
強粘性食品用トレーとその製造方法
【課題】強粘性食品の付着を抑制又は防止できる食品トレーを開発すること。
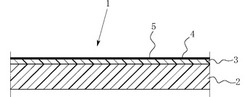
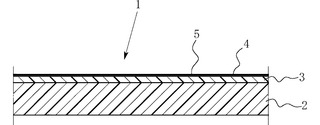
【解決手段】ポリプロピレンシート2の片面に食品用シリコーンのコーティング層4を形成したポリプロピレンフィルム3をダイレクトラミネートしてなる強粘性食品用トレーの成形用シート基材1であり、ポリプロピレンシート2は真空・圧空成形に適した無延伸ポリプロピレンであり、ポリプロピレンフィルム3も同様に無延伸ポリプロピレンであり、その表面にコロナ放電加工層5を施した後に食品用シリコーンをコーティングして食品用シリコーンのコーティング層4とした。
【解決手段】ポリプロピレンシート2の片面に食品用シリコーンのコーティング層4を形成したポリプロピレンフィルム3をダイレクトラミネートしてなる強粘性食品用トレーの成形用シート基材1であり、ポリプロピレンシート2は真空・圧空成形に適した無延伸ポリプロピレンであり、ポリプロピレンフィルム3も同様に無延伸ポリプロピレンであり、その表面にコロナ放電加工層5を施した後に食品用シリコーンをコーティングして食品用シリコーンのコーティング層4とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品の付着を抑制又は防止する内面処理を施した食品容器の成形に適した強粘性食品用トレーの成形用シート基材に関する。
【背景技術】
【0002】
食品は様々な形状を有しているため、それぞれの保管、運搬又は利用に適した食品容器に収納される。例えば、冷凍餃子の場合、仕切りを挟んで同じ姿勢の餃子を並べて収納できる食品容器が用いられる。また、アイスクリームの場合、一人分を単位とする紙製容器又は樹脂製容器のほか、多数人分をまとめて収納する大型の紙製又は樹脂製容器が用いられる。アイスクリームは、大型の紙製容器又は樹脂製容器からスプーンや専用取出具(アイスデッシャー)ですくって、一人分を適宜飲食用容器に移し替える。
【0003】
特許文献1が開示する食品容器は、上記アイスクリームにおいて、大型の紙製容器又は樹脂製容器から一人分を適宜飲食用容器に移し替える手間を省くため、一人分の容量である収納凹部を多数有する樹脂製容器(樹脂製トレー)の前記収納凹部にアイスクリーム(冷菓)を収納、冷凍固化させ、各収納凹部を可撓変形させることにより前記収納凹部毎にアイスクリームを取り出せるようにしている(特許文献1・[請求項1][請求項3][請求項7])。このような樹脂製容器は、ポリプロピレン製のものが多く用いられ、適度に可撓性を有する各種のポリプロピレンシートを素材として、真空成形、プレス成形、圧空成形等の成形加工手段により成形されることも知られている(特許文献1・[0023])。
【0004】
特許文献1は、また、流動性のあるシャーベットを、食品容器の各収容凹部に所定量(例えば50−100cc)ずつ充填し、食品容器ごと−25℃〜−30℃で冷凍、固化させる場合を例示している。固化したシャーベットは、収容凹部に対応した形状(転写形状)のブロック状を保持したまま取り出せる(特許文献1・[0021])。例示は、シャーベットに代えてアイスクリームを対象としても、同様に成立するとしている(特許文献1・[0022])。食品容器は、保冷状態のままレストラン、小売店又はホテルへ輸送できる(特許文献1・[0031])。
【0005】
一般に、シリコーン樹脂は剥離材として、各種分野で使用されている。また、合成樹脂シートやフィルムの剥離性を高めるためにその表面へシリコーン樹脂のコーティングをすることも周知技術である。そして、シリコーン樹脂の密着性を高めるために、シリコーン樹脂のコーティング前に、熱可塑性樹脂フィルムの硬化樹脂層にコロナ放電処理、フレーム処理、オゾン処理等の表面活性化処理、あるいはアンカー処理剤を用いたアンカーコーティング処理を施すことも知られている(特許文献2・[0059])。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実用新案登録第3029637号公報
【特許文献2】特開2007-320208号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
通常、食品用トレーは大量に消費され,かつ安価に供給する必要から、汎用のポリプロピレンシートの真空・圧空成形で製造されているが、上記のような特許文献1の業務用アイスクリーム容器では、内容物の取り出しに際しては、トレーを天地返しして、かつ底面を押して強制的にトレーを変形させてアイスクリームの取り出しをしなければならないという難点がある。
【0008】
これから、上記現状において、特許文献1が開示する食品容器で予め小分けしてアイスクリームを固化させ、前記食品容器をそのまま運送、保管に供するので、小分け作業が省略できる点では好ましいと考えられる。ところが、既述したように、収納凹部から奇麗にアイスクリームを取り出すことは難しく、小分けから運送、保管までが低温状態(−25℃〜−30℃)である業務用のアイスクリームの場合、前記取り出しがより困難になる。食品容器の内面に食品が付着する問題は、アイスクリームに限らず、強粘性の業務用食品の形状維持流通用トレー、特に惣菜用である餃子を収納する食品トレーにも見られる。そこで、食品の付着を抑制又は防止できる食品容器について検討した。
【課題を解決するための手段】
【0009】
上記解決手段として、本発明では、ポリプロピレンシートの片面に食品用シリコーンをコーティングしたポリプロピレンフィルムをダイレクトラミネートした複合シートを強粘性食品用トレーの成形用シート基材とした。
【0010】
ポリプロピレンシートには、真空・圧空成形に適した無延伸ポリプロピレン(CPP)を使用するのが好適である。一般のPPは耐熱性に優れており加熱処理をする食材用トレーには適しているが、アイスクリームのように低温保存を必要とするものには、ポリエチレンやαオレフィン特にブテン−1等とのランダム共重合体からなる耐寒性PPを選択する。シートの厚みは食品トレーの大きさや用途によって適宜決定するが、通常250-1000μmの範囲である。
【0011】
また、このポリプロピレンシートの片面にラミネートするポリプロピレンフィルムは、ポリプロピレン(CPP)の膜厚10-40μm程度のフィルムが好ましく、この表面にコロナ放電加工を施した後に食品用シリコーンをコーティングしてラミネート用フィルムとしたものである。ここで、食品用シリコーンにUV硬化剤を混ぜ紫外線を照射するとシリコーンコーティング層の強度が増大する。同様に、エポキシアクリレート等の電子線硬化型オリゴマーからなるEB硬化剤をシリコーン樹脂中に添加し、これに電子線を照射し高いエネルギーを利用して硬化させる方法も利用できる。
【0012】
ポリプロピレンシートとポリプロピレンフィルムの張り合わせには、両者を接着剤により行うこともできるが、上記方法でシリコーンコーティングしたフィルムの裏面にTダイからシートを直接流し込みローラで圧着するダイレクトラミネートによるのが好ましい。
【0013】
本発明の強粘性食品用トレーの成形用シート基材は、これを用いてトレーにすると、全体形状を構成するポリプロピレン製の容器本体の内面側に、片面にシリコーン樹脂層を形成したポリプロピレン製のシート膜を、前記シリコーン樹脂層を容器本体の内面と反対側に向けてラミネートして構成される食品容器となる。容器本体の全体形状は、収納する食品に合わせて決定される。例えば、アイスクリームの食品容器は、多数の収納凹部を形成したトレーを例示できる。また、餃子を収納する食品容器は、仕切りを挟んで同じ姿勢の餃子を並べて収納できる食品トレーを例示できる。
【発明の効果】
【0014】
本発明の強粘性食品用トレーの成形用シート基材により成形した食品容器は、食品が接する内面にシリコーン樹脂層を形成し、食品の付着を抑制又は防止する。シリコーン樹脂層は、ほとんどの有機物と非相溶のために高い離型性を有し、しかも耐熱性及び耐寒性に優れ、食品の冷凍又は加熱する温度範囲で、前記剥離性を発揮できる。
【0015】
容器本体及びシート膜は、いずれも同じポリプロピレンであり、容器本体を構成するポリプロピレンシートとフィルムとを、ダイレクトラミネート(押し出しラミネート)により一体化できる。食品容器は、一体化された前記ポリプロピレンシートとフィルムとを真空成型又は圧空成型して得られる。シリコーン樹脂層は、フィルムの片面を放電加工により粗雑面とし、前記粗雑面に塗布して形成されるのでフィルムが剥離するようなことがなく、繰り返し使用できる。
【0016】
容器本体は、厚いシート部分がPPであり、薄いフィルム部分CPPであるので、全体として絞り成型に向きながら、引っ張り強度や引裂強度に優れる上、光沢があって透明性に優れ、防湿性、耐水性、耐熱性、耐油性及び耐ボイル性に優れ、食品に接する内面のシリコーンラミネート層のために食品との剥離性が優れる。
【0017】
これにより、多数の収納凹部を設けた食品トレーを複数の収容凹部を有するトレーに適用すれば、食品の形体を崩すことなくトレーから取り出すことができる。また、アイスクリームのような冷菓を各収納凹部に小分けして収容固化させ、そのまま運送、保管に供しながら、収納凹部から前記収納凹部の転写形状である1人分のアイスクリームを形崩れすることなく、奇麗かつ簡単に取り出すことができる。この場合は上述したように、耐寒性のシート基材を用いれば良い。
【0018】
本発明の強粘性食品用トレーの成形用シート基材を用いて得られるトレーは、強粘性の食品である、例えばアイスクリーム等の小分け成形用トレー(ディッシャー形状にする等)のほか、餃子等の業務用トレー(皮の破れ防止、底面をフラットに仕上げるなど高剥離性が要求される)、健康食品、老人食等の固形化用で取り出しの容易性が要求される)、練り製品の成形用、業務用食品の形状維持流通用トレー(作業性向上、消費者の利便性向上)など、各分野において食品容器からの剥離性が使用上の要求度が高い分野で広く使用される。
【図面の簡単な説明】
【0019】
【図1】本発明の強粘性食品用トレーの成形用シート基材の断面拡大図である。
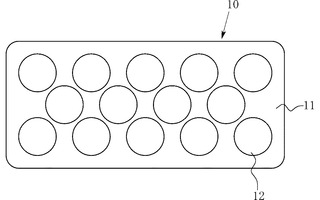
【図2】本発明の強粘性食品用トレーの成形用シート基材を用いて成形したアイスクリーム用トレーの平面図である。
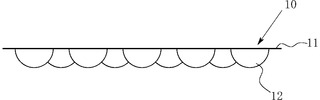
【図3】本発明の強粘性食品用トレーの成形用シート基材を用いて成形したアイスクリーム用トレーの側面図である。
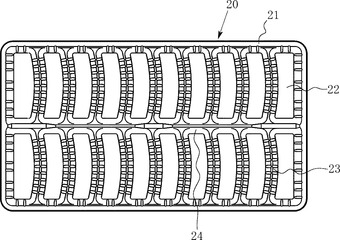
【図4】本発明の強粘性食品用トレーの成形用シート基材を用いて成形した餃子の業務用トレーの平面図である。
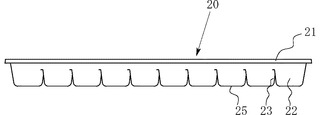
【図5】本発明の強粘性食品用トレーの成形用シート基材を用いて成形した餃子の業務用トレーの側面図である。
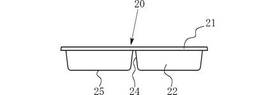
【図6】本発明の強粘性食品用トレーの成形用シート基材を用いて成形した餃子の業務用トレーの正面図である。
【発明を実施するための形態】
【0020】
以下、本発明の強粘性食品用トレーの成形用シート基材及びそれを用いた食品用トレーを実施例により具体的にかつ詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0021】
[実施例1]
図1は本発明の強粘性食品用トレーの成形用シート基材の断面拡大図であるが、この図にみられるように、成形用シート基材1はポリプロピレンシート2とポリプロピレンフィルム3の複合シートである。この複合シートは、片面に食品用シリコーン層4をコーティングしたポリプロピレンフィルム3をダイレクトラミネートした複合シートであり、これを強粘性食品用トレーの成形用シート基材1とした。
【0022】
ポリプロピレンシート2には、真空・圧空成形に適した厚さ800μmの無延伸ポリプロピレン(CPP)を使用した。一般のPPは耐熱性に優れており加熱処理をする餃子等の食材用トレーに適している。また、アイスクリームのように低温保存を必要とするものには、プロピレン−エチレン−ブテン−1ランダム共重合体からなる耐寒性PPを選択した。
【0023】
このポリプロピレンシート2の片面にラミネートするポリプロピレンフィルム3は、ポリプロピレン(CPP)の膜厚30μmのフィルムを用い、この表面にコロナ放電加工層5を施した後に食品用シリコーンをコーティングして表面にシリコーンコーティング層4を形成してラミネート用フィルムとしたものである。この際、シリコーン材にUV硬化剤が混合されている住友スリーボンド株式会社製の紫外線硬化性シリコーン樹脂「ThreeBond3164」(登録商標)を使用した。
【0024】
上記のポリプロピレンシート2とポリプロピレンフィルム3の張り合わせには、このフィルム3の裏面を上にしてTダイからポリプロピレンシート2の原料を直接流し込みローラで圧着してダイレクトラミネートして強粘性食品を収容するトレーの成形用シート基材1とした。
[実施例2]
【0025】
図2〜図3は実施例1に記載した耐寒性の強粘性食品用トレーの成形用シート基材を用いたアイスクリーム用トレー10を示すもので、全体形状を構成するポリプロピレン製トレーの内面側のトレー周辺平面部11とアイスクリーム収容部12に対して、シリコーンコーティング層4が来るように真空・圧空成形でアイスクリーム用トレー10を形成した。ポリプロピレンシート2が耐寒性のプロピレン−エチレン−ブテン−1ランダム共重合体であるので、アイスクリームの収容保存と運搬、取り出しの複数回の長期使用に耐えるトレーが得られた。トレーの形状は図示するものに限らず任意なものを成形することができた。
[実施例3]
【0026】
図4〜図6は実施例1に記載した一般のCPPからなる耐熱性の強粘性食品用トレーの成形用シート基材を用いた餃子用トレー20を示すもので、全体形状を構成するポリプロピレン製トレーの内面側のトレー周縁部21と餃子収容部22に対して、シリコーンコーティング層4が来るように真空・圧空成形で餃子用トレー20を形成した。餃子はトレーに付着して形崩れの激しい粘着性食品であるが、本発明のシート基材を用いることで、餃子収容部22や収容部隔壁23あるいはトレー区画隔壁24に付着することがなくなった。しかも、従来は餃子収容部22の底面は多数の溝を設けて剥離し易くしていたのが、本発明の成形用シート基材では溝なし底面25にしても形を保ったまま極めて剥離し易くなり、商品価値が著しく向上した。
【符号の説明】
【0027】
1 トレー成形用シート基材
2 ポリプロピレンシート
3 ポリプロピレンフィルム
4 シリコーンコーティング層
5 コロナ放電加工層
10 アイスクリーム用トレー
11 トレー周辺平面部
12 アイスクリーム収容部
20 餃子用トレー
21 トレー周縁部
22 餃子収容部
23 収容部隔壁
24 トレー分画隔壁
25 溝なし底面
【技術分野】
【0001】
本発明は、食品の付着を抑制又は防止する内面処理を施した食品容器の成形に適した強粘性食品用トレーの成形用シート基材に関する。
【背景技術】
【0002】
食品は様々な形状を有しているため、それぞれの保管、運搬又は利用に適した食品容器に収納される。例えば、冷凍餃子の場合、仕切りを挟んで同じ姿勢の餃子を並べて収納できる食品容器が用いられる。また、アイスクリームの場合、一人分を単位とする紙製容器又は樹脂製容器のほか、多数人分をまとめて収納する大型の紙製又は樹脂製容器が用いられる。アイスクリームは、大型の紙製容器又は樹脂製容器からスプーンや専用取出具(アイスデッシャー)ですくって、一人分を適宜飲食用容器に移し替える。
【0003】
特許文献1が開示する食品容器は、上記アイスクリームにおいて、大型の紙製容器又は樹脂製容器から一人分を適宜飲食用容器に移し替える手間を省くため、一人分の容量である収納凹部を多数有する樹脂製容器(樹脂製トレー)の前記収納凹部にアイスクリーム(冷菓)を収納、冷凍固化させ、各収納凹部を可撓変形させることにより前記収納凹部毎にアイスクリームを取り出せるようにしている(特許文献1・[請求項1][請求項3][請求項7])。このような樹脂製容器は、ポリプロピレン製のものが多く用いられ、適度に可撓性を有する各種のポリプロピレンシートを素材として、真空成形、プレス成形、圧空成形等の成形加工手段により成形されることも知られている(特許文献1・[0023])。
【0004】
特許文献1は、また、流動性のあるシャーベットを、食品容器の各収容凹部に所定量(例えば50−100cc)ずつ充填し、食品容器ごと−25℃〜−30℃で冷凍、固化させる場合を例示している。固化したシャーベットは、収容凹部に対応した形状(転写形状)のブロック状を保持したまま取り出せる(特許文献1・[0021])。例示は、シャーベットに代えてアイスクリームを対象としても、同様に成立するとしている(特許文献1・[0022])。食品容器は、保冷状態のままレストラン、小売店又はホテルへ輸送できる(特許文献1・[0031])。
【0005】
一般に、シリコーン樹脂は剥離材として、各種分野で使用されている。また、合成樹脂シートやフィルムの剥離性を高めるためにその表面へシリコーン樹脂のコーティングをすることも周知技術である。そして、シリコーン樹脂の密着性を高めるために、シリコーン樹脂のコーティング前に、熱可塑性樹脂フィルムの硬化樹脂層にコロナ放電処理、フレーム処理、オゾン処理等の表面活性化処理、あるいはアンカー処理剤を用いたアンカーコーティング処理を施すことも知られている(特許文献2・[0059])。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】実用新案登録第3029637号公報
【特許文献2】特開2007-320208号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
通常、食品用トレーは大量に消費され,かつ安価に供給する必要から、汎用のポリプロピレンシートの真空・圧空成形で製造されているが、上記のような特許文献1の業務用アイスクリーム容器では、内容物の取り出しに際しては、トレーを天地返しして、かつ底面を押して強制的にトレーを変形させてアイスクリームの取り出しをしなければならないという難点がある。
【0008】
これから、上記現状において、特許文献1が開示する食品容器で予め小分けしてアイスクリームを固化させ、前記食品容器をそのまま運送、保管に供するので、小分け作業が省略できる点では好ましいと考えられる。ところが、既述したように、収納凹部から奇麗にアイスクリームを取り出すことは難しく、小分けから運送、保管までが低温状態(−25℃〜−30℃)である業務用のアイスクリームの場合、前記取り出しがより困難になる。食品容器の内面に食品が付着する問題は、アイスクリームに限らず、強粘性の業務用食品の形状維持流通用トレー、特に惣菜用である餃子を収納する食品トレーにも見られる。そこで、食品の付着を抑制又は防止できる食品容器について検討した。
【課題を解決するための手段】
【0009】
上記解決手段として、本発明では、ポリプロピレンシートの片面に食品用シリコーンをコーティングしたポリプロピレンフィルムをダイレクトラミネートした複合シートを強粘性食品用トレーの成形用シート基材とした。
【0010】
ポリプロピレンシートには、真空・圧空成形に適した無延伸ポリプロピレン(CPP)を使用するのが好適である。一般のPPは耐熱性に優れており加熱処理をする食材用トレーには適しているが、アイスクリームのように低温保存を必要とするものには、ポリエチレンやαオレフィン特にブテン−1等とのランダム共重合体からなる耐寒性PPを選択する。シートの厚みは食品トレーの大きさや用途によって適宜決定するが、通常250-1000μmの範囲である。
【0011】
また、このポリプロピレンシートの片面にラミネートするポリプロピレンフィルムは、ポリプロピレン(CPP)の膜厚10-40μm程度のフィルムが好ましく、この表面にコロナ放電加工を施した後に食品用シリコーンをコーティングしてラミネート用フィルムとしたものである。ここで、食品用シリコーンにUV硬化剤を混ぜ紫外線を照射するとシリコーンコーティング層の強度が増大する。同様に、エポキシアクリレート等の電子線硬化型オリゴマーからなるEB硬化剤をシリコーン樹脂中に添加し、これに電子線を照射し高いエネルギーを利用して硬化させる方法も利用できる。
【0012】
ポリプロピレンシートとポリプロピレンフィルムの張り合わせには、両者を接着剤により行うこともできるが、上記方法でシリコーンコーティングしたフィルムの裏面にTダイからシートを直接流し込みローラで圧着するダイレクトラミネートによるのが好ましい。
【0013】
本発明の強粘性食品用トレーの成形用シート基材は、これを用いてトレーにすると、全体形状を構成するポリプロピレン製の容器本体の内面側に、片面にシリコーン樹脂層を形成したポリプロピレン製のシート膜を、前記シリコーン樹脂層を容器本体の内面と反対側に向けてラミネートして構成される食品容器となる。容器本体の全体形状は、収納する食品に合わせて決定される。例えば、アイスクリームの食品容器は、多数の収納凹部を形成したトレーを例示できる。また、餃子を収納する食品容器は、仕切りを挟んで同じ姿勢の餃子を並べて収納できる食品トレーを例示できる。
【発明の効果】
【0014】
本発明の強粘性食品用トレーの成形用シート基材により成形した食品容器は、食品が接する内面にシリコーン樹脂層を形成し、食品の付着を抑制又は防止する。シリコーン樹脂層は、ほとんどの有機物と非相溶のために高い離型性を有し、しかも耐熱性及び耐寒性に優れ、食品の冷凍又は加熱する温度範囲で、前記剥離性を発揮できる。
【0015】
容器本体及びシート膜は、いずれも同じポリプロピレンであり、容器本体を構成するポリプロピレンシートとフィルムとを、ダイレクトラミネート(押し出しラミネート)により一体化できる。食品容器は、一体化された前記ポリプロピレンシートとフィルムとを真空成型又は圧空成型して得られる。シリコーン樹脂層は、フィルムの片面を放電加工により粗雑面とし、前記粗雑面に塗布して形成されるのでフィルムが剥離するようなことがなく、繰り返し使用できる。
【0016】
容器本体は、厚いシート部分がPPであり、薄いフィルム部分CPPであるので、全体として絞り成型に向きながら、引っ張り強度や引裂強度に優れる上、光沢があって透明性に優れ、防湿性、耐水性、耐熱性、耐油性及び耐ボイル性に優れ、食品に接する内面のシリコーンラミネート層のために食品との剥離性が優れる。
【0017】
これにより、多数の収納凹部を設けた食品トレーを複数の収容凹部を有するトレーに適用すれば、食品の形体を崩すことなくトレーから取り出すことができる。また、アイスクリームのような冷菓を各収納凹部に小分けして収容固化させ、そのまま運送、保管に供しながら、収納凹部から前記収納凹部の転写形状である1人分のアイスクリームを形崩れすることなく、奇麗かつ簡単に取り出すことができる。この場合は上述したように、耐寒性のシート基材を用いれば良い。
【0018】
本発明の強粘性食品用トレーの成形用シート基材を用いて得られるトレーは、強粘性の食品である、例えばアイスクリーム等の小分け成形用トレー(ディッシャー形状にする等)のほか、餃子等の業務用トレー(皮の破れ防止、底面をフラットに仕上げるなど高剥離性が要求される)、健康食品、老人食等の固形化用で取り出しの容易性が要求される)、練り製品の成形用、業務用食品の形状維持流通用トレー(作業性向上、消費者の利便性向上)など、各分野において食品容器からの剥離性が使用上の要求度が高い分野で広く使用される。
【図面の簡単な説明】
【0019】
【図1】本発明の強粘性食品用トレーの成形用シート基材の断面拡大図である。
【図2】本発明の強粘性食品用トレーの成形用シート基材を用いて成形したアイスクリーム用トレーの平面図である。
【図3】本発明の強粘性食品用トレーの成形用シート基材を用いて成形したアイスクリーム用トレーの側面図である。
【図4】本発明の強粘性食品用トレーの成形用シート基材を用いて成形した餃子の業務用トレーの平面図である。
【図5】本発明の強粘性食品用トレーの成形用シート基材を用いて成形した餃子の業務用トレーの側面図である。
【図6】本発明の強粘性食品用トレーの成形用シート基材を用いて成形した餃子の業務用トレーの正面図である。
【発明を実施するための形態】
【0020】
以下、本発明の強粘性食品用トレーの成形用シート基材及びそれを用いた食品用トレーを実施例により具体的にかつ詳細に説明するが、本発明はこれら実施例に限定されるものではない。
【0021】
[実施例1]
図1は本発明の強粘性食品用トレーの成形用シート基材の断面拡大図であるが、この図にみられるように、成形用シート基材1はポリプロピレンシート2とポリプロピレンフィルム3の複合シートである。この複合シートは、片面に食品用シリコーン層4をコーティングしたポリプロピレンフィルム3をダイレクトラミネートした複合シートであり、これを強粘性食品用トレーの成形用シート基材1とした。
【0022】
ポリプロピレンシート2には、真空・圧空成形に適した厚さ800μmの無延伸ポリプロピレン(CPP)を使用した。一般のPPは耐熱性に優れており加熱処理をする餃子等の食材用トレーに適している。また、アイスクリームのように低温保存を必要とするものには、プロピレン−エチレン−ブテン−1ランダム共重合体からなる耐寒性PPを選択した。
【0023】
このポリプロピレンシート2の片面にラミネートするポリプロピレンフィルム3は、ポリプロピレン(CPP)の膜厚30μmのフィルムを用い、この表面にコロナ放電加工層5を施した後に食品用シリコーンをコーティングして表面にシリコーンコーティング層4を形成してラミネート用フィルムとしたものである。この際、シリコーン材にUV硬化剤が混合されている住友スリーボンド株式会社製の紫外線硬化性シリコーン樹脂「ThreeBond3164」(登録商標)を使用した。
【0024】
上記のポリプロピレンシート2とポリプロピレンフィルム3の張り合わせには、このフィルム3の裏面を上にしてTダイからポリプロピレンシート2の原料を直接流し込みローラで圧着してダイレクトラミネートして強粘性食品を収容するトレーの成形用シート基材1とした。
[実施例2]
【0025】
図2〜図3は実施例1に記載した耐寒性の強粘性食品用トレーの成形用シート基材を用いたアイスクリーム用トレー10を示すもので、全体形状を構成するポリプロピレン製トレーの内面側のトレー周辺平面部11とアイスクリーム収容部12に対して、シリコーンコーティング層4が来るように真空・圧空成形でアイスクリーム用トレー10を形成した。ポリプロピレンシート2が耐寒性のプロピレン−エチレン−ブテン−1ランダム共重合体であるので、アイスクリームの収容保存と運搬、取り出しの複数回の長期使用に耐えるトレーが得られた。トレーの形状は図示するものに限らず任意なものを成形することができた。
[実施例3]
【0026】
図4〜図6は実施例1に記載した一般のCPPからなる耐熱性の強粘性食品用トレーの成形用シート基材を用いた餃子用トレー20を示すもので、全体形状を構成するポリプロピレン製トレーの内面側のトレー周縁部21と餃子収容部22に対して、シリコーンコーティング層4が来るように真空・圧空成形で餃子用トレー20を形成した。餃子はトレーに付着して形崩れの激しい粘着性食品であるが、本発明のシート基材を用いることで、餃子収容部22や収容部隔壁23あるいはトレー区画隔壁24に付着することがなくなった。しかも、従来は餃子収容部22の底面は多数の溝を設けて剥離し易くしていたのが、本発明の成形用シート基材では溝なし底面25にしても形を保ったまま極めて剥離し易くなり、商品価値が著しく向上した。
【符号の説明】
【0027】
1 トレー成形用シート基材
2 ポリプロピレンシート
3 ポリプロピレンフィルム
4 シリコーンコーティング層
5 コロナ放電加工層
10 アイスクリーム用トレー
11 トレー周辺平面部
12 アイスクリーム収容部
20 餃子用トレー
21 トレー周縁部
22 餃子収容部
23 収容部隔壁
24 トレー分画隔壁
25 溝なし底面
【特許請求の範囲】
【請求項1】
ポリプロピレンシートの片面に食品用シリコーンをコーティングしたポリプロピレンフィルムをダイレクトラミネートしてなる強粘性食品用トレーの成形用シート基材。
【請求項2】
ポリプロピレンシートは真空・圧空成形に適した無延伸ポリプロピレンである請求項1記載の強粘性食品用トレーの成形用基材。
【請求項3】
ポリプロピレンフィルムは無延伸ポリプロピレンフィルムの表面にコロナ放電加工を施した後に食品用シリコーンをコーティングしたフィルムである請求項1記載の強粘性食品用トレーの成形用基材。
【請求項4】
ポリプロピレンフィルムはポリプロピレンフィルムの表面に紫外線硬化剤を混ぜた食品用シリコーンをコーティングしたフィルムである請求項1記載の強粘性食品用トレーの成形用基材。
【請求項1】
ポリプロピレンシートの片面に食品用シリコーンをコーティングしたポリプロピレンフィルムをダイレクトラミネートしてなる強粘性食品用トレーの成形用シート基材。
【請求項2】
ポリプロピレンシートは真空・圧空成形に適した無延伸ポリプロピレンである請求項1記載の強粘性食品用トレーの成形用基材。
【請求項3】
ポリプロピレンフィルムは無延伸ポリプロピレンフィルムの表面にコロナ放電加工を施した後に食品用シリコーンをコーティングしたフィルムである請求項1記載の強粘性食品用トレーの成形用基材。
【請求項4】
ポリプロピレンフィルムはポリプロピレンフィルムの表面に紫外線硬化剤を混ぜた食品用シリコーンをコーティングしたフィルムである請求項1記載の強粘性食品用トレーの成形用基材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−86832(P2013−86832A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−228197(P2011−228197)
【出願日】平成23年10月17日(2011.10.17)
【特許番号】特許第4981985号(P4981985)
【特許公報発行日】平成24年7月25日(2012.7.25)
【出願人】(591030776)株式会社丸善 (4)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月17日(2011.10.17)
【特許番号】特許第4981985号(P4981985)
【特許公報発行日】平成24年7月25日(2012.7.25)
【出願人】(591030776)株式会社丸善 (4)
【Fターム(参考)】
[ Back to top ]