
形状保持体およびその製造方法
【課題】 結束材のみならず、被服材料や手芸材料としても広く利用でき、被服などにおいては見栄えが悪くなるというような悪影響を与えたりせずに使用できるような形状保持体を提供する。
【解決手段】 芯材11と鞘糸とからなる形状保持体1であり、芯材11は線状またはテープ状の塑性変形性プラスチック材料からなり、鞘糸は内側被覆糸12と外側被覆糸13とからなり、内側被覆糸12および外側被覆糸13が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で芯材11に巻付けられて、芯材11を被覆していることを特徴とする。
【解決手段】 芯材11と鞘糸とからなる形状保持体1であり、芯材11は線状またはテープ状の塑性変形性プラスチック材料からなり、鞘糸は内側被覆糸12と外側被覆糸13とからなり、内側被覆糸12および外側被覆糸13が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で芯材11に巻付けられて、芯材11を被覆していることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は被服や手芸に使用したり、結束材などに使用する形状保持体に関するものである。
【背景技術】
【0002】
従来、折曲げたり捻ったりした場合に元の形状に戻らない塑性変形性が要求されるような結束材(例えば、食品を収納した袋の口を閉じるために使用するもの)などには針金が主に使用されていた。また、手芸などにおいては、造花などを作る場合、その茎の部分には針金に紙のテープを巻付けて茎としたものを使用したりしている。被服においては、形状の保持が必要なものには、針金などを経糸として織成して、その形状を保持するようにしたものなども知られている。
【0003】
最近では、このような従来の針金に代わるものとして、ポリオレフィン系のプラスチックワイヤーが提案されている。例えば、特開昭61−282416号公報(特許文献1)、特開平2−293407号公報(特許文献2)および特開平7−238417号公報(特許文献3)などが提案されている。このようなプラスチックワイヤーのものが実際に市販されたりしている。
【0004】
また、特開2003−205565(特許文献4)には芯材をそのまま使用するのではなく、熱融着性フィルムの間に熱可塑性樹脂からなる芯材を挟み込んで、外側の熱融着性フィルムを上下融着して心材を被覆した成形シートが開示されている。
【特許文献1】特開昭61−282416号公報
【特許文献2】特開平2−293407号公報
【特許文献3】特開平7−238417号公報
【特許文献4】特開2003−205565号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の針金や特許文献1、2および3に開示されているようなプラスチックワイヤーなどは、そのままの状態で使用することが多く、使用の範囲も限られている。例えば、マスクの中に入れる等のように、外から見えない状態で使用されていることが多い。また織物の中に針金を入れたものは針金が外から見えるので、他の糸と色が違ってしまったりして、見栄えの悪いという問題があった。
【0006】
特許文献4に開示されている成形シートは、自動結束機などによりプラスチックワイヤーなどを捩って結ぶときに、そのままでは安定して結束できなかったので、熱可塑性樹脂からなるプラスチックワイヤーをシート状の熱融着性フィルムの間に挟持し熱融着性フィルムで被覆することにより自動結束機により安定して結束できるようにしたものである。しかし、このようなものは結束具を作るにはよいが、その形状(横断面を見ると心材の部分が膨らんでおりその左右に偏平な部分が拡がっている形状)や材質などのため利用範囲が限られる。また、成形シートの色合いは熱融着性フィルムの色により決まり、そして熱融着性フィルムの色を種々の色合い(特に淡い色合い等)を自由に変化させるのは、コストがかかったりして困難である。
【0007】
本発明は、このような問題を解決し、結束材のみならず、被服材料や手芸材料としても広く利用でき、被服などにおいては見栄えが悪くなるというような悪影響を与えたりせずに使用できるような形状保持体を提供することを目的とするものである。
【0008】
また、本発明は種々の色合いの形状保持体を容易に製造できるような製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明は芯材と鞘糸とからなる形状保持体であり、前記芯材は線状またはテープ状の塑性変形性プラスチック材料からなり、前記鞘糸は内側被覆糸と外側被覆糸とからなり、前記内側被覆糸および外側被覆糸が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で前記芯材に巻付けられて、芯材を被覆していることを特徴とする形状保持体により前記目的を達成する。
【0010】
この場合、芯材として直径0.4mm以上線状の塑性変形性プラスチック材料や厚みが0.2mm以上で幅が1mm以上のテープ状の塑性変形性プラスチック材料を使用することが好ましい。
【0011】
また、本発明は、中空スピンドルを上下2段に設けたカバリング装置により、芯材として線状またはテープ状の塑性変形性プラスチック材料を用い、該芯材を伸張せずに前記中空スピンドルの中空軸を通過させ、前記各中空スピンドルのボビンから捲縮嵩高加工糸からなる内側被覆糸および外側被覆糸を供給して、前記芯材に1500T/m以上の撚数で巻き付けることを特徴とする形状保持体の製造方法により前記目的を達成する。
【発明の効果】
【0012】
本発明は塑性変形性のプラスチック材料を芯材としており、その上に捲縮嵩高加工糸からなる内側被覆糸および捲縮嵩高加工糸からなる外側被覆糸により二重に被覆しており、これらの被覆糸を1500T/m以上の撚数で芯材に巻付けて芯材を被覆しているため、芯材そのものが外部から見えないようになっている。そのため鞘糸として使用する被覆糸の色などを種々変化させることにより芯材の色(通常白)とは関係なく、種々の色合いの形状保持体とすることができる。このため、この本発明の形状保持体の使用範囲が極めて広範囲のものとなる。
【0013】
本発明によれば、芯材を内側被覆糸と外側被覆糸とで二重に被覆しており、しかも1500T/m以上の撚数で覆っているので、被覆糸がずれたりしない。芯材が太いものでは内側被覆糸および外側被覆糸を2本引き揃えて巻き付けているので、より一層被覆糸がずれたりしない。
【0014】
また、本発明によれば、上下2段に設けたカバリング装置により、芯材を伸張させずに中空スピンドルの中空軸を通過させて、その芯材に被覆糸を巻き付けているので、紙などを手で巻き付けたりするのと異なって、各種の色合いの形状保持体を簡単に製造することができる。
【発明を実施するための最良の形態】
【0015】
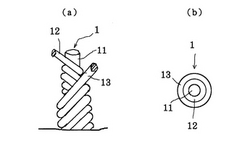
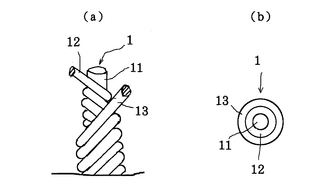
以下、図面に示した実施例に基いて本発明を詳細に説明する。図1(a)は本発明の形状保持体の一実施例を示し、被覆糸を一部ほどいた状態で示している正面図であり、図1(b)は(a)に示したものの断面を模式的に示した断面図である。
【0016】
本発明の形状保持体1は芯材11と内側被覆糸12および外側被覆糸13とから構成されているものである。芯材11は線状またはテープ状の塑性変形性プラスチック材料からなるものである。線状の芯材は、余り細過ぎるとほんの僅かな力が掛かっても変形してしまい形状保持性が悪くなるので、直径が0.4mm以上のものを使用することが好ましい(なお、塑性変形性プラスチック材料が高密度ポリエチレンであるとして、直径0.4mmの線状芯材はdtexで換算すると約1200dtexである)。また、テープ状の芯材は、厚みが0.2mm以上で幅が1mm以上のものを使用することが形状保持性の観点からして好ましい(なお、塑性変形性プラスチック材料が高密度ポリエチレンであるとして、厚みが0.2mmで幅が1mmのテープ状芯材は約1900dtexである)。
【0017】
形状保持性を有する塑性変形性プラスチックは前述した特許文献1、特許文献2あるいは特許文献3などに提案されているようなものである。また、線状の塑性変形性プラスチック材料としては、例えば、三井化学株式会社から「テクノロート」(登録商標)として市販されているものがある。テープ状の塑性変形性プラスチック材料としては、積水化学工業株式会社から「フォルテ」(登録商標)として市販されているものがある。本発明の芯材としては、このようなものを使用することができる。
【0018】
内側被覆糸12および外側被覆糸13は何れも捲縮嵩高加工糸、例えばウーリーナイロン糸などを使用する。この場合、芯材11が細い場合は捲縮嵩高加工糸12、13のデニールも細く、例えば70デニール(約80dtex)以上でもよいが、芯材11の直径が0.7mmの場合などでは140デニール(約155dtex)程度のものとすることが好ましい。芯材11の直径がもっと太い場合は、もっと太いデニール数の捲縮嵩高加工糸12、13を使うことが好ましい。なお、1本の捲縮嵩高加工糸では希望のデニール数でなくとも、複数本の捲縮嵩高加工糸(例えば2本の捲縮嵩高加工糸)を引き揃えて希望のデニール数としてもよい。
【0019】
芯材11に対して内側被覆糸12および外側被覆糸13は、1500T/m(すなわち、1メーター当たり1500回)以上の巻付数で巻き付けられている。この撚数は芯材11の径が太くなるほど、メーター当りの巻付け回数を多くすることが好ましい。そのようにすることにより、芯材を完全に被覆し、しかも被覆糸をずれ難くすることができる。また、内側被覆糸12および外側被覆糸13はそれぞれ1本の糸であってもよいが、2本以上の糸を引き揃えた状態で巻き付けてもよい。特に、芯材11の直径や幅が広い場合は、被覆糸12、13は2本以上引き揃えたものとしてこれを芯材に巻き付ける方が1本の糸を巻き付けるよりも、被覆糸がずれ難くなる。
【0020】
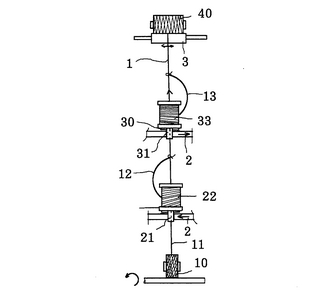
次に、図2に基づいて本発明の形状保持体の製造方法について説明する。図2は中空スピンドルを上下2段に設けたカバリング装置を使用した実施例である。先ず、芯材11を巻いたパッケージ10から芯材11を送り出す。芯材11は、駆動ベルト2により駆動されている下段の中空スピンドル20の中空軸21の中を通過して走行し、中空スピンドル20上に載置されたパッケージ22から引出された内側被覆糸12が巻き付けられ、更に走行して上段の中空スピンドル30の中空軸31の中を通過する。上段の中空スピンドル30上に載置されたパッケージ33から外側被覆糸13が引出され、内側被覆糸12が巻付けられた芯材11の上に外側被覆糸13が巻付けられて、本発明の形状保持体1となり、そして、駆動ローラ3で駆動されるパッケージ40上に巻取られる。この場合、芯材11はパッケージ10から引出されてパッケージ40に巻き取られるまで、走行速度は同じであって、伸張されたりせず、そのままの長さを維持した状態で走行させられる。
【0021】
下段の中空スピンドル20および上段の中空スピンドル30はそれぞれ駆動装置2により駆動されているが、中空スピンドルの回転数は芯材11の走行速度と関連して定められ、撚数が1500T/m以上となるような回転数で回転させられる。
【0022】
パッケージ40上に巻取られた形状保持体1は使用するのに適した長さに裁断して使用すればよい。本発明の形状保持体1の用途としては、例えば被服ではポケット口、衿、カフス、裾、前立て等の縁部に挿入または縫着して、縁部の形状を整えたり、縁部をフリル状に屈曲した状態に維持したりすることに使用できる。
【0023】
本発明の形状保持体1は被覆糸の色を種々変化させることができるので、糸を衣服本体の色と合わせたり、逆に異なった色として、デザインに変化を付けることができる。
【0024】
その他の用途としては、例えば、袋物、バッグ、履物、帽子などの一部に本発明の形状保持体を用いて、それらの形を整えたりするのに利用できる。また、本発明の形状保持体を主に用いて種々の形状の籠とか帽子などを作っても、面白いものを作ることができる。更に、従来から針金やプラスチックワイヤーが使用されているものに同様に使用することができる。
【実施例1】
【0025】
芯材11として三井化学株式会社の「テクノロート」直径0.7mmのものを使用し、内側被覆糸としてウーリーナイロン(捲縮嵩高加工糸)70デニールを2本撚合せて1本とした双糸(140デニール)を1本用いた。また、外側被覆糸として同じくウーリーナイロンの70デニールを2本撚合せた双糸を1本使用した。そして下段のスピンドル回転数を12000rpmとした。そして上段スピンドル回転数を10000rpmとした。この状態での撚数は1800T/mであった。得られた製品は比較的細めの形状保持体であり、被服の縁取りの箇所などに使用して、フリルなどの形状を作ったり、手芸に使用するのに適した素材である。
【実施例2】
【0026】
芯材として直径が1.1mmの三井化学株式会社の「テクノロート」を使用した。内側被覆糸はウーリーナイロンの70デニールを撚合せた双糸を1本(140デニール)使用した。外側被覆糸としてウーリーナイロンの70デニールを2本撚合せた双糸を2本引き揃えたもの(280デニール)を使用した。そして下段のスピンドルの回転数を12000rpm、上段の回転スピンドルを12000rpmとした。撚数は2500T/mであった。
【0027】
この製品では芯材の直径が実施例1のものよりも太かったが、外側被覆糸を2本引き揃えたことにより、製品において被覆糸がずれることがなかった。
【実施例3】
【0028】
芯材として厚みが0.4mmで幅が2.5mmのテープ状の塑性変形性のプラスチック材料〔積水化学工業株式会社の「フォルテ」〕を使用した。内側被覆糸は70デニールを2本撚合せて双糸としたものを2本引き揃えて使用した。また外側被覆糸として同じく70デニールのウーリーナイロン糸を2本撚合せた双糸を2本引き揃えて使用した。下段のスピンドル回転数は12000rpmであり、上段のスピンドル回転数を12000rpmとした。この場合の撚数は3000T/mであった。
【図面の簡単な説明】
【0029】
【図1】(a)は本発明の形状保持体の一実施例を示す正面図であり、(b)は模式的に示したその断面図である。
【図2】本発明の方法を実施するための装置の一実施例を示す正面図である。
【符号の説明】
【0030】
1 形状保持体
11 芯材
12 内側被覆糸
13 外側被覆糸
【技術分野】
【0001】
本発明は被服や手芸に使用したり、結束材などに使用する形状保持体に関するものである。
【背景技術】
【0002】
従来、折曲げたり捻ったりした場合に元の形状に戻らない塑性変形性が要求されるような結束材(例えば、食品を収納した袋の口を閉じるために使用するもの)などには針金が主に使用されていた。また、手芸などにおいては、造花などを作る場合、その茎の部分には針金に紙のテープを巻付けて茎としたものを使用したりしている。被服においては、形状の保持が必要なものには、針金などを経糸として織成して、その形状を保持するようにしたものなども知られている。
【0003】
最近では、このような従来の針金に代わるものとして、ポリオレフィン系のプラスチックワイヤーが提案されている。例えば、特開昭61−282416号公報(特許文献1)、特開平2−293407号公報(特許文献2)および特開平7−238417号公報(特許文献3)などが提案されている。このようなプラスチックワイヤーのものが実際に市販されたりしている。
【0004】
また、特開2003−205565(特許文献4)には芯材をそのまま使用するのではなく、熱融着性フィルムの間に熱可塑性樹脂からなる芯材を挟み込んで、外側の熱融着性フィルムを上下融着して心材を被覆した成形シートが開示されている。
【特許文献1】特開昭61−282416号公報
【特許文献2】特開平2−293407号公報
【特許文献3】特開平7−238417号公報
【特許文献4】特開2003−205565号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の針金や特許文献1、2および3に開示されているようなプラスチックワイヤーなどは、そのままの状態で使用することが多く、使用の範囲も限られている。例えば、マスクの中に入れる等のように、外から見えない状態で使用されていることが多い。また織物の中に針金を入れたものは針金が外から見えるので、他の糸と色が違ってしまったりして、見栄えの悪いという問題があった。
【0006】
特許文献4に開示されている成形シートは、自動結束機などによりプラスチックワイヤーなどを捩って結ぶときに、そのままでは安定して結束できなかったので、熱可塑性樹脂からなるプラスチックワイヤーをシート状の熱融着性フィルムの間に挟持し熱融着性フィルムで被覆することにより自動結束機により安定して結束できるようにしたものである。しかし、このようなものは結束具を作るにはよいが、その形状(横断面を見ると心材の部分が膨らんでおりその左右に偏平な部分が拡がっている形状)や材質などのため利用範囲が限られる。また、成形シートの色合いは熱融着性フィルムの色により決まり、そして熱融着性フィルムの色を種々の色合い(特に淡い色合い等)を自由に変化させるのは、コストがかかったりして困難である。
【0007】
本発明は、このような問題を解決し、結束材のみならず、被服材料や手芸材料としても広く利用でき、被服などにおいては見栄えが悪くなるというような悪影響を与えたりせずに使用できるような形状保持体を提供することを目的とするものである。
【0008】
また、本発明は種々の色合いの形状保持体を容易に製造できるような製造方法を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明は芯材と鞘糸とからなる形状保持体であり、前記芯材は線状またはテープ状の塑性変形性プラスチック材料からなり、前記鞘糸は内側被覆糸と外側被覆糸とからなり、前記内側被覆糸および外側被覆糸が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で前記芯材に巻付けられて、芯材を被覆していることを特徴とする形状保持体により前記目的を達成する。
【0010】
この場合、芯材として直径0.4mm以上線状の塑性変形性プラスチック材料や厚みが0.2mm以上で幅が1mm以上のテープ状の塑性変形性プラスチック材料を使用することが好ましい。
【0011】
また、本発明は、中空スピンドルを上下2段に設けたカバリング装置により、芯材として線状またはテープ状の塑性変形性プラスチック材料を用い、該芯材を伸張せずに前記中空スピンドルの中空軸を通過させ、前記各中空スピンドルのボビンから捲縮嵩高加工糸からなる内側被覆糸および外側被覆糸を供給して、前記芯材に1500T/m以上の撚数で巻き付けることを特徴とする形状保持体の製造方法により前記目的を達成する。
【発明の効果】
【0012】
本発明は塑性変形性のプラスチック材料を芯材としており、その上に捲縮嵩高加工糸からなる内側被覆糸および捲縮嵩高加工糸からなる外側被覆糸により二重に被覆しており、これらの被覆糸を1500T/m以上の撚数で芯材に巻付けて芯材を被覆しているため、芯材そのものが外部から見えないようになっている。そのため鞘糸として使用する被覆糸の色などを種々変化させることにより芯材の色(通常白)とは関係なく、種々の色合いの形状保持体とすることができる。このため、この本発明の形状保持体の使用範囲が極めて広範囲のものとなる。
【0013】
本発明によれば、芯材を内側被覆糸と外側被覆糸とで二重に被覆しており、しかも1500T/m以上の撚数で覆っているので、被覆糸がずれたりしない。芯材が太いものでは内側被覆糸および外側被覆糸を2本引き揃えて巻き付けているので、より一層被覆糸がずれたりしない。
【0014】
また、本発明によれば、上下2段に設けたカバリング装置により、芯材を伸張させずに中空スピンドルの中空軸を通過させて、その芯材に被覆糸を巻き付けているので、紙などを手で巻き付けたりするのと異なって、各種の色合いの形状保持体を簡単に製造することができる。
【発明を実施するための最良の形態】
【0015】
以下、図面に示した実施例に基いて本発明を詳細に説明する。図1(a)は本発明の形状保持体の一実施例を示し、被覆糸を一部ほどいた状態で示している正面図であり、図1(b)は(a)に示したものの断面を模式的に示した断面図である。
【0016】
本発明の形状保持体1は芯材11と内側被覆糸12および外側被覆糸13とから構成されているものである。芯材11は線状またはテープ状の塑性変形性プラスチック材料からなるものである。線状の芯材は、余り細過ぎるとほんの僅かな力が掛かっても変形してしまい形状保持性が悪くなるので、直径が0.4mm以上のものを使用することが好ましい(なお、塑性変形性プラスチック材料が高密度ポリエチレンであるとして、直径0.4mmの線状芯材はdtexで換算すると約1200dtexである)。また、テープ状の芯材は、厚みが0.2mm以上で幅が1mm以上のものを使用することが形状保持性の観点からして好ましい(なお、塑性変形性プラスチック材料が高密度ポリエチレンであるとして、厚みが0.2mmで幅が1mmのテープ状芯材は約1900dtexである)。
【0017】
形状保持性を有する塑性変形性プラスチックは前述した特許文献1、特許文献2あるいは特許文献3などに提案されているようなものである。また、線状の塑性変形性プラスチック材料としては、例えば、三井化学株式会社から「テクノロート」(登録商標)として市販されているものがある。テープ状の塑性変形性プラスチック材料としては、積水化学工業株式会社から「フォルテ」(登録商標)として市販されているものがある。本発明の芯材としては、このようなものを使用することができる。
【0018】
内側被覆糸12および外側被覆糸13は何れも捲縮嵩高加工糸、例えばウーリーナイロン糸などを使用する。この場合、芯材11が細い場合は捲縮嵩高加工糸12、13のデニールも細く、例えば70デニール(約80dtex)以上でもよいが、芯材11の直径が0.7mmの場合などでは140デニール(約155dtex)程度のものとすることが好ましい。芯材11の直径がもっと太い場合は、もっと太いデニール数の捲縮嵩高加工糸12、13を使うことが好ましい。なお、1本の捲縮嵩高加工糸では希望のデニール数でなくとも、複数本の捲縮嵩高加工糸(例えば2本の捲縮嵩高加工糸)を引き揃えて希望のデニール数としてもよい。
【0019】
芯材11に対して内側被覆糸12および外側被覆糸13は、1500T/m(すなわち、1メーター当たり1500回)以上の巻付数で巻き付けられている。この撚数は芯材11の径が太くなるほど、メーター当りの巻付け回数を多くすることが好ましい。そのようにすることにより、芯材を完全に被覆し、しかも被覆糸をずれ難くすることができる。また、内側被覆糸12および外側被覆糸13はそれぞれ1本の糸であってもよいが、2本以上の糸を引き揃えた状態で巻き付けてもよい。特に、芯材11の直径や幅が広い場合は、被覆糸12、13は2本以上引き揃えたものとしてこれを芯材に巻き付ける方が1本の糸を巻き付けるよりも、被覆糸がずれ難くなる。
【0020】
次に、図2に基づいて本発明の形状保持体の製造方法について説明する。図2は中空スピンドルを上下2段に設けたカバリング装置を使用した実施例である。先ず、芯材11を巻いたパッケージ10から芯材11を送り出す。芯材11は、駆動ベルト2により駆動されている下段の中空スピンドル20の中空軸21の中を通過して走行し、中空スピンドル20上に載置されたパッケージ22から引出された内側被覆糸12が巻き付けられ、更に走行して上段の中空スピンドル30の中空軸31の中を通過する。上段の中空スピンドル30上に載置されたパッケージ33から外側被覆糸13が引出され、内側被覆糸12が巻付けられた芯材11の上に外側被覆糸13が巻付けられて、本発明の形状保持体1となり、そして、駆動ローラ3で駆動されるパッケージ40上に巻取られる。この場合、芯材11はパッケージ10から引出されてパッケージ40に巻き取られるまで、走行速度は同じであって、伸張されたりせず、そのままの長さを維持した状態で走行させられる。
【0021】
下段の中空スピンドル20および上段の中空スピンドル30はそれぞれ駆動装置2により駆動されているが、中空スピンドルの回転数は芯材11の走行速度と関連して定められ、撚数が1500T/m以上となるような回転数で回転させられる。
【0022】
パッケージ40上に巻取られた形状保持体1は使用するのに適した長さに裁断して使用すればよい。本発明の形状保持体1の用途としては、例えば被服ではポケット口、衿、カフス、裾、前立て等の縁部に挿入または縫着して、縁部の形状を整えたり、縁部をフリル状に屈曲した状態に維持したりすることに使用できる。
【0023】
本発明の形状保持体1は被覆糸の色を種々変化させることができるので、糸を衣服本体の色と合わせたり、逆に異なった色として、デザインに変化を付けることができる。
【0024】
その他の用途としては、例えば、袋物、バッグ、履物、帽子などの一部に本発明の形状保持体を用いて、それらの形を整えたりするのに利用できる。また、本発明の形状保持体を主に用いて種々の形状の籠とか帽子などを作っても、面白いものを作ることができる。更に、従来から針金やプラスチックワイヤーが使用されているものに同様に使用することができる。
【実施例1】
【0025】
芯材11として三井化学株式会社の「テクノロート」直径0.7mmのものを使用し、内側被覆糸としてウーリーナイロン(捲縮嵩高加工糸)70デニールを2本撚合せて1本とした双糸(140デニール)を1本用いた。また、外側被覆糸として同じくウーリーナイロンの70デニールを2本撚合せた双糸を1本使用した。そして下段のスピンドル回転数を12000rpmとした。そして上段スピンドル回転数を10000rpmとした。この状態での撚数は1800T/mであった。得られた製品は比較的細めの形状保持体であり、被服の縁取りの箇所などに使用して、フリルなどの形状を作ったり、手芸に使用するのに適した素材である。
【実施例2】
【0026】
芯材として直径が1.1mmの三井化学株式会社の「テクノロート」を使用した。内側被覆糸はウーリーナイロンの70デニールを撚合せた双糸を1本(140デニール)使用した。外側被覆糸としてウーリーナイロンの70デニールを2本撚合せた双糸を2本引き揃えたもの(280デニール)を使用した。そして下段のスピンドルの回転数を12000rpm、上段の回転スピンドルを12000rpmとした。撚数は2500T/mであった。
【0027】
この製品では芯材の直径が実施例1のものよりも太かったが、外側被覆糸を2本引き揃えたことにより、製品において被覆糸がずれることがなかった。
【実施例3】
【0028】
芯材として厚みが0.4mmで幅が2.5mmのテープ状の塑性変形性のプラスチック材料〔積水化学工業株式会社の「フォルテ」〕を使用した。内側被覆糸は70デニールを2本撚合せて双糸としたものを2本引き揃えて使用した。また外側被覆糸として同じく70デニールのウーリーナイロン糸を2本撚合せた双糸を2本引き揃えて使用した。下段のスピンドル回転数は12000rpmであり、上段のスピンドル回転数を12000rpmとした。この場合の撚数は3000T/mであった。
【図面の簡単な説明】
【0029】
【図1】(a)は本発明の形状保持体の一実施例を示す正面図であり、(b)は模式的に示したその断面図である。
【図2】本発明の方法を実施するための装置の一実施例を示す正面図である。
【符号の説明】
【0030】
1 形状保持体
11 芯材
12 内側被覆糸
13 外側被覆糸
【特許請求の範囲】
【請求項1】
芯材と鞘糸とからなる形状保持体であり、前記芯材は線状またはテープ状の塑性変形性プラスチック材料からなり、前記鞘糸は内側被覆糸と外側被覆糸とからなり、前記内側被覆糸および外側被覆糸が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で前記芯材に巻付けられて、芯材を被覆していることを特徴とする形状保持体。
【請求項2】
前記芯材が直径0.4mm以上の線状の塑性変形性プラスチック材料であることを特徴とする請求項1記載の形状保持体。
【請求項3】
前記芯材が厚みが0.2mm以上で幅が1mm以上のテープ状の塑性変形性プラスチック材料であることを特徴とする請求項1記載の形状保持体。
【請求項4】
中空スピンドルを上下2段に設けたカバリング装置により、芯材として線状またはテープ状の塑性変形性プラスチック材料を用い、該芯材を伸張せずに前記中空スピンドルの中空軸を通過させ、前記各中空スピンドルのボビンから捲縮嵩高加工糸からなる内側被覆糸および外側被覆糸を供給して、前記芯材に1500T/m以上の撚数で巻き付けることを特徴とする形状保持体の製造方法。
【請求項1】
芯材と鞘糸とからなる形状保持体であり、前記芯材は線状またはテープ状の塑性変形性プラスチック材料からなり、前記鞘糸は内側被覆糸と外側被覆糸とからなり、前記内側被覆糸および外側被覆糸が捲縮嵩高加工糸であり、それぞれ1500T/m以上の撚数で前記芯材に巻付けられて、芯材を被覆していることを特徴とする形状保持体。
【請求項2】
前記芯材が直径0.4mm以上の線状の塑性変形性プラスチック材料であることを特徴とする請求項1記載の形状保持体。
【請求項3】
前記芯材が厚みが0.2mm以上で幅が1mm以上のテープ状の塑性変形性プラスチック材料であることを特徴とする請求項1記載の形状保持体。
【請求項4】
中空スピンドルを上下2段に設けたカバリング装置により、芯材として線状またはテープ状の塑性変形性プラスチック材料を用い、該芯材を伸張せずに前記中空スピンドルの中空軸を通過させ、前記各中空スピンドルのボビンから捲縮嵩高加工糸からなる内側被覆糸および外側被覆糸を供給して、前記芯材に1500T/m以上の撚数で巻き付けることを特徴とする形状保持体の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2006−348424(P2006−348424A)
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願番号】特願2005−176367(P2005−176367)
【出願日】平成17年6月16日(2005.6.16)
【出願人】(000144256)株式会社三景 (3)
【Fターム(参考)】
【公開日】平成18年12月28日(2006.12.28)
【国際特許分類】
【出願日】平成17年6月16日(2005.6.16)
【出願人】(000144256)株式会社三景 (3)
【Fターム(参考)】
[ Back to top ]