
弾性ローラ及びその製造方法、並びに、定着装置及び画像形成装置
【課題】表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ、その製造方法及び定着装置、並びに、高品質の画像を形成することのできる画像形成装置の提供。
【解決手段】軸体の外周面に配置された発泡弾性層3と、発泡弾性層3の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層4と、接着剤層4の外周面に配置された樹脂チューブ5とを備えて成る弾性ローラ1、この弾性ローラ1を備えた定着装置及び画像形成装置、並びに、発泡弾性層3の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、接着剤を介在させて発泡弾性層3の外周面に樹脂チューブ5を配置する工程と、接着剤を硬化する工程とを有する弾性ローラ1の製造方法。
【解決手段】軸体の外周面に配置された発泡弾性層3と、発泡弾性層3の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層4と、接着剤層4の外周面に配置された樹脂チューブ5とを備えて成る弾性ローラ1、この弾性ローラ1を備えた定着装置及び画像形成装置、並びに、発泡弾性層3の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、接着剤を介在させて発泡弾性層3の外周面に樹脂チューブ5を配置する工程と、接着剤を硬化する工程とを有する弾性ローラ1の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、弾性ローラ及びその製造方法、並びに、定着装置及び画像形成装置に関し、さらに詳しくは、表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ、その製造方法及び定着装置、並びに、高品質の画像を形成することのできる画像形成装置に関する。
【背景技術】
【0002】
レーザープリンター及びビデオプリンター等のプリンター、複写機、ファクシミリ、これらの複合機等には電子写真方式を利用した各種の画像形成装置が採用されている。電子写真方式を利用した画像形成装置は、一般に、所望により他の部材例えば無端ベルト等を介して互いに軸線方向に沿って圧接する定着ローラ及び加圧ローラを備えた定着装置を有している。この定着ローラ及び加圧ローラは、通常、軸体の外周面に形成された弾性層とを有する弾性ローラとされる。
【0003】
定着ローラ及び加圧ローラを備えた定着装置において、弾性層に現像剤を付着させずに高品質の画像を形成することを目的として、弾性層の外周面に接着剤層を介して薄肉の樹脂チューブを配置、すなわち弾性層を薄肉の樹脂チューブで接着剤層を介して被覆したローラが提案されている。例えば、特許文献1には「芯金にシリコーンゴムを被覆したゴムローラに、接着剤でPFAチューブを被覆接着させたPFAチューブ被覆ローラにおいて、前記接着剤層の平均厚さが3μm以上100μm以下であることを特徴とするPFAチューブ被覆定着ローラ」が記載されている。
【0004】
このような弾性ローラは接着剤層の層厚のばらつきを柔軟で薄肉の樹脂チューブでは相殺できないから表面平坦性が損なわれることがある。したがって、このような樹脂チューブを弾性層の外周面に接着剤層を介して配置した弾性ローラを定着ローラ及び/又は加圧ローラとして採用すると、定着ローラ及び加圧ローラは定着装置に互いに圧接する状態となるように装着されるから、これらローラの圧接部の圧力が部分的に変動して圧接部を通過する記録体に現像剤を所望のように定着できなくなる。例えば、このような弾性ローラを具備する定着装置においては、形成される画像に本来の光沢が得られないことがある。
【0005】
ところで、定着装置においては、定着ローラと加圧ローラとの大きな圧接部を確保して記録体に現像剤をより確実に定着させること、優れた断熱性により定着装置としての省電力化に寄与すること等を目的として、定着ローラ及び/又は加圧ローラの弾性層として発泡体で形成された発泡弾性層が採用されることがある。このような発泡弾性層を薄肉の樹脂チューブで被覆した弾性ローラは、セルの存在によって発泡弾性層の表面が平坦ではなく、かつ樹脂チューブが柔軟で薄肉であるから弾性ローラの表面平坦性が大きく損なわれており、このような弾性ローラを定着ローラ及び/又は加圧ローラとして定着装置に採用すると、圧接部を通過する記録体への現像剤の定着性に重大な悪影響を与え、形成される画像の品質を大きく低下させることになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−312169号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
この発明は、表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ及びその製造方法並びに定着装置を提供することを、目的とする。
【0008】
また、この発明は高品質の画像を形成することのできる画像形成装置を提供することを、目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するための手段として、
請求項1は、軸体の外周面に配置された発泡弾性層と、前記発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層と、前記接着剤層の外周面に配置された樹脂チューブとを備えて成る弾性ローラであり、
請求項2は、軸線方向中央部における表面硬度の差が6以下である請求項1に記載の弾性ローラであり、
請求項3は、前記接着剤層は、前記発泡弾性層の前記外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で塗布された接着剤が硬化されてなる請求項1又は2に記載の弾性ローラであり、
請求項4は、発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、前記接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、接着剤を硬化する工程とを有する弾性ローラの製造方法であり、
請求項5は、請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る定着装置であり、
請求項6は、請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る画像形成装置である。
【発明の効果】
【0010】
この発明に係る弾性ローラは、発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層とこの接着剤層の外周面に配置された樹脂チューブとを備えているから、外周面に開口するセルを有する発泡弾性層の外周面に配置された接着剤層の外周面は平坦になり、その結果、接着剤層の外周面に配置された柔軟で肉薄の樹脂チューブの外周面もまた平坦になって硬度も実質的に均一になる。したがって、この発明に係る弾性ローラはたとえ発泡弾性層を備えていても表面平坦性が高く硬度も均一になるから、定着装置に装着されたときに圧接部の圧力が実質的に均一になって現像剤をほぼ均等に圧接し加熱できる。
【0011】
また、この発明に係る弾性ローラの製造方法は、発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、前記接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、接着剤を硬化する工程とを有しているから、発泡弾性層の外周面に開口するセル内に接着剤が充填されて表面が平坦になるように発泡弾性層の外周面に塗布された接着剤を硬化して表面平坦性の高い接着剤層を形成できる。さらに、この発明に係る定着装置はこの発明に係る弾性ローラを備えている。
【0012】
したがって、この発明によれば、表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ及びその製造方法並びに定着装置を提供できる。
【0013】
また、この発明に係る画像形成装置この発明に係る弾性ローラを備えている。したがって、この発明によれば、高品質の画像を形成することのできる画像形成装置を提供できる。
【図面の簡単な説明】
【0014】
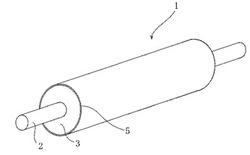
【図1】図1は、この発明に係る弾性ローラにおける一例の弾性ローラを示す斜視図である。
【図2】図2は、この発明に係る弾性ローラにおける一例の弾性ローラを、その軸線を含む平面で切断したときの切断面の一部を示す概略一部断面図である。
【図3】図3は、この発明に係る定着装置及びこの発明に係る画像形成装置を示す概略説明図である。
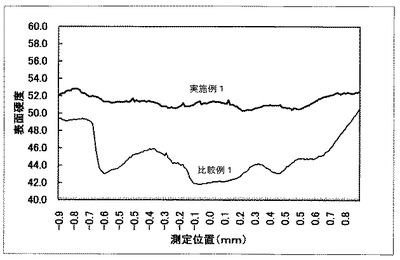
【図4】図4は、実施例1の弾性ローラ及び比較例1の弾性ローラの表面硬度を示すグラフである。
【発明を実施するための形態】
【0015】
この発明に係る弾性ローラは、軸体の外周面に配置された発泡弾性層と、この発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層と、この接着剤層の外周面に配置された樹脂チューブとを備えている。したがって、この発明に係る弾性ローラは、発泡弾性層と接着剤層と樹脂チューブとを備えていればよく、これらに加えて軸体又は他の層若しくは膜等を備えていてもよい。なお、この発明において、接着剤層は発泡弾性層のセルを埋設するように発泡弾性層の外周面に直接配置され、通常接着剤層と発泡弾性層との間に他の層若しくは膜等は介在しないが、接着剤層が発泡弾性層のセルを埋設する限りにおいてこれらの間に他の層若しくは膜等が介在していてもよい。
【0016】
この発明に係る弾性ローラは、発泡弾性層の外周面に塗布された接着剤が発泡弾性層の外周面に開口したセルに充填された状態で硬化した接着剤層を有しており、前記セルに充填された接着剤によって発泡弾性層の外周面に塗布された接着剤は高い表面平坦性を有する。その結果、接着剤層の外周面に配置された樹脂チューブの外周面もまた平坦になって、この発明に係る弾性ローラの硬度も実質的に均一になる。したがって、この発明に係る弾性ローラは、外周面にセルが開口する等によって表面平坦性のない発泡弾性層を備えていても表面平坦性が高く硬度も均一になるから、定着装置に装着されたときに圧接部の圧力を実質的に均一にすることができる。この発明において、「実質的に均一」とは完全に均一である場合に加えて、この発明の目的を達成するのに十分な程度に均一であることを含む。また、この発明において、「発泡弾性層の外周面の近傍」とは発泡弾性層の表面から深さ1mmまでの領域をいう。
【0017】
この発明の目的を達成するのに十分な程度とは、例えば「硬度」については、この発明に係る弾性ローラの軸線方向に沿って一方向に10μm間隔で表面硬度を測定したときにこの発明に係る弾性ローラの軸線方向全体における測定値のうち最大値と最小値との差が6以下にあることということができる。この発明に係る弾性ローラすなわち樹脂チューブにおける表面硬度の差が6以下であると樹脂チューブの表面硬度が均一になって圧接部の圧力も均一になるから定着装置に装着されたときに現像剤を所望のように定着させることができる。この効果により一層優れる点で表面硬度の差は5.5以下であるのが好ましく、5.0以下であるのが特に好ましい。表面硬度の差の下限値は理想的には0であるが現実的には1.5である。
【0018】
ところで、この発明に係る弾性ローラの接着剤層は発泡弾性層の外周面の近傍に存在するセルを発泡弾性層の周方向及び軸線方向においてほぼ均一に埋設するから、この発明に係る弾性ローラは通常周方向にも軸線方向にも均一な硬度を有している。したがって、前記表面硬度の差はこの発明に係る弾性ローラの軸線方向全体における表面硬度の差に代えて、この発明に係る弾性ローラのいずれかの領域における表面硬度の差を代表値として採用できる。このとき、いずれかの領域は180箇所を測定できる領域であるのがよく、例えば、この発明に係る弾性ローラの軸線方向略中央部(軸線方向に沿う測定点180点)が好適に挙げられる。
【0019】
この発明に係る弾性ローラは表面硬度の差が6以下となっているのがよく、その表面硬度自体は30〜70の範囲内にあるのが好ましい。この発明に係る弾性ローラの表面硬度が前記範囲内にあると定着ローラ及び/又は加圧ローラとして定着装置に装着したときに現像剤に対する定着性がよくなる。
【0020】
この発明に係る弾性ローラの表面硬度及びその差、特に軸線方向中央部における表面硬度及びその差は次のようにして測定される。すなわち、硬度測定器(商品名「MD−1」、高分子計器株式会社製)及び円柱形の押針(接触子とも称する。押針の先端面の直径は160μm、高さ500μm)を用いて、この発明に係る弾性ローラにおける軸線方向の中央部近傍の表面に前記先端面を接触させた前記円柱状接触子を弾性ローラの軸線方向に沿って一方向に10μm間隔で200回間欠的に移動させつつ10μm間隔の測定点200点(測定長さ2.00mm)における表面硬度をタイマホールドモードでホールド時間3秒で測定する。なお、押針を接触させる位置は弾性ローラの軸線方向の中央と前記測定長さのうち最初から20点までの測定点を除く測定長さの中間点(1.10mm地点)が一致する位置とする。このようにして測定した200点の測定値のうち最初から20点までの測定値を無視して21点目から200点目の180測定点の測定値をこの発明に係る弾性ローラの表面硬度とし、この180測定点の測定値のうち最大値と最小値との差をこの発明に係る弾性ローラの表面硬度の差とする。このようにして測定された表面硬度は2.00mmの領域を10μm間隔の測定点180点で測定したときの硬度であって「マイクロゴム硬度」と称されることがある。
【0021】
この発明に係る弾性ローラのアスカーC硬度は40〜80であるのが好ましく、40〜70であるのがより一層好ましく、45〜65であるのが特に好ましい。この発明に係る弾性ローラが前記範囲のアスカーC硬度を有していると、定着ローラ及び/又は加圧ローラとして定着装置に装着されたときに、圧接部の十分なニップ圧及びニップ幅を確保できる。アスカーC硬度はJIS K6253に準拠して1.0kgの荷重をかけた状態で測定した値である。
【0022】
この発明に係る弾性ローラの一例を、図面を参照して、説明する。この一例の弾性ローラは、図1及び図2に示されるように、軸体2と、軸体2の外周面に形成された発泡弾性層3と、発泡弾性層3の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層4(図1において図示しない。)と、接着剤層4の外周面に配置された樹脂チューブ5とを備えている。
【0023】
この弾性ローラ1は、前記したように軸線方向中央部の表面硬度が30〜70の範囲内であってその差が6以下であり、アスカーC硬度が40〜80である。この発明に係る弾性ローラの表面硬度及びその差は、例えば、発泡ゴム組成物の加硫温度や材料硬度の変更等により、調整することができる。また、この発明に係る弾性ローラのアスカーC硬度は、例えば、発泡弾性層を形成する発泡ゴム組成物に含有されるゴム、発泡剤及び/若しくは添加剤の種類を選択し、並びに/又は、それらの配合量等を変更することにより、さらには発泡弾性層の成形条件等により、調整することができる。
【0024】
弾性ローラ1を構成する軸体2は、良好な導電特性を有していればよく、通常、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体である。また、軸体2は、熱可塑性樹脂若しくは熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよく、さらには、熱可塑性樹脂若しくは熱硬化性樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂で形成された軸体であってもよい。
【0025】
弾性ローラ1を構成する発泡弾性層3は、その内部にセルを有する発泡弾性層として軸体2の外周面に形成されている。発泡弾性層3がセルを有していると、発泡弾性層3の硬度を低下させることができる。ここで、発泡弾性層3に有するセルは、発泡弾性層3を形成可能な発泡ゴム組成物に含有される発泡剤の発泡又は分解等によって生じる中空領域をいう。発泡弾性層3に有する複数のセルは、他のセルに接することのない若しくは連通することのない状態(独立セル状態と称する。)、他のセルに連通している状態(連通セル状態と称する。)、又は、前記独立セル状態と前記連通セル状態とが共存する状態の何れの状態にあってもよい。この発泡弾性層3のセルはそのほとんどが独立セル状態になっている。
【0026】
セルは、通常発砲弾性層3の内部に存在しており、発泡弾性層3の成形後はその外周面及び端面に開口するセルはほとんど存在しない。後述する発泡ゴム組成物を発泡硬化して成る発泡弾性層3の仕上げ工程等としてその外周面を研削工程、研磨工程及び/又は切削工程等すると、発泡弾性層3の外周面近傍に存在するセルが処理後の発泡弾性層3の外周面に開口する。表面に開口したセルは、通常、後述するセルの平均セル径とほぼ同様の開口径及び深さを有している。
【0027】
発泡弾性層3のセルの平均セル径は60〜600μmであるのが好ましく、70〜600μmであるのが特に好ましく、発泡弾性層3の発泡倍率は150〜420%であるのが好ましく、180〜350%であるのが特に好ましい。発泡弾性層3の平均セル径及び/又は発泡倍率が前記範囲内にあると、後述する接着剤を発泡弾性層3の外周面に塗布したときに接着剤が外周面に開口したセル内に速やかに浸入して接着剤の塗布面が実質的に平坦になる。平均セル径及び発泡倍率は、発泡弾性層3を形成する後述する発泡ゴム組成物に含有される発泡剤又は発泡ゴム組成物の硬化条件等により、調整することができる。前記発泡倍率は発泡弾性層3の体積及び質量を常法によって測定し、これらから算出することができる。また、セルの平均セル径は、発泡弾性層3の任意の面で切断したときの切断面において、約20mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セルにおける開口部の最大長さを測定して、測定された最大長さを算術平均して得られた平均長さとして、求めることができる。
【0028】
この発泡弾性層3は、弾性ローラ1が前記範囲のアスカーC硬度となるようなアスカーC硬度を有しているのが好ましく、例えば45〜65のアスカーC硬度(荷重1kg)を有しているのが好ましい。
【0029】
発泡弾性層3の形態は特に限定されず、例えば、図1に示されるように軸線方向にわたって均一な外径に調整された所謂ストレート形状でもよく、また中央部における外径がその両端部における外径よりも大きくなるように調整された所謂クラウン形状であってもよく、さらに中央部における外径がその両端部における外径よりも小さくなるように調整された所謂逆クラウン形状であってもよい。この例において、発泡弾性層3はストレート形状に形成されている。
【0030】
発泡弾性層3の厚さは、特に限定されず、通常、2〜20mmであるのが好ましく、3〜12mmであのが特に好ましい。
【0031】
発泡弾性層3を形成する発泡ゴム組成物は、ゴムと、発泡剤と、所望により各種添加剤等とを含有する組成物であればよく、例えば、発泡シリコーンゴム組成物及び発泡ウレタンゴム組成物等が好ましく挙げられる。発泡シリコーンゴム組成物は、耐熱性、耐久性及び耐残留歪み特性等に優れ、画像形成装置の高速運転にも耐えられる好適なゴム組成物である。このような発泡シリコーンゴム組成物として、付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物が特に好ましい。発泡剤としては、従来、発泡ゴムに用いられる発泡剤であればよく、例えば、無機系発泡剤として、重炭酸ソーダ、炭酸アンモニウム等が挙げられ、有機系発泡剤として、ジアゾアミノ誘導体、アゾニトリル誘導体、アゾジカルボン酸誘導体等の有機アゾ化合物等が挙げられる。通常、ゴムに連通セルを形成する場合には無機系発泡剤が用いられ、独立セルを形成する場合には有機系発泡剤が用いられる。弾性ローラ1においては、発泡剤は、独立セル状態のセルを形成することができる点で、有機系発泡剤であるのがよく、具体的には、例えば、アゾジカルボン酸アミド、アゾビス−イソブチロニトリル等のアゾ化合物が好適に使用される。特に、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)が好適に使用できる。
【0032】
付加反応型発泡シリコーンゴム組成物は、ビニル基含有シリコーン生ゴムと、シリカ系充填材と、前記発泡剤と、付加反応架橋剤と、付加反応触媒と、反応制御剤とを含有し、所望により、さらに有機過酸化物架橋剤と耐熱性向上剤と各種添加剤とを含有してもよい。付加反応型導電性発泡シリコーンゴム組成物は、付加反応型発泡シリコーンゴム組成物にさらに導電性カーボンブラック及び/又はそれ以外の導電性粒子とを含有している。導電性カーボンブラックとしては、導電性を有するカーボンブラックであれば特に限定されず、例えば、ファーネスブラック、チャネルブラック(チャンネルブラックとも称する。)、ランプブラック、熱分解法によるサーマルブラック、アセチレンブラック等が挙げられる。導電性カーボンブラック以外の導電性粒子としては、導電性を有する粒子であれば特に限定されず、例えば、導電性金属酸化物の粒子、導電性金属被膜を有する金属粒子又は金属酸化物粒子等が挙げられる。導電性金属酸化物としては、例えば、導電性酸化亜鉛、導電性酸化チタン、導電性酸化アルミニウム、導電性酸化銅等が挙げられる。金属粒子又は金属酸化物粒子としては、その表面を導電性被膜で被覆した粒子等が挙げられ、具体的には、アルミニウム等の金属で被覆された酸化亜鉛又は酸化チタン等が挙げられる。これらの中でも、前記導電性カーボンブラックと高い相乗効果を発揮する点で、アルミニウムで被覆された酸化亜鉛が好ましい。
【0033】
付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物のうち、ビニル基含有シリコーン生ゴムとシリカ系充填材と発泡剤と付加反応架橋剤と付加反応触媒と反応制御剤と、所望により、さらに有機過酸化物架橋剤と耐熱性向上剤と各種添加剤とを含有する組成物としては、例えば、特開2008−076751号公報に記載されている「付加反応型発泡シリコーンゴム組成物」を挙げることができる。前記各成分は同公報に記載されている「付加反応型発泡シリコーンゴム組成物」における各成分と基本的に同様である。すなわち、ビニル基含有シリコーン生ゴムは分子内にビニル基を含有しているシリコーン生ゴムであればよく、シリカ系充填材として煙霧質シリカ又は沈降性シリカ等が挙げられ、発泡剤として無機系発泡剤又は有機系発泡剤等が挙げられ、付加反応架橋剤として一分子中に二個以上のSiH基(SiH結合)を有するオルガノハイドロジェンポリシロキサン等が挙げられ、付加反応触媒として周期律表第9属又は第10属の金属単体及びその化合物が挙げられ、反応制御剤としてメチルビニルシクロテトラシロキサン、アセチレンアルコール類、シロキサン変性アセチレンアルコール、ハイドロパーオキサイド等が挙げられる。
【0034】
これらの発泡シリコーンゴム組成物において、発泡弾性層3のアスカーC硬度を前記範囲に調整するには、例えば、発泡剤の含有量をビニル基含有シリコーン生ゴムとシリカ系充填剤との合計100質量部に対して1.5〜5.0質量部に設定するのがよい。付加反応型導電性発泡シリコーンゴム組成物において、導電性カーボンブラックの含有量はビニル基含有シリコーン生ゴム100質量部に対して5〜20質量部であるのが好ましく、10〜15質量部であるのが特に好ましく、導電性粒子の含有量はビニル基含有シリコーン生ゴム100質量部に対して5〜30質量部であるのが好ましく、10〜20質量部であるのが特に好ましい。
【0035】
発泡ウレタンゴム組成物としては、例えば、ポリオールとイソシアネート、これらを反応して得られるプレポリマー及びこれらを反応して得られるポリウレタンからなる群より選択される少なくとも1種のポリウレタン調製成分と、発泡剤と、所望により各種添加剤とを含有する発泡ウレタンゴム組成物、この発泡ウレタンゴム組成物にさらに導電性カーボンブラック及び/又はそれ以外の導電性粒子を含有する導電性発泡ウレタンゴム組成物等が挙げられる。前記ポリウレタン調製成分としては、例えば、特開2008−070420号公報に記載の「ポリウレタン調製成分」を挙げることができる。発泡剤、導電性カーボンブラック、それ以外の導電性粒子及び各種添加剤は前記した通りである。
【0036】
接着剤層4は、発泡弾性層3と樹脂チューブ5とを接着することができる接着剤を硬化して成る層であり、発泡弾性層3の外周面に配置されている。この接着剤層4は、図2に示されるように、発泡弾性層3の外周面の近傍に存在し、少なくとも発泡弾性層3の外周面に開口するセルを埋設している。すなわち、接着剤層4は、発泡弾性層3の外周面近傍に存在するセルを埋設すると共にセルを埋設して平坦になった発泡弾性層3の外周面に配置されている。したがって、接着剤層4はその外周面が平坦になっている。接着剤層4をこのように配置するには、例えば、発泡弾性層3の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布した後に硬化する方法が挙げられる。すなわち、この接着剤層4は、発泡弾性層3の外周面に0.003〜0.030g/cm2の塗布量(固形分換算)で塗布された接着剤を硬化してなる層である。この発明において、接着剤層は少なくとも発泡弾性層3の外周面に開口するセルを埋設してればよく、発泡弾性層3のセルはほとんどが独立セル状態にあるが発泡弾性層3の外周面に開口するセルに連通するセルが存在する場合にはこのセルをも埋設していてもよい。
【0037】
接着剤層4を形成する接着剤は、発泡弾性層3と樹脂チューブ5とを接着することのできる接着剤であればよく、室温において流動性を有する流動性接着剤であるのが好ましい。流動性接着剤として、例えば、シリコーン系接着剤、アクリル系接着剤等が挙げられる。より具体的には、シリコーン系接着剤として、付加型シリコーンRTV(例えば、商品名「KE1880」(粘度(25℃)84Pa・s、信越化学工業株式会社製)、商品名「KE1830」(粘度(25℃)110Pa・s、信越化学工業株式会社製)、商品名「KE1833」(粘度(25℃)150Pa・s、信越化学工業株式会社製))、縮合型シリコーンRTV(例えば、商品名「KE441」(粘度(25℃)15Pa・s、信越化学工業株式会社製))等が挙げられる。アクリル系接着剤として、アクリル変性シリコーン樹脂(例えば、商品名「スーパーX 8008」(粘度(25℃)90Pa・s、セメダイン株式会社製)、商品名「スーパーX 8008 LLブラック」(粘度(25℃)14Pa・s、セメダイン株式会社製)、商品名「スーパーX 8008クリア」(粘度(25℃)65Pa・s、セメダイン株式会社製))等が挙げられる。なお、流動性接着剤は、一液性でも二液性でもよく、また、熱硬化性でも湿気硬化性でもよい。さらに、流動性接着剤は、例えば、トルエン、キシレン等の希釈剤を用いて、その粘度が前記範囲内になるように、調整されてもよい。
【0038】
また、弾性ローラ1は加熱下において使用されることがあるため、流動性接着剤は耐熱性を有しているのが好ましく、具体的には、150〜250℃程度の耐熱性を有しているのが好ましい。耐熱性は、JIS K 6833に規定された軟化温度測定法によって測定される。流動性接着剤に要求される他の特性として、流動性接着剤の硬化物における引張せん断接着強さ等が挙げられ、この発明においては、流動性接着剤の硬化物における引張せん断接着強さは0.5〜4MPaであるのが好ましい。流動性接着剤の硬化物における引張せん断接着強さが前記範囲にあると樹脂チューブ5と発泡弾性層3とが十分な接着力で強固に接着される。引張せん断接着強さは、流動性接着剤を硬化してなる硬化体を試験体として、JIS K 6249に準じて、測定される。
【0039】
接着剤層4の厚さは、発泡弾性層3の外周面の近傍に存在するセル、少なくとも外周面に開口するセルを埋設できれば特に限定されないが、通常、2〜50μmである。この発明において、接着剤層4の厚さは接着剤塗布後の外径から接着剤塗布前の発泡弾性層3の外径を引いた値の半分である。
【0040】
樹脂チューブ5は、接着剤層4の外周面、すなわち接着剤層4を挟んで発泡弾性層3の外周面に配置されている。弾性ローラ1が樹脂チューブ5を備えていると現像剤の離型性を向上させることができる。この樹脂チューブ5は弾性ローラ1が前記範囲のアスカーC硬度となるように、例えば、20〜60μmの厚さ、好ましくは25〜50μmの厚さに、薄肉化されている。したがって、樹脂チューブ5は薄肉化チューブ5と称することもできる。この樹脂チューブ5は、後述するように比較的均一な厚さを有しているのが好ましく、周方向及び軸線方向の厚さの差、例えば、樹脂チューブ5を軸線方向に4等分(測定点5点)する内周を4等分(測定点4点)する点の合計20点を測定点とする厚さの最大測定値と最小測定値との差が7μm以下であるのが特に好ましい。
【0041】
この樹脂チューブ5は、絶縁性でもよく、導電性付与剤例えばカーボンブラック等を含有する導電性でもよく、絶縁性か導電性かは弾性ローラ1の用途等に応じて適宜に選択される。また、この樹脂チューブ5は弾性ローラ1の高い耐久性を確保できる点で機械的強度が大きいのが好ましい。例えば、厚さが20〜60μmである場合には、30〜70MPaの破断強度を有しているのが好ましく、150〜500%の破断伸びを有しているのが好ましい。破断強度は樹脂チューブ5から切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブ5の軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値であり、破断伸びは樹脂チューブ5から切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブ5の軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値である。このように前記破断強度及び前記破断伸びは樹脂チューブ5の軸線方向すなわち長手方向における破断強度及び破断伸びである。
【0042】
樹脂チューブ5を形成する材料は、特に制限されるものではないが、弾性ローラ1は被当接体に当接又は圧接されるから永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。これらの中でも現像剤の離型性に優れる点で、フッ素樹脂であるのが好ましく、例えば、PFA(パーフルオロアルコキシ樹脂)、FEP(テトラフルオロエチレン−ヘキサフルオロプロピレン樹脂)、PTFE(ポリテトラフルオロエチレン樹脂)、PVdF(ポリフッ化ビニリデン樹脂)等が挙げられる。
【0043】
この弾性ローラ1は、軸体2と発泡弾性層3と発泡弾性層3の外周面の近傍に存在するセルを埋設する接着剤層4と接着剤層4の外周面に配置された樹脂チューブ5とを備えているから、接着剤層4及び樹脂チューブ5の外周面がいずれも平坦で、かつ弾性ローラ1の硬度が実質的に均一になり、定着装置に装着されたときに均一な圧接部を形成して現像剤をほぼ均等に圧接し加熱できる。また弾性ローラ1は表面が平坦な接着剤層4を介在して発泡弾性層3と樹脂チューブ5とが配置されているから発泡弾性層3と樹脂チューブ5とが強固に接着され、高い耐久性を発揮する。したがって、この発明によれば、表面平坦性が高く、例えば本来の光沢を有する高品質の画像を形成することに貢献する耐久性の高い弾性ローラを提供できる。
【0044】
この発明に係る弾性ローラは、発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、接着剤を硬化する工程とを有する、この発明に係る弾性ローラの製造方法によって、製造できる。
【0045】
この発明に係る弾性ローラの製造方法について、図1に示す弾性ローラ1を例に挙げて、説明する。この発明に係る弾性ローラの製造方法においては、まず、軸体2を前記材料で作製して準備する。必要に応じてこの軸体2の外周面に接着剤又はプライマーを塗布して接着層又はプライマー層を形成することもできる。
【0046】
この発明に係る弾性ローラの製造方法においては、次いで、準備した軸体2の外周面に発泡弾性層3を形成する。具体的には、軸体2の外周面に発泡弾性層3を形成する発泡ゴム組成物を配置する。発泡ゴム組成物を配置する方法としては、発泡ゴム組成物に応じて適宜に選択され、例えば、押出機等により軸体2と発泡ゴム組成物とを一体に分出して軸体2の外周面に発泡ゴム組成物を配置する方法、また、軸体2を収納する金型に発泡ゴム組成物を注入して軸体2の外周面に発泡ゴム組成物を配置する方法等が挙げられる。これらの中でも、押出機等により軸体2と発泡ゴム組成物とを一体に分出しする方法が、作業が容易で作業を連続して行うことができる点で、好ましい。
【0047】
この発明に係る弾性ローラの製造方法においては、次いで、このようにして軸体2の外周面に発泡ゴム組成物を配置した後、この配置状態を維持しつつ発泡ゴム組成物を加熱する。発泡ゴム組成物の加熱は、発泡ゴム組成物に含まれるゴム、例えば、ビニル基含有シリコーン生ゴム又はウレタン調製成分が架橋し、かつ、発泡剤が分解又は発泡するのに十分な条件で行われればよい。例えば、付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物は、170〜500℃程度、特に200〜400℃に加熱され、数分以上1時間以下、特に5〜30分間、加熱され、所望により、さらに二次加熱が行われてもよい。二次加熱によって発泡弾性層3の物性が安定する。二次加熱は、例えば、前記の条件で架橋された付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物の硬化体を、さらに、押出成形された状態のままで、例えば、180〜250℃、好ましくは190〜230℃で、1〜24時間、好ましくは3〜10時間にわたって、又は、金型を用いて、例えば、130〜200℃、好ましくは150〜180℃で、5分以上24時間以下、好ましくは10分以上10時間以下にわたって、再度加熱されることによって、行われる。導電性発泡ウレタンゴム組成物の硬化条件は例えば特開2008−070420号公報に記載の条件を採用できる。
【0048】
この発明に係る弾性ローラの製造方法においては、次いで、このようにして成形された発泡弾性層3は、外周面近傍に存在するセルを外周面に開口させるために、研削工程、研磨工程及び/又は切削工程等の仕上げ工程が施される。この仕上げ工程においては、セルを外周面に開口させると共に発泡弾性層3の寸法及び形状を同時に調整することもできる。このようにして軸体2の外周面に発泡弾性層3が形成されたローラ原体を製造することができる。
【0049】
この発明に係る弾性ローラの製造方法においては、次いで、形成した発泡弾性層3の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程を実施する。接着剤は前記した通りである。接着剤は、前記塗布量で、発泡弾性層3の外周面に好ましくは均一に塗布される。発泡弾性層3の外周面に接着剤を塗布する方法は、特に限定されず、スプレー法、浸漬法、リングコーター法、ロールコーター法等が挙げられる。接着剤を発泡弾性層3の外周面に塗布する際、特に接着剤が流動性を有していない場合は接着剤を希釈剤等で適宜希釈することができる。接着剤として流動性接着剤を用いると発泡弾性層3の外周面に均一に容易に塗布されることができるうえ、流動性接着剤が塗布された塗布層内に気泡等が発生し、又は、気泡等が混入すること等を効果的に防止することができる。その結果、発泡弾性層3と樹脂チューブ5とを強固に接着することができる。このようにして接着剤を塗布すると、塗布された接着剤は速やかに発泡弾性層3の外周面に開口するセル内に浸入してセル内に充填され、セルによる凹部を相殺して発泡弾性層3の表面を平坦にする。
【0050】
この発明に係る弾性ローラの製造方法においては、次いで、樹脂チューブ5を準備する。樹脂チューブ5は前記した通りである。
【0051】
この発明に係る弾性ローラの製造方法においては、次いで、接着剤を介在させて発泡弾性層3の外周面に樹脂チューブ5を配置する工程を実施する。この工程は、例えば、ローラ原体を樹脂チューブ5内に挿入し、樹脂チューブ5で少なくとも発泡弾性層3の外周面を接着剤を介して被覆して被覆体とする工程が挙げられる。この工程において、通常、準備した樹脂チューブ5は発泡弾性層3の外径と同一の内径又はわずかに小さな内径を有しているから、樹脂チューブ5にローラ原体を挿入する際には樹脂チューブが破損しないように注意する。樹脂チューブ5を破損させることなくローラ原体を挿入するには、例えば、加圧環境下又は減圧環境下、常温下又は加熱下でローラ原体を収縮させて樹脂チューブ5内に挿入する方法、加圧環境下又は減圧環境下、常温下又は加熱下で樹脂チューブ5をローラ原体の外径より大きくなるまで半径方向に拡径させてローラ原体を挿入する方法等が挙げられる。
【0052】
例えば、加圧環境下でローラ原体を樹脂チューブ5内に挿入する方法(以下、加圧法と称する。)を簡単に説明すると、加圧環境下でローラ原体の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体を樹脂チューブ5内に挿入することができる装置、例えば、特開2008−299185号公報の図4に示される「加圧装置10」等を用いて、ローラ原体の発泡弾性層3を所定の圧力環境下で加圧し、その外径が樹脂チューブ5の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ5内に挿入して、加圧状態を解除する。このようにしてローラ原体の発泡弾性層3を樹脂チューブ5内に挿入できる。
【0053】
減圧環境下でローラ原体を樹脂チューブ5内に挿入する方法(以下、減圧法と称する。)を簡単に説明すると、減圧環境下でローラ原体の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体を樹脂チューブ5内に挿入することができる装置、例えば、特開2008−299187号公報の図4に示される「減圧装置30」等を用いて、ローラ原体の発泡弾性層3を所定の圧力に減圧し、その外径が樹脂チューブ5の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ5内に挿入して、減圧状態を解除する。このようにしてローラ原体の発泡弾性層3を樹脂チューブ5内に挿入できる。
【0054】
この発明に係る弾性ローラの製造方法においては、次いで、被覆体を加熱して接着剤を硬化する工程を実施する。この工程は、例えば、被覆体から距離を置いて、好ましくは被覆体の外周面を囲繞するように配置された各種加熱器又は各種乾燥機等で接着剤が硬化する温度に被覆体8を加熱する方法等が挙げられる。このときの硬化条件は塗布した接着剤の硬化条件に応じて選択され、例えば、接着剤がシリコーン系接着剤である場合には、加熱温度100〜200℃、加熱時間5分以上2時間以下の硬化条件を選択することができる。接着剤を硬化させる装置は、前記硬化条件を実現可能な装置であればよく、例えば、オーブン、送風乾燥機、赤外線加熱器等の各種加熱器及び各種乾燥機等が挙げられる。
【0055】
この発明に係る弾性ローラの製造方法において製造される弾性ローラは、通常、周方向にも軸線方向にも均一な硬度を有している。このような弾性ローラの硬度均一性は前記したように接着剤層4に拠るところが大きいが、接着剤層4以外にも弾性ローラの製造条件等を適宜に設定すると、弾性ローラの硬度均一性をより高い水準で達成することができる。例えば、弾性ローラの硬度均一性を高めるための製造指針をいくつか例示する。
【0056】
まず、発泡ゴム組成物の配置に関して軸体2と発泡ゴム組成物とを一体分出しする場合には、軸体2と発泡ゴム組成物とを同一の速度で連続的に一体分出しして軸体2の外周面に発泡ゴム組成物を実質的に均一に配置する方法が挙げられ、発泡ゴム組成物の成形に関して、発泡ゴム組成物をその周囲から実質的に均一な温度で加熱する方法等が挙げられる。このようにすると、軸体2の外周面に周方向及び軸線方向に実質的に均一な発泡弾性層3が形成される。
【0057】
また、発泡弾性層3の仕上げ工程に関して、円筒研削盤でローラ原体を回転させながらローラ原体の発泡体を一定速度で連続的に、望ましくは発泡ゴム組成物の発泡硬化体の周方向及び軸線方向に凹凸無く平坦となるように円筒研削、円筒研磨及び/又は円筒切削する方法が挙げられる。このようにすると、発泡ゴム組成物の発泡硬化体を実質的に均一に円筒研削、円筒研磨及び/又は円筒切削でき、軸体2の外周面に周方向及び軸線方向に実質的に均一な発泡弾性層3が形成される。
【0058】
発泡弾性層3の外周面に配置される樹脂チューブ5に関して、その厚さが比較的均一なもの、好ましくは周方向及び軸線方向の厚さの前記差が7μm以下であるものを用いる。そうすると樹脂チューブ5の厚さによる弾性ローラの不均一性を抑えることができる。
【0059】
樹脂チューブ5のローラ原体への被覆に関して、前記のように、ローラ原体を加圧装置内若しくは減圧装置内で全体を加圧若しくは減圧して発泡弾性層3全体を実質的に均一に収縮させて、又は樹脂チューブ5を減圧装置内若しくは加圧装置内で減圧若しくは加圧して実質的に均一に周方向に引き伸ばして、発泡弾性層3と樹脂チューブ5との干渉が少ない状態にして、発泡弾性層3を樹脂チューブ5内に挿入する方法が挙げられる。このようにすると、軸体2の外周面に形成された発泡弾性層3を樹脂チューブ5に実質的に均一に挿入することができる。
【0060】
この発明に係る弾性ローラの製造方法においては、このようにして発泡弾性層3と接着剤層4と樹脂チューブ5とを備えた弾性ローラ1を製造でき、同様にしてこの発明に係る弾性ローラも製造できる。そして、この発明に係る弾性ローラ、及び、この発明に係る弾性ローラの製造方法によって製造される弾性ローラは、発泡弾性層3を備えていても表面平坦性が高く硬度も均一になるから、定着装置に装着されたときに圧力が実質的に均一な圧接部を形成して現像剤をほぼ均等に圧接し加熱できる。したがって、このような特性を有するこの発明に係る弾性ローラは、画像形成装置の定着装置、特に加熱定着装置の定着ローラ及び/又は加圧ローラとして好適に用いられる。
【0061】
この発明に係る弾性ローラを備えた定着装置(以下、この発明に係る定着装置と称することがある。)及び画像形成装置(以下、この発明に係る画像形成装置と称することがある。)の一例を、図3を参照して、説明する。
【0062】
この発明に係る定着装置は加熱定着装置である。画像形成装置における従来の定着装置は、通常、定着ローラと加圧ローラを弾性材料で形成してニップ幅及びニップ圧を確保している。そして、定着ローラと加圧ローラとは、所望のように他の部材例えば無端ベルト等を介して、例えば総荷重10〜100kgfで圧接するように、軸線間距離がそれらの半径の和よりも小さくなるように、並行に配置されている。
【0063】
図3に示されるように、この発明に係る画像形成装置30は、静電潜像が形成される回転可能な像担持体31例えば感光体と、像担持体31の周囲に配置された、帯電手段32例えば帯電ローラ、露光手段33、現像手段40、転写手段34例えば転写ローラと、クリーニング手段37と、記録体の搬送方向下流側に定着手段35とを備えている。この現像手段40は、従来の現像手段と基本的に同様に形成され、具体的には、図3に示されるように、現像剤収納部41と、像担持体31に現像剤42を供給する現像剤担持体44と、現像剤担持体44に現像剤42を供給する現像剤供給手段43と、現像剤42を帯電させる現像剤規制部材45とを備えている。
【0064】
定着手段35は、加熱手段57と無端ベルト55とを備えた定着装置である。すなわち、この定着装置35は、図3にその断面が示されるように、記録体36を通過させる開口52を有する筐体50内に、定着ローラ53と、定着ローラ53の近傍に配置された無端ベルト支持ローラ54と、定着ローラ53及び無端ベルト支持ローラ54に巻回された無端ベルト55と、無端ベルト55を介して定着ローラ53に圧接する加圧ローラ56と、無端ベルト55に非接触となるように配置され、無端ベルト55を介して外部から定着ローラ53を加熱する加熱手段57とを備え、無端ベルト55を介して定着ローラ53と加圧ローラ56とが互いに当接又は圧接するように回転自在に支持されて成る圧力熱定着装置である。無端ベルト支持ローラ54は、画像形成装置に通常用いられるローラであればよく、例えば、弾性ローラ等が用いられる。無端ベルト55は、例えば、ポリアミド、ポリアミドイミド等の樹脂により、無端状に形成されたベルトであればよく、その厚さ等も適宜定着手段35に適合するように調整することができる。定着ローラ53及び加圧ローラ56はそれぞれ、加圧ローラ56はスプリング等の付勢手段(図示しない。)によって、無端ベルト55を介して定着ローラ53に圧接している。この定着装置35においてこの発明に係る弾性ローラが定着ローラ53及び加圧ローラ56の少なくとも一方として装着されている。加熱手段57は、ハロゲンヒーター及び反射板等を用いた輻射加熱方法、加熱器等を直接接触させて加熱する直接接触加熱方法、並びに、誘導加熱方法等が採用される。この加熱手段57は、定着ローラ53における軸線方向の長さとほぼ同じ長さを有する部材であり、定着装置35のいずれに配置されてもよいが、図3に示されるように、定着ローラ53の表面より一定の間隔を隔てて定着ローラ53に略並行に配置されるのがよい。前記誘導加熱方法には加熱用コイルが用いられ、この加熱用コイルは、通常、フェライト等の強磁性体で、スイッチング電源用として用いられている代表的な形状であるI型、E型及びU型等に形成され、導線が巻かれて成る。無端ベルト55と加圧ローラ56との圧接された間を記録体36が通過することにより、加圧と同時に加熱され、記録体36に転写された現像剤42(静電潜像)を定着させることができる。
【0065】
この発明に係る画像形成装置30は、次のように作用する。まず、画像形成装置30において、帯電手段32により像担持体31が一様に帯電され、露光手段33により像担持体31の表面に静電潜像が形成される。次いで、現像手段40から現像剤42が像担持体31に供給されて静電潜像が現像され、この現像剤像が像担持体31と転写手段34との間に搬送される記録体36上に転写される。この記録体36は定着手段35に搬送され、現像剤像が永久画像として記録体36に定着される。このようにして、記録体36に画像を形成することができる。
【0066】
この発明に係る定着装置35及び画像形成装置30は、定着ローラ53及び加圧ローラ56の少なくとも一方としてこの発明に係る弾性ローラが採用されているから、定着ローラ53と加圧ローラ56とが実質的に均一な圧力で圧接部を形成しており、この圧接部を通過する現像剤をほぼ均等に圧接・加熱して記録体に定着させることができ、例えば本来の光沢を有する高品質高品質の画像を形成する。
【0067】
この発明に係る弾性ローラ、定着装置及び画像形成装置は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、弾性ローラ1の発泡弾性層3は単層構造とされているが、この発明において発泡弾性層は二層以上の複層構造とされてもよい。
【0068】
弾性ローラ1は、樹脂チューブ5が最外層とされているが、この発明においては、樹脂チューブの外周面に、所望により、他の層、例えば、弾性層、離型層、コート層、表面層及び/又は保護層等が形成されてもよい。弾性層は弾性を確保するための層であり、各種のゴム等で形成されればよく、ゴムとしては、例えば、シリコーンゴム、ウレタンゴム、フッ素ゴム等が挙げられる。弾性層の厚さは20〜500μmであるのが好ましく、100〜400μmであるのが特に好ましい。また、離型層は現像剤の離型性を確保するための層であり、各種の樹脂、カップリング剤等で形成されればよく、樹脂としては、フッ素樹脂、シリコーン樹脂、ウレタン樹脂等が挙げられ、カップリング剤としては、シランカップリング剤等が挙げられる。離型層の厚さは15〜200μmであるのが好ましく、20〜50μmであるのが特に好ましい。コート層、表面層及び保護層は、樹脂チューブ5の外周面に定法に従って、通常、1〜100μmの厚さに、形成される。コート層、表面層及び保護層を形成する材料は、特に制限されるものではないが、弾性ローラ1A及び1Bは被当接体に当接又は圧接されるから、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。なお、この発明において、樹脂チューブ5の外周面にシリコーンゴムで形成された弾性層とフッ素樹脂で形成された離型層とがこの順で形成されているのが好ましい。
【0069】
画像形成装置30は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。
【0070】
画像形成装置30は、現像手段40に単色の現像剤42のみを収容するモノクロ画像形成装置とされているが、この発明において、画像形成装置は、モノクロ画像形成装置に限定されず、カラー画像形成装置であってもよい。カラー画像形成装置としては、例えば、像担持体上に担持された現像剤像を中間転写体に順次一次転写を繰り返す4サイクル型カラー画像形成装置、各色毎の現像手段を備えた複数の像担持体を中間転写体や転写搬送ベルト上に直列に配置したタンデム型カラー画像形成装置等が挙げられる。画像形成装置30は、例えば、複写機、ファクシミリ、プリンター等の画像形成装置とされる。
【0071】
また、画像形成装置30において、現像剤42は、一成分系の現像剤が有利に用いられるが、トナーと、鉄、ニッケル等のキャリアとを含む二成分系の現像剤も使用することができる。
【0072】
この発明に係る弾性ローラの製造方法は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【実施例】
【0073】
(実施例1)
無電解ニッケルメッキ処理が施された軸体2(直径15mm×長さ370mm、SUM22)をトルエンで洗浄し、プライマー「No.101A/B」(信越化学工業株式会社製:商品名)を塗布した。プライマー処理した軸体2をギアーオーブン中で180℃の温度にて30分焼成処理した後、常温にて30分以上冷却し、プライマー層を形成した。
【0074】
次いで、ビニル基含有シリコーン生ゴムとシリカ系充填材との混合物(信越化学工業株式会社製のシリコーンゴム組成物「KE−904FU」)100質量部と、付加反応架橋剤「C−153A」(信越化学工業株式会社製:商品名)5質量部と、発泡剤アゾビス−イソブチロニトリル2.5質量部と、付加反応触媒としての白金触媒適量と、反応制御剤「R−153A」(信越化学工業株式会社製:商品名)0.5質量部と、有機過酸化物架橋剤「C−3」(信越化学工業株式会社製:商品名)適量と、耐熱性向上剤「KEP−12」(信越化学工業株式会社製:商品名)1.0質量部とを、二本ロールで十分に混練して、付加反応型発泡シリコーンゴム組成物を調整した。
【0075】
次いで、プライマー層を形成した軸体2と付加反応型発泡シリコーンゴム組成物とを押出成形機にて、軸体2と付加反応型発泡シリコーンゴム組成物を同一速度で連続的に一体分出し、軸体2の外周面に付加反応型発泡シリコーンゴム組成物を均一に配置した。次いで、付加反応型発泡シリコーンゴム組成物が配置された軸体2を赤外線加熱炉(IR炉)内に置いて付加反応型発泡シリコーンゴム組成物を250℃で10分間加熱して発泡架橋させた。その後、さらに、ギアーオーブンを用いて、200℃で7時間にわたって発泡架橋後の付加反応型発泡シリコーンゴム組成物を二次加熱し、常温にて1時間以上放置した。このようにして発泡硬化させた付加反応型発泡シリコーンゴム組成物を回転させながら円筒研削盤を用いて一定速度で連続的に表面が平坦となるまで円筒研削した。このようにして外径32mm、軸線長さ330mmの所謂「ストレート形状」の発泡弾性層3を備えて成るローラ原体を作製した。この発泡弾性層3に存在するセルの平均セル径は150μmで発泡弾性層3の発泡率は200%、発泡弾性層3のアスカーC硬度は50であった。
【0076】
次いで、作製したローラ原体における発泡弾性層3の外周面の全面に接着剤(商品名「KE1880」、粘度(25℃)84Pa・s、信越化学工業株式会社製)を溶剤で希釈せずに、ロールコーターで、塗布量0.015g/cm2となるように均一に塗布した後、しばらく放置した。
【0077】
次いで、特開2008−299185号公報の図4に示される「加圧装置」内に接着剤が塗布されたローラ原体及びPFAチューブ(軸線長さ330mm、内径31mm、厚さ30μm、周方向及び軸線方向における測定点20点の厚さの前記差は7μm以下)5を配置して加圧装置内を加圧し、発泡弾性層3の外径がPFAチューブ5の内径よりも小さくなるまで発泡弾性層3を縮径させてPFAチューブ5内に挿入した後に加圧状態を解除して被覆体を得た。このとき、ローラ原体の発泡弾性層3全体を加圧装置内で加圧して実質的に均一に収縮させた。
【0078】
次いで、この被覆体を150℃に1時間にわたって加熱して接着剤を硬化させた。このようにして実施例1の弾性ローラを製造した。
【0079】
(比較例1)
接着剤の塗布量を0.002g/cm2に変更したこと以外は実施例1と基本的に同様にして比較例1の弾性ローラを製造した。
【0080】
(接着剤層の観察)
実施例1及び比較例1で製造した弾性ローラそれぞれを軸線方向の中央部を軸線に垂直な平面で切断した断面において接着剤層4の状態を拡大鏡で観察した。その結果、実施例1の弾性ローラは図2に示されるように接着剤が発泡弾性層3のセル内に進入した状態で硬化して接着剤層4が発泡弾性層3の外周面に開口したセルを埋設していた。これに対して、比較例1の弾性ローラは接着剤が発泡弾性層3のセル内にほとんど進入することなく硬化して接着剤層が発泡弾性層3の外周面の近傍に存在するセルを十分に埋設せず、接着剤層の表面は平坦ではなく凹凸が認められた。
【0081】
(表面硬度の測定)
実施例1及び比較例1で製造した弾性ローラそれぞれにおける軸線方向の中央部近傍の表面硬度を前記方法に従って測定した。その結果を図4に示す。図4に示されるように、実施例1の弾性ローラは表面硬度が50〜53で表面硬度の差が3であって表面硬度がほぼ均一であったのに対して、比較例1の弾性ローラは表面硬度が42〜51で表面硬度の差が9にも及び、表面硬度が均一ではなかった。
【0082】
このように、接着剤層4が発泡弾性層3の外周面に開口したセルを埋設していた実施例1の弾性ローラはその中央部における表面硬度の差が3であって硬度がほぼ均一であるから、この弾性ローラを定着ローラ及び/又は加圧ローラとして用いると、記録体に転写された微小な現像剤をミクロ的にほぼ均一な圧力で押圧して定着させることができる。したがって、実施例1のような弾性ローラを定着ローラ及び/又は加圧ローラとして用いると、高品質の画像、例えば、均一性の高い光沢を有する画像を形成することに大きく貢献できる。
【符号の説明】
【0083】
1 弾性ローラ
2 軸体
3 発泡弾性層
4 接着剤層
5 樹脂チューブ(PFAチューブ)
30 画像形成装置
31 像担持体
32 帯電手段
33 露光手段
34 転写手段
35 定着手段
36 被転写体
37 クリーニング手段
40 現像手段
41 現像剤収納部
42 現像剤
43 現像剤供給手段
44 現像剤担持体
45 現像剤規制部材
50 筐体
52 開口
53 定着ローラ
54 無端ベルト支持ローラ
55 無端ベルト
56 加圧ローラ
57 加熱手段
【技術分野】
【0001】
この発明は、弾性ローラ及びその製造方法、並びに、定着装置及び画像形成装置に関し、さらに詳しくは、表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ、その製造方法及び定着装置、並びに、高品質の画像を形成することのできる画像形成装置に関する。
【背景技術】
【0002】
レーザープリンター及びビデオプリンター等のプリンター、複写機、ファクシミリ、これらの複合機等には電子写真方式を利用した各種の画像形成装置が採用されている。電子写真方式を利用した画像形成装置は、一般に、所望により他の部材例えば無端ベルト等を介して互いに軸線方向に沿って圧接する定着ローラ及び加圧ローラを備えた定着装置を有している。この定着ローラ及び加圧ローラは、通常、軸体の外周面に形成された弾性層とを有する弾性ローラとされる。
【0003】
定着ローラ及び加圧ローラを備えた定着装置において、弾性層に現像剤を付着させずに高品質の画像を形成することを目的として、弾性層の外周面に接着剤層を介して薄肉の樹脂チューブを配置、すなわち弾性層を薄肉の樹脂チューブで接着剤層を介して被覆したローラが提案されている。例えば、特許文献1には「芯金にシリコーンゴムを被覆したゴムローラに、接着剤でPFAチューブを被覆接着させたPFAチューブ被覆ローラにおいて、前記接着剤層の平均厚さが3μm以上100μm以下であることを特徴とするPFAチューブ被覆定着ローラ」が記載されている。
【0004】
このような弾性ローラは接着剤層の層厚のばらつきを柔軟で薄肉の樹脂チューブでは相殺できないから表面平坦性が損なわれることがある。したがって、このような樹脂チューブを弾性層の外周面に接着剤層を介して配置した弾性ローラを定着ローラ及び/又は加圧ローラとして採用すると、定着ローラ及び加圧ローラは定着装置に互いに圧接する状態となるように装着されるから、これらローラの圧接部の圧力が部分的に変動して圧接部を通過する記録体に現像剤を所望のように定着できなくなる。例えば、このような弾性ローラを具備する定着装置においては、形成される画像に本来の光沢が得られないことがある。
【0005】
ところで、定着装置においては、定着ローラと加圧ローラとの大きな圧接部を確保して記録体に現像剤をより確実に定着させること、優れた断熱性により定着装置としての省電力化に寄与すること等を目的として、定着ローラ及び/又は加圧ローラの弾性層として発泡体で形成された発泡弾性層が採用されることがある。このような発泡弾性層を薄肉の樹脂チューブで被覆した弾性ローラは、セルの存在によって発泡弾性層の表面が平坦ではなく、かつ樹脂チューブが柔軟で薄肉であるから弾性ローラの表面平坦性が大きく損なわれており、このような弾性ローラを定着ローラ及び/又は加圧ローラとして定着装置に採用すると、圧接部を通過する記録体への現像剤の定着性に重大な悪影響を与え、形成される画像の品質を大きく低下させることになる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2001−312169号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
この発明は、表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ及びその製造方法並びに定着装置を提供することを、目的とする。
【0008】
また、この発明は高品質の画像を形成することのできる画像形成装置を提供することを、目的とする。
【課題を解決するための手段】
【0009】
前記課題を解決するための手段として、
請求項1は、軸体の外周面に配置された発泡弾性層と、前記発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層と、前記接着剤層の外周面に配置された樹脂チューブとを備えて成る弾性ローラであり、
請求項2は、軸線方向中央部における表面硬度の差が6以下である請求項1に記載の弾性ローラであり、
請求項3は、前記接着剤層は、前記発泡弾性層の前記外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で塗布された接着剤が硬化されてなる請求項1又は2に記載の弾性ローラであり、
請求項4は、発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、前記接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、接着剤を硬化する工程とを有する弾性ローラの製造方法であり、
請求項5は、請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る定着装置であり、
請求項6は、請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る画像形成装置である。
【発明の効果】
【0010】
この発明に係る弾性ローラは、発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層とこの接着剤層の外周面に配置された樹脂チューブとを備えているから、外周面に開口するセルを有する発泡弾性層の外周面に配置された接着剤層の外周面は平坦になり、その結果、接着剤層の外周面に配置された柔軟で肉薄の樹脂チューブの外周面もまた平坦になって硬度も実質的に均一になる。したがって、この発明に係る弾性ローラはたとえ発泡弾性層を備えていても表面平坦性が高く硬度も均一になるから、定着装置に装着されたときに圧接部の圧力が実質的に均一になって現像剤をほぼ均等に圧接し加熱できる。
【0011】
また、この発明に係る弾性ローラの製造方法は、発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、前記接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、接着剤を硬化する工程とを有しているから、発泡弾性層の外周面に開口するセル内に接着剤が充填されて表面が平坦になるように発泡弾性層の外周面に塗布された接着剤を硬化して表面平坦性の高い接着剤層を形成できる。さらに、この発明に係る定着装置はこの発明に係る弾性ローラを備えている。
【0012】
したがって、この発明によれば、表面平坦性が高く高品質の画像を形成することに貢献する弾性ローラ及びその製造方法並びに定着装置を提供できる。
【0013】
また、この発明に係る画像形成装置この発明に係る弾性ローラを備えている。したがって、この発明によれば、高品質の画像を形成することのできる画像形成装置を提供できる。
【図面の簡単な説明】
【0014】
【図1】図1は、この発明に係る弾性ローラにおける一例の弾性ローラを示す斜視図である。
【図2】図2は、この発明に係る弾性ローラにおける一例の弾性ローラを、その軸線を含む平面で切断したときの切断面の一部を示す概略一部断面図である。
【図3】図3は、この発明に係る定着装置及びこの発明に係る画像形成装置を示す概略説明図である。
【図4】図4は、実施例1の弾性ローラ及び比較例1の弾性ローラの表面硬度を示すグラフである。
【発明を実施するための形態】
【0015】
この発明に係る弾性ローラは、軸体の外周面に配置された発泡弾性層と、この発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層と、この接着剤層の外周面に配置された樹脂チューブとを備えている。したがって、この発明に係る弾性ローラは、発泡弾性層と接着剤層と樹脂チューブとを備えていればよく、これらに加えて軸体又は他の層若しくは膜等を備えていてもよい。なお、この発明において、接着剤層は発泡弾性層のセルを埋設するように発泡弾性層の外周面に直接配置され、通常接着剤層と発泡弾性層との間に他の層若しくは膜等は介在しないが、接着剤層が発泡弾性層のセルを埋設する限りにおいてこれらの間に他の層若しくは膜等が介在していてもよい。
【0016】
この発明に係る弾性ローラは、発泡弾性層の外周面に塗布された接着剤が発泡弾性層の外周面に開口したセルに充填された状態で硬化した接着剤層を有しており、前記セルに充填された接着剤によって発泡弾性層の外周面に塗布された接着剤は高い表面平坦性を有する。その結果、接着剤層の外周面に配置された樹脂チューブの外周面もまた平坦になって、この発明に係る弾性ローラの硬度も実質的に均一になる。したがって、この発明に係る弾性ローラは、外周面にセルが開口する等によって表面平坦性のない発泡弾性層を備えていても表面平坦性が高く硬度も均一になるから、定着装置に装着されたときに圧接部の圧力を実質的に均一にすることができる。この発明において、「実質的に均一」とは完全に均一である場合に加えて、この発明の目的を達成するのに十分な程度に均一であることを含む。また、この発明において、「発泡弾性層の外周面の近傍」とは発泡弾性層の表面から深さ1mmまでの領域をいう。
【0017】
この発明の目的を達成するのに十分な程度とは、例えば「硬度」については、この発明に係る弾性ローラの軸線方向に沿って一方向に10μm間隔で表面硬度を測定したときにこの発明に係る弾性ローラの軸線方向全体における測定値のうち最大値と最小値との差が6以下にあることということができる。この発明に係る弾性ローラすなわち樹脂チューブにおける表面硬度の差が6以下であると樹脂チューブの表面硬度が均一になって圧接部の圧力も均一になるから定着装置に装着されたときに現像剤を所望のように定着させることができる。この効果により一層優れる点で表面硬度の差は5.5以下であるのが好ましく、5.0以下であるのが特に好ましい。表面硬度の差の下限値は理想的には0であるが現実的には1.5である。
【0018】
ところで、この発明に係る弾性ローラの接着剤層は発泡弾性層の外周面の近傍に存在するセルを発泡弾性層の周方向及び軸線方向においてほぼ均一に埋設するから、この発明に係る弾性ローラは通常周方向にも軸線方向にも均一な硬度を有している。したがって、前記表面硬度の差はこの発明に係る弾性ローラの軸線方向全体における表面硬度の差に代えて、この発明に係る弾性ローラのいずれかの領域における表面硬度の差を代表値として採用できる。このとき、いずれかの領域は180箇所を測定できる領域であるのがよく、例えば、この発明に係る弾性ローラの軸線方向略中央部(軸線方向に沿う測定点180点)が好適に挙げられる。
【0019】
この発明に係る弾性ローラは表面硬度の差が6以下となっているのがよく、その表面硬度自体は30〜70の範囲内にあるのが好ましい。この発明に係る弾性ローラの表面硬度が前記範囲内にあると定着ローラ及び/又は加圧ローラとして定着装置に装着したときに現像剤に対する定着性がよくなる。
【0020】
この発明に係る弾性ローラの表面硬度及びその差、特に軸線方向中央部における表面硬度及びその差は次のようにして測定される。すなわち、硬度測定器(商品名「MD−1」、高分子計器株式会社製)及び円柱形の押針(接触子とも称する。押針の先端面の直径は160μm、高さ500μm)を用いて、この発明に係る弾性ローラにおける軸線方向の中央部近傍の表面に前記先端面を接触させた前記円柱状接触子を弾性ローラの軸線方向に沿って一方向に10μm間隔で200回間欠的に移動させつつ10μm間隔の測定点200点(測定長さ2.00mm)における表面硬度をタイマホールドモードでホールド時間3秒で測定する。なお、押針を接触させる位置は弾性ローラの軸線方向の中央と前記測定長さのうち最初から20点までの測定点を除く測定長さの中間点(1.10mm地点)が一致する位置とする。このようにして測定した200点の測定値のうち最初から20点までの測定値を無視して21点目から200点目の180測定点の測定値をこの発明に係る弾性ローラの表面硬度とし、この180測定点の測定値のうち最大値と最小値との差をこの発明に係る弾性ローラの表面硬度の差とする。このようにして測定された表面硬度は2.00mmの領域を10μm間隔の測定点180点で測定したときの硬度であって「マイクロゴム硬度」と称されることがある。
【0021】
この発明に係る弾性ローラのアスカーC硬度は40〜80であるのが好ましく、40〜70であるのがより一層好ましく、45〜65であるのが特に好ましい。この発明に係る弾性ローラが前記範囲のアスカーC硬度を有していると、定着ローラ及び/又は加圧ローラとして定着装置に装着されたときに、圧接部の十分なニップ圧及びニップ幅を確保できる。アスカーC硬度はJIS K6253に準拠して1.0kgの荷重をかけた状態で測定した値である。
【0022】
この発明に係る弾性ローラの一例を、図面を参照して、説明する。この一例の弾性ローラは、図1及び図2に示されるように、軸体2と、軸体2の外周面に形成された発泡弾性層3と、発泡弾性層3の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層4(図1において図示しない。)と、接着剤層4の外周面に配置された樹脂チューブ5とを備えている。
【0023】
この弾性ローラ1は、前記したように軸線方向中央部の表面硬度が30〜70の範囲内であってその差が6以下であり、アスカーC硬度が40〜80である。この発明に係る弾性ローラの表面硬度及びその差は、例えば、発泡ゴム組成物の加硫温度や材料硬度の変更等により、調整することができる。また、この発明に係る弾性ローラのアスカーC硬度は、例えば、発泡弾性層を形成する発泡ゴム組成物に含有されるゴム、発泡剤及び/若しくは添加剤の種類を選択し、並びに/又は、それらの配合量等を変更することにより、さらには発泡弾性層の成形条件等により、調整することができる。
【0024】
弾性ローラ1を構成する軸体2は、良好な導電特性を有していればよく、通常、鉄、アルミニウム、ステンレス鋼、真鍮等で構成された所謂「芯金」と称される軸体である。また、軸体2は、熱可塑性樹脂若しくは熱硬化性樹脂等の絶縁性芯体にメッキを施して導電化した軸体であってもよく、さらには、熱可塑性樹脂若しくは熱硬化性樹脂等に導電性付与剤としてカーボンブラック又は金属粉体等を配合した導電性樹脂で形成された軸体であってもよい。
【0025】
弾性ローラ1を構成する発泡弾性層3は、その内部にセルを有する発泡弾性層として軸体2の外周面に形成されている。発泡弾性層3がセルを有していると、発泡弾性層3の硬度を低下させることができる。ここで、発泡弾性層3に有するセルは、発泡弾性層3を形成可能な発泡ゴム組成物に含有される発泡剤の発泡又は分解等によって生じる中空領域をいう。発泡弾性層3に有する複数のセルは、他のセルに接することのない若しくは連通することのない状態(独立セル状態と称する。)、他のセルに連通している状態(連通セル状態と称する。)、又は、前記独立セル状態と前記連通セル状態とが共存する状態の何れの状態にあってもよい。この発泡弾性層3のセルはそのほとんどが独立セル状態になっている。
【0026】
セルは、通常発砲弾性層3の内部に存在しており、発泡弾性層3の成形後はその外周面及び端面に開口するセルはほとんど存在しない。後述する発泡ゴム組成物を発泡硬化して成る発泡弾性層3の仕上げ工程等としてその外周面を研削工程、研磨工程及び/又は切削工程等すると、発泡弾性層3の外周面近傍に存在するセルが処理後の発泡弾性層3の外周面に開口する。表面に開口したセルは、通常、後述するセルの平均セル径とほぼ同様の開口径及び深さを有している。
【0027】
発泡弾性層3のセルの平均セル径は60〜600μmであるのが好ましく、70〜600μmであるのが特に好ましく、発泡弾性層3の発泡倍率は150〜420%であるのが好ましく、180〜350%であるのが特に好ましい。発泡弾性層3の平均セル径及び/又は発泡倍率が前記範囲内にあると、後述する接着剤を発泡弾性層3の外周面に塗布したときに接着剤が外周面に開口したセル内に速やかに浸入して接着剤の塗布面が実質的に平坦になる。平均セル径及び発泡倍率は、発泡弾性層3を形成する後述する発泡ゴム組成物に含有される発泡剤又は発泡ゴム組成物の硬化条件等により、調整することができる。前記発泡倍率は発泡弾性層3の体積及び質量を常法によって測定し、これらから算出することができる。また、セルの平均セル径は、発泡弾性層3の任意の面で切断したときの切断面において、約20mm2の領域を電子顕微鏡等で観察し、観察視野内に存在する各セルにおける開口部の最大長さを測定して、測定された最大長さを算術平均して得られた平均長さとして、求めることができる。
【0028】
この発泡弾性層3は、弾性ローラ1が前記範囲のアスカーC硬度となるようなアスカーC硬度を有しているのが好ましく、例えば45〜65のアスカーC硬度(荷重1kg)を有しているのが好ましい。
【0029】
発泡弾性層3の形態は特に限定されず、例えば、図1に示されるように軸線方向にわたって均一な外径に調整された所謂ストレート形状でもよく、また中央部における外径がその両端部における外径よりも大きくなるように調整された所謂クラウン形状であってもよく、さらに中央部における外径がその両端部における外径よりも小さくなるように調整された所謂逆クラウン形状であってもよい。この例において、発泡弾性層3はストレート形状に形成されている。
【0030】
発泡弾性層3の厚さは、特に限定されず、通常、2〜20mmであるのが好ましく、3〜12mmであのが特に好ましい。
【0031】
発泡弾性層3を形成する発泡ゴム組成物は、ゴムと、発泡剤と、所望により各種添加剤等とを含有する組成物であればよく、例えば、発泡シリコーンゴム組成物及び発泡ウレタンゴム組成物等が好ましく挙げられる。発泡シリコーンゴム組成物は、耐熱性、耐久性及び耐残留歪み特性等に優れ、画像形成装置の高速運転にも耐えられる好適なゴム組成物である。このような発泡シリコーンゴム組成物として、付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物が特に好ましい。発泡剤としては、従来、発泡ゴムに用いられる発泡剤であればよく、例えば、無機系発泡剤として、重炭酸ソーダ、炭酸アンモニウム等が挙げられ、有機系発泡剤として、ジアゾアミノ誘導体、アゾニトリル誘導体、アゾジカルボン酸誘導体等の有機アゾ化合物等が挙げられる。通常、ゴムに連通セルを形成する場合には無機系発泡剤が用いられ、独立セルを形成する場合には有機系発泡剤が用いられる。弾性ローラ1においては、発泡剤は、独立セル状態のセルを形成することができる点で、有機系発泡剤であるのがよく、具体的には、例えば、アゾジカルボン酸アミド、アゾビス−イソブチロニトリル等のアゾ化合物が好適に使用される。特に、ジメチル−1,1’−アゾビス(1−シクロヘキサンカルボキシレート)が好適に使用できる。
【0032】
付加反応型発泡シリコーンゴム組成物は、ビニル基含有シリコーン生ゴムと、シリカ系充填材と、前記発泡剤と、付加反応架橋剤と、付加反応触媒と、反応制御剤とを含有し、所望により、さらに有機過酸化物架橋剤と耐熱性向上剤と各種添加剤とを含有してもよい。付加反応型導電性発泡シリコーンゴム組成物は、付加反応型発泡シリコーンゴム組成物にさらに導電性カーボンブラック及び/又はそれ以外の導電性粒子とを含有している。導電性カーボンブラックとしては、導電性を有するカーボンブラックであれば特に限定されず、例えば、ファーネスブラック、チャネルブラック(チャンネルブラックとも称する。)、ランプブラック、熱分解法によるサーマルブラック、アセチレンブラック等が挙げられる。導電性カーボンブラック以外の導電性粒子としては、導電性を有する粒子であれば特に限定されず、例えば、導電性金属酸化物の粒子、導電性金属被膜を有する金属粒子又は金属酸化物粒子等が挙げられる。導電性金属酸化物としては、例えば、導電性酸化亜鉛、導電性酸化チタン、導電性酸化アルミニウム、導電性酸化銅等が挙げられる。金属粒子又は金属酸化物粒子としては、その表面を導電性被膜で被覆した粒子等が挙げられ、具体的には、アルミニウム等の金属で被覆された酸化亜鉛又は酸化チタン等が挙げられる。これらの中でも、前記導電性カーボンブラックと高い相乗効果を発揮する点で、アルミニウムで被覆された酸化亜鉛が好ましい。
【0033】
付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物のうち、ビニル基含有シリコーン生ゴムとシリカ系充填材と発泡剤と付加反応架橋剤と付加反応触媒と反応制御剤と、所望により、さらに有機過酸化物架橋剤と耐熱性向上剤と各種添加剤とを含有する組成物としては、例えば、特開2008−076751号公報に記載されている「付加反応型発泡シリコーンゴム組成物」を挙げることができる。前記各成分は同公報に記載されている「付加反応型発泡シリコーンゴム組成物」における各成分と基本的に同様である。すなわち、ビニル基含有シリコーン生ゴムは分子内にビニル基を含有しているシリコーン生ゴムであればよく、シリカ系充填材として煙霧質シリカ又は沈降性シリカ等が挙げられ、発泡剤として無機系発泡剤又は有機系発泡剤等が挙げられ、付加反応架橋剤として一分子中に二個以上のSiH基(SiH結合)を有するオルガノハイドロジェンポリシロキサン等が挙げられ、付加反応触媒として周期律表第9属又は第10属の金属単体及びその化合物が挙げられ、反応制御剤としてメチルビニルシクロテトラシロキサン、アセチレンアルコール類、シロキサン変性アセチレンアルコール、ハイドロパーオキサイド等が挙げられる。
【0034】
これらの発泡シリコーンゴム組成物において、発泡弾性層3のアスカーC硬度を前記範囲に調整するには、例えば、発泡剤の含有量をビニル基含有シリコーン生ゴムとシリカ系充填剤との合計100質量部に対して1.5〜5.0質量部に設定するのがよい。付加反応型導電性発泡シリコーンゴム組成物において、導電性カーボンブラックの含有量はビニル基含有シリコーン生ゴム100質量部に対して5〜20質量部であるのが好ましく、10〜15質量部であるのが特に好ましく、導電性粒子の含有量はビニル基含有シリコーン生ゴム100質量部に対して5〜30質量部であるのが好ましく、10〜20質量部であるのが特に好ましい。
【0035】
発泡ウレタンゴム組成物としては、例えば、ポリオールとイソシアネート、これらを反応して得られるプレポリマー及びこれらを反応して得られるポリウレタンからなる群より選択される少なくとも1種のポリウレタン調製成分と、発泡剤と、所望により各種添加剤とを含有する発泡ウレタンゴム組成物、この発泡ウレタンゴム組成物にさらに導電性カーボンブラック及び/又はそれ以外の導電性粒子を含有する導電性発泡ウレタンゴム組成物等が挙げられる。前記ポリウレタン調製成分としては、例えば、特開2008−070420号公報に記載の「ポリウレタン調製成分」を挙げることができる。発泡剤、導電性カーボンブラック、それ以外の導電性粒子及び各種添加剤は前記した通りである。
【0036】
接着剤層4は、発泡弾性層3と樹脂チューブ5とを接着することができる接着剤を硬化して成る層であり、発泡弾性層3の外周面に配置されている。この接着剤層4は、図2に示されるように、発泡弾性層3の外周面の近傍に存在し、少なくとも発泡弾性層3の外周面に開口するセルを埋設している。すなわち、接着剤層4は、発泡弾性層3の外周面近傍に存在するセルを埋設すると共にセルを埋設して平坦になった発泡弾性層3の外周面に配置されている。したがって、接着剤層4はその外周面が平坦になっている。接着剤層4をこのように配置するには、例えば、発泡弾性層3の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布した後に硬化する方法が挙げられる。すなわち、この接着剤層4は、発泡弾性層3の外周面に0.003〜0.030g/cm2の塗布量(固形分換算)で塗布された接着剤を硬化してなる層である。この発明において、接着剤層は少なくとも発泡弾性層3の外周面に開口するセルを埋設してればよく、発泡弾性層3のセルはほとんどが独立セル状態にあるが発泡弾性層3の外周面に開口するセルに連通するセルが存在する場合にはこのセルをも埋設していてもよい。
【0037】
接着剤層4を形成する接着剤は、発泡弾性層3と樹脂チューブ5とを接着することのできる接着剤であればよく、室温において流動性を有する流動性接着剤であるのが好ましい。流動性接着剤として、例えば、シリコーン系接着剤、アクリル系接着剤等が挙げられる。より具体的には、シリコーン系接着剤として、付加型シリコーンRTV(例えば、商品名「KE1880」(粘度(25℃)84Pa・s、信越化学工業株式会社製)、商品名「KE1830」(粘度(25℃)110Pa・s、信越化学工業株式会社製)、商品名「KE1833」(粘度(25℃)150Pa・s、信越化学工業株式会社製))、縮合型シリコーンRTV(例えば、商品名「KE441」(粘度(25℃)15Pa・s、信越化学工業株式会社製))等が挙げられる。アクリル系接着剤として、アクリル変性シリコーン樹脂(例えば、商品名「スーパーX 8008」(粘度(25℃)90Pa・s、セメダイン株式会社製)、商品名「スーパーX 8008 LLブラック」(粘度(25℃)14Pa・s、セメダイン株式会社製)、商品名「スーパーX 8008クリア」(粘度(25℃)65Pa・s、セメダイン株式会社製))等が挙げられる。なお、流動性接着剤は、一液性でも二液性でもよく、また、熱硬化性でも湿気硬化性でもよい。さらに、流動性接着剤は、例えば、トルエン、キシレン等の希釈剤を用いて、その粘度が前記範囲内になるように、調整されてもよい。
【0038】
また、弾性ローラ1は加熱下において使用されることがあるため、流動性接着剤は耐熱性を有しているのが好ましく、具体的には、150〜250℃程度の耐熱性を有しているのが好ましい。耐熱性は、JIS K 6833に規定された軟化温度測定法によって測定される。流動性接着剤に要求される他の特性として、流動性接着剤の硬化物における引張せん断接着強さ等が挙げられ、この発明においては、流動性接着剤の硬化物における引張せん断接着強さは0.5〜4MPaであるのが好ましい。流動性接着剤の硬化物における引張せん断接着強さが前記範囲にあると樹脂チューブ5と発泡弾性層3とが十分な接着力で強固に接着される。引張せん断接着強さは、流動性接着剤を硬化してなる硬化体を試験体として、JIS K 6249に準じて、測定される。
【0039】
接着剤層4の厚さは、発泡弾性層3の外周面の近傍に存在するセル、少なくとも外周面に開口するセルを埋設できれば特に限定されないが、通常、2〜50μmである。この発明において、接着剤層4の厚さは接着剤塗布後の外径から接着剤塗布前の発泡弾性層3の外径を引いた値の半分である。
【0040】
樹脂チューブ5は、接着剤層4の外周面、すなわち接着剤層4を挟んで発泡弾性層3の外周面に配置されている。弾性ローラ1が樹脂チューブ5を備えていると現像剤の離型性を向上させることができる。この樹脂チューブ5は弾性ローラ1が前記範囲のアスカーC硬度となるように、例えば、20〜60μmの厚さ、好ましくは25〜50μmの厚さに、薄肉化されている。したがって、樹脂チューブ5は薄肉化チューブ5と称することもできる。この樹脂チューブ5は、後述するように比較的均一な厚さを有しているのが好ましく、周方向及び軸線方向の厚さの差、例えば、樹脂チューブ5を軸線方向に4等分(測定点5点)する内周を4等分(測定点4点)する点の合計20点を測定点とする厚さの最大測定値と最小測定値との差が7μm以下であるのが特に好ましい。
【0041】
この樹脂チューブ5は、絶縁性でもよく、導電性付与剤例えばカーボンブラック等を含有する導電性でもよく、絶縁性か導電性かは弾性ローラ1の用途等に応じて適宜に選択される。また、この樹脂チューブ5は弾性ローラ1の高い耐久性を確保できる点で機械的強度が大きいのが好ましい。例えば、厚さが20〜60μmである場合には、30〜70MPaの破断強度を有しているのが好ましく、150〜500%の破断伸びを有しているのが好ましい。破断強度は樹脂チューブ5から切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブ5の軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値であり、破断伸びは樹脂チューブ5から切り出されたJIS K6891に規定のダンベル状3号試験片(JIS K6251に準じる。ただし、ダンベル状3号試験片はその長手方向が樹脂チューブ5の軸線方向すなわち長手方向に沿うように切り出す。)を用いてJIS K6891に基づいて、引張速度200mm/min、測定温度25±2℃の条件の下で測定される値である。このように前記破断強度及び前記破断伸びは樹脂チューブ5の軸線方向すなわち長手方向における破断強度及び破断伸びである。
【0042】
樹脂チューブ5を形成する材料は、特に制限されるものではないが、弾性ローラ1は被当接体に当接又は圧接されるから永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。これらの中でも現像剤の離型性に優れる点で、フッ素樹脂であるのが好ましく、例えば、PFA(パーフルオロアルコキシ樹脂)、FEP(テトラフルオロエチレン−ヘキサフルオロプロピレン樹脂)、PTFE(ポリテトラフルオロエチレン樹脂)、PVdF(ポリフッ化ビニリデン樹脂)等が挙げられる。
【0043】
この弾性ローラ1は、軸体2と発泡弾性層3と発泡弾性層3の外周面の近傍に存在するセルを埋設する接着剤層4と接着剤層4の外周面に配置された樹脂チューブ5とを備えているから、接着剤層4及び樹脂チューブ5の外周面がいずれも平坦で、かつ弾性ローラ1の硬度が実質的に均一になり、定着装置に装着されたときに均一な圧接部を形成して現像剤をほぼ均等に圧接し加熱できる。また弾性ローラ1は表面が平坦な接着剤層4を介在して発泡弾性層3と樹脂チューブ5とが配置されているから発泡弾性層3と樹脂チューブ5とが強固に接着され、高い耐久性を発揮する。したがって、この発明によれば、表面平坦性が高く、例えば本来の光沢を有する高品質の画像を形成することに貢献する耐久性の高い弾性ローラを提供できる。
【0044】
この発明に係る弾性ローラは、発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、接着剤を硬化する工程とを有する、この発明に係る弾性ローラの製造方法によって、製造できる。
【0045】
この発明に係る弾性ローラの製造方法について、図1に示す弾性ローラ1を例に挙げて、説明する。この発明に係る弾性ローラの製造方法においては、まず、軸体2を前記材料で作製して準備する。必要に応じてこの軸体2の外周面に接着剤又はプライマーを塗布して接着層又はプライマー層を形成することもできる。
【0046】
この発明に係る弾性ローラの製造方法においては、次いで、準備した軸体2の外周面に発泡弾性層3を形成する。具体的には、軸体2の外周面に発泡弾性層3を形成する発泡ゴム組成物を配置する。発泡ゴム組成物を配置する方法としては、発泡ゴム組成物に応じて適宜に選択され、例えば、押出機等により軸体2と発泡ゴム組成物とを一体に分出して軸体2の外周面に発泡ゴム組成物を配置する方法、また、軸体2を収納する金型に発泡ゴム組成物を注入して軸体2の外周面に発泡ゴム組成物を配置する方法等が挙げられる。これらの中でも、押出機等により軸体2と発泡ゴム組成物とを一体に分出しする方法が、作業が容易で作業を連続して行うことができる点で、好ましい。
【0047】
この発明に係る弾性ローラの製造方法においては、次いで、このようにして軸体2の外周面に発泡ゴム組成物を配置した後、この配置状態を維持しつつ発泡ゴム組成物を加熱する。発泡ゴム組成物の加熱は、発泡ゴム組成物に含まれるゴム、例えば、ビニル基含有シリコーン生ゴム又はウレタン調製成分が架橋し、かつ、発泡剤が分解又は発泡するのに十分な条件で行われればよい。例えば、付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物は、170〜500℃程度、特に200〜400℃に加熱され、数分以上1時間以下、特に5〜30分間、加熱され、所望により、さらに二次加熱が行われてもよい。二次加熱によって発泡弾性層3の物性が安定する。二次加熱は、例えば、前記の条件で架橋された付加反応型発泡シリコーンゴム組成物及び付加反応型導電性発泡シリコーンゴム組成物の硬化体を、さらに、押出成形された状態のままで、例えば、180〜250℃、好ましくは190〜230℃で、1〜24時間、好ましくは3〜10時間にわたって、又は、金型を用いて、例えば、130〜200℃、好ましくは150〜180℃で、5分以上24時間以下、好ましくは10分以上10時間以下にわたって、再度加熱されることによって、行われる。導電性発泡ウレタンゴム組成物の硬化条件は例えば特開2008−070420号公報に記載の条件を採用できる。
【0048】
この発明に係る弾性ローラの製造方法においては、次いで、このようにして成形された発泡弾性層3は、外周面近傍に存在するセルを外周面に開口させるために、研削工程、研磨工程及び/又は切削工程等の仕上げ工程が施される。この仕上げ工程においては、セルを外周面に開口させると共に発泡弾性層3の寸法及び形状を同時に調整することもできる。このようにして軸体2の外周面に発泡弾性層3が形成されたローラ原体を製造することができる。
【0049】
この発明に係る弾性ローラの製造方法においては、次いで、形成した発泡弾性層3の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程を実施する。接着剤は前記した通りである。接着剤は、前記塗布量で、発泡弾性層3の外周面に好ましくは均一に塗布される。発泡弾性層3の外周面に接着剤を塗布する方法は、特に限定されず、スプレー法、浸漬法、リングコーター法、ロールコーター法等が挙げられる。接着剤を発泡弾性層3の外周面に塗布する際、特に接着剤が流動性を有していない場合は接着剤を希釈剤等で適宜希釈することができる。接着剤として流動性接着剤を用いると発泡弾性層3の外周面に均一に容易に塗布されることができるうえ、流動性接着剤が塗布された塗布層内に気泡等が発生し、又は、気泡等が混入すること等を効果的に防止することができる。その結果、発泡弾性層3と樹脂チューブ5とを強固に接着することができる。このようにして接着剤を塗布すると、塗布された接着剤は速やかに発泡弾性層3の外周面に開口するセル内に浸入してセル内に充填され、セルによる凹部を相殺して発泡弾性層3の表面を平坦にする。
【0050】
この発明に係る弾性ローラの製造方法においては、次いで、樹脂チューブ5を準備する。樹脂チューブ5は前記した通りである。
【0051】
この発明に係る弾性ローラの製造方法においては、次いで、接着剤を介在させて発泡弾性層3の外周面に樹脂チューブ5を配置する工程を実施する。この工程は、例えば、ローラ原体を樹脂チューブ5内に挿入し、樹脂チューブ5で少なくとも発泡弾性層3の外周面を接着剤を介して被覆して被覆体とする工程が挙げられる。この工程において、通常、準備した樹脂チューブ5は発泡弾性層3の外径と同一の内径又はわずかに小さな内径を有しているから、樹脂チューブ5にローラ原体を挿入する際には樹脂チューブが破損しないように注意する。樹脂チューブ5を破損させることなくローラ原体を挿入するには、例えば、加圧環境下又は減圧環境下、常温下又は加熱下でローラ原体を収縮させて樹脂チューブ5内に挿入する方法、加圧環境下又は減圧環境下、常温下又は加熱下で樹脂チューブ5をローラ原体の外径より大きくなるまで半径方向に拡径させてローラ原体を挿入する方法等が挙げられる。
【0052】
例えば、加圧環境下でローラ原体を樹脂チューブ5内に挿入する方法(以下、加圧法と称する。)を簡単に説明すると、加圧環境下でローラ原体の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体を樹脂チューブ5内に挿入することができる装置、例えば、特開2008−299185号公報の図4に示される「加圧装置10」等を用いて、ローラ原体の発泡弾性層3を所定の圧力環境下で加圧し、その外径が樹脂チューブ5の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ5内に挿入して、加圧状態を解除する。このようにしてローラ原体の発泡弾性層3を樹脂チューブ5内に挿入できる。
【0053】
減圧環境下でローラ原体を樹脂チューブ5内に挿入する方法(以下、減圧法と称する。)を簡単に説明すると、減圧環境下でローラ原体の発泡弾性層3を縮径させると共に発泡弾性層3を縮径させた状態でローラ原体を樹脂チューブ5内に挿入することができる装置、例えば、特開2008−299187号公報の図4に示される「減圧装置30」等を用いて、ローラ原体の発泡弾性層3を所定の圧力に減圧し、その外径が樹脂チューブ5の内径よりも小さくなるまで発泡弾性層3を縮径させ、この状態のまま樹脂チューブ5内に挿入して、減圧状態を解除する。このようにしてローラ原体の発泡弾性層3を樹脂チューブ5内に挿入できる。
【0054】
この発明に係る弾性ローラの製造方法においては、次いで、被覆体を加熱して接着剤を硬化する工程を実施する。この工程は、例えば、被覆体から距離を置いて、好ましくは被覆体の外周面を囲繞するように配置された各種加熱器又は各種乾燥機等で接着剤が硬化する温度に被覆体8を加熱する方法等が挙げられる。このときの硬化条件は塗布した接着剤の硬化条件に応じて選択され、例えば、接着剤がシリコーン系接着剤である場合には、加熱温度100〜200℃、加熱時間5分以上2時間以下の硬化条件を選択することができる。接着剤を硬化させる装置は、前記硬化条件を実現可能な装置であればよく、例えば、オーブン、送風乾燥機、赤外線加熱器等の各種加熱器及び各種乾燥機等が挙げられる。
【0055】
この発明に係る弾性ローラの製造方法において製造される弾性ローラは、通常、周方向にも軸線方向にも均一な硬度を有している。このような弾性ローラの硬度均一性は前記したように接着剤層4に拠るところが大きいが、接着剤層4以外にも弾性ローラの製造条件等を適宜に設定すると、弾性ローラの硬度均一性をより高い水準で達成することができる。例えば、弾性ローラの硬度均一性を高めるための製造指針をいくつか例示する。
【0056】
まず、発泡ゴム組成物の配置に関して軸体2と発泡ゴム組成物とを一体分出しする場合には、軸体2と発泡ゴム組成物とを同一の速度で連続的に一体分出しして軸体2の外周面に発泡ゴム組成物を実質的に均一に配置する方法が挙げられ、発泡ゴム組成物の成形に関して、発泡ゴム組成物をその周囲から実質的に均一な温度で加熱する方法等が挙げられる。このようにすると、軸体2の外周面に周方向及び軸線方向に実質的に均一な発泡弾性層3が形成される。
【0057】
また、発泡弾性層3の仕上げ工程に関して、円筒研削盤でローラ原体を回転させながらローラ原体の発泡体を一定速度で連続的に、望ましくは発泡ゴム組成物の発泡硬化体の周方向及び軸線方向に凹凸無く平坦となるように円筒研削、円筒研磨及び/又は円筒切削する方法が挙げられる。このようにすると、発泡ゴム組成物の発泡硬化体を実質的に均一に円筒研削、円筒研磨及び/又は円筒切削でき、軸体2の外周面に周方向及び軸線方向に実質的に均一な発泡弾性層3が形成される。
【0058】
発泡弾性層3の外周面に配置される樹脂チューブ5に関して、その厚さが比較的均一なもの、好ましくは周方向及び軸線方向の厚さの前記差が7μm以下であるものを用いる。そうすると樹脂チューブ5の厚さによる弾性ローラの不均一性を抑えることができる。
【0059】
樹脂チューブ5のローラ原体への被覆に関して、前記のように、ローラ原体を加圧装置内若しくは減圧装置内で全体を加圧若しくは減圧して発泡弾性層3全体を実質的に均一に収縮させて、又は樹脂チューブ5を減圧装置内若しくは加圧装置内で減圧若しくは加圧して実質的に均一に周方向に引き伸ばして、発泡弾性層3と樹脂チューブ5との干渉が少ない状態にして、発泡弾性層3を樹脂チューブ5内に挿入する方法が挙げられる。このようにすると、軸体2の外周面に形成された発泡弾性層3を樹脂チューブ5に実質的に均一に挿入することができる。
【0060】
この発明に係る弾性ローラの製造方法においては、このようにして発泡弾性層3と接着剤層4と樹脂チューブ5とを備えた弾性ローラ1を製造でき、同様にしてこの発明に係る弾性ローラも製造できる。そして、この発明に係る弾性ローラ、及び、この発明に係る弾性ローラの製造方法によって製造される弾性ローラは、発泡弾性層3を備えていても表面平坦性が高く硬度も均一になるから、定着装置に装着されたときに圧力が実質的に均一な圧接部を形成して現像剤をほぼ均等に圧接し加熱できる。したがって、このような特性を有するこの発明に係る弾性ローラは、画像形成装置の定着装置、特に加熱定着装置の定着ローラ及び/又は加圧ローラとして好適に用いられる。
【0061】
この発明に係る弾性ローラを備えた定着装置(以下、この発明に係る定着装置と称することがある。)及び画像形成装置(以下、この発明に係る画像形成装置と称することがある。)の一例を、図3を参照して、説明する。
【0062】
この発明に係る定着装置は加熱定着装置である。画像形成装置における従来の定着装置は、通常、定着ローラと加圧ローラを弾性材料で形成してニップ幅及びニップ圧を確保している。そして、定着ローラと加圧ローラとは、所望のように他の部材例えば無端ベルト等を介して、例えば総荷重10〜100kgfで圧接するように、軸線間距離がそれらの半径の和よりも小さくなるように、並行に配置されている。
【0063】
図3に示されるように、この発明に係る画像形成装置30は、静電潜像が形成される回転可能な像担持体31例えば感光体と、像担持体31の周囲に配置された、帯電手段32例えば帯電ローラ、露光手段33、現像手段40、転写手段34例えば転写ローラと、クリーニング手段37と、記録体の搬送方向下流側に定着手段35とを備えている。この現像手段40は、従来の現像手段と基本的に同様に形成され、具体的には、図3に示されるように、現像剤収納部41と、像担持体31に現像剤42を供給する現像剤担持体44と、現像剤担持体44に現像剤42を供給する現像剤供給手段43と、現像剤42を帯電させる現像剤規制部材45とを備えている。
【0064】
定着手段35は、加熱手段57と無端ベルト55とを備えた定着装置である。すなわち、この定着装置35は、図3にその断面が示されるように、記録体36を通過させる開口52を有する筐体50内に、定着ローラ53と、定着ローラ53の近傍に配置された無端ベルト支持ローラ54と、定着ローラ53及び無端ベルト支持ローラ54に巻回された無端ベルト55と、無端ベルト55を介して定着ローラ53に圧接する加圧ローラ56と、無端ベルト55に非接触となるように配置され、無端ベルト55を介して外部から定着ローラ53を加熱する加熱手段57とを備え、無端ベルト55を介して定着ローラ53と加圧ローラ56とが互いに当接又は圧接するように回転自在に支持されて成る圧力熱定着装置である。無端ベルト支持ローラ54は、画像形成装置に通常用いられるローラであればよく、例えば、弾性ローラ等が用いられる。無端ベルト55は、例えば、ポリアミド、ポリアミドイミド等の樹脂により、無端状に形成されたベルトであればよく、その厚さ等も適宜定着手段35に適合するように調整することができる。定着ローラ53及び加圧ローラ56はそれぞれ、加圧ローラ56はスプリング等の付勢手段(図示しない。)によって、無端ベルト55を介して定着ローラ53に圧接している。この定着装置35においてこの発明に係る弾性ローラが定着ローラ53及び加圧ローラ56の少なくとも一方として装着されている。加熱手段57は、ハロゲンヒーター及び反射板等を用いた輻射加熱方法、加熱器等を直接接触させて加熱する直接接触加熱方法、並びに、誘導加熱方法等が採用される。この加熱手段57は、定着ローラ53における軸線方向の長さとほぼ同じ長さを有する部材であり、定着装置35のいずれに配置されてもよいが、図3に示されるように、定着ローラ53の表面より一定の間隔を隔てて定着ローラ53に略並行に配置されるのがよい。前記誘導加熱方法には加熱用コイルが用いられ、この加熱用コイルは、通常、フェライト等の強磁性体で、スイッチング電源用として用いられている代表的な形状であるI型、E型及びU型等に形成され、導線が巻かれて成る。無端ベルト55と加圧ローラ56との圧接された間を記録体36が通過することにより、加圧と同時に加熱され、記録体36に転写された現像剤42(静電潜像)を定着させることができる。
【0065】
この発明に係る画像形成装置30は、次のように作用する。まず、画像形成装置30において、帯電手段32により像担持体31が一様に帯電され、露光手段33により像担持体31の表面に静電潜像が形成される。次いで、現像手段40から現像剤42が像担持体31に供給されて静電潜像が現像され、この現像剤像が像担持体31と転写手段34との間に搬送される記録体36上に転写される。この記録体36は定着手段35に搬送され、現像剤像が永久画像として記録体36に定着される。このようにして、記録体36に画像を形成することができる。
【0066】
この発明に係る定着装置35及び画像形成装置30は、定着ローラ53及び加圧ローラ56の少なくとも一方としてこの発明に係る弾性ローラが採用されているから、定着ローラ53と加圧ローラ56とが実質的に均一な圧力で圧接部を形成しており、この圧接部を通過する現像剤をほぼ均等に圧接・加熱して記録体に定着させることができ、例えば本来の光沢を有する高品質高品質の画像を形成する。
【0067】
この発明に係る弾性ローラ、定着装置及び画像形成装置は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。例えば、弾性ローラ1の発泡弾性層3は単層構造とされているが、この発明において発泡弾性層は二層以上の複層構造とされてもよい。
【0068】
弾性ローラ1は、樹脂チューブ5が最外層とされているが、この発明においては、樹脂チューブの外周面に、所望により、他の層、例えば、弾性層、離型層、コート層、表面層及び/又は保護層等が形成されてもよい。弾性層は弾性を確保するための層であり、各種のゴム等で形成されればよく、ゴムとしては、例えば、シリコーンゴム、ウレタンゴム、フッ素ゴム等が挙げられる。弾性層の厚さは20〜500μmであるのが好ましく、100〜400μmであるのが特に好ましい。また、離型層は現像剤の離型性を確保するための層であり、各種の樹脂、カップリング剤等で形成されればよく、樹脂としては、フッ素樹脂、シリコーン樹脂、ウレタン樹脂等が挙げられ、カップリング剤としては、シランカップリング剤等が挙げられる。離型層の厚さは15〜200μmであるのが好ましく、20〜50μmであるのが特に好ましい。コート層、表面層及び保護層は、樹脂チューブ5の外周面に定法に従って、通常、1〜100μmの厚さに、形成される。コート層、表面層及び保護層を形成する材料は、特に制限されるものではないが、弾性ローラ1A及び1Bは被当接体に当接又は圧接されるから、永久変形しにくい材料であるのが好ましく、例えば、アルキッド樹脂、フェノール変性・シリコーン変性等のアルキッド樹脂変性物、オイルフリーアルキッド樹脂、アクリル樹脂、シリコーン樹脂、エポキシ樹脂、フッ素樹脂、フェノール樹脂、ポリアミド樹脂、ウレタン樹脂、ポリアミドイミド系樹脂及びこれらの混合物等が挙げられる。なお、この発明において、樹脂チューブ5の外周面にシリコーンゴムで形成された弾性層とフッ素樹脂で形成された離型層とがこの順で形成されているのが好ましい。
【0069】
画像形成装置30は、電子写真方式の画像形成装置とされているが、この発明において、画像形成装置は、電子写真方式には限定されず、例えば、静電方式の画像形成装置であってもよい。
【0070】
画像形成装置30は、現像手段40に単色の現像剤42のみを収容するモノクロ画像形成装置とされているが、この発明において、画像形成装置は、モノクロ画像形成装置に限定されず、カラー画像形成装置であってもよい。カラー画像形成装置としては、例えば、像担持体上に担持された現像剤像を中間転写体に順次一次転写を繰り返す4サイクル型カラー画像形成装置、各色毎の現像手段を備えた複数の像担持体を中間転写体や転写搬送ベルト上に直列に配置したタンデム型カラー画像形成装置等が挙げられる。画像形成装置30は、例えば、複写機、ファクシミリ、プリンター等の画像形成装置とされる。
【0071】
また、画像形成装置30において、現像剤42は、一成分系の現像剤が有利に用いられるが、トナーと、鉄、ニッケル等のキャリアとを含む二成分系の現像剤も使用することができる。
【0072】
この発明に係る弾性ローラの製造方法は、前記した実施例に限定されることはなく、本願発明の目的を達成することができる範囲において、種々の変更が可能である。
【実施例】
【0073】
(実施例1)
無電解ニッケルメッキ処理が施された軸体2(直径15mm×長さ370mm、SUM22)をトルエンで洗浄し、プライマー「No.101A/B」(信越化学工業株式会社製:商品名)を塗布した。プライマー処理した軸体2をギアーオーブン中で180℃の温度にて30分焼成処理した後、常温にて30分以上冷却し、プライマー層を形成した。
【0074】
次いで、ビニル基含有シリコーン生ゴムとシリカ系充填材との混合物(信越化学工業株式会社製のシリコーンゴム組成物「KE−904FU」)100質量部と、付加反応架橋剤「C−153A」(信越化学工業株式会社製:商品名)5質量部と、発泡剤アゾビス−イソブチロニトリル2.5質量部と、付加反応触媒としての白金触媒適量と、反応制御剤「R−153A」(信越化学工業株式会社製:商品名)0.5質量部と、有機過酸化物架橋剤「C−3」(信越化学工業株式会社製:商品名)適量と、耐熱性向上剤「KEP−12」(信越化学工業株式会社製:商品名)1.0質量部とを、二本ロールで十分に混練して、付加反応型発泡シリコーンゴム組成物を調整した。
【0075】
次いで、プライマー層を形成した軸体2と付加反応型発泡シリコーンゴム組成物とを押出成形機にて、軸体2と付加反応型発泡シリコーンゴム組成物を同一速度で連続的に一体分出し、軸体2の外周面に付加反応型発泡シリコーンゴム組成物を均一に配置した。次いで、付加反応型発泡シリコーンゴム組成物が配置された軸体2を赤外線加熱炉(IR炉)内に置いて付加反応型発泡シリコーンゴム組成物を250℃で10分間加熱して発泡架橋させた。その後、さらに、ギアーオーブンを用いて、200℃で7時間にわたって発泡架橋後の付加反応型発泡シリコーンゴム組成物を二次加熱し、常温にて1時間以上放置した。このようにして発泡硬化させた付加反応型発泡シリコーンゴム組成物を回転させながら円筒研削盤を用いて一定速度で連続的に表面が平坦となるまで円筒研削した。このようにして外径32mm、軸線長さ330mmの所謂「ストレート形状」の発泡弾性層3を備えて成るローラ原体を作製した。この発泡弾性層3に存在するセルの平均セル径は150μmで発泡弾性層3の発泡率は200%、発泡弾性層3のアスカーC硬度は50であった。
【0076】
次いで、作製したローラ原体における発泡弾性層3の外周面の全面に接着剤(商品名「KE1880」、粘度(25℃)84Pa・s、信越化学工業株式会社製)を溶剤で希釈せずに、ロールコーターで、塗布量0.015g/cm2となるように均一に塗布した後、しばらく放置した。
【0077】
次いで、特開2008−299185号公報の図4に示される「加圧装置」内に接着剤が塗布されたローラ原体及びPFAチューブ(軸線長さ330mm、内径31mm、厚さ30μm、周方向及び軸線方向における測定点20点の厚さの前記差は7μm以下)5を配置して加圧装置内を加圧し、発泡弾性層3の外径がPFAチューブ5の内径よりも小さくなるまで発泡弾性層3を縮径させてPFAチューブ5内に挿入した後に加圧状態を解除して被覆体を得た。このとき、ローラ原体の発泡弾性層3全体を加圧装置内で加圧して実質的に均一に収縮させた。
【0078】
次いで、この被覆体を150℃に1時間にわたって加熱して接着剤を硬化させた。このようにして実施例1の弾性ローラを製造した。
【0079】
(比較例1)
接着剤の塗布量を0.002g/cm2に変更したこと以外は実施例1と基本的に同様にして比較例1の弾性ローラを製造した。
【0080】
(接着剤層の観察)
実施例1及び比較例1で製造した弾性ローラそれぞれを軸線方向の中央部を軸線に垂直な平面で切断した断面において接着剤層4の状態を拡大鏡で観察した。その結果、実施例1の弾性ローラは図2に示されるように接着剤が発泡弾性層3のセル内に進入した状態で硬化して接着剤層4が発泡弾性層3の外周面に開口したセルを埋設していた。これに対して、比較例1の弾性ローラは接着剤が発泡弾性層3のセル内にほとんど進入することなく硬化して接着剤層が発泡弾性層3の外周面の近傍に存在するセルを十分に埋設せず、接着剤層の表面は平坦ではなく凹凸が認められた。
【0081】
(表面硬度の測定)
実施例1及び比較例1で製造した弾性ローラそれぞれにおける軸線方向の中央部近傍の表面硬度を前記方法に従って測定した。その結果を図4に示す。図4に示されるように、実施例1の弾性ローラは表面硬度が50〜53で表面硬度の差が3であって表面硬度がほぼ均一であったのに対して、比較例1の弾性ローラは表面硬度が42〜51で表面硬度の差が9にも及び、表面硬度が均一ではなかった。
【0082】
このように、接着剤層4が発泡弾性層3の外周面に開口したセルを埋設していた実施例1の弾性ローラはその中央部における表面硬度の差が3であって硬度がほぼ均一であるから、この弾性ローラを定着ローラ及び/又は加圧ローラとして用いると、記録体に転写された微小な現像剤をミクロ的にほぼ均一な圧力で押圧して定着させることができる。したがって、実施例1のような弾性ローラを定着ローラ及び/又は加圧ローラとして用いると、高品質の画像、例えば、均一性の高い光沢を有する画像を形成することに大きく貢献できる。
【符号の説明】
【0083】
1 弾性ローラ
2 軸体
3 発泡弾性層
4 接着剤層
5 樹脂チューブ(PFAチューブ)
30 画像形成装置
31 像担持体
32 帯電手段
33 露光手段
34 転写手段
35 定着手段
36 被転写体
37 クリーニング手段
40 現像手段
41 現像剤収納部
42 現像剤
43 現像剤供給手段
44 現像剤担持体
45 現像剤規制部材
50 筐体
52 開口
53 定着ローラ
54 無端ベルト支持ローラ
55 無端ベルト
56 加圧ローラ
57 加熱手段
【特許請求の範囲】
【請求項1】
軸体の外周面に配置された発泡弾性層と、前記発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層と、前記接着剤層の外周面に配置された樹脂チューブとを備えて成る弾性ローラ。
【請求項2】
軸線方向中央部における表面硬度の差が6以下である請求項1に記載の弾性ローラ。
【請求項3】
前記接着剤層は、前記発泡弾性層の前記外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で塗布された接着剤が硬化されてなる請求項1又は2に記載の弾性ローラ。
【請求項4】
発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、
前記接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、
接着剤を硬化する工程とを有する弾性ローラの製造方法。
【請求項5】
請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る定着装置。
【請求項6】
請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る画像形成装置。
【請求項1】
軸体の外周面に配置された発泡弾性層と、前記発泡弾性層の外周面に配置され、この外周面の近傍に存在するセルを埋設する接着剤層と、前記接着剤層の外周面に配置された樹脂チューブとを備えて成る弾性ローラ。
【請求項2】
軸線方向中央部における表面硬度の差が6以下である請求項1に記載の弾性ローラ。
【請求項3】
前記接着剤層は、前記発泡弾性層の前記外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で塗布された接着剤が硬化されてなる請求項1又は2に記載の弾性ローラ。
【請求項4】
発泡弾性層の外周面に0.003〜0.03g/cm2の塗布量(固形分換算)で接着剤を塗布する工程と、
前記接着剤を介在させて発泡弾性層の外周面に樹脂チューブを配置する工程と、
接着剤を硬化する工程とを有する弾性ローラの製造方法。
【請求項5】
請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る定着装置。
【請求項6】
請求項1〜3のいずれか1項に記載の弾性ローラを備えて成る画像形成装置。
【図1】



【図2】

【図3】

【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−233961(P2012−233961A)
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2011−100895(P2011−100895)
【出願日】平成23年4月28日(2011.4.28)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成23年4月28日(2011.4.28)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]