
彫刻文字塗装装置および方法
【課題】例えば位牌に彫られた文字などに塗料を塗布することが、簡単かつ美麗に行えるようにする。
【解決手段】彫刻された文字に対して塗料を塗布する彫刻文字塗装装置11において、塗料を先端の吐出口24から吐出するディスペンサ21と、ディスペンサ21を、被塗装物31を支持する作業テーブル18の上方に前記吐出口24を下に向けて保持するスライダ20と、前記作業テーブル18及び/又はスライダ20を駆動して前記被塗装物31に対して前記吐出口24を相対移動する駆動部を備える。そして、これら各部21,18,20を、彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど塗料の吐出量を増やす制御、又は前記駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御を行う制御回路26を備える。
【解決手段】彫刻された文字に対して塗料を塗布する彫刻文字塗装装置11において、塗料を先端の吐出口24から吐出するディスペンサ21と、ディスペンサ21を、被塗装物31を支持する作業テーブル18の上方に前記吐出口24を下に向けて保持するスライダ20と、前記作業テーブル18及び/又はスライダ20を駆動して前記被塗装物31に対して前記吐出口24を相対移動する駆動部を備える。そして、これら各部21,18,20を、彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど塗料の吐出量を増やす制御、又は前記駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御を行う制御回路26を備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えば位牌や各種の銘板等に彫刻された文字に塗装を行うための装置と方法に関し、より詳しくは、美麗な塗布が簡単にできるような彫刻文字塗装装置と方法に関する。
【0002】
この発明において、「文字」は図形を含む意味で用いる。
【背景技術】
【0003】
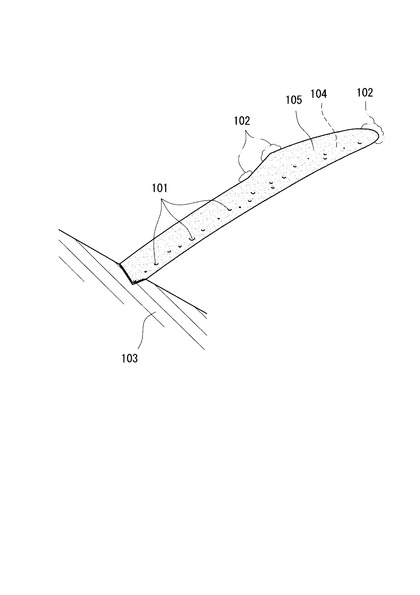
彫刻文字への塗装は手作業で行われてきた。彫り込まれた文字部分に塗料を塗布してはみ出した部分を拭き取ってから乾燥させる。塗料が乾くと塗布むらのため、図13に示したように気泡の跡101が出ることが多々あり、そのままでは外観が悪いので細い筆で修正をすることが必要となる。はみ出した部分102をきれいに拭き取る作業も根気の要る繊細な作業であった。図13中、103は被塗装物、104は彫刻文字、105は塗料である。
【0004】
このように彫刻文字への塗布は手間がかかる作業であった。
【0005】
このため、下記特許文献1に開示されたような方法が提案されている。これは、切削ヘッドの代わりに塗料を供給するディスペンサのノズルヘッドをつけて、ノズルヘッドから塗料を間歇的に吐出して塗布するというものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−251413号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、単に塗料を吐出しただけでは、文字の太さの違いには柔軟に対応できず、文字の形に応じた美麗な塗布は期待できない。
【0008】
そこで、この発明は、美麗な塗布状態が簡単に得られるようにすることを主な目的とする。
【課題を解決するための手段】
【0009】
そのための手段は、彫刻された文字に対して塗料を塗布する彫刻文字塗装装置であって、塗料を先端の吐出口から吐出するディスペンサと、該ディスペンサを、被塗装物を支持する支持台の上方に前記吐出口を下に向けて保持する保持部と、前記支持台及び/又は保持部を駆動して前記被塗装物に対して前記吐出口を相対移動する駆動部と、彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど塗料の吐出量を増やす制御、又は前記駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御を行う制御部を備えた彫刻文字塗装装置である。
【0010】
別の手段は、彫刻された文字に対して塗料を塗布する彫刻文字塗装方法であって、彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど、塗料を先端の吐出口から吐出するディスペンサからの塗料の吐出量を増やす制御、又は前記吐出口を下に向けて前記ディスペンサを保持する保持部及び/又は前記吐出口の下方で被塗装物を支持する支持台を移動して前記吐出口を相対移動する駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御をして塗布する彫刻文字塗装方法である。
【0011】
前記深さ情報には、文字を彫刻したときの深さ情報、塗布対象を実際に測定して取得した深さ情報、彫る深さを変化させることによって文字の太さを変化させようとするときに想定される仮想の深さ情報がある。
【0012】
これらの構成によると、深さ情報に基づいて、深さ情報が深いほど塗料の吐出量が増えたり、塗料を塗布する部分の相対移動速度が遅くなったりして、深さ情報の深さが部位に吐出される塗料は量が多くなる。つまり文字の太さの違いに応じた塗布量の調整が行われる。
【発明の効果】
【0013】
この発明によれば、塗料の吐出態様が文字の太さに応じて自動的に調整されるので、文字の太さに応じて均一に塗布ができる。このため、塗布むらをなくし、はみ出しをなくすこともでき、美麗な塗布状態が得られる。
【図面の簡単な説明】
【0014】
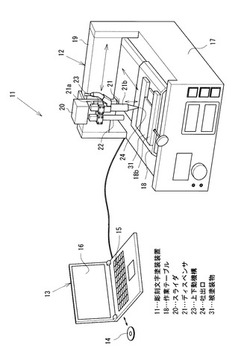
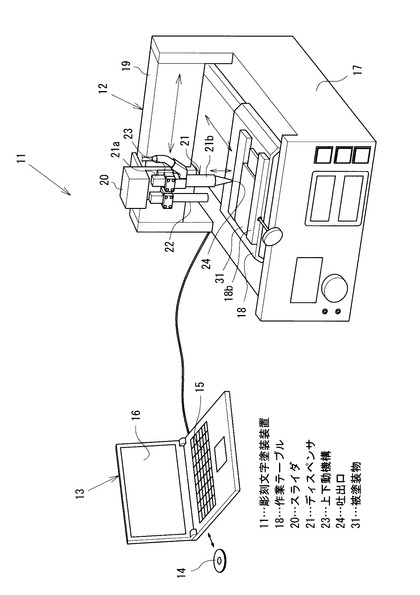
【図1】彫刻文字塗布装置の斜視図。
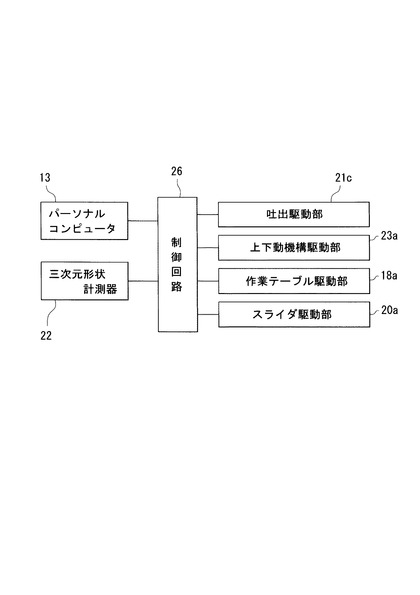
【図2】彫刻文字塗布装置のブロック図。
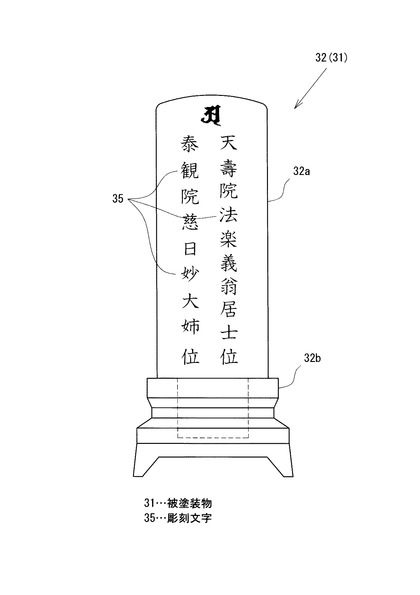
【図3】彫刻文字を有した位牌の正面図。
【図4】塗装前と塗装後の彫刻文字を示す平面図。
【図5】塗装後の彫刻文字の断面構造を示す斜視図。
【図6】ディスペンサの先端部分を示す正面図と一部断面正面図。
【図7】ディスペンサの吐出作用例を示す斜視図。
【図8】ディスペンサの吐出作用例を示す斜視図。
【図9】文字情報記憶部の内容説明図。
【図10】文字情報についての説明図。
【図11】文字情報についての説明図。
【図12】塗装後の彫刻文字の断面構造を示す斜視図。
【図13】従来技術を示す塗装後の彫刻文字の断面構造を示す斜視図。
【発明を実施するための形態】
【0015】
この発明を実施するための一形態を、以下図面を用いて説明する。
図1は、彫刻文字塗装装置(以下、「塗装装置」という。)11を示しており、装置本体12と、これに接続されるパーソナルコンピュータ13を有する。
【0016】
パーソナルコンピュータ13は、CD−ROM、MO等の記憶媒体14またはハードディスクにインストールして記憶した彫刻文字塗装プログラムに従って、装置本体12へ塗料塗布のための情報を出力する。また入力装置15で入力された情報をモニタ16に表示する。
【0017】
前記装置本体12は、装置本体12を動作させる必要な各種のスイッチを備えた基台17と、この基台17の上面に前後方向に摺動可能に取り付けられた作業テーブル18と、前記基台17の奥側に立設された門型をなす架設部19と、この架設部19上を左右方向に摺動するスライダ20と、このスライダ20に保持されたディスペンサ21および三次元形状計測器22とで構成される。前記ディスペンサ21は、ディスペンサ21を上下動させる上下動機構23を介して保持されている。
【0018】
この上下動機構23は図2に示した上下動機構駆動部23aで、前記作業テーブル18は作業テーブル駆動部18aで、前記スライダ20はスライダ駆動部20aでそれぞれ駆動される。
【0019】
前記作業テーブル18の上面には、被塗装物31を挟んで保持するホルダ18bが備えられる。このホルダ18bに被塗装物31を保持したのち、前記ディスペンサ21の先端の吐出口24から塗料を適宜吐出して、前記スライダ20を駆動するスライダ駆動部20aと、前記作業テーブル18を駆動する作業テーブル駆動部18aと、前記上下動機構23を駆動する上下動機構駆動部23aを適宜制御することで、被塗装物31の彫刻文字に対して塗装が行われる。
【0020】
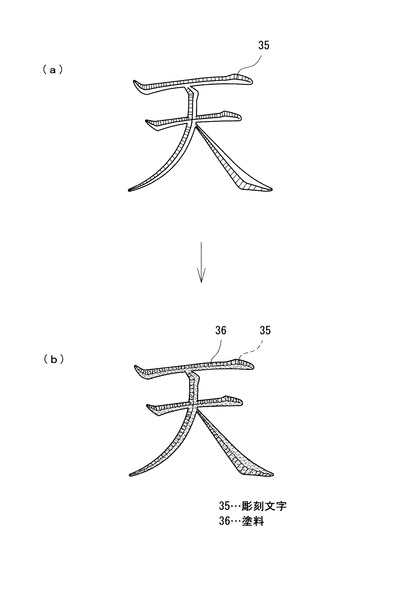
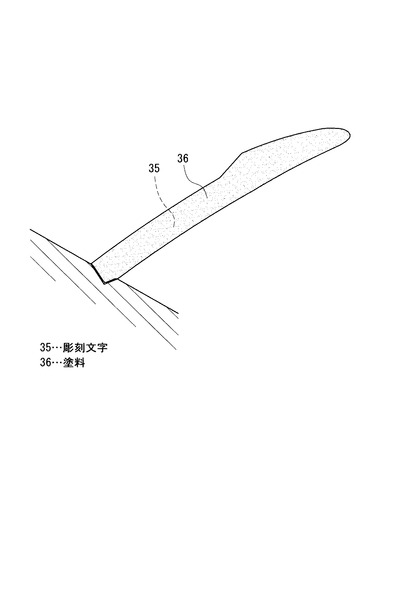
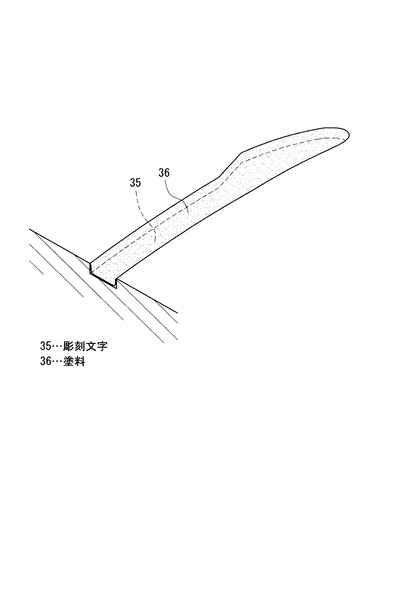
塗装装置11が塗装を行う彫刻文字には、例えば図3に示したような位牌32に形成されたものや各種の銘板、将棋の駒、バッジ、タグなどに形成されたものなどがある。前記位牌32は、位牌上板32aを台座32bに組み付けて構成されている。図4(a)に示したような彫刻されただけの彫刻文字35に対して塗装を行うと、図4(b)、図5に示したように、彫り込まれた部分の全体に塗料36が付着した状態になる。図5の斜視図は、「天」の彫刻文字35の第一画目の後半部分を示している。
【0021】
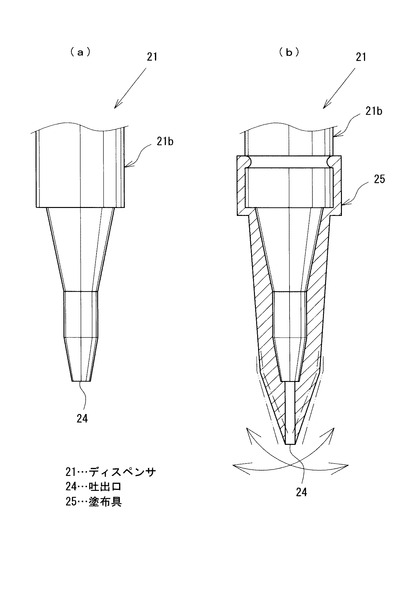
前記ディスペンサ21には、例えばエア式、バルブ式、スクリュー式、ローター式などの適宜のものが使用される。ディスペンサ21は、図1に示したように上側の駆動ユニット21aと下側の吐出ユニット21bからなり、駆動ユニット21a部分が前記上下動機構23に保持される。また吐出ユニット21bには上から塗料が供給され、その塗料が駆動ユニット21aからの駆動力で吐出される。この駆動ユニット21aは吐出駆動部21c(図2参照)で駆動される。
【0022】
吐出ユニット21bの先端は細く形成され、先端に前記吐出口24が形成されている。
【0023】
塗料を吐出するだけの場合には、図6(a)に示したように吐出ユニット21bをそのまま使用するとよいが、塗料を彫刻文字35に塗りつけようとする場合には、図6(b)に示したような塗布具25を備える。この場合、塗布具25の先端が吐出口24となる。塗布具25は、柔軟性と可撓性を有したゴムや合成樹脂、毛などで構成される。図示しないが、塗布具が一体になった吐出ユニットを用いてもよい。
【0024】
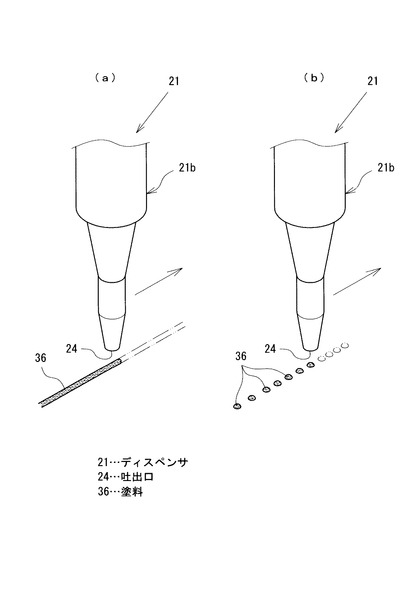
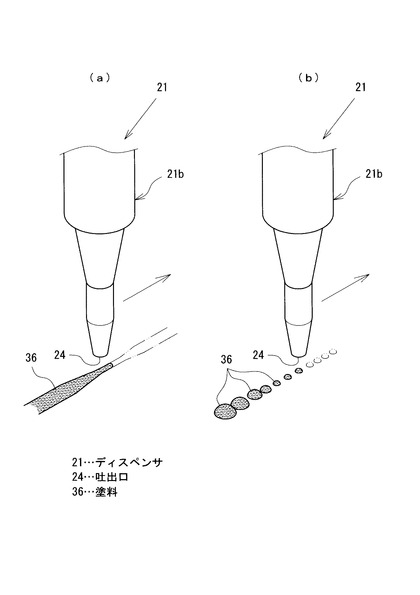
ディスペンサ21は、図7(a)に示したように塗料36を線状に塗布することも、図7(b)に示したように点状に塗布することも、その塗布間隔を変えることもできる。また、図8(a)に示したように、塗料36を線状に塗布するときに前記吐出ユニット21cを制御して塗料36の吐出量を連続的に変えることによって線の太さを変えることができ、同様に、図8(b)に示したように点状に塗布するときに塗料36の塗布量を変えることによって点の大きさを変えることができる。
【0025】
前記三次元形状計測器22は、光源とCCDカメラを備える周知の装置で構成され、光源から投影して被塗布物31上の像をCCDカメラで撮影して処理し、実際に彫られた彫刻文字35の三次元形状をデジタル情報に変換し、前記パーソナルコンピュータ13に入力する。
【0026】
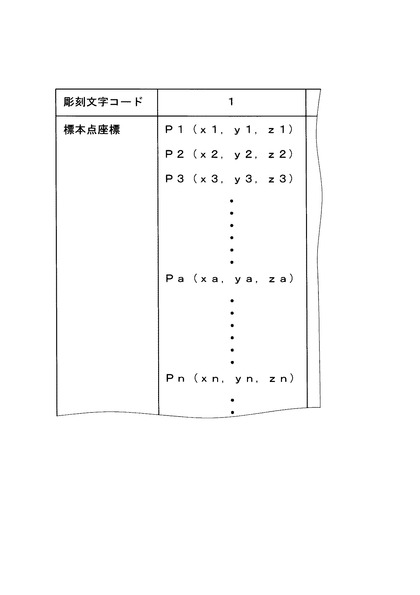
前記パーソナルコンピュータ13のハードディスク(記憶装置)には、塗布する彫刻文字35の文字情報を記憶する文字情報記憶部を有している。この文字情報記憶部には、図9に示したように塗布する彫刻文字35の標本点の三次元座標情報(x,y,z)を記憶する。
【0027】
三次元座標情報には、文字を彫刻したときの三次元座標情報と、塗布対象である彫刻文字を実際に測定して取得した三次元座標情報と、彫る深さを変化させることによって文字の太さを変化させようとするときに想定される仮想の三次元座標情報の3種類がある。
【0028】
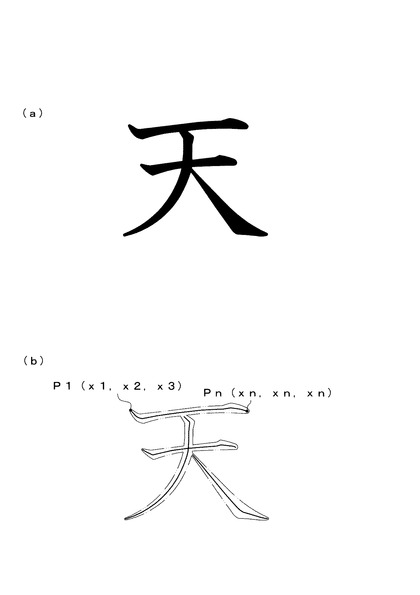
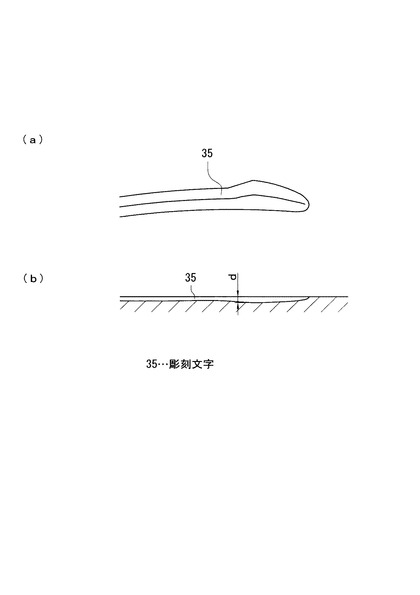
彫刻文字35の標本点における三次元座標情報とは、文字を構成する線の中心線上(面積の比較的広い部分を有する図形の場合には適宜設定された線上)に設定した多数の標本点におけるたてよこの二次元座標情報のほかに、彫る深さを変化させることによって彫刻文字の太さを変化させた場合の深さ情報を有するものである。より具体的に説明すると、図10(a)に示したように「天」という文字がある場合、その文字を構成する各線の中心線上に多数の標本点Pを設定し、これら標本点Pの座標を三次元で捉える。三次元とは、たて、よこ、深さであって、たてよこ、つまりX軸とY軸は通常通りであるが、その他に図11(b)に示したような彫刻文字35の深さdである深さ情報、つまりZ軸を用いる。図9(a)は前述と同様に「天」の第一画目の後半部分の平面図であり、図11(b)はその断面図である。
【0029】
このような三次元座標情報からなる塗布する彫刻文字35の文字情報のうち、深さ情報を用いて演算を行い、たてよこの情報に基づいて前記作業テーブル駆動部18aとスライダ駆動部20aを駆動するとともに、塗料の吐出量(Q)または前記作業テーブル駆動部18a及びスライダ駆動部20aの駆動速度(V)の少なくともいずれか一方の駆動状態を設定する。また必要に応じて、塗料の吐出量(Q)または前記作業テーブル駆動部18a及びスライダ駆動部20aの駆動速度(V)の少なくともいずれかとともに、前記上下動機構駆動部23aの駆動による吐出口高さ(h)を設定する。
【0030】
図2は、塗装装置11の構成を示すブロック図である。制御回路26は、プログラムを格納したROM及び動作に必要なデータを記憶するRAMを内蔵しており、前記パーソナルコンピュータ13や三次元形状計測器22からのデータを入力し、演算を行うとともに各部のデータのやり取りを制御する。
【0031】
パーソナルコンピュータ13は、予め記憶された前記三次元座標情報、又は前記三次元形状計測器22による計測で得られた前記三次元座標情報を記憶して、この三次元座標情報は要求に応じて制御回路26に出力される。前記予め記憶された三次元座標情報には、実際に彫刻文字35を形成するときに使用する三次元座標情報と、彫る深さを変化させることによって文字の太さを変化させようとするときに文字の太さ情報から想定される仮想の深さ情報を有する仮想の三次元座標情報がある。
【0032】
吐出駆動部21cは、前記ディスペンサ21の駆動ユニット21aを駆動するもので、前記制御回路26からの出力に従って、吐出駆動部21cは塗料の吐出を行い、吐出を止める。また、その入力された吐出量信号に応じて塗料の吐出量を変化させる。
【0033】
前記上下動機構駆動部23aは、前記ディスペンサ21の吐出ユニット21bを上下方向に駆動するもので、被塗装物31の上方に離れた退避位置と被塗装物31に接近する動作位置との間を上下方向に移動させる。また前記制御回路26から出力された降下高さ信号に従って、塗料を吐出する動作位置における吐出ユニット21bの先端の吐出口24の降下高さを変化させるべく上下方向(Z軸方向)に移動させる。移動は、作業テーブル駆動部18aとスライダ駆動部20aの駆動速度に対応した速度で行われる。
【0034】
前記作業テーブル駆動部18aは、前記被塗布物31を前後方向に移動させるもので、前記制御回路26から出力された前後位置信号に従って、作業テーブルを前後方向(Y軸方向)に移動させる。移動は、予め設定された一定速度、または制御回路26から出力された駆動速度信号に応じた駆動速度で行われる。
【0035】
前記スライダ駆動部20aは、前記スライダ20を左右方向に移動させるもので、前記制御回路から出力された左右位置信号に従って、スライダ20を左右方向(X軸方向)に移動させる。移動は、予め設定された一定速度、または制御回路26から出力された駆動速度信号に応じた駆動速度で行われる。
【0036】
前記制御回路26は、前記深さ情報に基づいて、深さ情報が深いほど塗料の吐出量(Q)を増やす制御、又は前記作業テーブル駆動部18aとスライダ駆動部20aの駆動速度(V)を遅くする制御の少なくともいずれか一方の制御を行う。これらいずれかの制御とともに、又はこれら双方の制御とともに、前記深さ情報に基づいて深さ情報が深いほど吐出口高さ(h)(降下位置)を下げる制御を行うこともできる。
【0037】
この制御回路26で行われる演算と制御について次に説明する。
まず、作業テーブル駆動部18aとスライダ駆動部20aとの駆動速度(以下、「xy速度」という。)を一定にして塗料36の吐出量のみを変化させる場合には、多数の標本点のうちのある一標本点Pa(図9参照)での吐出量(Qa)をその一標本点でのxy速度との関係で決定する。ここで、標本点は十分に小さな区間(距離)を有する。
【0038】
標本点Paでの吐出量Qaの決定に際しては、ディスペンサ21の吐出能力、すなわち単位時間当たりの吐出量(Q)の上限および下限と、前記一標本点Paにおける深さ情報(za)を考慮して行う。この一標本点Paを基準点Paとして、この基準点Paでの吐出量(Qa)を基準値として用いる。この基準点Paでの基準値を用いて適宜の標本点Pnでの吐出量(Qn)を算出する。
【0039】
演算は、基準点Paの深さ情報(za)を「1」とした場合の標本点Pnの深さ情報(zn)の値である補正値に基準点Paの吐出量(Qa)を乗算した値を、標本点Pnでの吐出量(Qn)とする。
【0040】
つまり、標本点Pnでの吐出量(Qn)は次の計算式で得られ、彫刻文字35の太い部分ほど塗料36の吐出量を多くすることができる。
【0041】
【数1】

次に、塗料36の吐出量を一定にしてxy速度のみを変化させる場合には、ある一標本点Paでのxy速度(Va)をその一標本点での吐出量(Qa)との関係で決定する。この決定に際しては、ディスペンサ21の吐出能力、すなわち単位時間当たりの吐出量(Q)と前記一標本点Paにおける深さ情報(za)を考慮して行う。この一標本点Paを基準点Paとして、この基準点Paでのxy速度(Va)を基準値として用いる。この基準点Paでの基準値を用いて適宜の標本点Pnでのxy速度(Vn)を算出する。
【0042】
演算は、標本点Pnの深さ情報(zn)を「1」とした場合の基準点Paの深さ情報(za)の値である補正値に基準点Paのxy速度(Va)を乗算した値を、標本点Pnでのxy速度(Vn)とする。
【0043】
つまり、標本点Pnでのxy速度(Vn)は次の計算式で得られ、彫刻文字35の太い部分ほどxy速度(Vn)を遅くして塗料36の吐出量を多くすることができる。
【0044】
【数2】
塗料36の吐出量とxy速度の双方を変化させる場合には、一標本点Pnにおける塗料36の吐出量かxy速度の一方を決定して、この値に基づいて他方の値を算出し、十分に小さな区間である一標本点Pnでの吐出量(Q)又はxy速度(V)を得る。
【0045】
具体的には次のように演算を行う。ある点、A点とB点を想定して、A点からB点への移動距離がLで、A点からB点への移動速度をVtとした場合、A点からB点への所要時間tは次の計算式で表せる。
【0046】
【数3】
そして単位時間あたりの吐出量をQrとすると、A点からB点の間での吐出量Qtは、次の計算式で得られる。
【0047】
【数4】
ここで、基準点での吐出量Qaとすると、A点とB点の間の吐出量Qtは前記の数式1の計算式と同じであるので、次の関係が成り立つ。なお、A点とB点の間の距離が十分に小さければ、A点とB点の間は1個の標本点とみなすことができるので、A点とB点の間の深さをznとする。
【0048】
【数5】
したがって、A点とB点のとの間で必要な吐出量を、決定したxy速度(Vt)でまかなうには、次の計算式で吐出量が算出できる。
【0049】
【数6】
一方、A点とB点のとの間で必要な吐出量を、決定した吐出量(Qr)でまかなうには、次の計算式でxy速度が得られる。
【0050】
【数7】
なお、ディスペンサの吐出能力や塗料36の粘度によって、吐出量やxy速度に限度がある場合には、例えば吐出量を決定してxy速度を得るだけではなく、xy速度を決定して吐出量を演算するなど、吐出量とxy速度のいずれを決定するかを適宜変更して、制御を行う。
【0051】
前記の数式6、7の計算式に従った演算結果に基づいて、塗料36の吐出量とxy速度とを同期して制御すると、彫刻文字35の太い部分ほど塗料36の吐出量を多くするとともにxy速度を遅くして塗料36の吐出量を多くすることができる。
【0052】
塗料36の吐出量と吐出口24の高さを変化させる場合には、前記xy速度を一定にして塗料36の吐出量のみを変化させる場合の演算によって標本点Pnでの塗料36の吐出量を算出するとともに、標本点Pnでの深さ情報(zn)に基づいて吐出口高さ(hn)を算出して、これらを同期して制御する。
【0053】
吐出口高さの算出は、標本点Pnの深さ情報(zn)が、実際に三次元形状に彫られた彫刻文字35の場合の底面に相当する値であるので、吐出口24の大きさや塗料36の粘度、塗布具25の有無、彫刻文字35の大きさ等に応じて適宜定められた定数を減算して行う。塗布具25を有する場合には、前記の定数を塗布具25がない場合に比して小さくして、吐出口24が彫刻文字35の底面に接するか近接する状態にするとよい。
【0054】
つまり、標本点Pnでの吐出口高さ(hn)は、次の式で得られ、三次元形状に彫られた彫刻文字35の場合に深さの深い標本点ほど、深い位置で塗料36の吐出が行え、むらの発生を抑制した塗布ができる。
【0055】
【数8】
xy速度量と吐出口24の高さを変化させる場合には、前記吐出量を一定にしてxy速度のみを変化させる場合の演算によって標本点Pnでのxy速度(Vn)を算出するとともに、標本点Pnでの深さ情報(zn)に基づいて吐出口高さ(hn)を算出して、これらを同期して制御する。吐出口高さ(hn)の算出は、前記と同様に、数式8の演算により算出する。
【0056】
つまり、三次元形状に彫られた彫刻文字35の場合に深さの深い標本点ほど、深い位置で塗料36の吐出が行え、むらの発生を抑制した塗布ができる。
【0057】
塗料36の吐出量とxy速度の双方を変化させるとともに、吐出口24の高さを変化させる場合には、前記の数式6、7の計算式に基づく演算により、標本点Pnでの吐出量(Qn)とxy速度(Vn)を算出するとともに、前記の数式8の計算式に基づく演算により吐出口24の吐出高さ(hn)を算出して、これらを同期して制御する。
【0058】
つまり、2つの演算結果に基づいて同期して制御すると、彫刻文字35の太い部分ほど塗料36の吐出量を多くするとともにxy速度を遅くして塗料36の吐出量を多くして、深い部分ほど深い位置で塗料36の吐出が行え、むらの発生を抑制した塗布ができる。
【0059】
このようにして演算が行われ、標本点Pnにおける塗料36の吐出量(Qn)やxy速度(Vn)、吐出口高さ(hn)が決定されるが、標本点Pn間の長さによって連続性が損なわれる場合には、標本点Pn間を補間すればよい。例えば標本点P1とP2の間を補間する場合には、まず、P1とP2の間の距離をLとして、深さz1とz2の間の勾配を算出する。
【0060】
すなわち、zの勾配(K)を用いて、P1、P2間の点Pmの深さ情報(zm)を求める。演算は次の式で行える。
【0061】
【数9】
以下、制御回路26が行う制御動作を説明する。
まず、三次元座標情報として、被塗布物31に彫刻文字35を彫刻した際の三次元座標情報を有する場合について説明すると、塗布しようとする彫刻文字35を入力装置15からパーソナルコンピュータ13に入力したときに、パーソナルコンピュータ13は対応する文字情報を文字情報記憶部から検索して、制御回路26に出力する。
【0062】
つぎに、三次元座標情報として、彫刻されている彫刻文字35を実際に測定して三次元座標情報を取得する場合について説明すると、被塗布物31を作業テーブル18上に固定した後、作業テーブル駆動部18aとスライダ駆動部20aを駆動して、スライダ20に保持した三次元形状計測器22で彫刻文字35の形状を測定して実際の三次元座標情報を取得する。この三次元座標情報は、パーソナルコンピュータ13の文字情報記憶部または制御回路26の記憶部に記憶され、制御回路26は前記三次元座標情報を必要に応じて適宜読み出せるようになる。
【0063】
最後に、三次元座標情報として、彫る深さを変化させることによって文字の太さを変化させようとするときに想定される仮想の深さ情報を有する場合について説明すると、深く彫れば太くなる彫刻文字を想定した場合の彫刻文字35のアウトライン情報に基づいて得られる仮想の深さ情報を有する三次元座標情報を、予めパーソナルコンピュータ13の文字情報記憶部または制御回路26の記憶部に記憶され、制御回路26は前記三次元座標情報を必要に応じて適宜読み出せるようになる。前記と同様に、前記三次元形状計測器22あるいはこれに代えて備えた二次元形状計測器で計測して取得した彫刻文字35のアウトライン情報に基づいて算出した仮想の深さ情報をパーソナルコンピュータ13の文字情報記憶部等に記憶することもできる。彫刻文字35の計測は、塗布装置11とは別体の装置で行って、その計測情報を記憶しておくこともできる。
【0064】
制御回路26は、パーソナルコンピュータ13を介して指定された彫刻文字35の三次元座標情報と、予め設定された吐出量又はxy速度等に基づいて、前記の必要な演算を行う。
【0065】
そして、塗布装置11を駆動するための駆動信号が入力されれば、その信号の要求に従って、前記の演算結果に基づいて各駆動部18a,20a,21c,23aを駆動制御する。
【0066】
具体的には、まず、上下動駆動機構駆動部23aに駆動信号を出力して、ディスペンサ21の吐出ユニット21bを動作位置に降下させる。
【0067】
そして、塗料の吐出量のみを変化させる塗布動作が要求された場合には、制御回路26は、作業テーブル駆動部18aおよびスライダ駆動部20aに駆動信号を出力して予め定められた一定の速度で作業テーブル18とスライダ20の駆動を制御する。これに同期して、演算結果に基づいて吐出駆動部21cに駆動信号を出力して塗料36を吐出して塗布を行う。
【0068】
すなわち、ディスペンサ21の吐出口24が彫刻文字に対応した標本点Pnをなぞるように相対移動しながら、吐出口24から吐出された塗料36が彫刻文字35の彫刻された部分に塗布される。このとき、彫刻文字35の太い部分では単位時間当たりの吐出量は多くなり、細い部分では吐出量は少なくなる。つまり太さに応じた塗布量での塗布ができる。
【0069】
ディスペンサ21が塗布具25を備える場合には、塗料36は彫刻された部分に塗布されるとともに、吐出口24を有する塗布具25で塗りつけられる。塗布は、図5に示したように塗料36が比較的薄くのるように行うほか、図示しないが彫りこまれた部分を埋めるようにしてもよい。以下同様である。
【0070】
図12に示した彫刻文字35のように、実際の彫刻文字35の深さが一定の場合でも、太さに応じた塗布量での塗布ができる。このとき、標本点Pnでの深さ情報(zn)とは別の実際の彫刻文字35の深さ情報に基づいて、吐出ユニット21bの動作位置での吐出口24の高さを、前記の数式8と同様の演算によって、彫刻文字35の底面をなぞるように調整して塗布ができるようにするとよい。以下同様である。
【0071】
xy速度のみを変化させる塗布動作が要求された場合には、制御回路26は、塗料36の吐出量を予め定められた一定量とするように吐出駆動部21cに駆動信号を出力して吐出駆動部21cを駆動制御する。これに同期して、演算結果に基づいて作業テーブル駆動部18aとスライダ駆動部20aにも駆動信号を出力して、深さ情報に従ってxy速度を変化させながら作業テーブル駆動部18aとスライダ駆動部20aを駆動する。
【0072】
すなわち、ディスペンサ21の吐出口24が彫刻文字35に対応した標本点をなぞるように相対移動しながら、吐出口24から吐出された塗料が彫刻文字35の彫刻された部分に塗布される。彫刻文字35の太い部分ではxy速度が遅くなってその部分に対する塗布量が多くなり、逆に細い部分ではxy速度が速くなってその部分に対する塗布量が少なくなる。つまり太さに応じた塗布量での塗布ができる。
【0073】
塗料36の吐出量とxy速度を変化させる塗布動作が要求された場合には、制御回路26は、演算結果に基づいて、吐出駆動部21cと作業テーブル駆動部18aとスライダ駆動部20aにそれぞれ駆動信号を出力して、吐出駆動部21cと作業テーブル駆動部18aとスライダ駆動部20aを同期して駆動制御する。すると、吐出口24は彫刻文字35の太さに応じて速度を変えながら彫刻文字35に対応した標本点Pnをなぞるように相対移動する。同時に吐出口24からは彫刻文字35の太さに応じて単位時間当たり吐出量を変えながら、彫刻文字35の彫刻された部分に塗料が吐出される。
【0074】
これによって、彫刻文字35の太い部分では単位時間当たりの吐出量は多く移動速度は遅くなり、細い部分では吐出量は少なく移動速度は速くなる。つまり太さに応じた塗布量での塗布ができる。
【0075】
塗料36の吐出量と吐出口高さを変化させる塗布動作が要求された場合には、制御回路26は、作業テーブル駆動部18aおよびスライダ駆動部20aに駆動信号を出力して、これらを予め定められた一定の速度で駆動制御するとともに、制御回路26は演算結果に基づく駆動信号を吐出駆動部21cに出力して、吐出駆動部21cを駆動制御する。同時に、制御回路26は演算結果に基づく上下動信号を上下動機構駆動部23aに出力して、動作位置においての上下動機構駆動部23aの微妙な上下動を駆動制御する。
【0076】
すなわち、ディスペンサ21の吐出口24が彫刻文字35に対応した標本点Pnをなぞるように相対移動しながら、深さ情報(zn)に従って吐出量を変化させて塗布をする。吐出口24から吐出された塗料36は、彫刻文字35の彫刻された部分に塗布される。このとき彫刻文字35の太い部分では単位時間当たりの吐出量は多くなり、細い部分では吐出量は少なくなるとともに、彫刻文字35の底面に沿って上下動しながら塗布が行われる。つまり太さに応じた塗布量での塗布が、彫刻文字35の底面に塗りつけるようにして行える。
【0077】
xy速度と吐出口高さを変化させる塗布動作が要求された場合には、制御回路26は、作業テーブル駆動部18aおよびスライダ駆動部20aに駆動信号を出力して、これらを予め定められた一定の速度で駆動制御するとともに、制御回路26は演算結果に基づく駆動信号を吐出駆動部21cに出力して、吐出駆動部21cを駆動制御する。同時に、制御回路26は演算結果に基づく上下動信号を上下動機構駆動部23aに出力して、動作位置においての上下動機構駆動部23aの微妙な上下動を駆動制御する。
【0078】
すなわち、ディスペンサ21の吐出口24が彫刻文字35に対応した標本点Pnをなぞるように相対移動しながら、深さ情報(zn)に従って吐出量を変化させて塗布をする。吐出口24から吐出された塗料36は、彫刻文字35の彫刻された部分に塗布される。このとき彫刻文字35の太い部分では単位時間当たりの吐出量は多くなり、細い部分では吐出量は少なくなるとともに、彫刻文字35の底面に沿って上下動しながら塗布が行われる。つまり太さに応じた塗布量での塗布が、彫刻文字35の底面に塗りつけるようにして行える。
【0079】
塗料36の吐出量とxy速度と吐出口高さを変化させる塗布動作が要求された場合には、制御回路26は、演算結果に基づいて、吐出駆動部21cと作業テーブル駆動部18aとスライダ駆動部20aと上下動機構駆動部23aにそれぞれ駆動信号を出力して、これらを同期して駆動制御する。すると、吐出口24は彫刻文字35の深さに対応して上下動し、彫刻文字35の太さに応じて速度を変えながら彫刻文字35に対応した標本点Pnをなぞるように相対移動する。同時に吐出口24からは彫刻文字35の太さに応じて単位時間当たり吐出量を変えながら、彫刻文字35の彫刻された部分に塗料を吐出する。これによって、彫刻文字35の太い部分では単位時間当たりの吐出量は多く移動速度は遅くなり、細い部分では吐出量は少なく移動速度は速くなる。つまり太さに応じた塗布量での塗布が、彫刻文字35の底部に対してできる。
【0080】
以上のように、予め記憶した三次元座標情報や読み取った情報における深さ情報、あるいは読み取った情報に基づいて想定される深さ情報に基づいて、彫刻文字35の太さに応じて塗布量を変化させながら、彫刻文字35への塗装が行われる。このため、塗料36が彫刻文字35からはみ出ないようにすることができるのはもちろんのこと、塗布むらの発生を抑えることができる。塗布時に空気が入ることも抑制する。
【0081】
特に、塗布具25を用いて塗りつけるようにすることで、塗布むらの発生をより良く抑制して気泡の発生も抑えることができる。
【0082】
しかも、前記のように文字の太さの違い応じた塗布量の調整が自動的に行われるので、文字の太さに応じて均一な塗布ができるため、美麗な塗布状態が得られる。
【0083】
また、深さ情報を用いて文字の太さに対応した塗布量の調整を行うので、二次元座標を用いて彫刻文字の太さを算出して吐出量等を制御する場合と比較して、演算や制御が簡素に行えるのでよい。そのうえ、深さ情報として彫刻文字35の形成に用いた深さ情報を用いれば、既存の情報を有効利用して、作業の手間の簡素化を図れることとなる。
【0084】
この発明の構成と、前記一形態の構成との対応において、
この発明の支持台は、前記作業テーブル18に対応し、
以下同様に、
被塗装物は、前記位牌32に対応し、
スライダは、前記保持部20に対応し、
被塗装物に対して吐出口を相対移動する駆動部は、作業テーブル駆動部18aとスライダ駆動部20aに対応し、
制御部は、前記制御回路26に対応するも、
この発明は前記の構成のみに限定されるものではなく、その他の構成を採用することもできる。
【符号の説明】
【0085】
11…彫刻文字塗装装置
18…作業テーブル
20…スライダ
21…ディスペンサ
23…上下動機構
24…吐出口
25…塗布具
26…制御回路
31…被塗装物
35…彫刻文字
36…塗料
【技術分野】
【0001】
この発明は、例えば位牌や各種の銘板等に彫刻された文字に塗装を行うための装置と方法に関し、より詳しくは、美麗な塗布が簡単にできるような彫刻文字塗装装置と方法に関する。
【0002】
この発明において、「文字」は図形を含む意味で用いる。
【背景技術】
【0003】
彫刻文字への塗装は手作業で行われてきた。彫り込まれた文字部分に塗料を塗布してはみ出した部分を拭き取ってから乾燥させる。塗料が乾くと塗布むらのため、図13に示したように気泡の跡101が出ることが多々あり、そのままでは外観が悪いので細い筆で修正をすることが必要となる。はみ出した部分102をきれいに拭き取る作業も根気の要る繊細な作業であった。図13中、103は被塗装物、104は彫刻文字、105は塗料である。
【0004】
このように彫刻文字への塗布は手間がかかる作業であった。
【0005】
このため、下記特許文献1に開示されたような方法が提案されている。これは、切削ヘッドの代わりに塗料を供給するディスペンサのノズルヘッドをつけて、ノズルヘッドから塗料を間歇的に吐出して塗布するというものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−251413号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、単に塗料を吐出しただけでは、文字の太さの違いには柔軟に対応できず、文字の形に応じた美麗な塗布は期待できない。
【0008】
そこで、この発明は、美麗な塗布状態が簡単に得られるようにすることを主な目的とする。
【課題を解決するための手段】
【0009】
そのための手段は、彫刻された文字に対して塗料を塗布する彫刻文字塗装装置であって、塗料を先端の吐出口から吐出するディスペンサと、該ディスペンサを、被塗装物を支持する支持台の上方に前記吐出口を下に向けて保持する保持部と、前記支持台及び/又は保持部を駆動して前記被塗装物に対して前記吐出口を相対移動する駆動部と、彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど塗料の吐出量を増やす制御、又は前記駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御を行う制御部を備えた彫刻文字塗装装置である。
【0010】
別の手段は、彫刻された文字に対して塗料を塗布する彫刻文字塗装方法であって、彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど、塗料を先端の吐出口から吐出するディスペンサからの塗料の吐出量を増やす制御、又は前記吐出口を下に向けて前記ディスペンサを保持する保持部及び/又は前記吐出口の下方で被塗装物を支持する支持台を移動して前記吐出口を相対移動する駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御をして塗布する彫刻文字塗装方法である。
【0011】
前記深さ情報には、文字を彫刻したときの深さ情報、塗布対象を実際に測定して取得した深さ情報、彫る深さを変化させることによって文字の太さを変化させようとするときに想定される仮想の深さ情報がある。
【0012】
これらの構成によると、深さ情報に基づいて、深さ情報が深いほど塗料の吐出量が増えたり、塗料を塗布する部分の相対移動速度が遅くなったりして、深さ情報の深さが部位に吐出される塗料は量が多くなる。つまり文字の太さの違いに応じた塗布量の調整が行われる。
【発明の効果】
【0013】
この発明によれば、塗料の吐出態様が文字の太さに応じて自動的に調整されるので、文字の太さに応じて均一に塗布ができる。このため、塗布むらをなくし、はみ出しをなくすこともでき、美麗な塗布状態が得られる。
【図面の簡単な説明】
【0014】
【図1】彫刻文字塗布装置の斜視図。
【図2】彫刻文字塗布装置のブロック図。
【図3】彫刻文字を有した位牌の正面図。
【図4】塗装前と塗装後の彫刻文字を示す平面図。
【図5】塗装後の彫刻文字の断面構造を示す斜視図。
【図6】ディスペンサの先端部分を示す正面図と一部断面正面図。
【図7】ディスペンサの吐出作用例を示す斜視図。
【図8】ディスペンサの吐出作用例を示す斜視図。
【図9】文字情報記憶部の内容説明図。
【図10】文字情報についての説明図。
【図11】文字情報についての説明図。
【図12】塗装後の彫刻文字の断面構造を示す斜視図。
【図13】従来技術を示す塗装後の彫刻文字の断面構造を示す斜視図。
【発明を実施するための形態】
【0015】
この発明を実施するための一形態を、以下図面を用いて説明する。
図1は、彫刻文字塗装装置(以下、「塗装装置」という。)11を示しており、装置本体12と、これに接続されるパーソナルコンピュータ13を有する。
【0016】
パーソナルコンピュータ13は、CD−ROM、MO等の記憶媒体14またはハードディスクにインストールして記憶した彫刻文字塗装プログラムに従って、装置本体12へ塗料塗布のための情報を出力する。また入力装置15で入力された情報をモニタ16に表示する。
【0017】
前記装置本体12は、装置本体12を動作させる必要な各種のスイッチを備えた基台17と、この基台17の上面に前後方向に摺動可能に取り付けられた作業テーブル18と、前記基台17の奥側に立設された門型をなす架設部19と、この架設部19上を左右方向に摺動するスライダ20と、このスライダ20に保持されたディスペンサ21および三次元形状計測器22とで構成される。前記ディスペンサ21は、ディスペンサ21を上下動させる上下動機構23を介して保持されている。
【0018】
この上下動機構23は図2に示した上下動機構駆動部23aで、前記作業テーブル18は作業テーブル駆動部18aで、前記スライダ20はスライダ駆動部20aでそれぞれ駆動される。
【0019】
前記作業テーブル18の上面には、被塗装物31を挟んで保持するホルダ18bが備えられる。このホルダ18bに被塗装物31を保持したのち、前記ディスペンサ21の先端の吐出口24から塗料を適宜吐出して、前記スライダ20を駆動するスライダ駆動部20aと、前記作業テーブル18を駆動する作業テーブル駆動部18aと、前記上下動機構23を駆動する上下動機構駆動部23aを適宜制御することで、被塗装物31の彫刻文字に対して塗装が行われる。
【0020】
塗装装置11が塗装を行う彫刻文字には、例えば図3に示したような位牌32に形成されたものや各種の銘板、将棋の駒、バッジ、タグなどに形成されたものなどがある。前記位牌32は、位牌上板32aを台座32bに組み付けて構成されている。図4(a)に示したような彫刻されただけの彫刻文字35に対して塗装を行うと、図4(b)、図5に示したように、彫り込まれた部分の全体に塗料36が付着した状態になる。図5の斜視図は、「天」の彫刻文字35の第一画目の後半部分を示している。
【0021】
前記ディスペンサ21には、例えばエア式、バルブ式、スクリュー式、ローター式などの適宜のものが使用される。ディスペンサ21は、図1に示したように上側の駆動ユニット21aと下側の吐出ユニット21bからなり、駆動ユニット21a部分が前記上下動機構23に保持される。また吐出ユニット21bには上から塗料が供給され、その塗料が駆動ユニット21aからの駆動力で吐出される。この駆動ユニット21aは吐出駆動部21c(図2参照)で駆動される。
【0022】
吐出ユニット21bの先端は細く形成され、先端に前記吐出口24が形成されている。
【0023】
塗料を吐出するだけの場合には、図6(a)に示したように吐出ユニット21bをそのまま使用するとよいが、塗料を彫刻文字35に塗りつけようとする場合には、図6(b)に示したような塗布具25を備える。この場合、塗布具25の先端が吐出口24となる。塗布具25は、柔軟性と可撓性を有したゴムや合成樹脂、毛などで構成される。図示しないが、塗布具が一体になった吐出ユニットを用いてもよい。
【0024】
ディスペンサ21は、図7(a)に示したように塗料36を線状に塗布することも、図7(b)に示したように点状に塗布することも、その塗布間隔を変えることもできる。また、図8(a)に示したように、塗料36を線状に塗布するときに前記吐出ユニット21cを制御して塗料36の吐出量を連続的に変えることによって線の太さを変えることができ、同様に、図8(b)に示したように点状に塗布するときに塗料36の塗布量を変えることによって点の大きさを変えることができる。
【0025】
前記三次元形状計測器22は、光源とCCDカメラを備える周知の装置で構成され、光源から投影して被塗布物31上の像をCCDカメラで撮影して処理し、実際に彫られた彫刻文字35の三次元形状をデジタル情報に変換し、前記パーソナルコンピュータ13に入力する。
【0026】
前記パーソナルコンピュータ13のハードディスク(記憶装置)には、塗布する彫刻文字35の文字情報を記憶する文字情報記憶部を有している。この文字情報記憶部には、図9に示したように塗布する彫刻文字35の標本点の三次元座標情報(x,y,z)を記憶する。
【0027】
三次元座標情報には、文字を彫刻したときの三次元座標情報と、塗布対象である彫刻文字を実際に測定して取得した三次元座標情報と、彫る深さを変化させることによって文字の太さを変化させようとするときに想定される仮想の三次元座標情報の3種類がある。
【0028】
彫刻文字35の標本点における三次元座標情報とは、文字を構成する線の中心線上(面積の比較的広い部分を有する図形の場合には適宜設定された線上)に設定した多数の標本点におけるたてよこの二次元座標情報のほかに、彫る深さを変化させることによって彫刻文字の太さを変化させた場合の深さ情報を有するものである。より具体的に説明すると、図10(a)に示したように「天」という文字がある場合、その文字を構成する各線の中心線上に多数の標本点Pを設定し、これら標本点Pの座標を三次元で捉える。三次元とは、たて、よこ、深さであって、たてよこ、つまりX軸とY軸は通常通りであるが、その他に図11(b)に示したような彫刻文字35の深さdである深さ情報、つまりZ軸を用いる。図9(a)は前述と同様に「天」の第一画目の後半部分の平面図であり、図11(b)はその断面図である。
【0029】
このような三次元座標情報からなる塗布する彫刻文字35の文字情報のうち、深さ情報を用いて演算を行い、たてよこの情報に基づいて前記作業テーブル駆動部18aとスライダ駆動部20aを駆動するとともに、塗料の吐出量(Q)または前記作業テーブル駆動部18a及びスライダ駆動部20aの駆動速度(V)の少なくともいずれか一方の駆動状態を設定する。また必要に応じて、塗料の吐出量(Q)または前記作業テーブル駆動部18a及びスライダ駆動部20aの駆動速度(V)の少なくともいずれかとともに、前記上下動機構駆動部23aの駆動による吐出口高さ(h)を設定する。
【0030】
図2は、塗装装置11の構成を示すブロック図である。制御回路26は、プログラムを格納したROM及び動作に必要なデータを記憶するRAMを内蔵しており、前記パーソナルコンピュータ13や三次元形状計測器22からのデータを入力し、演算を行うとともに各部のデータのやり取りを制御する。
【0031】
パーソナルコンピュータ13は、予め記憶された前記三次元座標情報、又は前記三次元形状計測器22による計測で得られた前記三次元座標情報を記憶して、この三次元座標情報は要求に応じて制御回路26に出力される。前記予め記憶された三次元座標情報には、実際に彫刻文字35を形成するときに使用する三次元座標情報と、彫る深さを変化させることによって文字の太さを変化させようとするときに文字の太さ情報から想定される仮想の深さ情報を有する仮想の三次元座標情報がある。
【0032】
吐出駆動部21cは、前記ディスペンサ21の駆動ユニット21aを駆動するもので、前記制御回路26からの出力に従って、吐出駆動部21cは塗料の吐出を行い、吐出を止める。また、その入力された吐出量信号に応じて塗料の吐出量を変化させる。
【0033】
前記上下動機構駆動部23aは、前記ディスペンサ21の吐出ユニット21bを上下方向に駆動するもので、被塗装物31の上方に離れた退避位置と被塗装物31に接近する動作位置との間を上下方向に移動させる。また前記制御回路26から出力された降下高さ信号に従って、塗料を吐出する動作位置における吐出ユニット21bの先端の吐出口24の降下高さを変化させるべく上下方向(Z軸方向)に移動させる。移動は、作業テーブル駆動部18aとスライダ駆動部20aの駆動速度に対応した速度で行われる。
【0034】
前記作業テーブル駆動部18aは、前記被塗布物31を前後方向に移動させるもので、前記制御回路26から出力された前後位置信号に従って、作業テーブルを前後方向(Y軸方向)に移動させる。移動は、予め設定された一定速度、または制御回路26から出力された駆動速度信号に応じた駆動速度で行われる。
【0035】
前記スライダ駆動部20aは、前記スライダ20を左右方向に移動させるもので、前記制御回路から出力された左右位置信号に従って、スライダ20を左右方向(X軸方向)に移動させる。移動は、予め設定された一定速度、または制御回路26から出力された駆動速度信号に応じた駆動速度で行われる。
【0036】
前記制御回路26は、前記深さ情報に基づいて、深さ情報が深いほど塗料の吐出量(Q)を増やす制御、又は前記作業テーブル駆動部18aとスライダ駆動部20aの駆動速度(V)を遅くする制御の少なくともいずれか一方の制御を行う。これらいずれかの制御とともに、又はこれら双方の制御とともに、前記深さ情報に基づいて深さ情報が深いほど吐出口高さ(h)(降下位置)を下げる制御を行うこともできる。
【0037】
この制御回路26で行われる演算と制御について次に説明する。
まず、作業テーブル駆動部18aとスライダ駆動部20aとの駆動速度(以下、「xy速度」という。)を一定にして塗料36の吐出量のみを変化させる場合には、多数の標本点のうちのある一標本点Pa(図9参照)での吐出量(Qa)をその一標本点でのxy速度との関係で決定する。ここで、標本点は十分に小さな区間(距離)を有する。
【0038】
標本点Paでの吐出量Qaの決定に際しては、ディスペンサ21の吐出能力、すなわち単位時間当たりの吐出量(Q)の上限および下限と、前記一標本点Paにおける深さ情報(za)を考慮して行う。この一標本点Paを基準点Paとして、この基準点Paでの吐出量(Qa)を基準値として用いる。この基準点Paでの基準値を用いて適宜の標本点Pnでの吐出量(Qn)を算出する。
【0039】
演算は、基準点Paの深さ情報(za)を「1」とした場合の標本点Pnの深さ情報(zn)の値である補正値に基準点Paの吐出量(Qa)を乗算した値を、標本点Pnでの吐出量(Qn)とする。
【0040】
つまり、標本点Pnでの吐出量(Qn)は次の計算式で得られ、彫刻文字35の太い部分ほど塗料36の吐出量を多くすることができる。
【0041】
【数1】
次に、塗料36の吐出量を一定にしてxy速度のみを変化させる場合には、ある一標本点Paでのxy速度(Va)をその一標本点での吐出量(Qa)との関係で決定する。この決定に際しては、ディスペンサ21の吐出能力、すなわち単位時間当たりの吐出量(Q)と前記一標本点Paにおける深さ情報(za)を考慮して行う。この一標本点Paを基準点Paとして、この基準点Paでのxy速度(Va)を基準値として用いる。この基準点Paでの基準値を用いて適宜の標本点Pnでのxy速度(Vn)を算出する。
【0042】
演算は、標本点Pnの深さ情報(zn)を「1」とした場合の基準点Paの深さ情報(za)の値である補正値に基準点Paのxy速度(Va)を乗算した値を、標本点Pnでのxy速度(Vn)とする。
【0043】
つまり、標本点Pnでのxy速度(Vn)は次の計算式で得られ、彫刻文字35の太い部分ほどxy速度(Vn)を遅くして塗料36の吐出量を多くすることができる。
【0044】
【数2】
塗料36の吐出量とxy速度の双方を変化させる場合には、一標本点Pnにおける塗料36の吐出量かxy速度の一方を決定して、この値に基づいて他方の値を算出し、十分に小さな区間である一標本点Pnでの吐出量(Q)又はxy速度(V)を得る。
【0045】
具体的には次のように演算を行う。ある点、A点とB点を想定して、A点からB点への移動距離がLで、A点からB点への移動速度をVtとした場合、A点からB点への所要時間tは次の計算式で表せる。
【0046】
【数3】
そして単位時間あたりの吐出量をQrとすると、A点からB点の間での吐出量Qtは、次の計算式で得られる。
【0047】
【数4】
ここで、基準点での吐出量Qaとすると、A点とB点の間の吐出量Qtは前記の数式1の計算式と同じであるので、次の関係が成り立つ。なお、A点とB点の間の距離が十分に小さければ、A点とB点の間は1個の標本点とみなすことができるので、A点とB点の間の深さをznとする。
【0048】
【数5】
したがって、A点とB点のとの間で必要な吐出量を、決定したxy速度(Vt)でまかなうには、次の計算式で吐出量が算出できる。
【0049】
【数6】
一方、A点とB点のとの間で必要な吐出量を、決定した吐出量(Qr)でまかなうには、次の計算式でxy速度が得られる。
【0050】
【数7】
なお、ディスペンサの吐出能力や塗料36の粘度によって、吐出量やxy速度に限度がある場合には、例えば吐出量を決定してxy速度を得るだけではなく、xy速度を決定して吐出量を演算するなど、吐出量とxy速度のいずれを決定するかを適宜変更して、制御を行う。
【0051】
前記の数式6、7の計算式に従った演算結果に基づいて、塗料36の吐出量とxy速度とを同期して制御すると、彫刻文字35の太い部分ほど塗料36の吐出量を多くするとともにxy速度を遅くして塗料36の吐出量を多くすることができる。
【0052】
塗料36の吐出量と吐出口24の高さを変化させる場合には、前記xy速度を一定にして塗料36の吐出量のみを変化させる場合の演算によって標本点Pnでの塗料36の吐出量を算出するとともに、標本点Pnでの深さ情報(zn)に基づいて吐出口高さ(hn)を算出して、これらを同期して制御する。
【0053】
吐出口高さの算出は、標本点Pnの深さ情報(zn)が、実際に三次元形状に彫られた彫刻文字35の場合の底面に相当する値であるので、吐出口24の大きさや塗料36の粘度、塗布具25の有無、彫刻文字35の大きさ等に応じて適宜定められた定数を減算して行う。塗布具25を有する場合には、前記の定数を塗布具25がない場合に比して小さくして、吐出口24が彫刻文字35の底面に接するか近接する状態にするとよい。
【0054】
つまり、標本点Pnでの吐出口高さ(hn)は、次の式で得られ、三次元形状に彫られた彫刻文字35の場合に深さの深い標本点ほど、深い位置で塗料36の吐出が行え、むらの発生を抑制した塗布ができる。
【0055】
【数8】
xy速度量と吐出口24の高さを変化させる場合には、前記吐出量を一定にしてxy速度のみを変化させる場合の演算によって標本点Pnでのxy速度(Vn)を算出するとともに、標本点Pnでの深さ情報(zn)に基づいて吐出口高さ(hn)を算出して、これらを同期して制御する。吐出口高さ(hn)の算出は、前記と同様に、数式8の演算により算出する。
【0056】
つまり、三次元形状に彫られた彫刻文字35の場合に深さの深い標本点ほど、深い位置で塗料36の吐出が行え、むらの発生を抑制した塗布ができる。
【0057】
塗料36の吐出量とxy速度の双方を変化させるとともに、吐出口24の高さを変化させる場合には、前記の数式6、7の計算式に基づく演算により、標本点Pnでの吐出量(Qn)とxy速度(Vn)を算出するとともに、前記の数式8の計算式に基づく演算により吐出口24の吐出高さ(hn)を算出して、これらを同期して制御する。
【0058】
つまり、2つの演算結果に基づいて同期して制御すると、彫刻文字35の太い部分ほど塗料36の吐出量を多くするとともにxy速度を遅くして塗料36の吐出量を多くして、深い部分ほど深い位置で塗料36の吐出が行え、むらの発生を抑制した塗布ができる。
【0059】
このようにして演算が行われ、標本点Pnにおける塗料36の吐出量(Qn)やxy速度(Vn)、吐出口高さ(hn)が決定されるが、標本点Pn間の長さによって連続性が損なわれる場合には、標本点Pn間を補間すればよい。例えば標本点P1とP2の間を補間する場合には、まず、P1とP2の間の距離をLとして、深さz1とz2の間の勾配を算出する。
【0060】
すなわち、zの勾配(K)を用いて、P1、P2間の点Pmの深さ情報(zm)を求める。演算は次の式で行える。
【0061】
【数9】
以下、制御回路26が行う制御動作を説明する。
まず、三次元座標情報として、被塗布物31に彫刻文字35を彫刻した際の三次元座標情報を有する場合について説明すると、塗布しようとする彫刻文字35を入力装置15からパーソナルコンピュータ13に入力したときに、パーソナルコンピュータ13は対応する文字情報を文字情報記憶部から検索して、制御回路26に出力する。
【0062】
つぎに、三次元座標情報として、彫刻されている彫刻文字35を実際に測定して三次元座標情報を取得する場合について説明すると、被塗布物31を作業テーブル18上に固定した後、作業テーブル駆動部18aとスライダ駆動部20aを駆動して、スライダ20に保持した三次元形状計測器22で彫刻文字35の形状を測定して実際の三次元座標情報を取得する。この三次元座標情報は、パーソナルコンピュータ13の文字情報記憶部または制御回路26の記憶部に記憶され、制御回路26は前記三次元座標情報を必要に応じて適宜読み出せるようになる。
【0063】
最後に、三次元座標情報として、彫る深さを変化させることによって文字の太さを変化させようとするときに想定される仮想の深さ情報を有する場合について説明すると、深く彫れば太くなる彫刻文字を想定した場合の彫刻文字35のアウトライン情報に基づいて得られる仮想の深さ情報を有する三次元座標情報を、予めパーソナルコンピュータ13の文字情報記憶部または制御回路26の記憶部に記憶され、制御回路26は前記三次元座標情報を必要に応じて適宜読み出せるようになる。前記と同様に、前記三次元形状計測器22あるいはこれに代えて備えた二次元形状計測器で計測して取得した彫刻文字35のアウトライン情報に基づいて算出した仮想の深さ情報をパーソナルコンピュータ13の文字情報記憶部等に記憶することもできる。彫刻文字35の計測は、塗布装置11とは別体の装置で行って、その計測情報を記憶しておくこともできる。
【0064】
制御回路26は、パーソナルコンピュータ13を介して指定された彫刻文字35の三次元座標情報と、予め設定された吐出量又はxy速度等に基づいて、前記の必要な演算を行う。
【0065】
そして、塗布装置11を駆動するための駆動信号が入力されれば、その信号の要求に従って、前記の演算結果に基づいて各駆動部18a,20a,21c,23aを駆動制御する。
【0066】
具体的には、まず、上下動駆動機構駆動部23aに駆動信号を出力して、ディスペンサ21の吐出ユニット21bを動作位置に降下させる。
【0067】
そして、塗料の吐出量のみを変化させる塗布動作が要求された場合には、制御回路26は、作業テーブル駆動部18aおよびスライダ駆動部20aに駆動信号を出力して予め定められた一定の速度で作業テーブル18とスライダ20の駆動を制御する。これに同期して、演算結果に基づいて吐出駆動部21cに駆動信号を出力して塗料36を吐出して塗布を行う。
【0068】
すなわち、ディスペンサ21の吐出口24が彫刻文字に対応した標本点Pnをなぞるように相対移動しながら、吐出口24から吐出された塗料36が彫刻文字35の彫刻された部分に塗布される。このとき、彫刻文字35の太い部分では単位時間当たりの吐出量は多くなり、細い部分では吐出量は少なくなる。つまり太さに応じた塗布量での塗布ができる。
【0069】
ディスペンサ21が塗布具25を備える場合には、塗料36は彫刻された部分に塗布されるとともに、吐出口24を有する塗布具25で塗りつけられる。塗布は、図5に示したように塗料36が比較的薄くのるように行うほか、図示しないが彫りこまれた部分を埋めるようにしてもよい。以下同様である。
【0070】
図12に示した彫刻文字35のように、実際の彫刻文字35の深さが一定の場合でも、太さに応じた塗布量での塗布ができる。このとき、標本点Pnでの深さ情報(zn)とは別の実際の彫刻文字35の深さ情報に基づいて、吐出ユニット21bの動作位置での吐出口24の高さを、前記の数式8と同様の演算によって、彫刻文字35の底面をなぞるように調整して塗布ができるようにするとよい。以下同様である。
【0071】
xy速度のみを変化させる塗布動作が要求された場合には、制御回路26は、塗料36の吐出量を予め定められた一定量とするように吐出駆動部21cに駆動信号を出力して吐出駆動部21cを駆動制御する。これに同期して、演算結果に基づいて作業テーブル駆動部18aとスライダ駆動部20aにも駆動信号を出力して、深さ情報に従ってxy速度を変化させながら作業テーブル駆動部18aとスライダ駆動部20aを駆動する。
【0072】
すなわち、ディスペンサ21の吐出口24が彫刻文字35に対応した標本点をなぞるように相対移動しながら、吐出口24から吐出された塗料が彫刻文字35の彫刻された部分に塗布される。彫刻文字35の太い部分ではxy速度が遅くなってその部分に対する塗布量が多くなり、逆に細い部分ではxy速度が速くなってその部分に対する塗布量が少なくなる。つまり太さに応じた塗布量での塗布ができる。
【0073】
塗料36の吐出量とxy速度を変化させる塗布動作が要求された場合には、制御回路26は、演算結果に基づいて、吐出駆動部21cと作業テーブル駆動部18aとスライダ駆動部20aにそれぞれ駆動信号を出力して、吐出駆動部21cと作業テーブル駆動部18aとスライダ駆動部20aを同期して駆動制御する。すると、吐出口24は彫刻文字35の太さに応じて速度を変えながら彫刻文字35に対応した標本点Pnをなぞるように相対移動する。同時に吐出口24からは彫刻文字35の太さに応じて単位時間当たり吐出量を変えながら、彫刻文字35の彫刻された部分に塗料が吐出される。
【0074】
これによって、彫刻文字35の太い部分では単位時間当たりの吐出量は多く移動速度は遅くなり、細い部分では吐出量は少なく移動速度は速くなる。つまり太さに応じた塗布量での塗布ができる。
【0075】
塗料36の吐出量と吐出口高さを変化させる塗布動作が要求された場合には、制御回路26は、作業テーブル駆動部18aおよびスライダ駆動部20aに駆動信号を出力して、これらを予め定められた一定の速度で駆動制御するとともに、制御回路26は演算結果に基づく駆動信号を吐出駆動部21cに出力して、吐出駆動部21cを駆動制御する。同時に、制御回路26は演算結果に基づく上下動信号を上下動機構駆動部23aに出力して、動作位置においての上下動機構駆動部23aの微妙な上下動を駆動制御する。
【0076】
すなわち、ディスペンサ21の吐出口24が彫刻文字35に対応した標本点Pnをなぞるように相対移動しながら、深さ情報(zn)に従って吐出量を変化させて塗布をする。吐出口24から吐出された塗料36は、彫刻文字35の彫刻された部分に塗布される。このとき彫刻文字35の太い部分では単位時間当たりの吐出量は多くなり、細い部分では吐出量は少なくなるとともに、彫刻文字35の底面に沿って上下動しながら塗布が行われる。つまり太さに応じた塗布量での塗布が、彫刻文字35の底面に塗りつけるようにして行える。
【0077】
xy速度と吐出口高さを変化させる塗布動作が要求された場合には、制御回路26は、作業テーブル駆動部18aおよびスライダ駆動部20aに駆動信号を出力して、これらを予め定められた一定の速度で駆動制御するとともに、制御回路26は演算結果に基づく駆動信号を吐出駆動部21cに出力して、吐出駆動部21cを駆動制御する。同時に、制御回路26は演算結果に基づく上下動信号を上下動機構駆動部23aに出力して、動作位置においての上下動機構駆動部23aの微妙な上下動を駆動制御する。
【0078】
すなわち、ディスペンサ21の吐出口24が彫刻文字35に対応した標本点Pnをなぞるように相対移動しながら、深さ情報(zn)に従って吐出量を変化させて塗布をする。吐出口24から吐出された塗料36は、彫刻文字35の彫刻された部分に塗布される。このとき彫刻文字35の太い部分では単位時間当たりの吐出量は多くなり、細い部分では吐出量は少なくなるとともに、彫刻文字35の底面に沿って上下動しながら塗布が行われる。つまり太さに応じた塗布量での塗布が、彫刻文字35の底面に塗りつけるようにして行える。
【0079】
塗料36の吐出量とxy速度と吐出口高さを変化させる塗布動作が要求された場合には、制御回路26は、演算結果に基づいて、吐出駆動部21cと作業テーブル駆動部18aとスライダ駆動部20aと上下動機構駆動部23aにそれぞれ駆動信号を出力して、これらを同期して駆動制御する。すると、吐出口24は彫刻文字35の深さに対応して上下動し、彫刻文字35の太さに応じて速度を変えながら彫刻文字35に対応した標本点Pnをなぞるように相対移動する。同時に吐出口24からは彫刻文字35の太さに応じて単位時間当たり吐出量を変えながら、彫刻文字35の彫刻された部分に塗料を吐出する。これによって、彫刻文字35の太い部分では単位時間当たりの吐出量は多く移動速度は遅くなり、細い部分では吐出量は少なく移動速度は速くなる。つまり太さに応じた塗布量での塗布が、彫刻文字35の底部に対してできる。
【0080】
以上のように、予め記憶した三次元座標情報や読み取った情報における深さ情報、あるいは読み取った情報に基づいて想定される深さ情報に基づいて、彫刻文字35の太さに応じて塗布量を変化させながら、彫刻文字35への塗装が行われる。このため、塗料36が彫刻文字35からはみ出ないようにすることができるのはもちろんのこと、塗布むらの発生を抑えることができる。塗布時に空気が入ることも抑制する。
【0081】
特に、塗布具25を用いて塗りつけるようにすることで、塗布むらの発生をより良く抑制して気泡の発生も抑えることができる。
【0082】
しかも、前記のように文字の太さの違い応じた塗布量の調整が自動的に行われるので、文字の太さに応じて均一な塗布ができるため、美麗な塗布状態が得られる。
【0083】
また、深さ情報を用いて文字の太さに対応した塗布量の調整を行うので、二次元座標を用いて彫刻文字の太さを算出して吐出量等を制御する場合と比較して、演算や制御が簡素に行えるのでよい。そのうえ、深さ情報として彫刻文字35の形成に用いた深さ情報を用いれば、既存の情報を有効利用して、作業の手間の簡素化を図れることとなる。
【0084】
この発明の構成と、前記一形態の構成との対応において、
この発明の支持台は、前記作業テーブル18に対応し、
以下同様に、
被塗装物は、前記位牌32に対応し、
スライダは、前記保持部20に対応し、
被塗装物に対して吐出口を相対移動する駆動部は、作業テーブル駆動部18aとスライダ駆動部20aに対応し、
制御部は、前記制御回路26に対応するも、
この発明は前記の構成のみに限定されるものではなく、その他の構成を採用することもできる。
【符号の説明】
【0085】
11…彫刻文字塗装装置
18…作業テーブル
20…スライダ
21…ディスペンサ
23…上下動機構
24…吐出口
25…塗布具
26…制御回路
31…被塗装物
35…彫刻文字
36…塗料
【特許請求の範囲】
【請求項1】
彫刻された文字に対して塗料を塗布する彫刻文字塗装装置であって、
塗料を先端の吐出口から吐出するディスペンサと、
該ディスペンサを、被塗装物を支持する支持台の上方に前記吐出口を下に向けて保持する保持部と、
前記支持台及び/又は保持部を駆動して前記被塗装物に対して前記吐出口を相対移動する駆動部と、
彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど塗料の吐出量を増やす制御、又は前記駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御を行う制御部を備えた
彫刻文字塗装装置。
【請求項2】
前記制御部が、前記深さ情報に基づいて、前記深さ情報が深いほど前記吐出口を下げる制御を行うものである
請求項1に記載の彫刻文字塗装装置。
【請求項3】
前記吐出口に、吐出された塗料を塗りつける塗布具が備えられた
請求項1または請求項2に記載の彫刻文字塗装装置。
【請求項4】
彫刻された文字に対して塗料を塗布する彫刻文字塗装方法であって、
彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、
前記深さ情報が深いほど、塗料を先端の吐出口から吐出するディスペンサからの塗料の吐出量を増やす制御、又は前記吐出口を下に向けて前記ディスペンサを保持する保持部及び/又は前記吐出口の下方で被塗装物を支持する支持台を移動して前記吐出口を相対移動する駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御をして塗布する
彫刻文字塗装方法。
【請求項5】
前記深さ情報が深いほど、前記吐出口の位置を下げる
請求項4に記載の彫刻文字塗装方法。
【請求項6】
前記塗料の塗布が、塗料の吐出のみで行われる
請求項4または請求項5に記載の彫刻文字塗装方法。
【請求項7】
前記塗料の塗布が、吐出された塗料を塗りつけて行われる
請求項4または請求項5に記載の彫刻文字塗装方法。
【請求項1】
彫刻された文字に対して塗料を塗布する彫刻文字塗装装置であって、
塗料を先端の吐出口から吐出するディスペンサと、
該ディスペンサを、被塗装物を支持する支持台の上方に前記吐出口を下に向けて保持する保持部と、
前記支持台及び/又は保持部を駆動して前記被塗装物に対して前記吐出口を相対移動する駆動部と、
彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、前記深さ情報が深いほど塗料の吐出量を増やす制御、又は前記駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御を行う制御部を備えた
彫刻文字塗装装置。
【請求項2】
前記制御部が、前記深さ情報に基づいて、前記深さ情報が深いほど前記吐出口を下げる制御を行うものである
請求項1に記載の彫刻文字塗装装置。
【請求項3】
前記吐出口に、吐出された塗料を塗りつける塗布具が備えられた
請求項1または請求項2に記載の彫刻文字塗装装置。
【請求項4】
彫刻された文字に対して塗料を塗布する彫刻文字塗装方法であって、
彫る深さを変化させることによって文字の太さを変化させた場合の深さ情報に基づいて、
前記深さ情報が深いほど、塗料を先端の吐出口から吐出するディスペンサからの塗料の吐出量を増やす制御、又は前記吐出口を下に向けて前記ディスペンサを保持する保持部及び/又は前記吐出口の下方で被塗装物を支持する支持台を移動して前記吐出口を相対移動する駆動部の駆動速度を遅くする制御の少なくともいずれか一方の制御をして塗布する
彫刻文字塗装方法。
【請求項5】
前記深さ情報が深いほど、前記吐出口の位置を下げる
請求項4に記載の彫刻文字塗装方法。
【請求項6】
前記塗料の塗布が、塗料の吐出のみで行われる
請求項4または請求項5に記載の彫刻文字塗装方法。
【請求項7】
前記塗料の塗布が、吐出された塗料を塗りつけて行われる
請求項4または請求項5に記載の彫刻文字塗装方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−236132(P2012−236132A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−105857(P2011−105857)
【出願日】平成23年5月11日(2011.5.11)
【出願人】(399031218)株式会社彫刻アイデア社 (1)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月11日(2011.5.11)
【出願人】(399031218)株式会社彫刻アイデア社 (1)
【Fターム(参考)】
[ Back to top ]