
弾性を有する不織材料、その製造方法、及び本方法を行うための装置
本発明は、1方向に弾性を有する不織材料に関する。前記不織材料は、少なくとも1つの層が弾性ポリマー繊維またはフィラメントを有する多層複合材、または1部の繊維またはフィラメントが弾性ポリマーから成る均質な繊維またはフィラメントの混合物のいずれかからなり、ここで、繊維またはフィラメントの大部分は、不織材料が弾性である方向に対して交差する方向に伸ばす熱の適用下で一方向に配向される。本発明は、さらに、不織材料を製造するための方法及び本方法を行うための装置に関する。
【発明の詳細な説明】
【発明の開示】
【0001】
本発明は、弾性を有する不織材料に関する。
本発明の構成中で用いられる「繊維」という語は、ステープル繊維及び長繊維(フィラメント)の双方に関する。
【0002】
その様々な用途と、得られ得る独特な製品特性のために、不織材料は、今日、非常に様々な応用分野において普及している。例えば、不織材料は、衛生製品、医療製品、防護衣、清掃用ティッシュ、包装材料、デプスフィルター、自動車備品材料、建設材料の分野、及び多くの他の分野において用いられる。この用途における不織材料の機能は、以下のように定義され得る:
保護機能及びバリヤ機能;
液体輸送性及び液体吸収性;
粒子のろ過、分離、または保持;
補強。
【0003】
当該技術分野における不織材料、例えば、ニードルパンチまたはスパンレース、スパンボンドまたはスパンメルト不織材料の主な不都合の1つは、これらは全く弾性または伸張性を有さないか、非常に限られた程度のみの弾性または伸張性を有するということである。さらに、従来技術の不織材料、例えばスパンメルト複合製品は、材料の伸張により、その材料特性、例えば液体バリヤ機能を失うという問題が存在する。
【0004】
このことから導かれる消費者の需要及び要求、並びに市場の要求の増加は、不織材料に対する新しい要求に帰着し、以下の鍵パラメーターが重要となる:
新しい、消費者に焦点を合わせた性質
低コストでのより高い性能及び高められた快適さ
市場の動向と製品デザインの急速な変化により早く順応するための製品の適応性
一定の製品品質
不織材料の供給のための経済的な製造方法。
【0005】
市場の要求を満足するために、高められたフィット性を提供するという問題が在する、例えば、おむつ、女性のためのパーソナルケア製品、保護マット、ポスター材料及び同種のものの性質を改善するための最も広い分野において、他のプラスとなる性質を維持したままで、弾性を備えた不織材料を提供することが必要である。
【0006】
様々な試みが、弾性を有する不織材料を提供するために、既に為されてきた。しかしながら、解決策は複雑で、従って高価であり、並びに快適さ及びバリヤ性に関して不十分なものに帰着するのみであった。例えば、エラストマー性を有する材料が、不織材料に加工され、弾性は、弾力のある伸張性の材料、または天然ゴム若しくは合成ゴムで作られた弾性バンドと不織材料の組み合わせにより生み出された。
【0007】
上述の不織材料から成る使い捨て製品は、これらが比較的高価であるために低い普及のみを有する。
【0008】
不織材料における弾性を生じさせるの他の試みは、例えば、米国再発行特許35,206に由来し、この中で、エラストマー性のない繊維から成る複合材料を、ろ過プロセスにおける使用のために、孔のサイズを減少させるため加熱下で伸張させている。この材料は、対応する伸張後の乏しい回復性、または全体的に低い伸張性を有する。
【0009】
例えば、ポリウレタン発泡体が、当該技術分野において用いられており、または弾性フィルム材料が、不織材料と組み合されている。米国特許5,5851,935により知られている他の従来技術は、断面に弾力性がある積層エラストマー材料に関する。この積層物は、カーディングされた熱可塑性のステープル繊維から成る不織材料の1または2つの層を有するエラストマーフィルムを含み、それに対してスポット結合されている。例えば、米国特許5,324,580に由来するような、個々のメルトブローン層における特定のポリスチレンコポリマーの使用は、他の可能性として既に提起されている。
【0010】
ニードルパンチ、スパンレース、スパンボンド、またはスパンメルト製品等の既に既知である全ての不織材料は、遅い回復性、緩やかな弾性、及び緩やかな伸縮性のみを有するという不都合を被った。スパンメルト複合製品のような、全ての一連の以前から既知である不織材料は、使用中にそれらが伸張された場合、液体バリヤ性及び回復性のようなその機能性をさらに失う。
【0011】
弾性フィルムは、不織材料と非常に異なって、低い通気性を有するか、または通気性を全く有さない。当該技術分野において発泡体が用いられた場合、通気性は全くない。
【0012】
従来技術による複合材料は、出発不織材料が、弾性フィルム層または弾性発泡体にオフラインで結合される、比較的複雑なオフラインソリューションにより製造された。
【0013】
その構造のために、従来技術によるメルトブローン不織材料は、低い強度と弱い抵抗性のみを有する。従来のポリプロピレンメルトブローン不織物は、さらに非常に脆く、これは、弾性を有さないことを意味し、使用中応じて伸張すると、そのバリヤ性が大きく下がるという結果を有する。
【0014】
メルトブローン不織物の工業上の利用は、これらの不都合のために、ニッチな用途にのみ縮減されている。
【0015】
弾性ネット地、伸張糸/フィラメント、または不織構造で形成される不織積層物が、さらなる弾性材料として挙げられ得る。これら積層物は比較的高価であり、均一な材料加工を可能にしない。
【0016】
本発明の目的は、弾性を有する一方で、例えば、非常に高い伸張性、及び非常に良好な回復性を有する不織材料を提供することである。他方で、不織材料の通常の利点、すなわち、通気性、バリヤ性、および引張り強さは維持されるべきである。この点で、特に液体バリヤ性と粒子保持性をバリヤ性と解することとする。さらに、改善された着用感及び感触性、快適さ、良好な不透明度、並びに均一なテキスタイルが、積層物の不都合を伴うことなく、低コストで得られ得る。
【0017】
本発明に従うと、この目的は、請求項1の特徴の組み合わせにより解決される。
【0018】
ここで、一方向に配向された弾性特性を有し、弾性ポリマーの繊維またはフィラメントを含有する少なくとも1つの層を含む多層複合材、または一部の繊維が弾性ポリマーから成る均質な繊維及びフィラメントの混合物のいずれかから成る不織材料を提案する。加えて、繊維またはフィラメントのそれぞれの大部分が、熱の適用の下で、不織材料の弾性のある方向に対して交差して広がる方向に配向される。弾性ポリマーの占有率は、有利には、少なくとも10重量%に達する。材料の良好な弾性と優れた回復性が、熱の適用の下で、一方向への、殆どの繊維またはフィラメントの配向を有する、選択された材料の組み合わせにより得られ得る。弾性を与えられた極細繊維または微小繊維の製品により得られるバリヤ機能は、相応に頻繁な伸張を伴う材料の使用の間、特に好都合に維持され得る。
【0019】
本発明の好ましい側面は、独立請求項に続く従属請求項に由来する。
【0020】
多層複合材は、弾性メルトブローン繊維、及びスパンボンド繊維を適宜に含み得る。
【0021】
弾性メルトブローン繊維は、弾性部を有するコンジュゲートファイバーを含み得る。加えられたスパンボンド繊維は、弾性である必要は必ずしもない。
【0022】
均一の繊維混合物は、弾性繊維が加えられた、ニードルドフェルト、及び/またはスパンレース製品から成り得る。
【0023】
ニードルドフェルト、及び/またはスパンレース製品の均一な繊維混合物は、弾性メルトブローン繊維、及び/またはスパンボンド繊維の少なくとも1つの層と組み合され得る。
【0024】
複合材、ニードルド繊維、及びスパンレース製品は、合成繊維に加えて、ビスコース、またはセルロースのような天然繊維も含み得る。
【0025】
1以上のメルトブローン層(M)を、1以上のスパンボンド層(S)の間に、例えば、SM、SMS、SMMS、SSMMS、SSMMSSの順序で配置することができ、エラストマー層は、1つのメルトブローン層に少なくとも含まれる。
【0026】
弾性不織層は、液体バリヤ層、または粒子保持層であり得る。
【0027】
液体バリヤ層または粒子保持層としての性質を、不織材料の張り、または伸張後も維持することができる。
【0028】
製品伸張性は、700%、好ましくは50〜400%にまで達し得る。回復性(これは英語でも回復率と呼ばれている)は、2倍引きの100%に対しては少なくとも60%に達し得る。2倍引きの150%に対しては、少なくとも50%に達し得る。回復性の好ましい範囲は、2倍引きの100%に対しては少なくとも80%、及び2倍引きの150%に対しては少なくとも70%である。
【0029】
本発明による不織材料は、好ましくは通気性があり、及び疎水性である。
【0030】
親水性の被覆材料、例えば表面活性剤、または添加剤を用いた処理は、吸湿及び液体輸送のような、不織材料の親水性を生じさせる。
【0031】
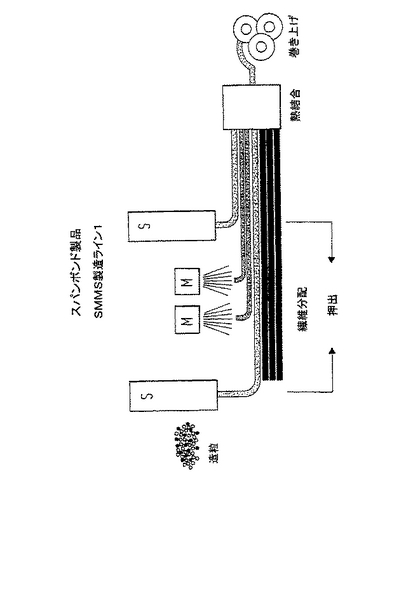
メルトブローン繊維として弾性を有するポリマーが用いられた場合、それらはポリプロピレンと、流動力学的性質及び粘性に関して、同様の流れ特性を好ましくは有するべきである。このような材料は、好ましくは、例えばポリプロピレンから成る従来の不織材料のための製造機械(図7)において製造され得る。この材料は、好ましくは、高い生産性を有する工業的生産工場、例えばReicofil工場において製造される。
【0032】
本発明の特定の側面によると、メルトブローン繊維は、以下の混合物から成り得る。すなわち、70重量%のスチレン−エチレン/ブチレン−スチレンと、30重量%のスチレン−エチレン/ブチレンから成る60重量%を超えるトリブロックコポリマーであって、ポリマーのポリスチレン占有率は14重量%(例えば、Karaton G(登録商標))のもの、メルトブローン加工において加工に適している、5〜35重量%のポリプロピレン、及び流れ特性を改善するための粘着防止剤から成り得る。粘着防止剤を含まない混合物、例えば75%のKraton G、及び25%のMFR 800 PPから成る混合物は、メルトブローン装置の使用に対して低下した処理能力を有し、これは、低下した流れ特性、従って押出機及びノズルの減じられた性能のためである。
【0033】
メルトブローン繊維は、また、弾性ポリオレフィン、例えば、ポリエチレン及び/またはポリプロピレンのメタロセンを触媒とするコポリマーから成り得る。
【0034】
メルトブローン繊維は、また、熱可塑性の弾性ポリウレタンから成り得る。
【0035】
多層構造の場合、弾性繊維を有する少なくとも1つのメルトブローン層に加えて、以下の材料、すなわち、ポリオレフィン若しくはポリエステル、またはポリプロピレン及びポリエチレンに基づく複合ポリマー、またはポリプロピレン/ポリエチレン複合物と混合されたポリプロピレン若しくはポリエステル、またはポリウレタン、ポリスチレンブロックコポリマーのような弾性ポリマー、または弾性ポリプロピレン及び/若しくはポリプロピレンの1つから形成されるスパンボンド層が存在し得る。
【0036】
スパンボンド層及び/またはメルトブローン層は、本発明の構成において、異なる構造を有し得る。
【0037】
多層構造の個々の層は、ニードルパンチ加工、スパンレース加工、熱接着加工、平滑ロール及び/または彫刻ロールを用いるカレンダー加工、及び/または赤外接着加工により結合され得る。
【0038】
多層構造の基本重量は、7g/m2〜400g/m2に達し得、弾性メルトブローン層は、1〜60重量%に達する。
【0039】
弾性メルトブローン層と合せた多層構造としてのニードルパンチの不織物/スパンレース製品またはニードルパンチの不織物の基本重量は、40〜700g/m2に達し得、弾性メルトブローン層は、1〜60重量%に達する。
【0040】
弾性を与えるメルトブローン層は、0.01〜1.2デニール、好ましくは0.01〜0.5デニールの繊維の太さを有し得る。
【0041】
本発明の他の部分は、1の上述の不織材料を製造する方法から成る。1の上述した材料からの不織材料の製造後、本発明による方法は、前もって作製された不織材料ウェブを、熱の適用下で、繊維またはフィラメントを配向させるために、走行方向、または走行方向に対して交差する方向のいずれかに延伸することから成る。延伸方向に対して垂直の方向におけるそれぞれの弾性が、熱の適用下での対応する延伸により、及びそれにより得られる繊維またはフィラメントの配向により生じる。
【0042】
長手方向への不織材料の弾性、及びそれに伴う基本重量の増加を生じさせるために、移送速度は(%で評価される)、長手方向におけるほうが、幅の増大(%)と比べて一層低下し得る。不織材料ウェブは、これにより広がり、弾性は長手方向に生じ、全体として基本重量が増加する。横方向への不織材料の弾性、及びそれに伴う基本重量の増加を生じさせるためには、幅の制限(%で評価される)が、長手方向への移送速度よりもより高いということにより生じる。
【0043】
上述の方法を行うための本発明による装置は、オーブンと、不織材料ウェブを延伸するための、少なくとも1つの延伸装置を含む。
【0044】
このプロセスにおける延伸装置は、不織材料ウェブの側部に配置される2つのホイール型掴み具を有することができ、これは、不織材料をその移送方向に対して交差する方向に延伸するために不織材料を掴むための、その外周に配置された受け取り部を有する。
【0045】
延伸装置は、不織材料をその移送方向に対して長手方向に延伸するための、少なくとも2つの向かい合って配置されたロールから好ましくは成ることができ、不織材料は、このロールによる摩擦により固定され、オーブン中への不織材料の導入速度と比較して、より速い速度で引張られ、従って、不織材料ウェブは、長手方向に引張られる。
【0046】
温度は、好都合には、装置内のオーブン内部で、それぞれ処理される熱可塑性繊維の軟化点と融点の間に設定される。
【0047】
不織材料ウェブの処理速度は、幅方向への延伸に対しては5〜150m/分に達し、及び縦方向への延伸に対しては5〜400m/分に達する。
【0048】
本発明の特有の利点は、その性質を、それぞれ個々の要求に合わせることができる不織材料が提供されるということから成る。これらの性質は、対応する伸張後の良好な回復性、高い伸張性、液体バリヤ機能、それぞれ機能的な性質、及び比較的に低い製造コストから成る。以下の例を、この点において挙げることができる。
【0049】
第1の例は、テキスタイル面と液体バリヤ機能を有する弾性の、通気性のある不織材料から成る。製品重量、弾性、回復性、強度、及びバリヤ機能は、材料が、おむつまたは防護衣のレッグカラー(leg collar)若しくは腹バンドとして用いられ得るように設定され得る。不織材料は、複合材料であり得、その中で、弾性材料はバリヤ層の一部となるべきである。これは、バリヤ層の一部として、メルトブローン繊維または複合スプリット繊維のいずれかとして存在する、弾性状態とされた極細繊維の使用により達成される。他の応用は、例えば、衛生製品における使用に対して、バリヤ性及び良好な弾性を、よりよい快適さと共に得るために、本発明の材料による以下のフィルムの置換、またはフィルムの少なくとも一部分の適宜な置換ということから成り得る。従って、特におむつ分野における好ましい利用が結果として生じる。
【0050】
不織材料の優れた弾性のために、これは、カバー材料またはベッドカバー材料として、家具産業においても使用され得る。材料の弾性は、ここでは快適さを増大し、材料の取り扱いを容易にする。例えば、取り扱い性は、家具の部品、またはベッドマットレスの対応するカバーを本質的に容易にし、これは、弾性材料が、家具のそれぞれの部品またはマットレスの角及び端に容易に位置するからである。この用途の場合、不織材料は、弾性を与えられた材料が、改善された物性、例えば、改善された強度及び改善された視覚的な外観を得るために、他の不織材料と組み合された複合材料から成り得る。伸張性を有する弾力のある多孔性の弾性不織材料が、室内装飾材料製造及びクッション製造の分野における用途において、製品重量、弾性、強度、及び可能なバリヤ機能に関して、発泡体材料の代用品として用いられ得る。
【0051】
弾性不織材料は、所望される場合、片面または両面において親水性となるように、または親水性若しくは疎水性の帯域を有するように処理され得る。このプロセスにおいて、製品重量、弾性、回復性、強度、及び親水性は、材料が衣類材料またはカバー材料として用いられ得るように適合され得る。ここで、材料は着用における良好な快適さ、及び良好なフィット形状を特に有する。
【0052】
上述の有利な用途範囲は、例として挙げられたのみであり、本発明による材料の有利な製品特性を担うことになる、いかなる他の例も追加することができる。
【0053】
本発明のさらなる詳細及び利点は、図面と関連して以下に説明される態様に由来する。
【0054】
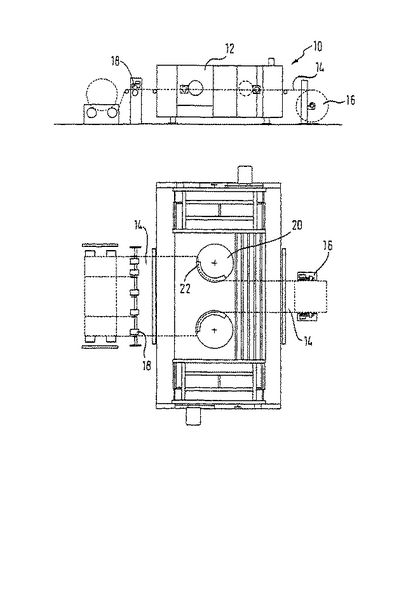
装置を図1に示し、この装置において、それ自体は既知である製造機械から得られる出発不織材料を、その繊維またはフィラメントが、好ましくは、一方向に配向されるように、さらに処理する。この装置を用いて、不織材料ウェブの移送方向に対して交差する方向への伸張が生み出され得る一方、弾性が、不織材料ウェブの長手方向に得られる。代わりに、弾性が、不織材料ウェブの長手方向への対応する伸張により、不織材料ウェブの横方向に生み出され得る。
【0055】
装置10の中心部は、オーブン12から成り、ここを通して不織材料ウェブ14が案内される。不織材料ウェブ14は、対応する支持ロール16から移動する。不織材料ウェブ14は、その間で不織材料ウェブ14を圧締する繰出ロール対18により前方に引張られる。その外周に配置される不織材料ウェブ22を掴むための受け取り部を有するホイール型掴み具20は、オーブンスペース内部に不織材料ウェブの側部に配置される。この外周に配置されたこれら受け取り部は、図1において、ホイール型掴み具の一部の外周にのみ、ここでは示されている。しかしながら、これらはホイール型掴み具の全外周を動く。不織材料ウェブは、これら受け取り部により把持され、図1bに示されるように、側方に伸張され、すなわち本質的に拡幅される。不織材料ウェブの長手方向に弾性を生じさせるためには、長手方向への不織材料ウェブの速度を、幅方向への引張りが可能となるように、低下させる。このプロセスにおいて、材料は、長手方向に対して動かされるよりも、幅方向への引張りがより速く、従って、全体の不織材料ウェブは、結果としてより幅広になり、より高い基本重量を有する。
【0056】
幅方向への伸張の間、不織材料ウェブ14は、オーブン12の内部で、温度がそれぞれの熱可塑性繊維材料の軟化点と融点の間に在する程度にまで加熱される。それぞれ用いられたホイール型掴み具は、その直径が、不織材料ウェブの所望の伸張に従うように選択され得る。不織材料ウェブの伸張率は、通常5%〜500%の間である。
【0057】
図1に示される装置を用いて、不織材料ウェブの長手方向に対して交差する方向に弾性を生じさせるべき場合は、ホイール型掴み具20を用いない。この場合、不織材料ウェブ14は、オーブン12内で加熱されている間、ロール対18を用いて長手方向に伸張する方へ延伸され、ロール対18(この間で不織材料ウェブが圧締される)は、オーブン12内への不織材料ウェブ14の導入速度よりも速い速度で動かされる。不織材料ウェブには、この長手方向への伸張プロセスにより、横方向への弾性が与えられる。繊維及びフィラメントは、このプロセスにおいて長手方向に主に配向される。不織材料ウェブ14は、端で固定されていないために、その幅は、不織材料ウェブの伸張方向に対して交差する方向に縮められる。
【0058】
図1により示される装置を用いて弾性を増進させた製品を、その特性に関して試験し、異なる不織材料が、それぞれの不織材料ウェブの伸張性、回復性、及びバリヤ機能の調節を可能にするために用いられた。
【0059】
引裂きに対する引張り強さ、及び異なる負荷の適用下での伸びを、弾性の測定に関して、ERT20.2/89に従って測定した。
【0060】
回復性は、不織材料を、予め決められた数の負荷サイクルの間、予め決められた長さの伸びにまで伸張させ、不織材料ウェブの不変の残存伸びを測定する前に、それぞれ2分間緩めることで決定される。
【0061】
静水頭(hydrostatic head)として表される製品の防水性は、バリヤ機能として用いられる。この測定は、標準のERT120.1/80に従って行われた。
【0062】
以下に示される表1において、試験に用いられた不織材料の製品情報が表されている。スパンボンド繊維は、ポリプロピレンから全て作製される(メタロセンプロピレンを使用した製品Pを除く)。ニードルフェルト製品は、ポリプロピレンステープル繊維から製造される。Pは、出発不織材料を示し、Oは、繊維の大部分が一方向に配向された、熱処理された不織材料を示す。基本重量の記載は、それぞれの出発不織材料に関する。
【表1】

【0063】
材料は、繊維の大部分が一方向に配向されるために、熱機械的に改変される。優れた伸張性、回復性、及びバリヤ性がこの結果生じる。これらの特に良好な性質は、表2による表示に由来する。製品Bは、従来技術による製品の特性を示し、他方、製品D、F、及びHは、エラストマーのメルトブローン繊維を含み、及び本質的に改善された伸張性を有する。表2において、それぞれひとまとめに処理された不織材料の伸張性が示され、この中で、大部分の繊維は一方向に配向される。重量値は、熱処理されていない不織材料に関する。
【表2】
【0064】
表3において、伸張性に加えて、エラストマーのメルトブローン繊維を含有する、低い基本重量を有する製品の回復性及びバリヤ機能に関してデータが示される。ここでも、重量データは、どの場合においても、熱処理されていない出発不織材料を指す。
【表3】
【0065】
一方で、製品Jは、非常に低い基本重量(10g/m2)を有する。それにも関わらず、この親水性のSMMS不織材料は、限定された孔サイズ分布を有する。非常に軽いスパンメルト複合製品を用いる製品コンセプトは、良好な粒子保持性と共に特に良好な親水性を兼ね備え、従って、全体的には、改善されたSAPバリヤ性が得られる。同時に、より柔らかい製品が、細いメルトブローン繊維とスパンボンド繊維のために提供された。
【0066】
13〜20g/m2の基本重量を有する製品(製品K、L、M、N、及びP)は、柔らかなテキスタイル面、良好な回復性、良好な伸張性、及びバリヤ機能が要求される用途に適している。ここで、おむつへの利用、例えば腹バンドまたはレッグカラーとしての利用が想定される。防護衣としての利用も、この製品を用いて好ましくは可能である。特に、伸張する間のバリヤ性の維持が、既知の材料に対し本材料の特色となる。
【0067】
メタロセンポリプロピレンを用いるスパンボンド繊維から成る製品は、極度に高い伸張性を示す。
【0068】
エラストマー成分から成るメルトブローン不織材料である製品Oは、以下の特性を示す。
【表4】
【0069】
1.5N/5cmの伸張強さでは、15g/m2の基本重量である。引裂きに対する長手方向の伸張は、500〜700%に達し、2倍引きの150%における不変の長手方向の伸張は、わずか7%である。繊維太さは、0.03〜0.6デニールになり、空気透過性は、600〜900L/m2/sに達する。エラストマーのメルトブローン繊維層内の繊維太さは、0.01デニール〜1デニールになるが、最適の可能なバリヤ機能と回復性を有するために、0.01〜0.05デニールに好ましくはあるべきである。
【0070】
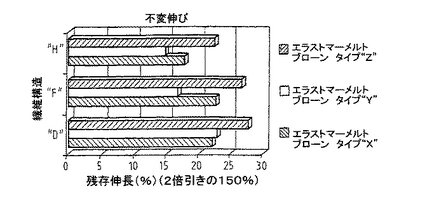
メルトブローン層のために用いられる、使用したエラストマー成分(例えば、Kraton(登録商標)複合材またはエラストマーのポリオレフィン)に従って、それぞれの要求に、製品の回復性を合わせることが可能である。以下に表される図2及び表5からの結果の通り、回復性は、大部分が用いられたエラストマー材料の種類に依存し、当然その比例した量に依存する。本発明による対応する特性は、従来技術によるSMMS材料の回復性との比較において本質的に改善される。従来技術、例えば米国特許第35,206号において、60%のSMMS材料の回復性が、50%伸びについて得られ、これは、40%の不変伸びが、相互作用の後に得られるということを意味する。しかしながら、比較して、本発明による製品は、2倍伸びの150%に対して70%を超える回復性に達する。
【表5】
【0071】
表5において、エラストマーのメルトブローン繊維を有する、熱力学的に処置されたSMMS材料の残存伸びが示されている。これら製品は、2倍に150%で伸張される。
【0072】
図2において、材料ウェブの不変伸びが、選択された製品により決められる(表5の値を参照)。
【0073】
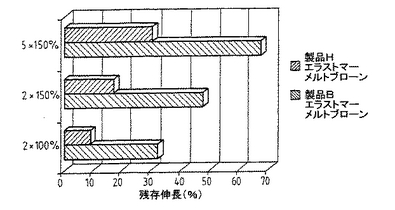
エラストマーのメルトブローン繊維を有する材料が、長期の回復性を有するということを、結果として見出すことができる。150%の長さ伸長が行われる、5回の運動サイクル後でさえも、図3からの結果の通り、70%の回復性がなお結果として生じる。図3において、ウェブの伸びの変化サイクルを変動させる。
【0074】
以下に挙げられる表6において、製品の空気透過性は、エラストマーのメルトブローン繊維を含有する、50g/m2の基本重量を有するSMMS製品についての伸張状態において示される。
【表6】
【0075】
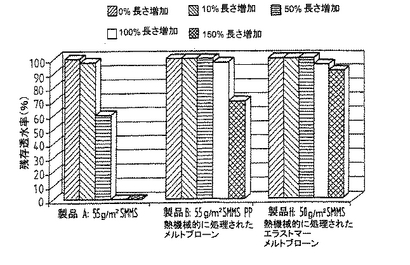
エラストマーのメルトブローン部分を有する製品は、伸張状態における、空気透過性及び通気性の大きく明らかな増加を示す。しかしながら、弾性を与えられたバリヤ層は、製品が伸張されている間、製品の不透水性が保たれたままであるという結果を有する。対応するデータが、以下の表7及び図4から得られ、この中で、透水性は、伸張長さに従って記載されている。
【0076】
エラストマーのメルトブローン繊維を含有する流れ材料を独特に識別するものは、材料が、強い伸張に対してさえ、不透水性を維持するということである。150%での伸張に対して、90%の初期の防水性が、なお維持されたままであるということが見出され得る。標準のSMMS製品は、150%で伸ばすことができず(図4及び表7におけるAを参照)、加熱処理下で伸張され、従来のメルトブローン繊維を含有するSMMS材料でさえ、初期値に対して70%にまでの不透水性の低下を示す(図4及び表7における製品Bを参照)。
【表7】
【0077】
要約すると、表7または図4における製品A及びBにより示される従来技術に対して、エラストマーのメルトブローン繊維を有する新しい不織材料(製品H)は、150%での伸張に対して、非常に良好なバリヤ性をなお維持するという点で異なるということを見出すことができる。
【0078】
メルトブローン層に組み込まれたエラストマーを有する材料は、非常に良好な回復性を示す。図5及び6において、2つの材料の試験をプリントアウトしたものを示す。両製品は、100%で3回伸張され、不変の材料伸びを、X軸から読み取ることができる。図5においては、55g/m2の基本重量を有し、従来のメルトブローン繊維を有するSMMS材料から成る製品Bを試験した。対照的に、図6においては、エラストマーのメルトブローン繊維を有し、50g/m2の基本重量を有するSMMS材料を試験した。ここでも、材料は100%で3回伸張された。2つの材料の比較は、エラストマーのメルトブローン繊維を有する不織材料(図6)の回復性は、エラストマーのメルトブローン繊維を全く含有しない不織材料のそれと比べて、本質的により良いということを示す。
【図面の簡単な説明】
【0079】
【図1】本発明による不織材料の製造のための、本発明による装置の一部の模式的な側面図及び平面図。
【図2】メルトブローン繊維の占有率(重量%)とエラストマーの占有率に依存する、材料の不変の残存伸びを示す図表。
【図3】異なる長手方向への伸張方法と異なる伸張サイクルに対する不変の残存伸び。
【図4】本発明による材料の伸張状態におけるバリヤ性を示す図表。
【図5】従来技術によるメルトブローン繊維を有するSMMS材料が試験された伸張試験の図表。
【図6】エラストマーのメルトブローン繊維を含有する従来技術によるSMMS材料が試験された伸張実験の図表。
【図7】SMMS材料の製造の模式的な図解。
【発明の開示】
【0001】
本発明は、弾性を有する不織材料に関する。
本発明の構成中で用いられる「繊維」という語は、ステープル繊維及び長繊維(フィラメント)の双方に関する。
【0002】
その様々な用途と、得られ得る独特な製品特性のために、不織材料は、今日、非常に様々な応用分野において普及している。例えば、不織材料は、衛生製品、医療製品、防護衣、清掃用ティッシュ、包装材料、デプスフィルター、自動車備品材料、建設材料の分野、及び多くの他の分野において用いられる。この用途における不織材料の機能は、以下のように定義され得る:
保護機能及びバリヤ機能;
液体輸送性及び液体吸収性;
粒子のろ過、分離、または保持;
補強。
【0003】
当該技術分野における不織材料、例えば、ニードルパンチまたはスパンレース、スパンボンドまたはスパンメルト不織材料の主な不都合の1つは、これらは全く弾性または伸張性を有さないか、非常に限られた程度のみの弾性または伸張性を有するということである。さらに、従来技術の不織材料、例えばスパンメルト複合製品は、材料の伸張により、その材料特性、例えば液体バリヤ機能を失うという問題が存在する。
【0004】
このことから導かれる消費者の需要及び要求、並びに市場の要求の増加は、不織材料に対する新しい要求に帰着し、以下の鍵パラメーターが重要となる:
新しい、消費者に焦点を合わせた性質
低コストでのより高い性能及び高められた快適さ
市場の動向と製品デザインの急速な変化により早く順応するための製品の適応性
一定の製品品質
不織材料の供給のための経済的な製造方法。
【0005】
市場の要求を満足するために、高められたフィット性を提供するという問題が在する、例えば、おむつ、女性のためのパーソナルケア製品、保護マット、ポスター材料及び同種のものの性質を改善するための最も広い分野において、他のプラスとなる性質を維持したままで、弾性を備えた不織材料を提供することが必要である。
【0006】
様々な試みが、弾性を有する不織材料を提供するために、既に為されてきた。しかしながら、解決策は複雑で、従って高価であり、並びに快適さ及びバリヤ性に関して不十分なものに帰着するのみであった。例えば、エラストマー性を有する材料が、不織材料に加工され、弾性は、弾力のある伸張性の材料、または天然ゴム若しくは合成ゴムで作られた弾性バンドと不織材料の組み合わせにより生み出された。
【0007】
上述の不織材料から成る使い捨て製品は、これらが比較的高価であるために低い普及のみを有する。
【0008】
不織材料における弾性を生じさせるの他の試みは、例えば、米国再発行特許35,206に由来し、この中で、エラストマー性のない繊維から成る複合材料を、ろ過プロセスにおける使用のために、孔のサイズを減少させるため加熱下で伸張させている。この材料は、対応する伸張後の乏しい回復性、または全体的に低い伸張性を有する。
【0009】
例えば、ポリウレタン発泡体が、当該技術分野において用いられており、または弾性フィルム材料が、不織材料と組み合されている。米国特許5,5851,935により知られている他の従来技術は、断面に弾力性がある積層エラストマー材料に関する。この積層物は、カーディングされた熱可塑性のステープル繊維から成る不織材料の1または2つの層を有するエラストマーフィルムを含み、それに対してスポット結合されている。例えば、米国特許5,324,580に由来するような、個々のメルトブローン層における特定のポリスチレンコポリマーの使用は、他の可能性として既に提起されている。
【0010】
ニードルパンチ、スパンレース、スパンボンド、またはスパンメルト製品等の既に既知である全ての不織材料は、遅い回復性、緩やかな弾性、及び緩やかな伸縮性のみを有するという不都合を被った。スパンメルト複合製品のような、全ての一連の以前から既知である不織材料は、使用中にそれらが伸張された場合、液体バリヤ性及び回復性のようなその機能性をさらに失う。
【0011】
弾性フィルムは、不織材料と非常に異なって、低い通気性を有するか、または通気性を全く有さない。当該技術分野において発泡体が用いられた場合、通気性は全くない。
【0012】
従来技術による複合材料は、出発不織材料が、弾性フィルム層または弾性発泡体にオフラインで結合される、比較的複雑なオフラインソリューションにより製造された。
【0013】
その構造のために、従来技術によるメルトブローン不織材料は、低い強度と弱い抵抗性のみを有する。従来のポリプロピレンメルトブローン不織物は、さらに非常に脆く、これは、弾性を有さないことを意味し、使用中応じて伸張すると、そのバリヤ性が大きく下がるという結果を有する。
【0014】
メルトブローン不織物の工業上の利用は、これらの不都合のために、ニッチな用途にのみ縮減されている。
【0015】
弾性ネット地、伸張糸/フィラメント、または不織構造で形成される不織積層物が、さらなる弾性材料として挙げられ得る。これら積層物は比較的高価であり、均一な材料加工を可能にしない。
【0016】
本発明の目的は、弾性を有する一方で、例えば、非常に高い伸張性、及び非常に良好な回復性を有する不織材料を提供することである。他方で、不織材料の通常の利点、すなわち、通気性、バリヤ性、および引張り強さは維持されるべきである。この点で、特に液体バリヤ性と粒子保持性をバリヤ性と解することとする。さらに、改善された着用感及び感触性、快適さ、良好な不透明度、並びに均一なテキスタイルが、積層物の不都合を伴うことなく、低コストで得られ得る。
【0017】
本発明に従うと、この目的は、請求項1の特徴の組み合わせにより解決される。
【0018】
ここで、一方向に配向された弾性特性を有し、弾性ポリマーの繊維またはフィラメントを含有する少なくとも1つの層を含む多層複合材、または一部の繊維が弾性ポリマーから成る均質な繊維及びフィラメントの混合物のいずれかから成る不織材料を提案する。加えて、繊維またはフィラメントのそれぞれの大部分が、熱の適用の下で、不織材料の弾性のある方向に対して交差して広がる方向に配向される。弾性ポリマーの占有率は、有利には、少なくとも10重量%に達する。材料の良好な弾性と優れた回復性が、熱の適用の下で、一方向への、殆どの繊維またはフィラメントの配向を有する、選択された材料の組み合わせにより得られ得る。弾性を与えられた極細繊維または微小繊維の製品により得られるバリヤ機能は、相応に頻繁な伸張を伴う材料の使用の間、特に好都合に維持され得る。
【0019】
本発明の好ましい側面は、独立請求項に続く従属請求項に由来する。
【0020】
多層複合材は、弾性メルトブローン繊維、及びスパンボンド繊維を適宜に含み得る。
【0021】
弾性メルトブローン繊維は、弾性部を有するコンジュゲートファイバーを含み得る。加えられたスパンボンド繊維は、弾性である必要は必ずしもない。
【0022】
均一の繊維混合物は、弾性繊維が加えられた、ニードルドフェルト、及び/またはスパンレース製品から成り得る。
【0023】
ニードルドフェルト、及び/またはスパンレース製品の均一な繊維混合物は、弾性メルトブローン繊維、及び/またはスパンボンド繊維の少なくとも1つの層と組み合され得る。
【0024】
複合材、ニードルド繊維、及びスパンレース製品は、合成繊維に加えて、ビスコース、またはセルロースのような天然繊維も含み得る。
【0025】
1以上のメルトブローン層(M)を、1以上のスパンボンド層(S)の間に、例えば、SM、SMS、SMMS、SSMMS、SSMMSSの順序で配置することができ、エラストマー層は、1つのメルトブローン層に少なくとも含まれる。
【0026】
弾性不織層は、液体バリヤ層、または粒子保持層であり得る。
【0027】
液体バリヤ層または粒子保持層としての性質を、不織材料の張り、または伸張後も維持することができる。
【0028】
製品伸張性は、700%、好ましくは50〜400%にまで達し得る。回復性(これは英語でも回復率と呼ばれている)は、2倍引きの100%に対しては少なくとも60%に達し得る。2倍引きの150%に対しては、少なくとも50%に達し得る。回復性の好ましい範囲は、2倍引きの100%に対しては少なくとも80%、及び2倍引きの150%に対しては少なくとも70%である。
【0029】
本発明による不織材料は、好ましくは通気性があり、及び疎水性である。
【0030】
親水性の被覆材料、例えば表面活性剤、または添加剤を用いた処理は、吸湿及び液体輸送のような、不織材料の親水性を生じさせる。
【0031】
メルトブローン繊維として弾性を有するポリマーが用いられた場合、それらはポリプロピレンと、流動力学的性質及び粘性に関して、同様の流れ特性を好ましくは有するべきである。このような材料は、好ましくは、例えばポリプロピレンから成る従来の不織材料のための製造機械(図7)において製造され得る。この材料は、好ましくは、高い生産性を有する工業的生産工場、例えばReicofil工場において製造される。
【0032】
本発明の特定の側面によると、メルトブローン繊維は、以下の混合物から成り得る。すなわち、70重量%のスチレン−エチレン/ブチレン−スチレンと、30重量%のスチレン−エチレン/ブチレンから成る60重量%を超えるトリブロックコポリマーであって、ポリマーのポリスチレン占有率は14重量%(例えば、Karaton G(登録商標))のもの、メルトブローン加工において加工に適している、5〜35重量%のポリプロピレン、及び流れ特性を改善するための粘着防止剤から成り得る。粘着防止剤を含まない混合物、例えば75%のKraton G、及び25%のMFR 800 PPから成る混合物は、メルトブローン装置の使用に対して低下した処理能力を有し、これは、低下した流れ特性、従って押出機及びノズルの減じられた性能のためである。
【0033】
メルトブローン繊維は、また、弾性ポリオレフィン、例えば、ポリエチレン及び/またはポリプロピレンのメタロセンを触媒とするコポリマーから成り得る。
【0034】
メルトブローン繊維は、また、熱可塑性の弾性ポリウレタンから成り得る。
【0035】
多層構造の場合、弾性繊維を有する少なくとも1つのメルトブローン層に加えて、以下の材料、すなわち、ポリオレフィン若しくはポリエステル、またはポリプロピレン及びポリエチレンに基づく複合ポリマー、またはポリプロピレン/ポリエチレン複合物と混合されたポリプロピレン若しくはポリエステル、またはポリウレタン、ポリスチレンブロックコポリマーのような弾性ポリマー、または弾性ポリプロピレン及び/若しくはポリプロピレンの1つから形成されるスパンボンド層が存在し得る。
【0036】
スパンボンド層及び/またはメルトブローン層は、本発明の構成において、異なる構造を有し得る。
【0037】
多層構造の個々の層は、ニードルパンチ加工、スパンレース加工、熱接着加工、平滑ロール及び/または彫刻ロールを用いるカレンダー加工、及び/または赤外接着加工により結合され得る。
【0038】
多層構造の基本重量は、7g/m2〜400g/m2に達し得、弾性メルトブローン層は、1〜60重量%に達する。
【0039】
弾性メルトブローン層と合せた多層構造としてのニードルパンチの不織物/スパンレース製品またはニードルパンチの不織物の基本重量は、40〜700g/m2に達し得、弾性メルトブローン層は、1〜60重量%に達する。
【0040】
弾性を与えるメルトブローン層は、0.01〜1.2デニール、好ましくは0.01〜0.5デニールの繊維の太さを有し得る。
【0041】
本発明の他の部分は、1の上述の不織材料を製造する方法から成る。1の上述した材料からの不織材料の製造後、本発明による方法は、前もって作製された不織材料ウェブを、熱の適用下で、繊維またはフィラメントを配向させるために、走行方向、または走行方向に対して交差する方向のいずれかに延伸することから成る。延伸方向に対して垂直の方向におけるそれぞれの弾性が、熱の適用下での対応する延伸により、及びそれにより得られる繊維またはフィラメントの配向により生じる。
【0042】
長手方向への不織材料の弾性、及びそれに伴う基本重量の増加を生じさせるために、移送速度は(%で評価される)、長手方向におけるほうが、幅の増大(%)と比べて一層低下し得る。不織材料ウェブは、これにより広がり、弾性は長手方向に生じ、全体として基本重量が増加する。横方向への不織材料の弾性、及びそれに伴う基本重量の増加を生じさせるためには、幅の制限(%で評価される)が、長手方向への移送速度よりもより高いということにより生じる。
【0043】
上述の方法を行うための本発明による装置は、オーブンと、不織材料ウェブを延伸するための、少なくとも1つの延伸装置を含む。
【0044】
このプロセスにおける延伸装置は、不織材料ウェブの側部に配置される2つのホイール型掴み具を有することができ、これは、不織材料をその移送方向に対して交差する方向に延伸するために不織材料を掴むための、その外周に配置された受け取り部を有する。
【0045】
延伸装置は、不織材料をその移送方向に対して長手方向に延伸するための、少なくとも2つの向かい合って配置されたロールから好ましくは成ることができ、不織材料は、このロールによる摩擦により固定され、オーブン中への不織材料の導入速度と比較して、より速い速度で引張られ、従って、不織材料ウェブは、長手方向に引張られる。
【0046】
温度は、好都合には、装置内のオーブン内部で、それぞれ処理される熱可塑性繊維の軟化点と融点の間に設定される。
【0047】
不織材料ウェブの処理速度は、幅方向への延伸に対しては5〜150m/分に達し、及び縦方向への延伸に対しては5〜400m/分に達する。
【0048】
本発明の特有の利点は、その性質を、それぞれ個々の要求に合わせることができる不織材料が提供されるということから成る。これらの性質は、対応する伸張後の良好な回復性、高い伸張性、液体バリヤ機能、それぞれ機能的な性質、及び比較的に低い製造コストから成る。以下の例を、この点において挙げることができる。
【0049】
第1の例は、テキスタイル面と液体バリヤ機能を有する弾性の、通気性のある不織材料から成る。製品重量、弾性、回復性、強度、及びバリヤ機能は、材料が、おむつまたは防護衣のレッグカラー(leg collar)若しくは腹バンドとして用いられ得るように設定され得る。不織材料は、複合材料であり得、その中で、弾性材料はバリヤ層の一部となるべきである。これは、バリヤ層の一部として、メルトブローン繊維または複合スプリット繊維のいずれかとして存在する、弾性状態とされた極細繊維の使用により達成される。他の応用は、例えば、衛生製品における使用に対して、バリヤ性及び良好な弾性を、よりよい快適さと共に得るために、本発明の材料による以下のフィルムの置換、またはフィルムの少なくとも一部分の適宜な置換ということから成り得る。従って、特におむつ分野における好ましい利用が結果として生じる。
【0050】
不織材料の優れた弾性のために、これは、カバー材料またはベッドカバー材料として、家具産業においても使用され得る。材料の弾性は、ここでは快適さを増大し、材料の取り扱いを容易にする。例えば、取り扱い性は、家具の部品、またはベッドマットレスの対応するカバーを本質的に容易にし、これは、弾性材料が、家具のそれぞれの部品またはマットレスの角及び端に容易に位置するからである。この用途の場合、不織材料は、弾性を与えられた材料が、改善された物性、例えば、改善された強度及び改善された視覚的な外観を得るために、他の不織材料と組み合された複合材料から成り得る。伸張性を有する弾力のある多孔性の弾性不織材料が、室内装飾材料製造及びクッション製造の分野における用途において、製品重量、弾性、強度、及び可能なバリヤ機能に関して、発泡体材料の代用品として用いられ得る。
【0051】
弾性不織材料は、所望される場合、片面または両面において親水性となるように、または親水性若しくは疎水性の帯域を有するように処理され得る。このプロセスにおいて、製品重量、弾性、回復性、強度、及び親水性は、材料が衣類材料またはカバー材料として用いられ得るように適合され得る。ここで、材料は着用における良好な快適さ、及び良好なフィット形状を特に有する。
【0052】
上述の有利な用途範囲は、例として挙げられたのみであり、本発明による材料の有利な製品特性を担うことになる、いかなる他の例も追加することができる。
【0053】
本発明のさらなる詳細及び利点は、図面と関連して以下に説明される態様に由来する。
【0054】
装置を図1に示し、この装置において、それ自体は既知である製造機械から得られる出発不織材料を、その繊維またはフィラメントが、好ましくは、一方向に配向されるように、さらに処理する。この装置を用いて、不織材料ウェブの移送方向に対して交差する方向への伸張が生み出され得る一方、弾性が、不織材料ウェブの長手方向に得られる。代わりに、弾性が、不織材料ウェブの長手方向への対応する伸張により、不織材料ウェブの横方向に生み出され得る。
【0055】
装置10の中心部は、オーブン12から成り、ここを通して不織材料ウェブ14が案内される。不織材料ウェブ14は、対応する支持ロール16から移動する。不織材料ウェブ14は、その間で不織材料ウェブ14を圧締する繰出ロール対18により前方に引張られる。その外周に配置される不織材料ウェブ22を掴むための受け取り部を有するホイール型掴み具20は、オーブンスペース内部に不織材料ウェブの側部に配置される。この外周に配置されたこれら受け取り部は、図1において、ホイール型掴み具の一部の外周にのみ、ここでは示されている。しかしながら、これらはホイール型掴み具の全外周を動く。不織材料ウェブは、これら受け取り部により把持され、図1bに示されるように、側方に伸張され、すなわち本質的に拡幅される。不織材料ウェブの長手方向に弾性を生じさせるためには、長手方向への不織材料ウェブの速度を、幅方向への引張りが可能となるように、低下させる。このプロセスにおいて、材料は、長手方向に対して動かされるよりも、幅方向への引張りがより速く、従って、全体の不織材料ウェブは、結果としてより幅広になり、より高い基本重量を有する。
【0056】
幅方向への伸張の間、不織材料ウェブ14は、オーブン12の内部で、温度がそれぞれの熱可塑性繊維材料の軟化点と融点の間に在する程度にまで加熱される。それぞれ用いられたホイール型掴み具は、その直径が、不織材料ウェブの所望の伸張に従うように選択され得る。不織材料ウェブの伸張率は、通常5%〜500%の間である。
【0057】
図1に示される装置を用いて、不織材料ウェブの長手方向に対して交差する方向に弾性を生じさせるべき場合は、ホイール型掴み具20を用いない。この場合、不織材料ウェブ14は、オーブン12内で加熱されている間、ロール対18を用いて長手方向に伸張する方へ延伸され、ロール対18(この間で不織材料ウェブが圧締される)は、オーブン12内への不織材料ウェブ14の導入速度よりも速い速度で動かされる。不織材料ウェブには、この長手方向への伸張プロセスにより、横方向への弾性が与えられる。繊維及びフィラメントは、このプロセスにおいて長手方向に主に配向される。不織材料ウェブ14は、端で固定されていないために、その幅は、不織材料ウェブの伸張方向に対して交差する方向に縮められる。
【0058】
図1により示される装置を用いて弾性を増進させた製品を、その特性に関して試験し、異なる不織材料が、それぞれの不織材料ウェブの伸張性、回復性、及びバリヤ機能の調節を可能にするために用いられた。
【0059】
引裂きに対する引張り強さ、及び異なる負荷の適用下での伸びを、弾性の測定に関して、ERT20.2/89に従って測定した。
【0060】
回復性は、不織材料を、予め決められた数の負荷サイクルの間、予め決められた長さの伸びにまで伸張させ、不織材料ウェブの不変の残存伸びを測定する前に、それぞれ2分間緩めることで決定される。
【0061】
静水頭(hydrostatic head)として表される製品の防水性は、バリヤ機能として用いられる。この測定は、標準のERT120.1/80に従って行われた。
【0062】
以下に示される表1において、試験に用いられた不織材料の製品情報が表されている。スパンボンド繊維は、ポリプロピレンから全て作製される(メタロセンプロピレンを使用した製品Pを除く)。ニードルフェルト製品は、ポリプロピレンステープル繊維から製造される。Pは、出発不織材料を示し、Oは、繊維の大部分が一方向に配向された、熱処理された不織材料を示す。基本重量の記載は、それぞれの出発不織材料に関する。
【表1】
【0063】
材料は、繊維の大部分が一方向に配向されるために、熱機械的に改変される。優れた伸張性、回復性、及びバリヤ性がこの結果生じる。これらの特に良好な性質は、表2による表示に由来する。製品Bは、従来技術による製品の特性を示し、他方、製品D、F、及びHは、エラストマーのメルトブローン繊維を含み、及び本質的に改善された伸張性を有する。表2において、それぞれひとまとめに処理された不織材料の伸張性が示され、この中で、大部分の繊維は一方向に配向される。重量値は、熱処理されていない不織材料に関する。
【表2】
【0064】
表3において、伸張性に加えて、エラストマーのメルトブローン繊維を含有する、低い基本重量を有する製品の回復性及びバリヤ機能に関してデータが示される。ここでも、重量データは、どの場合においても、熱処理されていない出発不織材料を指す。
【表3】
【0065】
一方で、製品Jは、非常に低い基本重量(10g/m2)を有する。それにも関わらず、この親水性のSMMS不織材料は、限定された孔サイズ分布を有する。非常に軽いスパンメルト複合製品を用いる製品コンセプトは、良好な粒子保持性と共に特に良好な親水性を兼ね備え、従って、全体的には、改善されたSAPバリヤ性が得られる。同時に、より柔らかい製品が、細いメルトブローン繊維とスパンボンド繊維のために提供された。
【0066】
13〜20g/m2の基本重量を有する製品(製品K、L、M、N、及びP)は、柔らかなテキスタイル面、良好な回復性、良好な伸張性、及びバリヤ機能が要求される用途に適している。ここで、おむつへの利用、例えば腹バンドまたはレッグカラーとしての利用が想定される。防護衣としての利用も、この製品を用いて好ましくは可能である。特に、伸張する間のバリヤ性の維持が、既知の材料に対し本材料の特色となる。
【0067】
メタロセンポリプロピレンを用いるスパンボンド繊維から成る製品は、極度に高い伸張性を示す。
【0068】
エラストマー成分から成るメルトブローン不織材料である製品Oは、以下の特性を示す。
【表4】
【0069】
1.5N/5cmの伸張強さでは、15g/m2の基本重量である。引裂きに対する長手方向の伸張は、500〜700%に達し、2倍引きの150%における不変の長手方向の伸張は、わずか7%である。繊維太さは、0.03〜0.6デニールになり、空気透過性は、600〜900L/m2/sに達する。エラストマーのメルトブローン繊維層内の繊維太さは、0.01デニール〜1デニールになるが、最適の可能なバリヤ機能と回復性を有するために、0.01〜0.05デニールに好ましくはあるべきである。
【0070】
メルトブローン層のために用いられる、使用したエラストマー成分(例えば、Kraton(登録商標)複合材またはエラストマーのポリオレフィン)に従って、それぞれの要求に、製品の回復性を合わせることが可能である。以下に表される図2及び表5からの結果の通り、回復性は、大部分が用いられたエラストマー材料の種類に依存し、当然その比例した量に依存する。本発明による対応する特性は、従来技術によるSMMS材料の回復性との比較において本質的に改善される。従来技術、例えば米国特許第35,206号において、60%のSMMS材料の回復性が、50%伸びについて得られ、これは、40%の不変伸びが、相互作用の後に得られるということを意味する。しかしながら、比較して、本発明による製品は、2倍伸びの150%に対して70%を超える回復性に達する。
【表5】
【0071】
表5において、エラストマーのメルトブローン繊維を有する、熱力学的に処置されたSMMS材料の残存伸びが示されている。これら製品は、2倍に150%で伸張される。
【0072】
図2において、材料ウェブの不変伸びが、選択された製品により決められる(表5の値を参照)。
【0073】
エラストマーのメルトブローン繊維を有する材料が、長期の回復性を有するということを、結果として見出すことができる。150%の長さ伸長が行われる、5回の運動サイクル後でさえも、図3からの結果の通り、70%の回復性がなお結果として生じる。図3において、ウェブの伸びの変化サイクルを変動させる。
【0074】
以下に挙げられる表6において、製品の空気透過性は、エラストマーのメルトブローン繊維を含有する、50g/m2の基本重量を有するSMMS製品についての伸張状態において示される。
【表6】
【0075】
エラストマーのメルトブローン部分を有する製品は、伸張状態における、空気透過性及び通気性の大きく明らかな増加を示す。しかしながら、弾性を与えられたバリヤ層は、製品が伸張されている間、製品の不透水性が保たれたままであるという結果を有する。対応するデータが、以下の表7及び図4から得られ、この中で、透水性は、伸張長さに従って記載されている。
【0076】
エラストマーのメルトブローン繊維を含有する流れ材料を独特に識別するものは、材料が、強い伸張に対してさえ、不透水性を維持するということである。150%での伸張に対して、90%の初期の防水性が、なお維持されたままであるということが見出され得る。標準のSMMS製品は、150%で伸ばすことができず(図4及び表7におけるAを参照)、加熱処理下で伸張され、従来のメルトブローン繊維を含有するSMMS材料でさえ、初期値に対して70%にまでの不透水性の低下を示す(図4及び表7における製品Bを参照)。
【表7】
【0077】
要約すると、表7または図4における製品A及びBにより示される従来技術に対して、エラストマーのメルトブローン繊維を有する新しい不織材料(製品H)は、150%での伸張に対して、非常に良好なバリヤ性をなお維持するという点で異なるということを見出すことができる。
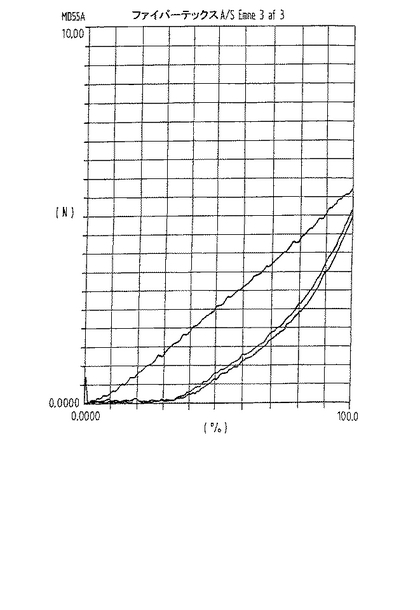
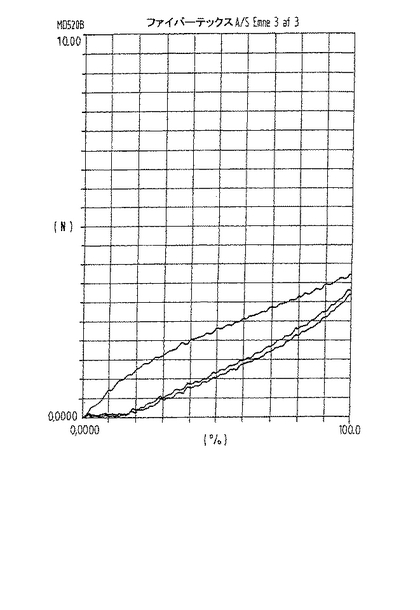
【0078】
メルトブローン層に組み込まれたエラストマーを有する材料は、非常に良好な回復性を示す。図5及び6において、2つの材料の試験をプリントアウトしたものを示す。両製品は、100%で3回伸張され、不変の材料伸びを、X軸から読み取ることができる。図5においては、55g/m2の基本重量を有し、従来のメルトブローン繊維を有するSMMS材料から成る製品Bを試験した。対照的に、図6においては、エラストマーのメルトブローン繊維を有し、50g/m2の基本重量を有するSMMS材料を試験した。ここでも、材料は100%で3回伸張された。2つの材料の比較は、エラストマーのメルトブローン繊維を有する不織材料(図6)の回復性は、エラストマーのメルトブローン繊維を全く含有しない不織材料のそれと比べて、本質的により良いということを示す。
【図面の簡単な説明】
【0079】
【図1】本発明による不織材料の製造のための、本発明による装置の一部の模式的な側面図及び平面図。
【図2】メルトブローン繊維の占有率(重量%)とエラストマーの占有率に依存する、材料の不変の残存伸びを示す図表。
【図3】異なる長手方向への伸張方法と異なる伸張サイクルに対する不変の残存伸び。
【図4】本発明による材料の伸張状態におけるバリヤ性を示す図表。
【図5】従来技術によるメルトブローン繊維を有するSMMS材料が試験された伸張試験の図表。
【図6】エラストマーのメルトブローン繊維を含有する従来技術によるSMMS材料が試験された伸張実験の図表。
【図7】SMMS材料の製造の模式的な図解。
【特許請求の範囲】
【請求項1】
弾性ポリマーから作製される繊維またはフィラメントを含有する少なくとも1つの層を含む多層複合材、または
繊維の一部が弾性ポリマーから成る均質な繊維及びフィラメントの混合物
のいずれかから成る、一方向に配向された弾性特性を有する不織材料であって、
いずれの場合も、繊維またはフィラメントの大部分が、熱の適用下に、不織材料の弾性の方向に対して交差して延びる方向に配向される
不織材料。
【請求項2】
多層複合材が、弾性メルトブローン繊維及びスパンボンド繊維を含有する請求項1に記載の不織材料。
【請求項3】
弾性メルトブローン繊維が、弾性部分を有するコンジュゲートファイバーを含有する請求項1または2のいずれかに記載の不織材料。
【請求項4】
スパンボンド繊維が、弾性ではない請求項1〜3のいずれか一項に記載の不織材料。
【請求項5】
均質な繊維混合物が、弾性繊維が添加されたニードルフェルト及び/またはスパンレース製品から成る請求項1に記載の不織材料。
【請求項6】
ニードルフェルト及び/またはスパンボンド製品の均一な繊維混合物が、弾性メルトブローン繊維及び/またはスパンボンド繊維の少なくとも1つの層と組み合される請求項1に記載の不織材料。
【請求項7】
ニードルフェルト及びスパンレース製品が、合成繊維に加えて、ビスコースまたはセルロース等の天然繊維も含有する請求項1〜6のいずれか一項に記載の不織材料。
【請求項8】
1以上のメルトブローン層(M)が、1以上のスパンボンド層(S)の間に、SM、SMS、SMMS、SSMMS、SSMMSS等の順序で配置され、エラストマー層が、1つのメルトブローン層に少なくとも含まれている請求項1〜4のいずれか一項に記載の不織材料。
【請求項9】
弾性不織層が、液体バリヤ層または粒子保持層である請求項1〜8のいずれか一項に記載の不織材料。
【請求項10】
液体バリヤ層または粒子保持層としての性質が、不織材料を延伸した、または伸張させた後にも維持されたままである請求項9に記載の不織材料。
【請求項11】
製品伸張性が、0〜700%、好ましくは50〜400%に達する請求項1〜10のいずれか一項に記載の不織材料。
【請求項12】
製品の回復率(回復性)が、2倍伸張の100%に対して、少なくとも60%、好ましくは少なくとも80%に達する請求項1〜11のいずれか一項に記載の不織材料。
【請求項13】
製品の回復率(回復性)が、2倍伸張の150%に対して、少なくとも50%、好ましくは少なくとも70%に達する請求項1〜11のいずれか一項に記載の不織材料。
【請求項14】
通気性である請求項1〜13のいずれか一項に記載の不織材料。
【請求項15】
親水性である請求項1〜14のいずれか一項に記載の不織材料。
【請求項16】
弾性を有するポリマーが、メルトブローン層として用いられ、ポリプロピレンと同様の流れ特性(流動学的な性質及び粘性に関して)を有する請求項1〜15のいずれか一項に記載の不織材料。
【請求項17】
高い生産性で、工業的生産工場において製造され得る請求項16に記載の不織材料。
【請求項18】
メルトブローン繊維が、以下の混合物:70重量%のスチレン−エチレン/ブチレン−スチレンと、30重量%のスチレン−エチレン/ブチレンから成り、ポリマーのポリスチレン部分が、14重量%であるトリブロックコポリマー(例えばKraton G(登録商標)を60重量%を超えて、メルトブローン方法における処理に適したポリプロピレンを5〜35重量%、及び流れ特性を改善する粘着防止剤から成る請求項17に記載の不織材料。
【請求項19】
メルトブローン繊維が、弾性ポリオレフィン、例えば、ポリエチレン及び/またはポリプロピレンのメタロセンを触媒とするコポリマーから成る請求項18に記載の不織材料。
【請求項20】
メルトブローン繊維が、熱可塑性の弾性ポリウレタンから成る請求項18に記載の不織材料。
【請求項21】
多層構造の場合、弾性繊維を有する少なくとも1のメルトブローン層に加えて、以下の材料の1つ、すなわち、ポリオレフィン若しくはポリエステル、またはポリプロピレン及びポリエチレンに基づく複成分ポリマー、または複成分ポリプロピレン/ポリエチレンと混合されたポリプロピレン若しくはポリエステル、またはポリウレタン、ポリスチレンブロックコポリマー、または弾性ポリプロピレン及び/若しくはポリプロピレンのような弾性ポリマーから作製されるスパンボンド層が存在する請求項1〜20のいずれか一項に記載の不織材料。
【請求項22】
スパンボンド層及び/またはメルトブローン層が、異なる構造を有する請求項21に記載の不織材料。
【請求項23】
多層構造の層が、ニードルパンチ加工、スパンレース加工、熱接着加工、平滑ロール及び/若しくは彫刻ロールを用いるカレンダー加工、並びに/または赤外接着加工により互いに結合されている請求項1〜22のいずれか一項に記載の不織材料。
【請求項24】
多層構造の基本重量が、7g/m2〜最大400g/m2までに達し、弾性メルトブローン層が、1〜60重量%に達する請求項1〜23のいずれか一項に記載の不織材料。
【請求項25】
弾性メルトブローン層と合せたニードル不織物/スパンレース製品またはニードル不織物の基本重量が、40〜700g/m2に達し、弾性メルトブローン層が1〜60重量%に達する請求項1〜24のいずれか一項に記載の不織材料。
【請求項26】
弾性を備えたメルトブローン層が、0.01〜1.2デニール、好ましくは0.01〜0.5デニールの繊維の太さを有する請求項1〜25のいずれか一項に記載の不織材料。
【請求項27】
予め作製された不織材料ウェブを、熱の適用下で、繊維/フィラメントを配向させるために走行方向、または走行方向に対して交差する方向のいずれかに延伸することを特徴とする請求項1〜26のいずれか一項に記載の不織材料の製造方法。
【請求項28】
長手方向への不織材料の弾性を生じさせ、それに伴う基本重量の増加を生じさせるために、長手方向への移送速度(%で評価)が、幅の増加(%)よりもより一層低下する請求項27に記載の方法。
【請求項29】
交差する方向への不織材料の弾性を生じさせ、それに伴う基本重量の増加を生じさせるために、幅の制限(%で評価)が、長手方向への移送速度の増加(%で評価)よりもより高い請求項27に記載の方法。
【請求項30】
オーブンと、不織材料を延伸するための少なくとも1つの延伸装置を有することを特徴とする請求項27〜29のいずれか一項に記載の方法を行うための装置。
【請求項31】
不織材料ウェブをその移送方向に対して交差する方向に延伸するための延伸装置が、不織材料ウェブを掴むためにその外周に配置された受け取り部を有する、不織材料ウェブ側に配置された2つのホイール型掴み具を有する請求項30に記載の装置。
【請求項32】
不織材料ウェブをその移送方向に対して長手方向に延伸するための延伸装置が、不織材料を摩擦により固定する少なくとも2つのロールから成り、不織材料ウェブが、オーブン内への不織材料ウェブの導入速度と比較してより速い速度で引張られ、従って、不織材料ウェブは長手方向に延伸される請求項30または31に記載の装置。
【請求項33】
不織材料ウェブをその移送方向に対して長手方向に延伸するための延伸装置が、その間で不織材料ウェブが圧締される少なくとも2つの向かい合って配置されたロールから成り、これは、オーブンへの不織材料ウェブの導入速度よりも、より速い周速度で動かされ、従って不織材料ウェブの長手方向への延伸が行われる請求項30〜32のいずれか一項に記載の装置。
【請求項34】
温度が、それぞれ処理される熱可塑性繊維の軟化点と融点の間に、オーブン内で設定される請求項30〜33のいずれか一項に記載の装置。
【請求項35】
不織材料ウェブの延伸/引張り速度が、幅方向への延伸について、5〜150m/分、好ましくは40〜100m/分になる請求項30〜34のいずれか一項に記載の装置。
【請求項36】
不織材料ウェブの処理速度が、長手方向への延伸について、5〜400m/分、好ましくは80〜250m/分になる請求項30〜35のいずれか一項に記載の装置。
【請求項1】
弾性ポリマーから作製される繊維またはフィラメントを含有する少なくとも1つの層を含む多層複合材、または
繊維の一部が弾性ポリマーから成る均質な繊維及びフィラメントの混合物
のいずれかから成る、一方向に配向された弾性特性を有する不織材料であって、
いずれの場合も、繊維またはフィラメントの大部分が、熱の適用下に、不織材料の弾性の方向に対して交差して延びる方向に配向される
不織材料。
【請求項2】
多層複合材が、弾性メルトブローン繊維及びスパンボンド繊維を含有する請求項1に記載の不織材料。
【請求項3】
弾性メルトブローン繊維が、弾性部分を有するコンジュゲートファイバーを含有する請求項1または2のいずれかに記載の不織材料。
【請求項4】
スパンボンド繊維が、弾性ではない請求項1〜3のいずれか一項に記載の不織材料。
【請求項5】
均質な繊維混合物が、弾性繊維が添加されたニードルフェルト及び/またはスパンレース製品から成る請求項1に記載の不織材料。
【請求項6】
ニードルフェルト及び/またはスパンボンド製品の均一な繊維混合物が、弾性メルトブローン繊維及び/またはスパンボンド繊維の少なくとも1つの層と組み合される請求項1に記載の不織材料。
【請求項7】
ニードルフェルト及びスパンレース製品が、合成繊維に加えて、ビスコースまたはセルロース等の天然繊維も含有する請求項1〜6のいずれか一項に記載の不織材料。
【請求項8】
1以上のメルトブローン層(M)が、1以上のスパンボンド層(S)の間に、SM、SMS、SMMS、SSMMS、SSMMSS等の順序で配置され、エラストマー層が、1つのメルトブローン層に少なくとも含まれている請求項1〜4のいずれか一項に記載の不織材料。
【請求項9】
弾性不織層が、液体バリヤ層または粒子保持層である請求項1〜8のいずれか一項に記載の不織材料。
【請求項10】
液体バリヤ層または粒子保持層としての性質が、不織材料を延伸した、または伸張させた後にも維持されたままである請求項9に記載の不織材料。
【請求項11】
製品伸張性が、0〜700%、好ましくは50〜400%に達する請求項1〜10のいずれか一項に記載の不織材料。
【請求項12】
製品の回復率(回復性)が、2倍伸張の100%に対して、少なくとも60%、好ましくは少なくとも80%に達する請求項1〜11のいずれか一項に記載の不織材料。
【請求項13】
製品の回復率(回復性)が、2倍伸張の150%に対して、少なくとも50%、好ましくは少なくとも70%に達する請求項1〜11のいずれか一項に記載の不織材料。
【請求項14】
通気性である請求項1〜13のいずれか一項に記載の不織材料。
【請求項15】
親水性である請求項1〜14のいずれか一項に記載の不織材料。
【請求項16】
弾性を有するポリマーが、メルトブローン層として用いられ、ポリプロピレンと同様の流れ特性(流動学的な性質及び粘性に関して)を有する請求項1〜15のいずれか一項に記載の不織材料。
【請求項17】
高い生産性で、工業的生産工場において製造され得る請求項16に記載の不織材料。
【請求項18】
メルトブローン繊維が、以下の混合物:70重量%のスチレン−エチレン/ブチレン−スチレンと、30重量%のスチレン−エチレン/ブチレンから成り、ポリマーのポリスチレン部分が、14重量%であるトリブロックコポリマー(例えばKraton G(登録商標)を60重量%を超えて、メルトブローン方法における処理に適したポリプロピレンを5〜35重量%、及び流れ特性を改善する粘着防止剤から成る請求項17に記載の不織材料。
【請求項19】
メルトブローン繊維が、弾性ポリオレフィン、例えば、ポリエチレン及び/またはポリプロピレンのメタロセンを触媒とするコポリマーから成る請求項18に記載の不織材料。
【請求項20】
メルトブローン繊維が、熱可塑性の弾性ポリウレタンから成る請求項18に記載の不織材料。
【請求項21】
多層構造の場合、弾性繊維を有する少なくとも1のメルトブローン層に加えて、以下の材料の1つ、すなわち、ポリオレフィン若しくはポリエステル、またはポリプロピレン及びポリエチレンに基づく複成分ポリマー、または複成分ポリプロピレン/ポリエチレンと混合されたポリプロピレン若しくはポリエステル、またはポリウレタン、ポリスチレンブロックコポリマー、または弾性ポリプロピレン及び/若しくはポリプロピレンのような弾性ポリマーから作製されるスパンボンド層が存在する請求項1〜20のいずれか一項に記載の不織材料。
【請求項22】
スパンボンド層及び/またはメルトブローン層が、異なる構造を有する請求項21に記載の不織材料。
【請求項23】
多層構造の層が、ニードルパンチ加工、スパンレース加工、熱接着加工、平滑ロール及び/若しくは彫刻ロールを用いるカレンダー加工、並びに/または赤外接着加工により互いに結合されている請求項1〜22のいずれか一項に記載の不織材料。
【請求項24】
多層構造の基本重量が、7g/m2〜最大400g/m2までに達し、弾性メルトブローン層が、1〜60重量%に達する請求項1〜23のいずれか一項に記載の不織材料。
【請求項25】
弾性メルトブローン層と合せたニードル不織物/スパンレース製品またはニードル不織物の基本重量が、40〜700g/m2に達し、弾性メルトブローン層が1〜60重量%に達する請求項1〜24のいずれか一項に記載の不織材料。
【請求項26】
弾性を備えたメルトブローン層が、0.01〜1.2デニール、好ましくは0.01〜0.5デニールの繊維の太さを有する請求項1〜25のいずれか一項に記載の不織材料。
【請求項27】
予め作製された不織材料ウェブを、熱の適用下で、繊維/フィラメントを配向させるために走行方向、または走行方向に対して交差する方向のいずれかに延伸することを特徴とする請求項1〜26のいずれか一項に記載の不織材料の製造方法。
【請求項28】
長手方向への不織材料の弾性を生じさせ、それに伴う基本重量の増加を生じさせるために、長手方向への移送速度(%で評価)が、幅の増加(%)よりもより一層低下する請求項27に記載の方法。
【請求項29】
交差する方向への不織材料の弾性を生じさせ、それに伴う基本重量の増加を生じさせるために、幅の制限(%で評価)が、長手方向への移送速度の増加(%で評価)よりもより高い請求項27に記載の方法。
【請求項30】
オーブンと、不織材料を延伸するための少なくとも1つの延伸装置を有することを特徴とする請求項27〜29のいずれか一項に記載の方法を行うための装置。
【請求項31】
不織材料ウェブをその移送方向に対して交差する方向に延伸するための延伸装置が、不織材料ウェブを掴むためにその外周に配置された受け取り部を有する、不織材料ウェブ側に配置された2つのホイール型掴み具を有する請求項30に記載の装置。
【請求項32】
不織材料ウェブをその移送方向に対して長手方向に延伸するための延伸装置が、不織材料を摩擦により固定する少なくとも2つのロールから成り、不織材料ウェブが、オーブン内への不織材料ウェブの導入速度と比較してより速い速度で引張られ、従って、不織材料ウェブは長手方向に延伸される請求項30または31に記載の装置。
【請求項33】
不織材料ウェブをその移送方向に対して長手方向に延伸するための延伸装置が、その間で不織材料ウェブが圧締される少なくとも2つの向かい合って配置されたロールから成り、これは、オーブンへの不織材料ウェブの導入速度よりも、より速い周速度で動かされ、従って不織材料ウェブの長手方向への延伸が行われる請求項30〜32のいずれか一項に記載の装置。
【請求項34】
温度が、それぞれ処理される熱可塑性繊維の軟化点と融点の間に、オーブン内で設定される請求項30〜33のいずれか一項に記載の装置。
【請求項35】
不織材料ウェブの延伸/引張り速度が、幅方向への延伸について、5〜150m/分、好ましくは40〜100m/分になる請求項30〜34のいずれか一項に記載の装置。
【請求項36】
不織材料ウェブの処理速度が、長手方向への延伸について、5〜400m/分、好ましくは80〜250m/分になる請求項30〜35のいずれか一項に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2006−503994(P2006−503994A)
【公表日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願番号】特願2004−545940(P2004−545940)
【出願日】平成15年10月22日(2003.10.22)
【国際出願番号】PCT/EP2003/011706
【国際公開番号】WO2004/038078
【国際公開日】平成16年5月6日(2004.5.6)
【出願人】(505154646)ファイバーテックス・エー/エス (1)
【Fターム(参考)】
【公表日】平成18年2月2日(2006.2.2)
【国際特許分類】
【出願日】平成15年10月22日(2003.10.22)
【国際出願番号】PCT/EP2003/011706
【国際公開番号】WO2004/038078
【国際公開日】平成16年5月6日(2004.5.6)
【出願人】(505154646)ファイバーテックス・エー/エス (1)
【Fターム(参考)】
[ Back to top ]