
弾性ローラ、弾性ローラの製造方法及びゴム製管体

【課題】発泡弾性層の外形等を保持した所望の外形等を有する弾性ローラ、並びに、発泡弾性層の外形等を保持して所望の外形等を有する弾性ローラを製造できる弾性ローラの製造方法及びゴム製管体を提供すること。
【解決手段】軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有する弾性ローラの製造方法、この製造方法によって製造された弾性ローラ、並びに、この製造方法に用いられるゴム製管体。
【解決手段】軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有する弾性ローラの製造方法、この製造方法によって製造された弾性ローラ、並びに、この製造方法に用いられるゴム製管体。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、弾性ローラ、弾性ローラの製造方法及びゴム製管体に関し、さらに詳しくは、所望の外形等を有する弾性ローラ、並びに、発泡弾性層の外形等を保持して所望の外形等を有する弾性ローラを製造できる弾性ローラの製造方法及びゴム製管体に関する。
【背景技術】
【0002】
レーザープリンタ、複写機、ビデオプリンタ、ファクシミリ、これらの複合機等には、電子写真方式を利用した各種の画像形成装置が採用されている。各種の画像形成装置は弾性ローラを備えている。このような弾性ローラとして、例えば、帯電ローラ、現像ローラ、転写ローラ、加圧ローラ、定着ローラ、紙送り搬送ローラ、現像剤供給ローラ等が挙げられる。これらのローラは、通常、軸体と、軸体の外周面に配置された弾性層と、所望により弾性層の外周面に配置された表面層とを備えている。
【0003】
特に、定着ローラ又は加熱ローラは、現像剤離型性等を確保するために、表面層として、各種の樹脂、例えばフッ素樹脂等で形成された樹脂チューブを備えている。このような樹脂チューブを有するローラの製造方法として、特許文献1には「内周壁面上に内壁ゴム層を設けた円筒状金型内に、金属芯軸上にゴム層を有しかつ外径が前記内壁ゴム層の内径より大きくないゴムローラを同心状に固定するとともに、前記円筒状金型と前記ゴムローラとの間にフッ素樹脂チューブを配置し、しかる後加熱して、前記ゴムローラのゴム層と前記内壁ゴム層とが前記フッ素樹脂チューブを介して互いに圧接するように膨脹させ、この膨脹圧により前記フッ素樹脂チューブと前記ゴムローラのゴム層とを加圧接着せしめることを特徴とするフッ素樹脂チューブ被覆ゴムローラの製造方法」が記載されている。
【0004】
特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」は、特許文献1の実施例1に記載されているように、「硬度(JIS−A)50°のシリコーンゴム」である中空領域のない所謂「ソリッド弾性層」を備えた弾性ローラを製造する方法である。
【0005】
ところで、画像形成装置の定着装置においては、現像剤を記録体に定着させるために記録体が定着ローラと加熱ローラとの圧接部を通過するが、このとき記録体はずれることなく所定の方向に、かつ皺等が生じることなく前記圧接部を通過することが重要である。このように記録体が前記圧接部を通過する手段の1つとして、定着ローラ及び加熱ローラの少なくとも一方の外形を所謂「クラウン形状」又は所謂「逆クラウン形状」に成形する手段がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2975080号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
樹脂チューブを被覆する前の外形が所謂「クラウン形状」又は所謂「逆クラウン形状」である弾性層を備えた弾性ローラを用いて特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」で弾性ローラを製造すると、製造される弾性ローラは樹脂チューブで被覆される前の弾性層の外形を保持できないことがある。
【0008】
定着ローラ及び加熱ローラには、記録体を前記のように圧接部を通過させる特性に加えて、記録体に現像剤を定着させて高品質の画像を形成することを目的として定着ローラと加圧ローラとの圧接部が大きなニップ幅で所定の圧力で圧接する特性が求められている。圧接部が大きなニップ幅と所定の圧力とを確保するには、定着ローラ及び加熱ローラの少なくとも一方の弾性層の硬度を小さくすることが有効であり、その手段の1つとして弾性層を発泡体で形成された発泡弾性層とする手段がある。
【0009】
このように弾性ローラの弾性層として低硬度化された発泡弾性層を採用すると、特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」においては前記した「弾性層の外形を保持できない」という傾向が顕著になる。すなわち、樹脂チューブを被覆する前の形状が所謂「クラウン形状」又は所謂「逆クラウン形状」である発泡弾性層を備えた弾性ローラを用いて特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」で弾性ローラを製造すると、発泡弾性層の外形はほとんど保持されることなく、仮に保持されていたとしてもその外径変化量は著しく小さくなってしまい、いずれにおいても、所望の外径差を有する所謂「クラウン形状」又は所謂「逆クラウン形状」の弾性ローラをほとんど製造することができないことがある。
【0010】
この発明は、発泡弾性層の外形及び外径差を保持して所望の外形及び外径差を有する弾性ローラを製造できる弾性ローラの製造方法、及び、ゴム製管体を提供することを、目的とする。
【0011】
また、この発明は、所望の外形及び外径差を有する弾性ローラを提供することを、目的とする。
【課題を解決するための手段】
【0012】
この発明の発明者は、接着剤の加熱硬化する際に熱膨張する弾性層がその熱膨脹を抑制するように熱膨張と逆方向に圧縮されることで生じる弾性層の歪が加熱後にも残存することによって、弾性層の大径部ほどその外形が破壊され、また、弾性層の外径差が消失し、弾性層の外形及び外径差が保持されないのではないかと、推測した。
【0013】
この発明の発明者は、この推測に基づいて、接着剤の加熱硬化時に用いる金型として全体がゴムで形成され、弾性層の熱膨張方向に自らも熱膨張するゴム状管体を用いると、弾性層として所謂「ソリッド弾性層」はもちろん低硬度で歪が残存しやすい発泡弾性層を採用しても、接着剤の加熱硬化前後において弾性層の外形及び外径差が保持されることを見出した。
【0014】
前記課題を解決するための第1の手段として、
請求項1は、軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有する弾性ローラの製造方法であり、
請求項2は、前記ゴム製管体は、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向沿って前記発泡弾性層の外径変化と逆に変化する内周面を有している請求項1に記載の弾性ローラの製造方法であり、
請求項3は、前記配置する工程は、前記発泡弾性層が前記接着剤を介して樹脂チューブで被覆された前記ローラ原体を前記ゴム製管体内に配置する工程である請求項1又は2に記載の弾性ローラの製造方法であり、
請求項4は、軸体の外周面で発泡ゴム組成物を発泡成形する工程と、発泡成形体の外径を軸線方向に沿って変化するように調整する工程とを有する請求項1〜3のいずれか1項に記載の弾性ローラの製造方法であり、
請求項5は、前記調整する工程は、発泡成形体の外径を前記軸線方向の略中央部を中心に実質的に対称となるように調整する工程である請求項4に記載の弾性ローラの製造方法であり、
請求項6は、前記調整する工程は、発泡成形体の外径を前記軸線方向の両端部に向かって大きくする工程、又は、前記外径を前記両端部に向かって小さくする工程である請求項5に記載の弾性ローラの製造方法である。
【0015】
前記課題を解決するための第2の手段として、
請求項7は、請求項1〜6に記載の弾性ローラの製造方法によって製造された、軸線方向に沿って外径が変化する外周面を有する樹脂チューブが発泡弾性層の外周面を接着剤層を介して被覆して成る弾性ローラであり、
請求項8は、前記樹脂チューブは、外径が前記軸線方向の略中央部を中心に実質的に対称となる外周面を有している請求項7に記載の弾性ローラであり、
請求項9は、前記樹脂チューブは、外径が前記軸線方向の両端部に向かって大きくなる逆クラウン形状の外周面、又は、外径が前記両端部に向かって小さくなるクラウン形状の外周面を有している請求項8に記載の弾性ローラである。
【0016】
前記課題を解決するための第3の手段として、
請求項10は、軸体の外周面に配置され、軸線方向に沿って外径が変化する外周面を有する発泡弾性層に樹脂チューブを接着して弾性ローラを製造するゴム製管体であって、全体がゴムで管状に形成され、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向に沿って前記発泡弾性層の外径変化と逆に変化する内周面を有しているゴム製管体である。
【発明の効果】
【0017】
この発明に係るゴム製管体は、全体がゴムで管状に形成され、内径が発泡弾性層の外径よりも大きく、かつ軸線方向に沿って発泡弾性層の外径変化と逆に変化する内周面を有しているから、例えば接着剤の硬化温度に加熱されるとその半径方向外側にも熱膨張することができ、その結果、内装された発泡弾性層に追従して熱膨張して発泡弾性層に歪が残存するほど大きな圧縮力で発泡弾性層を圧縮することがない。
【0018】
この発明に係る弾性ローラの製造方法は、この発明に係るゴム製管体をその内周面の形状に捕らわれることなく用いると共にこのゴム製管体を用いた前記工程を少なくとも有しているから、接着剤の加熱硬化時に発泡弾性層に歪が残存するほど大きな圧縮力で発泡弾性層を圧縮することがなく、接着剤の加熱硬化前後において発泡弾性層の外形及び外径差を保持できる。
【0019】
したがって、この発明によれば、発泡弾性層の外形及び外径差を保持して所望の外形及び外径差を有する弾性ローラを製造できる弾性ローラの製造方法、及び、ゴム製管体を提供することができる。
【0020】
この発明に係る弾性ローラはこの発明に係る弾性ローラの製造方法によって製造される。したがって、この発明によれば、所望の外形及び外径差を有する弾性ローラを提供することができる。
【図面の簡単な説明】
【0021】
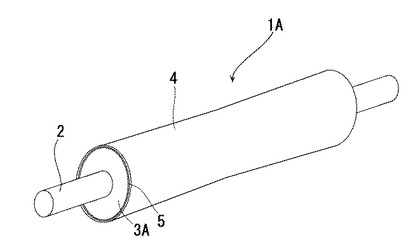
【図1】図1は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの一例を示す概略斜視図である。
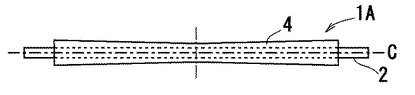
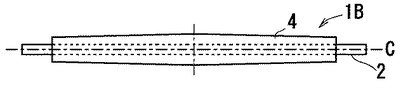
【図2】図2は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの一例を示す概略正面図である。
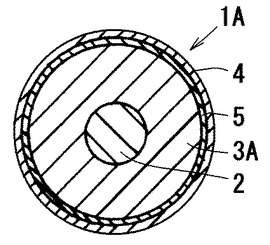
【図3】図3は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの一例をその軸線に垂直な平面で切断したときの切断端面を示す概略端面図である。
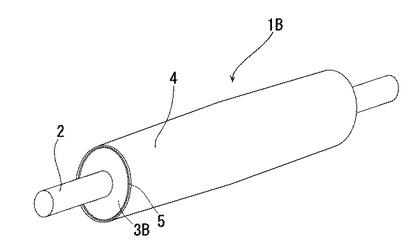
【図4】図4は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの別の一例を示す概略斜視図である。
【図5】図5は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの別の一例を示す概略正面図である。
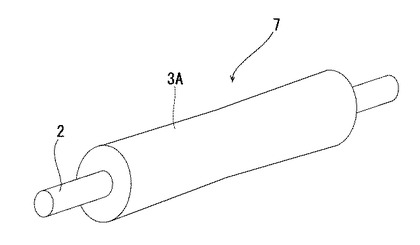
【図6】図6は、この発明に係る弾性ローラの製造方法に用いられるローラ原体の一例を示す概略斜視図である。
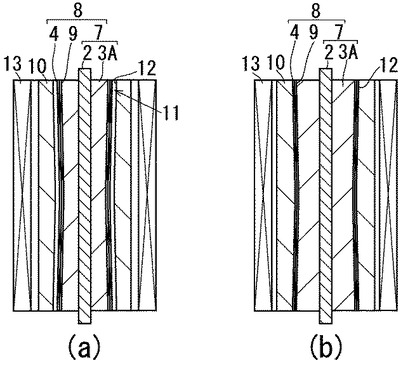
【図7】図7は、この発明に係る弾性ローラの製造方法の一例を説明する概略説明図であり、図7(a)はこの発明に係る弾性ローラの製造方法の一例において被覆体をゴム製管体内に配置した状態を説明する概略断面図であり、図7(b)はこの発明に係る弾性ローラの製造方法の一例において被覆体を加熱した状態を説明する概略断面図である。
【発明を実施するための形態】
【0022】
この発明に係る弾性ローラの製造方法で製造される弾性ローラ(この発明に係る弾性ローラと称する。)は、軸線方向に沿って外径が変化する外周面を有する樹脂チューブが発泡弾性層の外周面を被覆して成る。換言すると、この発明に係る弾性ローラは、発泡弾性層と、発泡弾性層の外周面に配置された、すなわち発泡弾性層を被覆する樹脂チューブとを備え、軸線方向に沿って外径が変化する外周面を有している。
【0023】
この発明に係る弾性ローラ、すなわち、樹脂チューブは、軸線方向に沿って外径が好ましくは連続して変化する外周面を有していればよく、好ましくは外径が軸線方向の略中央部から端部それぞれまで一定の割合で変化する外周面を有しており、特に好ましくは外径が軸線方向の略中央部を中心に実質的に対称となる外周面を有している。ここで、「実質的に対称」とは幾何学的に正確に対称となることに加えて、弾性ローラ例えば定着ローラ又は加熱ローラとしての前記機能を発揮する程度に対称であればよいことを意味する。具体的には、この発明に係る弾性ローラ、すなわち、樹脂チューブは、外径が軸線方向の略中央から両端部に向かって好ましくは連続して大きくなる所謂「逆クラウン形状」の外周面を有し、又は、外径が略中央から両端部に向かって好ましくは連続して小さくなる所謂「クラウン形状」の外周面を有している。
【0024】
所謂「逆クラウン形状」における最大外径と最小外径の外径差は、特に限定されないが、通常、0.02〜1.0mmである。
【0025】
所謂「クラウン形状」における最大外径と最小外径の外径差は、特に限定されないが、通常、0.02〜1.0mmである。
【0026】
この発明に係る弾性ローラは、20〜70のアスカーC硬度(荷重1.0kg)を有しているのが好ましい。この発明に係る弾性ローラが前記範囲のアスカーC硬度を有していると定着装置に装着されたときに大きなニップ圧及びニップ幅を確保することができる。この発明に係る弾性ローラのアスカーC硬度は、25〜70であるのがより一層好ましく、30〜70であるのが特に好ましい。アスカーC硬度(1.0kg荷重)はJIS K6253に準拠して測定することができる。この発明に係る弾性ローラのアスカーC硬度(1.0kg荷重)は、例えば、発泡弾性層を形成する発泡ゴム組成物に含有されるゴム、発泡剤及び/若しくは添加剤の種類を選択し、並びに/又は、それらの配合量等を変更することにより、また、発泡弾性層の成形条件等により、調整することができる。
【0027】
この発明に係る弾性ローラにおける発泡弾性層は、基本的にはこの発明に係る弾性ローラと同様の形状になっており、その内部及び/又は外周面にセルを有している(図1、図4及び図6において発泡弾性層3Aの端面に開口したセル並びに図3において断面に開口したセルは図示しない。)。発泡弾性層3がセルを有すると、発泡弾性層3の硬度が低下して、この発明に係る弾性ローラの機能が向上するから、高品質の画像を形成することに貢献することができる。ここで、発泡弾性層に有するセルは、ゴム組成物に含有される発泡剤の発泡又は分解等によって生じる中空領域、及び、ゴム組成物に含有される中空充填材等に由来する中空領域をいう。発泡弾性層に有する複数のセルは、他のセルに接することのない若しくは連通することのない状態(独立セル状態と称する。)、他のセルに接し若しくは連通している状態(連通セル状態と称する。)、又は、前記独立セル状態と前記連通セル状態とが共存する状態の何れの状態にあってもよい。発泡弾性層は、画像形成装置に用いられる各種ローラに応じて、セルの大きさ、存在率等が決定される。
【0028】
例えば、発泡弾性層に形成されたセルは、200〜400μmの平均セル径、150〜250μmのセル径の標準偏差σ、及び/又は、200〜400μmの、周囲に存在する他のセルとの距離(以下、セル間距離と称することがある。)を有しているのが好ましい。前記セルが前記範囲の平均セル径、標準偏差σ及びセル間距離の少なくとも1つを満たしていると、この発明に係る弾性ローラが前記範囲のアスカーC硬度となるように発泡弾性層を十分に低硬度化できる。前記平均セル径は、発泡弾性層の表面、又は、発泡弾性層を任意の面で切断したときの切断面において、約20mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セルにおける開口部の最大長さを測定して、測定された最大長さ(セル径と称する。)を算術平均して得られた平均長さとして、求めることができる。セル径の標準偏差σは、前記のようにして測定されたセル径の標準偏差σを定法により求めることができる。セル間距離は、発泡弾性層の前記観察視野内に存在する複数のセルにおいて、ある特定のセルと、その周囲に存在する複数のセルとの中心間距離を測定し、測定された中心間距離を算術平均して得られた値として、求めることができる。なお、セルの中心は、セル輪郭を基準とした四半円点によって判断することができる。前記平均セル径、前記標準偏差σ及び前記セル間距離は、発泡剤の配合量、硬化条件等により、調整することができる。
【0029】
発泡弾性層は、その発泡倍率及び密度等が調整されているのが、この発明の効果をより一層高めることができる点で、好ましい。例えば、発泡弾性層の発泡倍率は180〜420%であるのが好ましく、200〜350%であるのが特に好ましい。発泡弾性層の発泡倍率が前記範囲内にあると、広範囲の定着温度を可能にする硬度と反発弾性が得られるという効果が得られる。発泡倍率は、発泡弾性層の体積及び質量を常法によって測定し、これらから算出することができる。発泡弾性層の密度は0.395〜0.7(g/cm3)であるのが好ましく、0.42〜0.6(g/cm3)であるのが特に好ましい。密度が前記範囲内にあると、この発明の効果をより一層高めることができる。発泡弾性層の密度は、電子密度計(水中置換法 水温23℃)によって測定することができる。
【0030】
発泡弾性層の厚さは、特に限定されないが、通常、2〜20mmに調整されるのが好ましく、3〜12mmに調整されるのが特に好ましい。
【0031】
この発明に係る弾性ローラにおける樹脂チューブは接着剤層を挟んで発泡弾性層の外周面に形成されている。この発明に係る弾性ローラが樹脂チューブを備えていると現像剤の離型性を向上させることができる。この樹脂チューブは、この発明に係る弾性ローラが前記範囲のアスカーC硬度となるように、かつ発泡弾性層の形状を保持できるように、薄肉化されているのが好ましく、この例においては、20〜60μmの厚さ、好ましくは25〜50μmの厚さに薄肉化されている。したがって、樹脂チューブは薄肉化樹脂チューブと称することもできる。この樹脂チューブは、発泡弾性層との密着性を確保するために、通常、発泡弾性層の外径よりも小さな内径を有しており、その内径は発泡弾性層の硬度等に応じて適宜に設定される。
【0032】
この樹脂チューブは、絶縁性でもよく、導電性付与剤例えばカーボンブラック等を含有する導電性でもよく、絶縁性か導電性かはこの発明に係る弾性ローラの用途等に応じて適宜に選択される。また、この樹脂チューブはこの発明に係る弾性ローラの高い耐久性を確保できる点で機械的強度が大きいのが好ましい。例えば、厚さが20〜60μmである場合には、30〜70MPaの破断強度を有しているのが好ましく、150〜500%の破断伸びを有しているのが好ましい。破断強度は樹脂チューブから切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブの軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値であり、破断伸びは樹脂チューブから切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブの軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値である。このように前記破断強度及び前記破断伸びは樹脂チューブの軸線方向すなわち長手方向における破断強度及び破断伸びである。
【0033】
樹脂チューブを形成する材料は、特に制限されるものではないが、この発明に係る弾性ローラは被当接体に当接又は圧接されるから永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。これらの中でも現像剤の離型性に優れる点で、フッ素樹脂であるのが好ましく、例えば、PFA(パーフルオロアルコキシ樹脂)、FEP(テトラフルオロエチレン−ヘキサフルオロプロピレン樹脂)、PTFE(ポリテトラフルオロエチレン樹脂)、PVdF(ポリフッ化ビニリデン樹脂)等が挙げられる。
【0034】
この発明に係る弾性ローラにおける接着剤層は、発泡弾性層と樹脂チューブとを接着することができる接着剤を硬化してなる層であり、発泡弾性層と樹脂チューブとの間に形成される。接着剤層の厚さは特に限定されないが、通常、10〜300μmであるのが好ましく、10〜100μmであるのが特に好ましい。接着剤層を形成する接着剤は加熱硬化性接着剤が好適に挙げられる。この加熱硬化性接着剤は、25℃において、JIS K 6249に準じて(BH型粘度計を使用)測定された粘度が15〜150Pa・sであるのが好ましい。このような加熱硬化性接着剤として、例えば、シリコーン系接着剤、アクリル系接着剤等が挙げられる。流動性接着剤は、例えば、トルエン、キシレン等の希釈剤を用いて、その粘度が前記範囲内になるように調整されてもよい。
【0035】
この発明に係る弾性ローラを、図面を参照して具体的に説明する。この発明に係る弾性ローラの一例としての弾性ローラ1Aは、図1〜図3に示されるように、軸体2と、軸体2の外周面に配置された発泡弾性層3Aと、発泡弾性層3Aの外周面に配置された接着剤層5と、接着剤層5を介してすなわち挟んで発泡弾性層3Aの外周面を被覆する樹脂チューブ4とを備えている。そして、この弾性ローラ1Aは、図2によく示されるように、その軸線方向に沿って外径が変化する外周面を有する樹脂チューブ4が発泡弾性層3Aの外周面を接着剤層5を介して被覆しており、具体的には、所謂「逆クラウン形状」になっている。すなわち、この弾性ローラ1Aはその外周面が所謂「逆クラウン形状」になっている。この所謂「逆クラウン形状」は軸線方向略中央の最小外径と軸線方向端部の最大外径との外径差が0.02〜1.0mmに設定されている。この弾性ローラ1Aは20〜70のアスカーC硬度(荷重1.0kg)を有している。
【0036】
軸体2は従来公知の軸体を特に限定されず採用することができる。この軸体2は、図2に示されるように、外径が軸線方向に均一ないわゆる「ストレート形状」になっており、良好な導電特性を有している。軸体2は、通常、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体とされる。また、軸体2は、熱可塑性樹脂又は熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよく、熱可塑性樹脂若しくは熱硬化性樹脂等に導電性付与剤としてカーボンブラック若しくは金属粉体等を配合した導電性樹脂で形成された軸体であってもよい。軸体2の外径は弾性ローラ1Aの用途等に応じて適宜の外径に調整される。この軸体2は、所望により、その外周面にプライマー層が塗布されてもよい。
【0037】
発泡弾性層3Aはこの発明に係る弾性ローラの発泡弾性層と基本的に同様であり、軸体2の外周面に後述するゴム組成物によって形成されている。この発泡弾性層3Aは、具体的には、2〜20mmの厚さを有する所謂「逆クラウン形状」に形成され、前記範囲の平均セル径、セル径の標準偏差σ、セル間距離、発泡倍率及び密度を有する独立セルを含んでいる。
【0038】
樹脂チューブ4はこの発明に係る弾性ローラの樹脂チューブと基本的に同様であり、接着剤層5の外周面に厚さが20〜60μmのPFAで形成されている。この樹脂チューブ4は、具体的には前記範囲の破断強度及び破断伸びを有している。
【0039】
接着剤層5はこの発明に係る弾性ローラの接着剤層と基本的に同様であり、加熱硬化性接着剤で発泡弾性層3Aの外周面に10〜300μmの厚さに形成されている。
【0040】
この発明に係る弾性ローラの別の一例としての弾性ローラ1Bは、図4及び図5に示されるように、軸体2と、軸体2の外周面に配置された発泡弾性層3Bと、発泡弾性層3Bの外周面に配置された接着剤層5と、接着剤層5を介してすなわち挟んで発泡弾性層3Bの外周面を被覆する樹脂チューブ4とを備えている。そして、この弾性ローラ1Bは、その軸線方向に沿って外径が変化する外周面を有する樹脂チューブ4が発泡弾性層3Bの外周面を接着剤層5を介して被覆しており、具体的には、所謂「クラウン形状」になっている。この所謂「クラウン形状」は軸線方向略中央の最大外径と軸線方向端部の最小外径との外径差が0.02〜1.0mmに設定されている。この弾性ローラ1Bは20〜70のアスカーC硬度(荷重1.0kg)を有している。この弾性ローラ1Bはその外径及び外径差並びに発泡弾性層3Bの外形及び外径差が異なること以外は弾性ローラ1Aと基本的に同様である。
【0041】
この発明に係るゴム製管体は、軸線方向に沿って外径が変化する外周面を有する発泡弾性層に樹脂チューブを接着する際に用いられる所謂金型であって、全体がゴムで管状に形成され、内径が発泡弾性層の外径よりも大きく、かつ軸線方向沿って発泡弾性層の外径変化と逆に変化する内周面を有している。換言すると、この発明に係るゴム製管体は、その内径が発泡弾性層の外径よりも大きくかつ軸線方向沿って発泡弾性層の外径変化と逆に変化する内周面を有する内部空間が貫設されて成る。この発明に係るゴム製管体はその内部に配置された発泡弾性層に対向する領域に前記内周面及び前記内部空間を有している。
【0042】
この発明に係るゴム製管体は、全体がゴムで形成されており、その外周面に例えば金属又は樹脂等で形成された硬質部材を備えていない。このように全体がゴムで形成されているこの発明に係るゴム製管体は、加熱されたときに半径方向外側にも熱膨張することができ、内装された発泡弾性層に追従して熱膨張することができるから、弾性層に歪が残存するほど大きな圧縮力で弾性層を圧縮することがない。したがって、この発明に係るゴム製管体は、接着剤の加熱硬化前後において発泡弾性層の外形及び外径差を保持できる。
【0043】
この発明に係るゴム製管体を形成するゴムは、特に限定されないが接着剤の硬化時に加熱されるから耐熱性ゴムであるのが好ましく、発泡弾性層の熱膨張に追従するように発泡弾性層の熱膨張係数に近似した熱膨張係数、例えば、(発泡弾性層の熱膨張係数±5%)の熱膨張係数を有するゴムであるのがより一層好ましく、発泡弾性層を形成しているゴムと同種のゴムであるのが特に好ましい。このようなゴムとして、例えば、発泡弾性層が後述するシリコーンゴムで形成されている場合には、HTVシリコーンゴム、LTVシリコーンゴム、フッ素ゴム等が挙げられる。
【0044】
この発明に係るゴム製管体は管状に形成されている。すなわち、この発明に係るゴム製管体は、その軸線方向に貫通する軸孔として後述するローラ原体が挿入される内部空間を有し、この内部空間の内周面は内径が発泡弾性層の外径よりも大きく、かつ軸線方向沿って発泡弾性層の外径変化と逆に変化している。
【0045】
このようにゴム製管体の内周面は発泡弾性層の外径よりも大きな内径を有し、すなわち、内部空間は発泡弾性層が内周面と距離を開けて内挿可能になっている。そして、この内周面は軸線方向沿って発泡弾性層の外径変化と逆に変化する内径を有し、すなわち、内部空間は発泡弾性層の外形と対応する形状、好ましくは相似又は合同な形状を有している。具体的には、発泡弾性層が所謂「逆クラウン形状」である場合には内周面は所謂「クラウン形状」で内部空間は所謂「逆クラウン形状」であり、発泡弾性層が所謂「クラウン形状」である場合には内周面は所謂「逆クラウン形状」で内部空間は所謂「クラウン形状」である。さらに、この発明に係るゴム製管体の内周面は内部空間に発泡弾性層が内挿されたときに軸線方向に垂直は平面における発泡弾性層との間隙距離が軸線方向に沿って略一定であるのが好ましい。すなわち、この発明に係るゴム製管体の内周面はその最大内径と最小内径との内径差が発泡弾性層の外径差と同一であるのが好ましい。このように形成されると、内周面が発泡弾性層にその軸線方向にわたってほぼ均一に圧接するから、発泡弾性層の特定部位のみを極度に圧縮することがない。この発明に係るゴム製管体の内周面は発泡弾性層が熱膨張したときに樹脂チューブに圧接するから平坦であるのが好ましい。
【0046】
この発明に係るゴム製管体における管壁の厚さは、ゴムの種類、発泡弾性層の厚さ等に応じて適宜に設定されればよいが、あまりに厚いと発泡弾性層の熱膨張に追従しにくくなるので、例えば、2〜6mmであればよく、3〜5mmであるのが好ましい。この発明に係るゴム製管体は、発泡弾性層が、その軸線方向全体にわたって、その内部空間内に配置可能な軸線長さを有しており、発泡弾性層の軸線長さよりも長くてもよい。
【0047】
この発明に係るゴム製管体を、図面を参照して具体的に説明する。この発明に係るゴム製管体の一例としてのゴム製管体10は、図7に示されるように、その全体が前記範囲の熱膨張係数を有するHTVシリコーンゴムで管状に形成され、内挿される発泡弾性層3Aの外周面の形状すなわち外形と対応する所謂「クラウン形状」の内部空間11(図3A(a)参照。)を有しており、前記間隙距離は軸線方向に沿って一定になっている。このゴム製管体の内周面12は平坦になっており、管壁の厚さは前記範囲に設定され、軸線長さは発泡弾性層3Aと同寸になっている。
【0048】
この発明に係る弾性ローラの製造方法は、軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有することを特徴とする。すなわち、この発明に係る弾性ローラの製造方法は、この発明に係るゴム製管体を用いてその内部に配置したローラ原体と樹脂チューブとを、それらの間に塗布された接着剤が硬化するように、加熱することを特徴とする。
【0049】
この発明に係る弾性ローラの製造方法の一例(以下、この発明に係る一製造方法と称することができる。)を具体的に説明する。この発明に係る一製造方法は、所謂「逆クラウン形状」の弾性ローラ1Aを製造する方法であって、ローラ原体を作製する工程と、このローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程と有している。
【0050】
この発明に係る一製造方法においては、軸体2、発泡弾性層3Aを形成するゴム組成物、樹脂チューブ4、接着剤9及びこの発明に係るゴム製管体を準備する。なお、樹脂チューブ4及び接着剤9は前記した通りである。この発明に係る一製造方法においては、この発明に係るゴム製管体として前記ゴム製管体10を用いる。
【0051】
軸体2は、前記材料を用いて公知の方法により所望の形状に調製される。軸体2に導電性が要求される場合には、前記金属及び前記導電性樹脂の他に、前記樹脂等で形成した絶縁性芯体の表面に定法によりメッキを施すことにより、軸体2を形成することができる。
【0052】
ゴム組成物は、ゴムと、発泡剤と、所望により各種添加剤等とを含有する組成物であればよく、例えば、発泡ゴム組成物が好ましく挙げられる。この発泡シリコーンゴム系組成物としては、付加反応型発泡シリコーンゴム組成物が特に好ましい。前記付加反応型発泡シリコーンゴム組成物として、例えば、特開2008−076751号公報に記載されている付加反応型発泡シリコーンゴム組成物が挙げられる。
【0053】
この発明に係る一製造方法においては、ローラ原体を作製する工程を実施する。作製されるローラ原体は、図6に示されるように、軸体2と軸体2の外周面に配置された発泡弾性層3Aとを備えており、樹脂チューブ4を備えていないこと以外は基本的に弾性ローラ1Aと同様である。この発明に係る一製造方法において、このようなローラ原体7を作製する工程は、軸体2の外周面で発泡ゴム組成物を発泡成形する工程と、発泡成形体の外径を軸線方向に沿って変化するように調整する工程とを有している。
【0054】
軸体の外周面で発泡ゴム組成物を発泡成形する工程は、まず、準備したゴム組成物を軸体2の外周面に配置する。ゴム組成物の配置は公知の方法、例えば、押出成形による連続加硫、プレス、インジェクションによる型成形等を採用することができるが、軸体2とゴム組成物とを押出機によって一体分出しする押出成形がよい。発泡弾性層を成形する工程においては、次いで、ゴム組成物を発泡硬化し、発泡弾性層3を形成する。ゴム組成物の硬化条件は、軸体2の外周面に配置されたゴム組成物が硬化し、発泡剤を含有する場合には、発泡剤が分解又は発泡するのに十分な硬化条件であればよく、発泡ゴム組成物の組成、発泡剤の種類等に応じて適宜調整される。例えば、発泡ゴム組成物が前記付加反応型発泡シリコーンゴム組成物である場合には、硬化条件は、通常、100〜400℃、特に200〜400℃の加熱温度、数分以上1時間以下、特に5分以上30分以下の加熱時間であるのが、前記範囲の平均セル径等の独立セルを有し、前記範囲の発泡率等を有する発泡弾性層3とすることができる点で、好ましい。
【0055】
この発明に係る一製造方法において、発泡ゴム組成物を発泡成形する工程に次いで、所望により、このようにして硬化された発泡ゴム組成物を二次硬化することもできる。二次硬化条件は、特に限定されないが、例えば、前記の条件で架橋されたゴム組成物を、さらに、押出成形された状態のままで、180〜250℃、好ましくは190〜230℃で、1〜24時間、好ましくは3〜10時間にわたって、又は、金型を用いて、例えば、130〜200℃、好ましくは150〜180℃で、5分以上24時間以下、好ましくは10分以上10時間以下にわたって、再度加熱することによって、行われる。
【0056】
この発明に係る一製造方法におけるローラ原体を作製する工程においては、発泡ゴム組成物を発泡成形する工程に次いで、成形された発泡成形体の外径を軸線方向に沿って変化するように調整する工程が実施される。この工程は、製造する弾性ローラの外形に応じて、発泡成形体の外径を軸線方向の略中央部を中心に実質的に対称となるように調整する工程、具体的には、発泡成形体の外径を軸線方向の両端部に向かって大きくする工程、又は、発泡弾性層の外径を両端部に向かって小さくする工程が適宜に選択される。この発明に係る一製造方法においては、発泡成形体の外径を調整する工程として発泡成形体の外径を軸線方向の両端部に向かって大きくする工程が選択され、図6に示されるように所謂「逆クラウン形状」となるように発泡成形体の外径が調整される。この調整する工程は、軸線方向の略中央部から両端部それぞれまで一定の割合で変化するように発泡成形体の外径を調整するのが好ましい。発泡成形体の外径を調整する工程は、研磨加工装置、研削加工装置及び切削加工装置等の機械加工装置又は器具等を用いて、発泡成形体を所望の外径となるように調整する工程である。外径を調整するには、例えば、研磨加工、研削加工及び切削加工等が採用される。
【0057】
この発明に係る一製造方法においては、このようにして発泡成形する工程及び調整する工程が実施され、軸体2の外周面に所謂「逆クラウン形状」の発泡弾性層3Aが形成されたローラ原体が作製される。
【0058】
この発明に係る一製造方法においては、次いで、接着剤9を塗布する工程を実施する。この接着剤9を塗布する工程は、ローラ原体7の発泡弾性層3の外周面及び/又は樹脂チューブ4の内周面に、好ましくは均一に、接着剤9を塗布する。発泡弾性層3の外周面及び/又は樹脂チューブ4の内周面に接着剤9を塗布する方法は、特に限定されず、スプレー法、浸漬法、リングコーター法、ロールコーター法等が挙げられる。接着剤9を塗布する際に接着剤9を希釈剤等で適宜希釈することができる。接着剤9として前記流動性接着剤を用いると、発泡弾性層3の外周面及び/又は樹脂チューブ4の内周面に均一に容易に塗布されることができるうえ流動性接着剤が塗布された塗布層内に気泡等が発生し、又は、気泡等が混入すること等を効果的に防止することができる。その結果、発泡弾性層3と樹脂チューブ4とを強固に接着できる。接着剤9の塗布量は、接着剤層5の厚さが前記範囲内となるように、調整されればよく、例えば、シリコーン系組成物の場合には、0.01〜0.1g/cm2程度に調整される。
【0059】
この発明に係る一製造方法においては、図7(a)に示されるように、ゴム製管体10の内周面12とローラ原体7とで樹脂チューブ4を好ましくは内周面12から離間して挟んだ状態にローラ原体7をゴム製管体10内に配置する工程を実施する。この工程は、例えば、ゴム製管体10の内部空間11内に、ローラ原体7と樹脂チューブ4とをそれぞれ独立に配置してもよく、発泡弾性層3Aが接着剤9を介して樹脂チューブ4で被覆されたローラ原体7すなわち被覆体8をゴム製管体11内に配置してもよい。この配置する工程は、製造容易性の観点から、発泡弾性層3Aが接着剤9を介して樹脂チューブ4で被覆されたローラ原体7をゴム製管体10内に配置する工程であるのが好ましい。
【0060】
この工程においては、ローラ原体7を樹脂チューブ4内に挿入し、樹脂チューブ4で少なくとも発泡弾性層3Aの外周面を、接着剤9を介して、被覆して被覆体8とする。このとき、準備した樹脂チューブ4は発泡弾性層3の外径と同一の内径又はわずかに小さな内径を有しているから、樹脂チューブ4にローラ原体7を挿入する際には樹脂チューブ4が破損しないように注意する。樹脂チューブ4を破損させることなくローラ原体7を挿入するには、例えば、ローラ原体7を加圧環境下又は減圧環境下、常温下又は加熱下で樹脂チューブ4内に挿入する方法、樹脂チューブ4の内径をローラ原体7の外径より大きくなるまで拡張して、ローラ原体7を樹脂チューブ4内に挿入する方法等が挙げられる。
【0061】
例えば、加圧環境下でローラ原体7を樹脂チューブ4内に挿入する方法(以下、加圧法と称する。)を簡単に説明すると、ローラ原体7の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体7を樹脂チューブ4内に挿入することができる装置、例えば、特開2008−299185号公報の図4に示される「加圧装置10」等を用いて、ローラ原体7の発泡弾性層3を所定の圧力環境下で加圧し、その外径が樹脂チューブ4の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ4内に挿入して、加圧状態を解除する。このようにしてローラ原体7の発泡弾性層3を樹脂チューブ4内に挿入できる。
【0062】
減圧環境下でローラ原体7を樹脂チューブ4内に挿入する方法(以下、減圧法と称する。)を簡単に説明すると、ローラ原体7の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体7を樹脂チューブ4内に挿入することができる装置、例えば、特開2008−299187号公報の図4に示される「減圧装置30」等を用いて、ローラ原体7の発泡弾性層3を所定の圧力に減圧し、その外径が樹脂チューブ4の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ4内に挿入して、減圧状態を解除する。このようにしてローラ原体7の発泡弾性層3を樹脂チューブ4内に挿入できる。
【0063】
この発明に係る一製造方法においては、このようにしてゴム製管体10内に配置されたローラ原体7すなわち被覆体8を加熱して接着剤9を硬化する工程を実施する。この工程は、例えば、図7(a)に示されるように、ゴム製管体10の熱膨張を阻害しないようにゴム製管体10から離して配置された加熱器13でゴム製管体10の外面から接着剤9が硬化する温度に被覆体8を加熱してもよく、また、ゴム製管体10内に配置された被覆体8の軸体2に図示しない加熱器を接続して接着剤9が硬化する温度に被覆体8を加熱してもよい。この硬化する工程は、製造容易性の観点から、ゴム製管体10が熱膨張しても接触しない程度にゴム製管体から離して配置された加熱器13でゴム製管体10の外面から接着剤9が硬化する温度に被覆体8を加熱するのが好ましい。
【0064】
このようにして被覆体8を加熱すると、発泡弾性層3A自体がその半径方向外側すなわちゴム製管体10の内周面12側に熱膨張すると共にゴム製管体10もその半径方向に熱膨張する。そうすると、図7(b)に示されるように、熱膨張した発泡弾性層3Aによって被覆体8すなわち樹脂チューブ4の外周面がゴム製管体10の内周面12に圧接して発泡弾性層3Aと樹脂チューブ4とが接着剤9を挟んで密着する。さらに、ゴム製管体10は発泡弾性層3Aの熱膨張に追従するように発泡弾性層3Aと同方向に熱膨張して、発泡弾性層3Aに歪が残存するほど大きな圧縮力で発泡弾性層3Aを圧縮することなく、この発泡弾性層3Aと樹脂チューブ4との前記密接状態を保持する。一方、ゴム製管体10はその半径方向に熱膨張しても加熱器13には接触しない。その結果、接着剤9の加熱硬化前後において発泡弾性層3Aの外形及び外径差が損なわれることなく保持された状態で接着剤9が硬化する。
【0065】
この発明に係る一製造方法においては、加熱を停止して接着剤層5が形成された弾性ローラ1Aをゴム製管体10から取り出す。このようにして弾性ローラ1Aが製造される。製造される弾性ローラ1Aは、ローラ原体7の発泡弾性層3Aを樹脂チューブ4で被覆した後にも、ローラ原体7の発泡弾性層3Aの形状すなわち所謂「逆クラウン形状」及び外径を保持している。このように弾性ローラ1Aは、発泡弾性層3Aの外形及び外径差を保持しており、樹脂チューブ層4を備えていても所望の外形及び外径差を有している。
【0066】
この発明に係る弾性ローラの製造方法において、例えば図4に示される所謂「クラウン形状」の弾性ローラ1Bは、発泡成形体の外径を調整する工程において発泡成形体を所謂「逆クラウン形状」に調整したローラ原体と、所謂「ストレート形状」又は所謂「逆クラウン形状」の内部空間すなわち内周面を有するこの発明に係るゴム製管体とを用いて、この発明に係る一製造方法と基本的に同様にして製造することができる。
【0067】
この発明に係る一製造方法においては、所謂「クラウン形状」の内部空間11を有するゴム製管体10を用いているが、この発明において、内径が一定の内部空間すなわち内周面を有するゴム製管体を用いても同様の効果が期待できる。
【0068】
この発明に係る弾性ローラの製造方法によって製造される、この発明に係る弾性ローラは、発泡弾性層と樹脂チューブとが高い接着強度で接着されていると共に所望の外形及び外径差を有しているから、低硬度で高い現像剤離型性が要求される定着装置用の弾性ローラ、すなわち、定着ローラ及び加圧ローラとして好適に用いられる。
【0069】
この発明に係る弾性ローラ、弾性ローラの製造方法及びゴム製管体は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【0070】
例えば、弾性ローラ1A及び1Bは、樹脂チューブ4が最外層とされているが、この発明においては、樹脂チューブの外周面に、所望により、他の層、例えば、弾性層、離型層、コート層、表面層及び/又は保護層等が形成されてもよい。弾性層は弾性を確保するための層であり、各種のゴム等で形成されればよく、ゴムとしては、例えば、シリコーンゴム、ウレタンゴム、フッ素ゴム等が挙げられる。弾性層の厚さは20〜500μmであるのが好ましく、100〜400μmであるのが特に好ましい。また、離型層は現像剤の離型性を確保するための層であり、各種の樹脂、カップリング剤等で形成されればよく、樹脂としては、フッ素樹脂、シリコーン樹脂、ウレタン樹脂等が挙げられ、カップリング剤としては、シランカップリング剤等が挙げられる。離型層の厚さは15〜200μmであるのが好ましく、20〜50μmであるのが特に好ましい。コート層、表面層及び保護層は、樹脂チューブ4の外周面に定法に従って、通常、1〜100μmの厚さに、形成される。コート層、表面層及び保護層を形成する材料は、特に制限されるものではないが、弾性ローラ1A及び1Bは被当接体に当接又は圧接されるから、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。なお、この発明において、樹脂チューブ4の外周面にシリコーンゴムで形成された弾性層とフッ素樹脂で形成された離型層とがこの順で形成されているのが好ましい。
【実施例】
【0071】
(実施例1)
ビニル基含有シリコーン生ゴムとシリカ系充填材との混合物(信越化学工業株式会社製のシリコーンゴム組成物「KE−951U」)100質量部と、有機過酸化物架橋剤「C−8」(信越化学工業株式会社製:商品名)2質量部とを二本ロールで十分に混練してシリコーンゴム組成物を調製した。内径φ40mmで両端部それぞれの管壁肉厚が4mmの円筒管と、この円筒管の内部に配置され、両端部それぞれの外径が32.0mmで中央部の外径が31.8mmの軸体とを有するプレス金型を用いて、このシリコーンゴム組成物を180℃で30分間にわたってプレス成形した後に、200℃で4時間にわたって二次加熱して、ゴム製管体を製造した。ゴム製管体は、JIS A硬度が45°で、軸線長さが350mm、両端部それぞれの肉厚が4mm(内径32.0mm)、中央部の肉厚が4.1mm(内径31.8mm)で両端部それぞれから中央部まで一定の割合で肉厚が増大していた。このゴム製管体は、所謂「クラウン形状」の内周面で形成された所謂「逆クラウン形状」の内部空間を有し、両端部の内径と中央部の内径との内径差Aが0.2mmであった。
【0072】
無電解ニッケルメッキ処理が施された軸体(直径22mm×長さ390mm、SUM22)をトルエンで洗浄し、プライマー「No.101A/B」(信越化学工業株式会社製:商品名)を塗布した。プライマー処理した軸体を、ギアーオーブンを用いて180℃の温度にて30分焼成処理した後、常温にて30分以上冷却し、プライマー層を形成した。
【0073】
次いで、ビニル基含有シリコーン生ゴムとシリカ系充填材との混合物(信越化学工業株式会社製のシリコーンゴム組成物「KE−904FU」)100質量部と、付加反応架橋剤「C−153A」(信越化学工業株式会社製:商品名)5質量部と、発泡剤アゾビス−イソブチロニトリル2.5質量部と、付加反応触媒としての白金触媒適量と、反応制御剤「R−153A」(信越化学工業株式会社製:商品名)0.5質量部と、有機過酸化物架橋剤「C−3」(信越化学工業株式会社製:商品名)適量と、耐熱性向上剤「KEP−12」(信越化学工業株式会社製:商品名)1.0質量部とを、二本ロールで十分に混練して、付加反応型発泡シリコーンゴム組成物を調整した。
【0074】
次いで、プライマー層を形成した軸体2と付加反応型発泡シリコーンゴム組成物とを押出成形機にて一体分出し、赤外線加熱炉(IR炉)を用いて付加反応型発泡シリコーンゴム組成物を250℃で10分間加熱して発泡架橋させた。その後、さらに、ギアーオーブンを用いて、200℃で7時間にわたって発泡架橋後の付加反応型発泡シリコーンゴム組成物を二次加熱し、常温にて1時間以上放置した後、円筒研削機で両端部それぞれの外径を31.0mm、中央部の外径を30.8mmに研削して、軸線長さ350mmの所謂「逆クラウン形状」の発泡弾性層3Aを備えて成る弾性ローラ原体7を作製した。このローラ原体7は両端部の外径と中央部の外径との外径差Bが0.2mmであった。
【0075】
次いで、作製したローラ原体7における発泡弾性層3Aの外周面の全面に接着剤(商品名「KE1880」、粘度(25℃)84Pa・s、信越化学工業株式会社製)を溶剤で希釈せずに、ロールコーターで、塗布量0.010g/cm2となるように均一に塗布した。特開2008−299185号公報の図4に示される「加圧装置10」内に接着剤が塗布されたローラ原体7及びPFAチューブ(軸線長さ400mm、外径29.5mm、厚さ30μm)4を配置して加圧装置10内を加圧し、発泡弾性層3Aの外径がPFAチューブ4の内径よりも小さくなるまで発泡弾性層3Aを縮径させてPFAチューブ4内に挿入した後に加圧状態を解除して被覆体8を得た。
【0076】
次いで、この被覆体8を作製したゴム製管体10内に同軸となるように挿入して、ゴム製管体10の内周面とローラ原体7とでPFAチューブ4を挟んだ状態に配置した。この状態を維持してゴム製管体10の外部から被覆体8を150℃に1時間にわたって加熱して接着剤を硬化させた。このようにして実施例1の弾性ローラを製造した。
【0077】
(実施例2)
ゴム製管体10に代えて軸線方向に均一な32.0mmの内径を有するゴム製管体を作製して用いたこと以外は実施例1と基本的に同様にして実施例2の弾性ローラを製造した。作製したゴム製管体の内径差Aは0.0mmであった。
【0078】
(実施例3)
ゴム製管体10に代えて、両端部それぞれの内径が32.0mm、中央部の内径が31.6mmで両端部それぞれから中央部まで一定の割合で肉厚が増大するゴム製管体を作製して用いたこと以外は実施例1と基本的に同様にして実施例3の弾性ローラを製造した。作製したゴム製管体の内径差Aは0.4mmであった。
【0079】
(比較例1)
ゴム製管体10に代えて内径が32.0mmの金属製管体(内径差Aは0.0mm)を用いたこと以外は実施例1と基本的に同様にして比較例1の弾性ローラを製造した。
【0080】
(評価)
このようにして製造した実施例及び比較例の各弾性ローラにおける両端部それぞれの外径及び中央部の外径をレーザー測長器(商品名「LS−1610M」、株式会社ミツトヨ製)によって測定し、端部の外径と中央部の外径との外径差Cを算出した。評価は、ローラ原体7の外径差Bに対する弾性ローラの外径差Cの割合(外径差C/外径差B)(%)が75%以上125%以下であった場合を「◎」、50%以上75%未満又は125%を超え150%以下であった場合を「○」、50%未満又は150%を超えていた場合を「×」とした。その結果を第1表に示す。なお、実施例1〜3及び比較例1の弾性ローラはすべてローラ原体7の所謂「逆クラウン形状」を保持していた。
【0081】
【表1】

【0082】
第1表に示されるように、実施例1〜3によれば、前記割合(外径差C/外径差B)が50%以上150%以下であってローラ原体7の発泡弾性層3Aの外形及び外径差を保持できた。特に、実施例1では前記割合(外径差C/外径差B)が125%であってローラ原体7の発泡弾性層3Aの外径差を十分に保持できた。このように、この発明によれば、接着剤の加熱硬化前後において、ローラ原体7の発泡弾性層3Aの外形及び外径差を、50%以上150%以下の割合(外径差C/外径差B)で、保持できることが分かった。
【符号の説明】
【0083】
1A、1B 弾性ローラ
2 軸体
3A、3B 発泡弾性層
4 樹脂チューブ(PFAチューブ)
5 接着剤層
7 ローラ原体
8 被覆体
9 接着剤
10 ゴム製管体
11 内部空間
12 内周面
13 加熱器
【技術分野】
【0001】
この発明は、弾性ローラ、弾性ローラの製造方法及びゴム製管体に関し、さらに詳しくは、所望の外形等を有する弾性ローラ、並びに、発泡弾性層の外形等を保持して所望の外形等を有する弾性ローラを製造できる弾性ローラの製造方法及びゴム製管体に関する。
【背景技術】
【0002】
レーザープリンタ、複写機、ビデオプリンタ、ファクシミリ、これらの複合機等には、電子写真方式を利用した各種の画像形成装置が採用されている。各種の画像形成装置は弾性ローラを備えている。このような弾性ローラとして、例えば、帯電ローラ、現像ローラ、転写ローラ、加圧ローラ、定着ローラ、紙送り搬送ローラ、現像剤供給ローラ等が挙げられる。これらのローラは、通常、軸体と、軸体の外周面に配置された弾性層と、所望により弾性層の外周面に配置された表面層とを備えている。
【0003】
特に、定着ローラ又は加熱ローラは、現像剤離型性等を確保するために、表面層として、各種の樹脂、例えばフッ素樹脂等で形成された樹脂チューブを備えている。このような樹脂チューブを有するローラの製造方法として、特許文献1には「内周壁面上に内壁ゴム層を設けた円筒状金型内に、金属芯軸上にゴム層を有しかつ外径が前記内壁ゴム層の内径より大きくないゴムローラを同心状に固定するとともに、前記円筒状金型と前記ゴムローラとの間にフッ素樹脂チューブを配置し、しかる後加熱して、前記ゴムローラのゴム層と前記内壁ゴム層とが前記フッ素樹脂チューブを介して互いに圧接するように膨脹させ、この膨脹圧により前記フッ素樹脂チューブと前記ゴムローラのゴム層とを加圧接着せしめることを特徴とするフッ素樹脂チューブ被覆ゴムローラの製造方法」が記載されている。
【0004】
特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」は、特許文献1の実施例1に記載されているように、「硬度(JIS−A)50°のシリコーンゴム」である中空領域のない所謂「ソリッド弾性層」を備えた弾性ローラを製造する方法である。
【0005】
ところで、画像形成装置の定着装置においては、現像剤を記録体に定着させるために記録体が定着ローラと加熱ローラとの圧接部を通過するが、このとき記録体はずれることなく所定の方向に、かつ皺等が生じることなく前記圧接部を通過することが重要である。このように記録体が前記圧接部を通過する手段の1つとして、定着ローラ及び加熱ローラの少なくとも一方の外形を所謂「クラウン形状」又は所謂「逆クラウン形状」に成形する手段がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第2975080号明細書
【発明の概要】
【発明が解決しようとする課題】
【0007】
樹脂チューブを被覆する前の外形が所謂「クラウン形状」又は所謂「逆クラウン形状」である弾性層を備えた弾性ローラを用いて特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」で弾性ローラを製造すると、製造される弾性ローラは樹脂チューブで被覆される前の弾性層の外形を保持できないことがある。
【0008】
定着ローラ及び加熱ローラには、記録体を前記のように圧接部を通過させる特性に加えて、記録体に現像剤を定着させて高品質の画像を形成することを目的として定着ローラと加圧ローラとの圧接部が大きなニップ幅で所定の圧力で圧接する特性が求められている。圧接部が大きなニップ幅と所定の圧力とを確保するには、定着ローラ及び加熱ローラの少なくとも一方の弾性層の硬度を小さくすることが有効であり、その手段の1つとして弾性層を発泡体で形成された発泡弾性層とする手段がある。
【0009】
このように弾性ローラの弾性層として低硬度化された発泡弾性層を採用すると、特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」においては前記した「弾性層の外形を保持できない」という傾向が顕著になる。すなわち、樹脂チューブを被覆する前の形状が所謂「クラウン形状」又は所謂「逆クラウン形状」である発泡弾性層を備えた弾性ローラを用いて特許文献1に記載の「フッ素樹脂チューブ被覆ゴムローラの製造方法」で弾性ローラを製造すると、発泡弾性層の外形はほとんど保持されることなく、仮に保持されていたとしてもその外径変化量は著しく小さくなってしまい、いずれにおいても、所望の外径差を有する所謂「クラウン形状」又は所謂「逆クラウン形状」の弾性ローラをほとんど製造することができないことがある。
【0010】
この発明は、発泡弾性層の外形及び外径差を保持して所望の外形及び外径差を有する弾性ローラを製造できる弾性ローラの製造方法、及び、ゴム製管体を提供することを、目的とする。
【0011】
また、この発明は、所望の外形及び外径差を有する弾性ローラを提供することを、目的とする。
【課題を解決するための手段】
【0012】
この発明の発明者は、接着剤の加熱硬化する際に熱膨張する弾性層がその熱膨脹を抑制するように熱膨張と逆方向に圧縮されることで生じる弾性層の歪が加熱後にも残存することによって、弾性層の大径部ほどその外形が破壊され、また、弾性層の外径差が消失し、弾性層の外形及び外径差が保持されないのではないかと、推測した。
【0013】
この発明の発明者は、この推測に基づいて、接着剤の加熱硬化時に用いる金型として全体がゴムで形成され、弾性層の熱膨張方向に自らも熱膨張するゴム状管体を用いると、弾性層として所謂「ソリッド弾性層」はもちろん低硬度で歪が残存しやすい発泡弾性層を採用しても、接着剤の加熱硬化前後において弾性層の外形及び外径差が保持されることを見出した。
【0014】
前記課題を解決するための第1の手段として、
請求項1は、軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有する弾性ローラの製造方法であり、
請求項2は、前記ゴム製管体は、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向沿って前記発泡弾性層の外径変化と逆に変化する内周面を有している請求項1に記載の弾性ローラの製造方法であり、
請求項3は、前記配置する工程は、前記発泡弾性層が前記接着剤を介して樹脂チューブで被覆された前記ローラ原体を前記ゴム製管体内に配置する工程である請求項1又は2に記載の弾性ローラの製造方法であり、
請求項4は、軸体の外周面で発泡ゴム組成物を発泡成形する工程と、発泡成形体の外径を軸線方向に沿って変化するように調整する工程とを有する請求項1〜3のいずれか1項に記載の弾性ローラの製造方法であり、
請求項5は、前記調整する工程は、発泡成形体の外径を前記軸線方向の略中央部を中心に実質的に対称となるように調整する工程である請求項4に記載の弾性ローラの製造方法であり、
請求項6は、前記調整する工程は、発泡成形体の外径を前記軸線方向の両端部に向かって大きくする工程、又は、前記外径を前記両端部に向かって小さくする工程である請求項5に記載の弾性ローラの製造方法である。
【0015】
前記課題を解決するための第2の手段として、
請求項7は、請求項1〜6に記載の弾性ローラの製造方法によって製造された、軸線方向に沿って外径が変化する外周面を有する樹脂チューブが発泡弾性層の外周面を接着剤層を介して被覆して成る弾性ローラであり、
請求項8は、前記樹脂チューブは、外径が前記軸線方向の略中央部を中心に実質的に対称となる外周面を有している請求項7に記載の弾性ローラであり、
請求項9は、前記樹脂チューブは、外径が前記軸線方向の両端部に向かって大きくなる逆クラウン形状の外周面、又は、外径が前記両端部に向かって小さくなるクラウン形状の外周面を有している請求項8に記載の弾性ローラである。
【0016】
前記課題を解決するための第3の手段として、
請求項10は、軸体の外周面に配置され、軸線方向に沿って外径が変化する外周面を有する発泡弾性層に樹脂チューブを接着して弾性ローラを製造するゴム製管体であって、全体がゴムで管状に形成され、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向に沿って前記発泡弾性層の外径変化と逆に変化する内周面を有しているゴム製管体である。
【発明の効果】
【0017】
この発明に係るゴム製管体は、全体がゴムで管状に形成され、内径が発泡弾性層の外径よりも大きく、かつ軸線方向に沿って発泡弾性層の外径変化と逆に変化する内周面を有しているから、例えば接着剤の硬化温度に加熱されるとその半径方向外側にも熱膨張することができ、その結果、内装された発泡弾性層に追従して熱膨張して発泡弾性層に歪が残存するほど大きな圧縮力で発泡弾性層を圧縮することがない。
【0018】
この発明に係る弾性ローラの製造方法は、この発明に係るゴム製管体をその内周面の形状に捕らわれることなく用いると共にこのゴム製管体を用いた前記工程を少なくとも有しているから、接着剤の加熱硬化時に発泡弾性層に歪が残存するほど大きな圧縮力で発泡弾性層を圧縮することがなく、接着剤の加熱硬化前後において発泡弾性層の外形及び外径差を保持できる。
【0019】
したがって、この発明によれば、発泡弾性層の外形及び外径差を保持して所望の外形及び外径差を有する弾性ローラを製造できる弾性ローラの製造方法、及び、ゴム製管体を提供することができる。
【0020】
この発明に係る弾性ローラはこの発明に係る弾性ローラの製造方法によって製造される。したがって、この発明によれば、所望の外形及び外径差を有する弾性ローラを提供することができる。
【図面の簡単な説明】
【0021】
【図1】図1は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの一例を示す概略斜視図である。
【図2】図2は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの一例を示す概略正面図である。
【図3】図3は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの一例をその軸線に垂直な平面で切断したときの切断端面を示す概略端面図である。
【図4】図4は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの別の一例を示す概略斜視図である。
【図5】図5は、この発明に係る弾性ローラの製造方法で製造される弾性ローラの別の一例を示す概略正面図である。
【図6】図6は、この発明に係る弾性ローラの製造方法に用いられるローラ原体の一例を示す概略斜視図である。
【図7】図7は、この発明に係る弾性ローラの製造方法の一例を説明する概略説明図であり、図7(a)はこの発明に係る弾性ローラの製造方法の一例において被覆体をゴム製管体内に配置した状態を説明する概略断面図であり、図7(b)はこの発明に係る弾性ローラの製造方法の一例において被覆体を加熱した状態を説明する概略断面図である。
【発明を実施するための形態】
【0022】
この発明に係る弾性ローラの製造方法で製造される弾性ローラ(この発明に係る弾性ローラと称する。)は、軸線方向に沿って外径が変化する外周面を有する樹脂チューブが発泡弾性層の外周面を被覆して成る。換言すると、この発明に係る弾性ローラは、発泡弾性層と、発泡弾性層の外周面に配置された、すなわち発泡弾性層を被覆する樹脂チューブとを備え、軸線方向に沿って外径が変化する外周面を有している。
【0023】
この発明に係る弾性ローラ、すなわち、樹脂チューブは、軸線方向に沿って外径が好ましくは連続して変化する外周面を有していればよく、好ましくは外径が軸線方向の略中央部から端部それぞれまで一定の割合で変化する外周面を有しており、特に好ましくは外径が軸線方向の略中央部を中心に実質的に対称となる外周面を有している。ここで、「実質的に対称」とは幾何学的に正確に対称となることに加えて、弾性ローラ例えば定着ローラ又は加熱ローラとしての前記機能を発揮する程度に対称であればよいことを意味する。具体的には、この発明に係る弾性ローラ、すなわち、樹脂チューブは、外径が軸線方向の略中央から両端部に向かって好ましくは連続して大きくなる所謂「逆クラウン形状」の外周面を有し、又は、外径が略中央から両端部に向かって好ましくは連続して小さくなる所謂「クラウン形状」の外周面を有している。
【0024】
所謂「逆クラウン形状」における最大外径と最小外径の外径差は、特に限定されないが、通常、0.02〜1.0mmである。
【0025】
所謂「クラウン形状」における最大外径と最小外径の外径差は、特に限定されないが、通常、0.02〜1.0mmである。
【0026】
この発明に係る弾性ローラは、20〜70のアスカーC硬度(荷重1.0kg)を有しているのが好ましい。この発明に係る弾性ローラが前記範囲のアスカーC硬度を有していると定着装置に装着されたときに大きなニップ圧及びニップ幅を確保することができる。この発明に係る弾性ローラのアスカーC硬度は、25〜70であるのがより一層好ましく、30〜70であるのが特に好ましい。アスカーC硬度(1.0kg荷重)はJIS K6253に準拠して測定することができる。この発明に係る弾性ローラのアスカーC硬度(1.0kg荷重)は、例えば、発泡弾性層を形成する発泡ゴム組成物に含有されるゴム、発泡剤及び/若しくは添加剤の種類を選択し、並びに/又は、それらの配合量等を変更することにより、また、発泡弾性層の成形条件等により、調整することができる。
【0027】
この発明に係る弾性ローラにおける発泡弾性層は、基本的にはこの発明に係る弾性ローラと同様の形状になっており、その内部及び/又は外周面にセルを有している(図1、図4及び図6において発泡弾性層3Aの端面に開口したセル並びに図3において断面に開口したセルは図示しない。)。発泡弾性層3がセルを有すると、発泡弾性層3の硬度が低下して、この発明に係る弾性ローラの機能が向上するから、高品質の画像を形成することに貢献することができる。ここで、発泡弾性層に有するセルは、ゴム組成物に含有される発泡剤の発泡又は分解等によって生じる中空領域、及び、ゴム組成物に含有される中空充填材等に由来する中空領域をいう。発泡弾性層に有する複数のセルは、他のセルに接することのない若しくは連通することのない状態(独立セル状態と称する。)、他のセルに接し若しくは連通している状態(連通セル状態と称する。)、又は、前記独立セル状態と前記連通セル状態とが共存する状態の何れの状態にあってもよい。発泡弾性層は、画像形成装置に用いられる各種ローラに応じて、セルの大きさ、存在率等が決定される。
【0028】
例えば、発泡弾性層に形成されたセルは、200〜400μmの平均セル径、150〜250μmのセル径の標準偏差σ、及び/又は、200〜400μmの、周囲に存在する他のセルとの距離(以下、セル間距離と称することがある。)を有しているのが好ましい。前記セルが前記範囲の平均セル径、標準偏差σ及びセル間距離の少なくとも1つを満たしていると、この発明に係る弾性ローラが前記範囲のアスカーC硬度となるように発泡弾性層を十分に低硬度化できる。前記平均セル径は、発泡弾性層の表面、又は、発泡弾性層を任意の面で切断したときの切断面において、約20mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セルにおける開口部の最大長さを測定して、測定された最大長さ(セル径と称する。)を算術平均して得られた平均長さとして、求めることができる。セル径の標準偏差σは、前記のようにして測定されたセル径の標準偏差σを定法により求めることができる。セル間距離は、発泡弾性層の前記観察視野内に存在する複数のセルにおいて、ある特定のセルと、その周囲に存在する複数のセルとの中心間距離を測定し、測定された中心間距離を算術平均して得られた値として、求めることができる。なお、セルの中心は、セル輪郭を基準とした四半円点によって判断することができる。前記平均セル径、前記標準偏差σ及び前記セル間距離は、発泡剤の配合量、硬化条件等により、調整することができる。
【0029】
発泡弾性層は、その発泡倍率及び密度等が調整されているのが、この発明の効果をより一層高めることができる点で、好ましい。例えば、発泡弾性層の発泡倍率は180〜420%であるのが好ましく、200〜350%であるのが特に好ましい。発泡弾性層の発泡倍率が前記範囲内にあると、広範囲の定着温度を可能にする硬度と反発弾性が得られるという効果が得られる。発泡倍率は、発泡弾性層の体積及び質量を常法によって測定し、これらから算出することができる。発泡弾性層の密度は0.395〜0.7(g/cm3)であるのが好ましく、0.42〜0.6(g/cm3)であるのが特に好ましい。密度が前記範囲内にあると、この発明の効果をより一層高めることができる。発泡弾性層の密度は、電子密度計(水中置換法 水温23℃)によって測定することができる。
【0030】
発泡弾性層の厚さは、特に限定されないが、通常、2〜20mmに調整されるのが好ましく、3〜12mmに調整されるのが特に好ましい。
【0031】
この発明に係る弾性ローラにおける樹脂チューブは接着剤層を挟んで発泡弾性層の外周面に形成されている。この発明に係る弾性ローラが樹脂チューブを備えていると現像剤の離型性を向上させることができる。この樹脂チューブは、この発明に係る弾性ローラが前記範囲のアスカーC硬度となるように、かつ発泡弾性層の形状を保持できるように、薄肉化されているのが好ましく、この例においては、20〜60μmの厚さ、好ましくは25〜50μmの厚さに薄肉化されている。したがって、樹脂チューブは薄肉化樹脂チューブと称することもできる。この樹脂チューブは、発泡弾性層との密着性を確保するために、通常、発泡弾性層の外径よりも小さな内径を有しており、その内径は発泡弾性層の硬度等に応じて適宜に設定される。
【0032】
この樹脂チューブは、絶縁性でもよく、導電性付与剤例えばカーボンブラック等を含有する導電性でもよく、絶縁性か導電性かはこの発明に係る弾性ローラの用途等に応じて適宜に選択される。また、この樹脂チューブはこの発明に係る弾性ローラの高い耐久性を確保できる点で機械的強度が大きいのが好ましい。例えば、厚さが20〜60μmである場合には、30〜70MPaの破断強度を有しているのが好ましく、150〜500%の破断伸びを有しているのが好ましい。破断強度は樹脂チューブから切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブの軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値であり、破断伸びは樹脂チューブから切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブの軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値である。このように前記破断強度及び前記破断伸びは樹脂チューブの軸線方向すなわち長手方向における破断強度及び破断伸びである。
【0033】
樹脂チューブを形成する材料は、特に制限されるものではないが、この発明に係る弾性ローラは被当接体に当接又は圧接されるから永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。これらの中でも現像剤の離型性に優れる点で、フッ素樹脂であるのが好ましく、例えば、PFA(パーフルオロアルコキシ樹脂)、FEP(テトラフルオロエチレン−ヘキサフルオロプロピレン樹脂)、PTFE(ポリテトラフルオロエチレン樹脂)、PVdF(ポリフッ化ビニリデン樹脂)等が挙げられる。
【0034】
この発明に係る弾性ローラにおける接着剤層は、発泡弾性層と樹脂チューブとを接着することができる接着剤を硬化してなる層であり、発泡弾性層と樹脂チューブとの間に形成される。接着剤層の厚さは特に限定されないが、通常、10〜300μmであるのが好ましく、10〜100μmであるのが特に好ましい。接着剤層を形成する接着剤は加熱硬化性接着剤が好適に挙げられる。この加熱硬化性接着剤は、25℃において、JIS K 6249に準じて(BH型粘度計を使用)測定された粘度が15〜150Pa・sであるのが好ましい。このような加熱硬化性接着剤として、例えば、シリコーン系接着剤、アクリル系接着剤等が挙げられる。流動性接着剤は、例えば、トルエン、キシレン等の希釈剤を用いて、その粘度が前記範囲内になるように調整されてもよい。
【0035】
この発明に係る弾性ローラを、図面を参照して具体的に説明する。この発明に係る弾性ローラの一例としての弾性ローラ1Aは、図1〜図3に示されるように、軸体2と、軸体2の外周面に配置された発泡弾性層3Aと、発泡弾性層3Aの外周面に配置された接着剤層5と、接着剤層5を介してすなわち挟んで発泡弾性層3Aの外周面を被覆する樹脂チューブ4とを備えている。そして、この弾性ローラ1Aは、図2によく示されるように、その軸線方向に沿って外径が変化する外周面を有する樹脂チューブ4が発泡弾性層3Aの外周面を接着剤層5を介して被覆しており、具体的には、所謂「逆クラウン形状」になっている。すなわち、この弾性ローラ1Aはその外周面が所謂「逆クラウン形状」になっている。この所謂「逆クラウン形状」は軸線方向略中央の最小外径と軸線方向端部の最大外径との外径差が0.02〜1.0mmに設定されている。この弾性ローラ1Aは20〜70のアスカーC硬度(荷重1.0kg)を有している。
【0036】
軸体2は従来公知の軸体を特に限定されず採用することができる。この軸体2は、図2に示されるように、外径が軸線方向に均一ないわゆる「ストレート形状」になっており、良好な導電特性を有している。軸体2は、通常、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体とされる。また、軸体2は、熱可塑性樹脂又は熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよく、熱可塑性樹脂若しくは熱硬化性樹脂等に導電性付与剤としてカーボンブラック若しくは金属粉体等を配合した導電性樹脂で形成された軸体であってもよい。軸体2の外径は弾性ローラ1Aの用途等に応じて適宜の外径に調整される。この軸体2は、所望により、その外周面にプライマー層が塗布されてもよい。
【0037】
発泡弾性層3Aはこの発明に係る弾性ローラの発泡弾性層と基本的に同様であり、軸体2の外周面に後述するゴム組成物によって形成されている。この発泡弾性層3Aは、具体的には、2〜20mmの厚さを有する所謂「逆クラウン形状」に形成され、前記範囲の平均セル径、セル径の標準偏差σ、セル間距離、発泡倍率及び密度を有する独立セルを含んでいる。
【0038】
樹脂チューブ4はこの発明に係る弾性ローラの樹脂チューブと基本的に同様であり、接着剤層5の外周面に厚さが20〜60μmのPFAで形成されている。この樹脂チューブ4は、具体的には前記範囲の破断強度及び破断伸びを有している。
【0039】
接着剤層5はこの発明に係る弾性ローラの接着剤層と基本的に同様であり、加熱硬化性接着剤で発泡弾性層3Aの外周面に10〜300μmの厚さに形成されている。
【0040】
この発明に係る弾性ローラの別の一例としての弾性ローラ1Bは、図4及び図5に示されるように、軸体2と、軸体2の外周面に配置された発泡弾性層3Bと、発泡弾性層3Bの外周面に配置された接着剤層5と、接着剤層5を介してすなわち挟んで発泡弾性層3Bの外周面を被覆する樹脂チューブ4とを備えている。そして、この弾性ローラ1Bは、その軸線方向に沿って外径が変化する外周面を有する樹脂チューブ4が発泡弾性層3Bの外周面を接着剤層5を介して被覆しており、具体的には、所謂「クラウン形状」になっている。この所謂「クラウン形状」は軸線方向略中央の最大外径と軸線方向端部の最小外径との外径差が0.02〜1.0mmに設定されている。この弾性ローラ1Bは20〜70のアスカーC硬度(荷重1.0kg)を有している。この弾性ローラ1Bはその外径及び外径差並びに発泡弾性層3Bの外形及び外径差が異なること以外は弾性ローラ1Aと基本的に同様である。
【0041】
この発明に係るゴム製管体は、軸線方向に沿って外径が変化する外周面を有する発泡弾性層に樹脂チューブを接着する際に用いられる所謂金型であって、全体がゴムで管状に形成され、内径が発泡弾性層の外径よりも大きく、かつ軸線方向沿って発泡弾性層の外径変化と逆に変化する内周面を有している。換言すると、この発明に係るゴム製管体は、その内径が発泡弾性層の外径よりも大きくかつ軸線方向沿って発泡弾性層の外径変化と逆に変化する内周面を有する内部空間が貫設されて成る。この発明に係るゴム製管体はその内部に配置された発泡弾性層に対向する領域に前記内周面及び前記内部空間を有している。
【0042】
この発明に係るゴム製管体は、全体がゴムで形成されており、その外周面に例えば金属又は樹脂等で形成された硬質部材を備えていない。このように全体がゴムで形成されているこの発明に係るゴム製管体は、加熱されたときに半径方向外側にも熱膨張することができ、内装された発泡弾性層に追従して熱膨張することができるから、弾性層に歪が残存するほど大きな圧縮力で弾性層を圧縮することがない。したがって、この発明に係るゴム製管体は、接着剤の加熱硬化前後において発泡弾性層の外形及び外径差を保持できる。
【0043】
この発明に係るゴム製管体を形成するゴムは、特に限定されないが接着剤の硬化時に加熱されるから耐熱性ゴムであるのが好ましく、発泡弾性層の熱膨張に追従するように発泡弾性層の熱膨張係数に近似した熱膨張係数、例えば、(発泡弾性層の熱膨張係数±5%)の熱膨張係数を有するゴムであるのがより一層好ましく、発泡弾性層を形成しているゴムと同種のゴムであるのが特に好ましい。このようなゴムとして、例えば、発泡弾性層が後述するシリコーンゴムで形成されている場合には、HTVシリコーンゴム、LTVシリコーンゴム、フッ素ゴム等が挙げられる。
【0044】
この発明に係るゴム製管体は管状に形成されている。すなわち、この発明に係るゴム製管体は、その軸線方向に貫通する軸孔として後述するローラ原体が挿入される内部空間を有し、この内部空間の内周面は内径が発泡弾性層の外径よりも大きく、かつ軸線方向沿って発泡弾性層の外径変化と逆に変化している。
【0045】
このようにゴム製管体の内周面は発泡弾性層の外径よりも大きな内径を有し、すなわち、内部空間は発泡弾性層が内周面と距離を開けて内挿可能になっている。そして、この内周面は軸線方向沿って発泡弾性層の外径変化と逆に変化する内径を有し、すなわち、内部空間は発泡弾性層の外形と対応する形状、好ましくは相似又は合同な形状を有している。具体的には、発泡弾性層が所謂「逆クラウン形状」である場合には内周面は所謂「クラウン形状」で内部空間は所謂「逆クラウン形状」であり、発泡弾性層が所謂「クラウン形状」である場合には内周面は所謂「逆クラウン形状」で内部空間は所謂「クラウン形状」である。さらに、この発明に係るゴム製管体の内周面は内部空間に発泡弾性層が内挿されたときに軸線方向に垂直は平面における発泡弾性層との間隙距離が軸線方向に沿って略一定であるのが好ましい。すなわち、この発明に係るゴム製管体の内周面はその最大内径と最小内径との内径差が発泡弾性層の外径差と同一であるのが好ましい。このように形成されると、内周面が発泡弾性層にその軸線方向にわたってほぼ均一に圧接するから、発泡弾性層の特定部位のみを極度に圧縮することがない。この発明に係るゴム製管体の内周面は発泡弾性層が熱膨張したときに樹脂チューブに圧接するから平坦であるのが好ましい。
【0046】
この発明に係るゴム製管体における管壁の厚さは、ゴムの種類、発泡弾性層の厚さ等に応じて適宜に設定されればよいが、あまりに厚いと発泡弾性層の熱膨張に追従しにくくなるので、例えば、2〜6mmであればよく、3〜5mmであるのが好ましい。この発明に係るゴム製管体は、発泡弾性層が、その軸線方向全体にわたって、その内部空間内に配置可能な軸線長さを有しており、発泡弾性層の軸線長さよりも長くてもよい。
【0047】
この発明に係るゴム製管体を、図面を参照して具体的に説明する。この発明に係るゴム製管体の一例としてのゴム製管体10は、図7に示されるように、その全体が前記範囲の熱膨張係数を有するHTVシリコーンゴムで管状に形成され、内挿される発泡弾性層3Aの外周面の形状すなわち外形と対応する所謂「クラウン形状」の内部空間11(図3A(a)参照。)を有しており、前記間隙距離は軸線方向に沿って一定になっている。このゴム製管体の内周面12は平坦になっており、管壁の厚さは前記範囲に設定され、軸線長さは発泡弾性層3Aと同寸になっている。
【0048】
この発明に係る弾性ローラの製造方法は、軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有することを特徴とする。すなわち、この発明に係る弾性ローラの製造方法は、この発明に係るゴム製管体を用いてその内部に配置したローラ原体と樹脂チューブとを、それらの間に塗布された接着剤が硬化するように、加熱することを特徴とする。
【0049】
この発明に係る弾性ローラの製造方法の一例(以下、この発明に係る一製造方法と称することができる。)を具体的に説明する。この発明に係る一製造方法は、所謂「逆クラウン形状」の弾性ローラ1Aを製造する方法であって、ローラ原体を作製する工程と、このローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程と有している。
【0050】
この発明に係る一製造方法においては、軸体2、発泡弾性層3Aを形成するゴム組成物、樹脂チューブ4、接着剤9及びこの発明に係るゴム製管体を準備する。なお、樹脂チューブ4及び接着剤9は前記した通りである。この発明に係る一製造方法においては、この発明に係るゴム製管体として前記ゴム製管体10を用いる。
【0051】
軸体2は、前記材料を用いて公知の方法により所望の形状に調製される。軸体2に導電性が要求される場合には、前記金属及び前記導電性樹脂の他に、前記樹脂等で形成した絶縁性芯体の表面に定法によりメッキを施すことにより、軸体2を形成することができる。
【0052】
ゴム組成物は、ゴムと、発泡剤と、所望により各種添加剤等とを含有する組成物であればよく、例えば、発泡ゴム組成物が好ましく挙げられる。この発泡シリコーンゴム系組成物としては、付加反応型発泡シリコーンゴム組成物が特に好ましい。前記付加反応型発泡シリコーンゴム組成物として、例えば、特開2008−076751号公報に記載されている付加反応型発泡シリコーンゴム組成物が挙げられる。
【0053】
この発明に係る一製造方法においては、ローラ原体を作製する工程を実施する。作製されるローラ原体は、図6に示されるように、軸体2と軸体2の外周面に配置された発泡弾性層3Aとを備えており、樹脂チューブ4を備えていないこと以外は基本的に弾性ローラ1Aと同様である。この発明に係る一製造方法において、このようなローラ原体7を作製する工程は、軸体2の外周面で発泡ゴム組成物を発泡成形する工程と、発泡成形体の外径を軸線方向に沿って変化するように調整する工程とを有している。
【0054】
軸体の外周面で発泡ゴム組成物を発泡成形する工程は、まず、準備したゴム組成物を軸体2の外周面に配置する。ゴム組成物の配置は公知の方法、例えば、押出成形による連続加硫、プレス、インジェクションによる型成形等を採用することができるが、軸体2とゴム組成物とを押出機によって一体分出しする押出成形がよい。発泡弾性層を成形する工程においては、次いで、ゴム組成物を発泡硬化し、発泡弾性層3を形成する。ゴム組成物の硬化条件は、軸体2の外周面に配置されたゴム組成物が硬化し、発泡剤を含有する場合には、発泡剤が分解又は発泡するのに十分な硬化条件であればよく、発泡ゴム組成物の組成、発泡剤の種類等に応じて適宜調整される。例えば、発泡ゴム組成物が前記付加反応型発泡シリコーンゴム組成物である場合には、硬化条件は、通常、100〜400℃、特に200〜400℃の加熱温度、数分以上1時間以下、特に5分以上30分以下の加熱時間であるのが、前記範囲の平均セル径等の独立セルを有し、前記範囲の発泡率等を有する発泡弾性層3とすることができる点で、好ましい。
【0055】
この発明に係る一製造方法において、発泡ゴム組成物を発泡成形する工程に次いで、所望により、このようにして硬化された発泡ゴム組成物を二次硬化することもできる。二次硬化条件は、特に限定されないが、例えば、前記の条件で架橋されたゴム組成物を、さらに、押出成形された状態のままで、180〜250℃、好ましくは190〜230℃で、1〜24時間、好ましくは3〜10時間にわたって、又は、金型を用いて、例えば、130〜200℃、好ましくは150〜180℃で、5分以上24時間以下、好ましくは10分以上10時間以下にわたって、再度加熱することによって、行われる。
【0056】
この発明に係る一製造方法におけるローラ原体を作製する工程においては、発泡ゴム組成物を発泡成形する工程に次いで、成形された発泡成形体の外径を軸線方向に沿って変化するように調整する工程が実施される。この工程は、製造する弾性ローラの外形に応じて、発泡成形体の外径を軸線方向の略中央部を中心に実質的に対称となるように調整する工程、具体的には、発泡成形体の外径を軸線方向の両端部に向かって大きくする工程、又は、発泡弾性層の外径を両端部に向かって小さくする工程が適宜に選択される。この発明に係る一製造方法においては、発泡成形体の外径を調整する工程として発泡成形体の外径を軸線方向の両端部に向かって大きくする工程が選択され、図6に示されるように所謂「逆クラウン形状」となるように発泡成形体の外径が調整される。この調整する工程は、軸線方向の略中央部から両端部それぞれまで一定の割合で変化するように発泡成形体の外径を調整するのが好ましい。発泡成形体の外径を調整する工程は、研磨加工装置、研削加工装置及び切削加工装置等の機械加工装置又は器具等を用いて、発泡成形体を所望の外径となるように調整する工程である。外径を調整するには、例えば、研磨加工、研削加工及び切削加工等が採用される。
【0057】
この発明に係る一製造方法においては、このようにして発泡成形する工程及び調整する工程が実施され、軸体2の外周面に所謂「逆クラウン形状」の発泡弾性層3Aが形成されたローラ原体が作製される。
【0058】
この発明に係る一製造方法においては、次いで、接着剤9を塗布する工程を実施する。この接着剤9を塗布する工程は、ローラ原体7の発泡弾性層3の外周面及び/又は樹脂チューブ4の内周面に、好ましくは均一に、接着剤9を塗布する。発泡弾性層3の外周面及び/又は樹脂チューブ4の内周面に接着剤9を塗布する方法は、特に限定されず、スプレー法、浸漬法、リングコーター法、ロールコーター法等が挙げられる。接着剤9を塗布する際に接着剤9を希釈剤等で適宜希釈することができる。接着剤9として前記流動性接着剤を用いると、発泡弾性層3の外周面及び/又は樹脂チューブ4の内周面に均一に容易に塗布されることができるうえ流動性接着剤が塗布された塗布層内に気泡等が発生し、又は、気泡等が混入すること等を効果的に防止することができる。その結果、発泡弾性層3と樹脂チューブ4とを強固に接着できる。接着剤9の塗布量は、接着剤層5の厚さが前記範囲内となるように、調整されればよく、例えば、シリコーン系組成物の場合には、0.01〜0.1g/cm2程度に調整される。
【0059】
この発明に係る一製造方法においては、図7(a)に示されるように、ゴム製管体10の内周面12とローラ原体7とで樹脂チューブ4を好ましくは内周面12から離間して挟んだ状態にローラ原体7をゴム製管体10内に配置する工程を実施する。この工程は、例えば、ゴム製管体10の内部空間11内に、ローラ原体7と樹脂チューブ4とをそれぞれ独立に配置してもよく、発泡弾性層3Aが接着剤9を介して樹脂チューブ4で被覆されたローラ原体7すなわち被覆体8をゴム製管体11内に配置してもよい。この配置する工程は、製造容易性の観点から、発泡弾性層3Aが接着剤9を介して樹脂チューブ4で被覆されたローラ原体7をゴム製管体10内に配置する工程であるのが好ましい。
【0060】
この工程においては、ローラ原体7を樹脂チューブ4内に挿入し、樹脂チューブ4で少なくとも発泡弾性層3Aの外周面を、接着剤9を介して、被覆して被覆体8とする。このとき、準備した樹脂チューブ4は発泡弾性層3の外径と同一の内径又はわずかに小さな内径を有しているから、樹脂チューブ4にローラ原体7を挿入する際には樹脂チューブ4が破損しないように注意する。樹脂チューブ4を破損させることなくローラ原体7を挿入するには、例えば、ローラ原体7を加圧環境下又は減圧環境下、常温下又は加熱下で樹脂チューブ4内に挿入する方法、樹脂チューブ4の内径をローラ原体7の外径より大きくなるまで拡張して、ローラ原体7を樹脂チューブ4内に挿入する方法等が挙げられる。
【0061】
例えば、加圧環境下でローラ原体7を樹脂チューブ4内に挿入する方法(以下、加圧法と称する。)を簡単に説明すると、ローラ原体7の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体7を樹脂チューブ4内に挿入することができる装置、例えば、特開2008−299185号公報の図4に示される「加圧装置10」等を用いて、ローラ原体7の発泡弾性層3を所定の圧力環境下で加圧し、その外径が樹脂チューブ4の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ4内に挿入して、加圧状態を解除する。このようにしてローラ原体7の発泡弾性層3を樹脂チューブ4内に挿入できる。
【0062】
減圧環境下でローラ原体7を樹脂チューブ4内に挿入する方法(以下、減圧法と称する。)を簡単に説明すると、ローラ原体7の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体7を樹脂チューブ4内に挿入することができる装置、例えば、特開2008−299187号公報の図4に示される「減圧装置30」等を用いて、ローラ原体7の発泡弾性層3を所定の圧力に減圧し、その外径が樹脂チューブ4の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ4内に挿入して、減圧状態を解除する。このようにしてローラ原体7の発泡弾性層3を樹脂チューブ4内に挿入できる。
【0063】
この発明に係る一製造方法においては、このようにしてゴム製管体10内に配置されたローラ原体7すなわち被覆体8を加熱して接着剤9を硬化する工程を実施する。この工程は、例えば、図7(a)に示されるように、ゴム製管体10の熱膨張を阻害しないようにゴム製管体10から離して配置された加熱器13でゴム製管体10の外面から接着剤9が硬化する温度に被覆体8を加熱してもよく、また、ゴム製管体10内に配置された被覆体8の軸体2に図示しない加熱器を接続して接着剤9が硬化する温度に被覆体8を加熱してもよい。この硬化する工程は、製造容易性の観点から、ゴム製管体10が熱膨張しても接触しない程度にゴム製管体から離して配置された加熱器13でゴム製管体10の外面から接着剤9が硬化する温度に被覆体8を加熱するのが好ましい。
【0064】
このようにして被覆体8を加熱すると、発泡弾性層3A自体がその半径方向外側すなわちゴム製管体10の内周面12側に熱膨張すると共にゴム製管体10もその半径方向に熱膨張する。そうすると、図7(b)に示されるように、熱膨張した発泡弾性層3Aによって被覆体8すなわち樹脂チューブ4の外周面がゴム製管体10の内周面12に圧接して発泡弾性層3Aと樹脂チューブ4とが接着剤9を挟んで密着する。さらに、ゴム製管体10は発泡弾性層3Aの熱膨張に追従するように発泡弾性層3Aと同方向に熱膨張して、発泡弾性層3Aに歪が残存するほど大きな圧縮力で発泡弾性層3Aを圧縮することなく、この発泡弾性層3Aと樹脂チューブ4との前記密接状態を保持する。一方、ゴム製管体10はその半径方向に熱膨張しても加熱器13には接触しない。その結果、接着剤9の加熱硬化前後において発泡弾性層3Aの外形及び外径差が損なわれることなく保持された状態で接着剤9が硬化する。
【0065】
この発明に係る一製造方法においては、加熱を停止して接着剤層5が形成された弾性ローラ1Aをゴム製管体10から取り出す。このようにして弾性ローラ1Aが製造される。製造される弾性ローラ1Aは、ローラ原体7の発泡弾性層3Aを樹脂チューブ4で被覆した後にも、ローラ原体7の発泡弾性層3Aの形状すなわち所謂「逆クラウン形状」及び外径を保持している。このように弾性ローラ1Aは、発泡弾性層3Aの外形及び外径差を保持しており、樹脂チューブ層4を備えていても所望の外形及び外径差を有している。
【0066】
この発明に係る弾性ローラの製造方法において、例えば図4に示される所謂「クラウン形状」の弾性ローラ1Bは、発泡成形体の外径を調整する工程において発泡成形体を所謂「逆クラウン形状」に調整したローラ原体と、所謂「ストレート形状」又は所謂「逆クラウン形状」の内部空間すなわち内周面を有するこの発明に係るゴム製管体とを用いて、この発明に係る一製造方法と基本的に同様にして製造することができる。
【0067】
この発明に係る一製造方法においては、所謂「クラウン形状」の内部空間11を有するゴム製管体10を用いているが、この発明において、内径が一定の内部空間すなわち内周面を有するゴム製管体を用いても同様の効果が期待できる。
【0068】
この発明に係る弾性ローラの製造方法によって製造される、この発明に係る弾性ローラは、発泡弾性層と樹脂チューブとが高い接着強度で接着されていると共に所望の外形及び外径差を有しているから、低硬度で高い現像剤離型性が要求される定着装置用の弾性ローラ、すなわち、定着ローラ及び加圧ローラとして好適に用いられる。
【0069】
この発明に係る弾性ローラ、弾性ローラの製造方法及びゴム製管体は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【0070】
例えば、弾性ローラ1A及び1Bは、樹脂チューブ4が最外層とされているが、この発明においては、樹脂チューブの外周面に、所望により、他の層、例えば、弾性層、離型層、コート層、表面層及び/又は保護層等が形成されてもよい。弾性層は弾性を確保するための層であり、各種のゴム等で形成されればよく、ゴムとしては、例えば、シリコーンゴム、ウレタンゴム、フッ素ゴム等が挙げられる。弾性層の厚さは20〜500μmであるのが好ましく、100〜400μmであるのが特に好ましい。また、離型層は現像剤の離型性を確保するための層であり、各種の樹脂、カップリング剤等で形成されればよく、樹脂としては、フッ素樹脂、シリコーン樹脂、ウレタン樹脂等が挙げられ、カップリング剤としては、シランカップリング剤等が挙げられる。離型層の厚さは15〜200μmであるのが好ましく、20〜50μmであるのが特に好ましい。コート層、表面層及び保護層は、樹脂チューブ4の外周面に定法に従って、通常、1〜100μmの厚さに、形成される。コート層、表面層及び保護層を形成する材料は、特に制限されるものではないが、弾性ローラ1A及び1Bは被当接体に当接又は圧接されるから、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。なお、この発明において、樹脂チューブ4の外周面にシリコーンゴムで形成された弾性層とフッ素樹脂で形成された離型層とがこの順で形成されているのが好ましい。
【実施例】
【0071】
(実施例1)
ビニル基含有シリコーン生ゴムとシリカ系充填材との混合物(信越化学工業株式会社製のシリコーンゴム組成物「KE−951U」)100質量部と、有機過酸化物架橋剤「C−8」(信越化学工業株式会社製:商品名)2質量部とを二本ロールで十分に混練してシリコーンゴム組成物を調製した。内径φ40mmで両端部それぞれの管壁肉厚が4mmの円筒管と、この円筒管の内部に配置され、両端部それぞれの外径が32.0mmで中央部の外径が31.8mmの軸体とを有するプレス金型を用いて、このシリコーンゴム組成物を180℃で30分間にわたってプレス成形した後に、200℃で4時間にわたって二次加熱して、ゴム製管体を製造した。ゴム製管体は、JIS A硬度が45°で、軸線長さが350mm、両端部それぞれの肉厚が4mm(内径32.0mm)、中央部の肉厚が4.1mm(内径31.8mm)で両端部それぞれから中央部まで一定の割合で肉厚が増大していた。このゴム製管体は、所謂「クラウン形状」の内周面で形成された所謂「逆クラウン形状」の内部空間を有し、両端部の内径と中央部の内径との内径差Aが0.2mmであった。
【0072】
無電解ニッケルメッキ処理が施された軸体(直径22mm×長さ390mm、SUM22)をトルエンで洗浄し、プライマー「No.101A/B」(信越化学工業株式会社製:商品名)を塗布した。プライマー処理した軸体を、ギアーオーブンを用いて180℃の温度にて30分焼成処理した後、常温にて30分以上冷却し、プライマー層を形成した。
【0073】
次いで、ビニル基含有シリコーン生ゴムとシリカ系充填材との混合物(信越化学工業株式会社製のシリコーンゴム組成物「KE−904FU」)100質量部と、付加反応架橋剤「C−153A」(信越化学工業株式会社製:商品名)5質量部と、発泡剤アゾビス−イソブチロニトリル2.5質量部と、付加反応触媒としての白金触媒適量と、反応制御剤「R−153A」(信越化学工業株式会社製:商品名)0.5質量部と、有機過酸化物架橋剤「C−3」(信越化学工業株式会社製:商品名)適量と、耐熱性向上剤「KEP−12」(信越化学工業株式会社製:商品名)1.0質量部とを、二本ロールで十分に混練して、付加反応型発泡シリコーンゴム組成物を調整した。
【0074】
次いで、プライマー層を形成した軸体2と付加反応型発泡シリコーンゴム組成物とを押出成形機にて一体分出し、赤外線加熱炉(IR炉)を用いて付加反応型発泡シリコーンゴム組成物を250℃で10分間加熱して発泡架橋させた。その後、さらに、ギアーオーブンを用いて、200℃で7時間にわたって発泡架橋後の付加反応型発泡シリコーンゴム組成物を二次加熱し、常温にて1時間以上放置した後、円筒研削機で両端部それぞれの外径を31.0mm、中央部の外径を30.8mmに研削して、軸線長さ350mmの所謂「逆クラウン形状」の発泡弾性層3Aを備えて成る弾性ローラ原体7を作製した。このローラ原体7は両端部の外径と中央部の外径との外径差Bが0.2mmであった。
【0075】
次いで、作製したローラ原体7における発泡弾性層3Aの外周面の全面に接着剤(商品名「KE1880」、粘度(25℃)84Pa・s、信越化学工業株式会社製)を溶剤で希釈せずに、ロールコーターで、塗布量0.010g/cm2となるように均一に塗布した。特開2008−299185号公報の図4に示される「加圧装置10」内に接着剤が塗布されたローラ原体7及びPFAチューブ(軸線長さ400mm、外径29.5mm、厚さ30μm)4を配置して加圧装置10内を加圧し、発泡弾性層3Aの外径がPFAチューブ4の内径よりも小さくなるまで発泡弾性層3Aを縮径させてPFAチューブ4内に挿入した後に加圧状態を解除して被覆体8を得た。
【0076】
次いで、この被覆体8を作製したゴム製管体10内に同軸となるように挿入して、ゴム製管体10の内周面とローラ原体7とでPFAチューブ4を挟んだ状態に配置した。この状態を維持してゴム製管体10の外部から被覆体8を150℃に1時間にわたって加熱して接着剤を硬化させた。このようにして実施例1の弾性ローラを製造した。
【0077】
(実施例2)
ゴム製管体10に代えて軸線方向に均一な32.0mmの内径を有するゴム製管体を作製して用いたこと以外は実施例1と基本的に同様にして実施例2の弾性ローラを製造した。作製したゴム製管体の内径差Aは0.0mmであった。
【0078】
(実施例3)
ゴム製管体10に代えて、両端部それぞれの内径が32.0mm、中央部の内径が31.6mmで両端部それぞれから中央部まで一定の割合で肉厚が増大するゴム製管体を作製して用いたこと以外は実施例1と基本的に同様にして実施例3の弾性ローラを製造した。作製したゴム製管体の内径差Aは0.4mmであった。
【0079】
(比較例1)
ゴム製管体10に代えて内径が32.0mmの金属製管体(内径差Aは0.0mm)を用いたこと以外は実施例1と基本的に同様にして比較例1の弾性ローラを製造した。
【0080】
(評価)
このようにして製造した実施例及び比較例の各弾性ローラにおける両端部それぞれの外径及び中央部の外径をレーザー測長器(商品名「LS−1610M」、株式会社ミツトヨ製)によって測定し、端部の外径と中央部の外径との外径差Cを算出した。評価は、ローラ原体7の外径差Bに対する弾性ローラの外径差Cの割合(外径差C/外径差B)(%)が75%以上125%以下であった場合を「◎」、50%以上75%未満又は125%を超え150%以下であった場合を「○」、50%未満又は150%を超えていた場合を「×」とした。その結果を第1表に示す。なお、実施例1〜3及び比較例1の弾性ローラはすべてローラ原体7の所謂「逆クラウン形状」を保持していた。
【0081】
【表1】
【0082】
第1表に示されるように、実施例1〜3によれば、前記割合(外径差C/外径差B)が50%以上150%以下であってローラ原体7の発泡弾性層3Aの外形及び外径差を保持できた。特に、実施例1では前記割合(外径差C/外径差B)が125%であってローラ原体7の発泡弾性層3Aの外径差を十分に保持できた。このように、この発明によれば、接着剤の加熱硬化前後において、ローラ原体7の発泡弾性層3Aの外形及び外径差を、50%以上150%以下の割合(外径差C/外径差B)で、保持できることが分かった。
【符号の説明】
【0083】
1A、1B 弾性ローラ
2 軸体
3A、3B 発泡弾性層
4 樹脂チューブ(PFAチューブ)
5 接着剤層
7 ローラ原体
8 被覆体
9 接着剤
10 ゴム製管体
11 内部空間
12 内周面
13 加熱器
【特許請求の範囲】
【請求項1】
軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、
ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、
前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有する弾性ローラの製造方法。
【請求項2】
前記ゴム製管体は、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向沿って前記発泡弾性層の外径変化と逆に変化する内周面を有している請求項1に記載の弾性ローラの製造方法。
【請求項3】
前記配置する工程は、前記発泡弾性層が前記接着剤を介して樹脂チューブで被覆された前記ローラ原体を前記ゴム製管体内に配置する工程である請求項1又は2に記載の弾性ローラの製造方法。
【請求項4】
軸体の外周面で発泡ゴム組成物を発泡成形する工程と、発泡成形体の外径を軸線方向に沿って変化するように調整する工程とを有する請求項1〜3のいずれか1項に記載の弾性ローラの製造方法。
【請求項5】
前記調整する工程は、発泡成形体の外径を前記軸線方向の略中央部を中心に実質的に対称となるように調整する工程である請求項4に記載の弾性ローラの製造方法。
【請求項6】
前記調整する工程は、発泡成形体の外径を前記軸線方向の両端部に向かって大きくする工程、又は、前記外径を前記両端部に向かって小さくする工程である請求項5に記載の弾性ローラの製造方法。
【請求項7】
請求項1〜6に記載の弾性ローラの製造方法によって製造された、軸線方向に沿って外径が変化する外周面を有する樹脂チューブが発泡弾性層の外周面を接着剤層を介して被覆して成る弾性ローラ。
【請求項8】
前記樹脂チューブは、外径が前記軸線方向の略中央部を中心に実質的に対称となる外周面を有している請求項7に記載の弾性ローラ。
【請求項9】
前記樹脂チューブは、外径が前記軸線方向の両端部に向かって大きくなる逆クラウン形状の外周面、又は、外径が前記両端部に向かって小さくなるクラウン形状の外周面を有している請求項8に記載の弾性ローラ。
【請求項10】
軸体の外周面に配置され、軸線方向に沿って外径が変化する外周面を有する発泡弾性層に樹脂チューブを接着して弾性ローラを製造するゴム製管体であって、
全体がゴムで管状に形成され、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向に沿って前記発泡弾性層の外径変化と逆に変化する内周面を有しているゴム製管体。
【請求項1】
軸線方向に沿って外径が変化する外周面を有する発泡弾性層が軸体に配置されたローラ原体の前記外周面、及び、前記発泡弾性層を被覆する樹脂チューブの内面の少なくとも一方に接着剤を塗布する工程と、
ゴム製管体の内周面と前記ローラ原体とで前記樹脂チューブを挟んだ状態に前記ローラ原体を前記ゴム製管体内に配置する工程と、
前記ゴム製管体内に配置されたローラ原体を加熱して前記接着剤を硬化する工程とを有する弾性ローラの製造方法。
【請求項2】
前記ゴム製管体は、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向沿って前記発泡弾性層の外径変化と逆に変化する内周面を有している請求項1に記載の弾性ローラの製造方法。
【請求項3】
前記配置する工程は、前記発泡弾性層が前記接着剤を介して樹脂チューブで被覆された前記ローラ原体を前記ゴム製管体内に配置する工程である請求項1又は2に記載の弾性ローラの製造方法。
【請求項4】
軸体の外周面で発泡ゴム組成物を発泡成形する工程と、発泡成形体の外径を軸線方向に沿って変化するように調整する工程とを有する請求項1〜3のいずれか1項に記載の弾性ローラの製造方法。
【請求項5】
前記調整する工程は、発泡成形体の外径を前記軸線方向の略中央部を中心に実質的に対称となるように調整する工程である請求項4に記載の弾性ローラの製造方法。
【請求項6】
前記調整する工程は、発泡成形体の外径を前記軸線方向の両端部に向かって大きくする工程、又は、前記外径を前記両端部に向かって小さくする工程である請求項5に記載の弾性ローラの製造方法。
【請求項7】
請求項1〜6に記載の弾性ローラの製造方法によって製造された、軸線方向に沿って外径が変化する外周面を有する樹脂チューブが発泡弾性層の外周面を接着剤層を介して被覆して成る弾性ローラ。
【請求項8】
前記樹脂チューブは、外径が前記軸線方向の略中央部を中心に実質的に対称となる外周面を有している請求項7に記載の弾性ローラ。
【請求項9】
前記樹脂チューブは、外径が前記軸線方向の両端部に向かって大きくなる逆クラウン形状の外周面、又は、外径が前記両端部に向かって小さくなるクラウン形状の外周面を有している請求項8に記載の弾性ローラ。
【請求項10】
軸体の外周面に配置され、軸線方向に沿って外径が変化する外周面を有する発泡弾性層に樹脂チューブを接着して弾性ローラを製造するゴム製管体であって、
全体がゴムで管状に形成され、内径が前記発泡弾性層の外径よりも大きく、かつ軸線方向に沿って前記発泡弾性層の外径変化と逆に変化する内周面を有しているゴム製管体。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−168475(P2012−168475A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−31395(P2011−31395)
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月16日(2011.2.16)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]