
形態安定カーテン及びその製造方法

【課題】カーテン全体の縦方向に均一な円弧上のウェ−ブを形成し、該ウェ−ブが長期使用に渡って美観を保つことができる優れた形態安定性を有し、洗濯を重ねても、型崩れのしない洗濯耐久性を有する形態安定カーテンを提供する。
【解決手段】天部に所定間隔で一山以上の縫いひだを備えたカーテン1を吊り下げ、該カーテンの裾部を、一定ピッチで配列した、熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒5,6を用いて横断面ジグザグ状に屈曲させ、所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けた。
【解決手段】天部に所定間隔で一山以上の縫いひだを備えたカーテン1を吊り下げ、該カーテンの裾部を、一定ピッチで配列した、熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒5,6を用いて横断面ジグザグ状に屈曲させ、所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、インテリア用途のカーテンに関する。詳しくはカーテン全体の縦方向に均一な円弧上のウェ−ブが形態安定加工により形成され、該ウェ−ブが型崩れがしない優れた形態安定性及び洗濯耐久性を有する形態安定カーテンに関する。
【背景技術】
【0002】
外からの直射日光を遮蔽する為に、家庭やオフィスの窓にはカーテンが装着されている。その吊設されたカーテンの見栄えを良くする為にカーテン生地には縦方向にウェーブを形成しているが、該ウェーブはカーテン生地上端部に2つ山又は3つ山のプリーツを作ることで行われている。ただし、上記2つ山又は3つ山のプリーツをカーテン生地上端部に縫製しても、該カーテン全体にわたって均一なウェーブを作ることは出来ない。特に、カーテン生地の張りが横に強い場合では、上側と下側ではウェーブの大きさが異なり、裾は袴のように開いてしまう。また、ひだの無いフラットカーテンにおいても、製品巾より狭いカーテンレールに設置することで、縦方向にウェーブを形成しているが、カーテン全体にわたって、形状のしっかりしたウェーブを作ることは出来なかった。
【0003】
さらに、カーテンの上側から下側にウェーブを形成するために、形態安定加工が施されているが、従来の形態安定加工としては、特許文献1では、カーテンの上部をフックで吊り下げると共に、カーテン表裏から型棒を噛み合い状に押し当ててカーテンを横断面ジグザグ(波形)に保持しつつ、蒸気噴射ノズルを下に移動させながら過熱蒸気を吹き付けてカーテン丈全長に亘って波形にセットする方法が記載されている。また、蒸気噴射ノズルを裾部に配置したまま過熱蒸気を吹き付けてカーテン裾部を波形にセットする方法や、過熱蒸気を噴射する蒸気噴射ノズルと、ひだ固定部との間にカーテンを強く挟み込んで、ヒダ固定部で過熱蒸気を吸引しながらカーテン裾部を波形にセットする方法が知られている。
【0004】
しかし、いずれの方法も型棒に熱伝導率の低い紙管やプラスチック管を使用している為に、熱セット性が低く、ウェ−ブの形態安定性が無く、使用するにつれて、ウェ−ブの型が崩れてくるという問題があった。特にカーテンの美観や清潔感を維持するために、洗濯の回数を重ねるとウェ−ブの形態が保持できなくなるという問題があった。
【特許文献1】特開2001−299568号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上記問題を解決するためになされたものであり、その課題は、カーテン全体の縦方向に均一な円弧上のウェ−ブを形成し、該ウェ−ブが長期使用に渡って美観を保つことができる優れた形態安定性を有し、洗濯を重ねても、型崩れのしない洗濯耐久性を有する形態安定カーテンを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を達成するために、本発明は以下の手段を提供する。
【0007】
[1]縦方向に複数のウェ−ブを形成したカーテンの製造方法において、天部に所定間隔で一山以上の縫いひだを備えたプリーツカーテン、またはひだの無いフラットカーテンを吊り下げ、一定ピッチで配列した、熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒を用いて、該カーテンの裾部を、横断面ジグザグ状に屈曲させ、所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けたことを特徴とする形態安定カーテンの製造方法。
【0008】
[2]前記型棒断面を直径12mm〜35mmの円形とすることで、カーテンに滑らかな円弧上のウェ−ブを形成したことを特徴とする前項1記載の形態安定カーテンの製造方法。
【0009】
[3]前項1または前項2に記載の形態安定カーテンの製造方法で製造された形態安定カーテン。
【発明の効果】
【0010】
[1]の発明によれば、カーテン生地を熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒を用いて、横断面ジグザグ状に屈曲させると共に所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けたことにより、効果的な熱セット性を発揮し、外観の良好な、優れた形態安定性のあるウェ−ブを有する形態安定カーテンを製造することができる。また、カーテンの洗濯を起因とする型崩れによる使用寿命の短縮を防止し、使用上の美観を保つことができる。さらに従来の形態安定と比べて低温で加工が可能となり、生産効率にも優れた形態安定カーテンを製造することができる。
【0011】
[2]の発明によれば、型棒断面を直径12mm〜35mmの円形とすることにより、適度の大きさの滑らかな円弧上のウェ−ブを有するカーテンとなり、室内に該カーテンを飾ったときには、立体的にきれいなウェ−ブができ、温和な美観を呈するカーテンが得られる。
【0012】
[3]の発明によれば、カーテン全体の縦方向に、適度の大きさの滑らかな円弧上のウェ−ブが形態安定加工により形成され、該ウェ−ブが型崩れがしない、優れた形態安定性及び洗濯耐久性を有する形態安定カーテンとなる。
【発明を実施するための最良の形態】
【0013】
本発明について、以下に具体的に説明する。本発明に係わる形態安定カーテン生地は、熱収縮するもので構成されれば良く、具体的には熱可塑性合成繊維を含有する編織物を用いるおとができる。好ましくは、外観、経済性の観点からポリエステルの織物が好ましい。
【0014】
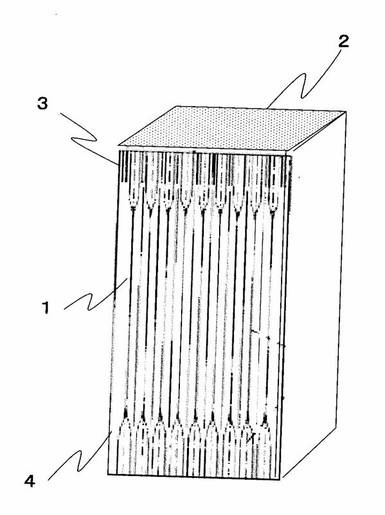
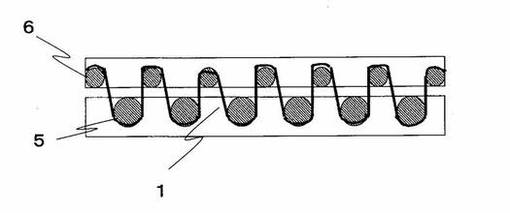
次に本発明の形態安定カーテン(1)の形態安定加工方法を以下に示す。図1は形態安定カーテン生地を吊り下げた状態の乾熱セット加工機(2)であり、図2は形態安定カーテンの裾部(4)を型棒により、横断面ジグザグ状に屈曲させた状態を真上から見た概略図である。前型棒(5)と後型棒(6)で構成されている。
【0015】
形態安定加工装置としては公知の乾熱セット加工機(2)が使用できる。まず始めにカーテン天部(3)のフックを乾熱セット加工機(2)の上部にある掛け止め具に掛けると共に隣り合う縫いひだの中間箇所を前又は後に押し込んで天部(3)を横断面ジグザグに保持し、カーテン裾部(4)の左右耳部を止めると共にカーテンの幅方向に間隔をあけて配置した前型棒(5)と後型棒(6)の前後の隙間に裾部(4)を通し、後型棒(6)に対して前型棒(5)を相対的に後方に移動して裾部(4)を前後方向に引っ張ることによって、裾部(4)を天部(3)と同様の横断面ジグザグに拘束すると共に裾部(4)の上側では縦向のトンネル状の通路を幅方向に沿って前後に交互に突出する状態に保持し、その後に裾部(4)に熱風を与え、その熱風が裾部(4)から通路を経て天部まで上昇することによってカーテンの形状を整える。
【0016】
前記前型棒(5)及び後型棒(6)の形状は公知の乾熱セット加工機(2)では、直径2〜7mmの円柱、あるいは必要に応じて、該円柱に20〜25mmの紙管またはプラスチック管を被せて使用するのが一般的であるが、本発明においては、直径12mm〜35mmのパイプ形状の金属管を前記円柱にかぶせることにより、任意の直径の型棒とすることができる。該任意の直径の型棒により、適度の大きさの滑らかな円弧上のウェ−ブや、小さくまとまりのある円弧上のウェ−ブを形成することが可能となり、室内に該カーテンを飾ったときには、立体的にきれいなウェ−ブができ、温和な美観を呈するカーテンが得られる。12mm未満では豪華感のある大きなウェ−ブができず、35mmを超えると、熱風の伝達が悪くなり、カーテン全体への熱セットが不十分で、ウェ−ブが認識できず形態安定加工の効果が認められない。また厚手のカーテンに35mmを超える金属管を使って大きなウェ−ブを加工するには、通常使用されている乾熱セット加工機(2)よりもサイズの大きな加工機が新たに必要となる。
【0017】
また、前記前型棒(5)と後型棒(6)の直径に差をつけて、前面のウェ−ブを大きく、後面のウェ−ブを小さくすることにより、さらに豪華感のある形態安定カーテン(1)とすることができる。好ましくは前型棒(5)の直径が30〜34mm、後型棒(6)の直径が18〜28mmである。
【0018】
前記パイプ形状の金属管を熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属を使用することにより、熱セット性を高めることのできる型棒(5)、(6)となる。用いる金属としては、アルミニウム(237W・m-1・K-1)、金 (320W・m-1・K-1)、銅(390W・m-1・K-1)、銀(420W・m-1・K-1)等が挙げられるが、熱変形しにくいアルミニウムが好ましい。該熱伝導率の高い型棒(5)、(6)がカーテン生地の裾部(4)に直接に接した状態で加熱されるために、カーテン生地の裾部(4)に、より強力に熱セットされたウェ−ブが形成された形態安定カーテン(1)となる。熱伝導率が200W・m-1・K-1に満たないと、熱セット性を高めることが出来ず、十分な形態安定性が得られないカーテンとなる。
【0019】
加熱条件、即ち前記裾部(4)に与える熱風としては、160〜200℃を1〜4分与えることが好ましく、160℃及び1分に満たないと熱セット性が乏しく、美しいウェ−ブが形成できない。また200℃及び4分を超えると、カーテン生地に収縮が発生し、ウェ−ブに型崩れが生じる現象が発生する。より好ましくは170〜190℃を2〜3分である。
【0020】
カーテン生地裾部(4)に与えられた熱風は、前記前型棒(5)及び後型棒(6)により張設した状態で、横断面ジグザグ状に屈曲させたカーテン生地裾部(4)を強力に熱セットし、さらに裾部(4)を前後方向に引っ張ることによって、形成された縦向のトンネル状の通路に沿って、熱風が上昇しカーテン生地全体がひだに沿って熱セットされ、縦方向に複数のウェ−ブを有する形態安定カーテン(1)となる。
【0021】
本発明に係わる形態安定カーテンは後述する形態安定性試験において、優れた形態安定性を示し、使用寿命の長い美しい円弧上のウェ−ブを持つ形態安定カーテン(1)となる。また後述する洗濯耐久性試験においても、優れた洗濯耐久性を示し、繰り返される洗濯の後も美しい円弧上のウェ−ブを維持できる形態安定カーテン(1)となる。
【0022】
(形態安定性試験)試料となるカーテンを市販のカーテンレールに吊るし、試料の天部(3)を一杯に開いた状態で固定し、24時間放置する。次に試料天部(2)を閉じて固定し ひだを揃えながら試料裾部(4)を軽く抑えて整えた後にそっと開放する。この時の試料裾部(4)の幅L1を計測する。続いて
試料となるカーテンを完全に開く、閉じるを所定回数(100回、500回)繰り返す。続いて試料天部(3)を閉じたままで 試料裾部を目一杯に開き放置する。試料が静止したら、目視でひだの状態(4)を観察し、裾部の幅L2を計測する。次にひだ形態残存率を下記式にて求める。ひだ形態残存率(%)=[1−{(L2−L1)/L1}]×100ひだ形態残存率が85%以上を形態安定性が合格とし、またひだの状態を目視により次の基準で評価した。◎:ひだが残っており、円弧上のウェ−ブが認められる。○:ひだが残っている。△:ひだが若干残っている。×:ひだが残っていない。
【0023】
(洗濯耐久性試験)試料となるカーテンを市販のカーテンレールに吊るし、試料の天部(3)を一杯に開いた状態で固定し、24時間放置する。次に試料天部(3)を閉じて固定し ひだを揃えながら試料裾部(4)を軽く抑えて整えた後にそっと開放する。この時の試料裾部(4)の幅L1を計測する。続いて試料となるカーテンをJIS L 0217(繊維製品の取扱いに関する表示記号及びその表示方法)の(1)洗い方(水洗い)の 103法に基づいて、所定回数(1回、2回、3回、4回)洗濯を行い、再度試料となるカーテンを市販のカーテンレールに吊るし、試料天部(3)を閉じたままで 試料裾部を目一杯に開き放置する。試料が静止したら、目視でひだの状態を観察し、裾部の幅L3を計測する。次にひだ形態残存率を下記式にて求める。ひだ形態残存率(%)=[1−{(L3−L1)/L1}]×100ひだ形態残存率が85%以上を洗濯耐久性が合格とし、またひだの状態を目視により次の基準で評価した。◎:ひだが残っており、円弧上のウェ−ブが認められる。○:ひだが残っている。△:ひだが若干残っている。×:ひだが残っていない。
【実施例】
【0024】
以下に、本発明の実施例を記載するが、本発明は以下の実施例に限定されるものではない。
【0025】
<実施例1>カーテン生地としてポリエステル繊維からなる織物を準備し、天部(3)に15cmm間隔でひだを縫製にて作成した。該カーテンを図1に示す乾熱セット加工機(2)に吊り下げ、裾部(3)を図2に示す熱伝導率が237W・m-1・K-1のアルミニウム製の型棒を用いて横断面ジグザグ状に屈曲させ張設し、180℃、2分の加熱条件で加熱処理することで形態安定加工を施してウェ−ブを設けた形態安定カーテン(1)を作成した。型棒のサイズは前型棒(5)を直径が32mm、後型棒(6)の直径を19mmとした。
【0026】
<実施例2>型棒のサイズを、前型棒(5)が直径が28mm、後型棒(6)の直径が12mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0027】
<実施例3>型棒のサイズを、前型棒(5)が直径が32mm、後型棒(6)の直径が28mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0028】
<比較例1>型棒を熱伝導率が74.4W・m-1・K-1の鉄製としたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0029】
<比較例2>型棒を熱伝導率が0.14W・m-1・K-1の紙製としたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0030】
<比較例3>型棒のサイズを、前型棒(5)を直径が10mm、後型棒(6)の直径が10mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0031】
<比較例4>型棒のサイズを、前型棒(5)が直径が38mm、後型棒(6)の直径が28mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0032】
上記のようにして得られた各カーテンに対して前記評価法に基づいて形態安定性、洗濯耐久性を調べた結果を表1に示す。
【0033】
【表1】

【0034】
表1から明らかなように、実施例1〜3のカーテンは、いずれも形態安定性及び洗濯耐久性に優れた形態安定カーテン(1)であった。
【0035】
これに対し、比較例1は洗濯耐久性が不十分であり、比較例2は形態安定性及び洗濯耐久性共に不十分であった。また、比較例3ウェーブが小さ過ぎて、豪華感の乏しい形態安定カーテン(1)となり、比較例4は前型棒が太く隙間がないため熱風の還流が悪くなり、セット性が低くなり、ウェーブの均一性が無い形態安定カーテン(1)となった。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態に係わる乾熱セット加工機の概略図である。
【図2】本発明の一実施形態に係わる真上から見た型棒の概略図である。
【符号の説明】
【0037】
1………形態安定カーテン2………乾熱セット加工機3………カーテン天部4………カーテン裾部5………前型棒6………後型棒
【技術分野】
【0001】
本発明は、インテリア用途のカーテンに関する。詳しくはカーテン全体の縦方向に均一な円弧上のウェ−ブが形態安定加工により形成され、該ウェ−ブが型崩れがしない優れた形態安定性及び洗濯耐久性を有する形態安定カーテンに関する。
【背景技術】
【0002】
外からの直射日光を遮蔽する為に、家庭やオフィスの窓にはカーテンが装着されている。その吊設されたカーテンの見栄えを良くする為にカーテン生地には縦方向にウェーブを形成しているが、該ウェーブはカーテン生地上端部に2つ山又は3つ山のプリーツを作ることで行われている。ただし、上記2つ山又は3つ山のプリーツをカーテン生地上端部に縫製しても、該カーテン全体にわたって均一なウェーブを作ることは出来ない。特に、カーテン生地の張りが横に強い場合では、上側と下側ではウェーブの大きさが異なり、裾は袴のように開いてしまう。また、ひだの無いフラットカーテンにおいても、製品巾より狭いカーテンレールに設置することで、縦方向にウェーブを形成しているが、カーテン全体にわたって、形状のしっかりしたウェーブを作ることは出来なかった。
【0003】
さらに、カーテンの上側から下側にウェーブを形成するために、形態安定加工が施されているが、従来の形態安定加工としては、特許文献1では、カーテンの上部をフックで吊り下げると共に、カーテン表裏から型棒を噛み合い状に押し当ててカーテンを横断面ジグザグ(波形)に保持しつつ、蒸気噴射ノズルを下に移動させながら過熱蒸気を吹き付けてカーテン丈全長に亘って波形にセットする方法が記載されている。また、蒸気噴射ノズルを裾部に配置したまま過熱蒸気を吹き付けてカーテン裾部を波形にセットする方法や、過熱蒸気を噴射する蒸気噴射ノズルと、ひだ固定部との間にカーテンを強く挟み込んで、ヒダ固定部で過熱蒸気を吸引しながらカーテン裾部を波形にセットする方法が知られている。
【0004】
しかし、いずれの方法も型棒に熱伝導率の低い紙管やプラスチック管を使用している為に、熱セット性が低く、ウェ−ブの形態安定性が無く、使用するにつれて、ウェ−ブの型が崩れてくるという問題があった。特にカーテンの美観や清潔感を維持するために、洗濯の回数を重ねるとウェ−ブの形態が保持できなくなるという問題があった。
【特許文献1】特開2001−299568号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上記問題を解決するためになされたものであり、その課題は、カーテン全体の縦方向に均一な円弧上のウェ−ブを形成し、該ウェ−ブが長期使用に渡って美観を保つことができる優れた形態安定性を有し、洗濯を重ねても、型崩れのしない洗濯耐久性を有する形態安定カーテンを提供することを目的とする。
【課題を解決するための手段】
【0006】
前記課題を達成するために、本発明は以下の手段を提供する。
【0007】
[1]縦方向に複数のウェ−ブを形成したカーテンの製造方法において、天部に所定間隔で一山以上の縫いひだを備えたプリーツカーテン、またはひだの無いフラットカーテンを吊り下げ、一定ピッチで配列した、熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒を用いて、該カーテンの裾部を、横断面ジグザグ状に屈曲させ、所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けたことを特徴とする形態安定カーテンの製造方法。
【0008】
[2]前記型棒断面を直径12mm〜35mmの円形とすることで、カーテンに滑らかな円弧上のウェ−ブを形成したことを特徴とする前項1記載の形態安定カーテンの製造方法。
【0009】
[3]前項1または前項2に記載の形態安定カーテンの製造方法で製造された形態安定カーテン。
【発明の効果】
【0010】
[1]の発明によれば、カーテン生地を熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒を用いて、横断面ジグザグ状に屈曲させると共に所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けたことにより、効果的な熱セット性を発揮し、外観の良好な、優れた形態安定性のあるウェ−ブを有する形態安定カーテンを製造することができる。また、カーテンの洗濯を起因とする型崩れによる使用寿命の短縮を防止し、使用上の美観を保つことができる。さらに従来の形態安定と比べて低温で加工が可能となり、生産効率にも優れた形態安定カーテンを製造することができる。
【0011】
[2]の発明によれば、型棒断面を直径12mm〜35mmの円形とすることにより、適度の大きさの滑らかな円弧上のウェ−ブを有するカーテンとなり、室内に該カーテンを飾ったときには、立体的にきれいなウェ−ブができ、温和な美観を呈するカーテンが得られる。
【0012】
[3]の発明によれば、カーテン全体の縦方向に、適度の大きさの滑らかな円弧上のウェ−ブが形態安定加工により形成され、該ウェ−ブが型崩れがしない、優れた形態安定性及び洗濯耐久性を有する形態安定カーテンとなる。
【発明を実施するための最良の形態】
【0013】
本発明について、以下に具体的に説明する。本発明に係わる形態安定カーテン生地は、熱収縮するもので構成されれば良く、具体的には熱可塑性合成繊維を含有する編織物を用いるおとができる。好ましくは、外観、経済性の観点からポリエステルの織物が好ましい。
【0014】
次に本発明の形態安定カーテン(1)の形態安定加工方法を以下に示す。図1は形態安定カーテン生地を吊り下げた状態の乾熱セット加工機(2)であり、図2は形態安定カーテンの裾部(4)を型棒により、横断面ジグザグ状に屈曲させた状態を真上から見た概略図である。前型棒(5)と後型棒(6)で構成されている。
【0015】
形態安定加工装置としては公知の乾熱セット加工機(2)が使用できる。まず始めにカーテン天部(3)のフックを乾熱セット加工機(2)の上部にある掛け止め具に掛けると共に隣り合う縫いひだの中間箇所を前又は後に押し込んで天部(3)を横断面ジグザグに保持し、カーテン裾部(4)の左右耳部を止めると共にカーテンの幅方向に間隔をあけて配置した前型棒(5)と後型棒(6)の前後の隙間に裾部(4)を通し、後型棒(6)に対して前型棒(5)を相対的に後方に移動して裾部(4)を前後方向に引っ張ることによって、裾部(4)を天部(3)と同様の横断面ジグザグに拘束すると共に裾部(4)の上側では縦向のトンネル状の通路を幅方向に沿って前後に交互に突出する状態に保持し、その後に裾部(4)に熱風を与え、その熱風が裾部(4)から通路を経て天部まで上昇することによってカーテンの形状を整える。
【0016】
前記前型棒(5)及び後型棒(6)の形状は公知の乾熱セット加工機(2)では、直径2〜7mmの円柱、あるいは必要に応じて、該円柱に20〜25mmの紙管またはプラスチック管を被せて使用するのが一般的であるが、本発明においては、直径12mm〜35mmのパイプ形状の金属管を前記円柱にかぶせることにより、任意の直径の型棒とすることができる。該任意の直径の型棒により、適度の大きさの滑らかな円弧上のウェ−ブや、小さくまとまりのある円弧上のウェ−ブを形成することが可能となり、室内に該カーテンを飾ったときには、立体的にきれいなウェ−ブができ、温和な美観を呈するカーテンが得られる。12mm未満では豪華感のある大きなウェ−ブができず、35mmを超えると、熱風の伝達が悪くなり、カーテン全体への熱セットが不十分で、ウェ−ブが認識できず形態安定加工の効果が認められない。また厚手のカーテンに35mmを超える金属管を使って大きなウェ−ブを加工するには、通常使用されている乾熱セット加工機(2)よりもサイズの大きな加工機が新たに必要となる。
【0017】
また、前記前型棒(5)と後型棒(6)の直径に差をつけて、前面のウェ−ブを大きく、後面のウェ−ブを小さくすることにより、さらに豪華感のある形態安定カーテン(1)とすることができる。好ましくは前型棒(5)の直径が30〜34mm、後型棒(6)の直径が18〜28mmである。
【0018】
前記パイプ形状の金属管を熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属を使用することにより、熱セット性を高めることのできる型棒(5)、(6)となる。用いる金属としては、アルミニウム(237W・m-1・K-1)、金 (320W・m-1・K-1)、銅(390W・m-1・K-1)、銀(420W・m-1・K-1)等が挙げられるが、熱変形しにくいアルミニウムが好ましい。該熱伝導率の高い型棒(5)、(6)がカーテン生地の裾部(4)に直接に接した状態で加熱されるために、カーテン生地の裾部(4)に、より強力に熱セットされたウェ−ブが形成された形態安定カーテン(1)となる。熱伝導率が200W・m-1・K-1に満たないと、熱セット性を高めることが出来ず、十分な形態安定性が得られないカーテンとなる。
【0019】
加熱条件、即ち前記裾部(4)に与える熱風としては、160〜200℃を1〜4分与えることが好ましく、160℃及び1分に満たないと熱セット性が乏しく、美しいウェ−ブが形成できない。また200℃及び4分を超えると、カーテン生地に収縮が発生し、ウェ−ブに型崩れが生じる現象が発生する。より好ましくは170〜190℃を2〜3分である。
【0020】
カーテン生地裾部(4)に与えられた熱風は、前記前型棒(5)及び後型棒(6)により張設した状態で、横断面ジグザグ状に屈曲させたカーテン生地裾部(4)を強力に熱セットし、さらに裾部(4)を前後方向に引っ張ることによって、形成された縦向のトンネル状の通路に沿って、熱風が上昇しカーテン生地全体がひだに沿って熱セットされ、縦方向に複数のウェ−ブを有する形態安定カーテン(1)となる。
【0021】
本発明に係わる形態安定カーテンは後述する形態安定性試験において、優れた形態安定性を示し、使用寿命の長い美しい円弧上のウェ−ブを持つ形態安定カーテン(1)となる。また後述する洗濯耐久性試験においても、優れた洗濯耐久性を示し、繰り返される洗濯の後も美しい円弧上のウェ−ブを維持できる形態安定カーテン(1)となる。
【0022】
(形態安定性試験)試料となるカーテンを市販のカーテンレールに吊るし、試料の天部(3)を一杯に開いた状態で固定し、24時間放置する。次に試料天部(2)を閉じて固定し ひだを揃えながら試料裾部(4)を軽く抑えて整えた後にそっと開放する。この時の試料裾部(4)の幅L1を計測する。続いて
試料となるカーテンを完全に開く、閉じるを所定回数(100回、500回)繰り返す。続いて試料天部(3)を閉じたままで 試料裾部を目一杯に開き放置する。試料が静止したら、目視でひだの状態(4)を観察し、裾部の幅L2を計測する。次にひだ形態残存率を下記式にて求める。ひだ形態残存率(%)=[1−{(L2−L1)/L1}]×100ひだ形態残存率が85%以上を形態安定性が合格とし、またひだの状態を目視により次の基準で評価した。◎:ひだが残っており、円弧上のウェ−ブが認められる。○:ひだが残っている。△:ひだが若干残っている。×:ひだが残っていない。
【0023】
(洗濯耐久性試験)試料となるカーテンを市販のカーテンレールに吊るし、試料の天部(3)を一杯に開いた状態で固定し、24時間放置する。次に試料天部(3)を閉じて固定し ひだを揃えながら試料裾部(4)を軽く抑えて整えた後にそっと開放する。この時の試料裾部(4)の幅L1を計測する。続いて試料となるカーテンをJIS L 0217(繊維製品の取扱いに関する表示記号及びその表示方法)の(1)洗い方(水洗い)の 103法に基づいて、所定回数(1回、2回、3回、4回)洗濯を行い、再度試料となるカーテンを市販のカーテンレールに吊るし、試料天部(3)を閉じたままで 試料裾部を目一杯に開き放置する。試料が静止したら、目視でひだの状態を観察し、裾部の幅L3を計測する。次にひだ形態残存率を下記式にて求める。ひだ形態残存率(%)=[1−{(L3−L1)/L1}]×100ひだ形態残存率が85%以上を洗濯耐久性が合格とし、またひだの状態を目視により次の基準で評価した。◎:ひだが残っており、円弧上のウェ−ブが認められる。○:ひだが残っている。△:ひだが若干残っている。×:ひだが残っていない。
【実施例】
【0024】
以下に、本発明の実施例を記載するが、本発明は以下の実施例に限定されるものではない。
【0025】
<実施例1>カーテン生地としてポリエステル繊維からなる織物を準備し、天部(3)に15cmm間隔でひだを縫製にて作成した。該カーテンを図1に示す乾熱セット加工機(2)に吊り下げ、裾部(3)を図2に示す熱伝導率が237W・m-1・K-1のアルミニウム製の型棒を用いて横断面ジグザグ状に屈曲させ張設し、180℃、2分の加熱条件で加熱処理することで形態安定加工を施してウェ−ブを設けた形態安定カーテン(1)を作成した。型棒のサイズは前型棒(5)を直径が32mm、後型棒(6)の直径を19mmとした。
【0026】
<実施例2>型棒のサイズを、前型棒(5)が直径が28mm、後型棒(6)の直径が12mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0027】
<実施例3>型棒のサイズを、前型棒(5)が直径が32mm、後型棒(6)の直径が28mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0028】
<比較例1>型棒を熱伝導率が74.4W・m-1・K-1の鉄製としたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0029】
<比較例2>型棒を熱伝導率が0.14W・m-1・K-1の紙製としたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0030】
<比較例3>型棒のサイズを、前型棒(5)を直径が10mm、後型棒(6)の直径が10mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0031】
<比較例4>型棒のサイズを、前型棒(5)が直径が38mm、後型棒(6)の直径が28mmとしたこと以外実施例1と全く同様にして形態安定カーテン(1)を得た。
【0032】
上記のようにして得られた各カーテンに対して前記評価法に基づいて形態安定性、洗濯耐久性を調べた結果を表1に示す。
【0033】
【表1】
【0034】
表1から明らかなように、実施例1〜3のカーテンは、いずれも形態安定性及び洗濯耐久性に優れた形態安定カーテン(1)であった。
【0035】
これに対し、比較例1は洗濯耐久性が不十分であり、比較例2は形態安定性及び洗濯耐久性共に不十分であった。また、比較例3ウェーブが小さ過ぎて、豪華感の乏しい形態安定カーテン(1)となり、比較例4は前型棒が太く隙間がないため熱風の還流が悪くなり、セット性が低くなり、ウェーブの均一性が無い形態安定カーテン(1)となった。
【図面の簡単な説明】
【0036】
【図1】本発明の一実施形態に係わる乾熱セット加工機の概略図である。
【図2】本発明の一実施形態に係わる真上から見た型棒の概略図である。
【符号の説明】
【0037】
1………形態安定カーテン2………乾熱セット加工機3………カーテン天部4………カーテン裾部5………前型棒6………後型棒
【特許請求の範囲】
【請求項1】
縦方向に複数のウェ−ブを形成したカーテンの製造方法において、天部に所定間隔で一山以上の縫いひだを備えたプリーツカーテン、またはひだの無いフラットカーテンを吊り下げ、一定ピッチで配列した、熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒を用いて、該カーテンの裾部を、横断面ジグザグ状に屈曲させ、所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けたことを特徴とする形態安定カーテンの製造方法。
【請求項2】
前記型棒断面を直径12mm〜35mmの円形とすることで、カーテンに滑らかな円弧上のウェ−ブを形成したことを特徴とする請求項1記載の形態安定カーテンの製造方法。
【請求項3】
請求項1または請求項2に記載の形態安定カーテンの製造方法で製造された形態安定カーテン。
【請求項1】
縦方向に複数のウェ−ブを形成したカーテンの製造方法において、天部に所定間隔で一山以上の縫いひだを備えたプリーツカーテン、またはひだの無いフラットカーテンを吊り下げ、一定ピッチで配列した、熱伝導率が200W・m-1・K-1以上の金属からなる群より選ばれる少なくとも1種以上の金属で形成した型棒を用いて、該カーテンの裾部を、横断面ジグザグ状に屈曲させ、所定温度に加熱処理することで形態安定加工を施してウェ−ブを設けたことを特徴とする形態安定カーテンの製造方法。
【請求項2】
前記型棒断面を直径12mm〜35mmの円形とすることで、カーテンに滑らかな円弧上のウェ−ブを形成したことを特徴とする請求項1記載の形態安定カーテンの製造方法。
【請求項3】
請求項1または請求項2に記載の形態安定カーテンの製造方法で製造された形態安定カーテン。
【図1】

【図2】
【図2】
【公開番号】特開2009−291447(P2009−291447A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−148759(P2008−148759)
【出願日】平成20年6月6日(2008.6.6)
【出願人】(390014487)住江織物株式会社 (294)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月6日(2008.6.6)
【出願人】(390014487)住江織物株式会社 (294)
【Fターム(参考)】
[ Back to top ]