
強化繊維織物及びその製造方法
【課題】薄手で目ずれが極力少なくドレープ性に優れた、特に航空機や一般産業用途に好適な二方向性の強化繊維織物を提供するとともに、その強化繊維織物を効率的に製造する方法を実現する。
【解決手段】二方向性の強化繊維織物は、熱融着繊維、又は補強糸と熱融着繊維との複合糸(3) が強化繊維からなる経糸(1) と並行に配され、熱融着繊維を介して、経糸方向の任意の箇所において経糸(1) が緯糸(2) に固着され、且つ、斜交角度が30〜60度である。ここで、斜交角度とは、経方向200mm×緯方向200mmの大きさに切り出した強化繊維織物を水平面上において経糸方向の一辺を固定し、対辺の一点を経糸と平行に一定速度で水平に引っ張ったとき、経糸と緯糸との交錯点における織物の一部が反り返る現象を生じたときの緯糸の傾斜角度θをいう。
【解決手段】二方向性の強化繊維織物は、熱融着繊維、又は補強糸と熱融着繊維との複合糸(3) が強化繊維からなる経糸(1) と並行に配され、熱融着繊維を介して、経糸方向の任意の箇所において経糸(1) が緯糸(2) に固着され、且つ、斜交角度が30〜60度である。ここで、斜交角度とは、経方向200mm×緯方向200mmの大きさに切り出した強化繊維織物を水平面上において経糸方向の一辺を固定し、対辺の一点を経糸と平行に一定速度で水平に引っ張ったとき、経糸と緯糸との交錯点における織物の一部が反り返る現象を生じたときの緯糸の傾斜角度θをいう。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は航空機、自動車などの産業分野の用途に適用される補強用織物、特に経糸及び緯糸に同様の強化繊維糸を使った、いわゆる二方向性の強化繊維織物とその製造方法に関する。
【背景技術】
【0002】
従来、橋、トンネルや建物などを始めとするコンクリート構造体の補強、補修のため目止めされた繊維シートが補強材として使用されているのは周知である。その殆どは、例えば特開2003−201377号公報(特許文献1)にも記載されているように、経糸に偏平な強化繊維糸を用い、緯糸に例えばガラス繊維糸などの通常の円形断面をもつ補強糸を用いて製織された一方向性強化繊維織物であることが多い。これらの補強材としての用途は殆どハンドレイアップ成形によるため、作業性などを考慮し取扱う上で目ずれを起こす織物であってはならず、織物の経糸と緯糸がその交点において接着された目止め織物であることが必須となり、また織組織は形態安定性の良好な平織の織物が使用されている。
【0003】
また、上記特許文献1には、コンクリート構造体の補強材として使われる炭素繊維織物として、経糸及び緯糸に偏平な強化繊維を用いて製織された二方向性強化繊維織物が使われることも記載されており、その偏平な緯糸又は経糸の長さ方向に、あるいは経糸及び緯糸の長さ方向に線状又は点状に延びる低融点ポリマーを付着させ、経糸と緯糸との交点において低融点ポリマーを介して糸同士を接着させて目止めを行っている。
【0004】
他方、航空機や産業用途では、強化繊維織物は比較的表面部位や曲面部位に多く用いられ、強度に方向性を与えないため、ドレープ性に優れ、且つ目ずれのない外観良好な経糸及び緯糸に強化繊維を使った二方向性の強化繊維織物が好まれている。ドレープ性に優れた織物とは、即ち、一般的に柔らかい織糸で製織した織物や目付けを薄くした織物、或いは織物構造をルーズにした織物が多く使われる。その一例が、例えば特開平10−317247号公報(特許文献2)にて提案されている。その製法及び構造は上記特許文献1に開示された二方向性強化繊維織物と実質的に変わるところがない。
【0005】
しかして、これらの航空機や自動車などの産業用途に使われる強化繊維織物を材料とする繊維強化プラスチック(FRP)は樹脂との一体化が必須であるが、前述の強化繊維織物に樹脂を含浸する手法は成形加工法により異なる。例えば、一般的なオートクレープ成形は、強化繊維織物にホットメルトフィルムを転写させ含浸させたプリプレグを積層させる手法が主流である。
【0006】
しかるに、強化繊維織物を製織するときに経糸間に張力むらがあると、その強化繊維織物の経糸の張力むらに基づき、紙管から解舒されてから製織までの間に糸長に長短差が発生し、特に従来のホットメルト方式による樹脂の一体化手段によると、その長短差が織物から下ろされた後に弛緩して強化繊維織物上で顕在化し、ホットメルト加工による樹脂の含浸時に緯糸の目曲がりが発生しやすいとされている。このことに着目して、例えば特開2009−19313号公報(特許文献3)では、織機上で製織された強化繊維織物を、織機から下ろさずにホットメルト工程、すなわち強化繊維織物に表面又は表裏両面に樹脂を担持するホットメルトフィルムの樹脂面を添着させるとともに、加熱ロールへと連続して移動させて、強化繊維織物をホットメルトフィルム間で、又はホットメルトフィルムと離型紙との間に挟持した状態で加熱ロールにより加熱加圧し織物内部に溶融樹脂を含浸させて経糸と緯糸間を固定して、樹脂含浸時における緯糸の目曲がりを防いでいる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−201377号公報
【特許文献2】特開平10−317247号公報
【特許文献3】特開2009−19313号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかして、上記特許文献3にて提案されたホットメルト方式による目曲がり防止によれば、織機から下ろされるときには既に樹脂が強化繊維織物に含浸固化した状態にあるため、強化繊維織物に樹脂が含浸したプリプレグやプリフォームは剛直性が高く、ドレープ性に乏しいものとなってしまう。そのため、従来、航空機や自動車などの産業用途では、多方向の強度性に優れ、ドレープ性に富む経糸及び緯糸に強化繊維糸を使った二方向性の強化繊維織物を使い、目止めを施すことなく成形直前に樹脂を含浸させているのが一般的である。
【0009】
しかしながら、このようにドレープ性に富む二方向性強化繊維織物に予め積極的に目止めを施していない場合には、次工程の成形にあたって、目ずれが生じやすく、特にこれらの織物は比較的織物構造がルーズとされていることから、その取扱い性が極めて困難であり、作業上の煩雑性のため作業効率を低下させてしまう。
【0010】
また、従来も線状の目止め剤又は目止め糸を偏平状の糸条長手方向に一体化して経糸及び/又は緯糸として織成したのち、加熱加圧して目止め剤を溶融させ、経糸と緯糸との交錯部を溶着して成形前に予め目止めを施す提案もなされているが、これらの目止め織物は経糸と緯糸とが全ての交錯点において目止め剤により接着されるため、織物のせん断変形性能が極端に低下し、フィット性が得られず、曲面などに沿いにくい織物となりやすい。そこで、例えば上記特許文献2にて提案された強化繊維織物のように、線状の目止め剤又は目止め糸を特に一部の経糸上に所定の割合で分配し、緯糸との間の交錯部で目止めされる点数を全織物の交錯点数の60〜90%の範囲に制限する提案もなされている。
【0011】
しかしながら、このように線状の目止め剤又は目止め糸を一部の経糸上に沿わせて所定の割合で分配するには、特に経糸を準備するとき目止め剤を一体化する経糸と目止め剤を持たない経糸との2種類を使い分けしなければならず、経糸を織機に掛けるにあたって目止め剤の有無により経糸の配置を案配する必要があり、しかも経糸に線状の目止め剤を一体化するため、経糸と目止め剤とを同時に通すために特別に設計された特殊構造を有するメールを使用しなければならず、同メールに経糸と線状の目止め剤とを一緒に通す作業が加わり、経糸準備作業を極めて煩雑化させている。
【0012】
本発明は、こうした課題に対し、織成にあたっての経糸の準備作業が簡単で、しかも薄手で目ずれが極力少なくドレープ性に優れた航空機や一般産業用途に好適な二方向性の強化繊維織物を提供するとともに、その強化繊維織物を効率的に製造する方法を実現することを主な目的としている。他の目的は、以下の説明により明らかにされる。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題に着目し、二方向性強化繊維織物のドレープ性を失うことなく、如何に効率的に製織と目止めとを行うことができるかについて様々な実験と検討を重ねた。その結果、以下のような本発明に到ったものである。
【0014】
すなわち、第1の発明の基本構成は、強化繊維が経糸及び緯糸に配された二方向性の強化繊維織物であって、熱融着繊維、又は補強糸と熱融着繊維が複合された糸が経糸に隣接して並行に配され、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を介して、経糸方向の任意の箇所において経糸と緯糸に固着され、且つ得られる織物の斜交角度が30〜60度である強化繊維織物にある。ここで、本発明における斜交角度とは、経方向200mm×緯方向200mmの大きさに切り出した強化繊維織物を水平面上において経糸方向の一辺を固定し、対辺の一点を経糸と平行に一定速度で水平に引っ張ったとき、経糸と緯糸との交錯点における織物の一部が反り返る現象を生じたときの緯糸の傾斜角度θをいう。
【0015】
好ましい態様によれば、熱融着繊維、又は補強糸と熱融着繊維が複合された糸が、経糸間に20〜100mmピッチで配列されており、一方で強化繊維のマルチフィラメント数が12000本以下であり、目付けが100〜300g/m2 の朱子織又は綾織組織であることが好ましい。
【0016】
一方、本発明の第2の基本構成は、強化繊維が経糸及び緯糸に配された強化繊維織物であって、経糸方向の任意の箇所に、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を配し、引き続き緯糸を挿入して製織したのち、加熱処理により熱融着繊維を経糸と緯糸に固着する上記強化繊維織物の製造方法にある。
【0017】
一般的に、織物のドレープ性に影響を及ぼす要因としては、織物に用いる織糸の特性、織糸に付着する収束剤の特性、織物の織構造、織物規格などが挙げられる。ドレープ性の良好な織糸や付着後の触感が柔らかい収束剤を付着させた織糸を用いて製織した織物は、硬い収束剤や織糸を用いた織物よりドレープ性の良好な織物が得られる。また、ドレープ性は、織物の構造、いわゆる織組織や目付けなどの織物規格によっても大きく左右される。織物の組織は、平織、綾織、朱子織の基本的な三原組織といわれる織組織があり、朱子織、綾織、平織の順番でドレープ性が良好であることは周知の通りである。
【0018】
平織は経糸及び緯糸が1本交互に表と裏に現れるものであり、各種織組織中最も緊密に交錯され、織布面は平滑で地合が丈夫であるが、織物の触感は硬くなる。また、綾織は経糸と緯糸が2本以上ずつ組み合って斜め方向に畝を表し、織布面は平織程ではないが平滑で地合が丈夫である。一方、朱子織は綾織よりも更に経糸又は緯糸が表と裏に長く浮いて組織されたもので、地合は柔軟で非常にドレープ性に優れる織物である。更に、これらのドレープ性は織物の目付けの大小にもかなり影響される。即ち、ドレープ性が向上する方向としては、織物目付けを小さくし、且つ織組織を平織より綾織や朱子織にする。
【0019】
一方、これらの織物は、ドレープ性は向上するものの外力に対する摩擦抵抗力が乏しくなり、同時に経糸及び緯糸の目ずれが起こりやすい欠点も併せ持つ。目ずれとは、経糸と緯糸との相互の拘束により本来維持されるべき形状が崩れ、織目がずれて外観を損ねた様態のことを言う。特に樹脂を含浸させる工程中や、織物を取り扱う際などに目ずれが起こりやすくなり、織物品位が損なわれる。本発明によれば、こうした課題が一挙に解決される。
【発明の効果】
【0020】
本発明の強化繊維織物によれば、経糸の任意の箇所にて熱融着繊維、又は補強糸と熱融着繊維との複合糸が、経糸に隣接して並行するように配して製織することで、目ずれが起こらず後工程での取扱い性に優れ、工程通過性のトラブル発生もなく、ドレープ性に優れた織物が得られる。更には、織物の裁断時のほつれ防止にもなり、作業性が大幅に向上するなど工業上極めて有用な織物となる。
【0021】
また、本発明にあって、経糸として、強化繊維糸と、熱融着繊維糸又は補強糸と熱融着繊維との複合糸とを併用するとき、本発明の強化繊維織物の製造方法によれば、目止め糸である熱融着繊維糸又は複合糸を、並列する強化繊維糸のうち、任意の強化繊維糸に隣接させて配して、熱融着繊維糸又は複合糸と同強化繊維糸とを1本の経糸として織成する。このときの経糸は、予め熱融着繊維糸又は複合糸の配置位置を決めておき、例えば予め用意した強化繊維糸用と複合糸用のメールを隣接して配したヘルドの予め決められた複合糸用のメールに、熱融着繊維糸又は複合糸を通したのち、これを1本の経糸としてオサ目に通して製織する。製織さた織物上において、1本の経糸として一緒に織り込まれた熱融着繊維糸又は複合糸は強化繊維糸の表面ではなく、強化繊維糸に隣接して織り込まれる。
【0022】
そのため、強化繊維織物の製織後に熱融着繊維を加熱溶融するとき、溶融する熱融着繊維の一部が、予め決められた経糸位置にある強化繊維糸と、同強化繊維糸交錯する緯糸との交錯部において強化繊維糸及び緯糸に局部的に溶着する。その結果、熱融着繊維の全てが強化繊維糸に溶着することはなく、経糸自体の形状と柔軟性とを確保する。これに対して、例えば上記特許文献2に開示された目止め方法では、上述のごとき課題を残すのみならず、経糸及び/又は緯糸の全長にわたり表面に沿って配される目止め剤は全てが経糸及び緯糸に溶着するため、織物全体としての柔軟性(ドレープ性)を低下させることになる。
以下、図面を参照しながら本発明の強化繊維織物とその製造方法につき、更に具体的に説明する。
【図面の簡単な説明】
【0023】
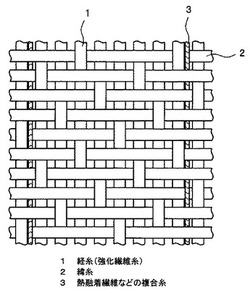
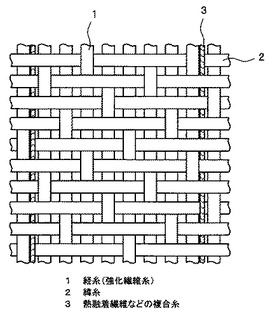
【図1】本発明の一例を示す織物概略構成図である。
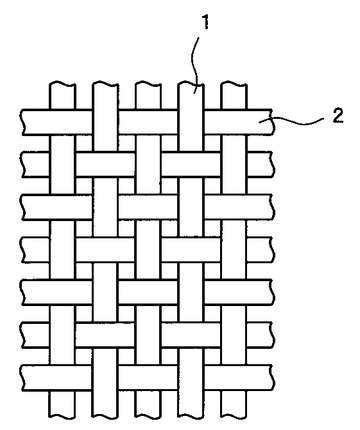
【図2】従来の平織物の織物概略構成図である。
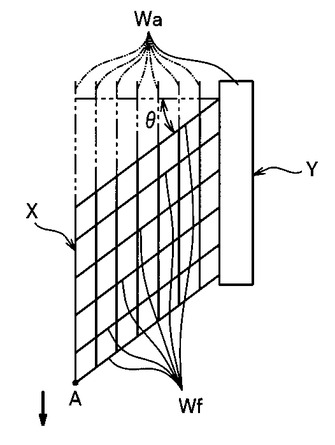
【図3】本発明における斜交角度の測定方法を概略で示す説明図である。
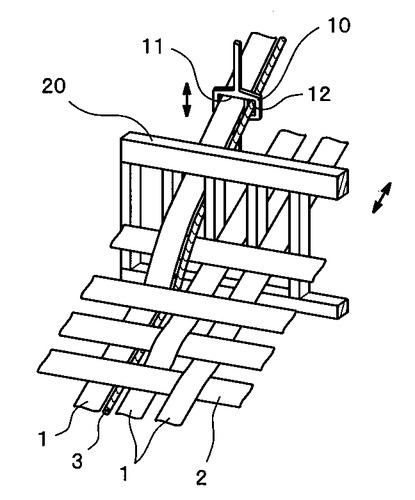
【図4】本発明の強化繊維織物の製織工程の一部を示す斜視図である。
【発明を実施するための形態】
【0024】
図1は、本発明の強化繊維織物の一例を略示している。
図1に示す織物は、ドレープ性に優れた朱子織物である。図2に示す平織物が経糸1、緯糸2共に1本交互に経糸緯糸が交錯するのに対し、朱子織物は経糸又は緯糸の数本毎に緯糸又は経糸が交錯している。そのため、交錯点が少なく経糸、緯糸共に極めて移動しやすい織組織になっている。この移動しやすさは織物を構成する糸本数が少ない、いわゆる目付けの少ない織物になるほど顕著に現れる。そのため、目付けの少ない織物ほど目ずれが発生しやすく、その取扱い性を悪くする。
【0025】
一般的に目ずれ防止法として、織密度を高めたり、或いは土建用の補強シートのように補強繊維糸間を熱融着繊維で接着する方法等が広く用いられている。しかしながら、織密度を高めることはドレープ性が損なわれる方向に働くため好ましくない。そこで、本発明では熱融着繊維による接着法を採用することにより、ドレープ性を確保した。
【0026】
経糸や緯糸の移動は、経糸方向の任意の箇所に配させる熱融着繊維、又は補強糸と熱融着繊維が複合された糸の間隔が狭いほど抑制されることは当然であるが、複数の経糸間に20〜100mmピッチで熱融着繊維を配することにより、目ずれが効果的に抑制され、且つ作業性や工程通過性を損なわなくなることを見出した。熱融着繊維、又は補強糸と熱融着繊維が複合された糸の配列を20mm未満の間隔にすると、目ずれが抑制される反面、ドレープ性が損なわれる。一方、熱融着繊維、又は補強糸と熱融着繊維が複合された糸の間隔が100mmを超えると、ドレープ性は良好であるが、目ずれが発生しやすくなる。
【0027】
本発明で使用する熱融着繊維として、低融点ナイロンなどが挙げられ、補強糸は炭素繊維、ガラス繊維、アラミド繊維などが挙げられるが、これに限定されるものではない。熱融着繊維と補強糸との複合方法は、合燃、カバリング、引き揃え、接着などを挙げられるが特に限定されない。
【0028】
目止めがなされた本発明の強化繊維織物の斜交角度は30〜60度であることが必要である。斜交角度が30度未満では、目ずれは殆ど抑制される反面、ドレープ性がなくなり、曲面状の成形性が極めて悪くなる。一方、60度を超えるとドレープ性は向上するが、目ずれが容易に発生しやすくなる。
【0029】
本発明における斜交角度の測定方法を図3を用いて説明する。目止めを終えた強化繊維織物を経方向200mm×緯方向200mmの大きさに切り出した試験片織物を、テーブル面上に拡げて平面状に置き、その織物片の経糸方向の一辺Yを固定し、対辺Xの一点Aを一辺Yに並行に一定速度(1〜2cm/sec)で水平に引っ張る。交錯点における経糸Waと緯糸Wfの可動範囲の限界を超え、織物の一部が反り返る現象が始まるときの経糸Waに対する緯糸Wfの傾斜角度θを斜交角度とする。
【0030】
以下、本発明の製造方法を図4を参考にして簡単に説明する。
通常のレピア織機の製織工程において、クリールに掛けたマルチフィラメントからなり強化繊維糸となる経糸を横取りしながら引き出すと同時に、1本の経糸として強化繊維糸1と一緒に織機に掛けられる熱融着繊維、又は補強糸と熱融着繊維が複合された糸3をボビンから引き出し、対応する各ガイド、コーム類などの経糸供給装置を通過後、ヘルド10、筬20へと導く。このとき、熱融着繊維などの複合糸3は並列して配列する経糸(強化繊維糸)1と引き揃えたのち同じヘルド10を通しても、経糸と別々に配列したのち同じヘルドに通しても差し支えない。しかし、熱融着繊維などの複合糸3と強化繊維糸1とを同じヘルドに通す場合、複合糸3がマルチフィラメントからなる強化繊維糸1と全長にわたり完全に一体化し、以降の加熱溶融時に緯糸との交錯部以外にある全ての熱融着繊維が強化繊維糸と溶着することにより、その強化繊維糸の柔軟性を低下させる恐れがある。
【0031】
そこで、本発明にあって、好ましくは図4に示すような構造をもつヘルド10を用意しておき、所要位置に配されるヘルドに形成された隣接する二つのメール11,12のうち一方のメール12に熱融着繊維などの複合糸3を通し、他方のメール11に強化繊維糸1を個別に通しておくとよい。図4は、本実施形態におけるヘルド10の一例を示すものであり、同ヘルド10は同じヘルド10に強化繊維糸用メール11と複合糸用メール12とが隣り合わせに形成されている。
【0032】
ただし、図4に示すヘルド10は一例に過ぎず、例えば図示は省略するが、一つのメール11が形成されたヘルドと、別のメール12をもつヘルドとを個別に用意して、後者のメール12を複数の前者のメール11ごとに配列し、前者のメール11に強化繊維糸1を通すとともに、必要とされる後者のメール12に熱融着繊維などの複合糸3を通すようにしてもよい。すなわち、本発明にあっては、1本の経糸として機能する強化繊維糸1と熱融着繊維などの複合糸3とが側面において隣接して配列されていることが望ましく、その配列が確保される限りはヘルド10への通糸手法は任意である。
【0033】
こうしてヘルド10に通された熱融着繊維などの複合糸3を含む各経糸(強化繊維糸)1は、同複合糸3を含まない強化繊維単独の経糸とともに筬へと導かれる。一方、緯糸2はボビンから直接引き出し、或いは毛羽などによるトラブルを防止するために、一端円錐状のボビンに巻き返してから引き出し、レピアで把持し挿入する。次いで筬にて緯打ちして織物を形成する。さらに連続して多数本の経糸の任意の箇所において経糸に隣接して配した熱融着繊維を融着して経糸及び緯糸を交点で固着させる。固着させる方法は加熱ローラなどによる接触方法或いは遠赤外線ヒーターなどによる非接触式いずれでも差し支えない。このとき、上記実施形態にあっては、熱融着繊維は隣接する経糸の全長にわたって連続して溶着することはなく、その強化繊維糸からなる経糸の側面部において溶着するのみで、強化繊維糸全体にわたって熱融着繊維が溶着一体化することがないため、強化繊維糸自体はもとより加熱加圧で熱融着繊維により目止めされた強化繊維織物も所要の柔軟性を維持して、しかも目ずれが生じない高品位の強化繊維織物が得られる。
【実施例】
【0034】
経糸に炭素繊維(三菱レイヨン(株)製TR50S;フィラメント本数 6000本)を用いて津田駒工業(株)製レピア織機で製織した。クリールから横取りで引き出された経糸を、各ガイド、コームなどの経糸供給装置を経て、上述のようにしてヘルド、筬へ通して配列した。なお、炭素繊維糸からなる経糸、及びガラス繊維(ユニチカグラスファイバー(株)製D450 1/0)に熱融着繊維(東レ(株)製熱融着糸 エルダー 78dt)が添着された複合糸とは同じヘルドに並列させて通した。実施例1〜3及び比較例1において、複合糸はそれぞれの経糸に、各25、50、100、13mm毎に1本ずつ配列させ、織物目付283g/m2 となるよう織物を製織(実施例1〜3及び比較例1〜2は5枚朱子織、比較例3は平織)し、斜交角度の測定、目ずれの程度、ドレープ性について評価を行った。その結果を表1に示す。
【0035】
実施例1の織物は熱融着糸の配列間隔がやや狭く、多少硬さを感じたが、斜交角度は33度であり、交錯点で経糸と緯糸とがしっかり固着され目ずれについては全く問題なく、成形性にも問題がなかった。実施例2は、実施例1よりも柔らかくドレープ性に優れ、目ずれも殆ど問題ない織物であり、湾曲面にも沿いやすく、表面平滑性に優れた製品が得られた。実施例3は、実施例2の織物と同等に柔らかくドレープ性に優れ、目ずれも殆ど発生しないものであった。
【0036】
これに対し、比較例1は目ずれはほとんどないものの、熱融着糸の影響が大きく、極めて硬くドレープ性に欠けるものであった。比較例2はドレープ性は良好なものの、熱融着糸が存在しないため多くの部分で目ずれが発生した。比較例3は平織で熱融着繊維を使用しなかったものであるが、目ずれが散見され、織構造に由来して硬くドレープ性に劣るものであった。
【0037】
【表1】

【符号の説明】
【0038】
1 経糸(強化繊維糸)
2 緯糸
3 熱融着繊維などの複合糸
10 ヘルド
11 強化繊維糸用メール
12 複合糸用メール
20 筬
【技術分野】
【0001】
本発明は航空機、自動車などの産業分野の用途に適用される補強用織物、特に経糸及び緯糸に同様の強化繊維糸を使った、いわゆる二方向性の強化繊維織物とその製造方法に関する。
【背景技術】
【0002】
従来、橋、トンネルや建物などを始めとするコンクリート構造体の補強、補修のため目止めされた繊維シートが補強材として使用されているのは周知である。その殆どは、例えば特開2003−201377号公報(特許文献1)にも記載されているように、経糸に偏平な強化繊維糸を用い、緯糸に例えばガラス繊維糸などの通常の円形断面をもつ補強糸を用いて製織された一方向性強化繊維織物であることが多い。これらの補強材としての用途は殆どハンドレイアップ成形によるため、作業性などを考慮し取扱う上で目ずれを起こす織物であってはならず、織物の経糸と緯糸がその交点において接着された目止め織物であることが必須となり、また織組織は形態安定性の良好な平織の織物が使用されている。
【0003】
また、上記特許文献1には、コンクリート構造体の補強材として使われる炭素繊維織物として、経糸及び緯糸に偏平な強化繊維を用いて製織された二方向性強化繊維織物が使われることも記載されており、その偏平な緯糸又は経糸の長さ方向に、あるいは経糸及び緯糸の長さ方向に線状又は点状に延びる低融点ポリマーを付着させ、経糸と緯糸との交点において低融点ポリマーを介して糸同士を接着させて目止めを行っている。
【0004】
他方、航空機や産業用途では、強化繊維織物は比較的表面部位や曲面部位に多く用いられ、強度に方向性を与えないため、ドレープ性に優れ、且つ目ずれのない外観良好な経糸及び緯糸に強化繊維を使った二方向性の強化繊維織物が好まれている。ドレープ性に優れた織物とは、即ち、一般的に柔らかい織糸で製織した織物や目付けを薄くした織物、或いは織物構造をルーズにした織物が多く使われる。その一例が、例えば特開平10−317247号公報(特許文献2)にて提案されている。その製法及び構造は上記特許文献1に開示された二方向性強化繊維織物と実質的に変わるところがない。
【0005】
しかして、これらの航空機や自動車などの産業用途に使われる強化繊維織物を材料とする繊維強化プラスチック(FRP)は樹脂との一体化が必須であるが、前述の強化繊維織物に樹脂を含浸する手法は成形加工法により異なる。例えば、一般的なオートクレープ成形は、強化繊維織物にホットメルトフィルムを転写させ含浸させたプリプレグを積層させる手法が主流である。
【0006】
しかるに、強化繊維織物を製織するときに経糸間に張力むらがあると、その強化繊維織物の経糸の張力むらに基づき、紙管から解舒されてから製織までの間に糸長に長短差が発生し、特に従来のホットメルト方式による樹脂の一体化手段によると、その長短差が織物から下ろされた後に弛緩して強化繊維織物上で顕在化し、ホットメルト加工による樹脂の含浸時に緯糸の目曲がりが発生しやすいとされている。このことに着目して、例えば特開2009−19313号公報(特許文献3)では、織機上で製織された強化繊維織物を、織機から下ろさずにホットメルト工程、すなわち強化繊維織物に表面又は表裏両面に樹脂を担持するホットメルトフィルムの樹脂面を添着させるとともに、加熱ロールへと連続して移動させて、強化繊維織物をホットメルトフィルム間で、又はホットメルトフィルムと離型紙との間に挟持した状態で加熱ロールにより加熱加圧し織物内部に溶融樹脂を含浸させて経糸と緯糸間を固定して、樹脂含浸時における緯糸の目曲がりを防いでいる。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−201377号公報
【特許文献2】特開平10−317247号公報
【特許文献3】特開2009−19313号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかして、上記特許文献3にて提案されたホットメルト方式による目曲がり防止によれば、織機から下ろされるときには既に樹脂が強化繊維織物に含浸固化した状態にあるため、強化繊維織物に樹脂が含浸したプリプレグやプリフォームは剛直性が高く、ドレープ性に乏しいものとなってしまう。そのため、従来、航空機や自動車などの産業用途では、多方向の強度性に優れ、ドレープ性に富む経糸及び緯糸に強化繊維糸を使った二方向性の強化繊維織物を使い、目止めを施すことなく成形直前に樹脂を含浸させているのが一般的である。
【0009】
しかしながら、このようにドレープ性に富む二方向性強化繊維織物に予め積極的に目止めを施していない場合には、次工程の成形にあたって、目ずれが生じやすく、特にこれらの織物は比較的織物構造がルーズとされていることから、その取扱い性が極めて困難であり、作業上の煩雑性のため作業効率を低下させてしまう。
【0010】
また、従来も線状の目止め剤又は目止め糸を偏平状の糸条長手方向に一体化して経糸及び/又は緯糸として織成したのち、加熱加圧して目止め剤を溶融させ、経糸と緯糸との交錯部を溶着して成形前に予め目止めを施す提案もなされているが、これらの目止め織物は経糸と緯糸とが全ての交錯点において目止め剤により接着されるため、織物のせん断変形性能が極端に低下し、フィット性が得られず、曲面などに沿いにくい織物となりやすい。そこで、例えば上記特許文献2にて提案された強化繊維織物のように、線状の目止め剤又は目止め糸を特に一部の経糸上に所定の割合で分配し、緯糸との間の交錯部で目止めされる点数を全織物の交錯点数の60〜90%の範囲に制限する提案もなされている。
【0011】
しかしながら、このように線状の目止め剤又は目止め糸を一部の経糸上に沿わせて所定の割合で分配するには、特に経糸を準備するとき目止め剤を一体化する経糸と目止め剤を持たない経糸との2種類を使い分けしなければならず、経糸を織機に掛けるにあたって目止め剤の有無により経糸の配置を案配する必要があり、しかも経糸に線状の目止め剤を一体化するため、経糸と目止め剤とを同時に通すために特別に設計された特殊構造を有するメールを使用しなければならず、同メールに経糸と線状の目止め剤とを一緒に通す作業が加わり、経糸準備作業を極めて煩雑化させている。
【0012】
本発明は、こうした課題に対し、織成にあたっての経糸の準備作業が簡単で、しかも薄手で目ずれが極力少なくドレープ性に優れた航空機や一般産業用途に好適な二方向性の強化繊維織物を提供するとともに、その強化繊維織物を効率的に製造する方法を実現することを主な目的としている。他の目的は、以下の説明により明らかにされる。
【課題を解決するための手段】
【0013】
本発明者らは、上記課題に着目し、二方向性強化繊維織物のドレープ性を失うことなく、如何に効率的に製織と目止めとを行うことができるかについて様々な実験と検討を重ねた。その結果、以下のような本発明に到ったものである。
【0014】
すなわち、第1の発明の基本構成は、強化繊維が経糸及び緯糸に配された二方向性の強化繊維織物であって、熱融着繊維、又は補強糸と熱融着繊維が複合された糸が経糸に隣接して並行に配され、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を介して、経糸方向の任意の箇所において経糸と緯糸に固着され、且つ得られる織物の斜交角度が30〜60度である強化繊維織物にある。ここで、本発明における斜交角度とは、経方向200mm×緯方向200mmの大きさに切り出した強化繊維織物を水平面上において経糸方向の一辺を固定し、対辺の一点を経糸と平行に一定速度で水平に引っ張ったとき、経糸と緯糸との交錯点における織物の一部が反り返る現象を生じたときの緯糸の傾斜角度θをいう。
【0015】
好ましい態様によれば、熱融着繊維、又は補強糸と熱融着繊維が複合された糸が、経糸間に20〜100mmピッチで配列されており、一方で強化繊維のマルチフィラメント数が12000本以下であり、目付けが100〜300g/m2 の朱子織又は綾織組織であることが好ましい。
【0016】
一方、本発明の第2の基本構成は、強化繊維が経糸及び緯糸に配された強化繊維織物であって、経糸方向の任意の箇所に、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を配し、引き続き緯糸を挿入して製織したのち、加熱処理により熱融着繊維を経糸と緯糸に固着する上記強化繊維織物の製造方法にある。
【0017】
一般的に、織物のドレープ性に影響を及ぼす要因としては、織物に用いる織糸の特性、織糸に付着する収束剤の特性、織物の織構造、織物規格などが挙げられる。ドレープ性の良好な織糸や付着後の触感が柔らかい収束剤を付着させた織糸を用いて製織した織物は、硬い収束剤や織糸を用いた織物よりドレープ性の良好な織物が得られる。また、ドレープ性は、織物の構造、いわゆる織組織や目付けなどの織物規格によっても大きく左右される。織物の組織は、平織、綾織、朱子織の基本的な三原組織といわれる織組織があり、朱子織、綾織、平織の順番でドレープ性が良好であることは周知の通りである。
【0018】
平織は経糸及び緯糸が1本交互に表と裏に現れるものであり、各種織組織中最も緊密に交錯され、織布面は平滑で地合が丈夫であるが、織物の触感は硬くなる。また、綾織は経糸と緯糸が2本以上ずつ組み合って斜め方向に畝を表し、織布面は平織程ではないが平滑で地合が丈夫である。一方、朱子織は綾織よりも更に経糸又は緯糸が表と裏に長く浮いて組織されたもので、地合は柔軟で非常にドレープ性に優れる織物である。更に、これらのドレープ性は織物の目付けの大小にもかなり影響される。即ち、ドレープ性が向上する方向としては、織物目付けを小さくし、且つ織組織を平織より綾織や朱子織にする。
【0019】
一方、これらの織物は、ドレープ性は向上するものの外力に対する摩擦抵抗力が乏しくなり、同時に経糸及び緯糸の目ずれが起こりやすい欠点も併せ持つ。目ずれとは、経糸と緯糸との相互の拘束により本来維持されるべき形状が崩れ、織目がずれて外観を損ねた様態のことを言う。特に樹脂を含浸させる工程中や、織物を取り扱う際などに目ずれが起こりやすくなり、織物品位が損なわれる。本発明によれば、こうした課題が一挙に解決される。
【発明の効果】
【0020】
本発明の強化繊維織物によれば、経糸の任意の箇所にて熱融着繊維、又は補強糸と熱融着繊維との複合糸が、経糸に隣接して並行するように配して製織することで、目ずれが起こらず後工程での取扱い性に優れ、工程通過性のトラブル発生もなく、ドレープ性に優れた織物が得られる。更には、織物の裁断時のほつれ防止にもなり、作業性が大幅に向上するなど工業上極めて有用な織物となる。
【0021】
また、本発明にあって、経糸として、強化繊維糸と、熱融着繊維糸又は補強糸と熱融着繊維との複合糸とを併用するとき、本発明の強化繊維織物の製造方法によれば、目止め糸である熱融着繊維糸又は複合糸を、並列する強化繊維糸のうち、任意の強化繊維糸に隣接させて配して、熱融着繊維糸又は複合糸と同強化繊維糸とを1本の経糸として織成する。このときの経糸は、予め熱融着繊維糸又は複合糸の配置位置を決めておき、例えば予め用意した強化繊維糸用と複合糸用のメールを隣接して配したヘルドの予め決められた複合糸用のメールに、熱融着繊維糸又は複合糸を通したのち、これを1本の経糸としてオサ目に通して製織する。製織さた織物上において、1本の経糸として一緒に織り込まれた熱融着繊維糸又は複合糸は強化繊維糸の表面ではなく、強化繊維糸に隣接して織り込まれる。
【0022】
そのため、強化繊維織物の製織後に熱融着繊維を加熱溶融するとき、溶融する熱融着繊維の一部が、予め決められた経糸位置にある強化繊維糸と、同強化繊維糸交錯する緯糸との交錯部において強化繊維糸及び緯糸に局部的に溶着する。その結果、熱融着繊維の全てが強化繊維糸に溶着することはなく、経糸自体の形状と柔軟性とを確保する。これに対して、例えば上記特許文献2に開示された目止め方法では、上述のごとき課題を残すのみならず、経糸及び/又は緯糸の全長にわたり表面に沿って配される目止め剤は全てが経糸及び緯糸に溶着するため、織物全体としての柔軟性(ドレープ性)を低下させることになる。
以下、図面を参照しながら本発明の強化繊維織物とその製造方法につき、更に具体的に説明する。
【図面の簡単な説明】
【0023】
【図1】本発明の一例を示す織物概略構成図である。
【図2】従来の平織物の織物概略構成図である。
【図3】本発明における斜交角度の測定方法を概略で示す説明図である。
【図4】本発明の強化繊維織物の製織工程の一部を示す斜視図である。
【発明を実施するための形態】
【0024】
図1は、本発明の強化繊維織物の一例を略示している。
図1に示す織物は、ドレープ性に優れた朱子織物である。図2に示す平織物が経糸1、緯糸2共に1本交互に経糸緯糸が交錯するのに対し、朱子織物は経糸又は緯糸の数本毎に緯糸又は経糸が交錯している。そのため、交錯点が少なく経糸、緯糸共に極めて移動しやすい織組織になっている。この移動しやすさは織物を構成する糸本数が少ない、いわゆる目付けの少ない織物になるほど顕著に現れる。そのため、目付けの少ない織物ほど目ずれが発生しやすく、その取扱い性を悪くする。
【0025】
一般的に目ずれ防止法として、織密度を高めたり、或いは土建用の補強シートのように補強繊維糸間を熱融着繊維で接着する方法等が広く用いられている。しかしながら、織密度を高めることはドレープ性が損なわれる方向に働くため好ましくない。そこで、本発明では熱融着繊維による接着法を採用することにより、ドレープ性を確保した。
【0026】
経糸や緯糸の移動は、経糸方向の任意の箇所に配させる熱融着繊維、又は補強糸と熱融着繊維が複合された糸の間隔が狭いほど抑制されることは当然であるが、複数の経糸間に20〜100mmピッチで熱融着繊維を配することにより、目ずれが効果的に抑制され、且つ作業性や工程通過性を損なわなくなることを見出した。熱融着繊維、又は補強糸と熱融着繊維が複合された糸の配列を20mm未満の間隔にすると、目ずれが抑制される反面、ドレープ性が損なわれる。一方、熱融着繊維、又は補強糸と熱融着繊維が複合された糸の間隔が100mmを超えると、ドレープ性は良好であるが、目ずれが発生しやすくなる。
【0027】
本発明で使用する熱融着繊維として、低融点ナイロンなどが挙げられ、補強糸は炭素繊維、ガラス繊維、アラミド繊維などが挙げられるが、これに限定されるものではない。熱融着繊維と補強糸との複合方法は、合燃、カバリング、引き揃え、接着などを挙げられるが特に限定されない。
【0028】
目止めがなされた本発明の強化繊維織物の斜交角度は30〜60度であることが必要である。斜交角度が30度未満では、目ずれは殆ど抑制される反面、ドレープ性がなくなり、曲面状の成形性が極めて悪くなる。一方、60度を超えるとドレープ性は向上するが、目ずれが容易に発生しやすくなる。
【0029】
本発明における斜交角度の測定方法を図3を用いて説明する。目止めを終えた強化繊維織物を経方向200mm×緯方向200mmの大きさに切り出した試験片織物を、テーブル面上に拡げて平面状に置き、その織物片の経糸方向の一辺Yを固定し、対辺Xの一点Aを一辺Yに並行に一定速度(1〜2cm/sec)で水平に引っ張る。交錯点における経糸Waと緯糸Wfの可動範囲の限界を超え、織物の一部が反り返る現象が始まるときの経糸Waに対する緯糸Wfの傾斜角度θを斜交角度とする。
【0030】
以下、本発明の製造方法を図4を参考にして簡単に説明する。
通常のレピア織機の製織工程において、クリールに掛けたマルチフィラメントからなり強化繊維糸となる経糸を横取りしながら引き出すと同時に、1本の経糸として強化繊維糸1と一緒に織機に掛けられる熱融着繊維、又は補強糸と熱融着繊維が複合された糸3をボビンから引き出し、対応する各ガイド、コーム類などの経糸供給装置を通過後、ヘルド10、筬20へと導く。このとき、熱融着繊維などの複合糸3は並列して配列する経糸(強化繊維糸)1と引き揃えたのち同じヘルド10を通しても、経糸と別々に配列したのち同じヘルドに通しても差し支えない。しかし、熱融着繊維などの複合糸3と強化繊維糸1とを同じヘルドに通す場合、複合糸3がマルチフィラメントからなる強化繊維糸1と全長にわたり完全に一体化し、以降の加熱溶融時に緯糸との交錯部以外にある全ての熱融着繊維が強化繊維糸と溶着することにより、その強化繊維糸の柔軟性を低下させる恐れがある。
【0031】
そこで、本発明にあって、好ましくは図4に示すような構造をもつヘルド10を用意しておき、所要位置に配されるヘルドに形成された隣接する二つのメール11,12のうち一方のメール12に熱融着繊維などの複合糸3を通し、他方のメール11に強化繊維糸1を個別に通しておくとよい。図4は、本実施形態におけるヘルド10の一例を示すものであり、同ヘルド10は同じヘルド10に強化繊維糸用メール11と複合糸用メール12とが隣り合わせに形成されている。
【0032】
ただし、図4に示すヘルド10は一例に過ぎず、例えば図示は省略するが、一つのメール11が形成されたヘルドと、別のメール12をもつヘルドとを個別に用意して、後者のメール12を複数の前者のメール11ごとに配列し、前者のメール11に強化繊維糸1を通すとともに、必要とされる後者のメール12に熱融着繊維などの複合糸3を通すようにしてもよい。すなわち、本発明にあっては、1本の経糸として機能する強化繊維糸1と熱融着繊維などの複合糸3とが側面において隣接して配列されていることが望ましく、その配列が確保される限りはヘルド10への通糸手法は任意である。
【0033】
こうしてヘルド10に通された熱融着繊維などの複合糸3を含む各経糸(強化繊維糸)1は、同複合糸3を含まない強化繊維単独の経糸とともに筬へと導かれる。一方、緯糸2はボビンから直接引き出し、或いは毛羽などによるトラブルを防止するために、一端円錐状のボビンに巻き返してから引き出し、レピアで把持し挿入する。次いで筬にて緯打ちして織物を形成する。さらに連続して多数本の経糸の任意の箇所において経糸に隣接して配した熱融着繊維を融着して経糸及び緯糸を交点で固着させる。固着させる方法は加熱ローラなどによる接触方法或いは遠赤外線ヒーターなどによる非接触式いずれでも差し支えない。このとき、上記実施形態にあっては、熱融着繊維は隣接する経糸の全長にわたって連続して溶着することはなく、その強化繊維糸からなる経糸の側面部において溶着するのみで、強化繊維糸全体にわたって熱融着繊維が溶着一体化することがないため、強化繊維糸自体はもとより加熱加圧で熱融着繊維により目止めされた強化繊維織物も所要の柔軟性を維持して、しかも目ずれが生じない高品位の強化繊維織物が得られる。
【実施例】
【0034】
経糸に炭素繊維(三菱レイヨン(株)製TR50S;フィラメント本数 6000本)を用いて津田駒工業(株)製レピア織機で製織した。クリールから横取りで引き出された経糸を、各ガイド、コームなどの経糸供給装置を経て、上述のようにしてヘルド、筬へ通して配列した。なお、炭素繊維糸からなる経糸、及びガラス繊維(ユニチカグラスファイバー(株)製D450 1/0)に熱融着繊維(東レ(株)製熱融着糸 エルダー 78dt)が添着された複合糸とは同じヘルドに並列させて通した。実施例1〜3及び比較例1において、複合糸はそれぞれの経糸に、各25、50、100、13mm毎に1本ずつ配列させ、織物目付283g/m2 となるよう織物を製織(実施例1〜3及び比較例1〜2は5枚朱子織、比較例3は平織)し、斜交角度の測定、目ずれの程度、ドレープ性について評価を行った。その結果を表1に示す。
【0035】
実施例1の織物は熱融着糸の配列間隔がやや狭く、多少硬さを感じたが、斜交角度は33度であり、交錯点で経糸と緯糸とがしっかり固着され目ずれについては全く問題なく、成形性にも問題がなかった。実施例2は、実施例1よりも柔らかくドレープ性に優れ、目ずれも殆ど問題ない織物であり、湾曲面にも沿いやすく、表面平滑性に優れた製品が得られた。実施例3は、実施例2の織物と同等に柔らかくドレープ性に優れ、目ずれも殆ど発生しないものであった。
【0036】
これに対し、比較例1は目ずれはほとんどないものの、熱融着糸の影響が大きく、極めて硬くドレープ性に欠けるものであった。比較例2はドレープ性は良好なものの、熱融着糸が存在しないため多くの部分で目ずれが発生した。比較例3は平織で熱融着繊維を使用しなかったものであるが、目ずれが散見され、織構造に由来して硬くドレープ性に劣るものであった。
【0037】
【表1】
【符号の説明】
【0038】
1 経糸(強化繊維糸)
2 緯糸
3 熱融着繊維などの複合糸
10 ヘルド
11 強化繊維糸用メール
12 複合糸用メール
20 筬
【特許請求の範囲】
【請求項1】
強化繊維が経糸及び緯糸に配された二方向性の強化繊維織物であって、
熱融着繊維、又は補強糸と熱融着繊維が複合された糸が経糸に並行に配され、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を介して、経糸方向の任意の箇所において経糸が緯糸に固着され、且つ、斜交角度が30〜60度である強化繊維織物。
ここで、斜交角度とは、経方向200mm×緯方向200mmの大きさに切り出した強化繊維織物を水平面上において経糸方向の一辺を固定し、対辺の一点を経糸と平行に一定速度で水平に引っ張ったとき、経糸と緯糸との交錯点における織物の一部が反り返る現象を生じたときの緯糸の傾斜角度θをいう。
【請求項2】
熱融着繊維、又は補強糸と熱融着繊維が複合された糸が、経糸間に20〜100mmピッチで配列された請求項1記載の強化繊維織物。
【請求項3】
強化繊維のマルチフィラメント数が12000本以下であり、目付けが100〜300g/m2 の朱子織又は綾織組織である請求項1又は2に記載の強化繊維織物。
【請求項4】
強化繊維が経糸及び緯糸に配された強化繊維織物であって、経糸方向の任意の箇所に、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を配し、引き続き緯糸を挿入して製織したのち、加熱処理により熱融着繊維を経糸と緯糸に固着する請求項1〜3のいずれかに記載の強化繊維織物の製造方法。
【請求項1】
強化繊維が経糸及び緯糸に配された二方向性の強化繊維織物であって、
熱融着繊維、又は補強糸と熱融着繊維が複合された糸が経糸に並行に配され、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を介して、経糸方向の任意の箇所において経糸が緯糸に固着され、且つ、斜交角度が30〜60度である強化繊維織物。
ここで、斜交角度とは、経方向200mm×緯方向200mmの大きさに切り出した強化繊維織物を水平面上において経糸方向の一辺を固定し、対辺の一点を経糸と平行に一定速度で水平に引っ張ったとき、経糸と緯糸との交錯点における織物の一部が反り返る現象を生じたときの緯糸の傾斜角度θをいう。
【請求項2】
熱融着繊維、又は補強糸と熱融着繊維が複合された糸が、経糸間に20〜100mmピッチで配列された請求項1記載の強化繊維織物。
【請求項3】
強化繊維のマルチフィラメント数が12000本以下であり、目付けが100〜300g/m2 の朱子織又は綾織組織である請求項1又は2に記載の強化繊維織物。
【請求項4】
強化繊維が経糸及び緯糸に配された強化繊維織物であって、経糸方向の任意の箇所に、熱融着繊維、又は補強糸と熱融着繊維が複合された糸を配し、引き続き緯糸を挿入して製織したのち、加熱処理により熱融着繊維を経糸と緯糸に固着する請求項1〜3のいずれかに記載の強化繊維織物の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−58119(P2011−58119A)
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願番号】特願2009−209372(P2009−209372)
【出願日】平成21年9月10日(2009.9.10)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
【公開日】平成23年3月24日(2011.3.24)
【国際特許分類】
【出願日】平成21年9月10日(2009.9.10)
【出願人】(000006035)三菱レイヨン株式会社 (2,875)
【Fターム(参考)】
[ Back to top ]