
彫刻パターンを有するキーパッド構造の製造方法、キーパッド構造およびキーパッド半構造
【課題】要求されると製品を迅速に供給できる、新しいキーパッドの製造方法、およびキーパッド構造の提供。
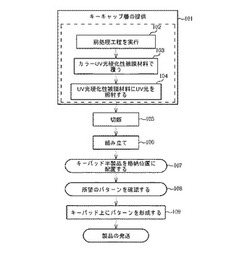
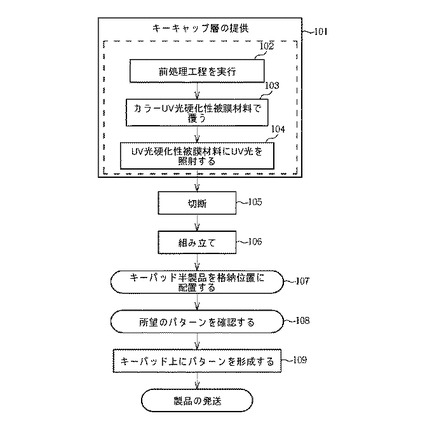
【解決手段】キーキャップ層101は、パンチ(105)されて、キーパッド半製品を組み立てる(106)のに利用される少なくとも1つのキーキャップ部品を形成する。キーパッド半製品は格納位置に維持される(107)。パターンが提供される。パターンに対する要求が確認される(108)と、キーパッド半製品を取り出して、硬化被膜を部分的に取り除き、確認の取れたパターンを形成して(109)キーパッド構造を完成させる。キーパッド構造およびキーパッド半構造も提供される。
【解決手段】キーキャップ層101は、パンチ(105)されて、キーパッド半製品を組み立てる(106)のに利用される少なくとも1つのキーキャップ部品を形成する。キーパッド半製品は格納位置に維持される(107)。パターンが提供される。パターンに対する要求が確認される(108)と、キーパッド半製品を取り出して、硬化被膜を部分的に取り除き、確認の取れたパターンを形成して(109)キーパッド構造を完成させる。キーパッド構造およびキーパッド半構造も提供される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、キーパッド構造の製造方法に係り、特に、例えば様々な言語バージョンによる製造ストレージおよび過剰材料を低減させることができる、組み立て後に要求されたパターンを形成する耐摩耗性の高いキーパッド構造の製造方法、キーパッド構造、およびキーパッド半構造に係る。
【背景技術】
【0002】
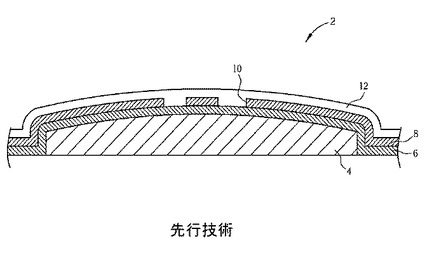
電話、携帯電話、スマートフォン、携帯情報端末(PDA)、電子翻訳機器等の電子製品は通常、キーパッド構造を備える。図1は、従来のキーパッド構造のキーキャップ構造の概略断面図を示す。キーキャップ構造2の樹脂キーキャップ本体4は通常、例えばカラー層6および8等の複数のカラー層を含む。カラー層8は、レーザエッチングされ(あるいは、レーザ彫刻された、と称する場合もある)、下にあるカラー層6の色を露呈させる中空パターン10を形成する。その後で、透明硬化被膜12を形成してカラー層6および8を覆い保護する。このようにして形成されたキーキャップは、電気回路基板、プランジャー、金属ドーム等と組み合わせられることにより、キーパッド構造が形成される。従来の製造プロセスにおいては、キー説明部のレーザエッチングは、硬化被膜層の形成および組み立て前に行われる。しかしながら、キー説明部のパターンは、特に昨今のグローバリゼーションのために様々な言語バージョンによって、必要性に応じて異なる場合が多い。従って、製造業者は先ずクライアントが所望するキー説明部のパターンを確認してから、キーパッドの製造を開始することが常である。加えて、確認の前に製造材料を準備することは容易ではない。従って、受注してから製品を提供するまで長時間かかる場合が多い。
【0003】
特開2007−213839号公報は、一定のパターンをキーキャップ本体表面に印刷して、該パターンを覆うように透明保護層を形成してから、キーキャップ構造の完成品をキーパッドアセンブリで利用する照明型の装飾成型および照明型のキーシートを開示している。
【0004】
特開2006−190497号公報は、金属層および薄いカラー層がキーキャップ本体上に形成され、この結果生じるパターンを、金属層および薄いカラー層をレーザエッチングした後で透明保護層により覆うようなキーキャップ構造を開示しており、完成したキーキャップ構造をキーパッドアセンブリで利用することを開示している。
【0005】
特開2004−202916号公報は、三群の泡または三群のクラックがキーキャップ本体内部に三次元方向に形成されて表示部が三次元的に構成されるキーキャップ構造を開示している。この後でキーキャップ構造の完成品をキーボタンアセンブリ内で利用する。
【0006】
従って、要求されると製品を迅速に供給できる、新しいキーパッドの製造方法、およびキーパッド構造が求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−202916号公報
【特許文献2】特開2006−190497号公報
【特許文献3】特開2007−213839号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的の1つは、キーパッド構造の製造方法、キーパッド構造、およびキーパッド半製品の提供に係る。キーパッド構造は、例えばレーザエッチングされたパターンを含み、耐摩耗性を有する。本発明においては、様々な需要および様々な言語バージョンによる製品の格納量および過剰材料を低減させることができる。
【課題を解決するための手段】
【0009】
本発明の一実施形態では、彫刻パターンを有するキーパッド構造の製造方法が提供される。方法は以下の段階を備える。キーキャップ層を提供する。キーキャップ層は、キーキャップ本体と、キーキャップ本体を被膜してキーキャップ層の最外部層を形成する硬化被膜とを含む。キーキャップ層は、切断されて少なくとも1つの第1のキーキャップ部品を形成する。第1のキーキャップ部品をキーパッド半製品に組み合わせる。キーパッド半製品を格納位置に配置する。第1のパターンを提供する。第1のパターンに対する要求が確認されると、格納位置からキーパッド半製品を取り出して、キーパッド半製品の硬化被膜を部分的に取り除いて、第1のパターンを形成してキーパッド構造を得る。
【0010】
本発明の別の実施形態では、回路基板と、回路基板の上に設けられた金属ドームと、金属ドームの上に設けられたプランジャーと、プランジャーの上に設けられたキーキャップ構造とを備え、キーキャップ構造は、キーキャップ本体と、キーキャップ本体を被膜してキーキャップ構造の最外部層となる硬化被膜とを有し、硬化被膜は部分的に取り除かれることで、第1の中空パターンを形成して下にあるカラーを露呈させるキーパッド構造が提供される。
【0011】
本発明のまた別の実施形態では、キーパッド半製品が、回路基板と、回路基板の上に設けられた複数の金属ドームと、複数の金属ドームの上に対応するように設けられた複数のプランジャーと、複数のプランジャーの上に対応するように設けられた複数のキーキャップ構造とを備える。複数のキーキャップ構造の第1の部分はそれぞれ、完成した第1のパターンを含む。複数のキーキャップ構造の第2の部分はそれぞれ、キーキャップ本体と、キーキャップ本体を被膜して、複数のキーキャップ構造の最外部層となる硬化被膜とを含む。複数のキーキャップ構造の第2の部分はそれぞれ、第2のパターンの形成を待つ少なくとも1つの領域を含む。
【0012】
本発明のこれら、およびその他の目的は、様々な図面に示される好適な実施形態に関する以下の詳細の記載を読んだ当業者に明らかとなるであろう。
【図面の簡単な説明】
【0013】
【図1】従来のキーキャップ構造を示す概略断面図である。
【図2】本発明による彫刻パターンを有するキーパッド構造の製造方法の一実施形態を示すフローチャートである。
【図3】本発明による彫刻パターンを有するキーパッド構造の製造方法によるキーキャップ層の一実施形態を示す概略断面図である。
【図4】本発明によるキーパッド半製品の一実施形態を示す概略断面図である。
【図5】図4のラインAAにおける概略断面図である。
【図6】本発明によるキーパッド構造の一実施形態を示す概略断面図である。
【図7】本発明によるキーパッド構造の実施形態を示す概略断面図である。
【図8】本発明によるキーパッド構造の実施形態を示す概略断面図である。
【図9】本発明によるキーパッド構造の一実施形態を示す概略平面図である。
【発明を実施するための形態】
【0014】
図2は、本発明による彫刻パターンを有するキーパッド構造の製造方法の一実施形態を示すフローチャートであり、さらに、図3のキーキャップ層の概略断面図、図4および図5のキーパッド半製品の一実施形態、および図6のキーパッド構造の一実施形態を参照されたい。
【0015】
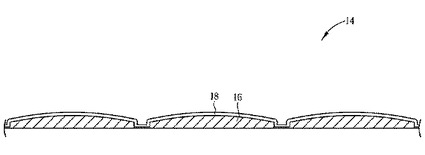
先ず図2を参照すると、ステップ101で、キーキャップ層が提供される。図3に示すように、キーキャップ層14は、キーキャップ本体16と硬化被膜18とを含む。キーキャップ層の形成法に関しては特に限定されず、従来の方法による製造が可能である。例えばステップ102、103、および104は、キーキャップ層を製造する一部の実施形態である。
【0016】
ステップ102で、前処理工程を行う。一実施形態では、キーパッド本体層は、キャリア上に形成された1以上のキーパッド形状を有してよく、または、キーキャップ本体層は、本質的に成型によりキーキャップ本体材料で形成された1つのキーキャップ形状、または、互いに接続された複数のキーキャップ形状を有してもよい。さらに例えば、成型されたキーキャップ本体層は、必要に応じて1以上のカラー層を被膜された後に、カラー層を保護する透明層が被膜されてよい。または例えば、これも透明層である透明キャリアの一面を、印刷、噴霧、ブラッシング等の方法により1以上のカラー層で被膜することもできる。その後で、カラー層を有する透明キャリアを押圧して、各々がキーキャップ形状を有する1以上の窪みを形成する。窪みには、キーキャップ本体材料を充填して、キーキャップ本体層を形成する。カラー層は、透明キャリアとキーキャップ本体材料との間に設けられてよい。このようにして透明キャリアはカラー層を保護することができる。しかし、カラー層は、特にこの構成に限定はされず、透明キャリアの別の面に設けることもできる。
【0017】
その後で、硬化被膜を形成するステップを行う。例えば、ステップ103で、キーキャップ層の上を、カラーのUV光硬化性硬化被膜材料で被膜して、最上部層とする(最外部層とも称する場合がある)。ステップ104で、被膜層として機能するUV光硬化性硬化被膜を形成するべく、UV光硬化性硬化被膜材料にUV光を照射して、硬化させる。硬化被膜の形成には、適切な熱硬化被膜材料を利用することもできる。硬化被膜は、これらに限定はされないが、黒色、白色、その他の色、または無色であってよい。被膜材料の特性によっては顔料または染料を加えることもできる。硬化被膜は、不透明、半透明、または透明であってよい。
【0018】
ステップ105で、切断を行う。切断はパンチとも称され、設計されているように、または所望されているように、キーキャップ層を複数のキーキャップ部品に切断する。本発明のキーキャップ部品は、単一のキーキャップまたは複数のキーキャップを有する単一のキーキャップ部品に限定されない。キーキャップの種類は特に限定されない。例えばキーキャップ部品は、小型で軽量であることが望まれている場合には、薄型キーキャップまたは小型キーキャップであってよく、または、キーキャップ部品が成型または糊付けにより形成されてもよい。ステップ106で、図4および図5に示すように、これらキーキャップ部品を1以上のキーパッド半製品内に組み込む。
【0019】
そしてステップ107で、キーパッド半製品を格納位置に配置する。このキーパッド半製品は、要求されて製品の完成時に取り出されるまで格納されてよい。
【0020】
キーパッド構造が要求されると、ステップ108を実行して1以上のパターンを提供する。パターンは、例えば文字、キャラクター、数、シンボル、図形等を示すようにカスタマイズされてよい。パターン要求をクライアントが確認すると、キーパッド半製品を格納位置から取り出して、ステップ109で、1以上のキーパッド半製品の硬化被膜を部分的に取り除き(例えばレーザエッチング等で)確認されたパターンを形成して、1以上のキーパッド構造の製品を得て配送する。
【0021】
さらに、キーパッド半製品を格納位置に格納する前に、製造プロセス中に前もって少なくとも1つのキーキャップにパターンを形成しておくこともできる。さらに、キーパッド半製品を、他の製品と共通するパターンを既に持っている他のキーキャップ部品とともに組み立てることもできる。前もってキーキャップにパターンする方法は従来の方法である。従って、要求パターンをクライアントが確認してからキーパッド構造を完成させるまでに必要となる時間が低減される。
【0022】
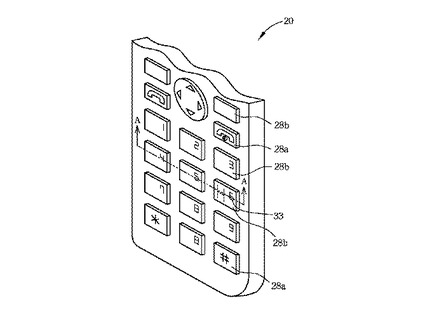
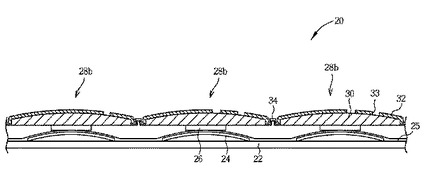
図4および図5は、本発明によるキーパッド半製品の一実施形態を示す概略図である。キーパッド半製品20は、回路基板22、回路基板22の上に設けられる複数の金属ドーム24、複数の金属ドーム24の上に設けられる複数のプランジャー26、および、複数のプランジャー26の上に対応して設けられる複数のキーキャップ構造を含む。さらにドームシート25を設けることで、金属ドーム24を被膜して、金属ドーム24を回路基板22上に固定する。キーパッド構造の部分28aはそれぞれ、完成したパターンを含む。キーパッド構造の別の部分28bはそれぞれ、キーキャップ本体30と、キーキャップ本体30を被膜する硬化被膜32とを含み、キーキャップ構造の最外部層を形成する。遮蔽層34がさらにキーキャップ構造間に形成されてよい。硬化被膜はカラーを有してよい。キーキャップ構造の別の部分28bはそれぞれ、パターンが形成されていない領域を有しており、これらの領域には、クライアントが確認したパターンを後で形成する。
【0023】
図4および図5に示すように、キーキャップ構造28bは、さらに完成した共通パターンを含んでもよい。共通のパターンは、他の製品のものと同じである。共通パターン33(中空パターン)は、例えばレーザエッチングにより予め形成されてよい。
【0024】
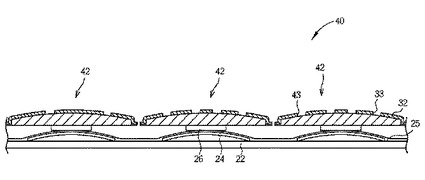
図6は、本発明によるキーパッド構造の一実施形態を示す概略断面図である。図4および図5に示す構造と比較して、パターン43(中空パターン)は、確認のとれたパターンであり、本実施形態のキーパッドパネル40の各キーパッド構造42の硬化被膜に形成されており、キーパッドパネル40は完成品である。キーパッド構造42は、キーパッド構造28bおよび硬化被膜が部分的に取り除かれることで中空パターンを形成して下のあるカラーを露呈した構造を含む。このようにして形成されたキーキャップ構造では、硬化被膜とキーキャップ本体層とのカラーが整合する。
【0025】
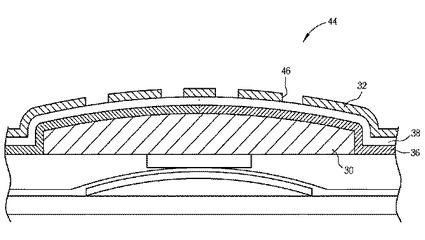
さらに、カラーの整合は様々であってよい。例えばカラー層を、キーキャップ本体と硬化被膜との間に形成してもよい。カラー層のカラーは、硬化被膜の中空パターンを介して露呈されてよい。他の実施形態では、図7に示すキーパッド構造44がさらに、カラー層36と硬化被膜32との間に透明層38を含んでよい。透明層38は、カラー層36を保護してよく、あるいは、射出成型プロセスにおいてキーキャップ本体を形成するキャリアとして機能してよい。ここでも、カラー層36のカラーは、硬化被膜32の中空パターン46を介して露呈されてよい。このようにして形成されたキーキャップ構造では、硬化被膜とカラー層とのカラーが整合している。カラー層36は、さらに2以上のカラーを含んでもよい。例えば図7の点線の両面を異なるカラーとすることで、パターンをカラフルで美しいものとすることができる。図9の平面図に示すように、「H」という文字および「9」という数は、それぞれ異なるカラーを有しており、硬化被膜は例えば黒色であってよい。
【0026】
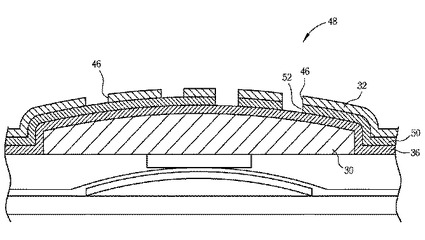
一実施形態では、例えば図8に示すようなキーパッド構造48において、カラー層50がキーキャップ本体30と硬化被膜32との間に設けられている。カラー層50のカラーは、硬化被膜32の中空パターンを介して露呈される。カラー層50はさらに、中空パターン46の一部に対応する位置に設けられる中空パターン52を有しており、つまり中空パターン52が中空パターン46の一部と重なっている。カラー層36は、カラー層50とキーキャップ本体30との間に設けられている。従ってカラー層36のカラーは、中空パターン46および中空パターン52を介して露呈され、二重色効果を有して美しいものとなっている。これは図9の例でも同じである。さらに透明層(不図示)をカラー層50と硬化被膜32との間に設けて、カラー層50およびカラー層36を保護したり、成型されるキーキャップ本体30のキャリアとして機能させたりすることができる。本発明では、カラー層の層数は、製造要件が満たされる限りにおいて特に限定されない。
【0027】
本発明においては、様々な言語バージョンによる製造ストレージおよび過剰材料を低減させるために、一定のまたは共通のパターンが形成され、確認がとれた後にパターンを形成することのできるようなブランク領域をキーキャップが持つような、キーパッド半製品を一定のキーキャップ部品により予め形成しておく。このようにすることで、パターンバージョンまたは言語バージョンの確認の前に、キーパッド半製品のバッチを製造して、格納位置に配置しておくことができる。確認がとれた段階で、キーパッド半製品を取り出して、レーザエッチング等の方法で確認されたパターンを簡単に形成することができ、これにより製品を短期間で得て発送することができるようになる。このようにすることで、製品を様々なパターンのバージョンで、特に様々な国に対して提供することができるようになり、同時に試験要件を満たすこともできる。キーキャップの最外部層は、カラーの硬化被膜であり、耐摩耗性を有する材料を含むと好適であり、パターンの確認が取れ次第、硬化被膜に対してレーザエッチングプロセス(あるいは他のプロセス)を行うことができ、これにより下のカラーを露呈させて所望のパターンとして機能させる。キーパッド構造は迅速に完成させることができる。
【0028】
当業者であれば、本発明の教示に則りつつ、デバイスおよび方法に対して数多くの変形例および変更例を容易に想到するであろう。
【技術分野】
【0001】
本発明は、キーパッド構造の製造方法に係り、特に、例えば様々な言語バージョンによる製造ストレージおよび過剰材料を低減させることができる、組み立て後に要求されたパターンを形成する耐摩耗性の高いキーパッド構造の製造方法、キーパッド構造、およびキーパッド半構造に係る。
【背景技術】
【0002】
電話、携帯電話、スマートフォン、携帯情報端末(PDA)、電子翻訳機器等の電子製品は通常、キーパッド構造を備える。図1は、従来のキーパッド構造のキーキャップ構造の概略断面図を示す。キーキャップ構造2の樹脂キーキャップ本体4は通常、例えばカラー層6および8等の複数のカラー層を含む。カラー層8は、レーザエッチングされ(あるいは、レーザ彫刻された、と称する場合もある)、下にあるカラー層6の色を露呈させる中空パターン10を形成する。その後で、透明硬化被膜12を形成してカラー層6および8を覆い保護する。このようにして形成されたキーキャップは、電気回路基板、プランジャー、金属ドーム等と組み合わせられることにより、キーパッド構造が形成される。従来の製造プロセスにおいては、キー説明部のレーザエッチングは、硬化被膜層の形成および組み立て前に行われる。しかしながら、キー説明部のパターンは、特に昨今のグローバリゼーションのために様々な言語バージョンによって、必要性に応じて異なる場合が多い。従って、製造業者は先ずクライアントが所望するキー説明部のパターンを確認してから、キーパッドの製造を開始することが常である。加えて、確認の前に製造材料を準備することは容易ではない。従って、受注してから製品を提供するまで長時間かかる場合が多い。
【0003】
特開2007−213839号公報は、一定のパターンをキーキャップ本体表面に印刷して、該パターンを覆うように透明保護層を形成してから、キーキャップ構造の完成品をキーパッドアセンブリで利用する照明型の装飾成型および照明型のキーシートを開示している。
【0004】
特開2006−190497号公報は、金属層および薄いカラー層がキーキャップ本体上に形成され、この結果生じるパターンを、金属層および薄いカラー層をレーザエッチングした後で透明保護層により覆うようなキーキャップ構造を開示しており、完成したキーキャップ構造をキーパッドアセンブリで利用することを開示している。
【0005】
特開2004−202916号公報は、三群の泡または三群のクラックがキーキャップ本体内部に三次元方向に形成されて表示部が三次元的に構成されるキーキャップ構造を開示している。この後でキーキャップ構造の完成品をキーボタンアセンブリ内で利用する。
【0006】
従って、要求されると製品を迅速に供給できる、新しいキーパッドの製造方法、およびキーパッド構造が求められている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2004−202916号公報
【特許文献2】特開2006−190497号公報
【特許文献3】特開2007−213839号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的の1つは、キーパッド構造の製造方法、キーパッド構造、およびキーパッド半製品の提供に係る。キーパッド構造は、例えばレーザエッチングされたパターンを含み、耐摩耗性を有する。本発明においては、様々な需要および様々な言語バージョンによる製品の格納量および過剰材料を低減させることができる。
【課題を解決するための手段】
【0009】
本発明の一実施形態では、彫刻パターンを有するキーパッド構造の製造方法が提供される。方法は以下の段階を備える。キーキャップ層を提供する。キーキャップ層は、キーキャップ本体と、キーキャップ本体を被膜してキーキャップ層の最外部層を形成する硬化被膜とを含む。キーキャップ層は、切断されて少なくとも1つの第1のキーキャップ部品を形成する。第1のキーキャップ部品をキーパッド半製品に組み合わせる。キーパッド半製品を格納位置に配置する。第1のパターンを提供する。第1のパターンに対する要求が確認されると、格納位置からキーパッド半製品を取り出して、キーパッド半製品の硬化被膜を部分的に取り除いて、第1のパターンを形成してキーパッド構造を得る。
【0010】
本発明の別の実施形態では、回路基板と、回路基板の上に設けられた金属ドームと、金属ドームの上に設けられたプランジャーと、プランジャーの上に設けられたキーキャップ構造とを備え、キーキャップ構造は、キーキャップ本体と、キーキャップ本体を被膜してキーキャップ構造の最外部層となる硬化被膜とを有し、硬化被膜は部分的に取り除かれることで、第1の中空パターンを形成して下にあるカラーを露呈させるキーパッド構造が提供される。
【0011】
本発明のまた別の実施形態では、キーパッド半製品が、回路基板と、回路基板の上に設けられた複数の金属ドームと、複数の金属ドームの上に対応するように設けられた複数のプランジャーと、複数のプランジャーの上に対応するように設けられた複数のキーキャップ構造とを備える。複数のキーキャップ構造の第1の部分はそれぞれ、完成した第1のパターンを含む。複数のキーキャップ構造の第2の部分はそれぞれ、キーキャップ本体と、キーキャップ本体を被膜して、複数のキーキャップ構造の最外部層となる硬化被膜とを含む。複数のキーキャップ構造の第2の部分はそれぞれ、第2のパターンの形成を待つ少なくとも1つの領域を含む。
【0012】
本発明のこれら、およびその他の目的は、様々な図面に示される好適な実施形態に関する以下の詳細の記載を読んだ当業者に明らかとなるであろう。
【図面の簡単な説明】
【0013】
【図1】従来のキーキャップ構造を示す概略断面図である。
【図2】本発明による彫刻パターンを有するキーパッド構造の製造方法の一実施形態を示すフローチャートである。
【図3】本発明による彫刻パターンを有するキーパッド構造の製造方法によるキーキャップ層の一実施形態を示す概略断面図である。
【図4】本発明によるキーパッド半製品の一実施形態を示す概略断面図である。
【図5】図4のラインAAにおける概略断面図である。
【図6】本発明によるキーパッド構造の一実施形態を示す概略断面図である。
【図7】本発明によるキーパッド構造の実施形態を示す概略断面図である。
【図8】本発明によるキーパッド構造の実施形態を示す概略断面図である。
【図9】本発明によるキーパッド構造の一実施形態を示す概略平面図である。
【発明を実施するための形態】
【0014】
図2は、本発明による彫刻パターンを有するキーパッド構造の製造方法の一実施形態を示すフローチャートであり、さらに、図3のキーキャップ層の概略断面図、図4および図5のキーパッド半製品の一実施形態、および図6のキーパッド構造の一実施形態を参照されたい。
【0015】
先ず図2を参照すると、ステップ101で、キーキャップ層が提供される。図3に示すように、キーキャップ層14は、キーキャップ本体16と硬化被膜18とを含む。キーキャップ層の形成法に関しては特に限定されず、従来の方法による製造が可能である。例えばステップ102、103、および104は、キーキャップ層を製造する一部の実施形態である。
【0016】
ステップ102で、前処理工程を行う。一実施形態では、キーパッド本体層は、キャリア上に形成された1以上のキーパッド形状を有してよく、または、キーキャップ本体層は、本質的に成型によりキーキャップ本体材料で形成された1つのキーキャップ形状、または、互いに接続された複数のキーキャップ形状を有してもよい。さらに例えば、成型されたキーキャップ本体層は、必要に応じて1以上のカラー層を被膜された後に、カラー層を保護する透明層が被膜されてよい。または例えば、これも透明層である透明キャリアの一面を、印刷、噴霧、ブラッシング等の方法により1以上のカラー層で被膜することもできる。その後で、カラー層を有する透明キャリアを押圧して、各々がキーキャップ形状を有する1以上の窪みを形成する。窪みには、キーキャップ本体材料を充填して、キーキャップ本体層を形成する。カラー層は、透明キャリアとキーキャップ本体材料との間に設けられてよい。このようにして透明キャリアはカラー層を保護することができる。しかし、カラー層は、特にこの構成に限定はされず、透明キャリアの別の面に設けることもできる。
【0017】
その後で、硬化被膜を形成するステップを行う。例えば、ステップ103で、キーキャップ層の上を、カラーのUV光硬化性硬化被膜材料で被膜して、最上部層とする(最外部層とも称する場合がある)。ステップ104で、被膜層として機能するUV光硬化性硬化被膜を形成するべく、UV光硬化性硬化被膜材料にUV光を照射して、硬化させる。硬化被膜の形成には、適切な熱硬化被膜材料を利用することもできる。硬化被膜は、これらに限定はされないが、黒色、白色、その他の色、または無色であってよい。被膜材料の特性によっては顔料または染料を加えることもできる。硬化被膜は、不透明、半透明、または透明であってよい。
【0018】
ステップ105で、切断を行う。切断はパンチとも称され、設計されているように、または所望されているように、キーキャップ層を複数のキーキャップ部品に切断する。本発明のキーキャップ部品は、単一のキーキャップまたは複数のキーキャップを有する単一のキーキャップ部品に限定されない。キーキャップの種類は特に限定されない。例えばキーキャップ部品は、小型で軽量であることが望まれている場合には、薄型キーキャップまたは小型キーキャップであってよく、または、キーキャップ部品が成型または糊付けにより形成されてもよい。ステップ106で、図4および図5に示すように、これらキーキャップ部品を1以上のキーパッド半製品内に組み込む。
【0019】
そしてステップ107で、キーパッド半製品を格納位置に配置する。このキーパッド半製品は、要求されて製品の完成時に取り出されるまで格納されてよい。
【0020】
キーパッド構造が要求されると、ステップ108を実行して1以上のパターンを提供する。パターンは、例えば文字、キャラクター、数、シンボル、図形等を示すようにカスタマイズされてよい。パターン要求をクライアントが確認すると、キーパッド半製品を格納位置から取り出して、ステップ109で、1以上のキーパッド半製品の硬化被膜を部分的に取り除き(例えばレーザエッチング等で)確認されたパターンを形成して、1以上のキーパッド構造の製品を得て配送する。
【0021】
さらに、キーパッド半製品を格納位置に格納する前に、製造プロセス中に前もって少なくとも1つのキーキャップにパターンを形成しておくこともできる。さらに、キーパッド半製品を、他の製品と共通するパターンを既に持っている他のキーキャップ部品とともに組み立てることもできる。前もってキーキャップにパターンする方法は従来の方法である。従って、要求パターンをクライアントが確認してからキーパッド構造を完成させるまでに必要となる時間が低減される。
【0022】
図4および図5は、本発明によるキーパッド半製品の一実施形態を示す概略図である。キーパッド半製品20は、回路基板22、回路基板22の上に設けられる複数の金属ドーム24、複数の金属ドーム24の上に設けられる複数のプランジャー26、および、複数のプランジャー26の上に対応して設けられる複数のキーキャップ構造を含む。さらにドームシート25を設けることで、金属ドーム24を被膜して、金属ドーム24を回路基板22上に固定する。キーパッド構造の部分28aはそれぞれ、完成したパターンを含む。キーパッド構造の別の部分28bはそれぞれ、キーキャップ本体30と、キーキャップ本体30を被膜する硬化被膜32とを含み、キーキャップ構造の最外部層を形成する。遮蔽層34がさらにキーキャップ構造間に形成されてよい。硬化被膜はカラーを有してよい。キーキャップ構造の別の部分28bはそれぞれ、パターンが形成されていない領域を有しており、これらの領域には、クライアントが確認したパターンを後で形成する。
【0023】
図4および図5に示すように、キーキャップ構造28bは、さらに完成した共通パターンを含んでもよい。共通のパターンは、他の製品のものと同じである。共通パターン33(中空パターン)は、例えばレーザエッチングにより予め形成されてよい。
【0024】
図6は、本発明によるキーパッド構造の一実施形態を示す概略断面図である。図4および図5に示す構造と比較して、パターン43(中空パターン)は、確認のとれたパターンであり、本実施形態のキーパッドパネル40の各キーパッド構造42の硬化被膜に形成されており、キーパッドパネル40は完成品である。キーパッド構造42は、キーパッド構造28bおよび硬化被膜が部分的に取り除かれることで中空パターンを形成して下のあるカラーを露呈した構造を含む。このようにして形成されたキーキャップ構造では、硬化被膜とキーキャップ本体層とのカラーが整合する。
【0025】
さらに、カラーの整合は様々であってよい。例えばカラー層を、キーキャップ本体と硬化被膜との間に形成してもよい。カラー層のカラーは、硬化被膜の中空パターンを介して露呈されてよい。他の実施形態では、図7に示すキーパッド構造44がさらに、カラー層36と硬化被膜32との間に透明層38を含んでよい。透明層38は、カラー層36を保護してよく、あるいは、射出成型プロセスにおいてキーキャップ本体を形成するキャリアとして機能してよい。ここでも、カラー層36のカラーは、硬化被膜32の中空パターン46を介して露呈されてよい。このようにして形成されたキーキャップ構造では、硬化被膜とカラー層とのカラーが整合している。カラー層36は、さらに2以上のカラーを含んでもよい。例えば図7の点線の両面を異なるカラーとすることで、パターンをカラフルで美しいものとすることができる。図9の平面図に示すように、「H」という文字および「9」という数は、それぞれ異なるカラーを有しており、硬化被膜は例えば黒色であってよい。
【0026】
一実施形態では、例えば図8に示すようなキーパッド構造48において、カラー層50がキーキャップ本体30と硬化被膜32との間に設けられている。カラー層50のカラーは、硬化被膜32の中空パターンを介して露呈される。カラー層50はさらに、中空パターン46の一部に対応する位置に設けられる中空パターン52を有しており、つまり中空パターン52が中空パターン46の一部と重なっている。カラー層36は、カラー層50とキーキャップ本体30との間に設けられている。従ってカラー層36のカラーは、中空パターン46および中空パターン52を介して露呈され、二重色効果を有して美しいものとなっている。これは図9の例でも同じである。さらに透明層(不図示)をカラー層50と硬化被膜32との間に設けて、カラー層50およびカラー層36を保護したり、成型されるキーキャップ本体30のキャリアとして機能させたりすることができる。本発明では、カラー層の層数は、製造要件が満たされる限りにおいて特に限定されない。
【0027】
本発明においては、様々な言語バージョンによる製造ストレージおよび過剰材料を低減させるために、一定のまたは共通のパターンが形成され、確認がとれた後にパターンを形成することのできるようなブランク領域をキーキャップが持つような、キーパッド半製品を一定のキーキャップ部品により予め形成しておく。このようにすることで、パターンバージョンまたは言語バージョンの確認の前に、キーパッド半製品のバッチを製造して、格納位置に配置しておくことができる。確認がとれた段階で、キーパッド半製品を取り出して、レーザエッチング等の方法で確認されたパターンを簡単に形成することができ、これにより製品を短期間で得て発送することができるようになる。このようにすることで、製品を様々なパターンのバージョンで、特に様々な国に対して提供することができるようになり、同時に試験要件を満たすこともできる。キーキャップの最外部層は、カラーの硬化被膜であり、耐摩耗性を有する材料を含むと好適であり、パターンの確認が取れ次第、硬化被膜に対してレーザエッチングプロセス(あるいは他のプロセス)を行うことができ、これにより下のカラーを露呈させて所望のパターンとして機能させる。キーパッド構造は迅速に完成させることができる。
【0028】
当業者であれば、本発明の教示に則りつつ、デバイスおよび方法に対して数多くの変形例および変更例を容易に想到するであろう。
【特許請求の範囲】
【請求項1】
彫刻パターンを有するキーパッド構造の製造方法であって、
キーキャップ本体、及び当該キーキャップ本体を被膜してキーキャップ層の最外部層となる硬化被膜を含む前記キーキャップ層を提供する段階と、
少なくとも1つの第1のキーキャップ部品を形成するべく前記キーキャップ層を切断する段階と、
前記第1のキーキャップ部品をキーパッド半製品に組み合わせる段階と、
前記キーパッド半製品を格納位置に配置する段階と、
第1のパターンを提供する段階と、
前記第1のパターンに対する要求が確認されると、前記格納位置から前記キーパッド半製品を取り出して、前記キーパッド半製品の前記硬化被膜を部分的に取り除いて、前記第1のパターンを形成して前記キーパッド構造を得る段階と
を備える製造方法。
【請求項2】
前記キーパッド半製品が前記格納位置に配置される前に、前記第1のキーキャップ部品の上に第2のパターンを形成する請求項1に記載の製造方法。
【請求項3】
少なくとも1つの第2のキーキャップ部品を提供する段階と、
前記第2のキーキャップ部品を前記キーパッド半製品に組み合わせる段階と
をさらに備え、
前記キーパッド半製品が前記格納位置に配置される前に、第3のパターンを前記第2のキーキャップ部品の上に形成する請求項1または2に記載の製造方法。
【請求項4】
前記硬化被膜は、UV光硬化性硬化被膜を含む請求項1から3の何れか1項に記載の製造方法。
【請求項5】
前記キーキャップ層はさらに、前記キーキャップ本体と前記硬化被膜との間に第1のカラー層を含む請求項1から4の何れか1項に記載の製造方法。
【請求項6】
前記キーキャップ層はさらに、前記第1のカラー層と前記硬化被膜との間に、前記第1のカラー層を保護する透明層を含む請求項5に記載の製造方法。
【請求項7】
前記キーキャップ層はさらに、前記第1のカラー層と前記キーキャップ本体との間に第2のカラー層を含み、
前記キーパッド半製品の前記硬化被膜を部分的に取り除いた後で、前記製造方法は、前記第1のカラー層を部分的に取り除いて、前記第1のパターンを形成して前記キーパッド構造を完成させる段階をさらに備える請求項5または6に記載の製造方法。
【請求項8】
キーパッド構造であって、
回路基板と、
前記回路基板の上に設けられた金属ドームと、
前記金属ドームの上に設けられたプランジャーと、
前記プランジャーの上に設けられたキーキャップ構造と
を備え、
前記キーキャップ構造は、
キーキャップ本体と、
前記キーキャップ本体を被膜して前記キーキャップ構造の最外部層となる硬化被膜と
を有し、
前記硬化被膜は、部分的に取り除かれることで、第1の中空パターンを形成して下にあるカラーを露呈させる、キーパッド構造。
【請求項9】
前記キーキャップ構造はさらに、前記キーキャップ本体と前記硬化被膜との間に配置された第1のカラー層を有し、
前記第1のカラー層は、前記硬化被膜の前記第1の中空パターンを介して露呈されて、前記下にあるカラーを呈する請求項8に記載のキーパッド構造。
【請求項10】
前記キーキャップ構造はさらに、前記第1のカラー層と前記硬化被膜との間に透明層を有する請求項9に記載のキーパッド構造。
【請求項11】
前記キーキャップ構造はさらに、
前記キーキャップ本体と前記硬化被膜との間に設けられ、前記硬化被膜の前記第1の中空パターンを介して露呈されて前記下のカラーを呈し、前記第1の中空パターンの一部に対応するよう配置される第2の中空パターンを持つ第1のカラー層と、
前記第1のカラー層と前記キーキャップ本体との間に設けられ、第2のカラー層のカラーが前記第1の中空パターンと前記第2の中空パターンとを介して露呈される前記第2のカラー層と
を有する請求項8から10の何れか1項に記載のキーパッド構造。
【請求項12】
前記キーキャップ構造はさらに、前記第1のカラー層と前記硬化被膜との間に透明層を有する請求項11に記載のキーパッド構造。
【請求項13】
前記硬化被膜は、UV光硬化性硬化被膜を含む請求項8から12の何れか1項に記載のキーパッド構造。
【請求項14】
キーパッド半製品であって、
回路基板と、
前記回路基板の上に設けられた複数の金属ドームと、
前記複数の金属ドームの上に対応するように設けられた複数のプランジャーと、
前記複数のプランジャーの上に対応するように設けられた複数のキーキャップ構造と
を備え、
前記複数のキーキャップ構造の各々の第1の部分は、完成した第1のパターンを含み、
前記複数のキーキャップ構造の各々の第2の部分は、キーキャップ本体、及び当該キーキャップ本体を被膜して、前記複数のキーキャップ構造の最外部層となる硬化被膜を含み、
第2のパターンの形成を待つ少なくとも1つの領域を有する、キーパッド半製品。
【請求項15】
前記複数のキーキャップ構造の各々の前記第2の部分は、前記キーキャップ本体と前記硬化被膜との間に透明層をさらに含む請求項14に記載のキーパッド半製品。
【請求項16】
前記複数のキーキャップ構造の各々の前記第2の部分は、前記少なくとも1つの第1のカラー層と前記硬化被膜との間に透明層をさらに含む請求項15に記載のキーパッド半製品。
【請求項17】
前記硬化被膜は、UV光硬化性硬化被膜を含む請求項14から16の何れか1項に記載のキーパッド半製品。
【請求項1】
彫刻パターンを有するキーパッド構造の製造方法であって、
キーキャップ本体、及び当該キーキャップ本体を被膜してキーキャップ層の最外部層となる硬化被膜を含む前記キーキャップ層を提供する段階と、
少なくとも1つの第1のキーキャップ部品を形成するべく前記キーキャップ層を切断する段階と、
前記第1のキーキャップ部品をキーパッド半製品に組み合わせる段階と、
前記キーパッド半製品を格納位置に配置する段階と、
第1のパターンを提供する段階と、
前記第1のパターンに対する要求が確認されると、前記格納位置から前記キーパッド半製品を取り出して、前記キーパッド半製品の前記硬化被膜を部分的に取り除いて、前記第1のパターンを形成して前記キーパッド構造を得る段階と
を備える製造方法。
【請求項2】
前記キーパッド半製品が前記格納位置に配置される前に、前記第1のキーキャップ部品の上に第2のパターンを形成する請求項1に記載の製造方法。
【請求項3】
少なくとも1つの第2のキーキャップ部品を提供する段階と、
前記第2のキーキャップ部品を前記キーパッド半製品に組み合わせる段階と
をさらに備え、
前記キーパッド半製品が前記格納位置に配置される前に、第3のパターンを前記第2のキーキャップ部品の上に形成する請求項1または2に記載の製造方法。
【請求項4】
前記硬化被膜は、UV光硬化性硬化被膜を含む請求項1から3の何れか1項に記載の製造方法。
【請求項5】
前記キーキャップ層はさらに、前記キーキャップ本体と前記硬化被膜との間に第1のカラー層を含む請求項1から4の何れか1項に記載の製造方法。
【請求項6】
前記キーキャップ層はさらに、前記第1のカラー層と前記硬化被膜との間に、前記第1のカラー層を保護する透明層を含む請求項5に記載の製造方法。
【請求項7】
前記キーキャップ層はさらに、前記第1のカラー層と前記キーキャップ本体との間に第2のカラー層を含み、
前記キーパッド半製品の前記硬化被膜を部分的に取り除いた後で、前記製造方法は、前記第1のカラー層を部分的に取り除いて、前記第1のパターンを形成して前記キーパッド構造を完成させる段階をさらに備える請求項5または6に記載の製造方法。
【請求項8】
キーパッド構造であって、
回路基板と、
前記回路基板の上に設けられた金属ドームと、
前記金属ドームの上に設けられたプランジャーと、
前記プランジャーの上に設けられたキーキャップ構造と
を備え、
前記キーキャップ構造は、
キーキャップ本体と、
前記キーキャップ本体を被膜して前記キーキャップ構造の最外部層となる硬化被膜と
を有し、
前記硬化被膜は、部分的に取り除かれることで、第1の中空パターンを形成して下にあるカラーを露呈させる、キーパッド構造。
【請求項9】
前記キーキャップ構造はさらに、前記キーキャップ本体と前記硬化被膜との間に配置された第1のカラー層を有し、
前記第1のカラー層は、前記硬化被膜の前記第1の中空パターンを介して露呈されて、前記下にあるカラーを呈する請求項8に記載のキーパッド構造。
【請求項10】
前記キーキャップ構造はさらに、前記第1のカラー層と前記硬化被膜との間に透明層を有する請求項9に記載のキーパッド構造。
【請求項11】
前記キーキャップ構造はさらに、
前記キーキャップ本体と前記硬化被膜との間に設けられ、前記硬化被膜の前記第1の中空パターンを介して露呈されて前記下のカラーを呈し、前記第1の中空パターンの一部に対応するよう配置される第2の中空パターンを持つ第1のカラー層と、
前記第1のカラー層と前記キーキャップ本体との間に設けられ、第2のカラー層のカラーが前記第1の中空パターンと前記第2の中空パターンとを介して露呈される前記第2のカラー層と
を有する請求項8から10の何れか1項に記載のキーパッド構造。
【請求項12】
前記キーキャップ構造はさらに、前記第1のカラー層と前記硬化被膜との間に透明層を有する請求項11に記載のキーパッド構造。
【請求項13】
前記硬化被膜は、UV光硬化性硬化被膜を含む請求項8から12の何れか1項に記載のキーパッド構造。
【請求項14】
キーパッド半製品であって、
回路基板と、
前記回路基板の上に設けられた複数の金属ドームと、
前記複数の金属ドームの上に対応するように設けられた複数のプランジャーと、
前記複数のプランジャーの上に対応するように設けられた複数のキーキャップ構造と
を備え、
前記複数のキーキャップ構造の各々の第1の部分は、完成した第1のパターンを含み、
前記複数のキーキャップ構造の各々の第2の部分は、キーキャップ本体、及び当該キーキャップ本体を被膜して、前記複数のキーキャップ構造の最外部層となる硬化被膜を含み、
第2のパターンの形成を待つ少なくとも1つの領域を有する、キーパッド半製品。
【請求項15】
前記複数のキーキャップ構造の各々の前記第2の部分は、前記キーキャップ本体と前記硬化被膜との間に透明層をさらに含む請求項14に記載のキーパッド半製品。
【請求項16】
前記複数のキーキャップ構造の各々の前記第2の部分は、前記少なくとも1つの第1のカラー層と前記硬化被膜との間に透明層をさらに含む請求項15に記載のキーパッド半製品。
【請求項17】
前記硬化被膜は、UV光硬化性硬化被膜を含む請求項14から16の何れか1項に記載のキーパッド半製品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−174681(P2012−174681A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−151170(P2011−151170)
【出願日】平成23年7月7日(2011.7.7)
【出願人】(510222442)毅嘉科技股▲ふん▼有限公司 (16)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年7月7日(2011.7.7)
【出願人】(510222442)毅嘉科技股▲ふん▼有限公司 (16)
【Fターム(参考)】
[ Back to top ]