
形材加工方法
【課題】溶接又は摩擦攪拌接合によって、複数の形材を接合した際に形成される接合凸部8Bを、短時間に、かつ、精度良く切削、研摩することにある。
【解決手段】側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行う。
【解決手段】側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の形材を溶接或いは摩擦攪拌接合等によって接合した際に、前記形材の表面に残る接合凸部を除去して、形材表面を平滑に加工する形材加工方法に関する。
【背景技術】
【0002】
前記形材加工装置によって加工される形材としては、例えば、アルミ合金製押出し形材(以下、単に押出し形材という)が挙げられる。この押出し形材には、リブを有した平板状断面或いは中空断面を有するものがある。なお。圧延によって製作された平板を突合せて溶接によって接合した構造物を前記形材加工装置によって加工することもある。前記押出し形材によって製作されるものとしては、鉄道車両構体がある。鉄道車両構体は、台枠、側構体、屋根構体、妻構体より構成されている。前記側構体は、複数の押出し形材をその押出し方向を側構体の長手方向に沿って配置するとともに、これらの押出し形材を側構体の幅方向に並べて接合することによって製作される。側構体の幅方向に並べられた複数の前記押出し形材は、それらの突合せ部を溶接或いは摩擦攪拌接合によって接合されている。前記屋根構体或いは台枠も、前記側構体とほぼ同様に製作される。前記隣接した押出し形材を溶接する場合、通常は、MIG溶接が用いられ、接合部分には、押出し形材の表面から突出した溶接ビードが形成される。また、前記隣接した押出し形材を摩擦攪拌接合する場合には、各押出し形材の接合部表面に予め凸部を形成しておき、突合せた両形材の凸部を摩擦攪拌接合用ツールによって接合している。前記突合せた両形材の凸部は、摩擦攪拌接合用ツールによって一部分が切除されるが、切除されない部分が残り、接合直後の押出し形材表面は平滑になっていない。このように、複数の押出し形材を溶接或いは摩擦攪拌接合等によって突合せ接合した場合、該押出し形材の表面には、突出した接合凸部が残っていた。この押出し形材表面の接合凸部は、グラインダーを用いた手作業により、平滑に加工されていた。
【0003】
前記押出し形材表面の平滑化作業は、グラインダーを用いた手作業であるため、作業が煩雑である。また、前記従来の平滑化作業においては、押出し形材の最終仕上げ面を考慮して研削を行わなければならず、熟練を必要とする作業であった。また、前記従来の平滑化作業は、多大な時間を要するとともに、研削粉が発生することから、作業環境が良いとは言いがたかった。
【0004】
前記グラインダーによる押出し形材の表面平滑化作業とは別に、板材の表面加工を機械装置によって行う例として、〔特許文献1〕が知られている。〔特許文献1〕は、タレットパンチ等による中抜き部のバリ取りを行うバリ取り機である。このバリ取り機では、前述の押出し形材の表面に連続して形成された接合凸部を、短時間に、かつ、効率的に仕上げることについては配慮されていない。
【0005】
一方、複数の押出し形材を摩擦攪拌接合によって接合する際に、摩擦攪拌接合用ツールの後方に、接合凸部を切削する切削装置を備えた例として、〔特許文献2〕が挙げられる。この切削装置においては、切削工具として、例えば、エンドミルの例が示されている。エンドミルによって前記接合凸部を切削する場合、該エンドミル先端を押出し形材の表面に沿って正確に移動させながら切削を行うことは困難であった。すなわち、複数の押出し形材を接合して構成される前記側構体は、全長が17mから25m程度と長尺であり、かつ、その幅は約3m程度である。この側構体を拘束して、前記切削加工を行う場合、側構体の表面を平坦な状態で保持するには、大掛かりで精度の良い拘束装置が必要であった。また、前記側構体表面の接合凸部を切削するエンドミル等の切削手段を、側構体の表面に正確に追従させて、移動させるためには、複雑な制御機構が必要とされる。このようなことから、側構体等の接合凸部を自動切削する場合には、切削精度を考慮して仕上げ用の削り代を残して加工しなければならなかった。なお、前記押出し形材表面に残った削り代については、前述のようにグラインダーによる手作業によって仕上げ加工を行わなければならない。
【特許文献1】特開2000−158310号公報
【特許文献2】特許3070735号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、溶接或いは摩擦攪拌接合等によって形材表面に形成された接合凸部を短時間に、かつ、精度良く切削することにある。
【課題を解決するための手段】
【0007】
本発明の目的は、複数の形材を接合して接合部表面に接合凸部が形材の長手方向に連続して形成されている形材を拘束して位置決めし、フライスカッターの幅方向中央部分が形材側へ膨らむように湾曲したフライス面を備えたスライスカッター装置を、前記形材の接合凸部を切削可能に配置し、前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の一端部に一致させた状態で、前記接合凸部を形材の長手方向に切削し、次に、前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の他端部に一致させた状態で、前記接合凸部を形材の長手方向に切削すること、を特徴とする形材加工方法によって達成できる。
【発明を実施するための最良の形態】
【0008】
以下、本発明を図1〜図9によって説明する。図1は、本発明による形材加工装置の一実施例を示す正面図である。図2および図3は、図1に示した形材加工装置に、側構体を加工する状態で位置決めして拘束した状況を示す正面図である。図4および図5は、フライスカッター装置の駆動部分の説明図である。図6、図7および図8は、研磨装置の説明図である。図9は、フライスカッター装置のフライスカッターの詳細構造を示した説明図である。
【0009】
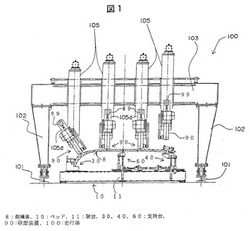
図1において、側構体8は、車外側表面を上方に向けて形材加工装置に載せられ、拘束されている。ベッド10には、前記側構体8の長手方向(以下、X軸方向という)に所定の間隔(例えば、1m乃至2m程度の間隔)で複数の架台11が設置されている。各架台11は、その長手方向を側構体8の幅方向(以下、Y軸方向という)に向けて配置されている。各架台11の全長は、側構体8の幅寸法よりも長く構成されている。各架台11の上面には、支持台30、支持台40および支持台60が取付けられている。側構体8は、X軸方向から見た場合、上方へ膨らむように湾曲した断面形状となっている。図1において、側構体8の左端、すなわち、車体を構成した場合に、屋根構体に接続される上部側の部分が支持台30によって支持されている。側構体8の右端、すなわち、車体を構成した場合に、台枠に接続される下側の部分が支持台40によって支持されている。側構体8は、そのY軸方向の中間部を支持台60によって支持されている。複数の架台11にそれぞれ設置された前記支持台30、支持台40および支持台60によって、側構体8自体の荷重およびその表面を加工する際の荷重を支持する。
【0010】
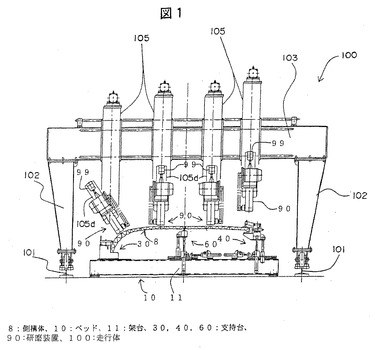
側構体8の上部側部分は、図2に示すように車体の幅方向内側へ湾曲した形状となっている。前記支持台30は、前記側構体8の上部側の湾曲した車外側表面に一致する湾曲支持面を有する押当て具31を備えている。この押当て具31の湾曲支持面を前記側構体8の車外表面に押当てた状態で、該押当て具31を固定具32によって支持台30に固定している。前記押当て具31は、支持台30の水平支持面に対して側構体8を押付けるとともに、側構体8を前記支持台40側へ押付ける。前記支持台30は、架台11に対してボルト等の固定手段によって固定されている。前記押当て具31の湾曲支持面は、拘束される部材、例えば前記側構体或いは屋根構体などの車外側表面の形状に一致した形状に構成されている。前記支持台30の支持面と側構体8との間には、アルミ合金板等の当て板が設置されている。この当て板は、側構体8に傷を付けないために設置されている。
【0011】
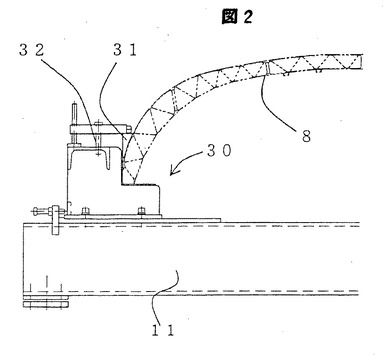
支持台40は、側構体8の下部側部分を支えるL字型の支持面を備えた支持具41aを備えている。支持具41aは、載せ台41の上に載っている。支持具41aは、プッシャー43によって、載せ台41の上でY軸方向に進退自在に移動する。支持具41aは、アルミ合金製であり、側構体8に傷をつけないように配慮されている。この支持具41aは、前記押当て具31によって支持台40の方向へ押された側構体8を受けている。前記押当て具31と前記支持具41aによって、側構体8のY軸方向の位置決めを行っている。側構体8は、前記支持具41aに対して押えリンク42によって上方から押え付けられている。この押えリンク42は、載せ台41に設置されている。前記載せ台41は、スクリュージャッキ44によって上下方向に移動可能に支持されている。この載せ台41の高さをスクリュージャッキ44によって調整する。このスクリュージャッキ44は、垂直に配置したねじ棒46を備えており、このねじ棒46の上端に載せ台41が設置されている。前記スクリュージャッキ44は、複数設置された架台11にそれぞれ設置されている。各架台11に設置された各スクリュージャッキ44は、連結軸45によって連結されており、この連結軸45を駆動することによって、前記各スクリュージャッキ44が連動して各載せ台41の高さを調整する。前記連結軸45には、ウォームギアが設置されており、スクリュージャッキ44を構成するウォームホイールとかみ合っている。該ウォームホイールに前記ねじ棒46が螺合している。したがって、前記連結軸45を回転させると、ウォームギアによりウォームホイールが回転して前記ねじ棒46を昇降させる。前記連結軸45は、前記ベッド10のほぼ全長に亘って設置されており、この連結軸45を駆動する電動機は、ベッド10のX軸方向のほぼ中央位置のスクリュージャッキに隣接して設置されている。
【0012】
前記ねじ棒46に対して平行に、ガイド棒47が設置されており、該ガイド棒47の上端には、前記載せ台41が固定されている。このガイド棒47は、ガイド48によって上下方向にスライド可能に支持されており、前記ねじ棒46を垂直方向に案内する機能を有している。
【0013】
前記スクリュージャッキ44およびガイド48は、移動台50に設置され、支持台40を構成している。この移動台50は、架台11の上に、Y軸方向に移動可能に設置されている。伸縮装置52は、前記移動台50をY軸方向に移動させ、側構体8の幅寸法に合せて支持台40の位置を調整する。前記伸縮装置52は、スクリュージャッキを内蔵しており、複数の前記架台11にそれぞれ設置されている。各架台11に設置された各伸縮装置52は、連動軸53によって連結されている。この連動軸53を駆動することにより、前記スクリュージャッキ44と同様に前記各伸縮装置52が連動して、各支持台40のY軸方向の位置を調整する。
【0014】
支持台60は、複数の架台11の上にそれぞれ設置されており、前記側構体8を車内側から支持する。前記支持台60は、前記支持台30と支持台40の間に設置されている。この支持台60は、前記支持台40と基本的な構造が同様であり、載せ台61に支持具61aが設置されている。側構体8は、複数の押出し形材の接合部分が他の部分に比べて強度が高くなっている。支持具61aは、側構体8を構成する複数の押出し形材の接合部を車内側から支持している。前記載せ台61は、ねじ棒66とガイド棒67によって上下動可能に支えられている。ねじ棒66は、スクリュージャッキ64を構成しており、該スクリュージャッキ64は、隣接した支持台60のスクリュージャッキ64と連結軸65によって連結されている。前記ガイド棒67は、ガイド68によって上下方向にスライド可能に支持されており、前記ねじ棒66を垂直方向に案内する機能を有している。前記スクリュージャッキ64およびガイド68は、移動台70に設置され、支持台60を構成している。この移動台70は、架台11の上に、Y軸方向に移動可能に設置されている。前記移動台70のY軸方向の位置は、スクリュージャッキを内蔵した伸縮装置72によって調整される。前記伸縮装置72は、隣接した移動台70の伸縮装置72と連動軸73によって連結されている。
【0015】
次に、前記側構体8の車外側表面の切削および研磨を行う加工手段について説明する。図1において、ベッド10の上面であって、各架台11の長手方向すなわちY軸方向の両側位置には、レール101がX軸方向に沿ってそれぞれ設置されている。走行体100は、前記二本のレール101の上をX軸方向に走行する。走行体100は、Y軸方向両側に配置される二つの脚体102と、これら脚体102をつなぐガーダ103から構成されている。ガーダ103は、その長手方向をY軸方向に沿って配置されている。ガーダ103には、四つのコラム105が設置されており、このコラム105はガーダ103に対して、Y軸方向に移動可能に設置されている。各コラム105には、フライスカッター装置80と研磨装置90がそれぞれ設置されている。各コラム105は、架台11の上に拘束された加工物、例えば側構体8の押出し形材の接合位置に一致するように、ガーダ103のY軸方向に配置される。各コラム105は、ガーダ103に対して昇降可能に設置されている。各コラム105には、その下端部に前記フライスカッター装置80と研磨装置90が設置されている。前記各コラム105は、前記フライスカッター装置80と研磨装置90が側構体8の車外側表面を加工する際に、最適な位置となるように位置決めされる。各コラム105に設定されたフライスカッター装置80と研磨装置90は、X軸方向に並んでおり、側構体8の押出し形材の接合線に沿って配置されている。前記フライスカッター装置80と研磨装置90は、コラム105に対して、垂直軸廻りに回転可能に設置されている。したがって、走行体100のX軸方向への移動状況に合せて、フライスカッター装置80および研磨装置90の配置を切り替えることができる。前記各コラム105のY軸方向の位置調整は、側構体8の接合凸部を光学センサーによって検出し、該接合凸部に対して以下に説明するフライスカッター装置80と研磨装置90の加工位置が一致するように自動制御によって行われる。
【0016】
なお、押出し形材によって構成される側構体8の接合凸部は、Y軸方向の予め決められた位置にあり、X軸方向に連続して伸びている。したがって、コラム105のY軸方向の位置調整は、前記光学センサーを用いずに、手動でY軸方向の位置調整を行っても良い。または、側構体8の接合凸部のY軸方向の位置データを制御装置内に予め記憶しておいて、この位置データに基づきコラム105のY軸方向の位置調整を行っても良い。
【0017】
また、前記フライスカッター装置80と研磨装置90は、コラム105に対してX軸方向を回転中心として傾斜可能に設置された傾斜コラム105b,105dによって支持されている。側構体8の上部側部分すなわち図1の左側部分は、車体中央側へ湾曲した形状となっており、この側構体8の湾曲部表面の接線に対して、前記フライスカッター装置80のフライス面と研磨装置90の研磨面を一致させることができる支持構造となっている。
【0018】
本実施例において、コラム105は、Y軸方向に4本設置されているが、被加工物である側構体8の接合箇所に合せて設置してもよく、コラム105の設置数は、本実施例に限定されるものではない。
【0019】
次に、前記フライスカッター装置80の詳細な構造について説明する。図4および図5に示すように、フライスカッター装置80は、そのフライス面の傾きを加工物の表面の傾斜に合せて変えられるように、前記傾斜コラム105bに設置されている。傾斜コラム105bは、その回転軸中心をX軸方向に配置した傾斜回転軸105cに支えられている。フライスカッター装置80は、主に、フライスカッター81と、フライスカッター81を駆動する電動機82と、フライスカッター81の高さを調整するシリンダ装置89とから構成されている。フライスカッター81を支持する回転軸81bの一端にはプーリ81aが設置されている。前記電動機82の回転軸に設置されたプーリ82aと前記プーリ81aの間に、タイミングベルト83が設置されている。前記回転軸81bおよび電動機82は、スライドフレーム84に設置されており、このスライドフレーム84は、前記傾斜コラム105bに対して上下方向にスライド可能に設置されている。前記傾斜コラム105bの上端部分には、シリンダ装置89が設置されており、このシリンダ装置89の伸縮軸の先端に前記スライドフレーム84が取付けられている。シリンダ装置89によって、スライドフレーム84を上下動させることにより、加工物である側構体8に対してフライスカッター81の位置を調整する。フライスカッター81は、前記スライドフレーム84に設置された各部材の重量によって、加工物に押付けられて切削をおこなう。このときのフライスカッター81の押付け力の調整は、前記シリンダ装置89に供給される圧縮空気の圧力を調整することにより行う構造となっている。
【0020】
前記フライスカッター81が設置された回転軸81bを支持する支持腕81cは、前記スライドフレーム84の下端部分に設置されている。この支持腕81cの底面には、摺板85がフライスカッター81の軸方向両側にそれぞれ設置されている。この摺板85は、X軸方向に所定の長さを有しており、フライスカッター81によって側構体8の表面を切削する際に、フライスカッター81と加工面との間隔を一定に保つためのものである。また、前記支持腕81cには、前記フライスカッター81の周囲を覆う集塵カバー86が設置されている。集塵カバー86には、集塵ダクトに接続される接続筒86が設けられている。側構体8の表面の接合凸部をフライスカッター81によって切削した際の切粉は、集塵ダクトに設置された集塵機よって吸引される。
【0021】
次に、前記フライスカッター81と被加工物の側構体8の関係を図9(a),(b)によって説明する。図9に示す側構体8の例は、二つの押出し形材8Cおよび8Dを摩擦攪拌接合によって接合した接合部分である。前記二つの押出し形材8Cおよび8Dの突合せ部には、車体表面にそれぞれ接合凸部8Bが形成されており、この接合凸部8Bは図9(a)に示すように、接合後も残ったままである。なお、図9に示す押出し形材8Cおよび8DのY軸方向の表面は、接合凸部を除いてほぼ平坦に構成されている。
【0022】
図9(a),(b)は、フライスカッター81をX軸方向から見た状態を示している。フライスカッター81の切削を行うフライス面は、円弧状に形成されており、前記円弧の中心は、フライスカッター81の幅方向すなわちY軸方向の中央位置にある。円弧部分の半径は、例えば、800mm程度としている。したがって、フライス面は、フライスカッター81の幅方向の両側部分が中央部よりも径が小さくなっている。フライスカッター81は、その回転軸を側構体8の表面に対してθ1(+0.3°)、θ2(−0.3°)傾けることができる。すなわち、前記傾斜コラム105bを傾斜回転軸105cに対して回転させることによって、フライスカッター装置80を傾斜させ、前記フライスカッター81のフライス面を傾斜させる。この傾斜角度は、フライス面の円弧部分の半径の大きさによって決定される。前記フライスカッター81を傾斜させる場合の傾斜中心は、押出し形材8C,8D側にある。このため、フライスカッター81をθ1或いはθ2傾けることによって、該フライスカッター81が切削する切削位置が、Y軸方向に移動することになる。
【0023】
フライスカッター81のY軸方向両側位置には、摺板85が設置されており、フライスカッター81を傾斜させた際に、一方の摺板85が押出し形材8C或いは8Dに接触する配置となっている。例えば、図9(a)に示すように、フライスカッター81を押出し形材8D側へθ1傾けた場合、図中の左側の摺板85が押出し形材8Dの表面に接触して、フライス面と押出し形材との距離を保つ構造となっている。図9(b)に示すように、フライスカッター81を押出し形材8C側へθ2傾斜させた場合は、反対側の摺板85が押出し形材8Cの表面に接触する。そして、図9(a)の切削作業で残った未切削部分を切削する。したがって、二つの摺板85は、押出し形材との接触面がフライスカッター81の回転中心線に対して傾斜している。また、各摺板85は、フライスカッター81が接合凸部8Bを切削する状態のときに、押出し形材の表面に接触してフライスカッター81の切込み深さを一定に保つように配置されている。各摺板85によって、フライスカッター81は、押出し形材8C,8Dの接合凸部を必要以上に深く切削することがない。
【0024】
フライスカッター81の幅は、接合凸部の幅寸法L1よりも若干広く構成されている。フライスカッター81と前記各摺板85との間には、小さな隙間が設けられている。フライスカッター81は、その幅が接合凸部よりも広く構成されているが、図9(a),(b)に示すように、傾斜させた状態で切削を行うため、一度の切削工程で接合凸部全体を切削することができない。したがって、フライスカッター81は、接合凸部をX軸方向に一往復することによって、その全体を切削する。図9(a)の状態では、接合凸部の切削部分が大きいため、フライスカッター81のアップカット加工によって切削を行う。図9(b)の状態では、接合凸部の未切削部分が小さいため、フライスカッター81のダウンカット加工によって切削を行い、かつ、X軸方向の移動速度を上げる。このように、フライスカッター81をX軸方向に一往復させることによって、接合凸部の切削を行うが、図9(b)の状態では、X軸方向移動速度を上げて切削時間の短縮を図っている。
【0025】
ところで、前記フライスカッター81は、押出し形材8C,8Dの表面がほぼ平坦に構成されている場合の例を説明したが、側構体8においては、Y軸方向断面の車体表面が車外側へ突出した湾曲面を成している部分もある。このように湾曲面を成した押出し形材同士の接合部においては、フライスカッターのフライス面をその回転中心軸に平行に形成してもよい。この場合においても、フライスカッターを傾斜(θ1およびθ2)させて切削を行う。また、前記フライスカッター81は、そのフライス面の形状を一つの円弧としているが、フライスカッターの幅方向中央部分を所定半径の円弧とし、幅方向両端部分をそれよりも小さな半径の円弧とすることも考えられる。
【0026】
以上説明したように、フライスカッター81のフライス面は、切削する押出し形材の表面に対して、Y軸方向の両側方向へ行くに従って相対的に、押出し形材表面から漸次離れるように構成されている。このため、フライスカッター81のフライス面において、フライスカッター81の幅方向(Y軸方向)中央部分が、押出し形材の表面を深く切削することになる。したがって、前述のように、フライスカッター81を傾斜させて、フライスカッター81の両側に設置した摺板85を押出し形材8C,8Dに接触させ、フライスカッター81と押出し形材8C,8Dの距離を一定に保ちながら切削を行う。このことにより、フライスカッター81が押出し形材8C,8Dの表面を必要以上に深く切削することを防止できる。前記摺板85を押出し形材の表面に接触させた状態で、接合凸部の切削を行うことにより、押出し形材表面の精度良く切削することができる。また、前記切削加工においては、摺板85によって押出し形材表面にフライスカッターを追従させて切削加工を行うため、この切削作業を自動化しても不良が発生することがない。切削作業の自動化により、手作業に比べて切削時間を短時間に、かつ、効率的に行うことができる。
【0027】
一方、前記摺板85を用いずに、フライスカッターを押出し形材の表面に沿ってX軸方向へ移動させることが可能であれば、前述のように、フライスカッターを傾斜させることなく、Y軸方向へ移動させて押出し形材表面の接合凸部を切削することもできる。例えば、フライスカッターの近傍に、押出し形材表面の撓みを検出する接触式或いは光を用いた被接触式のセンサーを設置する。このセンサーによって検出した押出し形材表面の撓み量をフライスカッターの上下方向の制御入力とすることによって、フライスカッターを押出し形材表面の沿って移動させる。フライスカッターのフライス面は、その幅方向の中央部分が幅方向両側部分よりも押出し形材表面側へ膨らんだ形状となっている。前記フライス面の中央部分と両側部分は、緩やかな曲面でつながった形状となっている。したがって、押出し形材表面の接合凸部を切削する際には、接合凸部のY軸方向の一端部分に、フライスカッターの幅方向中央部分を一致させて切削を行う。このとき、接合凸部のY軸方向の他端部側は、未切削部分が残るため、接合凸部の他端部にフライスカッターの幅方向中央部分を一致させてこの部分の切削を行う。このようにフライスカッターを接合凸部の幅に対応させて、Y軸方向に移動させることによって、押出し形材表面の接合凸部を切削する。この場合、接合凸部のY軸方向両端部は、フライスカッターの幅方向中央部で完全に切削されるため、押出し形材表面に溝或いは窪みが残ることがない。また、フライスカッターは、押出し形材の表面に対して、相対的にフライス面の幅方向両側部分が徐々に後退していることから、切削部分の表面に外観上目立つような溝或いは窪みが生じることがない。したがって、このフライスカッターによって切削することにより、押出し形材の表面を見栄え良く加工することができる。
【0028】
次に、研磨装置90の詳細な構造について、図6,図7によって説明する。研磨装置90は、研磨ベルト91を用いたベルト式の研磨装置である。研磨装置90は、主に、研磨ベルト91、電動機92、複数のプーリから構成されている。電動機92をはじめとする主要部品は、スライドフレーム95に取付けられている。このスライドフレーム95は、傾斜コラム105dに対して上下方向にスライド可能に取付けられている。傾斜コラム105dの上端部には、シリンダ装置99が設置されており、このシリンダ装置99の伸縮軸の先端に前記スライドフレーム95が取付けられている。シリンダ装置99によって、スライドフレーム95を上下動させることにより、被加工物である側構体8に対して研磨ベルト91の研磨面の位置を調整する。エンドレスに構成された研磨ベルト91は、Y軸方向から見て三角形に配置されたプーリ93a,93b,93cによって回転可能に支持されている。前記プーリ93aには、電動機92からの動力を受けるための駆動用プーリが設けられている。この駆動用プーリと電動機92に設置されたプ―リ94との間に、駆動力を伝達するタイミングベルト96が掛けられている。研磨ベルト91は、三つのプーリによって形成される三角形の底辺部分がプーリ93aとプーリ93bとによって引っ張られることにより、平坦な研削面を形成している。この研削面は、側構体8のX軸方向に、後述する角度を設けて伸びている。前記プーリ93aとプーリ93bとの間には、研磨ベルト91を被加工物である側構体8の加工表面に押え付ける押えプーリ96a,96bが設置されている。前記研磨ベルト91の外周部分には、集塵カバー97が設置されている。この集塵カバー97には、集塵機および集塵ダクトに接続するための接続筒98が設けられている。
【0029】
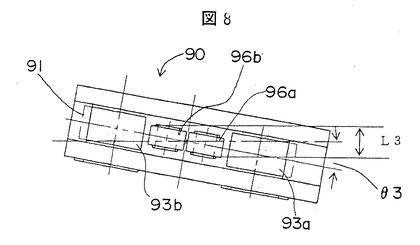
次に、研磨装置90における研磨ベルト91の研磨面の状況について、図8によって説明する。図8において、研磨ベルト91は、前述のようにプーリ93aとプーリ93bによって引っ張られている。前記二つのプーリによって引っ張られた研磨ベルト91が伸びている方向は、X軸方向に対して角度θ3(約10°)傾けて設置されている。前記研磨ベルト91は、押えプーリ96aおよび96bによって側構体8に押付けられる部分が研磨面を成している。この研磨面の幅は、L3であり、前記フライスカッター装置80が切削する加工幅よりも若干広くなっている。また、研磨面の幅L3は、側構体8の接合凸部8Bの幅L1よりも広く構成されている。
【0030】
次に、前記形材加工機による側構体8の加工状況を説明する。まず、側構体8を図1ないし図3に示すように、各架台11の各支持台30,40,60の上に位置決めして拘束する。次に、走行体100を側構体8のX軸方向端部に配置し、かつ、各コラム105を側構体8の各押出し形材の接合に対応させて配置する。この時、各コラム105の傾斜コラム105bの傾きを調整して、フライスカッター81のフライス面が押出し形材表面の接合凸部8Bに対して、角度θ1傾くように配置する。この状態で、フライスカッター81を回転させながら、シリンダ装置89によって該フライスカッター81を下降させ、接合凸部8Bの切削を開始する。一方の摺板85が押出し形材の表面に接触したら、フライスカッター81の下降を停止し、走行体100をX軸方向に移動させて、側構体8表面の接合凸部8Bの切削を行う。
【0031】
前記フライスカッター91は、フライス面が円弧状に形成されており、かつ、押出し形材表面に対して角度θ1だけ傾けて切削を行う。このため、フライスカッター91の切削幅は、接合凸部の幅L1よりも若干狭くなる。したがって、フライスカッター81を、図9(a)に示すように、接合凸部8Bの片側(図中の左側)に寄せて、接合端部8Bの左側の部分を主体に切削を行う。この状態で、走行体100は、側構体8の一端から他端へ向けてX軸方向に走行する。このとき、フライスカッター81は、アップカット加工によって接合凸部の切削を行う。走行体100が側構体8の他端側に到達したら、フライスカッター81の傾きを反対側へ、角度θ2だけ傾ける。さらに、フライスカッター81の切削位置を接合凸部8Bの右端に一致させた状態で、先程とは逆方向に走行体100を走行させて、接合凸部8Bの残りの部分の切削を行う。このとき、フライスカッター81の右側に位置する摺板85が押出し形材の表面に接触して、フライスカッター81と押出し形材の間隔を一定に保持する。フライスカッター81は、ダウンカット加工により接合凸部8Bの右側部分の切削を行う。走行体100が側構体8の一端側に達したら、接合凸部8Bの切削は完了である。
【0032】
次に、切削が完了した接合凸部8Bの部分に、研磨装置90を研磨可能な状態に位置決めする。そして、研磨ベルト91を回転させ、その研磨面を押出し形材の表面に押付けて研磨を行いながら、走行体100を側構体8の一端から他端へ移動させて、研磨を行う。走行体100が側構体8の他端側の到達した時点で、接合凸部は、平坦で、かつ、見栄え良く加工されている。
【0033】
このようにして前記形材加工装置は、側構体8の接合凸部の切削および研削を行う。前記フライスカッター81は、そのフライス面が円弧状に形成されていることから、その幅方向両端部の径が、幅方向中央部よりも小さく形成されている。よって、通常の切削作業においては、前記フライスカッター81のフライス面の幅方向端部によって被加工物の表面を切削することがないため、被加工物の表面に切り立った溝が形成されることがない。したがって、前記フライスカッター81によって接合凸部を切削した場合、その押出し形材表面の見栄えを向上することができる。
【0034】
フライスカッター81は、二つの押出し形材の突合せ部にある接合凸部8Bを二回の切削工程によって除去するため、該接合凸部8BのY軸方向両側の角部を完全に除去することができる。
【0035】
ところで、前記フライスカッター81は、被加工物である側構体8の各押出し形材8Cおよび8Dの表面が平坦な形状の切削加工を行う場合の例である。図1に示された最も左側のコラム105に設置されるフライスカッターは、そのフライス面を平坦、すなわち、フライスカッターの回転中心軸に平行なフライス面を有する構成としている。このフライスカッターが切削する側構体8を構成する押出し形材は、Y軸方向の断面形状が車外側へ突出した曲面に形成されている。したがって、フライスカッターのフライス面が平坦であっても、フライス面の幅方向両端部は、幅方向中央部よりも、押出し形材の表面から相対的に離れた位置にある。したがって、フライス面の幅方向端部の角部が押出し形材表面を切削することがない。側構体8の車外表面が車外側へ湾曲した断面形状に形成されている場合には、フライスカッターのフライス面を平坦な形状としても、押出し形材表面の見栄え低下を防止することができる。
【0036】
側構体8を構成する複数の押出し形材の接合凸は、X軸方向に伸びている。前記研磨装置90は、研磨ベルト91の研磨面の長手方向をX軸方向に対して角度θ3傾けた状態で研摩を行う。したがって、研摩ベルト91の研摩面が接合凸部に対して斜め方向に移動しながら研摩を行うため、接合凸部の形状によって、前記研摩面が偏磨耗することがない。研摩ベルト91の研摩面が偏磨耗することがないので、押出し形材表面をむらなく研摩することができるため、見栄えを向上させることができる。
【0037】
以上説明したように本発明の実施例に示されたフライスカッター装置および研磨装置によって、押出し形材の接合凸部を切削および研磨することにより、押出し形材表面を平滑に加工できる。また、前記押出し形材の表面に見栄えを低下させる溝が形成されることもない。前記押出し形材によって側構体を製作し、側構体表面を無塗装のヘアライン加工とした場合、該側構体表面の見栄えを向上させることができる。
【0038】
前記フライスカッター装置および研摩装置は、それぞれ集塵カバーを備えており、切粉および粉塵を集塵機によって回収するため、作業環境の悪化を防止することができる。
【0039】
以上説明した形材加工装置によれば、複数の形材を接合した際に形成される接合凸部を、短時間に、かつ、精度良く切削、研摩することができる。
【図面の簡単な説明】
【0040】
【図1】本発明の形材加工装置の一実施例を示す正面図。
【図2】図1の支持台30を拡大して示した正面図。
【図3】図1の支持台40,支持台50を拡大して示した正面図。
【図4】フライスカッター装置80の正面図。
【図5】フライスカッター装置80の側面図。
【図6】研磨装置90の側面図。
【図7】研磨装置90の正面図。
【図8】研摩ベルトの研摩面を示した説明図。
【図9】フライスカッター81の切削状況を示した説明図。
【符号の説明】
【0041】
8 側構体
8B 接合凸部
10 ベッド
11 架台
30,40,60 支持台
80 フライスカッター装置
85 摺板
90 研磨装置
【技術分野】
【0001】
本発明は、複数の形材を溶接或いは摩擦攪拌接合等によって接合した際に、前記形材の表面に残る接合凸部を除去して、形材表面を平滑に加工する形材加工方法に関する。
【背景技術】
【0002】
前記形材加工装置によって加工される形材としては、例えば、アルミ合金製押出し形材(以下、単に押出し形材という)が挙げられる。この押出し形材には、リブを有した平板状断面或いは中空断面を有するものがある。なお。圧延によって製作された平板を突合せて溶接によって接合した構造物を前記形材加工装置によって加工することもある。前記押出し形材によって製作されるものとしては、鉄道車両構体がある。鉄道車両構体は、台枠、側構体、屋根構体、妻構体より構成されている。前記側構体は、複数の押出し形材をその押出し方向を側構体の長手方向に沿って配置するとともに、これらの押出し形材を側構体の幅方向に並べて接合することによって製作される。側構体の幅方向に並べられた複数の前記押出し形材は、それらの突合せ部を溶接或いは摩擦攪拌接合によって接合されている。前記屋根構体或いは台枠も、前記側構体とほぼ同様に製作される。前記隣接した押出し形材を溶接する場合、通常は、MIG溶接が用いられ、接合部分には、押出し形材の表面から突出した溶接ビードが形成される。また、前記隣接した押出し形材を摩擦攪拌接合する場合には、各押出し形材の接合部表面に予め凸部を形成しておき、突合せた両形材の凸部を摩擦攪拌接合用ツールによって接合している。前記突合せた両形材の凸部は、摩擦攪拌接合用ツールによって一部分が切除されるが、切除されない部分が残り、接合直後の押出し形材表面は平滑になっていない。このように、複数の押出し形材を溶接或いは摩擦攪拌接合等によって突合せ接合した場合、該押出し形材の表面には、突出した接合凸部が残っていた。この押出し形材表面の接合凸部は、グラインダーを用いた手作業により、平滑に加工されていた。
【0003】
前記押出し形材表面の平滑化作業は、グラインダーを用いた手作業であるため、作業が煩雑である。また、前記従来の平滑化作業においては、押出し形材の最終仕上げ面を考慮して研削を行わなければならず、熟練を必要とする作業であった。また、前記従来の平滑化作業は、多大な時間を要するとともに、研削粉が発生することから、作業環境が良いとは言いがたかった。
【0004】
前記グラインダーによる押出し形材の表面平滑化作業とは別に、板材の表面加工を機械装置によって行う例として、〔特許文献1〕が知られている。〔特許文献1〕は、タレットパンチ等による中抜き部のバリ取りを行うバリ取り機である。このバリ取り機では、前述の押出し形材の表面に連続して形成された接合凸部を、短時間に、かつ、効率的に仕上げることについては配慮されていない。
【0005】
一方、複数の押出し形材を摩擦攪拌接合によって接合する際に、摩擦攪拌接合用ツールの後方に、接合凸部を切削する切削装置を備えた例として、〔特許文献2〕が挙げられる。この切削装置においては、切削工具として、例えば、エンドミルの例が示されている。エンドミルによって前記接合凸部を切削する場合、該エンドミル先端を押出し形材の表面に沿って正確に移動させながら切削を行うことは困難であった。すなわち、複数の押出し形材を接合して構成される前記側構体は、全長が17mから25m程度と長尺であり、かつ、その幅は約3m程度である。この側構体を拘束して、前記切削加工を行う場合、側構体の表面を平坦な状態で保持するには、大掛かりで精度の良い拘束装置が必要であった。また、前記側構体表面の接合凸部を切削するエンドミル等の切削手段を、側構体の表面に正確に追従させて、移動させるためには、複雑な制御機構が必要とされる。このようなことから、側構体等の接合凸部を自動切削する場合には、切削精度を考慮して仕上げ用の削り代を残して加工しなければならなかった。なお、前記押出し形材表面に残った削り代については、前述のようにグラインダーによる手作業によって仕上げ加工を行わなければならない。
【特許文献1】特開2000−158310号公報
【特許文献2】特許3070735号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の目的は、溶接或いは摩擦攪拌接合等によって形材表面に形成された接合凸部を短時間に、かつ、精度良く切削することにある。
【課題を解決するための手段】
【0007】
本発明の目的は、複数の形材を接合して接合部表面に接合凸部が形材の長手方向に連続して形成されている形材を拘束して位置決めし、フライスカッターの幅方向中央部分が形材側へ膨らむように湾曲したフライス面を備えたスライスカッター装置を、前記形材の接合凸部を切削可能に配置し、前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の一端部に一致させた状態で、前記接合凸部を形材の長手方向に切削し、次に、前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の他端部に一致させた状態で、前記接合凸部を形材の長手方向に切削すること、を特徴とする形材加工方法によって達成できる。
【発明を実施するための最良の形態】
【0008】
以下、本発明を図1〜図9によって説明する。図1は、本発明による形材加工装置の一実施例を示す正面図である。図2および図3は、図1に示した形材加工装置に、側構体を加工する状態で位置決めして拘束した状況を示す正面図である。図4および図5は、フライスカッター装置の駆動部分の説明図である。図6、図7および図8は、研磨装置の説明図である。図9は、フライスカッター装置のフライスカッターの詳細構造を示した説明図である。
【0009】
図1において、側構体8は、車外側表面を上方に向けて形材加工装置に載せられ、拘束されている。ベッド10には、前記側構体8の長手方向(以下、X軸方向という)に所定の間隔(例えば、1m乃至2m程度の間隔)で複数の架台11が設置されている。各架台11は、その長手方向を側構体8の幅方向(以下、Y軸方向という)に向けて配置されている。各架台11の全長は、側構体8の幅寸法よりも長く構成されている。各架台11の上面には、支持台30、支持台40および支持台60が取付けられている。側構体8は、X軸方向から見た場合、上方へ膨らむように湾曲した断面形状となっている。図1において、側構体8の左端、すなわち、車体を構成した場合に、屋根構体に接続される上部側の部分が支持台30によって支持されている。側構体8の右端、すなわち、車体を構成した場合に、台枠に接続される下側の部分が支持台40によって支持されている。側構体8は、そのY軸方向の中間部を支持台60によって支持されている。複数の架台11にそれぞれ設置された前記支持台30、支持台40および支持台60によって、側構体8自体の荷重およびその表面を加工する際の荷重を支持する。
【0010】
側構体8の上部側部分は、図2に示すように車体の幅方向内側へ湾曲した形状となっている。前記支持台30は、前記側構体8の上部側の湾曲した車外側表面に一致する湾曲支持面を有する押当て具31を備えている。この押当て具31の湾曲支持面を前記側構体8の車外表面に押当てた状態で、該押当て具31を固定具32によって支持台30に固定している。前記押当て具31は、支持台30の水平支持面に対して側構体8を押付けるとともに、側構体8を前記支持台40側へ押付ける。前記支持台30は、架台11に対してボルト等の固定手段によって固定されている。前記押当て具31の湾曲支持面は、拘束される部材、例えば前記側構体或いは屋根構体などの車外側表面の形状に一致した形状に構成されている。前記支持台30の支持面と側構体8との間には、アルミ合金板等の当て板が設置されている。この当て板は、側構体8に傷を付けないために設置されている。
【0011】
支持台40は、側構体8の下部側部分を支えるL字型の支持面を備えた支持具41aを備えている。支持具41aは、載せ台41の上に載っている。支持具41aは、プッシャー43によって、載せ台41の上でY軸方向に進退自在に移動する。支持具41aは、アルミ合金製であり、側構体8に傷をつけないように配慮されている。この支持具41aは、前記押当て具31によって支持台40の方向へ押された側構体8を受けている。前記押当て具31と前記支持具41aによって、側構体8のY軸方向の位置決めを行っている。側構体8は、前記支持具41aに対して押えリンク42によって上方から押え付けられている。この押えリンク42は、載せ台41に設置されている。前記載せ台41は、スクリュージャッキ44によって上下方向に移動可能に支持されている。この載せ台41の高さをスクリュージャッキ44によって調整する。このスクリュージャッキ44は、垂直に配置したねじ棒46を備えており、このねじ棒46の上端に載せ台41が設置されている。前記スクリュージャッキ44は、複数設置された架台11にそれぞれ設置されている。各架台11に設置された各スクリュージャッキ44は、連結軸45によって連結されており、この連結軸45を駆動することによって、前記各スクリュージャッキ44が連動して各載せ台41の高さを調整する。前記連結軸45には、ウォームギアが設置されており、スクリュージャッキ44を構成するウォームホイールとかみ合っている。該ウォームホイールに前記ねじ棒46が螺合している。したがって、前記連結軸45を回転させると、ウォームギアによりウォームホイールが回転して前記ねじ棒46を昇降させる。前記連結軸45は、前記ベッド10のほぼ全長に亘って設置されており、この連結軸45を駆動する電動機は、ベッド10のX軸方向のほぼ中央位置のスクリュージャッキに隣接して設置されている。
【0012】
前記ねじ棒46に対して平行に、ガイド棒47が設置されており、該ガイド棒47の上端には、前記載せ台41が固定されている。このガイド棒47は、ガイド48によって上下方向にスライド可能に支持されており、前記ねじ棒46を垂直方向に案内する機能を有している。
【0013】
前記スクリュージャッキ44およびガイド48は、移動台50に設置され、支持台40を構成している。この移動台50は、架台11の上に、Y軸方向に移動可能に設置されている。伸縮装置52は、前記移動台50をY軸方向に移動させ、側構体8の幅寸法に合せて支持台40の位置を調整する。前記伸縮装置52は、スクリュージャッキを内蔵しており、複数の前記架台11にそれぞれ設置されている。各架台11に設置された各伸縮装置52は、連動軸53によって連結されている。この連動軸53を駆動することにより、前記スクリュージャッキ44と同様に前記各伸縮装置52が連動して、各支持台40のY軸方向の位置を調整する。
【0014】
支持台60は、複数の架台11の上にそれぞれ設置されており、前記側構体8を車内側から支持する。前記支持台60は、前記支持台30と支持台40の間に設置されている。この支持台60は、前記支持台40と基本的な構造が同様であり、載せ台61に支持具61aが設置されている。側構体8は、複数の押出し形材の接合部分が他の部分に比べて強度が高くなっている。支持具61aは、側構体8を構成する複数の押出し形材の接合部を車内側から支持している。前記載せ台61は、ねじ棒66とガイド棒67によって上下動可能に支えられている。ねじ棒66は、スクリュージャッキ64を構成しており、該スクリュージャッキ64は、隣接した支持台60のスクリュージャッキ64と連結軸65によって連結されている。前記ガイド棒67は、ガイド68によって上下方向にスライド可能に支持されており、前記ねじ棒66を垂直方向に案内する機能を有している。前記スクリュージャッキ64およびガイド68は、移動台70に設置され、支持台60を構成している。この移動台70は、架台11の上に、Y軸方向に移動可能に設置されている。前記移動台70のY軸方向の位置は、スクリュージャッキを内蔵した伸縮装置72によって調整される。前記伸縮装置72は、隣接した移動台70の伸縮装置72と連動軸73によって連結されている。
【0015】
次に、前記側構体8の車外側表面の切削および研磨を行う加工手段について説明する。図1において、ベッド10の上面であって、各架台11の長手方向すなわちY軸方向の両側位置には、レール101がX軸方向に沿ってそれぞれ設置されている。走行体100は、前記二本のレール101の上をX軸方向に走行する。走行体100は、Y軸方向両側に配置される二つの脚体102と、これら脚体102をつなぐガーダ103から構成されている。ガーダ103は、その長手方向をY軸方向に沿って配置されている。ガーダ103には、四つのコラム105が設置されており、このコラム105はガーダ103に対して、Y軸方向に移動可能に設置されている。各コラム105には、フライスカッター装置80と研磨装置90がそれぞれ設置されている。各コラム105は、架台11の上に拘束された加工物、例えば側構体8の押出し形材の接合位置に一致するように、ガーダ103のY軸方向に配置される。各コラム105は、ガーダ103に対して昇降可能に設置されている。各コラム105には、その下端部に前記フライスカッター装置80と研磨装置90が設置されている。前記各コラム105は、前記フライスカッター装置80と研磨装置90が側構体8の車外側表面を加工する際に、最適な位置となるように位置決めされる。各コラム105に設定されたフライスカッター装置80と研磨装置90は、X軸方向に並んでおり、側構体8の押出し形材の接合線に沿って配置されている。前記フライスカッター装置80と研磨装置90は、コラム105に対して、垂直軸廻りに回転可能に設置されている。したがって、走行体100のX軸方向への移動状況に合せて、フライスカッター装置80および研磨装置90の配置を切り替えることができる。前記各コラム105のY軸方向の位置調整は、側構体8の接合凸部を光学センサーによって検出し、該接合凸部に対して以下に説明するフライスカッター装置80と研磨装置90の加工位置が一致するように自動制御によって行われる。
【0016】
なお、押出し形材によって構成される側構体8の接合凸部は、Y軸方向の予め決められた位置にあり、X軸方向に連続して伸びている。したがって、コラム105のY軸方向の位置調整は、前記光学センサーを用いずに、手動でY軸方向の位置調整を行っても良い。または、側構体8の接合凸部のY軸方向の位置データを制御装置内に予め記憶しておいて、この位置データに基づきコラム105のY軸方向の位置調整を行っても良い。
【0017】
また、前記フライスカッター装置80と研磨装置90は、コラム105に対してX軸方向を回転中心として傾斜可能に設置された傾斜コラム105b,105dによって支持されている。側構体8の上部側部分すなわち図1の左側部分は、車体中央側へ湾曲した形状となっており、この側構体8の湾曲部表面の接線に対して、前記フライスカッター装置80のフライス面と研磨装置90の研磨面を一致させることができる支持構造となっている。
【0018】
本実施例において、コラム105は、Y軸方向に4本設置されているが、被加工物である側構体8の接合箇所に合せて設置してもよく、コラム105の設置数は、本実施例に限定されるものではない。
【0019】
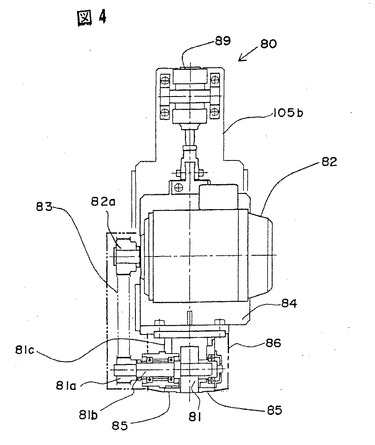
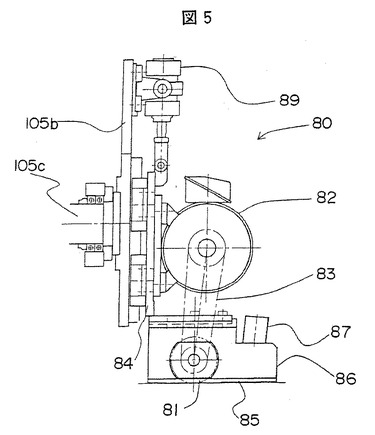
次に、前記フライスカッター装置80の詳細な構造について説明する。図4および図5に示すように、フライスカッター装置80は、そのフライス面の傾きを加工物の表面の傾斜に合せて変えられるように、前記傾斜コラム105bに設置されている。傾斜コラム105bは、その回転軸中心をX軸方向に配置した傾斜回転軸105cに支えられている。フライスカッター装置80は、主に、フライスカッター81と、フライスカッター81を駆動する電動機82と、フライスカッター81の高さを調整するシリンダ装置89とから構成されている。フライスカッター81を支持する回転軸81bの一端にはプーリ81aが設置されている。前記電動機82の回転軸に設置されたプーリ82aと前記プーリ81aの間に、タイミングベルト83が設置されている。前記回転軸81bおよび電動機82は、スライドフレーム84に設置されており、このスライドフレーム84は、前記傾斜コラム105bに対して上下方向にスライド可能に設置されている。前記傾斜コラム105bの上端部分には、シリンダ装置89が設置されており、このシリンダ装置89の伸縮軸の先端に前記スライドフレーム84が取付けられている。シリンダ装置89によって、スライドフレーム84を上下動させることにより、加工物である側構体8に対してフライスカッター81の位置を調整する。フライスカッター81は、前記スライドフレーム84に設置された各部材の重量によって、加工物に押付けられて切削をおこなう。このときのフライスカッター81の押付け力の調整は、前記シリンダ装置89に供給される圧縮空気の圧力を調整することにより行う構造となっている。
【0020】
前記フライスカッター81が設置された回転軸81bを支持する支持腕81cは、前記スライドフレーム84の下端部分に設置されている。この支持腕81cの底面には、摺板85がフライスカッター81の軸方向両側にそれぞれ設置されている。この摺板85は、X軸方向に所定の長さを有しており、フライスカッター81によって側構体8の表面を切削する際に、フライスカッター81と加工面との間隔を一定に保つためのものである。また、前記支持腕81cには、前記フライスカッター81の周囲を覆う集塵カバー86が設置されている。集塵カバー86には、集塵ダクトに接続される接続筒86が設けられている。側構体8の表面の接合凸部をフライスカッター81によって切削した際の切粉は、集塵ダクトに設置された集塵機よって吸引される。
【0021】
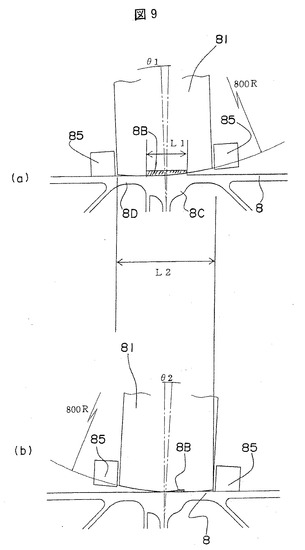
次に、前記フライスカッター81と被加工物の側構体8の関係を図9(a),(b)によって説明する。図9に示す側構体8の例は、二つの押出し形材8Cおよび8Dを摩擦攪拌接合によって接合した接合部分である。前記二つの押出し形材8Cおよび8Dの突合せ部には、車体表面にそれぞれ接合凸部8Bが形成されており、この接合凸部8Bは図9(a)に示すように、接合後も残ったままである。なお、図9に示す押出し形材8Cおよび8DのY軸方向の表面は、接合凸部を除いてほぼ平坦に構成されている。
【0022】
図9(a),(b)は、フライスカッター81をX軸方向から見た状態を示している。フライスカッター81の切削を行うフライス面は、円弧状に形成されており、前記円弧の中心は、フライスカッター81の幅方向すなわちY軸方向の中央位置にある。円弧部分の半径は、例えば、800mm程度としている。したがって、フライス面は、フライスカッター81の幅方向の両側部分が中央部よりも径が小さくなっている。フライスカッター81は、その回転軸を側構体8の表面に対してθ1(+0.3°)、θ2(−0.3°)傾けることができる。すなわち、前記傾斜コラム105bを傾斜回転軸105cに対して回転させることによって、フライスカッター装置80を傾斜させ、前記フライスカッター81のフライス面を傾斜させる。この傾斜角度は、フライス面の円弧部分の半径の大きさによって決定される。前記フライスカッター81を傾斜させる場合の傾斜中心は、押出し形材8C,8D側にある。このため、フライスカッター81をθ1或いはθ2傾けることによって、該フライスカッター81が切削する切削位置が、Y軸方向に移動することになる。
【0023】
フライスカッター81のY軸方向両側位置には、摺板85が設置されており、フライスカッター81を傾斜させた際に、一方の摺板85が押出し形材8C或いは8Dに接触する配置となっている。例えば、図9(a)に示すように、フライスカッター81を押出し形材8D側へθ1傾けた場合、図中の左側の摺板85が押出し形材8Dの表面に接触して、フライス面と押出し形材との距離を保つ構造となっている。図9(b)に示すように、フライスカッター81を押出し形材8C側へθ2傾斜させた場合は、反対側の摺板85が押出し形材8Cの表面に接触する。そして、図9(a)の切削作業で残った未切削部分を切削する。したがって、二つの摺板85は、押出し形材との接触面がフライスカッター81の回転中心線に対して傾斜している。また、各摺板85は、フライスカッター81が接合凸部8Bを切削する状態のときに、押出し形材の表面に接触してフライスカッター81の切込み深さを一定に保つように配置されている。各摺板85によって、フライスカッター81は、押出し形材8C,8Dの接合凸部を必要以上に深く切削することがない。
【0024】
フライスカッター81の幅は、接合凸部の幅寸法L1よりも若干広く構成されている。フライスカッター81と前記各摺板85との間には、小さな隙間が設けられている。フライスカッター81は、その幅が接合凸部よりも広く構成されているが、図9(a),(b)に示すように、傾斜させた状態で切削を行うため、一度の切削工程で接合凸部全体を切削することができない。したがって、フライスカッター81は、接合凸部をX軸方向に一往復することによって、その全体を切削する。図9(a)の状態では、接合凸部の切削部分が大きいため、フライスカッター81のアップカット加工によって切削を行う。図9(b)の状態では、接合凸部の未切削部分が小さいため、フライスカッター81のダウンカット加工によって切削を行い、かつ、X軸方向の移動速度を上げる。このように、フライスカッター81をX軸方向に一往復させることによって、接合凸部の切削を行うが、図9(b)の状態では、X軸方向移動速度を上げて切削時間の短縮を図っている。
【0025】
ところで、前記フライスカッター81は、押出し形材8C,8Dの表面がほぼ平坦に構成されている場合の例を説明したが、側構体8においては、Y軸方向断面の車体表面が車外側へ突出した湾曲面を成している部分もある。このように湾曲面を成した押出し形材同士の接合部においては、フライスカッターのフライス面をその回転中心軸に平行に形成してもよい。この場合においても、フライスカッターを傾斜(θ1およびθ2)させて切削を行う。また、前記フライスカッター81は、そのフライス面の形状を一つの円弧としているが、フライスカッターの幅方向中央部分を所定半径の円弧とし、幅方向両端部分をそれよりも小さな半径の円弧とすることも考えられる。
【0026】
以上説明したように、フライスカッター81のフライス面は、切削する押出し形材の表面に対して、Y軸方向の両側方向へ行くに従って相対的に、押出し形材表面から漸次離れるように構成されている。このため、フライスカッター81のフライス面において、フライスカッター81の幅方向(Y軸方向)中央部分が、押出し形材の表面を深く切削することになる。したがって、前述のように、フライスカッター81を傾斜させて、フライスカッター81の両側に設置した摺板85を押出し形材8C,8Dに接触させ、フライスカッター81と押出し形材8C,8Dの距離を一定に保ちながら切削を行う。このことにより、フライスカッター81が押出し形材8C,8Dの表面を必要以上に深く切削することを防止できる。前記摺板85を押出し形材の表面に接触させた状態で、接合凸部の切削を行うことにより、押出し形材表面の精度良く切削することができる。また、前記切削加工においては、摺板85によって押出し形材表面にフライスカッターを追従させて切削加工を行うため、この切削作業を自動化しても不良が発生することがない。切削作業の自動化により、手作業に比べて切削時間を短時間に、かつ、効率的に行うことができる。
【0027】
一方、前記摺板85を用いずに、フライスカッターを押出し形材の表面に沿ってX軸方向へ移動させることが可能であれば、前述のように、フライスカッターを傾斜させることなく、Y軸方向へ移動させて押出し形材表面の接合凸部を切削することもできる。例えば、フライスカッターの近傍に、押出し形材表面の撓みを検出する接触式或いは光を用いた被接触式のセンサーを設置する。このセンサーによって検出した押出し形材表面の撓み量をフライスカッターの上下方向の制御入力とすることによって、フライスカッターを押出し形材表面の沿って移動させる。フライスカッターのフライス面は、その幅方向の中央部分が幅方向両側部分よりも押出し形材表面側へ膨らんだ形状となっている。前記フライス面の中央部分と両側部分は、緩やかな曲面でつながった形状となっている。したがって、押出し形材表面の接合凸部を切削する際には、接合凸部のY軸方向の一端部分に、フライスカッターの幅方向中央部分を一致させて切削を行う。このとき、接合凸部のY軸方向の他端部側は、未切削部分が残るため、接合凸部の他端部にフライスカッターの幅方向中央部分を一致させてこの部分の切削を行う。このようにフライスカッターを接合凸部の幅に対応させて、Y軸方向に移動させることによって、押出し形材表面の接合凸部を切削する。この場合、接合凸部のY軸方向両端部は、フライスカッターの幅方向中央部で完全に切削されるため、押出し形材表面に溝或いは窪みが残ることがない。また、フライスカッターは、押出し形材の表面に対して、相対的にフライス面の幅方向両側部分が徐々に後退していることから、切削部分の表面に外観上目立つような溝或いは窪みが生じることがない。したがって、このフライスカッターによって切削することにより、押出し形材の表面を見栄え良く加工することができる。
【0028】
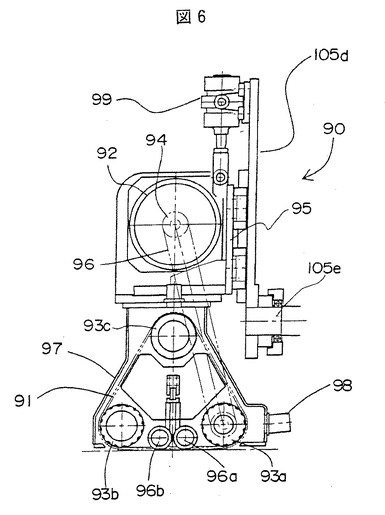
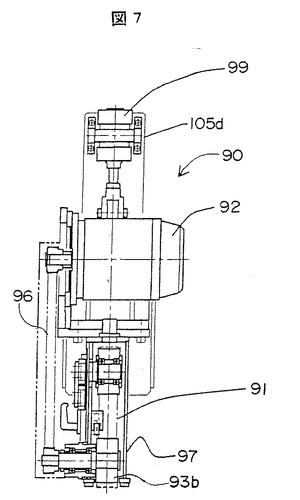
次に、研磨装置90の詳細な構造について、図6,図7によって説明する。研磨装置90は、研磨ベルト91を用いたベルト式の研磨装置である。研磨装置90は、主に、研磨ベルト91、電動機92、複数のプーリから構成されている。電動機92をはじめとする主要部品は、スライドフレーム95に取付けられている。このスライドフレーム95は、傾斜コラム105dに対して上下方向にスライド可能に取付けられている。傾斜コラム105dの上端部には、シリンダ装置99が設置されており、このシリンダ装置99の伸縮軸の先端に前記スライドフレーム95が取付けられている。シリンダ装置99によって、スライドフレーム95を上下動させることにより、被加工物である側構体8に対して研磨ベルト91の研磨面の位置を調整する。エンドレスに構成された研磨ベルト91は、Y軸方向から見て三角形に配置されたプーリ93a,93b,93cによって回転可能に支持されている。前記プーリ93aには、電動機92からの動力を受けるための駆動用プーリが設けられている。この駆動用プーリと電動機92に設置されたプ―リ94との間に、駆動力を伝達するタイミングベルト96が掛けられている。研磨ベルト91は、三つのプーリによって形成される三角形の底辺部分がプーリ93aとプーリ93bとによって引っ張られることにより、平坦な研削面を形成している。この研削面は、側構体8のX軸方向に、後述する角度を設けて伸びている。前記プーリ93aとプーリ93bとの間には、研磨ベルト91を被加工物である側構体8の加工表面に押え付ける押えプーリ96a,96bが設置されている。前記研磨ベルト91の外周部分には、集塵カバー97が設置されている。この集塵カバー97には、集塵機および集塵ダクトに接続するための接続筒98が設けられている。
【0029】
次に、研磨装置90における研磨ベルト91の研磨面の状況について、図8によって説明する。図8において、研磨ベルト91は、前述のようにプーリ93aとプーリ93bによって引っ張られている。前記二つのプーリによって引っ張られた研磨ベルト91が伸びている方向は、X軸方向に対して角度θ3(約10°)傾けて設置されている。前記研磨ベルト91は、押えプーリ96aおよび96bによって側構体8に押付けられる部分が研磨面を成している。この研磨面の幅は、L3であり、前記フライスカッター装置80が切削する加工幅よりも若干広くなっている。また、研磨面の幅L3は、側構体8の接合凸部8Bの幅L1よりも広く構成されている。
【0030】
次に、前記形材加工機による側構体8の加工状況を説明する。まず、側構体8を図1ないし図3に示すように、各架台11の各支持台30,40,60の上に位置決めして拘束する。次に、走行体100を側構体8のX軸方向端部に配置し、かつ、各コラム105を側構体8の各押出し形材の接合に対応させて配置する。この時、各コラム105の傾斜コラム105bの傾きを調整して、フライスカッター81のフライス面が押出し形材表面の接合凸部8Bに対して、角度θ1傾くように配置する。この状態で、フライスカッター81を回転させながら、シリンダ装置89によって該フライスカッター81を下降させ、接合凸部8Bの切削を開始する。一方の摺板85が押出し形材の表面に接触したら、フライスカッター81の下降を停止し、走行体100をX軸方向に移動させて、側構体8表面の接合凸部8Bの切削を行う。
【0031】
前記フライスカッター91は、フライス面が円弧状に形成されており、かつ、押出し形材表面に対して角度θ1だけ傾けて切削を行う。このため、フライスカッター91の切削幅は、接合凸部の幅L1よりも若干狭くなる。したがって、フライスカッター81を、図9(a)に示すように、接合凸部8Bの片側(図中の左側)に寄せて、接合端部8Bの左側の部分を主体に切削を行う。この状態で、走行体100は、側構体8の一端から他端へ向けてX軸方向に走行する。このとき、フライスカッター81は、アップカット加工によって接合凸部の切削を行う。走行体100が側構体8の他端側に到達したら、フライスカッター81の傾きを反対側へ、角度θ2だけ傾ける。さらに、フライスカッター81の切削位置を接合凸部8Bの右端に一致させた状態で、先程とは逆方向に走行体100を走行させて、接合凸部8Bの残りの部分の切削を行う。このとき、フライスカッター81の右側に位置する摺板85が押出し形材の表面に接触して、フライスカッター81と押出し形材の間隔を一定に保持する。フライスカッター81は、ダウンカット加工により接合凸部8Bの右側部分の切削を行う。走行体100が側構体8の一端側に達したら、接合凸部8Bの切削は完了である。
【0032】
次に、切削が完了した接合凸部8Bの部分に、研磨装置90を研磨可能な状態に位置決めする。そして、研磨ベルト91を回転させ、その研磨面を押出し形材の表面に押付けて研磨を行いながら、走行体100を側構体8の一端から他端へ移動させて、研磨を行う。走行体100が側構体8の他端側の到達した時点で、接合凸部は、平坦で、かつ、見栄え良く加工されている。
【0033】
このようにして前記形材加工装置は、側構体8の接合凸部の切削および研削を行う。前記フライスカッター81は、そのフライス面が円弧状に形成されていることから、その幅方向両端部の径が、幅方向中央部よりも小さく形成されている。よって、通常の切削作業においては、前記フライスカッター81のフライス面の幅方向端部によって被加工物の表面を切削することがないため、被加工物の表面に切り立った溝が形成されることがない。したがって、前記フライスカッター81によって接合凸部を切削した場合、その押出し形材表面の見栄えを向上することができる。
【0034】
フライスカッター81は、二つの押出し形材の突合せ部にある接合凸部8Bを二回の切削工程によって除去するため、該接合凸部8BのY軸方向両側の角部を完全に除去することができる。
【0035】
ところで、前記フライスカッター81は、被加工物である側構体8の各押出し形材8Cおよび8Dの表面が平坦な形状の切削加工を行う場合の例である。図1に示された最も左側のコラム105に設置されるフライスカッターは、そのフライス面を平坦、すなわち、フライスカッターの回転中心軸に平行なフライス面を有する構成としている。このフライスカッターが切削する側構体8を構成する押出し形材は、Y軸方向の断面形状が車外側へ突出した曲面に形成されている。したがって、フライスカッターのフライス面が平坦であっても、フライス面の幅方向両端部は、幅方向中央部よりも、押出し形材の表面から相対的に離れた位置にある。したがって、フライス面の幅方向端部の角部が押出し形材表面を切削することがない。側構体8の車外表面が車外側へ湾曲した断面形状に形成されている場合には、フライスカッターのフライス面を平坦な形状としても、押出し形材表面の見栄え低下を防止することができる。
【0036】
側構体8を構成する複数の押出し形材の接合凸は、X軸方向に伸びている。前記研磨装置90は、研磨ベルト91の研磨面の長手方向をX軸方向に対して角度θ3傾けた状態で研摩を行う。したがって、研摩ベルト91の研摩面が接合凸部に対して斜め方向に移動しながら研摩を行うため、接合凸部の形状によって、前記研摩面が偏磨耗することがない。研摩ベルト91の研摩面が偏磨耗することがないので、押出し形材表面をむらなく研摩することができるため、見栄えを向上させることができる。
【0037】
以上説明したように本発明の実施例に示されたフライスカッター装置および研磨装置によって、押出し形材の接合凸部を切削および研磨することにより、押出し形材表面を平滑に加工できる。また、前記押出し形材の表面に見栄えを低下させる溝が形成されることもない。前記押出し形材によって側構体を製作し、側構体表面を無塗装のヘアライン加工とした場合、該側構体表面の見栄えを向上させることができる。
【0038】
前記フライスカッター装置および研摩装置は、それぞれ集塵カバーを備えており、切粉および粉塵を集塵機によって回収するため、作業環境の悪化を防止することができる。
【0039】
以上説明した形材加工装置によれば、複数の形材を接合した際に形成される接合凸部を、短時間に、かつ、精度良く切削、研摩することができる。
【図面の簡単な説明】
【0040】
【図1】本発明の形材加工装置の一実施例を示す正面図。
【図2】図1の支持台30を拡大して示した正面図。
【図3】図1の支持台40,支持台50を拡大して示した正面図。
【図4】フライスカッター装置80の正面図。
【図5】フライスカッター装置80の側面図。
【図6】研磨装置90の側面図。
【図7】研磨装置90の正面図。
【図8】研摩ベルトの研摩面を示した説明図。
【図9】フライスカッター81の切削状況を示した説明図。
【符号の説明】
【0041】
8 側構体
8B 接合凸部
10 ベッド
11 架台
30,40,60 支持台
80 フライスカッター装置
85 摺板
90 研磨装置
【特許請求の範囲】
【請求項1】
複数の形材を接合して接合部表面に接合凸部が形材の長手方向に連続して形成されている形材を拘束して位置決めし、
フライスカッターの幅方向中央部分が形材側へ膨らむように湾曲したフライス面を備えたスライスカッター装置を、前記形材の接合凸部を切削可能に配置し、
前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の一端部に一致させた状態で、前記接合凸部を形材の長手方向に切削し、
次に、前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の他端部に一致させた状態で、前記接合凸部を形材の長手方向に切削すること、
を特徴とする形材加工方法。
【請求項2】
請求項1に記載の形材加工方法において、前記接合凸部の一端部を切削する際のスライスカッター装置の移動方向と、前記接合凸部の他端部を切削する際のフライスカッター装置の移動方向とを逆方向にしたこと、
を特徴とする形材加工方法。
【請求項3】
請求項1に記載の形材加工方法において、前記フライスカッター装置は、前記形材の接合凸部の一端部をアップカット加工によって切削し、前記形材の接合凸部の他端部をダウンカット加工によって切削すること、
を特徴とする形材加工方法。
【請求項4】
請求項1に記載の形材加工方法において、前記形材の接合凸部の一端部および他端部の切削が完了した後に、前記形材の切削部表面を研磨すること、
を特徴とする形材加工方法。
【請求項1】
複数の形材を接合して接合部表面に接合凸部が形材の長手方向に連続して形成されている形材を拘束して位置決めし、
フライスカッターの幅方向中央部分が形材側へ膨らむように湾曲したフライス面を備えたスライスカッター装置を、前記形材の接合凸部を切削可能に配置し、
前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の一端部に一致させた状態で、前記接合凸部を形材の長手方向に切削し、
次に、前記フライスカッターの幅方向中央部分のフライス面を、前記接合凸部の幅方向の他端部に一致させた状態で、前記接合凸部を形材の長手方向に切削すること、
を特徴とする形材加工方法。
【請求項2】
請求項1に記載の形材加工方法において、前記接合凸部の一端部を切削する際のスライスカッター装置の移動方向と、前記接合凸部の他端部を切削する際のフライスカッター装置の移動方向とを逆方向にしたこと、
を特徴とする形材加工方法。
【請求項3】
請求項1に記載の形材加工方法において、前記フライスカッター装置は、前記形材の接合凸部の一端部をアップカット加工によって切削し、前記形材の接合凸部の他端部をダウンカット加工によって切削すること、
を特徴とする形材加工方法。
【請求項4】
請求項1に記載の形材加工方法において、前記形材の接合凸部の一端部および他端部の切削が完了した後に、前記形材の切削部表面を研磨すること、
を特徴とする形材加工方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2007−301638(P2007−301638A)
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願番号】特願2007−213485(P2007−213485)
【出願日】平成19年8月20日(2007.8.20)
【分割の表示】特願2005−56092(P2005−56092)の分割
【原出願日】平成17年3月1日(2005.3.1)
【出願人】(000005108)株式会社日立製作所 (27,607)
【出願人】(390010973)日立交通テクノロジー株式会社 (20)
【Fターム(参考)】
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願日】平成19年8月20日(2007.8.20)
【分割の表示】特願2005−56092(P2005−56092)の分割
【原出願日】平成17年3月1日(2005.3.1)
【出願人】(000005108)株式会社日立製作所 (27,607)
【出願人】(390010973)日立交通テクノロジー株式会社 (20)
【Fターム(参考)】
[ Back to top ]