
弾性不織布およびその製造方法
【課題】肌と接触したときに肌との間に通気性の空隙を作ることが容易な弾性不織布。
【解決手段】弾性不織布20が弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成される。弾性不織布20には、複数条の平坦な帯状域26と、帯状域26の上面26aよりも上方へ隆起して逆V字形を画く複数条の隆起域27とが形成される。帯状域26と隆起域27とは、弾性不織布20の幅方向Bにおいて交互に並び、隆起域27は幅方向Bへの伸長が帯状域26よりも容易であるように形成される。
【解決手段】弾性不織布20が弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成される。弾性不織布20には、複数条の平坦な帯状域26と、帯状域26の上面26aよりも上方へ隆起して逆V字形を画く複数条の隆起域27とが形成される。帯状域26と隆起域27とは、弾性不織布20の幅方向Bにおいて交互に並び、隆起域27は幅方向Bへの伸長が帯状域26よりも容易であるように形成される。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、弾性的に伸長・収縮する弾性繊維と非弾性的に伸長する非弾性繊維とによって形成された弾性不織布とその製造方法とに関する。
【背景技術】
【0002】
弾性的に伸長・収縮する弾性繊維と非弾性的に伸長する非弾性繊維とによって形成されたウエブを一方向へ伸長させた後に収縮させて容易に伸長・収縮する弾性不織布とする方法は公知である。
【0003】
たとえば、特開2004−244791号公報(P2004―0244791A、特許文献1)に記載された伸縮性不織布およびその製造方法では、熱可塑性ポリウレタンエラストマーで形成された繊維とプロピレンホモポリマーで形成された繊維とが混合状態にあるスパンボンド不織布を部分的に溶着し、しかる後にこの不織布に延伸加工を施すことによって弾性的に伸長・収縮する不織布を得る。不織布を延伸加工する方法の一つでは、ニップロールの対を機械方向に複数並べ、ニップロールの対の回転数を機械方向の上流から下流に向かって順に早くする。延伸加工する方法のもう一つでは、一対の互いにかみ合うロールの間に不織布を供給する。一対のロールの間を通過した不織布では、ロールのそれぞれに形成されていた尾根部と、溝部との形状に倣うように不織布が幅方向の全体にわたってジグザグに折り曲げられている。
【0004】
また、特開2008−248460号公報(P2008−248460A、特許文献2)に記載された伸縮性不織布は、弾性的に伸長・収縮する繊維と非弾性的に伸長する繊維とを含むもので、これら両繊維を含むウエブを機械方向へ回転している一対の互いにかみ合うロールの間に供給することによって得ることができる。その伸縮性不織布では、不織布の両面のそれぞれに機械方向である縦方向へ延びた幅の広い帯状疎領域と幅の狭い帯状密領域とが形成され、これら両域が不織布の横方向で交互に並んでいる。帯状密領域では伸縮性不織布が圧搾されていて縦方向へ延びる溝を形成している。帯状疎領域では、不織布の両面が互いに平行する平坦な面を形成している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−244791号公報(P2004−0244791A)
【特許文献2】特開2008−248460号公報(P2008−248460A)
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来技術によって得られる弾性的に伸長・収縮する弾性不織布は、それを弾性的に伸長・収縮するもう一枚の弾性シートに接合したり、伸長状態にあるその弾性不織布を弾性的に伸長することのないもう一枚の非弾性シートに接合したりすることによって、弾性的に伸長・収縮する複合シートとし、その複合シートを使い捨ておむつ等の使い捨て着用物品における部材として使用することがある。しかるに、不織布が幅方向全体にわたってジグザグに折り曲げられている不織布では、それをもう一枚の弾性シートまたは非弾性シートに接合して複合シートにしようとすると、不織布とそのシートとの接触面積が少ないということによって加熱・加圧による接合方法を採用し難いとか、ホットメルト接着剤を使用して接合しようとするとホットメルト接着剤の塗布面積が徒に多くなるということがある。また、不織布の両面に幅広い帯状疎領域が形成されている場合には、それをもう一枚のシートに接合して複合シートにすることは容易であっても、複合シートのうちの不織布が着用物品の着用者の肌と接触するような複合シートの使い方である場合には、幅広い帯状疎領域が肌に対して広い面積で接触して肌と複合シートとの間の通気性が悪くなるということがある。
【0007】
この発明では、肌と接触したときに肌との間に通気性の空隙を作ることが容易な弾性不織布であって、しかもその不織布をそれとは別体のもう一枚のシートに対して接合することも容易である弾性不織布の提供を課題にしている。
【課題を解決するための手段】
【0008】
前記課題を解決するためのこの発明には、弾性不織布を対象にする第1発明と第1発明の弾性不織布の製造方法を対象にする第2発明とが含まれている。
【0009】
前記第1発明が対象にする不織布は、弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて弾性的に伸長・収縮する弾性不織布である。
【0010】
かかる弾性不織布において、前記第1発明が特徴とするところは以下のとおりである。すなわち、前記弾性不織布は、互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記厚さ方向には前記弾性不織布の厚さを規定する上面と下面とが含まれている。前記弾性不織布には、前記上面と前記下面とが互いに並行して前記長さ方向へ延びる複数条の平坦な帯状域と、前記上面が前記帯状域における前記上面よりも上方へ隆起して前記上面と前記下面とで逆V字形を画いて前記長さ方向へ延びる複数条の隆起域とが形成されている。前記帯状域と前記隆起域とは、前記幅方向において互いに隣接するように交互に形成されていて、前記弾性不織布を前記幅方向へ引っ張ると、前記隆起域が前記幅方向の寸法を大きくするように前記幅方向へ広がり、しかる後に前記帯状域が前記幅方向の寸法を大きくするように前記幅方向へ広がるように、前記隆起域は前記帯状域よりも前記幅方向へ伸長容易に形成されている。
【0011】
前記第1発明の実施形態の一つにおいて、前記隆起域に含まれている前記非弾性繊維は、前記帯状域に含まれている前記非弾性繊維よりも高い伸長率で伸長された状態にある。
【0012】
前記第1発明の実施形態の他の一つにおいて、前記弾性不織布は、前記幅方向の断面に現れる前記隆起域から前記帯状域へ遷移する部分および前記隆起域の頂部のうちの少なくとも一方において、前記弾性繊維と前記非弾性繊維とのうちの少なくとも前記非弾性繊維が互いに溶着した状態にある。
【0013】
前記第1発明の実施形態の他の一つにおいて、前記弾性不織布は、前記幅方向と前記長さ方向とに間欠的に分布するように形成された加熱圧着部において、前記弾性繊維と前記非弾性繊維とが溶着している。
【0014】
この発明において、前記第2発明が対象とするのは、前記第1発明の弾性不織布を製造する方法である。
【0015】
かかる製造方法において、前記第2発明が特徴とするところは、以下のとおりである。すなわち、弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記幅方向と前記長さ方向とに間欠的に分布する加熱圧着部において前記弾性繊維と前記非弾性繊維とが溶着しているウエブを互いにかみ合って機械方向へ回転している第1ロールと第2ロールとの間に供給する。前記第1ロールの周面には、前記第1ロールの周方向および軸方向のうちのいずれか一方の方向へ延びていてもう一方の方向において互いに隣接する第1尾根部と第1溝部とのそれぞれが一定のピッチP1で複数条形成されている。前記第2ロールの周面には、前記第1溝部のそれぞれとかみ合う複数条の第2尾根部と、前記第1尾根部のそれぞれとかみ合う複数条の第2溝部とが互いに隣接するように交互に形成されていて、複数条の前記第2尾根部には、前記ピッチP1の2倍のピッチおよび2倍よりも大きい整数倍のピッチのいずれかのピッチP2で並ぶ前記第2尾根部が含まれている。
【0016】
前記第2発明の実施形態の一つにおいて、前記第1尾根部と前記第2尾根部とのうちの少なくとも前記第2尾根部は、前記非弾性繊維を軟化させる温度および溶融させる温度のいずれかの温度にまで加熱されている。
【発明の効果】
【0017】
この発明に係る弾性不織布は、平坦に形成されている帯状域と、帯状域の上面よりも上方へ隆起して逆V字形を画いている隆起域とを有するから、この弾性不織布は、それをもう一枚のシートに接合するときに帯状域において接合すると、もう一枚のシートに対する接合面積を広く確保することができて接合が容易になるばかりでなく、隆起域の幅方向における弾性的な伸長・収縮を妨げることがない。また、この弾性不織布は、それを肌に向けて使用する場合には、隆起域が肌と接触するようにすると、肌と帯状域との間には通気性のよい空隙を作ることができる。
【0018】
この発明に係る弾性不織布の製造方法では、互いにかみ合う一対のロールの一方における第1溝部のピッチP1に対して、一対のロールのもう一方における第2尾根部のピッチP2をピッチP1の2倍以上の整数倍にすることによって、この発明に係る弾性不織布を容易に得ることができる。
【図面の簡単な説明】
【0019】
【図1】おむつの部分破断斜視図。
【図2】図1のII−II線切断面を示す図。
【図3】後パネルの一部分の部分破断斜視図。
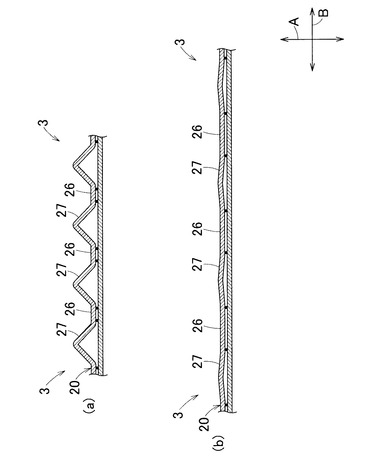
【図4】(a)と(b)とによって後パネルの伸長状態を例示する図。
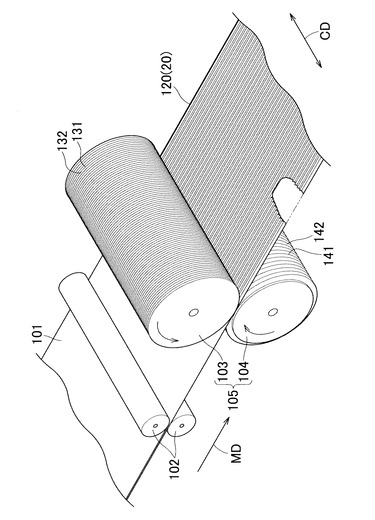
【図5】弾性不織布の製造工程を例示する図。
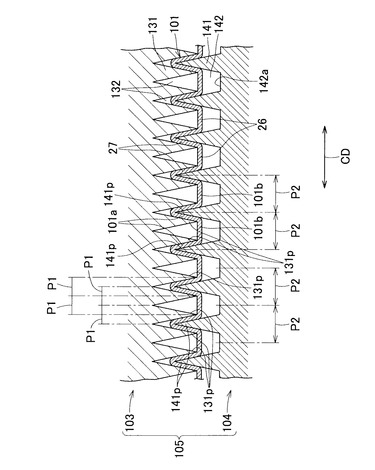
【図6】かみ合うロールの部分断面図。
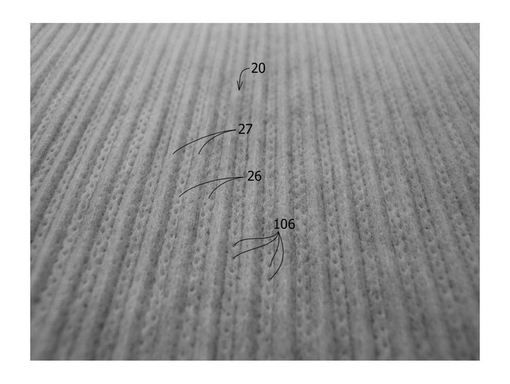
【図7】弾性不織布の一例の斜視図(写真)。
【図8】図7の弾性不織布の断面図(写真)。
【図9】(a),(b),(c)によって弾性不織布の伸長状態を比較する図(写真)。
【発明を実施するための形態】
【0020】
添付の図面を参照して、この発明の実施形態である弾性不織布とその製造方法とを説明すると、以下のとおりである。
【0021】
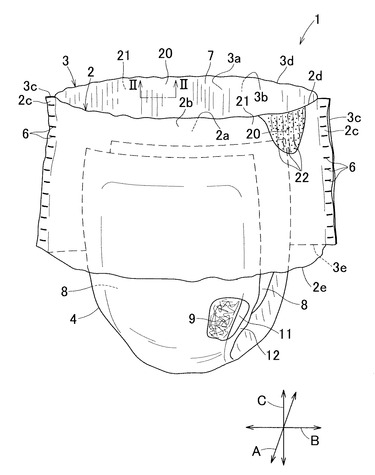
図1は、弾性不織布20が使用されている使い捨ておむつ1の部分破断斜視図である。おむつ1は、おむつ着用者(図示せず)の腹側を被覆する前パネル2と、背側を被覆する後パネル3と、前パネル2と後パネル3との内面2a,3aに一部分が接合されていて股部を被覆する中央パネル4とを含んでいる。前パネル2と後パネル3とは、それぞれの側縁部2c,3cどうしが合掌状に重なり合い、間欠的に形成された複数の接合部6において接合して胴回り開口部7を画成している。前パネル2と後パネル3とはまた、中央パネル4と一体になって一対の脚回り開口8を画成している。前パネル2と後パネル3とはさらに、それらの内面2a,3aを形成する弾性不織布20と、それらの外面2b,3bを形成する弾性シート21とを含み、これら弾性不織布20と弾性シート21とがスポット状に間欠的に塗布されたホットメルト接着剤22を介して接合している。かような前パネル2と後パネル3とは、おむつ1の幅方向Bにおいて弾性的に伸長可能である。中央パネル4は、着用者の尿等の排泄物を吸収するための吸収体9を透液性の内面シート11と不透液性の外面シート12とで被覆しているものであるが、説明を簡略化するために詳細構造の図示は省略されている。図1には、おむつ1の前後方向と幅方向と上下方向とが互いに直交する双頭矢印A,B,Cで示されている。
【0022】
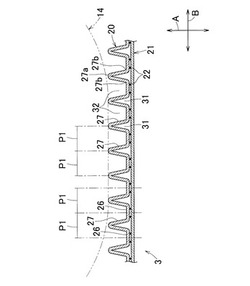
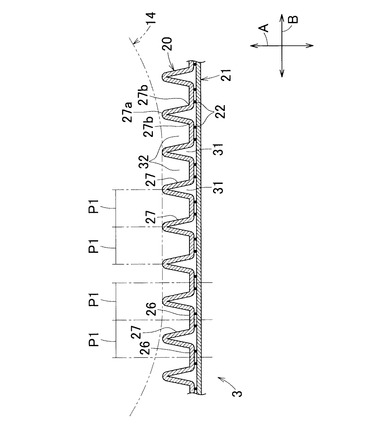
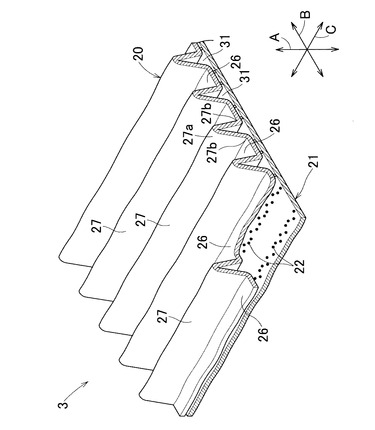
図2,3において、図2は図1のII−II線切断面によって後パネル3の幅方向Bにおける切断面を示しており、図3はその切断面を含む後パネル3の部分斜視図である。図2には、おむつ1の着用者の肌14が仮想線で示されている。
【0023】
図2,3において、後パネル3を形成している弾性不織布20は、間欠的に塗布されたホットメルト接着剤22を介して弾性シート21に接合している複数条の平坦に形成された帯状域26と、逆V字形を画いて帯状域26から肌14に向かって突出している複数条の隆起域27とを有している。帯状域26と隆起域27とは、幅方向Bにおいて互いに隣接するように交互に並んでいる。帯状域26のそれぞれは幅方向Bの寸法が同じであって、隆起域27を介して隣り合う帯状域26の幅方向Bにおける中心間距離はピッチP1である。隆起域27は頂部27aと、一対の遷移部27bとを有し、遷移部27bにおいて、隆起域27が帯状域26へと変化している。かような図2の隆起域27は、頂部27aを中心にほぼ左右対称に形成されている。図2において、双頭矢印Aは、弾性不織布20と弾性シート21との厚さ方向をも示している。
【0024】
弾性シート21は、ほぼ一様な厚さに形成されていて、弾性不織布20における帯状域26に対してホットメルト接着剤22を介して接合している。このような弾性シート21と弾性不織布20との間には、第1間隙31が形成されている。第1間隙31は、おむつ1の幅方向Bにおいて反復するように形成されている。第1間隙31はまた、おむつ1の上下方向Cへ延びていて後パネル3の上縁3dと下縁3eとにおいて開口している(図1参照)。ただし、おむつ1において、後パネル3が中央パネル4と重なり合っている部位では、図示例の如き形状の第1間隙31は形成されないことがある。
【0025】
弾性不織布20と弾性シート21とがこのような状態にある後パネル3は、おむつ1が着用状態にあると、隆起域27の頂部27aおよび/または頂部27aの近傍が肌14に接触して、肌14と弾性不織布20との間に第2間隙32が形成される。第2間隙32もまた、おむつ1の上下方向Cへ延びていて、上方と下方とに向かって開口していている。
【0026】
おむつ1の前パネル2は、後パネル3と同じように弾性不織布20と弾性シート21とによって形成されているもので、これら両シート20,21の間には第1間隙31が形成され、弾性不織布20と肌14との間には第2間隙32が形成される。
【0027】
図4の(a),(b)は、図2における後パネル3が幅方向Bへ引張られたときの後パネル3の状態を示している。後パネル3が幅方向Bへ引張られる初期の段階では、帯状域26はその幅にほとんど変化がなく、隆起域27は幅方向Bの寸法を大きくするように広がると同時に、頂部27aの高さが低くなる(図4(a))。後パネル3がさらに引張られると、隆起域27が平坦になって弾性シート21に重なり、さらに引張られると帯状域26と平坦になった隆起域27との幅が広がるように変化する(図4(b))。このように、隆起域27は、帯状域26と比べると、幅方向Bへ容易に伸長する。後パネル3は、それが引張られることから解放されると、ほぼ元の状態、すなわち図2の状態にまで弾性的に復帰する。前パネル2はそれが幅方向Bへ引張られると、図4における後パネル3と同様な挙動を示す。
【0028】
おむつ1は、このように形成されているものであるから、それが着用されて前パネル2や後パネル3が肌14に対して図2の状態にあると、弾性不織布20と弾性シート21との間には、上下が開放状態にある第1空隙31が上下方向Cへ延びる通気路として作用し、おむつ1を着用したときの蒸れを防ぐことができる。また、弾性不織布20と肌14との間に形成される上下が開放状態にあって断面積の大きい第2空隙32もまた、上下方向Cへ延びる通気路として作用し、蒸れを防ぐばかりではなく、肌14に清涼感をもたらすことができる。加えて、弾性不織布20と弾性シート21とがそれらの厚さ方向において通気性を有するものであれば、おむつ1の内側の湿度の高い空気は、第1、第2空隙31,32を介しておむつ1の上下から排出されるばかりではなく、前パネル2や後パネル3の厚さ方向からも排出される。
【0029】
このように作用する弾性不織布20については、後記の図5〜図9に基づいて詳述される。また、弾性シート21は、それが弾性不織布20と接合して複合シートとなったときに、弾性不織布20とともに弾性的に伸長・収縮すればよいもので、そのような弾性シート21としては、ポリウレタン繊維の如き弾性繊維を少なくとも20重量%含み、弾性的に伸長・収縮可能な不織布や織布、ポリウレタン樹脂等の弾性材料で形成されていて弾性的に伸長・収縮可能なフィルム等を使用することができる。
【0030】
図5は、弾性不織布20の製造工程を例示する図である。図5における機械方向MDの上流からは、弾性不織布20を得るための原料ウエブ101が連続的に供給される。ウエブ101は、機械方向MDに一致した長さ方向と、機械方向MDに直交する交差方向CDに一致した幅方向と、これら長さ方向と幅方向とに直交する厚さ方向とを有し、一対のエンボス加工用ロール102に供給されると、ロール102の一方に形成されていて所要温度に加熱されているエンボス加工用突起(図示せず)によって、長さ方向と幅方向とにおいて間欠的となるようにドット状の加熱圧着部106(図7参照)が形成される。次に、ウエブ101は、ウエブ101に対する延伸装置105を形成していて互いにかみ合う上ロール103と下ロール104との間に供給されて、弾性不織布20の連続体である弾性ウエブ120となる。弾性ウエブ120は、所要の大きさに裁断されて弾性不織布20として使用される。
【0031】
かかる製造工程において、ウエブ101には、一例として、ポリウレタン繊維等の弾性的に伸長・収縮する弾性繊維20〜80重量%と、非弾性的に伸長するポリプロピレン繊維やポリエチレン繊維の如きポリオレフィン系繊維等の非弾性繊維80〜20重量%との混合物を使用することができる。そのような混合物には、エンドレスな長繊維や短繊維を使用することができるが、好ましくは長繊維によって形成されたスパンボンド不織布を使用する。
【0032】
エンボス加工用ロール102は、ウエブ101を形成している繊維のうちの少なくとも非弾性繊維を軟化または溶融させることのできる温度にまで加熱し、より好ましくはウエブ101を形成している弾性繊維と非弾性繊維とが溶着する温度にまで加熱する。加熱圧着部106を形成されたウエブ101では、延伸装置105へ進入したときに、加熱圧着部106と加熱圧着部106との間に延びる非弾性繊維の非弾性的な伸長、すなわち非弾性繊維の長さの永久変形を生じさせることが容易である。
【0033】
延伸装置105における上ロール103と下ロール104とにおいて、上ロール103にはロールを一周するように複数条の第1尾根部131と複数条の第1溝部132とが形成されていて(図6参照)、これら第1尾根部131と第1溝部132とが交差方向CD、すなわち上ロール103の軸方向において交互に並んでいる。下ロール104には、ロールを一周するように複数条の第2尾根部141と複数条の第2溝部142とが形成されていて(図6参照)、これら第2尾根部141と第2溝部142とが交差方向CD、すなわち下ロール104の軸方向において交互に並んでいる。ウエブ101がこれら第1尾根部131、第1溝部132、第2尾根部141、第2溝部142の形状に倣うように変形することによって、弾性ウエブ120は、図2の帯状域26と隆起域27とが形成されたものになる。
【0034】
図6は、延伸装置105において上ロール103と下ロール104とがかみ合う状態を示す上下ロール103,104の交差方向CDに平行な断面図である。
【0035】
上ロール103では、図において輪郭線がV字形を画いている第1尾根部131がピッチP1で交差方向CDへ並んでいる。また、隣り合う第1尾根部131と第1尾根部131との間には輪郭線が逆V字形を画いている第1溝部132が形成されていて、第1溝部132もまたピッチP1で交差方向CDへ並んでいる。
【0036】
下ロール104では、輪郭線が逆V字形を画いている第2尾根部141がピッチP2で交差方向CDへ並んでいる。また、隣り合う第2尾根部141と第2尾根部141との間には交差方向CDへ延びた底部142aを有する第2溝部142が形成されていて、第2溝部142もまたピッチP2で交差方向CDへ並んでいる。図示例のピッチP2は、ピッチP1の2倍の寸法を有しており、上ロール103と下ロール104とがかみ合うときには図6の状態となる。すなわち、交差方向CDへ並ぶ第2尾根部141は、ピッチP1で交差方向CDへ並ぶ第1溝部132に対して一つおきに進入する。
【0037】
図6はまた、上ロール103と下ロール104との間にあってこれらのロール103,104の周面に倣って変形しているウエブ101も示されている。ウエブ101が上ロール103と下ロール104との間に供給されて、機械方向MDへ回転するこれらのロール103と104とが次第に深くかみ合い始めると、ウエブ101は、第1尾根部131の頂部131pと第2尾根部141の頂部141pとに触れている部分がそれらの頂部131p,141pにほぼ固定された状態にあって、隣り合う頂部131pと141pとの間に位置する部分101aが図の上下方向へ延伸される。また、第2溝部142にあって頂部131pと131pとの間に位置する部分101bはほとんど延伸されることがない。ウエブ101がこのように延伸されるときには、部分101aと部分101bとのうちの主として部分101aにおいて、ウエブ101を形成している弾性繊維が弾性的に伸長する一方、非弾性繊維は非弾性的に伸長して、延伸装置105から出たウエブ101すなわち弾性ウエブ120では、部分101aにおける非弾性繊維が長さの長いものに変化していて、部分101aの交差方向CDにおける寸法が延伸装置105へ進入する前の交差方向CDにおける寸法よりも長くなり、帯状域26と隆起域27とが形成される。隆起域27において、弾性繊維は弾性的に収縮するのではあるが、しかしその弾性繊維の収縮は長さが長くなるように変化している非弾性繊維によって拘束されているので、原料ウエブ101を形成していたときの長さにまでは収縮することがない。隆起域27における非弾性繊維と帯状域26における非弾性繊維とを比較すると、前者の繊維は後者の繊維よりも高い伸長率で非弾性的に伸長された状態にある。このような状態にある隆起域27の形成を容易にするために、上ロール103の第1尾根部131と下ロール104の第2尾根部141とのうちの少なくとも第2尾根部141は、ウエブ101を形成している繊維のうちの少なくとも一部を軟化または溶融させる温度にまで加熱しておくことが好ましい。
【0038】
図7は、図5の工程で得られた弾性不織布20の一例を示す写真である。この弾性不織布20は、単位面積当たりの質量が90g/m2のもので、熱可塑性ポリウレタン繊維40重量%とポリプロピレン繊維60重量%とを含んでいる。弾性不織布20を得るために使用した図5における原料ウエブ101の熱可塑性ポリウレタン繊維の繊径は22μmであり、ポリプロピレン繊維の繊径は22μmであった。図2における上ロール103にはピッチP1が2.5mm、下ロール104にはピッチP2が5mmのものを使用して、第1溝部132に対して第2尾根部141がかみこむ深さを6mmに設定した。上ロール103と下ロール104とは周速を50m/minに設定し、表面温度を90℃に設定した。
【0039】
図7の弾性不織布20における表面には、一方向へ直状に延びる帯状域26と隆起域27とがその一方向に直交する方向へ交互に並んでいる。帯状域26には、多数のドット状の加熱圧着部106がそれぞれの方向において一定のピッチで形成されている。加熱圧着部106は、隆起域27にも形成されているのであるが、ウエブ101が延伸装置105で延伸され、その後に収縮して得られる嵩高な隆起域27では、その加熱圧着部106が見え難くなっている。
【0040】
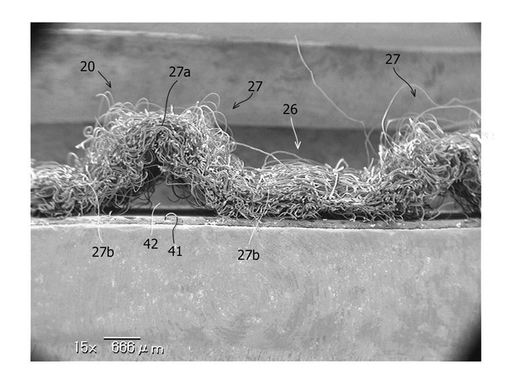
図8は、図7の弾性不織布20における断面の一部分を15倍に拡大して示す写真であって、その断面は隆起域27が延びる方向に直交している。弾性不織布20は、水平な板41の上におかれている。弾性不織布20における帯状域26は、上面26dと下面26eとを有し、下面26eが板41に接している。隆起域27は、帯状域26の上面26dから上方に向かって突出していて、頂部27aと、弾性不織布20が隆起域27から帯状域26へと遷移する部分27bとを有し、ほぼ逆V字形を画いている。隆起域27と板41との間には、空隙42が形成されている。隆起域27の頂部27aと遷移する部分27bとは、図5における下ロール104の加熱されている頂部141pと上ロール103における加熱されている頂部131pとに圧接した部位であって、それらの部位では弾性不織布20がその厚さ方向において圧縮された状態にある。また、隆起域27では、頂部27aと遷移する部分27bとの間が、弾性不織布20におけるその他の部位よりも嵩高になる傾向がある。
【0041】
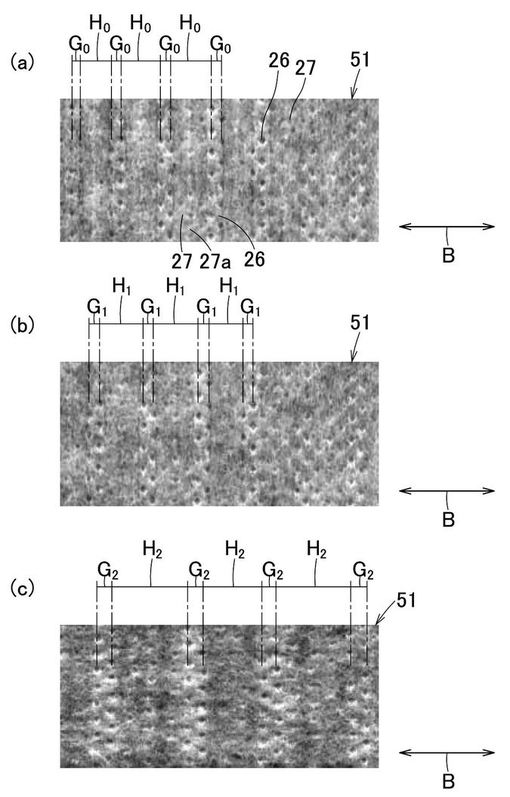
図9の(a),(b),(c)は、弾性不織布20の短冊を一方向へ引張って伸長させたときの状態を示す写真である。図9の(a)は、図7の弾性不織布20から切り取った短冊51における帯状域26と隆起域27とをそれらの上方から示す写真である。これらの図において、帯状域26に形成された加熱圧着部106の幅方向Bにおける中心間距離GがG0,G1,G2で示されている。また、隆起域27の両側に位置する加熱圧着部106の中心間距離HがH0,H1,H2で示されている。中心間距離H0,H1,H2は、隆起域27を横断して延びている。
【0042】
図9の(b)における短冊51は、幅方向Bにおける両端を摘んで(a)の短冊51を図2の幅方向Bへ伸長させたときの状態を示している。(b)の短冊51では、中心間距離Hが距離H0よりも長い距離H1に変化している。中心間距離Gでは、距離G0と距離G1とがほぼ同じであって、実質的には変化がない。すなわち、図9の(a)と(b)とでは、隆起域27の寸法だけが大きくなるように変化している。このように変化している短冊51は、図4において、隆起域27がその高さを低くしながら幅方向Bへ広がっている(a)における弾性不織布20に対応している。
【0043】
図9の(c)は、(b)の短冊51を幅方向Bへさらに伸長させたときの短冊51を示している。短冊51は、加熱圧着部106の間隔が広がるように帯状域26が伸長するとともに、帯状域26と26との間にある隆起域27も伸長している。すなわち、中心間距離Gは距離G1よりも長い距離G2に変化し、中心間距離Hは距離H1よりも長い距離H2に変化している。帯状域26と隆起域27とがこのように変化した短冊51は、図4の(b)における弾性不織布20に対応している。短冊51は、それを摘んでいた手を離すと、弾性的に収縮して図9の(a)の状態に近い状態にまで戻る。
【0044】
図9の(a),(b),(c)における短冊51の挙動からは、弾性不織布20について次のように考察することができる。すなわち、短冊51である弾性不織布20を幅方向Bへ伸長させると、伸長の初期段階では、伸長容易な隆起域27が平坦になるように変形する。伸長の次の段階では、平坦になっている隆起域27がさらに伸長して、帯状域26と隆起域27とにあった非弾性繊維の多くが幅方向Bにおいて緊張状態になる。伸長のさらに次の段階では、その緊張状態にある非弾性繊維が非弾性的に伸長し、やがて破断する。
【0045】
この発明の実施形態の一つとして、これまでに使用されていた互いにかみ合う上ロール103と下ロール104とを、第1尾根部131と第1溝部132とが上ロール103の軸方向へ延び、第2尾根部141と第2溝部142とが下ロール104の軸方向へ延びるものに代えて弾性不織布20を作ることが可能である。また、下ロール104において、ピッチP2で並んでいた第2尾根部141と第2溝部142とは、一部のものをピッチP1で並ぶように変更することができる。さらにはまた、ピッチP2で並んでいた第2尾根部141と第2溝部142とは、少なくとも一部のものをピッチP1の3倍以上の整数倍で並ぶように変更することも可能である。
【符号の説明】
【0046】
20 弾性不織布
20a 上面
20b 下面
26 帯状域
27 隆起域
27a 頂部
27b 遷移する部分
103 第1ロール(上ロール)
104 第2ロール(下ロール)
106 加熱圧着部
131 第1尾根部
132 第1溝部
141 第2尾根部
142 第2溝部
A 前後方向
B 幅方向
C 上下方向
【技術分野】
【0001】
この発明は、弾性的に伸長・収縮する弾性繊維と非弾性的に伸長する非弾性繊維とによって形成された弾性不織布とその製造方法とに関する。
【背景技術】
【0002】
弾性的に伸長・収縮する弾性繊維と非弾性的に伸長する非弾性繊維とによって形成されたウエブを一方向へ伸長させた後に収縮させて容易に伸長・収縮する弾性不織布とする方法は公知である。
【0003】
たとえば、特開2004−244791号公報(P2004―0244791A、特許文献1)に記載された伸縮性不織布およびその製造方法では、熱可塑性ポリウレタンエラストマーで形成された繊維とプロピレンホモポリマーで形成された繊維とが混合状態にあるスパンボンド不織布を部分的に溶着し、しかる後にこの不織布に延伸加工を施すことによって弾性的に伸長・収縮する不織布を得る。不織布を延伸加工する方法の一つでは、ニップロールの対を機械方向に複数並べ、ニップロールの対の回転数を機械方向の上流から下流に向かって順に早くする。延伸加工する方法のもう一つでは、一対の互いにかみ合うロールの間に不織布を供給する。一対のロールの間を通過した不織布では、ロールのそれぞれに形成されていた尾根部と、溝部との形状に倣うように不織布が幅方向の全体にわたってジグザグに折り曲げられている。
【0004】
また、特開2008−248460号公報(P2008−248460A、特許文献2)に記載された伸縮性不織布は、弾性的に伸長・収縮する繊維と非弾性的に伸長する繊維とを含むもので、これら両繊維を含むウエブを機械方向へ回転している一対の互いにかみ合うロールの間に供給することによって得ることができる。その伸縮性不織布では、不織布の両面のそれぞれに機械方向である縦方向へ延びた幅の広い帯状疎領域と幅の狭い帯状密領域とが形成され、これら両域が不織布の横方向で交互に並んでいる。帯状密領域では伸縮性不織布が圧搾されていて縦方向へ延びる溝を形成している。帯状疎領域では、不織布の両面が互いに平行する平坦な面を形成している。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−244791号公報(P2004−0244791A)
【特許文献2】特開2008−248460号公報(P2008−248460A)
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来技術によって得られる弾性的に伸長・収縮する弾性不織布は、それを弾性的に伸長・収縮するもう一枚の弾性シートに接合したり、伸長状態にあるその弾性不織布を弾性的に伸長することのないもう一枚の非弾性シートに接合したりすることによって、弾性的に伸長・収縮する複合シートとし、その複合シートを使い捨ておむつ等の使い捨て着用物品における部材として使用することがある。しかるに、不織布が幅方向全体にわたってジグザグに折り曲げられている不織布では、それをもう一枚の弾性シートまたは非弾性シートに接合して複合シートにしようとすると、不織布とそのシートとの接触面積が少ないということによって加熱・加圧による接合方法を採用し難いとか、ホットメルト接着剤を使用して接合しようとするとホットメルト接着剤の塗布面積が徒に多くなるということがある。また、不織布の両面に幅広い帯状疎領域が形成されている場合には、それをもう一枚のシートに接合して複合シートにすることは容易であっても、複合シートのうちの不織布が着用物品の着用者の肌と接触するような複合シートの使い方である場合には、幅広い帯状疎領域が肌に対して広い面積で接触して肌と複合シートとの間の通気性が悪くなるということがある。
【0007】
この発明では、肌と接触したときに肌との間に通気性の空隙を作ることが容易な弾性不織布であって、しかもその不織布をそれとは別体のもう一枚のシートに対して接合することも容易である弾性不織布の提供を課題にしている。
【課題を解決するための手段】
【0008】
前記課題を解決するためのこの発明には、弾性不織布を対象にする第1発明と第1発明の弾性不織布の製造方法を対象にする第2発明とが含まれている。
【0009】
前記第1発明が対象にする不織布は、弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて弾性的に伸長・収縮する弾性不織布である。
【0010】
かかる弾性不織布において、前記第1発明が特徴とするところは以下のとおりである。すなわち、前記弾性不織布は、互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記厚さ方向には前記弾性不織布の厚さを規定する上面と下面とが含まれている。前記弾性不織布には、前記上面と前記下面とが互いに並行して前記長さ方向へ延びる複数条の平坦な帯状域と、前記上面が前記帯状域における前記上面よりも上方へ隆起して前記上面と前記下面とで逆V字形を画いて前記長さ方向へ延びる複数条の隆起域とが形成されている。前記帯状域と前記隆起域とは、前記幅方向において互いに隣接するように交互に形成されていて、前記弾性不織布を前記幅方向へ引っ張ると、前記隆起域が前記幅方向の寸法を大きくするように前記幅方向へ広がり、しかる後に前記帯状域が前記幅方向の寸法を大きくするように前記幅方向へ広がるように、前記隆起域は前記帯状域よりも前記幅方向へ伸長容易に形成されている。
【0011】
前記第1発明の実施形態の一つにおいて、前記隆起域に含まれている前記非弾性繊維は、前記帯状域に含まれている前記非弾性繊維よりも高い伸長率で伸長された状態にある。
【0012】
前記第1発明の実施形態の他の一つにおいて、前記弾性不織布は、前記幅方向の断面に現れる前記隆起域から前記帯状域へ遷移する部分および前記隆起域の頂部のうちの少なくとも一方において、前記弾性繊維と前記非弾性繊維とのうちの少なくとも前記非弾性繊維が互いに溶着した状態にある。
【0013】
前記第1発明の実施形態の他の一つにおいて、前記弾性不織布は、前記幅方向と前記長さ方向とに間欠的に分布するように形成された加熱圧着部において、前記弾性繊維と前記非弾性繊維とが溶着している。
【0014】
この発明において、前記第2発明が対象とするのは、前記第1発明の弾性不織布を製造する方法である。
【0015】
かかる製造方法において、前記第2発明が特徴とするところは、以下のとおりである。すなわち、弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記幅方向と前記長さ方向とに間欠的に分布する加熱圧着部において前記弾性繊維と前記非弾性繊維とが溶着しているウエブを互いにかみ合って機械方向へ回転している第1ロールと第2ロールとの間に供給する。前記第1ロールの周面には、前記第1ロールの周方向および軸方向のうちのいずれか一方の方向へ延びていてもう一方の方向において互いに隣接する第1尾根部と第1溝部とのそれぞれが一定のピッチP1で複数条形成されている。前記第2ロールの周面には、前記第1溝部のそれぞれとかみ合う複数条の第2尾根部と、前記第1尾根部のそれぞれとかみ合う複数条の第2溝部とが互いに隣接するように交互に形成されていて、複数条の前記第2尾根部には、前記ピッチP1の2倍のピッチおよび2倍よりも大きい整数倍のピッチのいずれかのピッチP2で並ぶ前記第2尾根部が含まれている。
【0016】
前記第2発明の実施形態の一つにおいて、前記第1尾根部と前記第2尾根部とのうちの少なくとも前記第2尾根部は、前記非弾性繊維を軟化させる温度および溶融させる温度のいずれかの温度にまで加熱されている。
【発明の効果】
【0017】
この発明に係る弾性不織布は、平坦に形成されている帯状域と、帯状域の上面よりも上方へ隆起して逆V字形を画いている隆起域とを有するから、この弾性不織布は、それをもう一枚のシートに接合するときに帯状域において接合すると、もう一枚のシートに対する接合面積を広く確保することができて接合が容易になるばかりでなく、隆起域の幅方向における弾性的な伸長・収縮を妨げることがない。また、この弾性不織布は、それを肌に向けて使用する場合には、隆起域が肌と接触するようにすると、肌と帯状域との間には通気性のよい空隙を作ることができる。
【0018】
この発明に係る弾性不織布の製造方法では、互いにかみ合う一対のロールの一方における第1溝部のピッチP1に対して、一対のロールのもう一方における第2尾根部のピッチP2をピッチP1の2倍以上の整数倍にすることによって、この発明に係る弾性不織布を容易に得ることができる。
【図面の簡単な説明】
【0019】
【図1】おむつの部分破断斜視図。
【図2】図1のII−II線切断面を示す図。
【図3】後パネルの一部分の部分破断斜視図。
【図4】(a)と(b)とによって後パネルの伸長状態を例示する図。
【図5】弾性不織布の製造工程を例示する図。
【図6】かみ合うロールの部分断面図。
【図7】弾性不織布の一例の斜視図(写真)。
【図8】図7の弾性不織布の断面図(写真)。
【図9】(a),(b),(c)によって弾性不織布の伸長状態を比較する図(写真)。
【発明を実施するための形態】
【0020】
添付の図面を参照して、この発明の実施形態である弾性不織布とその製造方法とを説明すると、以下のとおりである。
【0021】
図1は、弾性不織布20が使用されている使い捨ておむつ1の部分破断斜視図である。おむつ1は、おむつ着用者(図示せず)の腹側を被覆する前パネル2と、背側を被覆する後パネル3と、前パネル2と後パネル3との内面2a,3aに一部分が接合されていて股部を被覆する中央パネル4とを含んでいる。前パネル2と後パネル3とは、それぞれの側縁部2c,3cどうしが合掌状に重なり合い、間欠的に形成された複数の接合部6において接合して胴回り開口部7を画成している。前パネル2と後パネル3とはまた、中央パネル4と一体になって一対の脚回り開口8を画成している。前パネル2と後パネル3とはさらに、それらの内面2a,3aを形成する弾性不織布20と、それらの外面2b,3bを形成する弾性シート21とを含み、これら弾性不織布20と弾性シート21とがスポット状に間欠的に塗布されたホットメルト接着剤22を介して接合している。かような前パネル2と後パネル3とは、おむつ1の幅方向Bにおいて弾性的に伸長可能である。中央パネル4は、着用者の尿等の排泄物を吸収するための吸収体9を透液性の内面シート11と不透液性の外面シート12とで被覆しているものであるが、説明を簡略化するために詳細構造の図示は省略されている。図1には、おむつ1の前後方向と幅方向と上下方向とが互いに直交する双頭矢印A,B,Cで示されている。
【0022】
図2,3において、図2は図1のII−II線切断面によって後パネル3の幅方向Bにおける切断面を示しており、図3はその切断面を含む後パネル3の部分斜視図である。図2には、おむつ1の着用者の肌14が仮想線で示されている。
【0023】
図2,3において、後パネル3を形成している弾性不織布20は、間欠的に塗布されたホットメルト接着剤22を介して弾性シート21に接合している複数条の平坦に形成された帯状域26と、逆V字形を画いて帯状域26から肌14に向かって突出している複数条の隆起域27とを有している。帯状域26と隆起域27とは、幅方向Bにおいて互いに隣接するように交互に並んでいる。帯状域26のそれぞれは幅方向Bの寸法が同じであって、隆起域27を介して隣り合う帯状域26の幅方向Bにおける中心間距離はピッチP1である。隆起域27は頂部27aと、一対の遷移部27bとを有し、遷移部27bにおいて、隆起域27が帯状域26へと変化している。かような図2の隆起域27は、頂部27aを中心にほぼ左右対称に形成されている。図2において、双頭矢印Aは、弾性不織布20と弾性シート21との厚さ方向をも示している。
【0024】
弾性シート21は、ほぼ一様な厚さに形成されていて、弾性不織布20における帯状域26に対してホットメルト接着剤22を介して接合している。このような弾性シート21と弾性不織布20との間には、第1間隙31が形成されている。第1間隙31は、おむつ1の幅方向Bにおいて反復するように形成されている。第1間隙31はまた、おむつ1の上下方向Cへ延びていて後パネル3の上縁3dと下縁3eとにおいて開口している(図1参照)。ただし、おむつ1において、後パネル3が中央パネル4と重なり合っている部位では、図示例の如き形状の第1間隙31は形成されないことがある。
【0025】
弾性不織布20と弾性シート21とがこのような状態にある後パネル3は、おむつ1が着用状態にあると、隆起域27の頂部27aおよび/または頂部27aの近傍が肌14に接触して、肌14と弾性不織布20との間に第2間隙32が形成される。第2間隙32もまた、おむつ1の上下方向Cへ延びていて、上方と下方とに向かって開口していている。
【0026】
おむつ1の前パネル2は、後パネル3と同じように弾性不織布20と弾性シート21とによって形成されているもので、これら両シート20,21の間には第1間隙31が形成され、弾性不織布20と肌14との間には第2間隙32が形成される。
【0027】
図4の(a),(b)は、図2における後パネル3が幅方向Bへ引張られたときの後パネル3の状態を示している。後パネル3が幅方向Bへ引張られる初期の段階では、帯状域26はその幅にほとんど変化がなく、隆起域27は幅方向Bの寸法を大きくするように広がると同時に、頂部27aの高さが低くなる(図4(a))。後パネル3がさらに引張られると、隆起域27が平坦になって弾性シート21に重なり、さらに引張られると帯状域26と平坦になった隆起域27との幅が広がるように変化する(図4(b))。このように、隆起域27は、帯状域26と比べると、幅方向Bへ容易に伸長する。後パネル3は、それが引張られることから解放されると、ほぼ元の状態、すなわち図2の状態にまで弾性的に復帰する。前パネル2はそれが幅方向Bへ引張られると、図4における後パネル3と同様な挙動を示す。
【0028】
おむつ1は、このように形成されているものであるから、それが着用されて前パネル2や後パネル3が肌14に対して図2の状態にあると、弾性不織布20と弾性シート21との間には、上下が開放状態にある第1空隙31が上下方向Cへ延びる通気路として作用し、おむつ1を着用したときの蒸れを防ぐことができる。また、弾性不織布20と肌14との間に形成される上下が開放状態にあって断面積の大きい第2空隙32もまた、上下方向Cへ延びる通気路として作用し、蒸れを防ぐばかりではなく、肌14に清涼感をもたらすことができる。加えて、弾性不織布20と弾性シート21とがそれらの厚さ方向において通気性を有するものであれば、おむつ1の内側の湿度の高い空気は、第1、第2空隙31,32を介しておむつ1の上下から排出されるばかりではなく、前パネル2や後パネル3の厚さ方向からも排出される。
【0029】
このように作用する弾性不織布20については、後記の図5〜図9に基づいて詳述される。また、弾性シート21は、それが弾性不織布20と接合して複合シートとなったときに、弾性不織布20とともに弾性的に伸長・収縮すればよいもので、そのような弾性シート21としては、ポリウレタン繊維の如き弾性繊維を少なくとも20重量%含み、弾性的に伸長・収縮可能な不織布や織布、ポリウレタン樹脂等の弾性材料で形成されていて弾性的に伸長・収縮可能なフィルム等を使用することができる。
【0030】
図5は、弾性不織布20の製造工程を例示する図である。図5における機械方向MDの上流からは、弾性不織布20を得るための原料ウエブ101が連続的に供給される。ウエブ101は、機械方向MDに一致した長さ方向と、機械方向MDに直交する交差方向CDに一致した幅方向と、これら長さ方向と幅方向とに直交する厚さ方向とを有し、一対のエンボス加工用ロール102に供給されると、ロール102の一方に形成されていて所要温度に加熱されているエンボス加工用突起(図示せず)によって、長さ方向と幅方向とにおいて間欠的となるようにドット状の加熱圧着部106(図7参照)が形成される。次に、ウエブ101は、ウエブ101に対する延伸装置105を形成していて互いにかみ合う上ロール103と下ロール104との間に供給されて、弾性不織布20の連続体である弾性ウエブ120となる。弾性ウエブ120は、所要の大きさに裁断されて弾性不織布20として使用される。
【0031】
かかる製造工程において、ウエブ101には、一例として、ポリウレタン繊維等の弾性的に伸長・収縮する弾性繊維20〜80重量%と、非弾性的に伸長するポリプロピレン繊維やポリエチレン繊維の如きポリオレフィン系繊維等の非弾性繊維80〜20重量%との混合物を使用することができる。そのような混合物には、エンドレスな長繊維や短繊維を使用することができるが、好ましくは長繊維によって形成されたスパンボンド不織布を使用する。
【0032】
エンボス加工用ロール102は、ウエブ101を形成している繊維のうちの少なくとも非弾性繊維を軟化または溶融させることのできる温度にまで加熱し、より好ましくはウエブ101を形成している弾性繊維と非弾性繊維とが溶着する温度にまで加熱する。加熱圧着部106を形成されたウエブ101では、延伸装置105へ進入したときに、加熱圧着部106と加熱圧着部106との間に延びる非弾性繊維の非弾性的な伸長、すなわち非弾性繊維の長さの永久変形を生じさせることが容易である。
【0033】
延伸装置105における上ロール103と下ロール104とにおいて、上ロール103にはロールを一周するように複数条の第1尾根部131と複数条の第1溝部132とが形成されていて(図6参照)、これら第1尾根部131と第1溝部132とが交差方向CD、すなわち上ロール103の軸方向において交互に並んでいる。下ロール104には、ロールを一周するように複数条の第2尾根部141と複数条の第2溝部142とが形成されていて(図6参照)、これら第2尾根部141と第2溝部142とが交差方向CD、すなわち下ロール104の軸方向において交互に並んでいる。ウエブ101がこれら第1尾根部131、第1溝部132、第2尾根部141、第2溝部142の形状に倣うように変形することによって、弾性ウエブ120は、図2の帯状域26と隆起域27とが形成されたものになる。
【0034】
図6は、延伸装置105において上ロール103と下ロール104とがかみ合う状態を示す上下ロール103,104の交差方向CDに平行な断面図である。
【0035】
上ロール103では、図において輪郭線がV字形を画いている第1尾根部131がピッチP1で交差方向CDへ並んでいる。また、隣り合う第1尾根部131と第1尾根部131との間には輪郭線が逆V字形を画いている第1溝部132が形成されていて、第1溝部132もまたピッチP1で交差方向CDへ並んでいる。
【0036】
下ロール104では、輪郭線が逆V字形を画いている第2尾根部141がピッチP2で交差方向CDへ並んでいる。また、隣り合う第2尾根部141と第2尾根部141との間には交差方向CDへ延びた底部142aを有する第2溝部142が形成されていて、第2溝部142もまたピッチP2で交差方向CDへ並んでいる。図示例のピッチP2は、ピッチP1の2倍の寸法を有しており、上ロール103と下ロール104とがかみ合うときには図6の状態となる。すなわち、交差方向CDへ並ぶ第2尾根部141は、ピッチP1で交差方向CDへ並ぶ第1溝部132に対して一つおきに進入する。
【0037】
図6はまた、上ロール103と下ロール104との間にあってこれらのロール103,104の周面に倣って変形しているウエブ101も示されている。ウエブ101が上ロール103と下ロール104との間に供給されて、機械方向MDへ回転するこれらのロール103と104とが次第に深くかみ合い始めると、ウエブ101は、第1尾根部131の頂部131pと第2尾根部141の頂部141pとに触れている部分がそれらの頂部131p,141pにほぼ固定された状態にあって、隣り合う頂部131pと141pとの間に位置する部分101aが図の上下方向へ延伸される。また、第2溝部142にあって頂部131pと131pとの間に位置する部分101bはほとんど延伸されることがない。ウエブ101がこのように延伸されるときには、部分101aと部分101bとのうちの主として部分101aにおいて、ウエブ101を形成している弾性繊維が弾性的に伸長する一方、非弾性繊維は非弾性的に伸長して、延伸装置105から出たウエブ101すなわち弾性ウエブ120では、部分101aにおける非弾性繊維が長さの長いものに変化していて、部分101aの交差方向CDにおける寸法が延伸装置105へ進入する前の交差方向CDにおける寸法よりも長くなり、帯状域26と隆起域27とが形成される。隆起域27において、弾性繊維は弾性的に収縮するのではあるが、しかしその弾性繊維の収縮は長さが長くなるように変化している非弾性繊維によって拘束されているので、原料ウエブ101を形成していたときの長さにまでは収縮することがない。隆起域27における非弾性繊維と帯状域26における非弾性繊維とを比較すると、前者の繊維は後者の繊維よりも高い伸長率で非弾性的に伸長された状態にある。このような状態にある隆起域27の形成を容易にするために、上ロール103の第1尾根部131と下ロール104の第2尾根部141とのうちの少なくとも第2尾根部141は、ウエブ101を形成している繊維のうちの少なくとも一部を軟化または溶融させる温度にまで加熱しておくことが好ましい。
【0038】
図7は、図5の工程で得られた弾性不織布20の一例を示す写真である。この弾性不織布20は、単位面積当たりの質量が90g/m2のもので、熱可塑性ポリウレタン繊維40重量%とポリプロピレン繊維60重量%とを含んでいる。弾性不織布20を得るために使用した図5における原料ウエブ101の熱可塑性ポリウレタン繊維の繊径は22μmであり、ポリプロピレン繊維の繊径は22μmであった。図2における上ロール103にはピッチP1が2.5mm、下ロール104にはピッチP2が5mmのものを使用して、第1溝部132に対して第2尾根部141がかみこむ深さを6mmに設定した。上ロール103と下ロール104とは周速を50m/minに設定し、表面温度を90℃に設定した。
【0039】
図7の弾性不織布20における表面には、一方向へ直状に延びる帯状域26と隆起域27とがその一方向に直交する方向へ交互に並んでいる。帯状域26には、多数のドット状の加熱圧着部106がそれぞれの方向において一定のピッチで形成されている。加熱圧着部106は、隆起域27にも形成されているのであるが、ウエブ101が延伸装置105で延伸され、その後に収縮して得られる嵩高な隆起域27では、その加熱圧着部106が見え難くなっている。
【0040】
図8は、図7の弾性不織布20における断面の一部分を15倍に拡大して示す写真であって、その断面は隆起域27が延びる方向に直交している。弾性不織布20は、水平な板41の上におかれている。弾性不織布20における帯状域26は、上面26dと下面26eとを有し、下面26eが板41に接している。隆起域27は、帯状域26の上面26dから上方に向かって突出していて、頂部27aと、弾性不織布20が隆起域27から帯状域26へと遷移する部分27bとを有し、ほぼ逆V字形を画いている。隆起域27と板41との間には、空隙42が形成されている。隆起域27の頂部27aと遷移する部分27bとは、図5における下ロール104の加熱されている頂部141pと上ロール103における加熱されている頂部131pとに圧接した部位であって、それらの部位では弾性不織布20がその厚さ方向において圧縮された状態にある。また、隆起域27では、頂部27aと遷移する部分27bとの間が、弾性不織布20におけるその他の部位よりも嵩高になる傾向がある。
【0041】
図9の(a),(b),(c)は、弾性不織布20の短冊を一方向へ引張って伸長させたときの状態を示す写真である。図9の(a)は、図7の弾性不織布20から切り取った短冊51における帯状域26と隆起域27とをそれらの上方から示す写真である。これらの図において、帯状域26に形成された加熱圧着部106の幅方向Bにおける中心間距離GがG0,G1,G2で示されている。また、隆起域27の両側に位置する加熱圧着部106の中心間距離HがH0,H1,H2で示されている。中心間距離H0,H1,H2は、隆起域27を横断して延びている。
【0042】
図9の(b)における短冊51は、幅方向Bにおける両端を摘んで(a)の短冊51を図2の幅方向Bへ伸長させたときの状態を示している。(b)の短冊51では、中心間距離Hが距離H0よりも長い距離H1に変化している。中心間距離Gでは、距離G0と距離G1とがほぼ同じであって、実質的には変化がない。すなわち、図9の(a)と(b)とでは、隆起域27の寸法だけが大きくなるように変化している。このように変化している短冊51は、図4において、隆起域27がその高さを低くしながら幅方向Bへ広がっている(a)における弾性不織布20に対応している。
【0043】
図9の(c)は、(b)の短冊51を幅方向Bへさらに伸長させたときの短冊51を示している。短冊51は、加熱圧着部106の間隔が広がるように帯状域26が伸長するとともに、帯状域26と26との間にある隆起域27も伸長している。すなわち、中心間距離Gは距離G1よりも長い距離G2に変化し、中心間距離Hは距離H1よりも長い距離H2に変化している。帯状域26と隆起域27とがこのように変化した短冊51は、図4の(b)における弾性不織布20に対応している。短冊51は、それを摘んでいた手を離すと、弾性的に収縮して図9の(a)の状態に近い状態にまで戻る。
【0044】
図9の(a),(b),(c)における短冊51の挙動からは、弾性不織布20について次のように考察することができる。すなわち、短冊51である弾性不織布20を幅方向Bへ伸長させると、伸長の初期段階では、伸長容易な隆起域27が平坦になるように変形する。伸長の次の段階では、平坦になっている隆起域27がさらに伸長して、帯状域26と隆起域27とにあった非弾性繊維の多くが幅方向Bにおいて緊張状態になる。伸長のさらに次の段階では、その緊張状態にある非弾性繊維が非弾性的に伸長し、やがて破断する。
【0045】
この発明の実施形態の一つとして、これまでに使用されていた互いにかみ合う上ロール103と下ロール104とを、第1尾根部131と第1溝部132とが上ロール103の軸方向へ延び、第2尾根部141と第2溝部142とが下ロール104の軸方向へ延びるものに代えて弾性不織布20を作ることが可能である。また、下ロール104において、ピッチP2で並んでいた第2尾根部141と第2溝部142とは、一部のものをピッチP1で並ぶように変更することができる。さらにはまた、ピッチP2で並んでいた第2尾根部141と第2溝部142とは、少なくとも一部のものをピッチP1の3倍以上の整数倍で並ぶように変更することも可能である。
【符号の説明】
【0046】
20 弾性不織布
20a 上面
20b 下面
26 帯状域
27 隆起域
27a 頂部
27b 遷移する部分
103 第1ロール(上ロール)
104 第2ロール(下ロール)
106 加熱圧着部
131 第1尾根部
132 第1溝部
141 第2尾根部
142 第2溝部
A 前後方向
B 幅方向
C 上下方向
【特許請求の範囲】
【請求項1】
弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて弾性的に伸長・収縮する弾性不織布であって、
前記弾性不織布は、互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記厚さ方向には前記弾性不織布の厚さを規定する上面と下面とが含まれており、
前記弾性不織布には、前記上面と前記下面とが互いに並行して前記長さ方向へ延びる複数条の平坦な帯状域と、前記上面が前記帯状域における前記上面よりも上方へ隆起して前記上面と前記下面とで逆V字形を画いて前記長さ方向へ延びる複数条の隆起域とが形成され、
前記帯状域と前記隆起域とは、前記幅方向において互いに隣接するように交互に形成されていて、前記弾性不織布を前記幅方向へ引っ張ると、前記隆起域が前記幅方向の寸法を大きくするように前記幅方向へ広がり、しかる後に前記帯状域が前記幅方向の寸法を大きくするように前記幅方向へ広がるように、前記隆起域は前記帯状域よりも前記幅方向へ伸長容易に形成されていることを特徴とする前記弾性不織布。
【請求項2】
前記隆起域に含まれている前記非弾性繊維は、前記帯状域に含まれている前記非弾性繊維よりも高い伸長率で伸長された状態にある請求項1記載の弾性不織布。
【請求項3】
前記弾性不織布は、前記幅方向の断面に現れる前記隆起域から前記帯状域へ遷移する部分および前記隆起域の頂部のうちの少なくとも一方において、前記弾性繊維と前記非弾性繊維とのうちの少なくとも前記非弾性繊維が互いに溶着した状態にある請求項1または2記載の弾性不織布。
【請求項4】
前記弾性不織布は、前記幅方向と前記長さ方向とに間欠的に分布するように形成された加熱圧着部において、前記弾性繊維と前記非弾性繊維とが溶着している請求項1〜3のいずれかに記載の弾性不織布。
【請求項5】
請求項1記載の弾性不織布を製造する方法であって、
弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記幅方向と前記長さ方向とに間欠的に分布する加熱圧着部において前記弾性繊維と前記非弾性繊維とが溶着しているウエブを互いにかみ合って機械方向へ回転している第1ロールと第2ロールとの間に供給し、
前記第1ロールの周面には、前記第1ロールの周方向および軸方向のうちのいずれか一方の方向へ延びていてもう一方の方向において互いに隣接する第1尾根部と第1溝部とのそれぞれが一定のピッチP1で複数条形成され、
前記第2ロールの周面には、前記第1溝部のそれぞれとかみ合う複数条の第2尾根部と、前記第1尾根部のそれぞれとかみ合う複数条の第2溝部とが互いに隣接するように交互に形成されていて、複数条の前記第2尾根部には、前記ピッチP1の2倍のピッチおよび2倍よりも大きい整数倍のピッチのいずれかのピッチP2で並ぶ前記第2尾根部が含まれていることを特徴とする前記方法。
【請求項6】
前記第1尾根部と前記第2尾根部とのうちの少なくとも前記第2尾根部は、前記非弾性繊維を軟化させる温度および溶融させる温度のいずれかの温度にまで加熱されている請求項5記載の方法。
【請求項1】
弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて弾性的に伸長・収縮する弾性不織布であって、
前記弾性不織布は、互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記厚さ方向には前記弾性不織布の厚さを規定する上面と下面とが含まれており、
前記弾性不織布には、前記上面と前記下面とが互いに並行して前記長さ方向へ延びる複数条の平坦な帯状域と、前記上面が前記帯状域における前記上面よりも上方へ隆起して前記上面と前記下面とで逆V字形を画いて前記長さ方向へ延びる複数条の隆起域とが形成され、
前記帯状域と前記隆起域とは、前記幅方向において互いに隣接するように交互に形成されていて、前記弾性不織布を前記幅方向へ引っ張ると、前記隆起域が前記幅方向の寸法を大きくするように前記幅方向へ広がり、しかる後に前記帯状域が前記幅方向の寸法を大きくするように前記幅方向へ広がるように、前記隆起域は前記帯状域よりも前記幅方向へ伸長容易に形成されていることを特徴とする前記弾性不織布。
【請求項2】
前記隆起域に含まれている前記非弾性繊維は、前記帯状域に含まれている前記非弾性繊維よりも高い伸長率で伸長された状態にある請求項1記載の弾性不織布。
【請求項3】
前記弾性不織布は、前記幅方向の断面に現れる前記隆起域から前記帯状域へ遷移する部分および前記隆起域の頂部のうちの少なくとも一方において、前記弾性繊維と前記非弾性繊維とのうちの少なくとも前記非弾性繊維が互いに溶着した状態にある請求項1または2記載の弾性不織布。
【請求項4】
前記弾性不織布は、前記幅方向と前記長さ方向とに間欠的に分布するように形成された加熱圧着部において、前記弾性繊維と前記非弾性繊維とが溶着している請求項1〜3のいずれかに記載の弾性不織布。
【請求項5】
請求項1記載の弾性不織布を製造する方法であって、
弾性的に伸長・収縮する弾性繊維と、非弾性的に伸長する非弾性繊維とによって形成されていて互いに直交する幅方向と長さ方向と厚さ方向とを有し、前記幅方向と前記長さ方向とに間欠的に分布する加熱圧着部において前記弾性繊維と前記非弾性繊維とが溶着しているウエブを互いにかみ合って機械方向へ回転している第1ロールと第2ロールとの間に供給し、
前記第1ロールの周面には、前記第1ロールの周方向および軸方向のうちのいずれか一方の方向へ延びていてもう一方の方向において互いに隣接する第1尾根部と第1溝部とのそれぞれが一定のピッチP1で複数条形成され、
前記第2ロールの周面には、前記第1溝部のそれぞれとかみ合う複数条の第2尾根部と、前記第1尾根部のそれぞれとかみ合う複数条の第2溝部とが互いに隣接するように交互に形成されていて、複数条の前記第2尾根部には、前記ピッチP1の2倍のピッチおよび2倍よりも大きい整数倍のピッチのいずれかのピッチP2で並ぶ前記第2尾根部が含まれていることを特徴とする前記方法。
【請求項6】
前記第1尾根部と前記第2尾根部とのうちの少なくとも前記第2尾根部は、前記非弾性繊維を軟化させる温度および溶融させる温度のいずれかの温度にまで加熱されている請求項5記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−214201(P2011−214201A)
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願番号】特願2010−84620(P2010−84620)
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
【公開日】平成23年10月27日(2011.10.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【出願人】(000115108)ユニ・チャーム株式会社 (1,219)
【Fターム(参考)】
[ Back to top ]