
強化複合材料製爆発ベント
高超過圧力状態から閉じ込められた空間を保護するために、非金属製の爆発ベントを備える。ガラス繊維のロービング、メッシュ、または布地などの、当該樹脂よりも優れた引張強さを有する補強材料を、当該パネルの中に埋め込む。細長く、全体的にU字型の溝は、当該パネルの表面の1つから当該パネルの厚さのごく一部分まで内側方向に延在する。当該溝は、当該補強材料を分断し、低強度線を画成するが、その低強度線は、予め決めた超過圧力状態で開口する当該パネルの圧力解放領域を構成する。間隔を開けた複数の補強材料は、好ましくは、当該溝の上に位置し、その断面が相互にある角度を成し、当該パネルの当該圧力解放領域を横切って、任意に延在しても良い。
【発明の詳細な説明】
【技術分野】
【0001】
発明の背景
発明の分野
故障複合物の爆発ベントに対する、延性破壊の挙動を有する比較的高い歪みは、高超過圧力状態から閉じ込められた空間を保護するために備えられるが、ビル、バグハウス、タンク、穀物貯蔵庫、設備、当該バグ・ハウスか当該設備に至るダクト作業か当該設備からのダクト作業、および危険な高超過圧力の発生を受ける他の構造物を含めて、ベントは、様々な構造物と容器の中の爆発やコントロールされていない炎から生じる急速な圧力上昇を受けて、特にエンクロージャー内の圧力解放開口部をカバーするのに適している。
【0002】
当該ベントは、当該樹脂よりも優れた引張強さを有する材料で補強された熱可塑性合成樹脂製の内部パネルを含む。好ましくは、当該補強材料は、織られたガラス繊維、および、任意のランダムなガラス繊維を含む。当該パネルは、当該パネルの厚さまで完全に延在する、または、当該パネルの厚さのごく一部分まで延在する、細長い連続した溝を有する。代わりに、そのそれぞれが当該パネルまで完全に、または、当該パネルのごく一部分まで延在する、一連の端と端を接した個別スロットを備えても良い。当該溝、または、スロットは、高超過圧力状態で開口する、当該ベントのそれぞれ中央の圧力解放領域を構成する低強度線を画成するために、少なくとも補強材料の一部を分断する。比較的薄いカバーシートは、当該ベントの流体の不透過性を高め、衛生部品、または衛生設備を必要とする分野での当該ベントの使用を可能にし、そして、当該ベントに比較的滑らかな対向表面仕上げを与えるために、当該中央のパネルの対向面上に備える。当該溝、または、スロットは、少なくとも部分的に、または完全に、合成樹脂材料を充填しても良い。あるいはまた、予め決めた超過圧力で破れて開口する当該ベントの中に、当該中央の圧力解放開口部を成す構成とし、その構成の当該パネルの中に、スチールワイヤなどの細長い物を埋め込んでも良い。
【0003】
また、当該ベントの当該パネル部は、当該溝、または、低強度線を画成するいくつかのスロットの上に位置するガラス繊維のロービングを含む、細長い補強部品を備えても良い。好ましくは、当該補強するガラスロービングは、当該パネルの当該圧力解放領域のすべての範囲を横切って延在する。当該パネルの当該圧力解放領域を開口するのに必要な超過圧力の量は、当該補強部品の数、形状、ガラスの組成物、および、相対的な配向性を変えることによって調節できる。
【背景技術】
【0004】
従来技術の説明
爆発ベントは、伝統的に金属製の破裂可能なシートを備えてきたが、そのシートが有する切り込み線、または、分断されたスリットは、当該ベントの当該圧力解放領域を構成する低強度線を画成する。当該ベントの当該圧力解放領域を開口するのに必要な超過圧力の量は、特に、当該低強度線の形、当該低強度線の性質、および、当該ベントの全領域内の当該低強度線の位置によって決定される。
【0005】
典型的な爆発ベントは、米国特許番号6,070,365に示されて、説明されているが、この中では、長方形の圧力解放パネルは、圧力解放開口部を横切って安全にするために適合させたフレーム内に取り付けられている。当該一体構成の圧力解放パネルは、スチール、ステンレススチール、インコネル、または、他の同様の金属製の単一シートから形成され、分断された複数のスリットが画成する三方向の低強度線を有している。間隔を開けた一連の破裂タブは、当該’365特許に示されているように、しばしば当該低強度線上に配置されているが、そのタブは、当該パネルの当該圧力解放領域が、爆発、または、高速燃焼の炎から生じる予め決めた高超過圧力で変形する前に、破裂しなければならない。
【0006】
米国特許番号5,036,632は、分断されたスリットが画成する三方向の低強度線を有する、従来の長方形の金属製シートの爆発ベントに関する別の例である。また、当該’632特許の当該ベント内には、破裂可能なタブを備えているが、そのタブは、当該パネルの当該中央部が、超過圧力を解放するために当該スリット線に沿って破裂する前に、壊れなければならない。当該破裂可能な金属製シートの周辺に、エラストマーのシーリングガスケットを備えても良い。
【0007】
当該’632特許の公開で参照している米国特許番号4,498,261は、比較的低い圧力で開口する長方形のベントパネルであり、当該薄いシート構造は、中程度の耐衝撃性のポリスチレン、アルミニウム合金などの比較的軟質の金属、または、完全に焼きなまされたステンレススチールであると記載されている。分断されたX字状のスリットは、当該ベントパネルまで延在し、当該Xの頂点で終わる個別の低強度線を画成している。当該破裂パネルと同じ領域を有する薄いシーリング膜は、当該破裂パネルに接着されているが、その膜は、ポリエチレン、ステンレススチール、または、アルミニウムから形成しても良い。類似構造は、米国特許番号4,612,739に示されて、説明されている。
【発明の開示】
【0008】
発明の概要
本発明は、高超過圧力状態から閉じ込められた空間を保護するための、非金属製で断片化しない爆発ベントに関し、そのベントは、当該樹脂よりも優れた引張強さを有する材料で補強されたポリプロピレンなどの合成樹脂製の複合パネルを含む。好ましい補強材料は、ガラス繊維であり、そのガラス繊維の形式は、ロービング、ガラスを織った布地、または、ランダムなガラス繊維でも良い。当該パネルは、当該パネル断面まで、または、当該パネル断面の厚さのごく一部分まで延在する溝を備える。当該溝、または、スロットは、当該低強度線を画成するために、当該補強材料を分断するが、その低強度線は、例えば、約25mbarから約200mbarまでのように、予め決めた超過圧力で開口する当該パネルの圧力解放領域を構成する。
【0009】
本発明の1つの実施形態では、当該ベントは、ポリプロピレンなどの合成樹脂材料製の2枚のパネル部材で構成するが、そのパネル部材は、相互に上に位置する関係に配置する。それぞれのパネル部材は、ガラス繊維で補強する。当該パネルの1枚か両方の中に位置調整した溝、または、スロットを機械的な摩耗で形成した後に、当該溝、または、スロットの中に合成樹脂材料を導入するか、あるいは、当該連続した低強度線の溝の中にスチールワイヤを置き、次に、加熱したプレス内に当該パネルを置く。薄いカバーシートは、当該薄板から成るユニットの対向する側面の上に位置する関係で備える。当該パネル部材の当該合成樹脂を流すために、当該パネル部材に十分な圧力と熱を加えて、当該カバーシート付きの複合ベントを形成する。好ましくは、当該ワイヤを使用する場合にその周りの当該溝の中に当該熱で軟化した樹脂を充填するか、または、当該溝の中に追加樹脂を入れて実質的に当該溝を充填する。
【0010】
間隔を開けた細長い複数の補強部品を、当該複合ベントの片方、または、両方の対向表面上に備え、それぞれの当該部品を当該溝、または、スロットの上に位置させても良い。当該補強部品は、そのための合成樹脂製キャリヤーの中の短い長さのガラスロービングでも良いが、当該複合ベントの全幅と全長に実質的に延在し、その結果、当該圧力解放領域を横切って延在する、より長い長さのガラスロービングでも良い。好ましくは、少なくとも2本のより長い長さのガラスロービングは、当該ベントの全幅、および/または、全高を横切って延在する。あるいはまた、当該複合ベント上に、2本以上のガラスロービングの補強部品を追加しても良いが、その補強部品は、相互に、かつ、当該ベントの左右方向と上下方向に相互に垂直な当該ガラス補強部品に対して相対的に鋭角を成す。
【0011】
当該パネルの中の当該溝は、例えばU字型、T字型、ほぼV字型、および円形を含む様々な断面形状を有しても良い。当該溝とほぼ同様な関係の配置に当該低強度線を画成する細長い溝の中に、スチール製の円形断面のロッドを備えても良い。好ましくは、ワイヤを含まない当該様々な形状の溝は、合成樹脂などの組成物でそれぞれ充填する。
【0012】
好ましい実施形態の詳細な説明
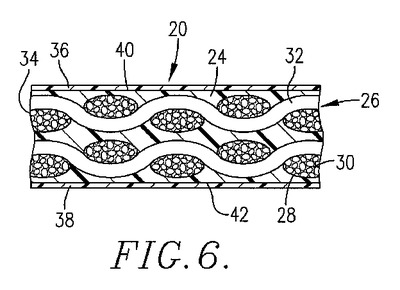
本発明に従った非金属製のベントの1つの実施形態は、図面の図1、図6、および図9で説明され、数字の20で指定される。ベント20は、ポリプロピレンなどの合成樹脂製の内部中央のボディー24で構成する、ほぼ平坦なメイン複合パネル22を含む。当該樹脂製ボディー24は、ボディー24の当該樹脂よりも優れた引張強さを有し、広く指定される材料26で補強する。好ましくは、材料26は、ガラス繊維のロービング28で構成するが、そのそれぞれは、ガラス繊維のロービング32と協働するガラス繊維の細長いストランド30の束を含み、ガラス繊維のロービング32のそれぞれもまた、ガラス繊維の細長いストランドの束を含む。当該ロービング28と32は、図6に示すように、ガラス繊維のメッシュ34を形成するために織り合わせる。比較的薄い合成樹脂製のカバーシート36と38は、パネル22の中央のボディー24のそれぞれの最外表面40と42にぴったりと接着する。
【0013】
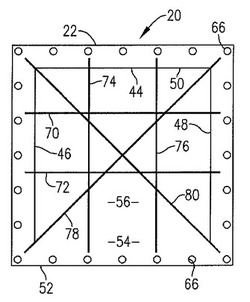
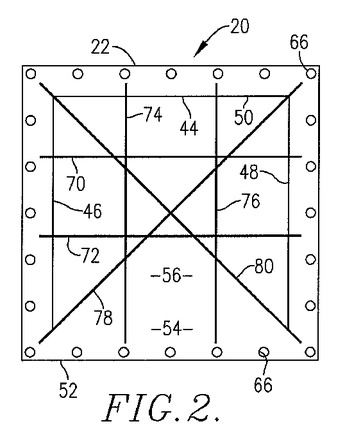
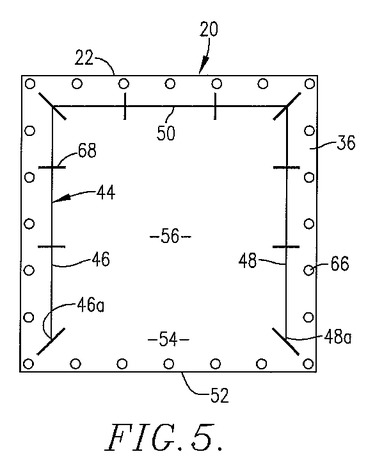
当該中央のメイン複合パネル22は、図3、および、図9に示すように、低強度線を画成する溝44を有する。好ましくは、溝44は、パネル22のボディー24の当該補強材料26の大部分かすべてを分断できるくらいの断面距離まで延在するが、当該対向するカバーシート36と38までは延在しない。溝44のこの実施形態では、当該溝は、断面深さよりも長い断面幅を有するが、その溝幅は、例えば、約1.5mmから約30mmまで変動しても良い。好ましくは、カバーシート36と38は、複合パネル22の中央のボディー24を完全にカバーできるくらいにそれぞれ全体的に十分な寸法を有するが、少なくとも当該溝44で位置調整し、当該溝44を超えて延在する寸法を有するべきである。当該ガラス繊維のメッシュ34は、図9で明快に説明されないが、当該溝44が、溝44の全長にわたって、ガラス繊維のメッシュ34を含む当該補強材料26を分断するのは、その図から明らかである。好ましくは、溝44は、図1と図5に描写される平面図で、全体的にほぼU字型の形状を有するので、脚部46と48の隣接する端部で脚間部50に接合する、間隔を開けた平行な細長い1組の脚部46と48を有する。脚部46と48の終端部46aと48aは、それぞれ、パネル22の側縁52から等距離であり、終端部46aと48aの間にパネル22の蝶番領域54を成す。溝44の当該脚部46と48と脚間部50が協働して、パネル22の中央の圧力解放領域56を構成する。
【0014】
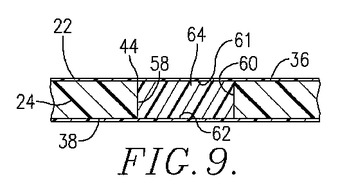
図9の概要を示す断面図の描写から確認できるが、複合パネル22の中の当該溝44は、長方形の断面形状を有するので、上方向に延在する細長い開口部61、および、対向する細長い開口部62と同様に、側壁58と60を有する。必然的ではないが、好ましくは、溝44は充填材の組成物64を含む。当該充填材の組成物64は、当該溝44のすべて、または、一部を充填しても良いし、ポリプロピレン、または、適当な接着剤などの合成樹脂を含んでも良い。必須ではないが、当該充填材の組成物64が、カバーシート36と38の上に位置するそれぞれの隣接する表面と同様に、中央のボディー24の側壁58と60にしっかり接着することが望ましい。
【0015】
ベント20は、爆発、または、高速燃焼の炎による燃焼生成物などの高超過圧力状態から保護するために、構造物の中の圧力解放開口部の(図示しない)フレーム内に取り付けるようにできている。そのために、複合パネル22、および、当該カバーシート36と38は、当該サポートフレームにベント20をしっかり取り付ける、ボルトの性質を有する受動締結具のために、また、高超過圧力によって作動した場合に、ベント20を迅速に交換するために、複数の取り付け開口部66を備える。
【0016】
溝44は、複合パネルブランクの中に形成され、補強材料26を埋め込んだ単一層パネル22、または、補強されて固結した積層パネル22のいずれかを含み、好ましくは、その中に当該補強材料26の少なくとも一部分、および、好ましくはすべてを分断するために、当該溝44がパネル22まで完全に延在するように、または、当該パネル22の十分な厚さまで延在するように、高圧ウォータージェットを使用して調節する。また、当該溝44が、当該溝の全長にわたって補強材料26を分断するのが好ましい。パネル22の中の当該溝44を形成する別の方法は、当該樹脂とガラスを蒸発させるレーザー光線、または、研摩ホイールか回転可能な切削工具を使用する機械的な摩耗、または、他の同等な材料除去装置か摩耗装置を使用することを含む。
【0017】
パネル22は、フランスのシャンベリセデックスにあるヴェトロテックスレインフォースメント社(Vetrotex Renforcement S.A.)から、TWINTEX P PP 60 1485 1/1 AFとして入手可能な、固結した複合プレートから形成しても良い。当該製品コードは、「P」はプレートを表し、「PP」はポリプロピレンマトリクスであることを意味し、「60」は重量でのガラス含有率(%)で、「1485」は公称重量(g/m2)で、「1/1」はバランスのとれている製品であることを意味し、そして、「AF」は天然色のロービングタイプである。このTWINTEX製品は、織られて共に混ぜられたガラス繊維とプロピレンの糸を有する、予備固結したプレートで、約300MPaの引張強さ(ISO527)、約280MPaの曲げ強さ(ISO178)、160KJ/m2のノッチなしのシャルピー衝撃強さ(ISO179)、および、140KJ/m2のノッチ付きのアイゾット衝撃強さ(ISO180)を有する。ベントを製作するための典型的なプレートは、例えば2000mm×1200mmの変形品として注文しても良い。
【0018】
これらのTWINTEXプレートは、厚さ、全幅寸法と全高寸法、熱とUVの安定化処理済み、別の種類のガラス繊維(異なった長さのストランドのロービング、ランダムな長さの配向された繊維、メッシュ、布地など)、別のガラス重量比率と合成樹脂の種類、当該顧客の指定による予備固結の度合い、および、天然色か黒色かの選択により、セイント−ゴバイン(Saint−Gobain)から購入可能である。
【0019】
カバー36と38は、例えば、厚さがそれぞれ120μmのポリプロピレンシートでも良い。他のポリマーとシートの厚さは、例えば、表面処理の条件を満たし、当該ベントのベース破壊圧力を調節するのに必要な、約20μmから約1,000μmの範囲内で選ぶことができる。複合パネル22の厚さは、通常約1mmから約10mmまで変動しても良い。
【0020】
好ましくは、ベント20は、複合パネルブランクを置くことによって製作するが、そのブランクは、例えば、ガラス繊維のメッシュ34をその中に埋め込まれたポリプロピレンなどの合成樹脂を含み、前述のように、溝44を従来の適当な加熱された(図示しない)プラテンプレス内でそのブランクの中に形成した。当該積層組立品を当該プレス内に置く前に、中央のメイン複合ボディー24の対向する面40上と42上とにカバーシート36と38を置くが、その代わりに、例えば、まず当該カバーシート38を当該プレス内に置き、次に当該中央のボディー24を、当該ガラス繊維のメッシュ34をその中に埋め込んでから当該プレス内に導入し、最後に当該カバーシートを当該中央のボディー24の上面上に置いても良い。その時、当該プレス内で当該薄板から成る組立品に対して熱と圧力を加えても良い。
【0021】
必要に応じて、当該プラテンプレスを閉じて、当該薄板から成る構造に熱を加える前に、図5に示すように、間隔を開けた細長い比較的短い複数の補強部品68を、パネル22の当該カバーシート36上に、溝44の上に位置する関係で備えても良い。好ましくは、それぞれの当該部品68は、ガラス繊維のロービングを含み、そのロービングは、当該複合パネル22に対して熱と圧力を加える間に、カバーシート36とボディー24と一体化する。部品68は、ポリプロピレンなどの合成樹脂の中に埋め込んだ、連続した細長いガラス繊維で製作しても良いが、カバーシート36と中央のボディー24の一部を含む、パネル22の当該合成樹脂を溶解した結果として、パネル22の当該合成樹脂成分の中に組み込まれるガラス繊維だけを含んでも良い。備える部品68の数、部品68間の当該間隔、溝44の上に位置する関係での部品68の当該戦略的位置、および、部品68の当該断面積は、当該ガラス繊維の性質と量を含めて、当該低強度線の破裂に影響を与えるのに必要な、最終的な超過圧力を調節するために、自由に変更しても良い。
【0022】
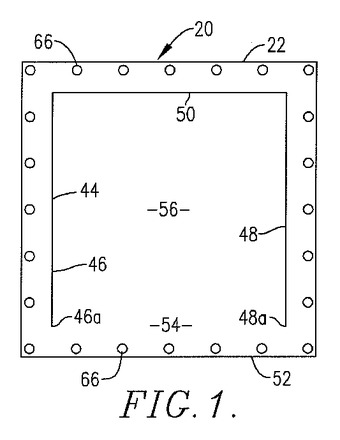
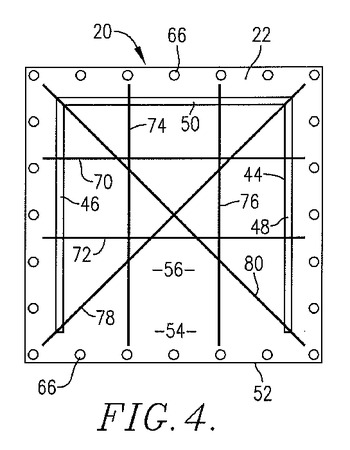
図2を見ると確認できるが、図5に示すパネル22の当該実施形態の当該比較的短い補強部品68の代わりに、パネル22は、パネル22と一体化し、実質的にその全幅を横切って延在する、ガラス繊維のロービングで補強した、間隔を開けた細長い平行な1組の補強部品70と72とを備えても良い。同様に、ガラス繊維のロービングで補強した、間隔を開けた細長い平行な1組の補強部品74と76は、パネル22と一体化し、実質的に部品70と72に対して垂直な関係で当該パネルの高さ寸法を横切って延在する。パネル22の追加補強は、ガラス繊維のロービングの交差補強部品78と80の形に備えても良く、その部品は、パネル22のそれぞれの対角から延在し、当該パネルの中央で交差し、部品70と72に対してある角度を成す。補強部品68と同様に、当該ガラス繊維の性質と量を含めて、部品70−80の当該断面寸法は、低強度線の破裂に影響を与えるのに必要な、最終的な超過圧力を調節するために、自由に変更しても良い。部品68−80は、カバーシート36の上面上に置いても良いが、概要を図面に示すように、当該加熱したプレス内でパネル22を圧縮する間に、パネル22のボディー24の中に埋め込んでも良い。
【0023】
好ましい積層パネル22の製作では、上で特定した当該ガラス繊維で補強したポリプロピレン製の2枚のTwintexプレートをプレス内に置く。当該プレートは、約2.65mmの公称上の厚みを有しても良い。当該上側のプレートの上面の上に位置する当該カバー36に対して、プレスのプラテンを下げ、当該プレスの温度を、10℃/分の速さで、当該ポリプロピレンの融点165℃の上のレベルまで、好ましくは、約165℃から約225℃までの範囲内で上昇させる。好ましくは、圧力上昇の速さは、最終圧力に対して約0.5bar/分であるが、約0.25barから約3barまで変動しても良い。好ましくは、当該複合パネル22、カバー36と38、および、もし備えれば当該補強部品68を含むベント20の完全固結での公称上の厚さは、約2.25mmである。当該積層パネル上の最大圧力を、約200℃の当該プレス内の最高温度で、約5分間維持する。当該積層パネル22上の圧力を維持している間、当該プレスは、約10℃/分の速さで約60℃まで冷却させ、その後当該パネル22を当該プレスから取り除く。ある程度の剛性を当該積層パネルに与え、当該上下のプラテンの間の当該プレス内への当該パネルの導入を容易にするために、当該プレートを当該プレス内に導入する前に、必要に応じて予熱しても良い。
【0024】
部品70−80は、溝44が画成する当該低強度線の最大破壊圧力を調節するのに役立ち、領域56の調節された開口を保証するために機能する。その上、部品70−80は、中央の領域56の開口中に、パネル22の安定性を増加させ、パネル22の中央の領域56の断片化を防ぐ。好ましくは、部品70−80は、ポリプロピレンなどの合成樹脂と結合する、または、樹脂成分なしで供給される、連続した長さのガラス繊維を有する。
【0025】
補強部品68−80の選択供給に加えて、当該低強度線を画成する溝44の形状と深さは、さらに当該超過圧力を調節するために変更しても良いが、その超過圧力は、当該ベント20の当該中央の圧力解放領域56を開口するために、当該低強度線の破裂に影響を与える必要がある。概要を図8−12に描写するように、複合パネル22の代替構造は、説明の明快さのため補強材料26の表示を含まない。しかしながら、これらの代わりの実施形態のそれぞれに、図6に示すような補強材料26、または、例えば、図7に描写する補強材料を備えることを理解するべきである。
【0026】
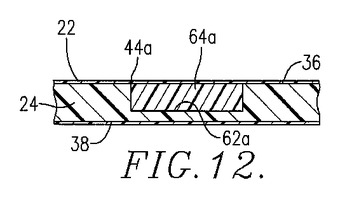
図12で説明する当該代わりの低強度線は、パネル22のボディー24までごく部分的に延在する、U字型の溝44aを有する。図12から確認できるが、溝44aの当該下部壁62aは、カバー38から間隔を開ける。しかしながら、好ましくは、溝44aの深さは、実質的にすべての当該ガラス繊維の材料26の分断を保証できるくらいの深さであるべきである。好ましくは、溝44aの中に、ポリプロピレン、または、同等品の充填材料64aを備える。カバー36は、材料64aを充填する溝44aと同様に、当該複合パネル22の中央のボディー24の上面全体の上に位置する。図12に示す概要図は、説明目的のためだけであり、必要な超過圧力値で当該低強度線を破裂させるために、溝44aの深さを選択的に調節することを理解するべきである。図12の当該実施形態では、当該溝44aは、幅よりも長い深さを有する。
【0027】
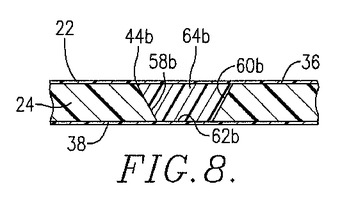
図8に示すパネル22の代替構造では、当該溝44bは、台形の形状を有し、シート38でカバーされる溝44bの下部の開口部62bに向かって狭まる、対向する傾斜側壁58bと60bを有する。また、好ましくは、溝44bは、ポリプロピレン、または、同様の樹脂の充填材64bを含み、複合パネルのボディー24の上面の上に位置するシート36でカバーする。
【0028】
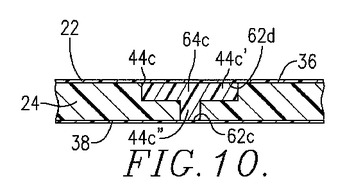
図10に示すパネル22の代替構造の溝44cは、T字形断面を有する。溝44cの上側の脚部44c’は、中央下部の脚部44c’’よりも長い幅を有する。カバーシート36は、溝44cの上側の開口部62dの上に位置するが、カバーシート38は、溝44cの下部の開口部62cの上に位置する。また、好ましくは、溝44cは、ポリプロピレンなどの合成樹脂の充填材64cを有する。
【0029】
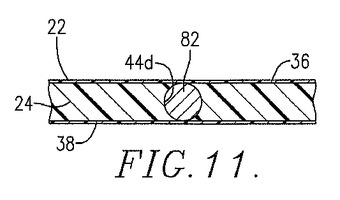
概要を図11に描写するように、複合パネル22の中の溝44dは、円形の断面形状を有する。ロッド82は、好ましくはスチール製で、溝44dの中に配置する。ロッド82は、溝44dの円形壁で補完される断面直径を有する。概要を図11に示すロッド82は、本質的には溝44dと同じ直径を有するが、溝44dの中でロッド82を囲み、合成樹脂の充填材を含む空間があれば、ロッド82は、当該溝より小さい直径を有しても良い。パネル22の好ましい実施形態では、当該全体的にU字型に曲がったスチールロッド82は、2mmの直径を有し、当該スチールロッドに対する、当該周囲のポリプロピレン樹脂の非粘着性を向上するために、リリースコーティングを備える。補強部品68−80は、ロッド82に橋渡しする関係にあることに注意するべきである。好ましくは、複合パネル22の中に溝44dを形成し、当該溝の中にロッド82を挿入し、必要に応じて合成樹脂の充填材を加え、その後、パネル22の対向表面にカバーシート36と38を付け、次に、当該加熱した型内に当該組立品を置く。
【0030】
溝44dの中へのスチールロッドの供給は、当該加熱したプレス内でパネル22を形成する間、溝44の全長にわたってその保全性と均一性を維持するのに役立つ。さらに、ロッド82は、溝44が画成する当該低強度線が破裂することによって、パネル22の当該破壊圧力の調節に貢献し、当該低強度線が全長にわたって均一に破裂することを保証する。スチールロッド82は好ましいが、当該ロッドは、熱硬化性樹脂、または、熱可塑性樹脂を含むその他の材料を有し、その材料は、パネル22の当該中央のボディー24よりも優れた剛性を当該ロッドに付加した特性を有しても良い。
【0031】
概要を当該図面の図1と図2に示すが、溝44eは、図3と図9のパネル22の中の溝44よりも実質的に狭く描写している。この点で、パネル22の中に当該低強度線を画成し、当該中央の圧力解放領域56の三方向を構成する溝の当該有効幅が、ベント20の選択された破壊圧力を得るために変更可能であることを理解すべきである。溝44と44a−eは、長方形を成すように示すが、当該溝が、半円形、または、ほぼ長方形の形状の角に曲がった部分を持つ長方形を含めて、別の形状を有しても良いことを理解すべきである。
【0032】
好ましくは、補強材料26は、ガラス繊維の組成物であるが、パネル22の当該樹脂よりも優れた引張強さを有するその他の材料を使用しても良い。例えば、ステンレススチールのメッシュを当該パネルの中の当該溝の全長にわたって分断しさえすれば、当該ステンレススチールのメッシュをパネル22の中に埋め込んでも良い。あるいはまた、補強材料26は、熱可塑性樹脂でコーティングされたアラミド繊維、または、メッシュでも良い。また、アラミド繊維は、当該補強部品68−80に使用しても良い。
【0033】
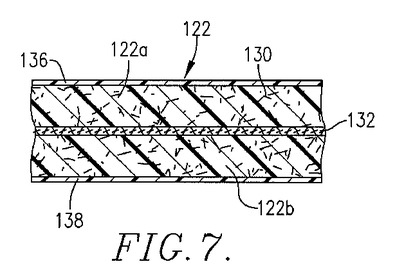
好ましくは、図7で説明する本発明の当該代わりの積層パネル122の構造は、当該熱プレス内に合成樹脂製の2枚のプレート122aと122bを導入して、製作するが、そのそれぞれのプレートは、比較的短くて、ランダムに分配されたガラス繊維130を含む。ガラス繊維の布地132は、プレート122aと122bの間に挿入する。カバーシート136と138は、それぞれプレート122aと122bの最外表面上に配置する。図7には示さないが、パネル122は、溝44、44a−eなどの断面形状の溝を備えることを理解すべきである。
【0034】
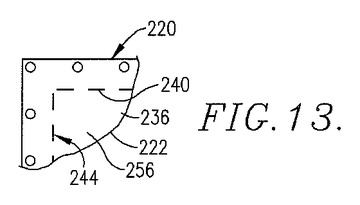
図13に示す、代わりのベント220の当該複合パネル222は、溝44と同様に、全体的にU字型の形状の低強度線244を協働して画成する一連のノッチ240を備える。この点で、カバー36と本質的に同じ材料で同じ厚さの当該カバー236は、複合パネル222の上面の上に位置し、溝244を画成する当該ノッチ240上に位置することを理解すべきである。ベント220の当該中央部256を開口させる超過圧力条件は、当該個別ノッチ240の長さ、隣接するノッチ240の終端間の距離、および、ノッチ240の深さと形状によって部分的に調節する。
【0035】
好ましくは、ベント20は、ガラス繊維の補強材料をその中に埋め込んだ、合成樹脂材料製の複合パネル22を使用して製作するので、ベント20は、日光への露出による悪影響を受けず、異なった大気条件に耐えることができる。当該ベント22は、静的な電荷を蓄積せず、短時間の曝露では可燃性でも自燃性でもなく、非刺激物質と非有毒物質とだけを含む。
【0036】
複合パネル22の当該組成物、パネル22の厚さ、溝44の深さや形状、または、低強度線244を画成するノッチ240の深さや形状と同様に、パネル22、および、カバーシート36と38とに異なった熱可塑性樹脂を使用すること、および、補強材料26の種類を変更することによって、ベント20への広範囲な破壊圧力を備えても良い。その上、材料の種類の選択と、シート36と38の厚さの選択は、当該ベントの当該破壊圧力、または、故障圧力の調節に対して、ある程度選択的に貢献させることができる。同様に、材料26と当該部品68−80の当該繊維の糸の重量を変更することによって、当該故障圧力をさらに調節できる。同様に、部品68−80は、溝44と44a−eの上面を横切って橋渡しする関係に、または、当該溝の下方のカバーシート38上に置いても良い。代わりに、部品68−80は、図6に示すように、材料26の上部か下部に、あるいは、パネル122の布地132の上方か下方に、パネル22の中に埋め込んでも良い。ポリプロピレンなどの熱可塑性の材料は、熱硬化性樹脂よりも高い延性を有し、その結果、蝶番領域54での当該ベントの断片化の可能性を減少させるので、その材料は、パネル22と122の当該樹脂部分として好まれる。別の選択肢は、熱可塑性樹脂でコーティングし、熱可塑性の粉を含浸したガラスの糸を使用することである。当該パネルの表面から当該補強部品を剥離し、蝶番領域54からピークエネルギーをそらし、パネル22の外辺部分からの圧力解放領域56の分離、または、その領域の断片化を防いだ結果、溝44、44a−eに橋渡しする関係にある選択的な補強部品68−80の供給は、当該ベントの当該開口部に瞬間的な時間遅れを与えるのに役立つ。
【0037】
特に、複合パネル22は、例えば、約200mm×200mmから約1500mm×2000mmまでの比較的大きいベントの製作の役に立つ。当該ベント領域は、溝44、44a−eの長さの増加よりも速い割合で増加するので、当該ベントの全体的なサイズが増大すればするほど、中央の圧力解放領域56が開口する超過圧力値を減少させることができる。
【0038】
ベント20の製作のために熱可塑性の複合材料を使用すれば、単に当該プレス型の形状を変更することによって、当該ベントの形状を変更できる。例えば、当該ベントの特定用途に指定した当該破壊特性にしたがって、当該複合パネル22の中央の領域を、対称か、非対称か、またはピラミッドの形状を有する、いずれかのドームに形成できる。また、プレス内で冷間プレスの次の当該パネルの予熱、または、二台のベルトラミネータの間の当該パネルの予熱を含めて、ベント20を製作するための技法を変更できる。
【0039】
ベント20は、ガラス繊維、メッシュ、または布地などの補強材料をその中に埋め込んだ合成樹脂材料で構成するので、完成したベントは、様々な衛生分野に適している。複合パネル22は、ベント20の当該破壊特性を変更せずに、日常的に、かつ定期的に、従来の衛生化手順に従っても良い。
【図面の簡単な説明】
【0040】
【図1】非金属製の爆発ベントを説明する、本発明の1つの実施形態の平面図であり、中央のメイン複合ベントパネルには、全体的にほぼU字型の形状を有し、その中に低強度線を画成する比較的細い溝を備える。
【図2】図1の当該ベントと同様の非金属製の爆発ベントを説明する、本発明の別の実施形態の平面図であるが、ガラス繊維で補強した、間隔を開けた細長い2組のロービングを、当該ベントの1つの表面上で相互に垂直な関係で、当該複合パネルの中の当該溝のそれぞれの部の上に位置する関係で、他の補強ロービングと交差するX字型の交差要素の補強ロービングに沿って、配置することを示す。
【図3】図1の本発明と同様の本発明の別の実施形態の平面図であるが、当該低強度線を画成する当該溝が、図1の当該複合パネルの溝よりも広いことを示す。
【図4】図3に示す中央のメイン複合パネルを有する爆発ベントの平面図であり、図2と同様の補強部品を備える。
【図5】図1と図2に示す爆発ベントの平面図であるが、当該中央のメイン複合パネルの中で低強度線の上に位置する関係で、ガラス繊維製の比較的短い複数の補強部品を備えることを示す。
【図6】爆発ベントの一般的な概要を示す部分拡大断面図であり、本発明に従って、例えば図1のような中央のメイン複合パネルを有する。
【図7】本発明に従った代替ベントの一般的な概要を示す部分拡大断面図であり、熱と圧力を加えて2枚の複合パネル要素を積層し、当該メイン複合パネルの当該ボディーの当該中央部分の中にガラス繊維の布地を備える。
【図8】当該メイン複合パネルの中の溝の1つの形状を説明する、当該パネルの拡大断面図である。
【図9】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図である。
【図10】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図である。
【図11】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図であり、当該溝の中に細長い金属棒を備える。
【図12】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図である。
【図13】図1に示す当該メイン複合パネルの代わりの実施形態の部分平面図であり、当該パネルの中に、協働して低強度線を画成する、間隔を開けた一連のスリットを有する。
【技術分野】
【0001】
発明の背景
発明の分野
故障複合物の爆発ベントに対する、延性破壊の挙動を有する比較的高い歪みは、高超過圧力状態から閉じ込められた空間を保護するために備えられるが、ビル、バグハウス、タンク、穀物貯蔵庫、設備、当該バグ・ハウスか当該設備に至るダクト作業か当該設備からのダクト作業、および危険な高超過圧力の発生を受ける他の構造物を含めて、ベントは、様々な構造物と容器の中の爆発やコントロールされていない炎から生じる急速な圧力上昇を受けて、特にエンクロージャー内の圧力解放開口部をカバーするのに適している。
【0002】
当該ベントは、当該樹脂よりも優れた引張強さを有する材料で補強された熱可塑性合成樹脂製の内部パネルを含む。好ましくは、当該補強材料は、織られたガラス繊維、および、任意のランダムなガラス繊維を含む。当該パネルは、当該パネルの厚さまで完全に延在する、または、当該パネルの厚さのごく一部分まで延在する、細長い連続した溝を有する。代わりに、そのそれぞれが当該パネルまで完全に、または、当該パネルのごく一部分まで延在する、一連の端と端を接した個別スロットを備えても良い。当該溝、または、スロットは、高超過圧力状態で開口する、当該ベントのそれぞれ中央の圧力解放領域を構成する低強度線を画成するために、少なくとも補強材料の一部を分断する。比較的薄いカバーシートは、当該ベントの流体の不透過性を高め、衛生部品、または衛生設備を必要とする分野での当該ベントの使用を可能にし、そして、当該ベントに比較的滑らかな対向表面仕上げを与えるために、当該中央のパネルの対向面上に備える。当該溝、または、スロットは、少なくとも部分的に、または完全に、合成樹脂材料を充填しても良い。あるいはまた、予め決めた超過圧力で破れて開口する当該ベントの中に、当該中央の圧力解放開口部を成す構成とし、その構成の当該パネルの中に、スチールワイヤなどの細長い物を埋め込んでも良い。
【0003】
また、当該ベントの当該パネル部は、当該溝、または、低強度線を画成するいくつかのスロットの上に位置するガラス繊維のロービングを含む、細長い補強部品を備えても良い。好ましくは、当該補強するガラスロービングは、当該パネルの当該圧力解放領域のすべての範囲を横切って延在する。当該パネルの当該圧力解放領域を開口するのに必要な超過圧力の量は、当該補強部品の数、形状、ガラスの組成物、および、相対的な配向性を変えることによって調節できる。
【背景技術】
【0004】
従来技術の説明
爆発ベントは、伝統的に金属製の破裂可能なシートを備えてきたが、そのシートが有する切り込み線、または、分断されたスリットは、当該ベントの当該圧力解放領域を構成する低強度線を画成する。当該ベントの当該圧力解放領域を開口するのに必要な超過圧力の量は、特に、当該低強度線の形、当該低強度線の性質、および、当該ベントの全領域内の当該低強度線の位置によって決定される。
【0005】
典型的な爆発ベントは、米国特許番号6,070,365に示されて、説明されているが、この中では、長方形の圧力解放パネルは、圧力解放開口部を横切って安全にするために適合させたフレーム内に取り付けられている。当該一体構成の圧力解放パネルは、スチール、ステンレススチール、インコネル、または、他の同様の金属製の単一シートから形成され、分断された複数のスリットが画成する三方向の低強度線を有している。間隔を開けた一連の破裂タブは、当該’365特許に示されているように、しばしば当該低強度線上に配置されているが、そのタブは、当該パネルの当該圧力解放領域が、爆発、または、高速燃焼の炎から生じる予め決めた高超過圧力で変形する前に、破裂しなければならない。
【0006】
米国特許番号5,036,632は、分断されたスリットが画成する三方向の低強度線を有する、従来の長方形の金属製シートの爆発ベントに関する別の例である。また、当該’632特許の当該ベント内には、破裂可能なタブを備えているが、そのタブは、当該パネルの当該中央部が、超過圧力を解放するために当該スリット線に沿って破裂する前に、壊れなければならない。当該破裂可能な金属製シートの周辺に、エラストマーのシーリングガスケットを備えても良い。
【0007】
当該’632特許の公開で参照している米国特許番号4,498,261は、比較的低い圧力で開口する長方形のベントパネルであり、当該薄いシート構造は、中程度の耐衝撃性のポリスチレン、アルミニウム合金などの比較的軟質の金属、または、完全に焼きなまされたステンレススチールであると記載されている。分断されたX字状のスリットは、当該ベントパネルまで延在し、当該Xの頂点で終わる個別の低強度線を画成している。当該破裂パネルと同じ領域を有する薄いシーリング膜は、当該破裂パネルに接着されているが、その膜は、ポリエチレン、ステンレススチール、または、アルミニウムから形成しても良い。類似構造は、米国特許番号4,612,739に示されて、説明されている。
【発明の開示】
【0008】
発明の概要
本発明は、高超過圧力状態から閉じ込められた空間を保護するための、非金属製で断片化しない爆発ベントに関し、そのベントは、当該樹脂よりも優れた引張強さを有する材料で補強されたポリプロピレンなどの合成樹脂製の複合パネルを含む。好ましい補強材料は、ガラス繊維であり、そのガラス繊維の形式は、ロービング、ガラスを織った布地、または、ランダムなガラス繊維でも良い。当該パネルは、当該パネル断面まで、または、当該パネル断面の厚さのごく一部分まで延在する溝を備える。当該溝、または、スロットは、当該低強度線を画成するために、当該補強材料を分断するが、その低強度線は、例えば、約25mbarから約200mbarまでのように、予め決めた超過圧力で開口する当該パネルの圧力解放領域を構成する。
【0009】
本発明の1つの実施形態では、当該ベントは、ポリプロピレンなどの合成樹脂材料製の2枚のパネル部材で構成するが、そのパネル部材は、相互に上に位置する関係に配置する。それぞれのパネル部材は、ガラス繊維で補強する。当該パネルの1枚か両方の中に位置調整した溝、または、スロットを機械的な摩耗で形成した後に、当該溝、または、スロットの中に合成樹脂材料を導入するか、あるいは、当該連続した低強度線の溝の中にスチールワイヤを置き、次に、加熱したプレス内に当該パネルを置く。薄いカバーシートは、当該薄板から成るユニットの対向する側面の上に位置する関係で備える。当該パネル部材の当該合成樹脂を流すために、当該パネル部材に十分な圧力と熱を加えて、当該カバーシート付きの複合ベントを形成する。好ましくは、当該ワイヤを使用する場合にその周りの当該溝の中に当該熱で軟化した樹脂を充填するか、または、当該溝の中に追加樹脂を入れて実質的に当該溝を充填する。
【0010】
間隔を開けた細長い複数の補強部品を、当該複合ベントの片方、または、両方の対向表面上に備え、それぞれの当該部品を当該溝、または、スロットの上に位置させても良い。当該補強部品は、そのための合成樹脂製キャリヤーの中の短い長さのガラスロービングでも良いが、当該複合ベントの全幅と全長に実質的に延在し、その結果、当該圧力解放領域を横切って延在する、より長い長さのガラスロービングでも良い。好ましくは、少なくとも2本のより長い長さのガラスロービングは、当該ベントの全幅、および/または、全高を横切って延在する。あるいはまた、当該複合ベント上に、2本以上のガラスロービングの補強部品を追加しても良いが、その補強部品は、相互に、かつ、当該ベントの左右方向と上下方向に相互に垂直な当該ガラス補強部品に対して相対的に鋭角を成す。
【0011】
当該パネルの中の当該溝は、例えばU字型、T字型、ほぼV字型、および円形を含む様々な断面形状を有しても良い。当該溝とほぼ同様な関係の配置に当該低強度線を画成する細長い溝の中に、スチール製の円形断面のロッドを備えても良い。好ましくは、ワイヤを含まない当該様々な形状の溝は、合成樹脂などの組成物でそれぞれ充填する。
【0012】
好ましい実施形態の詳細な説明
本発明に従った非金属製のベントの1つの実施形態は、図面の図1、図6、および図9で説明され、数字の20で指定される。ベント20は、ポリプロピレンなどの合成樹脂製の内部中央のボディー24で構成する、ほぼ平坦なメイン複合パネル22を含む。当該樹脂製ボディー24は、ボディー24の当該樹脂よりも優れた引張強さを有し、広く指定される材料26で補強する。好ましくは、材料26は、ガラス繊維のロービング28で構成するが、そのそれぞれは、ガラス繊維のロービング32と協働するガラス繊維の細長いストランド30の束を含み、ガラス繊維のロービング32のそれぞれもまた、ガラス繊維の細長いストランドの束を含む。当該ロービング28と32は、図6に示すように、ガラス繊維のメッシュ34を形成するために織り合わせる。比較的薄い合成樹脂製のカバーシート36と38は、パネル22の中央のボディー24のそれぞれの最外表面40と42にぴったりと接着する。
【0013】
当該中央のメイン複合パネル22は、図3、および、図9に示すように、低強度線を画成する溝44を有する。好ましくは、溝44は、パネル22のボディー24の当該補強材料26の大部分かすべてを分断できるくらいの断面距離まで延在するが、当該対向するカバーシート36と38までは延在しない。溝44のこの実施形態では、当該溝は、断面深さよりも長い断面幅を有するが、その溝幅は、例えば、約1.5mmから約30mmまで変動しても良い。好ましくは、カバーシート36と38は、複合パネル22の中央のボディー24を完全にカバーできるくらいにそれぞれ全体的に十分な寸法を有するが、少なくとも当該溝44で位置調整し、当該溝44を超えて延在する寸法を有するべきである。当該ガラス繊維のメッシュ34は、図9で明快に説明されないが、当該溝44が、溝44の全長にわたって、ガラス繊維のメッシュ34を含む当該補強材料26を分断するのは、その図から明らかである。好ましくは、溝44は、図1と図5に描写される平面図で、全体的にほぼU字型の形状を有するので、脚部46と48の隣接する端部で脚間部50に接合する、間隔を開けた平行な細長い1組の脚部46と48を有する。脚部46と48の終端部46aと48aは、それぞれ、パネル22の側縁52から等距離であり、終端部46aと48aの間にパネル22の蝶番領域54を成す。溝44の当該脚部46と48と脚間部50が協働して、パネル22の中央の圧力解放領域56を構成する。
【0014】
図9の概要を示す断面図の描写から確認できるが、複合パネル22の中の当該溝44は、長方形の断面形状を有するので、上方向に延在する細長い開口部61、および、対向する細長い開口部62と同様に、側壁58と60を有する。必然的ではないが、好ましくは、溝44は充填材の組成物64を含む。当該充填材の組成物64は、当該溝44のすべて、または、一部を充填しても良いし、ポリプロピレン、または、適当な接着剤などの合成樹脂を含んでも良い。必須ではないが、当該充填材の組成物64が、カバーシート36と38の上に位置するそれぞれの隣接する表面と同様に、中央のボディー24の側壁58と60にしっかり接着することが望ましい。
【0015】
ベント20は、爆発、または、高速燃焼の炎による燃焼生成物などの高超過圧力状態から保護するために、構造物の中の圧力解放開口部の(図示しない)フレーム内に取り付けるようにできている。そのために、複合パネル22、および、当該カバーシート36と38は、当該サポートフレームにベント20をしっかり取り付ける、ボルトの性質を有する受動締結具のために、また、高超過圧力によって作動した場合に、ベント20を迅速に交換するために、複数の取り付け開口部66を備える。
【0016】
溝44は、複合パネルブランクの中に形成され、補強材料26を埋め込んだ単一層パネル22、または、補強されて固結した積層パネル22のいずれかを含み、好ましくは、その中に当該補強材料26の少なくとも一部分、および、好ましくはすべてを分断するために、当該溝44がパネル22まで完全に延在するように、または、当該パネル22の十分な厚さまで延在するように、高圧ウォータージェットを使用して調節する。また、当該溝44が、当該溝の全長にわたって補強材料26を分断するのが好ましい。パネル22の中の当該溝44を形成する別の方法は、当該樹脂とガラスを蒸発させるレーザー光線、または、研摩ホイールか回転可能な切削工具を使用する機械的な摩耗、または、他の同等な材料除去装置か摩耗装置を使用することを含む。
【0017】
パネル22は、フランスのシャンベリセデックスにあるヴェトロテックスレインフォースメント社(Vetrotex Renforcement S.A.)から、TWINTEX P PP 60 1485 1/1 AFとして入手可能な、固結した複合プレートから形成しても良い。当該製品コードは、「P」はプレートを表し、「PP」はポリプロピレンマトリクスであることを意味し、「60」は重量でのガラス含有率(%)で、「1485」は公称重量(g/m2)で、「1/1」はバランスのとれている製品であることを意味し、そして、「AF」は天然色のロービングタイプである。このTWINTEX製品は、織られて共に混ぜられたガラス繊維とプロピレンの糸を有する、予備固結したプレートで、約300MPaの引張強さ(ISO527)、約280MPaの曲げ強さ(ISO178)、160KJ/m2のノッチなしのシャルピー衝撃強さ(ISO179)、および、140KJ/m2のノッチ付きのアイゾット衝撃強さ(ISO180)を有する。ベントを製作するための典型的なプレートは、例えば2000mm×1200mmの変形品として注文しても良い。
【0018】
これらのTWINTEXプレートは、厚さ、全幅寸法と全高寸法、熱とUVの安定化処理済み、別の種類のガラス繊維(異なった長さのストランドのロービング、ランダムな長さの配向された繊維、メッシュ、布地など)、別のガラス重量比率と合成樹脂の種類、当該顧客の指定による予備固結の度合い、および、天然色か黒色かの選択により、セイント−ゴバイン(Saint−Gobain)から購入可能である。
【0019】
カバー36と38は、例えば、厚さがそれぞれ120μmのポリプロピレンシートでも良い。他のポリマーとシートの厚さは、例えば、表面処理の条件を満たし、当該ベントのベース破壊圧力を調節するのに必要な、約20μmから約1,000μmの範囲内で選ぶことができる。複合パネル22の厚さは、通常約1mmから約10mmまで変動しても良い。
【0020】
好ましくは、ベント20は、複合パネルブランクを置くことによって製作するが、そのブランクは、例えば、ガラス繊維のメッシュ34をその中に埋め込まれたポリプロピレンなどの合成樹脂を含み、前述のように、溝44を従来の適当な加熱された(図示しない)プラテンプレス内でそのブランクの中に形成した。当該積層組立品を当該プレス内に置く前に、中央のメイン複合ボディー24の対向する面40上と42上とにカバーシート36と38を置くが、その代わりに、例えば、まず当該カバーシート38を当該プレス内に置き、次に当該中央のボディー24を、当該ガラス繊維のメッシュ34をその中に埋め込んでから当該プレス内に導入し、最後に当該カバーシートを当該中央のボディー24の上面上に置いても良い。その時、当該プレス内で当該薄板から成る組立品に対して熱と圧力を加えても良い。
【0021】
必要に応じて、当該プラテンプレスを閉じて、当該薄板から成る構造に熱を加える前に、図5に示すように、間隔を開けた細長い比較的短い複数の補強部品68を、パネル22の当該カバーシート36上に、溝44の上に位置する関係で備えても良い。好ましくは、それぞれの当該部品68は、ガラス繊維のロービングを含み、そのロービングは、当該複合パネル22に対して熱と圧力を加える間に、カバーシート36とボディー24と一体化する。部品68は、ポリプロピレンなどの合成樹脂の中に埋め込んだ、連続した細長いガラス繊維で製作しても良いが、カバーシート36と中央のボディー24の一部を含む、パネル22の当該合成樹脂を溶解した結果として、パネル22の当該合成樹脂成分の中に組み込まれるガラス繊維だけを含んでも良い。備える部品68の数、部品68間の当該間隔、溝44の上に位置する関係での部品68の当該戦略的位置、および、部品68の当該断面積は、当該ガラス繊維の性質と量を含めて、当該低強度線の破裂に影響を与えるのに必要な、最終的な超過圧力を調節するために、自由に変更しても良い。
【0022】
図2を見ると確認できるが、図5に示すパネル22の当該実施形態の当該比較的短い補強部品68の代わりに、パネル22は、パネル22と一体化し、実質的にその全幅を横切って延在する、ガラス繊維のロービングで補強した、間隔を開けた細長い平行な1組の補強部品70と72とを備えても良い。同様に、ガラス繊維のロービングで補強した、間隔を開けた細長い平行な1組の補強部品74と76は、パネル22と一体化し、実質的に部品70と72に対して垂直な関係で当該パネルの高さ寸法を横切って延在する。パネル22の追加補強は、ガラス繊維のロービングの交差補強部品78と80の形に備えても良く、その部品は、パネル22のそれぞれの対角から延在し、当該パネルの中央で交差し、部品70と72に対してある角度を成す。補強部品68と同様に、当該ガラス繊維の性質と量を含めて、部品70−80の当該断面寸法は、低強度線の破裂に影響を与えるのに必要な、最終的な超過圧力を調節するために、自由に変更しても良い。部品68−80は、カバーシート36の上面上に置いても良いが、概要を図面に示すように、当該加熱したプレス内でパネル22を圧縮する間に、パネル22のボディー24の中に埋め込んでも良い。
【0023】
好ましい積層パネル22の製作では、上で特定した当該ガラス繊維で補強したポリプロピレン製の2枚のTwintexプレートをプレス内に置く。当該プレートは、約2.65mmの公称上の厚みを有しても良い。当該上側のプレートの上面の上に位置する当該カバー36に対して、プレスのプラテンを下げ、当該プレスの温度を、10℃/分の速さで、当該ポリプロピレンの融点165℃の上のレベルまで、好ましくは、約165℃から約225℃までの範囲内で上昇させる。好ましくは、圧力上昇の速さは、最終圧力に対して約0.5bar/分であるが、約0.25barから約3barまで変動しても良い。好ましくは、当該複合パネル22、カバー36と38、および、もし備えれば当該補強部品68を含むベント20の完全固結での公称上の厚さは、約2.25mmである。当該積層パネル上の最大圧力を、約200℃の当該プレス内の最高温度で、約5分間維持する。当該積層パネル22上の圧力を維持している間、当該プレスは、約10℃/分の速さで約60℃まで冷却させ、その後当該パネル22を当該プレスから取り除く。ある程度の剛性を当該積層パネルに与え、当該上下のプラテンの間の当該プレス内への当該パネルの導入を容易にするために、当該プレートを当該プレス内に導入する前に、必要に応じて予熱しても良い。
【0024】
部品70−80は、溝44が画成する当該低強度線の最大破壊圧力を調節するのに役立ち、領域56の調節された開口を保証するために機能する。その上、部品70−80は、中央の領域56の開口中に、パネル22の安定性を増加させ、パネル22の中央の領域56の断片化を防ぐ。好ましくは、部品70−80は、ポリプロピレンなどの合成樹脂と結合する、または、樹脂成分なしで供給される、連続した長さのガラス繊維を有する。
【0025】
補強部品68−80の選択供給に加えて、当該低強度線を画成する溝44の形状と深さは、さらに当該超過圧力を調節するために変更しても良いが、その超過圧力は、当該ベント20の当該中央の圧力解放領域56を開口するために、当該低強度線の破裂に影響を与える必要がある。概要を図8−12に描写するように、複合パネル22の代替構造は、説明の明快さのため補強材料26の表示を含まない。しかしながら、これらの代わりの実施形態のそれぞれに、図6に示すような補強材料26、または、例えば、図7に描写する補強材料を備えることを理解するべきである。
【0026】
図12で説明する当該代わりの低強度線は、パネル22のボディー24までごく部分的に延在する、U字型の溝44aを有する。図12から確認できるが、溝44aの当該下部壁62aは、カバー38から間隔を開ける。しかしながら、好ましくは、溝44aの深さは、実質的にすべての当該ガラス繊維の材料26の分断を保証できるくらいの深さであるべきである。好ましくは、溝44aの中に、ポリプロピレン、または、同等品の充填材料64aを備える。カバー36は、材料64aを充填する溝44aと同様に、当該複合パネル22の中央のボディー24の上面全体の上に位置する。図12に示す概要図は、説明目的のためだけであり、必要な超過圧力値で当該低強度線を破裂させるために、溝44aの深さを選択的に調節することを理解するべきである。図12の当該実施形態では、当該溝44aは、幅よりも長い深さを有する。
【0027】
図8に示すパネル22の代替構造では、当該溝44bは、台形の形状を有し、シート38でカバーされる溝44bの下部の開口部62bに向かって狭まる、対向する傾斜側壁58bと60bを有する。また、好ましくは、溝44bは、ポリプロピレン、または、同様の樹脂の充填材64bを含み、複合パネルのボディー24の上面の上に位置するシート36でカバーする。
【0028】
図10に示すパネル22の代替構造の溝44cは、T字形断面を有する。溝44cの上側の脚部44c’は、中央下部の脚部44c’’よりも長い幅を有する。カバーシート36は、溝44cの上側の開口部62dの上に位置するが、カバーシート38は、溝44cの下部の開口部62cの上に位置する。また、好ましくは、溝44cは、ポリプロピレンなどの合成樹脂の充填材64cを有する。
【0029】
概要を図11に描写するように、複合パネル22の中の溝44dは、円形の断面形状を有する。ロッド82は、好ましくはスチール製で、溝44dの中に配置する。ロッド82は、溝44dの円形壁で補完される断面直径を有する。概要を図11に示すロッド82は、本質的には溝44dと同じ直径を有するが、溝44dの中でロッド82を囲み、合成樹脂の充填材を含む空間があれば、ロッド82は、当該溝より小さい直径を有しても良い。パネル22の好ましい実施形態では、当該全体的にU字型に曲がったスチールロッド82は、2mmの直径を有し、当該スチールロッドに対する、当該周囲のポリプロピレン樹脂の非粘着性を向上するために、リリースコーティングを備える。補強部品68−80は、ロッド82に橋渡しする関係にあることに注意するべきである。好ましくは、複合パネル22の中に溝44dを形成し、当該溝の中にロッド82を挿入し、必要に応じて合成樹脂の充填材を加え、その後、パネル22の対向表面にカバーシート36と38を付け、次に、当該加熱した型内に当該組立品を置く。
【0030】
溝44dの中へのスチールロッドの供給は、当該加熱したプレス内でパネル22を形成する間、溝44の全長にわたってその保全性と均一性を維持するのに役立つ。さらに、ロッド82は、溝44が画成する当該低強度線が破裂することによって、パネル22の当該破壊圧力の調節に貢献し、当該低強度線が全長にわたって均一に破裂することを保証する。スチールロッド82は好ましいが、当該ロッドは、熱硬化性樹脂、または、熱可塑性樹脂を含むその他の材料を有し、その材料は、パネル22の当該中央のボディー24よりも優れた剛性を当該ロッドに付加した特性を有しても良い。
【0031】
概要を当該図面の図1と図2に示すが、溝44eは、図3と図9のパネル22の中の溝44よりも実質的に狭く描写している。この点で、パネル22の中に当該低強度線を画成し、当該中央の圧力解放領域56の三方向を構成する溝の当該有効幅が、ベント20の選択された破壊圧力を得るために変更可能であることを理解すべきである。溝44と44a−eは、長方形を成すように示すが、当該溝が、半円形、または、ほぼ長方形の形状の角に曲がった部分を持つ長方形を含めて、別の形状を有しても良いことを理解すべきである。
【0032】
好ましくは、補強材料26は、ガラス繊維の組成物であるが、パネル22の当該樹脂よりも優れた引張強さを有するその他の材料を使用しても良い。例えば、ステンレススチールのメッシュを当該パネルの中の当該溝の全長にわたって分断しさえすれば、当該ステンレススチールのメッシュをパネル22の中に埋め込んでも良い。あるいはまた、補強材料26は、熱可塑性樹脂でコーティングされたアラミド繊維、または、メッシュでも良い。また、アラミド繊維は、当該補強部品68−80に使用しても良い。
【0033】
好ましくは、図7で説明する本発明の当該代わりの積層パネル122の構造は、当該熱プレス内に合成樹脂製の2枚のプレート122aと122bを導入して、製作するが、そのそれぞれのプレートは、比較的短くて、ランダムに分配されたガラス繊維130を含む。ガラス繊維の布地132は、プレート122aと122bの間に挿入する。カバーシート136と138は、それぞれプレート122aと122bの最外表面上に配置する。図7には示さないが、パネル122は、溝44、44a−eなどの断面形状の溝を備えることを理解すべきである。
【0034】
図13に示す、代わりのベント220の当該複合パネル222は、溝44と同様に、全体的にU字型の形状の低強度線244を協働して画成する一連のノッチ240を備える。この点で、カバー36と本質的に同じ材料で同じ厚さの当該カバー236は、複合パネル222の上面の上に位置し、溝244を画成する当該ノッチ240上に位置することを理解すべきである。ベント220の当該中央部256を開口させる超過圧力条件は、当該個別ノッチ240の長さ、隣接するノッチ240の終端間の距離、および、ノッチ240の深さと形状によって部分的に調節する。
【0035】
好ましくは、ベント20は、ガラス繊維の補強材料をその中に埋め込んだ、合成樹脂材料製の複合パネル22を使用して製作するので、ベント20は、日光への露出による悪影響を受けず、異なった大気条件に耐えることができる。当該ベント22は、静的な電荷を蓄積せず、短時間の曝露では可燃性でも自燃性でもなく、非刺激物質と非有毒物質とだけを含む。
【0036】
複合パネル22の当該組成物、パネル22の厚さ、溝44の深さや形状、または、低強度線244を画成するノッチ240の深さや形状と同様に、パネル22、および、カバーシート36と38とに異なった熱可塑性樹脂を使用すること、および、補強材料26の種類を変更することによって、ベント20への広範囲な破壊圧力を備えても良い。その上、材料の種類の選択と、シート36と38の厚さの選択は、当該ベントの当該破壊圧力、または、故障圧力の調節に対して、ある程度選択的に貢献させることができる。同様に、材料26と当該部品68−80の当該繊維の糸の重量を変更することによって、当該故障圧力をさらに調節できる。同様に、部品68−80は、溝44と44a−eの上面を横切って橋渡しする関係に、または、当該溝の下方のカバーシート38上に置いても良い。代わりに、部品68−80は、図6に示すように、材料26の上部か下部に、あるいは、パネル122の布地132の上方か下方に、パネル22の中に埋め込んでも良い。ポリプロピレンなどの熱可塑性の材料は、熱硬化性樹脂よりも高い延性を有し、その結果、蝶番領域54での当該ベントの断片化の可能性を減少させるので、その材料は、パネル22と122の当該樹脂部分として好まれる。別の選択肢は、熱可塑性樹脂でコーティングし、熱可塑性の粉を含浸したガラスの糸を使用することである。当該パネルの表面から当該補強部品を剥離し、蝶番領域54からピークエネルギーをそらし、パネル22の外辺部分からの圧力解放領域56の分離、または、その領域の断片化を防いだ結果、溝44、44a−eに橋渡しする関係にある選択的な補強部品68−80の供給は、当該ベントの当該開口部に瞬間的な時間遅れを与えるのに役立つ。
【0037】
特に、複合パネル22は、例えば、約200mm×200mmから約1500mm×2000mmまでの比較的大きいベントの製作の役に立つ。当該ベント領域は、溝44、44a−eの長さの増加よりも速い割合で増加するので、当該ベントの全体的なサイズが増大すればするほど、中央の圧力解放領域56が開口する超過圧力値を減少させることができる。
【0038】
ベント20の製作のために熱可塑性の複合材料を使用すれば、単に当該プレス型の形状を変更することによって、当該ベントの形状を変更できる。例えば、当該ベントの特定用途に指定した当該破壊特性にしたがって、当該複合パネル22の中央の領域を、対称か、非対称か、またはピラミッドの形状を有する、いずれかのドームに形成できる。また、プレス内で冷間プレスの次の当該パネルの予熱、または、二台のベルトラミネータの間の当該パネルの予熱を含めて、ベント20を製作するための技法を変更できる。
【0039】
ベント20は、ガラス繊維、メッシュ、または布地などの補強材料をその中に埋め込んだ合成樹脂材料で構成するので、完成したベントは、様々な衛生分野に適している。複合パネル22は、ベント20の当該破壊特性を変更せずに、日常的に、かつ定期的に、従来の衛生化手順に従っても良い。
【図面の簡単な説明】
【0040】
【図1】非金属製の爆発ベントを説明する、本発明の1つの実施形態の平面図であり、中央のメイン複合ベントパネルには、全体的にほぼU字型の形状を有し、その中に低強度線を画成する比較的細い溝を備える。
【図2】図1の当該ベントと同様の非金属製の爆発ベントを説明する、本発明の別の実施形態の平面図であるが、ガラス繊維で補強した、間隔を開けた細長い2組のロービングを、当該ベントの1つの表面上で相互に垂直な関係で、当該複合パネルの中の当該溝のそれぞれの部の上に位置する関係で、他の補強ロービングと交差するX字型の交差要素の補強ロービングに沿って、配置することを示す。
【図3】図1の本発明と同様の本発明の別の実施形態の平面図であるが、当該低強度線を画成する当該溝が、図1の当該複合パネルの溝よりも広いことを示す。
【図4】図3に示す中央のメイン複合パネルを有する爆発ベントの平面図であり、図2と同様の補強部品を備える。
【図5】図1と図2に示す爆発ベントの平面図であるが、当該中央のメイン複合パネルの中で低強度線の上に位置する関係で、ガラス繊維製の比較的短い複数の補強部品を備えることを示す。
【図6】爆発ベントの一般的な概要を示す部分拡大断面図であり、本発明に従って、例えば図1のような中央のメイン複合パネルを有する。
【図7】本発明に従った代替ベントの一般的な概要を示す部分拡大断面図であり、熱と圧力を加えて2枚の複合パネル要素を積層し、当該メイン複合パネルの当該ボディーの当該中央部分の中にガラス繊維の布地を備える。
【図8】当該メイン複合パネルの中の溝の1つの形状を説明する、当該パネルの拡大断面図である。
【図9】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図である。
【図10】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図である。
【図11】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図であり、当該溝の中に細長い金属棒を備える。
【図12】当該メイン複合パネルの中の溝の別の形状を説明する、当該パネルの拡大断面図である。
【図13】図1に示す当該メイン複合パネルの代わりの実施形態の部分平面図であり、当該パネルの中に、協働して低強度線を画成する、間隔を開けた一連のスリットを有する。
【特許請求の範囲】
【請求項1】
高超過圧力状態から閉じ込められた空間を保護するための非金属製の爆発ベントであり、
合成樹脂製の複合パネルを含み、
前記樹脂は、当該樹脂よりも優れた引張強さを有する材料で補強され、
前記パネルは、1組の対向表面を有し、当該パネルの当該表面の1つから、当該パネルの厚さのごく一部分まで、内側方向の断面に延在する細長い溝を備え、
前記溝は、低強度線を画成するために、当該補強材料を分断し、当該低強度線は、前記超過圧力状態で開口する当該パネルの圧力解放領域を構成する、爆発ベント。
【請求項2】
前記パネルは、ほぼ平坦な形状を有する、請求項1に記載の爆発ベント。
【請求項3】
前記溝は、全体的にほぼU字型の形状を有し、対向する細長い脚部とその間の脚間部とを有し、前記脚間部から遠く離れた当該溝の当該脚部の間にある当該パネルのセグメントが、当該圧力解放領域のために当該パネルの蝶番部分を成す、請求項1に記載の爆発ベント。
【請求項4】
前記溝は、当該パネルの厚さまで実質的に延在する、請求項1に記載の爆発ベント。
【請求項5】
前記溝は、その全長にわたって分断されない、請求項1に記載の爆発ベント。
【請求項6】
当該溝は、その断面がほぼU字型の形状を有する、請求項1に記載の爆発ベント。
【請求項7】
前記溝は、深さより大きい幅を有する、請求項1に記載の爆発ベント。
【請求項8】
当該パネルの当該合成樹脂を補強する前記材料は、ガラス繊維を含む、請求項1に記載の爆発ベント。
【請求項9】
前記ガラス繊維は、ガラスロービングの細長いストランドを含む、請求項8に記載の爆発ベント。
【請求項10】
前記ガラス繊維は、織目を構成するために配向されたガラスのストランドを含む、請求項8に記載の爆発ベント。
【請求項11】
前記パネルは、中央のボディーを備え、当該ボディーの上に位置する合成樹脂製のシートが当該パネルの前記対向表面を成す、請求項1に記載の爆発ベント。
【請求項12】
それぞれの前記シートは、当該パネルの当該中央のボディーの厚さより実質的に薄い、請求項11に記載の爆発ベント。
【請求項13】
前記溝は、当該シートの1枚までと、当該パネルの当該中央のボディー全体の厚さまでとだけに延在する、請求項11に記載の爆発ベント。
【請求項14】
前記線溝は、その断面がほぼ台形の形状を有する、請求項1に記載の爆発ベント。
【請求項15】
前記溝は、その断面がほぼT字型の形状を有する、請求項1に記載の爆発ベント。
【請求項16】
前記溝は、その断面がほぼ円形の形状を有する、請求項1に記載の爆発ベント。
【請求項17】
前記溝は、細長いスチール棒を備える、請求項16に記載の爆発ベント。
【請求項18】
当該パネルで運ばれる、間隔を開けた細長い複数の補強部品を備え、それぞれの当該部品は当該溝の上に位置する関係である、請求項1に記載の爆発ベント。
【請求項19】
前記パネルは、側方マージンを有する、ほぼ長方形の形状を有し、前記溝は、全体的にほぼU字型の形状を有し、1組のほぼ平行な脚部と、当該脚部の隣接する端部間の脚間部とを有し、当該溝の前記脚部と当該脚間部とは、当該パネルのそれぞれの側方マージンと隣接する関係にほぼ平行である、請求項1に記載の爆発ベント。
【請求項20】
当該溝の前記脚部と当該脚間部は、それぞれほぼ直線で囲まれた形状を有する、請求項19に記載の爆発ベント。
【請求項21】
高超過圧力状態から閉じ込められた空間を保護するための非金属製の爆発ベントであり、
合成樹脂製の複合パネルを含み、
前記樹脂は、当該樹脂よりも優れた引張強さを有する材料で補強され、
前記パネルは、1組の対向表面を有し、当該パネルの当該表面の1つから、当該パネルの厚さのごく一部分まで、内側方向の断面に延在する細長い溝と、
当該パネルで運ばれる、間隔を開けた細長い複数の補強部品と、当該溝の上に位置するそれぞれの当該部品と、を備え、
前記溝は、低強度線を画成するために、当該補強材料を分断し、当該低強度線は、前記超過圧力状態で開口する当該パネルの圧力解放領域を構成する、爆発ベント。
【請求項22】
少なくとも前記溝の一部を充填する組成物を備える、請求項21に記載の爆発ベント。
【請求項23】
前記補強部品は、当該パネルと一体構成である、請求項21に記載の爆発ベント。
【請求項24】
それぞれの前記補強部品は、ガラス繊維のロービングを含む、請求項21に記載の爆発ベント。
【請求項25】
前記補強部品は、当該溝の上に位置し、当該パネルの当該圧力解放領域を横切って延在する、請求項21に記載の爆発ベント。
【請求項26】
少なくとも2つの補強部品を備え、前記部品は、当該溝の上に位置し、当該パネルの当該圧力解放領域を横切って、相互にほぼ垂直な関係で配置される、請求項21に記載の爆発ベント。
【請求項27】
当該補強部品は、前記2つの部品に対してある角度を成し、当該パネルの前記圧力解放領域を横切って延在する交差要素を含む、請求項26に記載の爆発ベント。
【請求項28】
1組の前記交差要素を備え、前記交差要素は、相互にある角度を成す、請求項27に記載の爆発ベント。
【請求項29】
前記パネルは、一体構成である2つの合成樹脂層を含み、それぞれの前記層は、当該それぞれの層の当該合成樹脂よりも優れた引張強さを有する補強材料を備え、前記溝は、1つの層まで完全に、および他の層のごく一部分に延在する、請求項21に記載の爆発ベント。
【請求項30】
当該層の1つの中に埋め込まれた多数の細長い補強部品を備え、それぞれ(の当該部品)は当該溝の上に位置する、請求項21に記載の爆発ベント。
【請求項31】
前記補強部品は、ガラス繊維を含む、請求項30に記載の爆発ベント。
【請求項32】
前記補強材料は、前記層の間に位置する、請求項29に記載の爆発ベント。
【請求項33】
前記補強材料は、ガラスを織った布地を含む、請求項32に記載の爆発ベント。
【請求項34】
前記材料は、当該布地のそれぞれの側面上にランダムガラス繊維を含む、請求項33に記載の爆発ベント。
【請求項35】
当該パネルの対向側面上に、一体構成である合成樹脂製のカバーシートを備える、請求項21に記載の爆発ベント。
【請求項36】
前記組成物は、当該溝を充填する合成樹脂である、請求項21に記載の爆発ベント。
【請求項37】
前記パネルの厚さは約2.25mmである、請求項21に記載の爆発ベント。
【請求項38】
当該パネルの厚さは約2.25mmであり、それぞれの当該シートの厚さは約120μmである、請求項35に記載の爆発ベント。
【請求項39】
当該溝はほぼ円形の形状を有し、当該溝の直径は約2mmであり、当該溝の中に約2mmの直径を有するスチール棒を備える、請求項37に記載の爆発ベント。
【請求項40】
当該パネルの前記圧力解放領域は、約25mbarから約200mbarの圧力で開口する、請求項1に記載の爆発ベント。
【請求項41】
前記パネルは予備固結したプレートであり、当該合成樹脂はポリプロピレンであり、前記材料は当該ポリプロピレンの中に組み込まれるガラス繊維である、請求項1に記載の爆発ベント。
【請求項42】
前記材料は、当該パネルの重量で約60%を含むガラス繊維である、請求項1に記載の爆発ベント。
【請求項43】
前記パネルは、約300MPaの引張強さ係数を有する、請求項1に記載の爆発ベント。
【請求項44】
前記パネルは、約280MPaの曲げ強さ係数を有する、請求項1に記載の爆発ベント。
【請求項45】
前記合成樹脂は熱可塑性樹脂であり、当該材料はガラス繊維である、請求項1に記載の爆発ベント。
【請求項46】
当該溝の断面の幅が約1.5mmから約30mmである、請求項1に記載の爆発ベント。
【請求項1】
高超過圧力状態から閉じ込められた空間を保護するための非金属製の爆発ベントであり、
合成樹脂製の複合パネルを含み、
前記樹脂は、当該樹脂よりも優れた引張強さを有する材料で補強され、
前記パネルは、1組の対向表面を有し、当該パネルの当該表面の1つから、当該パネルの厚さのごく一部分まで、内側方向の断面に延在する細長い溝を備え、
前記溝は、低強度線を画成するために、当該補強材料を分断し、当該低強度線は、前記超過圧力状態で開口する当該パネルの圧力解放領域を構成する、爆発ベント。
【請求項2】
前記パネルは、ほぼ平坦な形状を有する、請求項1に記載の爆発ベント。
【請求項3】
前記溝は、全体的にほぼU字型の形状を有し、対向する細長い脚部とその間の脚間部とを有し、前記脚間部から遠く離れた当該溝の当該脚部の間にある当該パネルのセグメントが、当該圧力解放領域のために当該パネルの蝶番部分を成す、請求項1に記載の爆発ベント。
【請求項4】
前記溝は、当該パネルの厚さまで実質的に延在する、請求項1に記載の爆発ベント。
【請求項5】
前記溝は、その全長にわたって分断されない、請求項1に記載の爆発ベント。
【請求項6】
当該溝は、その断面がほぼU字型の形状を有する、請求項1に記載の爆発ベント。
【請求項7】
前記溝は、深さより大きい幅を有する、請求項1に記載の爆発ベント。
【請求項8】
当該パネルの当該合成樹脂を補強する前記材料は、ガラス繊維を含む、請求項1に記載の爆発ベント。
【請求項9】
前記ガラス繊維は、ガラスロービングの細長いストランドを含む、請求項8に記載の爆発ベント。
【請求項10】
前記ガラス繊維は、織目を構成するために配向されたガラスのストランドを含む、請求項8に記載の爆発ベント。
【請求項11】
前記パネルは、中央のボディーを備え、当該ボディーの上に位置する合成樹脂製のシートが当該パネルの前記対向表面を成す、請求項1に記載の爆発ベント。
【請求項12】
それぞれの前記シートは、当該パネルの当該中央のボディーの厚さより実質的に薄い、請求項11に記載の爆発ベント。
【請求項13】
前記溝は、当該シートの1枚までと、当該パネルの当該中央のボディー全体の厚さまでとだけに延在する、請求項11に記載の爆発ベント。
【請求項14】
前記線溝は、その断面がほぼ台形の形状を有する、請求項1に記載の爆発ベント。
【請求項15】
前記溝は、その断面がほぼT字型の形状を有する、請求項1に記載の爆発ベント。
【請求項16】
前記溝は、その断面がほぼ円形の形状を有する、請求項1に記載の爆発ベント。
【請求項17】
前記溝は、細長いスチール棒を備える、請求項16に記載の爆発ベント。
【請求項18】
当該パネルで運ばれる、間隔を開けた細長い複数の補強部品を備え、それぞれの当該部品は当該溝の上に位置する関係である、請求項1に記載の爆発ベント。
【請求項19】
前記パネルは、側方マージンを有する、ほぼ長方形の形状を有し、前記溝は、全体的にほぼU字型の形状を有し、1組のほぼ平行な脚部と、当該脚部の隣接する端部間の脚間部とを有し、当該溝の前記脚部と当該脚間部とは、当該パネルのそれぞれの側方マージンと隣接する関係にほぼ平行である、請求項1に記載の爆発ベント。
【請求項20】
当該溝の前記脚部と当該脚間部は、それぞれほぼ直線で囲まれた形状を有する、請求項19に記載の爆発ベント。
【請求項21】
高超過圧力状態から閉じ込められた空間を保護するための非金属製の爆発ベントであり、
合成樹脂製の複合パネルを含み、
前記樹脂は、当該樹脂よりも優れた引張強さを有する材料で補強され、
前記パネルは、1組の対向表面を有し、当該パネルの当該表面の1つから、当該パネルの厚さのごく一部分まで、内側方向の断面に延在する細長い溝と、
当該パネルで運ばれる、間隔を開けた細長い複数の補強部品と、当該溝の上に位置するそれぞれの当該部品と、を備え、
前記溝は、低強度線を画成するために、当該補強材料を分断し、当該低強度線は、前記超過圧力状態で開口する当該パネルの圧力解放領域を構成する、爆発ベント。
【請求項22】
少なくとも前記溝の一部を充填する組成物を備える、請求項21に記載の爆発ベント。
【請求項23】
前記補強部品は、当該パネルと一体構成である、請求項21に記載の爆発ベント。
【請求項24】
それぞれの前記補強部品は、ガラス繊維のロービングを含む、請求項21に記載の爆発ベント。
【請求項25】
前記補強部品は、当該溝の上に位置し、当該パネルの当該圧力解放領域を横切って延在する、請求項21に記載の爆発ベント。
【請求項26】
少なくとも2つの補強部品を備え、前記部品は、当該溝の上に位置し、当該パネルの当該圧力解放領域を横切って、相互にほぼ垂直な関係で配置される、請求項21に記載の爆発ベント。
【請求項27】
当該補強部品は、前記2つの部品に対してある角度を成し、当該パネルの前記圧力解放領域を横切って延在する交差要素を含む、請求項26に記載の爆発ベント。
【請求項28】
1組の前記交差要素を備え、前記交差要素は、相互にある角度を成す、請求項27に記載の爆発ベント。
【請求項29】
前記パネルは、一体構成である2つの合成樹脂層を含み、それぞれの前記層は、当該それぞれの層の当該合成樹脂よりも優れた引張強さを有する補強材料を備え、前記溝は、1つの層まで完全に、および他の層のごく一部分に延在する、請求項21に記載の爆発ベント。
【請求項30】
当該層の1つの中に埋め込まれた多数の細長い補強部品を備え、それぞれ(の当該部品)は当該溝の上に位置する、請求項21に記載の爆発ベント。
【請求項31】
前記補強部品は、ガラス繊維を含む、請求項30に記載の爆発ベント。
【請求項32】
前記補強材料は、前記層の間に位置する、請求項29に記載の爆発ベント。
【請求項33】
前記補強材料は、ガラスを織った布地を含む、請求項32に記載の爆発ベント。
【請求項34】
前記材料は、当該布地のそれぞれの側面上にランダムガラス繊維を含む、請求項33に記載の爆発ベント。
【請求項35】
当該パネルの対向側面上に、一体構成である合成樹脂製のカバーシートを備える、請求項21に記載の爆発ベント。
【請求項36】
前記組成物は、当該溝を充填する合成樹脂である、請求項21に記載の爆発ベント。
【請求項37】
前記パネルの厚さは約2.25mmである、請求項21に記載の爆発ベント。
【請求項38】
当該パネルの厚さは約2.25mmであり、それぞれの当該シートの厚さは約120μmである、請求項35に記載の爆発ベント。
【請求項39】
当該溝はほぼ円形の形状を有し、当該溝の直径は約2mmであり、当該溝の中に約2mmの直径を有するスチール棒を備える、請求項37に記載の爆発ベント。
【請求項40】
当該パネルの前記圧力解放領域は、約25mbarから約200mbarの圧力で開口する、請求項1に記載の爆発ベント。
【請求項41】
前記パネルは予備固結したプレートであり、当該合成樹脂はポリプロピレンであり、前記材料は当該ポリプロピレンの中に組み込まれるガラス繊維である、請求項1に記載の爆発ベント。
【請求項42】
前記材料は、当該パネルの重量で約60%を含むガラス繊維である、請求項1に記載の爆発ベント。
【請求項43】
前記パネルは、約300MPaの引張強さ係数を有する、請求項1に記載の爆発ベント。
【請求項44】
前記パネルは、約280MPaの曲げ強さ係数を有する、請求項1に記載の爆発ベント。
【請求項45】
前記合成樹脂は熱可塑性樹脂であり、当該材料はガラス繊維である、請求項1に記載の爆発ベント。
【請求項46】
当該溝の断面の幅が約1.5mmから約30mmである、請求項1に記載の爆発ベント。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公表番号】特表2009−531637(P2009−531637A)
【公表日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願番号】特願2009−503099(P2009−503099)
【出願日】平成19年1月11日(2007.1.11)
【国際出願番号】PCT/US2007/060394
【国際公開番号】WO2007/112147
【国際公開日】平成19年10月4日(2007.10.4)
【出願人】(593224670)ファイク・コーポレーション (18)
【氏名又は名称原語表記】FIKE CORPORATION
【Fターム(参考)】
【公表日】平成21年9月3日(2009.9.3)
【国際特許分類】
【出願日】平成19年1月11日(2007.1.11)
【国際出願番号】PCT/US2007/060394
【国際公開番号】WO2007/112147
【国際公開日】平成19年10月4日(2007.10.4)
【出願人】(593224670)ファイク・コーポレーション (18)
【氏名又は名称原語表記】FIKE CORPORATION
【Fターム(参考)】
[ Back to top ]