021】
また、熱融着繊維を目止め剤として使用することから、該熱融着繊維の融着処理を施す方法として、一般的にロール式やベルトニップ式などを挙げることができるが、如何なる方法を用いても差し支えない。融着処理後の接着度合は処理速度、熱ロール温度、接触角度やロール数などにより異なり適宜適正条件を選定できる。また、融着処理の工程は織物を製織しながら連続して処理を施すインライン式、或いは本発明の一例として図示したようなオフライン式による処理でも何ら問題はない。特に融着温度は使用する該熱融着繊維の融点により異なり、融点以上の温度で処理することが必要である。また、処理速度は製織と連動させるインラインでは製織速度が優先されるため、接着性は熱ロールの表面温度、ロール数や該ロールの接触長などでコントロールする。逆にオフライン式では処理速度は接着性を重視して調整することが可能となる。
【0022】
特に本発明において、薄目付け織物を製造する場合は、経緯方向に配列した強化繊維を開繊させて開口率を10%以下の織物にする必要がある。
しかし、経方向に配した強化繊維は製織時に擦過ロールで擦過することにより拡幅が可能であるが、緯方向に配した強化繊維は織機の構造上、開繊拡幅は容易ではなく、何れか他の方法での開繊拡幅が必要である。
【0023】
この開繊の方法の特に好ましい例としては、鋼板と同鋼板に平行な平面内に配列した複数の鋼球との間を走行させると共に、前記鋼球を鋼板に対して直交方向に振動させて、鋼球で叩打する方法がある。この方法のを実現する装置として、例えば、図3に示した糸条開繊装置がある。図3はこの糸条開繊装置を概略的に示す斜視図である。
【0024】
本発明で使用する糸条開繊装置11は、水平に配された鋼板12と、同鋼板12の下方に、強化繊維織物Wの走行路を挟んで配された加振テーブル14と、同加振テーブル14を前記鋼板12に対して直交する方向に、所定の加振力で振動させるための図示せぬ加振源とを備えている。前記加振テーブル14の上面には多数の鋼球13が配列されている。このとき、この鋼球13は、例えば、図4に示すように、横方向に配列された鋼球13の球中心を結ぶ直線と、縦方向に配列された鋼球13の球中心を結ぶ直線とのなす角度θが5°〜60°であると、より容易に開繊することができる。開繊にあたっては、前記強化繊維織物Wを前記鋼板12と鋼球13との間で走行させ、その走行の際に強化繊維織物Wを鋼板12と鋼球13との間で殴打して開繊する。
【0025】
なお、開繊にあたっては、加振テーブル14に与える加振力を1. 1〜5Gの範囲に設定することが好ましい。加振力を1. 1G未満とすると、開繊に必要な力が得られず開繊が充分に行われない。また、加振力が5Gより大きい場合には、開繊に必要な力は充分得られるものの、加振力が大きすぎて織物に毛羽が発生し易くなる。その場合に、巻取速度を上げることにより、織物に対する鋼球の作用回数を低減して、毛羽の発生を抑えることもできるが、その場合には開繊が不均一となるため好ましくない。
【0026】
また、開繊にあたって、鋼板と同鋼板に平行な平面内に配列した複数の鋼球との間に熱融着繊維の融点未満の温度を有する熱風を吹きこむことが好ましい。この方法であれば、開繊と同時に熱を付与することができより開繊が容易となるからである。
【0027】
この場合、本発明では緯糸の強化繊維に沿って直線状に熱融着繊維を付与したのち、最終的に目止めを実施するが、開口率を10%以下に確保するためには目止めを行う以前に開繊しなければならない。なぜならば、経糸と緯糸の交点及び緯糸に沿って線状に熱融着繊維が融着された状態であると、たとえ開繊を施しても緯糸の強化繊維は該融着繊維に妨げられて開繊が十分に行われなくなる。よって、製織時に緯糸の強化繊維に添付した熱融着繊維は開繊時に熱付与されても融着されない温度で開繊させる必要がある。即ち、熱融着繊維の融点未満で開繊することが必要であり、好ましくは融点より5〜10℃低い温度で開繊を実施すれば容易に本発明の開口率10%以下の強化繊維織物を得ることが可能となる。
【0028】
次に、実施例に基づき更に具体的に説明する。
以下に示す実施例1〜5及び比較例1、2では、経糸および緯糸に、炭素繊維(三菱レイヨン(株) 製パイロフィル TR50S、フィラメント数12000本・繊度8000dtex)をそれぞれに用いて、200g/m2 目付で製織するとともに、緯糸にそって熱融着性繊維を添設した織物を図3に示した糸条開繊装置を用いて開繊した後、織物を加熱処理して経糸と緯糸とをその交点で融着して強化繊維織物を得、その開口率及び接着強力を測定した。その結果を表1に示す。
【0029】
〔実施例1〕
実施例1では、熱融着繊維として、融点が約110℃、繊度が110dtexである東レ(株)製ナイロン繊維を用い、これを上記緯糸の繊維方向に沿わせて添設し、上記経糸を用いて平織物を織成した。続いて、室温下で、得られた織物の経糸を擦過ロールで擦過して開繊した。引き続いて、この開繊した織物を、90℃に熱した加熱バーに接触させて予備加熱をした後、130℃に熱した加熱バーに接触させることにより熱処理を施したところ、開口率が10%以下である強化繊維織物が得られた。この強化繊維織物の接着強力は、縦糸が2. 6N、緯糸が2.0Nと2N以上の高い接着強力を有していた。
【0030】
〔実施例2〕
実施例2では、熱融着繊維の繊度を330dtexとした以外は、実施例1と同様の方法で、強化繊維織物を得た。この強化繊維織物の開口率も10%以下であった。また、この強化繊維織物の接着強力は、実施例1で得られた強化繊維織物よりさらに高い接着強力を有していた。
【0031】
〔実施例3〜5〕
実施例3〜5では、擦過ロールに変えて糸条開繊装置1を用いて織物の開繊を行った以外は、実施例1と同様の方法で強化繊維織物を得た。糸条開繊装置振動テーブル4上に、直径5.5mmの鋼球13を、横方向に配列された鋼球13の球中心を結ぶ直線と、縦方向に配列された鋼球13の球中心を結ぶ直線とのなす角度θが30°である千鳥状に配列した糸条開繊装置を用い、前記振動テーブル4の加振力を1. 1Gとし、巻取速度を1.2m/分として開繊を施した。このとき、糸条開繊装置内の鋼板と同鋼板に平行な平面内に配列した複数の鋼球を配置した振動テーブルの間の空間に、それぞれ105℃、80℃、60℃の熱風を吹き込んだ。この方法で得られた強化繊維織物のいずれも開口率10%以下であった。また、接着強力は、それぞれ実施例1の強化繊維織物よりも高い値を示した。
【0032】
〔比較例1〕
比較例1では、熱融着繊維の繊度を55dtexとした以外は、実施例1と同じ方法で強化繊維織物を得た。この強化繊維織物の開口率は8.2%であって10%以下ではあったが、接着強力は1.6Nであって2N未満となり、特に土木用途の強化繊維織物としてはほつれやすく実用に供し得なかった。
【0033】
〔比較例2〕
比較例2では、上記緯糸に熱融着繊維として実施例1と同じナイロン繊維を繊維方向に沿わせて添設し、上記経糸を用いて平織物を織成した。糸条開繊装置内の空間へ120℃の熱風を吹き込んだ以外はとした以外、実施例1と同一の条件で得られた強化繊維織物を得ようとしたが、開繊時に強化繊維上で熱融着繊維が融けたため、強化繊維織物の開口率及び経糸と緯糸との交錯部分における接着強力の測定が不可能であり、織物の外観も不良なものとなった。
【0034】
【表1】
【0035】
表1からも明らかなように、本発明は目止め剤として110dtex以上の熱融着繊維を少なくとも緯糸に挿入して製織し、目止め処理を施す、或いは目止め処理前に熱融着繊維の融点以下の温度で織物を拡幅した後、目止め処理を施すことにより、比較的低い開口率であっても、取り扱い性、作業性などに優れた織物が得られる。
【図面の簡単な説明】
【0036】
【図1】本発明の実施形態を模式的に示す強化繊維織物の部分平面図である。
【図2】本発明の強化繊維織物の製造工程の1形態を示す工程図である。
【図3】糸条開繊装置の一例を概略的に示す斜視図である。
【図4】糸条開繊装置における鋼球の配列パターンの一例を示す平面図である。
【符号の説明】
【0037】
1 経糸
2 緯糸
3 融着繊維
4 織物
5 ダンサーロール
6 開繊処理部
7 加熱バー
8 巻取りロール
11 糸条開繊装置
12 鋼板
13 鋼球
14 加振テーブル
W 織物
【特許請求の範囲】
【請求項1】
少なくとも緯糸が、強化繊維のマルチフィラメント糸からなり、同緯糸に沿って繊度110dtex以上の熱融着繊維が配置された織物を、該熱融着繊維の融点未満の温度下で開繊した後、引き続き連続して熱融着繊維の融点温度以上の温度で熱処理して、同熱融着繊維を強化繊維へ融着する強化繊維織物の製造方法。
【請求項2】
開繊の方法が、緯糸に沿って繊度110dtex以上の熱融着繊維が配置された織物を、鋼板と、同鋼板に平行な平面内に配列した複数の鋼球との間を走行させると共に、前記鋼球を鋼板に対して直交方向に振動させて鋼球で叩打する方法である請求項1に記載の強化繊維織物の製造方法。
【請求項3】
鋼板と同鋼板に平行な平面内に配列した複数の鋼球との間に、熱融着繊維の融点未満の温度を有する熱風を吹き込む請求項2に記載の強化繊維織物の製造方法。
【請求項4】
強化繊維のマルチフィラメント糸を経糸及び緯糸に用いて製織される強化繊維織物にあって、少なくとも緯糸に沿って配列された目止め剤により前記織物の経糸と緯糸とが目止めされ、その接着強力は縦糸および緯糸の接着強力の少なくとも一方が2N以上であり、開口率が10%以下である強化繊維織物。
【請求項5】
前記目止め剤は110dtex以上の熱融着繊維からなる請求項4記載の強化繊維織物。
【請求項6】
前記強化繊維が炭素繊維である請求項4又は5に記載の強化繊維織物。
【請求項1】
少なくとも緯糸が、強化繊維のマルチフィラメント糸からなり、同緯糸に沿って繊度110dtex以上の熱融着繊維が配置された織物を、該熱融着繊維の融点未満の温度下で開繊した後、引き続き連続して熱融着繊維の融点温度以上の温度で熱処理して、同熱融着繊維を強化繊維へ融着する強化繊維織物の製造方法。
【請求項2】
開繊の方法が、緯糸に沿って繊度110dtex以上の熱融着繊維が配置された織物を、鋼板と、同鋼板に平行な平面内に配列した複数の鋼球との間を走行させると共に、前記鋼球を鋼板に対して直交方向に振動させて鋼球で叩打する方法である請求項1に記載の強化繊維織物の製造方法。
【請求項3】
鋼板と同鋼板に平行な平面内に配列した複数の鋼球との間に、熱融着繊維の融点未満の温度を有する熱風を吹き込む請求項2に記載の強化繊維織物の製造方法。
【請求項4】
強化繊維のマルチフィラメント糸を経糸及び緯糸に用いて製織される強化繊維織物にあって、少なくとも緯糸に沿って配列された目止め剤により前記織物の経糸と緯糸とが目止めされ、その接着強力は縦糸および緯糸の接着強力の少なくとも一方が2N以上であり、開口率が10%以下である強化繊維織物。
【請求項5】
前記目止め剤は110dtex以上の熱融着繊維からなる請求項4記載の強化繊維織物。
【請求項6】
前記強化繊維が炭素繊維である請求項4又は5に記載の強化繊維織物。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2006−2295(P2006−2295A)
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願番号】特願2004−180838(P2004−180838)
【出願日】平成16年6月18日(2004.6.18)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成18年1月5日(2006.1.5)
【国際特許分類】
【出願日】平成16年6月18日(2004.6.18)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]