
弾性定着ローラ及び画像形成装置
【課題】仕上げ加工の際にシリコーンゴムを耐熱温度以上にさらすことなく、研磨加工のみで所望の表面粗さを得て、トナー固着を誘発し難く長寿命であり、かつ良好な画質を得られる弾性定着ローラを得る。
【解決手段】金属製芯金5と、金属製芯金5上の弾性層4と、弾性層4上の離型層3とを備え、未定着トナーが転写された用紙を定着させる弾性定着ローラにおいて、離型層3の研磨仕上の研磨目が無方向性であることを特徴とする。
【解決手段】金属製芯金5と、金属製芯金5上の弾性層4と、弾性層4上の離型層3とを備え、未定着トナーが転写された用紙を定着させる弾性定着ローラにおいて、離型層3の研磨仕上の研磨目が無方向性であることを特徴とする。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】
本発明は、電子写真方式の複写機、ファクシミリ、レーザビームプリンタ等の定着装置に用いる弾性定着ローラに関し、フッ素樹脂の表層を研磨加工する技術分野に応用が可能なものである。
【0002】
【従来の技術】
複写機、レーザビームプリンタ、ファクシミリには未定着トナーをコピー用紙に定着させるための定着装置が設置されている。この定着装置内には定着ローラを始め、用紙を定着ローラに押し付けるための加圧ローラ等が組み込まれている。
【0003】
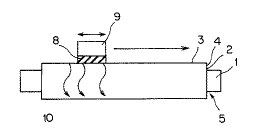
前記定着ローラとしては、図2に示すように、通常アルミもしくは鉄系の金属製芯金5の胴部2の表面にPFAやPTFEを離型層3として直接形成、あるいはプライマー層を下地としてその上にPFAやPTFEを離型層3として形成しているハードローラタイプが多く用いられている。この定着ローラはジャーナル1を中心に回転させて使用される。
【0004】
近年では、製品の高画質化の要求から、上記のようにハードローラではなく、フルカラープリンタ用に用いられてきた弾性層を有するソフトローラの必要性が増してきた。これは特にハーフトーンや写真画像において階調性や粒状度を重視するためである。
【0005】
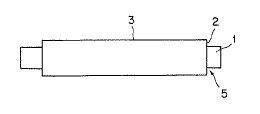
図3に示すように、このソフトローラタイプの弾性定着ローラは、金属製芯金5と、金属製芯金5上に形成した弾性層4と、弾性層4上に形成した離型層3と、金属製芯金5の内部に設けられたハロゲンヒータ6とから構成されている。
【0006】
そして、ソフトローラタイプの弾性定着ローラは、通常シリコーンゴムやフッ素系のゴムを芯金上に弾性層として被覆し、その上にPFA(テトラフルオロエチレン−ポリエチレンフルオロビニルエーテル共重合体)やPTFE(ポリテトラフルオロエチレン)といった離型層を設ける。あるいは密着性を増すため、弾性層と離型層との間にプライマー層を設ける場合も多い。シリコーンゴムやプライマーは液状のものが多く、離型層は液状の他粉体状のものもある。
【0007】
このような弾性定着ローラの製造方法は、PFAチューブと注型法の組み合わせによるものの他に、シリコーンゴムをブレード塗装あるいはロールコーターもしくはスプレー塗装により形成した後、離型層を塗装する方式もしばしば用いられるものである。弾性定着ローラの場合、搭載機種が高級機であることが多いため、構成部品にも高耐久を要求される場合が多い。
【0008】
この耐久性を上げるためには、離型層の耐磨耗性を良くすることも重要であるが、トナー固着を誘発しにくいことが必須条件となる。そのため、離型層表層の仕上げ加工においては、極力表面粗さを小さくする等の手段をとることになる。
【0009】
通常、離型層は、ディスパージョンスプレー塗装やディッピング、あるいは静電塗装等で芯金上にフッ素樹脂を焼成して形成される。
【0010】
しかし、離型層を後から塗装する方式の場合、フッ素樹脂の焼成のままでは所望の表面粗さを得られないため、仕上のための2次加工が必要となる。この2次加工としてテープ研磨による方法がよく用いられる。
【0011】
このテープ研磨は、アルミナやシリコンカーバイド等の砥粒をフィルム状の基材に塗布した研磨材をローラに当接して、ローラを回転させながら軸方向に一定速度で送りをかけるものである。基本的には円筒研削と同等の構成であり、得られる表面性状も略同一である。
【0012】
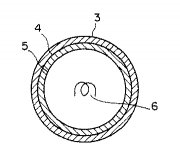
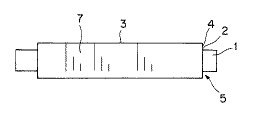
しかし、研磨材を一定速度で送りをかけるだけのテープ研磨や研削加工だけでは、図4に示すように、円周方向に研磨目や研磨スジ7が残り、表面粗さとしてはRaで0.1μm以下に押さえているにもかかわらず、製品を長期に渡って使用しているうちに、トナーが研磨スジに入り込み、トナー固着を誘発しやすく、最終的に定着不良を起こして異常画像となってしまう。
【0013】
そこで、研磨目や研磨スジ7を除去する目的で、再度フッ素樹脂の融点を越える温度で再焼成する方法が、特公平5−55078号公報に開示されている。
この特公平5−55078号公報に記載された発明は、芯金を被覆するシリコーンゴム弾性層上に焼成形成したフッ素樹脂層の表面温度がそのフッ素樹脂の融点よりやや高めにおいて前記研磨後のフッ素樹脂層を再焼成するものである。
【0014】
【特許文献1】
特公平5−55078号公報
【0015】
【発明が解決しようとする課題】
しかしながら、上記の研磨後に再焼成する方法では、フッ素樹脂の融点以上に昇温することになり、弾性層を形成するシリコーンゴムはその耐熱温度よりも高い雰囲気中にさらされる。その結果、シリコーンゴムが劣化を起こして、ゴムが風化して脆くなる、あるいは軟化する等弾性体としての機能を失うため画像にも悪影響があり、最悪の場合は弾性層にクラックが入るという不具合が生じることになる。
【0016】
そこで、本発明は、仕上げ加工の際にシリコーンゴムを耐熱温度以上にさらすことなく、研磨加工のみで所望の表面粗さを得て、トナー固着を誘発し難く長寿命であり、かつ良好な画質を得られる弾性定着ローラ及び画像形成装置を提供することをその目的とする。
【0017】
【課題を解決するための手段】
上記目的を達成するために請求項1の発明は、金属製芯金と、該金属製芯金上の弾性層と、該弾性層上の離型層とを備え、未定着トナーが転写された用紙を定着させる弾性定着ローラにおいて、前記離型層の研磨仕上の研磨目が無方向性であることを特徴とする弾性定着ローラである。
【0018】
また、請求項2の発明は、請求項1に記載の弾性定着ローラにおいて、前記研磨仕上は、前記金属製芯金上に弾性層及び離型層を形成したローラを回転させながら、ローラ軸方向に研磨材を揺動させる超仕上の加工であることを特徴とする弾性定着ローラである。
【0019】
また、請求項3の発明は、請求項1又は2に記載の弾性定着ローラにおいて、前記離型層はPFA、PTFE等のフッ素樹脂から構成されていることを特徴とする弾性定着ローラである。
【0020】
また、請求項4の発明は、請求項1〜3の何れかに記載の弾性定着ローラおいて、前記弾性層はシリコンゴムから構成されていることを特徴とする弾性定着ローラである。
【0021】
また、請求項5の発明は、請求項1〜4の何れかに記載の弾性定着ローラを備えた画像形成装置である。
【0022】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照して説明する。
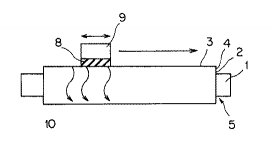
図1は本発明に係る一実施形態の弾性定着ローラの加工状態を示す図である。
【0023】
テープ研磨方式では、フィルム状の基材にアルミナやシリコンカーバイド等の砥粒を塗布、接着固定した研磨材を、離型層を焼成したローラの胴部にバックアップローラを介して当接するか、もしくはテンションローラ間で離型層を焼成したローラ円周方向にテンションをかけて離型層を焼成したローラの胴部に当接させ、離型層を焼成したローラを所定の回転数で回転させ、かつ研磨材をローラ軸方向に所定の速度で送りをかける。研磨材は砥粒が基材に保持されているため、この方式では研磨スジ、研磨目が正確には螺旋状であるが、送り速度に対して回転数が速いため、図4に示すように、略円周状に形成される。
【0024】
これに対して、本発明に係る一実施形態の弾性定着ローラは、図1に示すように、金属製芯金5上に弾性層4を形成し、弾性層4上に離型層3を焼成したローラ(以下ワークという)の胴部2に当接させた研磨材8を研磨材ホルダ9で保持して、軸方向に所定の振幅、振動数で単振動させながら一定速度で送りをかけ、ワークを回転させる。このとき、砥粒1個当たりの研磨条痕軌跡10は螺旋と単振動の合成された波形になるが、ワークの円周方向において、サインカーブと略同一形状と言える。
【0025】
それらの研磨材8による研磨条痕軌跡10は、無数の砥粒により重ね合わされ、あらゆる方向のものが合成されることになる。その結果、ワークの離型層表層の加工面は、基本的に砥粒が表面を削り取るときに発生する条痕を残す加工であるにもかかわらず、それら加工の条痕は方向性を持たない均一なものとなる。
【0026】
また、あらゆる方向の研磨条痕が重ね合わされることにより、表面粗さとしても従来のテープ研磨よりも小さくすることが可能となる。このように、トナー固着を誘発しやすい研磨スジや研磨目を消去し、表面粗さも小さくなることで、よりトナー固着に対して有利な離型層表面を形成することができる。
【0027】
さらに、上記のように超仕上方式では、軸方向の単振動がない場合に比べて、研削長が長くなるため、研磨量を多くすることが可能となる。すなわち、研磨効率が向上する。その結果加工時間を短縮できる等の副次的効果も望める。
【0028】
同時に、2次焼成をせずに超仕上のみの加工であれば、シリコンゴムをフッ素樹脂の融点を越える高温にさらす機会が減少するため、ゴムが劣化せず、ゴムとしての弾性や耐久性を損なう懸念を低減することができる。
【0029】
なお、超仕上の工程条件としては、加工回転数、単振動の振動数、振幅、送り速度、切り込み量等で上記の研磨条痕の形状、クロスハッチの最大傾斜角度を規制できる。また、表面粗さは研磨材の番手で調整でき、通常荒、仕上で2工程か3工程に分割し、徐々に番手を上げていくのが普通である。
【0030】
(加工条件)
主軸回転数:3000rpm
揺動(単振動)振動数:1200cpm(20Hz)
テープユニット送り速度:200mm/min
振幅:4mm
テープ送り速度:30mm/min
研磨材:スリーエム社製ラッピングフィルム
【0031】
この加工条件で加工した結果、焼成後のフッ素樹脂(PFA等)を研磨した場合の表面粗さは、おおむねRz0.5〜1μm、Raで0.1〜0.2μmであった。
【0032】
以上のように、超仕上方式で加工条件を適切に設定し、研磨目を無方向性にすることで、トナー固着の発生を抑制し、弾性層の機能を損なうことなく、長寿命かつ高画質を達成できる弾性定着ローラを効率よく生産することが可能となる。なお、本発明は上記実施例に限定されるものではない。即ち、本発明の骨子を逸脱しない範囲で種々変形して実施することができる。
【0033】
【発明の効果】
以上説明したように、請求項1の発明によれば、トナー固着を誘発する研磨スジ及び研磨目がない離型層表面を得られ、その結果トナー固着が起きにくく、長寿命の弾性定着ローラが生産できる。
【0034】
また、請求項2の発明によれば、弾性層のシリコンゴムを、テフロン(登録商標)融点温度にさらす危険性を低減し、研磨材のみでの加工であるにもかかわらず研磨スジや研磨目のない離型層表面性状を得られる。
【0035】
また、請求項3の発明によれば、離型層表面の離型性が極めて良く、トナー固着が発生しにくい弾性定着ローラを得ることができる。
【0036】
また、請求項4の発明によれば、弾性層としての特性が確保でき、粒状度等の高画質を得るための部品特性を得ることができる。
【0037】
また、請求項5の発明によれば、トナー固着が起きにくく長寿命の弾性定着ローラを備えているので、高画質且つ高耐久性を有する画像形成装置を得ることができる。
【図面の簡単な説明】
【図1】本発明に係る一実施形態の弾性定着ローラの加工状態を示す図である。
【図2】ハードローラタイプの定着ローラを示す正面図である。
【図3】ソフトローラタイプの定着ローラを示す断面図である。
【図4】2次加工後の従来の弾性定着ローラを示す正面図である。
【符号の説明】
1 ジャーナル
2 胴部
3 離型層
4 弾性層
5 金属製芯金
6 ハロゲンヒータ
7 研磨スジ
8 研磨材
9 研磨材ホルダ
10 研磨条痕軌跡
【0001】
【発明の属する技術分野】
本発明は、電子写真方式の複写機、ファクシミリ、レーザビームプリンタ等の定着装置に用いる弾性定着ローラに関し、フッ素樹脂の表層を研磨加工する技術分野に応用が可能なものである。
【0002】
【従来の技術】
複写機、レーザビームプリンタ、ファクシミリには未定着トナーをコピー用紙に定着させるための定着装置が設置されている。この定着装置内には定着ローラを始め、用紙を定着ローラに押し付けるための加圧ローラ等が組み込まれている。
【0003】
前記定着ローラとしては、図2に示すように、通常アルミもしくは鉄系の金属製芯金5の胴部2の表面にPFAやPTFEを離型層3として直接形成、あるいはプライマー層を下地としてその上にPFAやPTFEを離型層3として形成しているハードローラタイプが多く用いられている。この定着ローラはジャーナル1を中心に回転させて使用される。
【0004】
近年では、製品の高画質化の要求から、上記のようにハードローラではなく、フルカラープリンタ用に用いられてきた弾性層を有するソフトローラの必要性が増してきた。これは特にハーフトーンや写真画像において階調性や粒状度を重視するためである。
【0005】
図3に示すように、このソフトローラタイプの弾性定着ローラは、金属製芯金5と、金属製芯金5上に形成した弾性層4と、弾性層4上に形成した離型層3と、金属製芯金5の内部に設けられたハロゲンヒータ6とから構成されている。
【0006】
そして、ソフトローラタイプの弾性定着ローラは、通常シリコーンゴムやフッ素系のゴムを芯金上に弾性層として被覆し、その上にPFA(テトラフルオロエチレン−ポリエチレンフルオロビニルエーテル共重合体)やPTFE(ポリテトラフルオロエチレン)といった離型層を設ける。あるいは密着性を増すため、弾性層と離型層との間にプライマー層を設ける場合も多い。シリコーンゴムやプライマーは液状のものが多く、離型層は液状の他粉体状のものもある。
【0007】
このような弾性定着ローラの製造方法は、PFAチューブと注型法の組み合わせによるものの他に、シリコーンゴムをブレード塗装あるいはロールコーターもしくはスプレー塗装により形成した後、離型層を塗装する方式もしばしば用いられるものである。弾性定着ローラの場合、搭載機種が高級機であることが多いため、構成部品にも高耐久を要求される場合が多い。
【0008】
この耐久性を上げるためには、離型層の耐磨耗性を良くすることも重要であるが、トナー固着を誘発しにくいことが必須条件となる。そのため、離型層表層の仕上げ加工においては、極力表面粗さを小さくする等の手段をとることになる。
【0009】
通常、離型層は、ディスパージョンスプレー塗装やディッピング、あるいは静電塗装等で芯金上にフッ素樹脂を焼成して形成される。
【0010】
しかし、離型層を後から塗装する方式の場合、フッ素樹脂の焼成のままでは所望の表面粗さを得られないため、仕上のための2次加工が必要となる。この2次加工としてテープ研磨による方法がよく用いられる。
【0011】
このテープ研磨は、アルミナやシリコンカーバイド等の砥粒をフィルム状の基材に塗布した研磨材をローラに当接して、ローラを回転させながら軸方向に一定速度で送りをかけるものである。基本的には円筒研削と同等の構成であり、得られる表面性状も略同一である。
【0012】
しかし、研磨材を一定速度で送りをかけるだけのテープ研磨や研削加工だけでは、図4に示すように、円周方向に研磨目や研磨スジ7が残り、表面粗さとしてはRaで0.1μm以下に押さえているにもかかわらず、製品を長期に渡って使用しているうちに、トナーが研磨スジに入り込み、トナー固着を誘発しやすく、最終的に定着不良を起こして異常画像となってしまう。
【0013】
そこで、研磨目や研磨スジ7を除去する目的で、再度フッ素樹脂の融点を越える温度で再焼成する方法が、特公平5−55078号公報に開示されている。
この特公平5−55078号公報に記載された発明は、芯金を被覆するシリコーンゴム弾性層上に焼成形成したフッ素樹脂層の表面温度がそのフッ素樹脂の融点よりやや高めにおいて前記研磨後のフッ素樹脂層を再焼成するものである。
【0014】
【特許文献1】
特公平5−55078号公報
【0015】
【発明が解決しようとする課題】
しかしながら、上記の研磨後に再焼成する方法では、フッ素樹脂の融点以上に昇温することになり、弾性層を形成するシリコーンゴムはその耐熱温度よりも高い雰囲気中にさらされる。その結果、シリコーンゴムが劣化を起こして、ゴムが風化して脆くなる、あるいは軟化する等弾性体としての機能を失うため画像にも悪影響があり、最悪の場合は弾性層にクラックが入るという不具合が生じることになる。
【0016】
そこで、本発明は、仕上げ加工の際にシリコーンゴムを耐熱温度以上にさらすことなく、研磨加工のみで所望の表面粗さを得て、トナー固着を誘発し難く長寿命であり、かつ良好な画質を得られる弾性定着ローラ及び画像形成装置を提供することをその目的とする。
【0017】
【課題を解決するための手段】
上記目的を達成するために請求項1の発明は、金属製芯金と、該金属製芯金上の弾性層と、該弾性層上の離型層とを備え、未定着トナーが転写された用紙を定着させる弾性定着ローラにおいて、前記離型層の研磨仕上の研磨目が無方向性であることを特徴とする弾性定着ローラである。
【0018】
また、請求項2の発明は、請求項1に記載の弾性定着ローラにおいて、前記研磨仕上は、前記金属製芯金上に弾性層及び離型層を形成したローラを回転させながら、ローラ軸方向に研磨材を揺動させる超仕上の加工であることを特徴とする弾性定着ローラである。
【0019】
また、請求項3の発明は、請求項1又は2に記載の弾性定着ローラにおいて、前記離型層はPFA、PTFE等のフッ素樹脂から構成されていることを特徴とする弾性定着ローラである。
【0020】
また、請求項4の発明は、請求項1〜3の何れかに記載の弾性定着ローラおいて、前記弾性層はシリコンゴムから構成されていることを特徴とする弾性定着ローラである。
【0021】
また、請求項5の発明は、請求項1〜4の何れかに記載の弾性定着ローラを備えた画像形成装置である。
【0022】
【発明の実施の形態】
以下、本発明の実施の形態を図面を参照して説明する。
図1は本発明に係る一実施形態の弾性定着ローラの加工状態を示す図である。
【0023】
テープ研磨方式では、フィルム状の基材にアルミナやシリコンカーバイド等の砥粒を塗布、接着固定した研磨材を、離型層を焼成したローラの胴部にバックアップローラを介して当接するか、もしくはテンションローラ間で離型層を焼成したローラ円周方向にテンションをかけて離型層を焼成したローラの胴部に当接させ、離型層を焼成したローラを所定の回転数で回転させ、かつ研磨材をローラ軸方向に所定の速度で送りをかける。研磨材は砥粒が基材に保持されているため、この方式では研磨スジ、研磨目が正確には螺旋状であるが、送り速度に対して回転数が速いため、図4に示すように、略円周状に形成される。
【0024】
これに対して、本発明に係る一実施形態の弾性定着ローラは、図1に示すように、金属製芯金5上に弾性層4を形成し、弾性層4上に離型層3を焼成したローラ(以下ワークという)の胴部2に当接させた研磨材8を研磨材ホルダ9で保持して、軸方向に所定の振幅、振動数で単振動させながら一定速度で送りをかけ、ワークを回転させる。このとき、砥粒1個当たりの研磨条痕軌跡10は螺旋と単振動の合成された波形になるが、ワークの円周方向において、サインカーブと略同一形状と言える。
【0025】
それらの研磨材8による研磨条痕軌跡10は、無数の砥粒により重ね合わされ、あらゆる方向のものが合成されることになる。その結果、ワークの離型層表層の加工面は、基本的に砥粒が表面を削り取るときに発生する条痕を残す加工であるにもかかわらず、それら加工の条痕は方向性を持たない均一なものとなる。
【0026】
また、あらゆる方向の研磨条痕が重ね合わされることにより、表面粗さとしても従来のテープ研磨よりも小さくすることが可能となる。このように、トナー固着を誘発しやすい研磨スジや研磨目を消去し、表面粗さも小さくなることで、よりトナー固着に対して有利な離型層表面を形成することができる。
【0027】
さらに、上記のように超仕上方式では、軸方向の単振動がない場合に比べて、研削長が長くなるため、研磨量を多くすることが可能となる。すなわち、研磨効率が向上する。その結果加工時間を短縮できる等の副次的効果も望める。
【0028】
同時に、2次焼成をせずに超仕上のみの加工であれば、シリコンゴムをフッ素樹脂の融点を越える高温にさらす機会が減少するため、ゴムが劣化せず、ゴムとしての弾性や耐久性を損なう懸念を低減することができる。
【0029】
なお、超仕上の工程条件としては、加工回転数、単振動の振動数、振幅、送り速度、切り込み量等で上記の研磨条痕の形状、クロスハッチの最大傾斜角度を規制できる。また、表面粗さは研磨材の番手で調整でき、通常荒、仕上で2工程か3工程に分割し、徐々に番手を上げていくのが普通である。
【0030】
(加工条件)
主軸回転数:3000rpm
揺動(単振動)振動数:1200cpm(20Hz)
テープユニット送り速度:200mm/min
振幅:4mm
テープ送り速度:30mm/min
研磨材:スリーエム社製ラッピングフィルム
【0031】
この加工条件で加工した結果、焼成後のフッ素樹脂(PFA等)を研磨した場合の表面粗さは、おおむねRz0.5〜1μm、Raで0.1〜0.2μmであった。
【0032】
以上のように、超仕上方式で加工条件を適切に設定し、研磨目を無方向性にすることで、トナー固着の発生を抑制し、弾性層の機能を損なうことなく、長寿命かつ高画質を達成できる弾性定着ローラを効率よく生産することが可能となる。なお、本発明は上記実施例に限定されるものではない。即ち、本発明の骨子を逸脱しない範囲で種々変形して実施することができる。
【0033】
【発明の効果】
以上説明したように、請求項1の発明によれば、トナー固着を誘発する研磨スジ及び研磨目がない離型層表面を得られ、その結果トナー固着が起きにくく、長寿命の弾性定着ローラが生産できる。
【0034】
また、請求項2の発明によれば、弾性層のシリコンゴムを、テフロン(登録商標)融点温度にさらす危険性を低減し、研磨材のみでの加工であるにもかかわらず研磨スジや研磨目のない離型層表面性状を得られる。
【0035】
また、請求項3の発明によれば、離型層表面の離型性が極めて良く、トナー固着が発生しにくい弾性定着ローラを得ることができる。
【0036】
また、請求項4の発明によれば、弾性層としての特性が確保でき、粒状度等の高画質を得るための部品特性を得ることができる。
【0037】
また、請求項5の発明によれば、トナー固着が起きにくく長寿命の弾性定着ローラを備えているので、高画質且つ高耐久性を有する画像形成装置を得ることができる。
【図面の簡単な説明】
【図1】本発明に係る一実施形態の弾性定着ローラの加工状態を示す図である。
【図2】ハードローラタイプの定着ローラを示す正面図である。
【図3】ソフトローラタイプの定着ローラを示す断面図である。
【図4】2次加工後の従来の弾性定着ローラを示す正面図である。
【符号の説明】
1 ジャーナル
2 胴部
3 離型層
4 弾性層
5 金属製芯金
6 ハロゲンヒータ
7 研磨スジ
8 研磨材
9 研磨材ホルダ
10 研磨条痕軌跡
【特許請求の範囲】
【請求項1】
金属製芯金と、該金属製芯金上の弾性層と、該弾性層上の離型層とを備え、未定着トナーが転写された用紙を定着させる弾性定着ローラにおいて、前記離型層の研磨仕上の研磨目が無方向性であることを特徴とする弾性定着ローラ。
【請求項2】
請求項1に記載の弾性定着ローラにおいて、前記研磨仕上は、前記金属製芯金上に弾性層及び離型層を形成したローラを回転させながら、ローラ軸方向に研磨材を揺動させる超仕上の加工であることを特徴とする弾性定着ローラ。
【請求項3】
請求項1又は2に記載の弾性定着ローラにおいて、前記離型層はPFA、PTFE等のフッ素樹脂から構成されていることを特徴とする弾性定着ローラ。
【請求項4】
請求項1〜3の何れかに記載の弾性定着ローラおいて、前記弾性層はシリコンゴムから構成されていることを特徴とする弾性定着ローラ。
【請求項5】
請求項1〜4の何れかに記載の弾性定着ローラを備えた画像形成装置。
【請求項1】
金属製芯金と、該金属製芯金上の弾性層と、該弾性層上の離型層とを備え、未定着トナーが転写された用紙を定着させる弾性定着ローラにおいて、前記離型層の研磨仕上の研磨目が無方向性であることを特徴とする弾性定着ローラ。
【請求項2】
請求項1に記載の弾性定着ローラにおいて、前記研磨仕上は、前記金属製芯金上に弾性層及び離型層を形成したローラを回転させながら、ローラ軸方向に研磨材を揺動させる超仕上の加工であることを特徴とする弾性定着ローラ。
【請求項3】
請求項1又は2に記載の弾性定着ローラにおいて、前記離型層はPFA、PTFE等のフッ素樹脂から構成されていることを特徴とする弾性定着ローラ。
【請求項4】
請求項1〜3の何れかに記載の弾性定着ローラおいて、前記弾性層はシリコンゴムから構成されていることを特徴とする弾性定着ローラ。
【請求項5】
請求項1〜4の何れかに記載の弾性定着ローラを備えた画像形成装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2004−205991(P2004−205991A)
【公開日】平成16年7月22日(2004.7.22)
【国際特許分類】
【出願番号】特願2002−377715(P2002−377715)
【出願日】平成14年12月26日(2002.12.26)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
【公開日】平成16年7月22日(2004.7.22)
【国際特許分類】
【出願日】平成14年12月26日(2002.12.26)
【出願人】(000006747)株式会社リコー (37,907)
【Fターム(参考)】
[ Back to top ]