
強磁性体を有する球の異方性と疲労損傷を評価する方法
【課題】強磁性体を有する球において、製造時に発生する結晶集合組織や相の不均一性による異方性(非球対称性)や使用時に発生する疲労損傷にともなう転位密度の増加を、簡便に測定する方法を提供する。
【解決手段】強磁性材料からなる被測定物を一様磁場下で回転させ、前記被測定物の回転により誘起される磁界変動を、前記被測定物の近傍に配置された磁気センサーで測定することにより、前記強磁性材料の磁気特性を評価する。
【解決手段】強磁性材料からなる被測定物を一様磁場下で回転させ、前記被測定物の回転により誘起される磁界変動を、前記被測定物の近傍に配置された磁気センサーで測定することにより、前記強磁性材料の磁気特性を評価する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転がり軸受等に使用される強磁性体を含む球において、製造時から有する相分布や結晶配向性、残留応力による異方性や、使用時に表面に蓄積される転位密度の増加による疲労損傷の評価を、試料の回転運動により生じる誘起変動磁場スペクトルから評価する手法に関するものである。
その際、外部磁場下で強磁性体を有する球を2軸回転させる構造の装置を用いることにより、発生する誘起変動磁場のスペクトルを外部磁場に比例する誘起変動磁場成分と内部磁化に比例する誘起変動磁場成分に分離することを特徴とする。
【0002】
さらに、試料に加える外部磁場の変動幅を次第に増加させることで、減少する試料の残留磁化の変化から、保磁力の異なる領域の体積分率の変化を求め、これにより試料に蓄積される転位密度の増加を推定することにより、疲労損傷を評価することを特徴とする。
【背景技術】
【0003】
現在、回転運動を支える軸受には、様々な転がり軸受が使用されており、ハードディスクなどの情報機器を始め、自動車や列車、航空機など、大型輸送機械にも多用されている。また近年、化石燃料による地球の温暖化や環境破壊、更に原子力による放射能汚染の恐怖から、風力発電機が増設が計画されており、100m級の羽根を支える大型の転がり軸受が使用されている。
【0004】
様々な環境下で使用されるこれらの機械を安全に、効率よく利用するためには、転がり軸受の耐久性を向上させる必要があり、また日頃の点検で、転がり軸受の事故を未然に防ぐ技術を開発する必要がある。
【0005】
転がり軸受の中でも球を利用する玉軸受は、転動体であるベアリング球の作りやすさから最も良く用いられている転がり軸受であり、転動体と軌道輪が点接触するため、大きな荷重下で長時間の回転を受けた場合、転動体や軌道輪表面に、疲労損傷による剥離(フレーキング)が生じる。この最初のフレーキングが生じるまでの総回転数が軸受の転がり疲れ寿命であり、これが機械の回転部の寿命を決める一つの大きな要因となる。
【0006】
強磁性体を有する球の代表例である一般の鋼球は、原料の鉄線を所定のサイズに切断した後に、球形の型にプレス成型(圧造)し、粗研磨の後、浸炭、焼き入れ、焼き戻しの熱処理をおこない、バレル加工、精研磨の後、ポリッシュ、メッキされて作製される。これらの製造工程の中で、素材を線状にする工程や、球に圧造される工程などでの塑性加工により、結晶配向性の不均一な分布である結晶集合組織を作り、結晶方位の球対称性からのずれ(異方性)が残留する可能性がある。
【0007】
また焼き入れ、焼き戻し等の熱処理の条件や加工誘起変態等によって残留オーステナイト相やフェライト相、マルテンサイト相等の相の分布に不均一性が生じ、それによって残留応力が発生することが知られている(非特許文献1)。この相の分布の球対称性からのずれ(異方性)が球の弾性率や降伏応力等の機械的性質に不均一性を生じさせる可能性がある。
【0008】
一方、強磁性体を有する球のもう一つの代表例である超硬球は、一般に粉末冶金により、硬質粒子をCo等の強磁性バインダーで液相焼結することにより作製されるが、球形に成型する際のプロセスにより、硬質粒子と強磁性バインダーからなる相の分布の不均一から機械的な異方性が生じる可能性がある。また液相であるCo相が凝固する際に優先結晶成長方位が特定の方向を向くことにより、バインダーの結晶集合組織により機械的な異方性が生まれ、球の弾性率や降伏応力等の機械的性質に不均一性が生じる可能性がある。
【0009】
玉軸受の転動体であるベアリング球は、形状においては、ほぼ完全な球形にする技術が確立されているものの、結晶配向や相の不均一性、残留応力等の内部組織による異方性は、現状の製造プロセスを堅持する限りにおいてなくすことはできず、これによる弾性率や降伏応力等の機械的性質の不均一性が球の特定箇所に疲労剥離(フレーキング)を発生させるなど、玉軸受の性能に大きな影響を与える可能性がある。そのため、強磁性体を有する球形試料の球対称性からのずれ(異方性)を的確に検査し、製造プロセスの各種パラメーターにフィードバックすることにより、より長寿命な耐久性の高い玉軸受を得ることができる可能性がある。
【0010】
一般に結晶配向性や相の不均一性を議論するには非特許文献2で示されるようなX線極点図法やマイクロフォーカスX線による空間分布測定をおこなうが、球形試料の場合、照射面が平面でないことから、位置合わせが難しい。また試料全体を評価するためには、試料を広範囲に回転させる必要があり、CCD検出器を使ったところで、長時間の測定が必要となる。また何より、装置が大掛かりであり、多数の球を一品ずつ検査するラインに導入することが難しい。そのため球の結晶集合組織や相の不均一によって生じる異方性を検査する技術はあまり提案されてこなかった。
【0011】
一方、玉軸受を使用時におけるベアリング球の寿命は、各メーカの基本定格寿命式のパラメーターから設計され、定期的なメンテナンスにおけるベアリングの温度や音や振動(非特許文献3)、球の表面観察(特許文献1)、グリースの劣化度合いなどから、経験的にその損傷具合が調べられてきた。特に振動検査の一つであるショックパルス法は、現在最も信頼されている手法の一つである。
【0012】
またX線応力測定法(非特許文献4)や腐食を利用した方法(非特許文献5)により、残留応力の測定法が試みられてきたが、前者は装置が大掛かりであり、後者は破壊的測定法であることから、現場での検査には用いられることが難しかった。
【0013】
しかし、基本定格寿命式は、90%のベアリング球がフレーキング等による損傷なく回転できる確率を表わすものであり、それ以前に早くフレーキングを起こし、故障の原因となりうる。また音や振動、表面の異常は破損後の現象であり、破損後では、航空機のジェットエンジンのように致命的なトラブルにもつながる。また風力発電機におけるベアリングは、発電機部分の発熱が火災にもつながることから、損傷の検査が欠かせないが、大型の転動部を毎回外して確認することは難しく、大型の測定装置を設置位置まで移動させることも現実的ではなく、簡便な測定法が望まれてきた。
【0014】
一方、疲労や塑性変形等、金属の機械的性質にともなう転位密度の増加を評価する方法には、電子顕微鏡による観察や腐食による表面ピットの観察法、強磁性体における保磁力の増加(非特許文献6)などが挙げられ、これまでにも多くの研究がなされてきた。しかしながら、電子顕微鏡や腐食を伴う観察は、試料を薄く加工したり、表面を溶出させるなどの破壊検査であり、ベアリング球の検査には向かない。また残留応力や相転移による転位密度の増加による保磁力の変化は、特許文献2、特許文献3、特許文献4、特許文献5や非特許文献8、非特許文献9等において利用されてきたが、これらは静的に配置した試料面を磁気プローブで走査させる技術であり、ベアリング球等の複雑な形状における全方位の残留磁化を正確に早く評価することができなかった。
【0015】
一方、ベアリング球は使用によって表面に大きく疲労が蓄積され、転位密度が増大するため、保磁力は、球表面と球内部とでは大きく違ってくる恐れがある。一般に保磁力の評価は、試料振動型磁力計(VSM)を用いるが、これは試料全体の平均としての保磁力の値を求めるものである。そのため全体に対して僅かな体積比率しか持たない表面での僅かな保磁力の変化を精度よく測定するには向かなかった。
【0016】
またこれまでにも保磁力の変化から鋼球の摩耗特性を推定する試みがなされてきたが(非特許文献7)、焼入や焼鈍におけるマルテンサイト相や残留オーステナイト相、フェライト相の体積変化を調べるものであり、鋼球表面の転位密度を保磁力の変化から測定する試みは見られなかった。
【0017】
【特許文献1】特開2008−164442号公報
【特許文献2】特開2009−198251号公報
【特許文献3】特開2007−331140号公報
【特許文献4】特開2006−242710号公報
【特許文献5】特願2010−05125号公報
【非特許文献1】熱処理による鋼球の残留応力について、日紫喜基久、松浦菊男、堀捷樹、精密機械、36巻、12号、(1970)803-807
【非特許文献2】「金属組織学序論」阿部秀夫、コロナ社 (1967)
【非特許文献3】鋼球の音響寿命、日紫喜基久、堀捷樹、川辺英昭、精密機械、45巻、9号、(1979)1076-1081
【非特許文献4】鋼球の全自動X線回折装置と寿命予知の基礎実験、日紫喜基久 他、材料、27巻、303号、 1202〜1208(1978)
【非特許文献5】球の残留応力測定について、米谷茂、日本機械学会論文集(第1部)、28巻、191号、 753〜759(1962)
【非特許文献6】磁性と転位、高橋正氣、検査技術、11巻、12号 (2006) 65-78
【非特許文献7】Eddy-Current andCoercive-Force Testing of Abrasion-Resistant Ball Bearing Steel III X15 Subjectedto Laser and Bulk Thermal Processing、A. V. Makarov、 E. S. Gorkunov、 L. Kh. Kogan、 Yu. M. Kolobylin、 and A. L. Osintseva、Russian Journal of Nondestructive Testing、42巻、10号 (2006)639-647
【非特許文献8】多段階消磁を用いた保磁力分布と切削工程における超硬工具の損傷との関係、小倉佳大、小竹茂夫、鈴木泰之、日本機械学会論文集、C編、76(771)巻、(2010) 3103-3111
【非特許文献9】切削加工後のWC-Co超硬工具表面に現れる自発磁化測定、岡本壮平、小竹茂夫、鈴木泰之、中西栄徳、日本機械学会論文集、C編、76(762)巻、(2010)438-445
【発明の概要】
【発明が解決しようとする課題】
【0018】
上記のように、従来報告されている方式では、強磁性体を有する球において製造時に発生する結晶集合組織や相の不均一性による異方性(非球対称性)や使用時に発生する疲労損傷にともなう転位密度の増加を簡便に測定する方法がなかった。
【課題を解決するための手段】
【0019】
本発明は、一様磁場下で試料を回転させる際に発生する誘起変動磁場を測定する機構であって、試料に強磁性体を有する球を用いるによる、試料の形状からくる影響を取り除いた、試料内部の特性からくる反磁界の変化を測定する方法であることを特徴とする。
【0020】
又、本発明は、前記一様磁場下で強磁性体を有する球を中心に回転させる機構において、球を中心に2軸周りに回転(球心を通る仮想のX、Y軸を回転軸とし、X軸回りの所定回転速度の回転に、Y軸回りの所定の回転速度の回転を重畳させて回転)させることにより、発生する誘起変動磁場のスペクトルを外部磁場に依存する成分と内部磁化に依存する成分に分離する手法であることを特徴とする。
【0021】
又、本発明は、前記一様磁場下で強磁性体を有する球を中心に回転させる機構において、発生する誘起変動磁場のスペクトルの外部磁場に依存する成分(第1の周波数)から、前記強磁性体を有する球の磁気異方性を測定し、球の結晶集合組織や相の不均一性、残留応力の不均一性を評価する方法であることを特徴とする。
【0022】
又、本発明は、前記一様磁場下で強磁性体を有する球を中心に回転させる機構において、発生する誘起変動磁場のスペクトルの内部磁化に依存する成分(第2の周波数)から、前記強磁性体を有する球の保磁力を測定し、強磁性体を含んだ球内部の疲労損傷の度合いを評価する方法であることを特徴とする。
【0023】
又、本発明は、一様磁場を掛ける電磁石と強磁性体を有する球を保持し二軸回転させる非磁性体からなる回転機構、および回転機構に隣接した磁気センサーからなり、強磁性体を有する球の磁気異方性および保磁力変化を測定する装置であることを特徴とする。
【0024】
又、本発明は、強磁性体を含んだ試料を一定外部磁界で着磁後、同試料をより弱い外部磁場下で回転させることにより一部を消磁させた後、同試料の残留磁化を測定する手法において、消磁の度合いを次第に増加させるプロセスと残留磁化の測定プロセスを繰り返すことにより得られる残留磁化の減少曲線から、強磁性体を含んだ試料内部の疲労損傷の度合いを推定する方法であることを特徴とする。
【0025】
即ち、本発明は、強磁性体を有する球の反磁界係数が試料の方向に依らず1/3と一定であることから、外部磁場中で試料を回転させても、形状磁気異方性による誘起変動磁場が発生しないことを利用した技術であり、回転時に発生する形状以外の要因による磁化変化に起因した磁場変化のスペクトルから、強磁性体を有する球の結晶集合組織や相の不均一性、残留応力による磁気異方性や保磁力を評価するものである。
【0026】
そのうち、強磁性体を有する球に存在する残留磁化は、回転による磁束密度の増減は、N、S各極で同様に起こるため、半回転の周期で変化する磁化として捉えることができる。外部磁場によるこれら残留磁化の変化は、異なる保磁力を持つ領域の体積分率を表わすことから、外部磁場に比例することはない。
【0027】
一方、強磁性体を有する球の結晶集合組織による磁気異方性は、試料全体に球対称性から外れた磁化容易軸の発生となって現れ、相の不均一性による磁気異方性は、強磁性相の分布の球対称性からのずれによる強磁性相の体積比の変化となって現れる。
両者ともに、これらの磁気異方性による反磁界の大きさは、外部磁場に比例して増加する。
【0028】
強磁性体を有する球を1軸回転させた場合、磁気異方性によって現れる磁化の変化は、半周期で変化するため、磁気異方性による磁化の変化と残留磁化による磁化の変化は混ざってしまい、両者の影響を分離して評価することはできない。また残留磁化は同じ外部磁場で消磁および着磁が繰り返されることから、保磁力を評価することができない。
【0029】
一方、強磁性体を有する球を回転数が大きく異なる2軸回転させた場合、外部磁化方向に向いた方位は、1軸回転ごとに逐次ずれるために、磁気異方性によって現れる磁化の変化は、1周期で変化する。また1軸回転ごとに逐次ずれることにより、着磁と消磁の外部磁場の強度がずれることから、残留磁化が定常的に発生することになり、これにより保磁力を評価することができる。
【0030】
以上のことから、強磁性体を有する球を2軸回転させることにより、磁気異方性による磁化の変化と残留磁化による磁化の変化は分離して評価することができる。よって、この条件下で現れる誘起変動磁場の信号をフーリエ変換させたスペクトルにおいては、回転運動に起因する1軸周期として球の磁気異方性によるピークが、また半回転周期においては球の保磁力を表わす残留磁化によるピークが現れる。
【0031】
2軸回転における各軸の回転数は、有理数比におくことにより、2つのスペクトルがきれいに立つことになり、それらのピークの強度およびその外部磁場依存性から、強磁性体を有する球の結晶集合組織や相の不均一性による磁気異方性や保磁力をそれぞれ評価することが可能となる。
【発明の効果】
【0032】
本発明は、試料の形状が球形であるものは、反磁界係数が試料の方向に依らず1/3と一定であることから、外部磁場中で試料を回転させても、形状磁気異方性による誘起変動磁場が発生しないことを利用している。そのため、結晶配向性が球対称性をもたないことから現れる結晶磁気異方性や相の不均一性によって生じる反磁界が、誘起変動磁場の主たる要因として、試料の回転により発生することから、これを信号として検出し、強磁性体を有する球の結晶集合組織や相分布の不均一性の評価に利用している。
【0033】
ここでいう結晶磁気異方性とは、超硬球の場合、硬質粒子を結合させるバインダーであるCoの結晶成長軸であり、一般に超硬材料中でCoは高温相であるfcc構造をとることから、凝固の際の結晶集合組織が球に残る。
【0034】
一方、鋼球の場合、αFe(フェライト)の磁化容易軸は<100>であり、この向きに磁化しやすいこと起因する。鋼球を構成する結晶が完全にランダムであった場合には、試料全体としてこの結晶磁気異方性は出現しない。一方、鋼球を構成する結晶に配向性があり結晶集合組織を作った場合には、<100>の結晶方位の影響が最も大きな方向に結晶磁気異方性が現れる。この集合組織の生成は、前述したように鋼球を素材の線状に加工する際や球に圧造する際の塑性変形によるすべりに起因するものと考えられる。
【0035】
また、ここでいう相の不均一性とは、鋼球の場合、強磁性相であるαFe(フェライト)やマルテンサイト相と非磁性相である残留オーステナイト相の体積比が球の各領域において異なる場合などを指す。一方、超硬球においては、バインダーであるCo相がfcc相でもhcp相でも大きな磁気的変化を伴わないことから、相による不均一性は少ないものと予想される。
【0036】
本発明により、強磁性体を有する球における結晶集合組織や相の不均一性による磁気異方性を簡便な磁気特性の測定によって評価することが可能となることから、製造プロセスにおいてこれを評価することにより、強磁性体を有する球の球対称性からのずれを極力なくすよう製造上の焼結温度や熱処理温度、圧造条件、素材等のパラメーターを最適化するのに役立つ。また強磁性体を有する球を製造するライン上で球の全数もしくは一部を検査することにより、製造パラメーターの変化による球の特性のバラつきを減らすことに役立つ。これにより、より耐久性の高いベアリング球を製造することが可能となり、玉軸受の寿命が延び、機械回転部の信頼性や事故等の減少につながり、コストや安全性の上昇、省資源化に役立つ。
【0037】
またもう一つは、玉軸受の長時間の高荷重下での使用により、強磁性体を有する球の表面に発生する転位の蓄積量を保磁力の変化から、ベアリング球の疲労損傷の度合いを評価する技術であり、従来の手法とは異なり、フレーキング等の形態的損傷を受ける前のベアリング球の疲労劣化の進行度合いを評価することが可能となる。
【0038】
特に多段階の消磁と残留磁化を測定する本発明により、試料を構成する強磁性体における任意の保磁力以上をもつ領域の体積分率の変化を測定することができることから、弱い保磁力を持つ領域の体積の変化が簡便に感度良く測定でき、疲労損傷の僅かな変化を捉えることができる。この測定装置は、さらなる工夫により、玉軸受として使用した状態において、強磁性体を有する球の疲労度をその場で評価する装置ともなりうる。ベアリング球の疲労損傷の度合いを評価できることによって、玉軸受のメンテナンスが容易になり、機械回転部の信頼性や事故等の減少につながり、コストや安全性の上昇、省資源化に役立つ。
【図面の簡単な説明】
【0039】
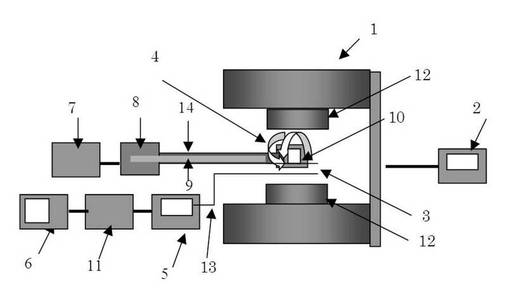
【図1】本発明を実現する外部磁場印加下での変動磁場測定装置を示した図である。
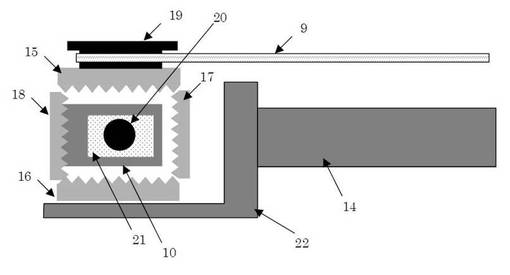
【図2】本発明を実現する外部磁場印加下での変動磁場測定装置におけるタンブラー部の詳細を示した図である。
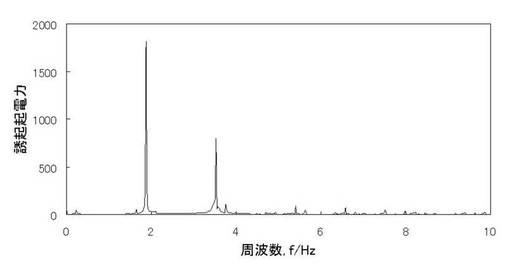
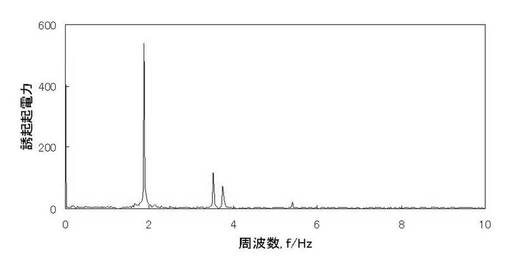
【図3】製造直後の新品の鋼球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルである。
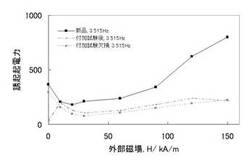
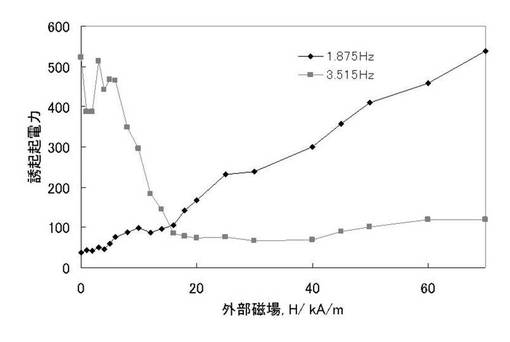
【図4】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける1.875Hzでのピーク強度の外部磁場による変化を示す図である。
【図5】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける3.515Hzでのピーク強度の外部磁場による変化を示す図である。
【図6】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、1軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける1.875Hzおよび3.515Hzでのピーク強度の外部磁場による変化を示す図である。
【図7】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、交流消磁させる外部磁場を次第に増加させた場合における残留磁化の変化を着磁直後の値で正規化した図である。
【図8】製造直後の超硬球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルである。
【図9】製造直後の超硬球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける1.875Hzおよび3.515Hzでのピーク強度の外部磁場による変化を示す図である。
【発明を実施するための最良の形態】
【0040】
以下、図面を参照して本発明の一実施形態を説明する。図面は模式的なものであり、現実のものとは異なる。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれている。本発明である2軸回転下での磁場測定を利用した強磁性体を有する球の磁気異方性と疲労損傷の度合いを測定する方法に関する一実施形態を以下に記す。
【0041】
まず本発明に基づいた測定装置を実際に作製し、これを用いて試験をおこなった。試料については、玉軸受用に作製された鋼球および超硬球を用いた。特に前者については、作製直後の玉、および作製後負荷試験をおこない表面に疲労を発生させたもののうちフレーキングを起こした玉、同負荷試験後にフレーキングを起こさなかった玉の3つを用意した。これらの玉を一定磁場下で2軸回転させ、その際発生する誘起変動磁場をサーチコイルによって測定をおこなった。誘起変動磁場によりサーチコイルに発生した誘導起電力は、データー収集後フーリエ変換をおこない、スペクトルピークを得た。外部磁場を変化させながら同じ測定をおこない、スペクトル強度の変化について、これらの試料の間の比較をおこなった。
【0042】
また各試料について、本発明を用いた保磁力の測定をおこなった。まず試料を着磁後、弱い磁場下で交流消磁をおこない、その後、外部磁場0の状態で、試料を2軸回転させることにより残留磁化により発生する誘導起電力の測定をおこなった。交流消磁の際の外部磁場を次第に増加させながら、これらの測定を繰り返し行い、消磁磁場の増加とともに減少する残留磁化の変化を測定し、負荷試験により増加した転位密度と保磁力の変化について比較検討をおこなった。
【0043】
本発明に基づいた測定装置を図1に示す。この装置は、1.5×105A/mまで外部磁場を付加可能な電磁石1、電磁石1に直流を付加する安定化直流電源2、2軸周りの回転を可能にする非磁性絶縁体であるプラスチック製のタンブラー4、タンブラー内部の非磁性絶縁体であるプラスチック製の試料保持部10、このタンブラー4に一定の回転数を与える速度可変なモーター8、タンブラー4とモーター8をつなぐ非磁性絶縁体であるゴム製の回転ベルト9、タンブラー付近に設置したサーチコイル3、サーチコイル3の電圧を増幅する電圧アンプ5、試料のバルクハウゼンノイズや複数相からなる試料の透磁率の激しい変化から生じるノイズを減少させるためのローパスフィルター11、データーロガー6からなる。
【0044】
ローパスフィルター11は回転周波数の数倍程度を目安にとる。モーター8からのノイズを避けるため、サーチコイル3とモーター8の間はプラスチック製の固定バー14によってできるだけ長く(40cm)離した。データーロガー6に記録された誘導起電力の変化は、コンピューターによりデジタルフーリエ変換され、回転によって生じるピークのスペクトル強度について着目した。
【0045】
電磁石1は軟磁性体である低炭素鋼やパーマロイをヨーク12とし、タンブラー4近くのヨーク12の両極は、直径が70mmの円筒型とし、試料よりも十分に大きく取ることにより、一定の外部磁界を供給できるように設計した。両ヨーク12の極は、65mm離し、タンブラー4を設置できる空間を作り、より磁界を均一化させた。電磁石1は水冷により冷却されている。またこの電磁石はソレノイド等を用いることにより、より均一な磁界を供給させることが可能となる。
【0046】
この電磁石1にノイズや変動の少ないシリーズ直流電源を安定化直流電源2に用いて、一定の外部磁場を付加させた。これにより安定化直流電源2のノイズによる外部磁界の変化はほとんど無視できる。今回の試験における外部磁場は、0〜1.5×105A/mの範囲で変化させた。
【0047】
2軸周りの回転を可能にするタンブラー4は、非磁性絶縁体であるナイロンにより作製した。このタンブラー4の詳細を図2に示す。タンブラー4は、45に歯切りをされた2つの外側のかさ歯車15、16と40に歯切りをされた2つの内側のかさ歯車17、18からなる。二つのかさ歯車の数の比を簡単な有理数倍におくことにより、2軸周りの周期的な回転が得られる。同じ種類のかさ歯車は、それぞれ試料の両側に設置し、内側のかさ歯車17、18と外側のかさ歯車15、16は垂直に組み合わせることにより回転部を作製した。外側のかさ歯車のうち片方の15はこれに固定されたプーリー19を通して回転ベルト9に接続させた。またもう片方の外側のかさ歯車16は、固定治具22を通じて固定バー14に設置させた。また内側のかさ歯車のうち一方の17は、外側のかさ歯車15、16に垂直に組み合わされ、もう一方の内側のかさ歯車18は、フリーで試料を入れる容器である試料保持部10につながっている。この試料保持部10の内部に試料である球形の試料20がちょうど中心になるように加工された試料容器21がはめ込まれる。試料容器21は試料保持部10においてネジ止めされており動かない。今回はモーターのスピードを一定とし、外側のかさ歯車15の1回転を3.75Hzとした。
【0048】
外側のかさ歯車15の1回転に対して、内側のかさ歯車18とこれにつながった内部の試料保持部20は、同じ軸周りに半回転することから、試料保持部10の外側のかさ歯車軸周りの1回転は、1.875Hzとなる。一方、内側と外側のかさ歯車の歯数の差から、内側のかさ歯車の軸は、外側のかさ歯車の軸に垂直に1/8回転ずつ進む。これにより外側のかさ歯車15が8回転することにより試料保持部10はちょうど反転し、外側のかさ歯車15の16回転目で試料保持部10は元に戻る。ここでは以上のように2軸回転機構を作製したが、かさ歯車の歯数や回転速度は、簡単な有理数比になるように任意に設計しても構わない。
【0049】
試料保持部10は、かさ歯車と同様に非磁性絶縁体であるナイロンにより作製し、直径20mm、高さ20mmの円筒型とした。試料は、一つずつ直径20mm、高さ20mmの円筒型のゴム製のケースに非磁性体で詰め物をして、中心部に来るように工夫を施した。球形の試料20が十分に中心にあるかは、鉄系アモルファス金属の球や歪取りの熱処理を施したパーマロイの球や非磁性球の中心に軟磁性体の微小球を配置して回転による位置の変化を敏感にした標準試料を用いて、磁気異方性によるピークが発生しないことを確かめると良く、これを使って中心位置を調整することができる。または、かさ歯車や試料保持部10を透明にすることにより目視で確認できる。今回の条件では、外部磁場の磁極を十分に大きく設計したことにより、試料の設置位置は信号にあまり影響を与えなかった。
【0050】
サーチコイル3は、φ0.5mmのエナメル線を直径90mmの円状に150巻きすることによって作製した。サーチコイル3の出力は同軸ケーブル13でアースされた撚り線により直流アンプ5までつなぎ、100倍に増幅させた。今回の回転周波数が、3.75Hz程度であったことから、増幅された信号は、30Hzのローパスフィルター11を通過させ、その後、データーロガー6により100秒間、1kHzのサンプリング周波数で記録させた。
【0051】
鋼球の場合、ローパスフィルター11を通過させる前の信号には、ほとんど大きな高周波ノイズは観測されなかったため、ローパスフィルター11の有無は今回の測定には大きな影響を与えなかった。一方、超硬球の場合には、100Hz以上の高周波において激しいノイズが観察された。これは超硬球が非磁性相のなかに磁性相が分布した複数相からなるために、回転により方向を変えることにより、試料の透磁率が激しく変化することに起因しているものと考えられる。今回のように回転周期がつくる30Hz以下の低周波領域におけるスペクトルのピークを議論するためには、試料によっては、ローパスフィルター11が重要な役割を果たした。
【0052】
測定した試料は、WC硬質粒子に5〜6wt%のCoバインダーを添加した直径が10.3mmの超硬球および材質がSUJ2、直径が9.3mmの玉軸受用鋼球である。超硬球は焼結後、研磨されたものであり、鋼球は焼き入れ処理後に焼鈍処理されたものである。超硬球は1つの試料について測定をおこなった。鋼球については3つの試料について測定をおこない、その一つは作製直後の新品の鋼球であり、2つ目は作製後に最大3.2GPaの荷重負荷、3000rpmの回転速度で、2935.7時間の負荷試験を施したものであり、フレーキングは起こしていない。また3つ目の試料は同じ負荷試験において、フレーキングを起こした鋼球である。一般に玉軸受の負荷試験において、鋼球の表面には疲労損傷に伴い転位が多く導入されていることが知られている、
【0053】
今回の試験においては、各試料を一つずつ、試料保持部にセットした後に、これを電磁石1の極であるヨーク12の間に配置し、2軸回転をさせた後に一定の外部磁場を付加させ、その際、サーチコイル3に発生する誘導起電力を60秒間測定をおこなった。外部磁界は、超硬球については、0〜7.0×104A/mまでの間で、鋼球については、0〜1.5×105A/mまでの間で、弱い値から徐々に増加させた。
【0054】
図3には、1.5×105A/mの外部磁場下で新品の鋼球試料を2軸回転させた際に発生する誘導起電力の信号をコンピューターにてデジタルフーリエ変換させたスペクトル信号を示す。ここで示されるように、1.875Hzと3.515Hzにおいて、鋭いピークが出現することが分かる。この傾向は、負荷試験された試料についても同じであり、今回の信号が単純な2つのスペクトル信号からなることが理解される。これらスペクトルの周波数は、2軸回転の速さや波数の組み合わせに依存する。
【0055】
図4、図5にこれらのスペクトルの外部磁場による変化を示す。図4に示した1.875Hzのスペクトル強度は、外部磁界に比例してその強度が上昇し、各試料において変化がないことが分かる。一方、図5に示した3.515Hzのスペクトルは、外部磁界に依存せず、負荷試験された試料については、外部磁場なしの状態で示した初期の値が、外部磁場の印加により減少した後に、ほぼ一定の値を示した。負荷試験された試料については、フレーキングの有無に関わらず、外部磁場の印加によらず両者ともほぼ同じ値を示した。一方、新品の試料については、外部磁場なしの状態で示した初期の値は同じものの、ピーク強度は前者よりも大きく、強い磁場下においては、外部磁場の増加に伴って大きくなる傾向が見られた。
【0056】
今回の試料は、いずれも4.267秒(つまり、0.234Hz)で全ての軸が同じ位置に戻ることから、図3に見られた1.875Hzのスペクトルピークは、この間に8回回転する運動に対応し、ちょうど試料が1回転するごとに生じた信号であることを意味する。外部磁場に比例することからも、1回転ごとに変化する磁気異方性の変化を意味するピークであることが分かる。試料全体の磁気異方性は、負荷試験によっても変化しないため図4におけるピーク強度は、各試料とも同じ値を取った。
【0057】
一方、図3に見られた3.515Hzのスペクトルピークは、この間に15回回転する運動に対応し、16回からの1回分のずれは2軸回転によるずれにより引き起こされたものと考えられる。つまり、このピークは試料が半回転するごとに生じた信号であることを意味する。無磁場下で初期の残留磁化により、ある一定以上のピーク高さが見られること、その後、外部磁場下での2軸回転により消磁が進み、残留磁化が減少すること。さらに大きな外部磁場下で残留磁化が上昇することからも、このピーク高さが保磁力の変化を意味することが分かる。そのため、図5におけるピークの値は、負荷試験によって転位密度の増加した試料ほど保磁力が大きくなり、変化しなくなった。
【0058】
同様に試料を1軸回転させた場合に置いては、スペクトルは3.75Hzと7.5Hzにピークが見られた。1軸回転の場合は、試料の回転は単純に1軸の回転数である3.75Hzに等しくなる。図6に示すように、これらはいずれも外部磁界に比例し、2軸回転時に見られた外部磁界に比例しない保磁力を意味するピークは、1軸回転では現れないことが分かった。
【0059】
一方、1.5×105A/mで各鋼球の試料を着磁し、弱い磁場から次第に高い磁場にしながら、多段階消磁(非特許文献10 「古地磁気学」、小玉一人、東京大学出版会、および、非特許文献8)をおこなったところ、各段階での各試料の残留磁化による誘導起電力は、図7に示すように最初は直線的に変化し、その後、変化のスピードは減少し、一定の残留磁化に漸近した。各起電力をその試料の着磁直後の起電力で正規化したところ、新品の試料と負荷試験をおこなった試料とでは、この漸近する残留磁化の値が異なっており、同じ付加試験を行った試料の残留磁化は、欠損のあるなしに関わらず一定であった。
【0060】
一般にベアリング球は、球形に塑性加工後、研磨過程において真球に磨き上げられる。そのため新品の試料においても球表面にかなり高密度の転位が存在し、この転位による磁壁のピン止め効果(非特許文献6)により保磁力が増加することから、大きな残留磁化が存在していたものと考えられた。一方、負荷試験をおこなった試料は、軸受けとしての負荷応力により、表面にさらに転位が増加するために、表面層の保磁力が新品以上に増加し、これが漸近後の残留磁化の増加を生んだものと考えられた。図7の残留磁化の値が1割増加したことから、転位密度も新品の鋼球に比べ、負荷試験により1割増加したものと考えられる。
【0061】
図5で示された3.515Hzのピーク値の変化は、負荷試験をおこなった試料では、外部磁場に依らず一定であったのに対し、新品の鋼球では外部磁場がある一定以上になると増加する傾向にあった。これは多段階消磁における残留磁化の測定でも示されたように、負荷試験による保磁力の増加に対応するものと考えられる。
【0062】
一方、外部磁場下で作成直後の超硬球を2軸回転させた際に発生する誘導起電力の信号については、高周波において大きなノイズが発生した。このノイズは前述したように、超硬球を構成する強磁気相が微細に分散しており、回転で位置を変えることによって、試料の反磁界が激しく変化するためであると考えられる。この高周波ノイズを30Hzのローパスフィルターによって取り除いたところ、そのスペクトルにおいては、鋼球同様、2軸回転に対応した1.875Hzと3.515Hzにおける鋭いピークが出現した。図8に、7.0×104A/mの外部磁場下で作成直後の超硬球を2軸回転させた際に発生する誘導起電力の信号をフーリエ変換させたスペクトル信号を示す。これらのピークは、鋼球同様、前者が球内部の組織の磁気異方性に関連する値に対応し、後者が球を構成する磁性相の保磁力に関連するピークであると考えられる。
【0063】
図9にこれらのスペクトルの外部磁場による変化を示す。1.875Hzのスペクトル強度は、外部磁界に比例してその強度が上昇し、超硬球を構成する強磁性バインダー相の磁気異方性に対応することが分かる。一方、3.515Hzのスペクトルは、外部磁場なしの状態で示した初期の残留磁化の値が、外部磁場の印加により減少していく様子や、消磁後、ほぼ一定の値を示し、外部磁場の増加に従って、その強度が微増する様子が観察された。これは鋼球での結果と同じであると考えられ、それぞれのピーク強度が、超硬燒結材における硬質粒子の分布の不均一性や、バインダー相の結晶方位の異方性、バインダー粒子の残留応力などの評価に応用できることが分かる。
【産業上の利用可能性】
【0064】
本発明である強磁性体を有する球の異方性と疲労損傷を評価する方法の産業上の利用可能性を以下に述べる。
【0065】
まず、本発明は、強磁性体を有する球を多用する玉軸受における転動体であるベアリング球の生産に大きく貢献する。玉軸受の転動体の多くは、鋼球や超硬球からなるが、これらの故障の多くは、ベアリング球の表面の一部が疲労によりフレーキングを起こすためであることが知られている。
【0066】
ベアリング球は球形であることから、同じ応力下では、球の回転に関わらず等しい変形を受けることが期待される。ところが実際は球を構成する残留オーステナイト相やマルテンサイト相、フェライト相などの相が不均一に分布しているため、またこれらの相の結晶方位が完全な球対称性を持たない結晶配向性を示すことから、球の弾性定数に異方性が存在している。そのため、球の特定の箇所で、より大きな歪や疲労を受けるために、この箇所においてベアリング球が欠損する原因となる可能性がある。
【0067】
従来のベアリング球の生産においては、こうした球の異方性を簡便に評価する手法があまり報告されておらず、そのため内部組織の異方性が大きなベアリング球が製造される可能性があり、玉軸受の寿命を短くし、これにばらつきを与えていた。
【0068】
本発明を、ベアリング球である鋼球の生産時に適応すれば、球の一つの評価法として利用することができ、簡便なため全数検査にも耐えうる手法となりうる。この評価による磁気異方性を少なくするように、各製造パラメーター(均質化処理温度、焼き入れ温度、焼鈍温度、焼入速度、等)を最適に調整することにより、球を構成する各相(残留オーステナイト相、マルテンサイト相、フェライト相、等)の比率を均質化し、各相の結晶方位が球対称に近い、等方的な鋼球を製造することができ、ベアリング球の品質管理の向上に寄与し、特定の位置でのベアリング球の破損が少なくなり、寿命の延びが期待される。
【0069】
また、本発明を、ベアリング球である超硬球の生産時に適応すれば、同じく球の一つの評価法として利用することができ、簡便なため全数検査にも耐えうる手法となりうる。この評価による磁気異方性を少なくするように、各製造パラメーター(原料の混合時間、原料の粒径調整、焼結温度、焼結時間、冷却温度、冷却方式等)を最適に調整することにより、球を構成する各相(硬質粒子相、バインダー相、等)の比率を均質化し、バインダー相の結晶方位が球対称に近い、また硬質相の分散が等方的で均質な超硬球を製造することができ、ベアリング球の品質管理の向上に寄与し、特定の位置でのベアリング球の破損が少なくなり、寿命の延びが期待される。
【0070】
またベアリング球は、フレーキング等の致命的な欠陥を起こす前に取り換える必要がある。これまでの玉軸受は、最初のフレーキングが生じるまでの総回転数を軸受の転がり疲れ寿命として、これが10%の確率で起こるまでの標準時間を機械設計の大きなパラメーターの一つとしていた。
【0071】
ところがベアリング球のこれまでの破壊確率は、個々の球により大きなばらつきがあるため、転がり疲れ寿命以下で破損する場合も、しばしば見受けられ、玉軸受を使う多くの機械部品において、大きな大事故につながる破損を防ぐことができないでいた。
【0072】
そのため、ベアリングの欠損の発生をモニターする工夫が多く提案され、大型風車などにはこうした機械が取り付けられている。その中でもショックパルス法は、従来の振動法では見つけることのできないベアリング球のフレーキングの発生を検出できる方法として、実際に使用されている。ところがこうした従来の手法は、フレーキング等の欠損が起こってから、これを検出する手法であって、欠損前にどれだけ疲労度が蓄積されたかを検査することはできないでいた。
【0073】
本発明によって明らかになる保磁力の増加量を、ベアリング球の疲労検査に用いれば、球表面に蓄積された転位密度の増減を評価することができる。これは玉軸受として使用した後の球の評価に使うこともできるし、製造時の研磨による欠陥の蓄積の評価に使うこともできる。
【0074】
さらに本発明によって明らかになる保磁力の増加量を超硬球に応用すれば、硬質粒子とバインダーとの間に発生する残留応力を評価することができ、超硬材料の開発における硬質粒子とバインダーの組合せの選択にも寄与することができる。
【符号の説明】
【0075】
1 電磁石
2 安定化直流電源
3 サーチコイル
4 タンブラー
5 電圧アンプ
6 データーロガー
7 モーター用電源
8 モーター
9 回転ベルト
10 試料保持部
11 ローパスフィルター
12 ヨーク
13 同軸ケーブル
14 固定バー
15 外側のかさ歯車
16 外側のかさ歯車
17 内側のかさ歯車
18 内側のかさ歯車
19 プーリー
20 球形の試料
21 試料容器
22 固定治具
【技術分野】
【0001】
本発明は、転がり軸受等に使用される強磁性体を含む球において、製造時から有する相分布や結晶配向性、残留応力による異方性や、使用時に表面に蓄積される転位密度の増加による疲労損傷の評価を、試料の回転運動により生じる誘起変動磁場スペクトルから評価する手法に関するものである。
その際、外部磁場下で強磁性体を有する球を2軸回転させる構造の装置を用いることにより、発生する誘起変動磁場のスペクトルを外部磁場に比例する誘起変動磁場成分と内部磁化に比例する誘起変動磁場成分に分離することを特徴とする。
【0002】
さらに、試料に加える外部磁場の変動幅を次第に増加させることで、減少する試料の残留磁化の変化から、保磁力の異なる領域の体積分率の変化を求め、これにより試料に蓄積される転位密度の増加を推定することにより、疲労損傷を評価することを特徴とする。
【背景技術】
【0003】
現在、回転運動を支える軸受には、様々な転がり軸受が使用されており、ハードディスクなどの情報機器を始め、自動車や列車、航空機など、大型輸送機械にも多用されている。また近年、化石燃料による地球の温暖化や環境破壊、更に原子力による放射能汚染の恐怖から、風力発電機が増設が計画されており、100m級の羽根を支える大型の転がり軸受が使用されている。
【0004】
様々な環境下で使用されるこれらの機械を安全に、効率よく利用するためには、転がり軸受の耐久性を向上させる必要があり、また日頃の点検で、転がり軸受の事故を未然に防ぐ技術を開発する必要がある。
【0005】
転がり軸受の中でも球を利用する玉軸受は、転動体であるベアリング球の作りやすさから最も良く用いられている転がり軸受であり、転動体と軌道輪が点接触するため、大きな荷重下で長時間の回転を受けた場合、転動体や軌道輪表面に、疲労損傷による剥離(フレーキング)が生じる。この最初のフレーキングが生じるまでの総回転数が軸受の転がり疲れ寿命であり、これが機械の回転部の寿命を決める一つの大きな要因となる。
【0006】
強磁性体を有する球の代表例である一般の鋼球は、原料の鉄線を所定のサイズに切断した後に、球形の型にプレス成型(圧造)し、粗研磨の後、浸炭、焼き入れ、焼き戻しの熱処理をおこない、バレル加工、精研磨の後、ポリッシュ、メッキされて作製される。これらの製造工程の中で、素材を線状にする工程や、球に圧造される工程などでの塑性加工により、結晶配向性の不均一な分布である結晶集合組織を作り、結晶方位の球対称性からのずれ(異方性)が残留する可能性がある。
【0007】
また焼き入れ、焼き戻し等の熱処理の条件や加工誘起変態等によって残留オーステナイト相やフェライト相、マルテンサイト相等の相の分布に不均一性が生じ、それによって残留応力が発生することが知られている(非特許文献1)。この相の分布の球対称性からのずれ(異方性)が球の弾性率や降伏応力等の機械的性質に不均一性を生じさせる可能性がある。
【0008】
一方、強磁性体を有する球のもう一つの代表例である超硬球は、一般に粉末冶金により、硬質粒子をCo等の強磁性バインダーで液相焼結することにより作製されるが、球形に成型する際のプロセスにより、硬質粒子と強磁性バインダーからなる相の分布の不均一から機械的な異方性が生じる可能性がある。また液相であるCo相が凝固する際に優先結晶成長方位が特定の方向を向くことにより、バインダーの結晶集合組織により機械的な異方性が生まれ、球の弾性率や降伏応力等の機械的性質に不均一性が生じる可能性がある。
【0009】
玉軸受の転動体であるベアリング球は、形状においては、ほぼ完全な球形にする技術が確立されているものの、結晶配向や相の不均一性、残留応力等の内部組織による異方性は、現状の製造プロセスを堅持する限りにおいてなくすことはできず、これによる弾性率や降伏応力等の機械的性質の不均一性が球の特定箇所に疲労剥離(フレーキング)を発生させるなど、玉軸受の性能に大きな影響を与える可能性がある。そのため、強磁性体を有する球形試料の球対称性からのずれ(異方性)を的確に検査し、製造プロセスの各種パラメーターにフィードバックすることにより、より長寿命な耐久性の高い玉軸受を得ることができる可能性がある。
【0010】
一般に結晶配向性や相の不均一性を議論するには非特許文献2で示されるようなX線極点図法やマイクロフォーカスX線による空間分布測定をおこなうが、球形試料の場合、照射面が平面でないことから、位置合わせが難しい。また試料全体を評価するためには、試料を広範囲に回転させる必要があり、CCD検出器を使ったところで、長時間の測定が必要となる。また何より、装置が大掛かりであり、多数の球を一品ずつ検査するラインに導入することが難しい。そのため球の結晶集合組織や相の不均一によって生じる異方性を検査する技術はあまり提案されてこなかった。
【0011】
一方、玉軸受を使用時におけるベアリング球の寿命は、各メーカの基本定格寿命式のパラメーターから設計され、定期的なメンテナンスにおけるベアリングの温度や音や振動(非特許文献3)、球の表面観察(特許文献1)、グリースの劣化度合いなどから、経験的にその損傷具合が調べられてきた。特に振動検査の一つであるショックパルス法は、現在最も信頼されている手法の一つである。
【0012】
またX線応力測定法(非特許文献4)や腐食を利用した方法(非特許文献5)により、残留応力の測定法が試みられてきたが、前者は装置が大掛かりであり、後者は破壊的測定法であることから、現場での検査には用いられることが難しかった。
【0013】
しかし、基本定格寿命式は、90%のベアリング球がフレーキング等による損傷なく回転できる確率を表わすものであり、それ以前に早くフレーキングを起こし、故障の原因となりうる。また音や振動、表面の異常は破損後の現象であり、破損後では、航空機のジェットエンジンのように致命的なトラブルにもつながる。また風力発電機におけるベアリングは、発電機部分の発熱が火災にもつながることから、損傷の検査が欠かせないが、大型の転動部を毎回外して確認することは難しく、大型の測定装置を設置位置まで移動させることも現実的ではなく、簡便な測定法が望まれてきた。
【0014】
一方、疲労や塑性変形等、金属の機械的性質にともなう転位密度の増加を評価する方法には、電子顕微鏡による観察や腐食による表面ピットの観察法、強磁性体における保磁力の増加(非特許文献6)などが挙げられ、これまでにも多くの研究がなされてきた。しかしながら、電子顕微鏡や腐食を伴う観察は、試料を薄く加工したり、表面を溶出させるなどの破壊検査であり、ベアリング球の検査には向かない。また残留応力や相転移による転位密度の増加による保磁力の変化は、特許文献2、特許文献3、特許文献4、特許文献5や非特許文献8、非特許文献9等において利用されてきたが、これらは静的に配置した試料面を磁気プローブで走査させる技術であり、ベアリング球等の複雑な形状における全方位の残留磁化を正確に早く評価することができなかった。
【0015】
一方、ベアリング球は使用によって表面に大きく疲労が蓄積され、転位密度が増大するため、保磁力は、球表面と球内部とでは大きく違ってくる恐れがある。一般に保磁力の評価は、試料振動型磁力計(VSM)を用いるが、これは試料全体の平均としての保磁力の値を求めるものである。そのため全体に対して僅かな体積比率しか持たない表面での僅かな保磁力の変化を精度よく測定するには向かなかった。
【0016】
またこれまでにも保磁力の変化から鋼球の摩耗特性を推定する試みがなされてきたが(非特許文献7)、焼入や焼鈍におけるマルテンサイト相や残留オーステナイト相、フェライト相の体積変化を調べるものであり、鋼球表面の転位密度を保磁力の変化から測定する試みは見られなかった。
【0017】
【特許文献1】特開2008−164442号公報
【特許文献2】特開2009−198251号公報
【特許文献3】特開2007−331140号公報
【特許文献4】特開2006−242710号公報
【特許文献5】特願2010−05125号公報
【非特許文献1】熱処理による鋼球の残留応力について、日紫喜基久、松浦菊男、堀捷樹、精密機械、36巻、12号、(1970)803-807
【非特許文献2】「金属組織学序論」阿部秀夫、コロナ社 (1967)
【非特許文献3】鋼球の音響寿命、日紫喜基久、堀捷樹、川辺英昭、精密機械、45巻、9号、(1979)1076-1081
【非特許文献4】鋼球の全自動X線回折装置と寿命予知の基礎実験、日紫喜基久 他、材料、27巻、303号、 1202〜1208(1978)
【非特許文献5】球の残留応力測定について、米谷茂、日本機械学会論文集(第1部)、28巻、191号、 753〜759(1962)
【非特許文献6】磁性と転位、高橋正氣、検査技術、11巻、12号 (2006) 65-78
【非特許文献7】Eddy-Current andCoercive-Force Testing of Abrasion-Resistant Ball Bearing Steel III X15 Subjectedto Laser and Bulk Thermal Processing、A. V. Makarov、 E. S. Gorkunov、 L. Kh. Kogan、 Yu. M. Kolobylin、 and A. L. Osintseva、Russian Journal of Nondestructive Testing、42巻、10号 (2006)639-647
【非特許文献8】多段階消磁を用いた保磁力分布と切削工程における超硬工具の損傷との関係、小倉佳大、小竹茂夫、鈴木泰之、日本機械学会論文集、C編、76(771)巻、(2010) 3103-3111
【非特許文献9】切削加工後のWC-Co超硬工具表面に現れる自発磁化測定、岡本壮平、小竹茂夫、鈴木泰之、中西栄徳、日本機械学会論文集、C編、76(762)巻、(2010)438-445
【発明の概要】
【発明が解決しようとする課題】
【0018】
上記のように、従来報告されている方式では、強磁性体を有する球において製造時に発生する結晶集合組織や相の不均一性による異方性(非球対称性)や使用時に発生する疲労損傷にともなう転位密度の増加を簡便に測定する方法がなかった。
【課題を解決するための手段】
【0019】
本発明は、一様磁場下で試料を回転させる際に発生する誘起変動磁場を測定する機構であって、試料に強磁性体を有する球を用いるによる、試料の形状からくる影響を取り除いた、試料内部の特性からくる反磁界の変化を測定する方法であることを特徴とする。
【0020】
又、本発明は、前記一様磁場下で強磁性体を有する球を中心に回転させる機構において、球を中心に2軸周りに回転(球心を通る仮想のX、Y軸を回転軸とし、X軸回りの所定回転速度の回転に、Y軸回りの所定の回転速度の回転を重畳させて回転)させることにより、発生する誘起変動磁場のスペクトルを外部磁場に依存する成分と内部磁化に依存する成分に分離する手法であることを特徴とする。
【0021】
又、本発明は、前記一様磁場下で強磁性体を有する球を中心に回転させる機構において、発生する誘起変動磁場のスペクトルの外部磁場に依存する成分(第1の周波数)から、前記強磁性体を有する球の磁気異方性を測定し、球の結晶集合組織や相の不均一性、残留応力の不均一性を評価する方法であることを特徴とする。
【0022】
又、本発明は、前記一様磁場下で強磁性体を有する球を中心に回転させる機構において、発生する誘起変動磁場のスペクトルの内部磁化に依存する成分(第2の周波数)から、前記強磁性体を有する球の保磁力を測定し、強磁性体を含んだ球内部の疲労損傷の度合いを評価する方法であることを特徴とする。
【0023】
又、本発明は、一様磁場を掛ける電磁石と強磁性体を有する球を保持し二軸回転させる非磁性体からなる回転機構、および回転機構に隣接した磁気センサーからなり、強磁性体を有する球の磁気異方性および保磁力変化を測定する装置であることを特徴とする。
【0024】
又、本発明は、強磁性体を含んだ試料を一定外部磁界で着磁後、同試料をより弱い外部磁場下で回転させることにより一部を消磁させた後、同試料の残留磁化を測定する手法において、消磁の度合いを次第に増加させるプロセスと残留磁化の測定プロセスを繰り返すことにより得られる残留磁化の減少曲線から、強磁性体を含んだ試料内部の疲労損傷の度合いを推定する方法であることを特徴とする。
【0025】
即ち、本発明は、強磁性体を有する球の反磁界係数が試料の方向に依らず1/3と一定であることから、外部磁場中で試料を回転させても、形状磁気異方性による誘起変動磁場が発生しないことを利用した技術であり、回転時に発生する形状以外の要因による磁化変化に起因した磁場変化のスペクトルから、強磁性体を有する球の結晶集合組織や相の不均一性、残留応力による磁気異方性や保磁力を評価するものである。
【0026】
そのうち、強磁性体を有する球に存在する残留磁化は、回転による磁束密度の増減は、N、S各極で同様に起こるため、半回転の周期で変化する磁化として捉えることができる。外部磁場によるこれら残留磁化の変化は、異なる保磁力を持つ領域の体積分率を表わすことから、外部磁場に比例することはない。
【0027】
一方、強磁性体を有する球の結晶集合組織による磁気異方性は、試料全体に球対称性から外れた磁化容易軸の発生となって現れ、相の不均一性による磁気異方性は、強磁性相の分布の球対称性からのずれによる強磁性相の体積比の変化となって現れる。
両者ともに、これらの磁気異方性による反磁界の大きさは、外部磁場に比例して増加する。
【0028】
強磁性体を有する球を1軸回転させた場合、磁気異方性によって現れる磁化の変化は、半周期で変化するため、磁気異方性による磁化の変化と残留磁化による磁化の変化は混ざってしまい、両者の影響を分離して評価することはできない。また残留磁化は同じ外部磁場で消磁および着磁が繰り返されることから、保磁力を評価することができない。
【0029】
一方、強磁性体を有する球を回転数が大きく異なる2軸回転させた場合、外部磁化方向に向いた方位は、1軸回転ごとに逐次ずれるために、磁気異方性によって現れる磁化の変化は、1周期で変化する。また1軸回転ごとに逐次ずれることにより、着磁と消磁の外部磁場の強度がずれることから、残留磁化が定常的に発生することになり、これにより保磁力を評価することができる。
【0030】
以上のことから、強磁性体を有する球を2軸回転させることにより、磁気異方性による磁化の変化と残留磁化による磁化の変化は分離して評価することができる。よって、この条件下で現れる誘起変動磁場の信号をフーリエ変換させたスペクトルにおいては、回転運動に起因する1軸周期として球の磁気異方性によるピークが、また半回転周期においては球の保磁力を表わす残留磁化によるピークが現れる。
【0031】
2軸回転における各軸の回転数は、有理数比におくことにより、2つのスペクトルがきれいに立つことになり、それらのピークの強度およびその外部磁場依存性から、強磁性体を有する球の結晶集合組織や相の不均一性による磁気異方性や保磁力をそれぞれ評価することが可能となる。
【発明の効果】
【0032】
本発明は、試料の形状が球形であるものは、反磁界係数が試料の方向に依らず1/3と一定であることから、外部磁場中で試料を回転させても、形状磁気異方性による誘起変動磁場が発生しないことを利用している。そのため、結晶配向性が球対称性をもたないことから現れる結晶磁気異方性や相の不均一性によって生じる反磁界が、誘起変動磁場の主たる要因として、試料の回転により発生することから、これを信号として検出し、強磁性体を有する球の結晶集合組織や相分布の不均一性の評価に利用している。
【0033】
ここでいう結晶磁気異方性とは、超硬球の場合、硬質粒子を結合させるバインダーであるCoの結晶成長軸であり、一般に超硬材料中でCoは高温相であるfcc構造をとることから、凝固の際の結晶集合組織が球に残る。
【0034】
一方、鋼球の場合、αFe(フェライト)の磁化容易軸は<100>であり、この向きに磁化しやすいこと起因する。鋼球を構成する結晶が完全にランダムであった場合には、試料全体としてこの結晶磁気異方性は出現しない。一方、鋼球を構成する結晶に配向性があり結晶集合組織を作った場合には、<100>の結晶方位の影響が最も大きな方向に結晶磁気異方性が現れる。この集合組織の生成は、前述したように鋼球を素材の線状に加工する際や球に圧造する際の塑性変形によるすべりに起因するものと考えられる。
【0035】
また、ここでいう相の不均一性とは、鋼球の場合、強磁性相であるαFe(フェライト)やマルテンサイト相と非磁性相である残留オーステナイト相の体積比が球の各領域において異なる場合などを指す。一方、超硬球においては、バインダーであるCo相がfcc相でもhcp相でも大きな磁気的変化を伴わないことから、相による不均一性は少ないものと予想される。
【0036】
本発明により、強磁性体を有する球における結晶集合組織や相の不均一性による磁気異方性を簡便な磁気特性の測定によって評価することが可能となることから、製造プロセスにおいてこれを評価することにより、強磁性体を有する球の球対称性からのずれを極力なくすよう製造上の焼結温度や熱処理温度、圧造条件、素材等のパラメーターを最適化するのに役立つ。また強磁性体を有する球を製造するライン上で球の全数もしくは一部を検査することにより、製造パラメーターの変化による球の特性のバラつきを減らすことに役立つ。これにより、より耐久性の高いベアリング球を製造することが可能となり、玉軸受の寿命が延び、機械回転部の信頼性や事故等の減少につながり、コストや安全性の上昇、省資源化に役立つ。
【0037】
またもう一つは、玉軸受の長時間の高荷重下での使用により、強磁性体を有する球の表面に発生する転位の蓄積量を保磁力の変化から、ベアリング球の疲労損傷の度合いを評価する技術であり、従来の手法とは異なり、フレーキング等の形態的損傷を受ける前のベアリング球の疲労劣化の進行度合いを評価することが可能となる。
【0038】
特に多段階の消磁と残留磁化を測定する本発明により、試料を構成する強磁性体における任意の保磁力以上をもつ領域の体積分率の変化を測定することができることから、弱い保磁力を持つ領域の体積の変化が簡便に感度良く測定でき、疲労損傷の僅かな変化を捉えることができる。この測定装置は、さらなる工夫により、玉軸受として使用した状態において、強磁性体を有する球の疲労度をその場で評価する装置ともなりうる。ベアリング球の疲労損傷の度合いを評価できることによって、玉軸受のメンテナンスが容易になり、機械回転部の信頼性や事故等の減少につながり、コストや安全性の上昇、省資源化に役立つ。
【図面の簡単な説明】
【0039】
【図1】本発明を実現する外部磁場印加下での変動磁場測定装置を示した図である。
【図2】本発明を実現する外部磁場印加下での変動磁場測定装置におけるタンブラー部の詳細を示した図である。
【図3】製造直後の新品の鋼球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルである。
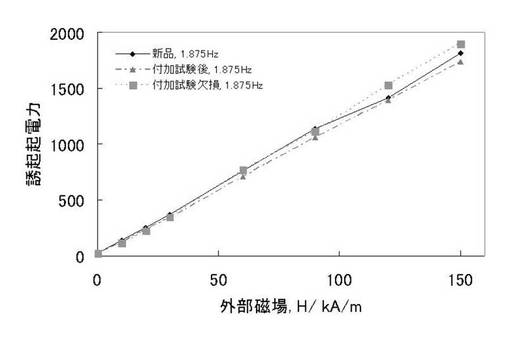
【図4】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける1.875Hzでのピーク強度の外部磁場による変化を示す図である。
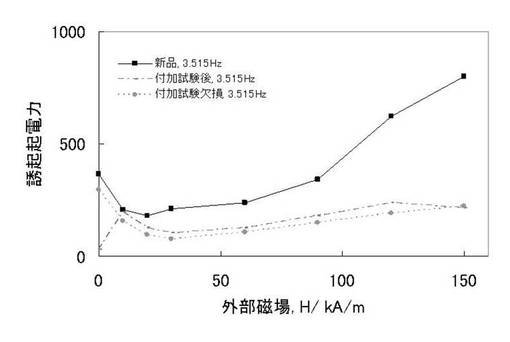
【図5】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける3.515Hzでのピーク強度の外部磁場による変化を示す図である。
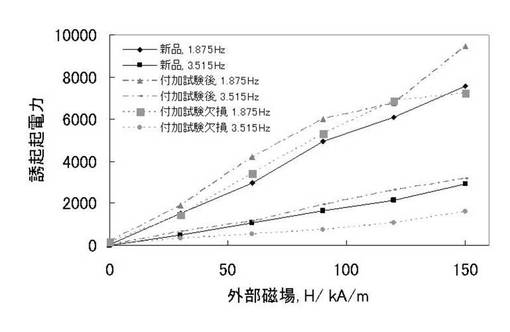
【図6】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、1軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける1.875Hzおよび3.515Hzでのピーク強度の外部磁場による変化を示す図である。
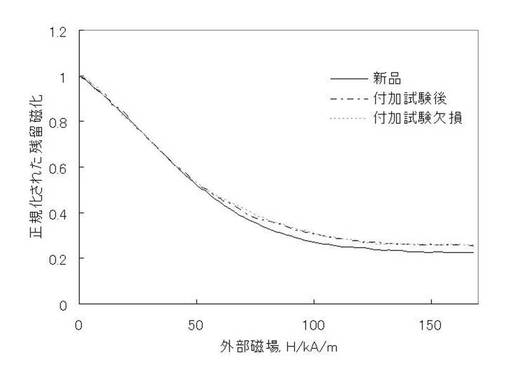
【図7】製造直後の新品の鋼球および付加試験後欠損をしない鋼球および付加試験後欠損した鋼球を試料とし、交流消磁させる外部磁場を次第に増加させた場合における残留磁化の変化を着磁直後の値で正規化した図である。
【図8】製造直後の超硬球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルである。
【図9】製造直後の超硬球を試料とし、2軸回転させた場合における変動磁場による誘起起電力の周波数スペクトルにおける1.875Hzおよび3.515Hzでのピーク強度の外部磁場による変化を示す図である。
【発明を実施するための最良の形態】
【0040】
以下、図面を参照して本発明の一実施形態を説明する。図面は模式的なものであり、現実のものとは異なる。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれている。本発明である2軸回転下での磁場測定を利用した強磁性体を有する球の磁気異方性と疲労損傷の度合いを測定する方法に関する一実施形態を以下に記す。
【0041】
まず本発明に基づいた測定装置を実際に作製し、これを用いて試験をおこなった。試料については、玉軸受用に作製された鋼球および超硬球を用いた。特に前者については、作製直後の玉、および作製後負荷試験をおこない表面に疲労を発生させたもののうちフレーキングを起こした玉、同負荷試験後にフレーキングを起こさなかった玉の3つを用意した。これらの玉を一定磁場下で2軸回転させ、その際発生する誘起変動磁場をサーチコイルによって測定をおこなった。誘起変動磁場によりサーチコイルに発生した誘導起電力は、データー収集後フーリエ変換をおこない、スペクトルピークを得た。外部磁場を変化させながら同じ測定をおこない、スペクトル強度の変化について、これらの試料の間の比較をおこなった。
【0042】
また各試料について、本発明を用いた保磁力の測定をおこなった。まず試料を着磁後、弱い磁場下で交流消磁をおこない、その後、外部磁場0の状態で、試料を2軸回転させることにより残留磁化により発生する誘導起電力の測定をおこなった。交流消磁の際の外部磁場を次第に増加させながら、これらの測定を繰り返し行い、消磁磁場の増加とともに減少する残留磁化の変化を測定し、負荷試験により増加した転位密度と保磁力の変化について比較検討をおこなった。
【0043】
本発明に基づいた測定装置を図1に示す。この装置は、1.5×105A/mまで外部磁場を付加可能な電磁石1、電磁石1に直流を付加する安定化直流電源2、2軸周りの回転を可能にする非磁性絶縁体であるプラスチック製のタンブラー4、タンブラー内部の非磁性絶縁体であるプラスチック製の試料保持部10、このタンブラー4に一定の回転数を与える速度可変なモーター8、タンブラー4とモーター8をつなぐ非磁性絶縁体であるゴム製の回転ベルト9、タンブラー付近に設置したサーチコイル3、サーチコイル3の電圧を増幅する電圧アンプ5、試料のバルクハウゼンノイズや複数相からなる試料の透磁率の激しい変化から生じるノイズを減少させるためのローパスフィルター11、データーロガー6からなる。
【0044】
ローパスフィルター11は回転周波数の数倍程度を目安にとる。モーター8からのノイズを避けるため、サーチコイル3とモーター8の間はプラスチック製の固定バー14によってできるだけ長く(40cm)離した。データーロガー6に記録された誘導起電力の変化は、コンピューターによりデジタルフーリエ変換され、回転によって生じるピークのスペクトル強度について着目した。
【0045】
電磁石1は軟磁性体である低炭素鋼やパーマロイをヨーク12とし、タンブラー4近くのヨーク12の両極は、直径が70mmの円筒型とし、試料よりも十分に大きく取ることにより、一定の外部磁界を供給できるように設計した。両ヨーク12の極は、65mm離し、タンブラー4を設置できる空間を作り、より磁界を均一化させた。電磁石1は水冷により冷却されている。またこの電磁石はソレノイド等を用いることにより、より均一な磁界を供給させることが可能となる。
【0046】
この電磁石1にノイズや変動の少ないシリーズ直流電源を安定化直流電源2に用いて、一定の外部磁場を付加させた。これにより安定化直流電源2のノイズによる外部磁界の変化はほとんど無視できる。今回の試験における外部磁場は、0〜1.5×105A/mの範囲で変化させた。
【0047】
2軸周りの回転を可能にするタンブラー4は、非磁性絶縁体であるナイロンにより作製した。このタンブラー4の詳細を図2に示す。タンブラー4は、45に歯切りをされた2つの外側のかさ歯車15、16と40に歯切りをされた2つの内側のかさ歯車17、18からなる。二つのかさ歯車の数の比を簡単な有理数倍におくことにより、2軸周りの周期的な回転が得られる。同じ種類のかさ歯車は、それぞれ試料の両側に設置し、内側のかさ歯車17、18と外側のかさ歯車15、16は垂直に組み合わせることにより回転部を作製した。外側のかさ歯車のうち片方の15はこれに固定されたプーリー19を通して回転ベルト9に接続させた。またもう片方の外側のかさ歯車16は、固定治具22を通じて固定バー14に設置させた。また内側のかさ歯車のうち一方の17は、外側のかさ歯車15、16に垂直に組み合わされ、もう一方の内側のかさ歯車18は、フリーで試料を入れる容器である試料保持部10につながっている。この試料保持部10の内部に試料である球形の試料20がちょうど中心になるように加工された試料容器21がはめ込まれる。試料容器21は試料保持部10においてネジ止めされており動かない。今回はモーターのスピードを一定とし、外側のかさ歯車15の1回転を3.75Hzとした。
【0048】
外側のかさ歯車15の1回転に対して、内側のかさ歯車18とこれにつながった内部の試料保持部20は、同じ軸周りに半回転することから、試料保持部10の外側のかさ歯車軸周りの1回転は、1.875Hzとなる。一方、内側と外側のかさ歯車の歯数の差から、内側のかさ歯車の軸は、外側のかさ歯車の軸に垂直に1/8回転ずつ進む。これにより外側のかさ歯車15が8回転することにより試料保持部10はちょうど反転し、外側のかさ歯車15の16回転目で試料保持部10は元に戻る。ここでは以上のように2軸回転機構を作製したが、かさ歯車の歯数や回転速度は、簡単な有理数比になるように任意に設計しても構わない。
【0049】
試料保持部10は、かさ歯車と同様に非磁性絶縁体であるナイロンにより作製し、直径20mm、高さ20mmの円筒型とした。試料は、一つずつ直径20mm、高さ20mmの円筒型のゴム製のケースに非磁性体で詰め物をして、中心部に来るように工夫を施した。球形の試料20が十分に中心にあるかは、鉄系アモルファス金属の球や歪取りの熱処理を施したパーマロイの球や非磁性球の中心に軟磁性体の微小球を配置して回転による位置の変化を敏感にした標準試料を用いて、磁気異方性によるピークが発生しないことを確かめると良く、これを使って中心位置を調整することができる。または、かさ歯車や試料保持部10を透明にすることにより目視で確認できる。今回の条件では、外部磁場の磁極を十分に大きく設計したことにより、試料の設置位置は信号にあまり影響を与えなかった。
【0050】
サーチコイル3は、φ0.5mmのエナメル線を直径90mmの円状に150巻きすることによって作製した。サーチコイル3の出力は同軸ケーブル13でアースされた撚り線により直流アンプ5までつなぎ、100倍に増幅させた。今回の回転周波数が、3.75Hz程度であったことから、増幅された信号は、30Hzのローパスフィルター11を通過させ、その後、データーロガー6により100秒間、1kHzのサンプリング周波数で記録させた。
【0051】
鋼球の場合、ローパスフィルター11を通過させる前の信号には、ほとんど大きな高周波ノイズは観測されなかったため、ローパスフィルター11の有無は今回の測定には大きな影響を与えなかった。一方、超硬球の場合には、100Hz以上の高周波において激しいノイズが観察された。これは超硬球が非磁性相のなかに磁性相が分布した複数相からなるために、回転により方向を変えることにより、試料の透磁率が激しく変化することに起因しているものと考えられる。今回のように回転周期がつくる30Hz以下の低周波領域におけるスペクトルのピークを議論するためには、試料によっては、ローパスフィルター11が重要な役割を果たした。
【0052】
測定した試料は、WC硬質粒子に5〜6wt%のCoバインダーを添加した直径が10.3mmの超硬球および材質がSUJ2、直径が9.3mmの玉軸受用鋼球である。超硬球は焼結後、研磨されたものであり、鋼球は焼き入れ処理後に焼鈍処理されたものである。超硬球は1つの試料について測定をおこなった。鋼球については3つの試料について測定をおこない、その一つは作製直後の新品の鋼球であり、2つ目は作製後に最大3.2GPaの荷重負荷、3000rpmの回転速度で、2935.7時間の負荷試験を施したものであり、フレーキングは起こしていない。また3つ目の試料は同じ負荷試験において、フレーキングを起こした鋼球である。一般に玉軸受の負荷試験において、鋼球の表面には疲労損傷に伴い転位が多く導入されていることが知られている、
【0053】
今回の試験においては、各試料を一つずつ、試料保持部にセットした後に、これを電磁石1の極であるヨーク12の間に配置し、2軸回転をさせた後に一定の外部磁場を付加させ、その際、サーチコイル3に発生する誘導起電力を60秒間測定をおこなった。外部磁界は、超硬球については、0〜7.0×104A/mまでの間で、鋼球については、0〜1.5×105A/mまでの間で、弱い値から徐々に増加させた。
【0054】
図3には、1.5×105A/mの外部磁場下で新品の鋼球試料を2軸回転させた際に発生する誘導起電力の信号をコンピューターにてデジタルフーリエ変換させたスペクトル信号を示す。ここで示されるように、1.875Hzと3.515Hzにおいて、鋭いピークが出現することが分かる。この傾向は、負荷試験された試料についても同じであり、今回の信号が単純な2つのスペクトル信号からなることが理解される。これらスペクトルの周波数は、2軸回転の速さや波数の組み合わせに依存する。
【0055】
図4、図5にこれらのスペクトルの外部磁場による変化を示す。図4に示した1.875Hzのスペクトル強度は、外部磁界に比例してその強度が上昇し、各試料において変化がないことが分かる。一方、図5に示した3.515Hzのスペクトルは、外部磁界に依存せず、負荷試験された試料については、外部磁場なしの状態で示した初期の値が、外部磁場の印加により減少した後に、ほぼ一定の値を示した。負荷試験された試料については、フレーキングの有無に関わらず、外部磁場の印加によらず両者ともほぼ同じ値を示した。一方、新品の試料については、外部磁場なしの状態で示した初期の値は同じものの、ピーク強度は前者よりも大きく、強い磁場下においては、外部磁場の増加に伴って大きくなる傾向が見られた。
【0056】
今回の試料は、いずれも4.267秒(つまり、0.234Hz)で全ての軸が同じ位置に戻ることから、図3に見られた1.875Hzのスペクトルピークは、この間に8回回転する運動に対応し、ちょうど試料が1回転するごとに生じた信号であることを意味する。外部磁場に比例することからも、1回転ごとに変化する磁気異方性の変化を意味するピークであることが分かる。試料全体の磁気異方性は、負荷試験によっても変化しないため図4におけるピーク強度は、各試料とも同じ値を取った。
【0057】
一方、図3に見られた3.515Hzのスペクトルピークは、この間に15回回転する運動に対応し、16回からの1回分のずれは2軸回転によるずれにより引き起こされたものと考えられる。つまり、このピークは試料が半回転するごとに生じた信号であることを意味する。無磁場下で初期の残留磁化により、ある一定以上のピーク高さが見られること、その後、外部磁場下での2軸回転により消磁が進み、残留磁化が減少すること。さらに大きな外部磁場下で残留磁化が上昇することからも、このピーク高さが保磁力の変化を意味することが分かる。そのため、図5におけるピークの値は、負荷試験によって転位密度の増加した試料ほど保磁力が大きくなり、変化しなくなった。
【0058】
同様に試料を1軸回転させた場合に置いては、スペクトルは3.75Hzと7.5Hzにピークが見られた。1軸回転の場合は、試料の回転は単純に1軸の回転数である3.75Hzに等しくなる。図6に示すように、これらはいずれも外部磁界に比例し、2軸回転時に見られた外部磁界に比例しない保磁力を意味するピークは、1軸回転では現れないことが分かった。
【0059】
一方、1.5×105A/mで各鋼球の試料を着磁し、弱い磁場から次第に高い磁場にしながら、多段階消磁(非特許文献10 「古地磁気学」、小玉一人、東京大学出版会、および、非特許文献8)をおこなったところ、各段階での各試料の残留磁化による誘導起電力は、図7に示すように最初は直線的に変化し、その後、変化のスピードは減少し、一定の残留磁化に漸近した。各起電力をその試料の着磁直後の起電力で正規化したところ、新品の試料と負荷試験をおこなった試料とでは、この漸近する残留磁化の値が異なっており、同じ付加試験を行った試料の残留磁化は、欠損のあるなしに関わらず一定であった。
【0060】
一般にベアリング球は、球形に塑性加工後、研磨過程において真球に磨き上げられる。そのため新品の試料においても球表面にかなり高密度の転位が存在し、この転位による磁壁のピン止め効果(非特許文献6)により保磁力が増加することから、大きな残留磁化が存在していたものと考えられた。一方、負荷試験をおこなった試料は、軸受けとしての負荷応力により、表面にさらに転位が増加するために、表面層の保磁力が新品以上に増加し、これが漸近後の残留磁化の増加を生んだものと考えられた。図7の残留磁化の値が1割増加したことから、転位密度も新品の鋼球に比べ、負荷試験により1割増加したものと考えられる。
【0061】
図5で示された3.515Hzのピーク値の変化は、負荷試験をおこなった試料では、外部磁場に依らず一定であったのに対し、新品の鋼球では外部磁場がある一定以上になると増加する傾向にあった。これは多段階消磁における残留磁化の測定でも示されたように、負荷試験による保磁力の増加に対応するものと考えられる。
【0062】
一方、外部磁場下で作成直後の超硬球を2軸回転させた際に発生する誘導起電力の信号については、高周波において大きなノイズが発生した。このノイズは前述したように、超硬球を構成する強磁気相が微細に分散しており、回転で位置を変えることによって、試料の反磁界が激しく変化するためであると考えられる。この高周波ノイズを30Hzのローパスフィルターによって取り除いたところ、そのスペクトルにおいては、鋼球同様、2軸回転に対応した1.875Hzと3.515Hzにおける鋭いピークが出現した。図8に、7.0×104A/mの外部磁場下で作成直後の超硬球を2軸回転させた際に発生する誘導起電力の信号をフーリエ変換させたスペクトル信号を示す。これらのピークは、鋼球同様、前者が球内部の組織の磁気異方性に関連する値に対応し、後者が球を構成する磁性相の保磁力に関連するピークであると考えられる。
【0063】
図9にこれらのスペクトルの外部磁場による変化を示す。1.875Hzのスペクトル強度は、外部磁界に比例してその強度が上昇し、超硬球を構成する強磁性バインダー相の磁気異方性に対応することが分かる。一方、3.515Hzのスペクトルは、外部磁場なしの状態で示した初期の残留磁化の値が、外部磁場の印加により減少していく様子や、消磁後、ほぼ一定の値を示し、外部磁場の増加に従って、その強度が微増する様子が観察された。これは鋼球での結果と同じであると考えられ、それぞれのピーク強度が、超硬燒結材における硬質粒子の分布の不均一性や、バインダー相の結晶方位の異方性、バインダー粒子の残留応力などの評価に応用できることが分かる。
【産業上の利用可能性】
【0064】
本発明である強磁性体を有する球の異方性と疲労損傷を評価する方法の産業上の利用可能性を以下に述べる。
【0065】
まず、本発明は、強磁性体を有する球を多用する玉軸受における転動体であるベアリング球の生産に大きく貢献する。玉軸受の転動体の多くは、鋼球や超硬球からなるが、これらの故障の多くは、ベアリング球の表面の一部が疲労によりフレーキングを起こすためであることが知られている。
【0066】
ベアリング球は球形であることから、同じ応力下では、球の回転に関わらず等しい変形を受けることが期待される。ところが実際は球を構成する残留オーステナイト相やマルテンサイト相、フェライト相などの相が不均一に分布しているため、またこれらの相の結晶方位が完全な球対称性を持たない結晶配向性を示すことから、球の弾性定数に異方性が存在している。そのため、球の特定の箇所で、より大きな歪や疲労を受けるために、この箇所においてベアリング球が欠損する原因となる可能性がある。
【0067】
従来のベアリング球の生産においては、こうした球の異方性を簡便に評価する手法があまり報告されておらず、そのため内部組織の異方性が大きなベアリング球が製造される可能性があり、玉軸受の寿命を短くし、これにばらつきを与えていた。
【0068】
本発明を、ベアリング球である鋼球の生産時に適応すれば、球の一つの評価法として利用することができ、簡便なため全数検査にも耐えうる手法となりうる。この評価による磁気異方性を少なくするように、各製造パラメーター(均質化処理温度、焼き入れ温度、焼鈍温度、焼入速度、等)を最適に調整することにより、球を構成する各相(残留オーステナイト相、マルテンサイト相、フェライト相、等)の比率を均質化し、各相の結晶方位が球対称に近い、等方的な鋼球を製造することができ、ベアリング球の品質管理の向上に寄与し、特定の位置でのベアリング球の破損が少なくなり、寿命の延びが期待される。
【0069】
また、本発明を、ベアリング球である超硬球の生産時に適応すれば、同じく球の一つの評価法として利用することができ、簡便なため全数検査にも耐えうる手法となりうる。この評価による磁気異方性を少なくするように、各製造パラメーター(原料の混合時間、原料の粒径調整、焼結温度、焼結時間、冷却温度、冷却方式等)を最適に調整することにより、球を構成する各相(硬質粒子相、バインダー相、等)の比率を均質化し、バインダー相の結晶方位が球対称に近い、また硬質相の分散が等方的で均質な超硬球を製造することができ、ベアリング球の品質管理の向上に寄与し、特定の位置でのベアリング球の破損が少なくなり、寿命の延びが期待される。
【0070】
またベアリング球は、フレーキング等の致命的な欠陥を起こす前に取り換える必要がある。これまでの玉軸受は、最初のフレーキングが生じるまでの総回転数を軸受の転がり疲れ寿命として、これが10%の確率で起こるまでの標準時間を機械設計の大きなパラメーターの一つとしていた。
【0071】
ところがベアリング球のこれまでの破壊確率は、個々の球により大きなばらつきがあるため、転がり疲れ寿命以下で破損する場合も、しばしば見受けられ、玉軸受を使う多くの機械部品において、大きな大事故につながる破損を防ぐことができないでいた。
【0072】
そのため、ベアリングの欠損の発生をモニターする工夫が多く提案され、大型風車などにはこうした機械が取り付けられている。その中でもショックパルス法は、従来の振動法では見つけることのできないベアリング球のフレーキングの発生を検出できる方法として、実際に使用されている。ところがこうした従来の手法は、フレーキング等の欠損が起こってから、これを検出する手法であって、欠損前にどれだけ疲労度が蓄積されたかを検査することはできないでいた。
【0073】
本発明によって明らかになる保磁力の増加量を、ベアリング球の疲労検査に用いれば、球表面に蓄積された転位密度の増減を評価することができる。これは玉軸受として使用した後の球の評価に使うこともできるし、製造時の研磨による欠陥の蓄積の評価に使うこともできる。
【0074】
さらに本発明によって明らかになる保磁力の増加量を超硬球に応用すれば、硬質粒子とバインダーとの間に発生する残留応力を評価することができ、超硬材料の開発における硬質粒子とバインダーの組合せの選択にも寄与することができる。
【符号の説明】
【0075】
1 電磁石
2 安定化直流電源
3 サーチコイル
4 タンブラー
5 電圧アンプ
6 データーロガー
7 モーター用電源
8 モーター
9 回転ベルト
10 試料保持部
11 ローパスフィルター
12 ヨーク
13 同軸ケーブル
14 固定バー
15 外側のかさ歯車
16 外側のかさ歯車
17 内側のかさ歯車
18 内側のかさ歯車
19 プーリー
20 球形の試料
21 試料容器
22 固定治具
【特許請求の範囲】
【請求項1】
強磁性材料からなる被測定物を一様磁場下で回転させ、前記被測定物の回転により誘起される磁界強度を、前記被測定物の近傍に配置された磁気センサーで測定することにより、前記強磁性材料の磁気特性を評価する磁気特性評価試験用試料であって、前記試料の形状が球形であることを特徴とする磁気特性測定用試料。
【請求項2】
一様磁場下で、請求項1に記載の球形の強磁性材料を、前記強磁性材料の球心を通る仮想のX、Y軸を回転軸とし、X軸回りの所定回転速度の回転に、Y軸回りの所定の回転速度の回転を重畳させて回転させ、
前記強磁性材料が誘起する磁界強度の時間変化を前記磁気センサーにて、所定時間連続的に計測し、計測されたデーターについてフーリエ変換を行い、得られた周波数のスペクトルから、外部磁場に依存する第1の周波数におけるスペクトル強度と、内部磁化に依存する第2の周波数におけるスペクトル強度を抽出することを特徴とする磁気測定方法。
【請求項3】
前記強磁性材料が誘起する磁界強度特性から生じる前記第1の周波数におけるスペクトル強度により、前記強磁性材料の磁気異方性と、結晶集合組織や相の不均一性と、残留応力の不均一性と、を評価することを特徴とする強磁性材料の材料特性評価方法。
【請求項4】
前記強磁性材料が誘起する磁界強度特性から生じる前記第2の周波数におけるスペクトル強度により、前記強磁性体内部の疲労損傷の度合いを評価することを特徴とする強磁性材料の材料特性評価方法。
【請求項5】
球形の強磁性材料について、次のプロセスを繰り返して得られる残留磁化の減少曲線から、強磁性体材料の疲労損傷程度を評価することを特徴とする強磁性材料の材料特性評価方法。
(1)周知の着磁装置に球形の強磁性材料を静置し、所定の着磁界強度で所定時間着磁する。
(2)前記周知の着磁装置に前記球形の強磁性材料を回転可能に設置し、前記所定の着磁界強度より弱い所定の消磁界強度で前記強磁性材料を回転させながら、所定時間消磁する。
(3)前記球形の強磁性材料の残留磁気を測定する。
(4)上記(2)〜(3)の工程を前記消磁界強度を漸増させながら所定回数繰り返す。
【請求項6】
強磁性材料からなる球形試料を保持する試料ホルダーと、
前記試料ホルダーが配置される空間に、磁界強度調整自在で一様な磁場を形成できる磁石装置と、前記試料ホルダーに保持される前記球形試料の球心を通る仮想のX、Y軸を回転軸とし、X軸回りの回転に、Y軸回りの回転を重畳させる回転機構と、
前記試料ホルダーの近傍に配置され、前記球形試料の回転により誘起される磁界強度を測定する磁気センサーとから構成され、
前記試料が誘起する磁界強度の時間変化が所定時間連続的に計測できることを特徴とする磁気特性測定装置。
【請求項1】
強磁性材料からなる被測定物を一様磁場下で回転させ、前記被測定物の回転により誘起される磁界強度を、前記被測定物の近傍に配置された磁気センサーで測定することにより、前記強磁性材料の磁気特性を評価する磁気特性評価試験用試料であって、前記試料の形状が球形であることを特徴とする磁気特性測定用試料。
【請求項2】
一様磁場下で、請求項1に記載の球形の強磁性材料を、前記強磁性材料の球心を通る仮想のX、Y軸を回転軸とし、X軸回りの所定回転速度の回転に、Y軸回りの所定の回転速度の回転を重畳させて回転させ、
前記強磁性材料が誘起する磁界強度の時間変化を前記磁気センサーにて、所定時間連続的に計測し、計測されたデーターについてフーリエ変換を行い、得られた周波数のスペクトルから、外部磁場に依存する第1の周波数におけるスペクトル強度と、内部磁化に依存する第2の周波数におけるスペクトル強度を抽出することを特徴とする磁気測定方法。
【請求項3】
前記強磁性材料が誘起する磁界強度特性から生じる前記第1の周波数におけるスペクトル強度により、前記強磁性材料の磁気異方性と、結晶集合組織や相の不均一性と、残留応力の不均一性と、を評価することを特徴とする強磁性材料の材料特性評価方法。
【請求項4】
前記強磁性材料が誘起する磁界強度特性から生じる前記第2の周波数におけるスペクトル強度により、前記強磁性体内部の疲労損傷の度合いを評価することを特徴とする強磁性材料の材料特性評価方法。
【請求項5】
球形の強磁性材料について、次のプロセスを繰り返して得られる残留磁化の減少曲線から、強磁性体材料の疲労損傷程度を評価することを特徴とする強磁性材料の材料特性評価方法。
(1)周知の着磁装置に球形の強磁性材料を静置し、所定の着磁界強度で所定時間着磁する。
(2)前記周知の着磁装置に前記球形の強磁性材料を回転可能に設置し、前記所定の着磁界強度より弱い所定の消磁界強度で前記強磁性材料を回転させながら、所定時間消磁する。
(3)前記球形の強磁性材料の残留磁気を測定する。
(4)上記(2)〜(3)の工程を前記消磁界強度を漸増させながら所定回数繰り返す。
【請求項6】
強磁性材料からなる球形試料を保持する試料ホルダーと、
前記試料ホルダーが配置される空間に、磁界強度調整自在で一様な磁場を形成できる磁石装置と、前記試料ホルダーに保持される前記球形試料の球心を通る仮想のX、Y軸を回転軸とし、X軸回りの回転に、Y軸回りの回転を重畳させる回転機構と、
前記試料ホルダーの近傍に配置され、前記球形試料の回転により誘起される磁界強度を測定する磁気センサーとから構成され、
前記試料が誘起する磁界強度の時間変化が所定時間連続的に計測できることを特徴とする磁気特性測定装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−76617(P2013−76617A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216159(P2011−216159)
【出願日】平成23年9月30日(2011.9.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、独立行政法人新エネルギー・産業技術総合開発機構 「希少金属代替材料開発プロジェクト/超硬工具向けタングステン使用量低減技術 開発」再委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(304026696)国立大学法人三重大学 (270)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成23年度、独立行政法人新エネルギー・産業技術総合開発機構 「希少金属代替材料開発プロジェクト/超硬工具向けタングステン使用量低減技術 開発」再委託研究、産業技術力強化法第19条の適用を受ける特許出願
【出願人】(304026696)国立大学法人三重大学 (270)
【Fターム(参考)】
[ Back to top ]