
微多孔膜、その製造方法、及びその電池用セパレータフィルムとしての使用
電池用セパレータフィルムとして用いるのに好適なポリマー微多孔膜、このような膜の製造方法、このような膜を電池用セパレータとして有する電池、このような電池の製造方法、及びこのような電池の使用方法を開示する。

【発明の詳細な説明】
【優先権主張】
【0001】
本願は、2009年12月18日に出願の米国予備特許出願第61/287,919号、及び2010年2月12日に出願のヨーロッパ特許出願第10153503.7号に基づく優先権を主張する。これらの各々の内容は全て参照により本明細書に組み入れる。
【関連出願の相互参照】
【0002】
本願は、2010年1月13日に出願の米国予備特許出願第61/294,657号(2010EM007)に関連する。この出願の開示は全て参照により本明細書に組み入れる。
【技術分野】
【0003】
本出願では、電池用セパレータフィルムとして使用するのに好適なポリマー微多孔膜、このような膜を製造する方法、電池用セパレータとしてこのような膜を有する電池、及びこのような電池を製造し使用する方法を開示する。
【背景技術】
【0004】
微多孔膜は、例えば一次及び二次のリチウム電池、リチウムポリマー電池、ニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛二次電池等の電池用セパレータとして用いることができる。微多孔膜を電池用セパレータ、特にリチウムイオン電池用セパレータに用いる場合、膜特性は電池の特性、生産性及び性能に著しく影響する。比較的高いセパレータの透過性(一般に透気度で測定)は電池の内部抵抗を低くするので好ましいが、透過性を改善すると膜強度が低下するおそれがある。従って、微多孔膜は、膜厚均一性のような他の重要な膜特性を低下させることなく、透気度及び強度の適度なバランスを有するのが好ましい。
【0005】
微多孔膜を製造する一つの方法(「湿式法」と呼ばれる)は、ポリマー及び希釈剤の混合物を押出し、得られた押出成形体を延伸し、次いで希釈剤を除去する工程を有する。工程の追加又は修正により膜特性を改善する方法を開示した先行技術文献がある。例えば、特開2001-192487号及び特開2001-172420号は比較的大きな突刺強度を有するが透気度が損なわれた比較的厚い(27μm)微多孔膜の例を開示している。前記膜は熱処理工程及びそれに続く乾式延伸工程を有する湿式法により製造される。このような膜の突刺強度は改善されるが、高すぎる(劣る)透気度(ガーレー値)を有する点で望ましくない。
【0006】
他の文献は、別の溶媒を使用することにより特性を改善した膜の製造方法を開示している。例えば、米国特許出願公開第2006/0103055号は、ポリオレフィン/溶媒混合物にポリオレフィンの結晶化温度以上の温度で熱誘起液−液相分離を起こさせることにより透気度及び突刺強度特性を改善した微多孔膜を開示している。このような溶媒は高価で取り扱いが困難である。
【0007】
さらに別の文献は、別のポリオレフィンを用いることにより特性を改善した膜を製造する方法を提案している。超高分子量ポリエチレンを含有する膜は高強度を有することが知られている。例えば国際公開第2007/015547号は、1×106以上の質量平均分子量を有する超高分子量ポリエチレンを15質量%以下の割合(膜の質量を基準とする)で含有するポリマー樹脂から製造した比較的高強度の膜を開示している。前記膜は、ポリエチレン樹脂と膜形成用溶媒との溶融混練物をダイから押出して押出成形体を作製し、膜厚方向に温度分布を有するように成形体を冷却してゲル状シートを形成し、ポリエチレン樹脂の結晶分散温度より10℃高い温度から結晶分散温度より30℃高い温度までの温度で前記ゲル状シートを延伸し、前記シートから溶媒を除去し、次いで前記シートを1.05〜1.45倍に再延伸することにより製造することができる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
微多孔膜の強度を向上するために種々の改善がなされたが、さらなる改善が望まれる。
【課題を解決するための手段】
【0009】
この開示の一つの特徴は、例えばポリオレフィン/希釈剤混合物のようなポリマーと希釈剤の混合物から形成した延伸ポリマー微多孔膜の膜厚均一性及び強度を改善する方法である。得られる膜が目標レベル以上の膜厚均一性(例えば、少ないダイ起因欠点)及び強度(例えば、突刺強度、引張強度等の一つ以上)を有するためには、湿式法において、(i) 製造に用いる前記ポリマー/希釈剤混合物中のポリマーの相対量を低下させるとともに、(ii) 延伸中に混合物が曝される温度(「延伸温度」)を低下させれば良いことが分った。
【0010】
この開示のもう一つの特徴は微多孔膜を製造する方法である。この方法は、(i) ポリマー/希釈剤混合物中のポリマーの相対量と(ii) 膜厚均一性との関数的な関係を求める工程と、その関係から満足な膜厚均一性を有する微多孔膜が得られる目標量を決める工程とを有し、前記ポリマー/希釈剤混合物中のポリマーの目標量は約40.0重量%未満であり、前記ポリマー/希釈剤混合物中のポリマーの相対量をその目標量に設定し、満足な膜厚均一性を有する微多孔膜を製造する。
【0011】
この開示のさらにもう一つの特徴によれば、この方法はさらに、延伸温度と膜強度(例えば突刺強度、引張強度等の一つ以上)との関数的な関係を求め、この関係から目標レベル以上の強度を有する微多孔膜が得られる目標の延伸温度を決め、目標温度を達成するように延伸温度を設定し、目標レベル以上の強度を有する微多孔膜を製造する。
【0012】
従って、本発明の一実施形態は、20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有するとともに、1.0×106以下のMwを有する第一のポリマーと、1.0×106超のMwを有する第二のポリマーとからなり、実質的にダイ起因欠点がない微多孔膜であることを特徴とするポリマー膜に関する。
【0013】
本発明の別の実施形態は、ある延伸温度でポリマー/希釈剤混合物を延伸することにより得られる微多孔膜の膜厚均一性及び強度を改善する方法であって、
(a) 膜厚均一性を改善するためにポリマー/希釈剤混合物中のポリマーの相対量を低下させ、
(b) 膜強度の目標を達成するために延伸温度を低下させる
方法に関する。
【0014】
本発明のさらに別の実施形態は、第一層と、第三層と、第一層と第三層との間の第二層とを有する膜であって、前記第一層及び前記第三層はポリエチレンと、層(場合に応じて第一層又は第三層)の重量当たり10.0重量%以上のポリプロピレンとを含有し、前記第二層はその重量当たり1.0重量%以下のポリプロピレンを含有し、前記膜は165.0℃以上のメルトダウン温度及び1.0×103 kgf/cm2以上のTD方向の引張強度を有するとともに、少なくとも一つの平面方向において105℃で8.0%以下の熱収縮率を有し、かつ実質的にダイ起因欠点がない微多孔膜であることを特徴とする膜に関する。
【0015】
本発明はまた上記実施形態による膜製品、前記膜製品の電池用セパレータフィルムとしての使用、及びこのような膜を有する電池に関する。例えば本発明の一実施形態は、電解質と、正極と、負極と、正極と負極との間に設けられたセパレータとを有する電池であって、前記セパレータが20.0 gf/1.0μm以上の規格化された突刺強度及び50.0秒/100 cm3/1.0μm以下の規格化された透気度を有し、1.0×106以下のMwを有する第一のポリマーと1.0×106超のMwを有する第二のポリマーとからなり、実質的にダイ起因欠点がない微多孔膜である膜からなることを特徴とする電池に関する。
【図面の簡単な説明】
【0016】
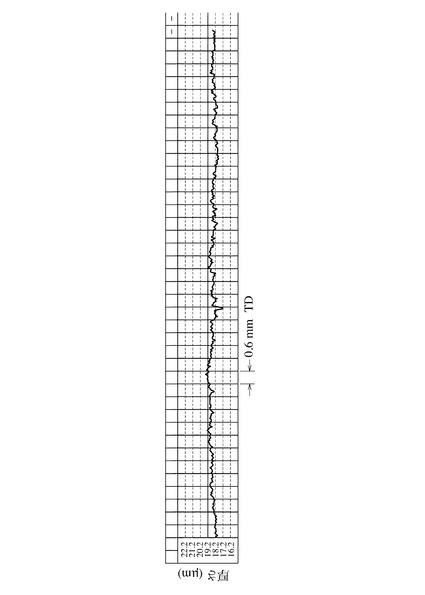
【図1】実質的にダイ起因欠点がない(例えば満足なTD方向の膜厚均一性を有する)微多孔膜をTD方向に沿って測定した膜厚分布を示す。
【0017】
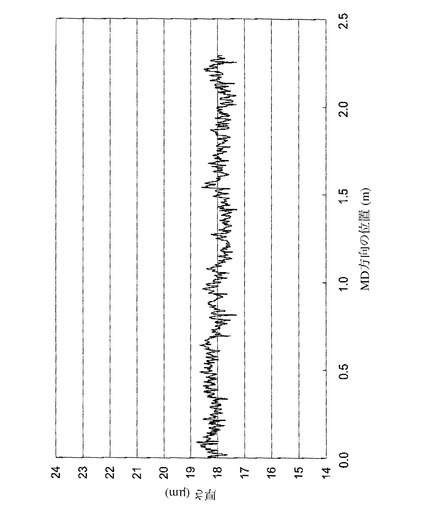
【図2】満足なMD方向の膜厚均一性を有する微多孔膜をMD方向に沿って測定した膜厚分布を示す。
【発明を実施するための最良の形態】
【0018】
本発明は、ポリマーを含有し、高い膜厚均一性、透過性及び強度を有する微多孔膜に関する。膜強度を改善するために1.0×106超の重量平均分子量を有するポリマー(例えば、超高分子量(UHMW)ポリオレフィンのようなUHMWポリマー)を使用すると、膜厚均一性が低下するおそれがあることが分った。押出しにより製造した膜には、ダイ起因欠点のような膜厚の非均一性が認められることがある。本発明は一部には、ポリマー/希釈剤混合物中のポリマーの相対量(例えば、押出量)及び押出成形体の延伸温度を規制してこの欠点を克服し、もって強度及び膜厚均一性が改善された膜を製造することに関する。
【0019】
種々の形態(実施形態)を以下詳細に説明するが、この説明はこの開示の広い範囲内の他の形態を排除するものではない。本明細書及び特許請求の範囲では、用語「ポリマー」は、複数の高分子化合物(一種以上のモノマーからなる繰り返し単位を有する高分子化合物)を含む組成物を意味する。高分子化合物は異なる大きさ、分子構造、原子含有量等を有していても良い。用語「ポリマー」はコポリマー、ターポリマー等のような高分子化合物を含む。「ポリエチレン」は50%(数基準)以上のエチレン系繰り返し単位を含有するポリオレフィンを意味し、好ましくはポリエチレンホモポリマー及び/又はポリエチレンコポリマー(繰り返し単位の少なくとも85%(数基準)がエチレン単位)である。「ポリプロピレン」は50%(数基準)超のプロピレン繰り返し単位を含有するポリオレフィンを意味し、好ましくはポリプロピレンホモポリマー及び/又はポリプロピレンコポリマー(繰り返し単位の少なくとも85%(数基準)がプロピレン単位)である。「微多孔膜」は微細孔を有する薄い膜であり、膜の細孔の90.0体積%以上は0.01〜10.0μmの平均径を有する微細孔である。押出成形体から製造される膜について、長手方向(MD方向)は押出成形体がダイから製造される方向と定義し、横手方向(TD方向)は押出成形体のMD方向及び膜厚方向の両方に対して直交する方向と定義する。
【0020】
微多孔膜の組成及び構造
本明細書に開示の一つの実施形態は、強度、透過性及び膜厚均一性のバランスが改善された微多孔膜(単層膜及び多層膜を含む)に関する。本明細書に開示のもう一つの実施形態はこのような膜の製造方法である。製造方法の最初の工程でポリマー樹脂(例えば、ポリエチレン樹脂などのポリオレフィン樹脂)とパラフィン系希釈剤とを混合し、次いで前記ポリマー及び希釈剤を押出して押出成形体を作製する。最初の工程の処理条件は、例えば国際公開第2007/132942号及び国際公開第2008/016174号に記載のものと同じで良く、これらの記載全体を参照により本明細書に組み入れる。
【0021】
一実施形態では、押出成形体を製造するのに用いるポリマーは、1.0×106以下の重量平均分子量及び10,000個の炭素原子当たり0.2個未満の末端不飽和基を有する第一のポリエチレン(「第一のポリエチレン」と呼ぶ)と、1.0×106超の重量平均分子量を有する第二のポリエチレンとを含有する。
【0022】
一実施形態による微多孔膜は単層膜(例えば、別のポリマー層と積層又は共押出されていない)である。しかし、膜厚方向に濃度勾配を有するポリマー単層膜もこの開示の範囲内である。濃度勾配は、例えば、少なくとも2つのポリマーから製造された膜において一つのポリマーの濃度が表面付近で高い場合に生ずる。
【0023】
本明細書に開示の別の実施形態は、メルトダウン温度、膜厚均一性及び強度のバランスが改善された多層ポリマー膜に関する。このような多層膜は、(i) ポリマー/希釈剤混合物中のポリマーの相対量及び(ii) 延伸温度が以下に規定する範囲内である限り、国際公開第2008/016174号に記載されているような従来の積層法及び共押出法により製造することができる。
【0024】
一実施形態では、前記膜は実質的に又は単にポリエチレンからなる。別の実施形態では、第一のポリエチレンとともにポリプロピレンを使用でき、任意に多層膜の外層(例えば、スキン層)の間に少なくとも一つのコア層を形成するために第二のポリエチレンを使用しても良い。さらに別の実施形態では、前記膜の少なくとも一つのコア層はポリプロピレンを含有する。
【0025】
押出成形体及び微多孔膜を形成するのに用いる第一及び第二のポリエチレン、ポリプロピレン及びパラフィン系希釈剤を以下詳細に説明する。本発明を湿式法により製造した単層膜及び多層膜について説明するが、それらに限定されず、本発明の広い範囲内の他の実施形態を排除するものではない。
【0026】
微多孔膜の製造に用いる材料
一実施形態では、第一のポリエチレンは、1.0×106以下(例えば約1.0×105〜0.90×106の範囲内)の重量平均分子量(Mw)、約2.0〜50.0の範囲内の分子量分布(MWD、Mwを数平均分子量Mnで割った値と定義する。)、及び1.0×104個の炭素原子当たり0.20個未満の末端不飽和基を有するポリエチレン(PE1)とすることができる。任意に、第一のポリエチレンは約4.0×105〜6.0×105の範囲内のMw及び約3.0〜10.0のMWDを有する。任意に、第一のポリエチレンは1.0×104個の炭素原子当たり0.14以下、又は0.12以下、例えば0.05〜0.14個の範囲内(例えば測定限界未満)の末端不飽和基を有する。PE1としては、例えば、SH-800(登録商標)又はSH-810(登録商標)(旭化成ケミカルズ株式会社製の高密度ポリエチレン)が挙げられる。
【0027】
別の実施形態では、第一のポリエチレンは1.0×106以下(例えば約2.0×105〜0.9×106の範囲内)のMw、約2〜50の範囲内のMWD、及び10,000個の炭素原子当たり0.20個以上の末端不飽和基を有する(PE2)。任意に、第一のポリエチレンは1.0×104個の炭素原子当たり0.30以上、又は0.50以上、例えば0.6〜10.0個の範囲内の末端不飽和基を有する。第一のポリエチレンの例は約3.0×105〜8.0×105の範囲内(例えば約7.5×105)のMw及び約4〜15のMWDを有するが、限定されない。PE2として、例えばBasell製のLupolen(登録商標)が挙げられる。第一のポリエチレンはPE1とPE2との混合物でも良い。
【0028】
PE1及び/又はPE2は、例えばエチレンホモポリマー、又はエチレン/α-オレフィンコポリマー(コポリマーを100モル%として、5.0モル%以下のα-オレフィンのような一種以上のコモノマーを含有する。)とすることができる。任意に、α-オレフィンはプロピレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン-1、酢酸ビニル、メチルメタクリレート及びスチレンの一種以上である。このようなポリエチレンは132℃以上の融点を有することができる。PE1は、例えばチーグラー−ナッタ重合触媒又はシングルサイト重合触媒を用いる方法により製造することができるが、限定されない。末端不飽和基の量は例えば国際公開第97/23554号に記載の方法により測定することができる。PE2は例えばクロム含有触媒を用いて製造することができる。
【0029】
一実施形態では、第二のポリエチレンは1.0×106超(例えば約1.0×106〜5.0×106の範囲内)のMw及び約1.2〜50.0のMWDを有する。第二のポリエチレンの例は、約1.0×106〜3.0×106(例えば 約2.0×106)のMw及び約2.0〜20.0(好ましくは約4.0〜15.0)のMWDを有するが、限定されない。第二のポリエチレンは、例えばエチレンホモポリマー、又はエチレン/α-オレフィンコポリマー(コポリマーを100モル%として、5.0モル%以下のα-オレフィンのような一種以上のコモノマーを含有する。)とすることができる。コモノマーは、例えばプロピレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン-1、酢酸ビニル、メチルメタクリレート及びスチレンの一種以上である。このようなポリマー又はコポリマーはチーグラー−ナッタ触媒又はシングルサイト触媒を用いて製造することができるが、限定されない。このようなポリエチレンは134℃以上の融点を有することができる。第二のポリエチレンとして、例えば三井化学株式会社製の超高分子量ポリエチレン(UHMWPE)である240-m(登録商標)を使用することができる 。
【0030】
ポリエチレンの融点、Mw及びMWDは、例えば国際公開第2008/140835号に記載の方法と同様の方法により求めることができる。
【0031】
一実施形態では、ポリプロピレンは6.0×105以上、好ましくは7.5×105以上、例えば約0.9×106〜2.0×106の範囲内のMwを有する。任意に、ポリプロピレンは160.0℃以上の融点(Tm)、及び90.0 J/g以上、例えば100.0 J/g以上、好ましくは110〜120 J/gの範囲内の融解熱(ΔHm)を有する。任意に、ポリプロピレンは20.0以下、例えば約1.5〜10.0の範囲内、好ましくは約2.0〜6.0の範囲内のMWDを有する。任意に、ポリプロピレンはプロピレンと5.0モル%以下のコモノマーとのコポリマー(ランダム又はブロック)とすることができる。コモノマーは、例えばエチレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン-1、酢酸ビニル、メチルメタクリレート及びスチレン等のようなα-オレフィン類、及びブタジエン、1,5-ヘキサジエン、1,7-オクタジエン、1,9-デカジエン等のようなのジオレフィン類の一種以上である。
【0032】
一実施形態では、ポリプロピレンはアイソタクチックポリプロピレンである。用語「アイソタクチックポリプロピレン」は、アイソタクチックポリプロピレンの全モル数を基準にして、約50.0モル%以上、好ましくは96.0モル%以上のメソペンタッド分率(mmmm)を有するポリプロピレンを意味する。一実施形態では、ポリプロピレンは、(a) 約90.0モル%以上、好ましくは96.0モル%以上のメソペンタッド分率(mmmm)、及び(b) 1.0×104個の炭素原子当たり約50.0以下、例えば約20以下、さらに約10.0以下、好ましくは約5.0以下の立体欠陥を有する。任意に、ポリプロピレンは下記特性の一つ以上を有する。(i) 162.0℃以上のTm、(ii) 230℃の温度及び25 sec-1の歪み速度で約5.0×104 Pa秒以上の伸長粘度、(iii) 約230℃の温度及び25 sec-1の歪み速度で測定したときに約15以上のTrouton比、(iv) 約0.01 dg/分以下(測定不能なほど低い値)のメルトフローレート(MFR、ASTM D-1238-95,230℃及び2.16 kgの条件Lで測定)、及び(v) ポリプロピレンの重量当たり0.5重量%以下、例えば0.2重量%以下、好ましくは0.1重量%以下の沸騰キシレンで抽出可能な成分。
【0033】
一実施形態では、ポリプロピレンは約0.9×106〜2.0×106の範囲内のMw、約2.0〜6.0の範囲内のMWD、及び90.0 J/g以上のΔHmを有するアイソタクチックポリプロピレンである。一般にこのようなポリプロピレンは、96.0モル%以上のメソペンタッド分率(mmmm)、1.0×104個の炭素原子当たり約5.0以下の立体欠陥、及び162.0℃以上のTmを有する。
【0034】
ポリプロピレンの非限定的な例、及びそのTm、Mw、MWD、メソペンタッド分率(mmmm)、立体規則度、固有粘度、Trouton比、立体欠陥及び抽出可能成分の含有量の測定方法は、国際公開第2008/140835号に記載されている。国際公開第2008/140835号の全記載は参照により本明細書に組み入れる。
【0035】
ポリプロピレンのΔHmは示差走査熱量測定法(DSC)により求められる。DSCはティー・エイ・インスツルメント(TA Instruments)のMDSC 2920又はQ1000 Tzero-DSCを用いて行い、データを標準の解析ソフトを用いて分析する。典型的には、3〜10 mgのポリマーをアルミニウム皿に入れ、23℃で装置内に置く。サンプルを−70℃以下の温度まで冷却した後10℃/分の加熱速度で210℃まで加熱し、サンプルのガラス転移及び融解挙動を評価する。サンプルを210℃に5分間保持して、その熱履歴を消失させる。結晶化挙動は、サンプルを溶融状態から10℃/分の冷却速度で23℃まで冷却することにより評価する。サンプルを23℃に10分間保持して、安定した固相の平衡状態にする。この溶融結晶化したサンプルを10℃/分で加熱することにより、第二の加熱データを得る。第二の加熱データから、制御された熱履歴条件下で結晶化したサンプルの相挙動が分る。吸熱融解遷移(第一及び第二の溶融)及び発熱結晶化遷移を分析して、転移の開始及びピーク温度を求める。曲線より下の面積から融解熱(ΔHm)を求める。
【0036】
希釈剤は一般に押出成形体を製造するのに用いるポリマーと相溶姓を有する。例えば希釈剤は、押出温度で樹脂と単相を形成することができる限りいかなるものでも良く、またその組合せでも良い。希釈剤の例は、ノナン、デカン、デカリン及びパラフィン油のような脂肪族又は環状炭化水素、及びジブチルフタレート及びジオクチルフタレートのようなフタル酸エステルの一種以上である。例えば、40℃で20〜200 cStの動粘度を有するパラフィン油を使用することができる。希釈剤は米国特許公開第2008/0057388号及び2008/0057389号(両文献とも全記載を参照により本明細書に組み入れる)に記載のものと同じで良い。
【0037】
任意に、珪素及び/又はアルミニウム原子を含有するような無機化合物、及び/又は国際公開第2007/132942号及び国際公開第2008/016174号(両者とも全記載を本明細書に組み込む)に記載されているような耐熱ポリマーを押出成形体の製造に使用することができる。一実施形態ではこれらの任意成分を使用しない。
【0038】
最終的な微多孔膜は一般に押出成形体の製造に用いたポリマーを含有する。少量の希釈剤又は製造中に入った他の成分も存在して良いが、一般にポリオレフィン微多孔膜の重量当たり1重量%未満の量である。製造中にポリマーの分子量が僅かに低減するおそれがあるが、問題ない。一実施形態では、製造中に分子量の低減があっても、膜中のポリマーのMWDは膜の製造に好適なポリマー(例えば押出前)のMWDと、例えば約10%以下、又は約1%以下、又は約0.1%以下しか変わらない。
【0039】
微多孔膜の製造方法
本発明の一実施形態は、ポリマー/希釈剤混合物から形成した延伸微多孔膜の膜厚均一性及び強度を改善する方法に関する。この方法は、目標以上の膜厚均一性を得るためにポリマー/希釈剤混合物中のポリマーの相対量を低減させる工程、及び目標値以上の膜強度を得るために延伸温度を低下させる工程を有する。
【0040】
当業者に明らかなように、この方法は、例えば、第一のポリマー相対量(=RPA1)を有するポリマー/希釈剤混合物から製造した微多孔膜にダイ起因欠点(ダイ起因のすじ状になることがある)が認められる場合に有用である。従って、ポリマー/希釈剤混合物中のポリマー量をポリマー相対量RPA2まで低減することにより、優れた膜厚均一性(例えば少ないダイ起因欠点)を有する微多孔膜を得ることができる。勿論、RPA2はRPA1より少ない。
【0041】
予想されるように、他の変数を一定に保持したままポリマー相対量を低下させると、得られる膜の強度も低下するかも知れない。場合によっては、不満足なレベルまで低下するかも知れない。これを補償するために延伸温度を下げると、喪失した強度(例えば、突刺強度)が復活し、もって目標レベル以上の膜強度が得られることが分った。
【0042】
結局、本発明の一実施形態は微多孔膜の製造方法に関する。この方法は、(i) ポリマー/希釈剤混合物中のポリマー相対量(RPA)と(ii) 膜厚均一性(例えばTD方向に沿った)との関数的な関係を求める工程と、その関係から満足な膜厚均一性を有する微多孔膜が得られる目標RPA(ポリマー/希釈剤混合物の重量当たり約40重量%未満)を決定する工程とを有し、決めた目標RPAを達成するポリマー/希釈剤混合物を調製するとともに、所望の膜厚均一性を有する微多孔膜を製造するものである。
【0043】
RPAとダイ起因欠点の形成との関数的な関係は、TD方向の1.0×102 mmの長さに沿って等間隔に設けられた2.0×102以上の点でTD方向の膜厚分布を求めることにより得られる。膜厚は上記領域内の各点で測定する。各点における膜厚とそこから25.0 mm以内の全ての点における膜厚との差が1.2μm以下である場合、膜は満足なTD方向の膜厚均一性を有する(例えば、実質的にダイ起因欠点がない)と言える。
【0044】
種々のRPA(例えば、RPA1、RPA2、RPA3、RPA4・・・RPAn)で形成された膜に対して膜厚分布(例えばTD方向に沿った)を得る。データから、少なくとも所望の膜厚均一性を有する微多孔膜を得るのに望ましいポリオレフィン/希釈剤混合物を調製するのに用いるRPAの目標値を求める。一実施形態の方法はさらに、混合物の延伸温度と得られる膜の強度(例えば、突刺強度、引張強度等)との関数的な関係を求める工程と、その関係から目標以上の強度を有する微多孔膜が得られる目標延伸温度を決める工程と、その目標温度に延伸温度を設定し、目標以上の強度を有する微多孔膜を製造する工程とを有する。
【0045】
単層法
一実施形態では、微多孔膜は押出成形体から製造された単層膜である。成形体は、ポリマーと希釈剤とを混合し、ポリマー/希釈剤混合物をダイから押出して押出成形体を形成し、任意に押出成形体を冷却してゲル状シートのような冷却成形体を形成し、任意に冷却成形体をMD方向、TD方向又は両方向に延伸し、希釈剤の少なくとも一部を押出成形体又は冷却成形体から除去して膜を形成し、乾燥した膜から残留揮発成分を任意に除去することにより、製造することができる。任意に、乾燥した膜を、MD方向に第一の乾燥長さからそれより長い第二の乾燥長さまで約1.1〜1.5倍に延伸するとともに、TD方向に第一の乾燥幅からそれよい広い第二の乾燥幅に約1.1〜1.3倍に延伸する。任意に、第二の乾燥幅を第三の乾燥幅(第一の乾燥幅乃至第一の乾燥幅の約1.1倍の範囲内)まで低減することにより、膜の幅を調整する。成形体はダイから連続的又はバッチ式で製造することができる。必要に応じて、国際公開第2008/016174号に記載されているような熱溶媒処理工程、熱固定工程、イオン化照射による架橋工程、及び親水化処理工程等を行うことができる。任意工程の数及び順序は重要でない。
【0046】
ポリマーと希釈剤の混合
上記ポリマーを例えば乾式混合又は溶融混練により混合し、次いで少なくとも一種の希釈剤(例えば製膜溶媒)と混合して、ポリマー及び希釈剤の混合物(例えばポリマー溶液)を調製する。希釈剤は混合物でも良い。また、ポリマーと希釈剤を単一工程で混合しても良い。ポリマー/希釈剤混合物は一種以上の酸化防止剤のような添加剤を含有しても良い。一実施形態では、このような添加剤の含有量はポリマー溶液の1重量%未満である。
【0047】
以下の例で詳細に説明するように、押出成形体を製造するのに用いる希釈剤の量は、膜厚均一性(例えば、ダイ起因欠点の低減又は除去)及び/又は膜強度を改善するように調整することができる。目標特性がMD方向及びTD方向の膜厚均一性、引張強度及び突刺強度である膜を得るためには、膜中の第二のポリエチレンの含有量は、0.5〜6.0重量%の範囲内(膜重量当たり)である。この場合、ポリマー/希釈剤混合物中のポリマーの量は30.0〜39.0重量%の範囲内(ポリマー/希釈剤混合物の重量当たり)である。すなわち、RPAは30.0〜39.0重量%の範囲内である。目標特性が引張強度及びTD方向の膜厚均一性である膜を得るためには、膜中の第二のポリエチレンの含有量は35.0〜45.0重量%の範囲内(膜重量当たり)であり、ポリマー/希釈剤混合物中のポリマーの量は25.0〜28.0重量%の範囲内(ポリマー/希釈剤混合物の重量当たり)である。すなわち、RPAは25.0〜28.0重量%の範囲内である。
【0048】
押出
一実施形態では、ポリマー及び希釈剤の混合物を押出機からダイに供給する。押出成形体又は冷却した成形体は、延伸工程後に所望の膜厚(一般に3μm以上)を有する膜を最終的に得るのに適する膜厚を有していなければならない。例えば、押出成形体は約0.1〜10 mmの範囲内、又は約0.5〜5 mmの膜厚を有することができる。押出は溶融状態のポリマー/希釈剤混合物に対して行う。シート成形用ダイを用いる場合、一般にダイリップを高温、例えば140〜250℃の範囲内の温度に加熱する。好適な押出条件は 国際公開第2007/132942号及び国際公開第2008/016174号に記載されている。
【0049】
冷却した成形体の形成
成形体を15〜25℃の温度にさらして、冷却した成形体を得る。冷却速度は特に重要ではない。例えば、押出成形体をほぼゲル化温度以下まで少なくとも約30℃/分の速度で冷却することができる。冷却条件は例えば国際公開第2008/016174号及び国際公開第2007/132942号に記載のものと同じで良い。
【0050】
押出成形体の延伸(上流側延伸)
成形体(又は冷却した成形体)を少なくとも一方向に延伸することができる。成形体は、例えば国際公開第2008/016174号に記載のように、テンター法、ロール法、インフレーション法又はこれらの組合せにより延伸することができる。延伸は一軸方向又は二軸方向に行うことができるが、二軸延伸が好ましい。二軸延伸の場合、同時二軸延伸、逐次延伸又は多段延伸(例えば、同時二軸延伸と逐次延伸の組合せ)のいずれも使用可能であるが、同時二軸延伸が好ましい。二軸延伸の場合、延伸方向ごとに同倍率である必要はない。
【0051】
一軸延伸の場合、延伸倍率は例えば2倍以上、好ましくは3〜30倍である。二軸延伸の場合、延伸倍率は両方向とも例えば3倍以上、すなわち9倍以上の面積倍率であり、面積倍率はさらに16倍以上、例えば25倍以上が好ましい。この延伸工程の例は約9〜49倍の面積倍率の延伸を含む。また、両方向の延伸倍率が同じでなくても良い。倍率は膜の大きさに乗法的に作用する。例えば、初期幅(TD方向)が2.0 cmの膜をTD方向に4倍に延伸すると、最終幅は8.0 cmとなる。
【0052】
押出成形体をほぼTcd〜Tmの範囲内の温度(上流側延伸温度)にさらしながら、延伸を行うことができる。ここで、Tcd及びTmはそれぞれ、押出成形体を製造するのに用いるポリエチレン(すなわち、第一及び第二のポリエチレン)のうち最も低い融点を有するポリエチレンの結晶分散温度及び融点と定義される。結晶分散温度は、ASTM D 4065により動的粘弾性の温度特性を測定することにより求められる。Tcdが約90〜100℃の範囲内の場合、延伸温度を約90〜125℃、例えば約100〜125℃、さらに105〜125℃とすることができる。膜中の第二のポリエチレンの含有量が0.5〜6.0重量%の範囲内で、目標膜特性がTD方向の膜厚均一性、突刺強度及び引張強度である場合、押出成形体を延伸中117.0〜118.8℃の範囲内の温度にさらす。膜中の第二のポリエチレンの含有量が35.0〜45.0重量%の範囲内で、目標とする膜特性が突刺強度、引張強度及びTD方向の膜厚均一性である場合、延伸中に押出成形体を110.9〜111.6℃の範囲内の温度にさらす。
【0053】
サンプル(例えば、押出成形体、乾燥した押出成形体、膜等)を高温にさらす場合、加熱空気をサンプル付近に供給すれば良い。所望の温度に調整された加熱空気を、例えばプレナムを経てサンプルに供給する。サンプルを高温にさらす他の方法には、サンプルを加熱表面にさらす方法、オーブン中で赤外線加熱する方法等のような従来の方法があり、加熱空気とともに又はその代わりに使用することができる。
【0054】
希釈剤の除去
一実施形態では、延伸された成形体から希釈剤の少なくとも一部を除去(置換)し、乾燥した膜を得る。希釈剤を除去(置換)するために、例えば国際公開第2008/016174号に記載されているような洗浄(置換)溶媒を使用することができる。
【0055】
一実施形態では、希釈剤の除去後に乾燥した膜から残留する揮発成分(例えば洗浄溶媒)の少なくとも一部を除去する。洗浄溶媒を除去可能であれば、熱乾燥、風乾(送風)等のような従来の方法を含むいかなる方法も使用可能である。洗浄溶媒のような揮発成分の除去条件は、例えば国際公開第2008/016174号に記載のものと同じで良い。
【0056】
膜の延伸(下流側延伸)
乾燥した膜を少なくともMD方向に延伸する(希釈剤の少なくとも一部を除去したので、「乾式延伸」と呼ぶ)。乾式延伸前の乾燥膜はMD方向(第一の乾燥長さ)及びTD方向(第一の乾燥幅)に初期サイズを有する。本明細書で使用する用語「第一の乾燥幅」は乾式延伸前の乾燥膜のTD方向のサイズを意味し、用語「第一の乾燥長さ」は乾式延伸前の乾燥膜のMD方向のサイズを意味する。例えば、国際公開第 2008/016174号に記載のテンター延伸装置を使用することができる。
【0057】
乾燥した膜をMD方向に第一の乾燥長さからそれより長い第二の乾燥長さに約1.1〜1.5倍(MD方向の乾式延伸倍率)に延伸することができる。TD方向の乾式延伸を行う場合、乾燥した膜をTD方向に第一の乾燥幅からそれより広い第二の乾燥幅にTD方向の乾式延伸倍率で延伸することができる。任意に、TD方向の乾式延伸倍率はMD方向の乾式延伸倍率以下である。TD方向の乾式延伸倍率は約1.1〜1.3の範囲内とすることができる。乾式延伸(希釈剤含有成形体は既に延伸されているので、「再延伸」と呼ばれる)は、MD方向及びTD方向に逐次又は同時に行うことができる。TD方向の熱収縮は一般にMD方向の熱収縮より電池特性に大きな影響を有するので、一般的にTD方向の倍率がMD方向の倍率を超えることはない。TD方向の乾式延伸を行う場合、MD方向及びTD方向に同時か逐次的に行うことができる。乾式延伸が逐次的な場合、一般にまずMD方向の延伸を行い、次いでTD方向の延伸を行う。
【0058】
乾式延伸は、乾燥した膜をTm以下の温度、例えば約Tcd−30℃〜Tmの範囲内の温度(下流側延伸温度)にさらしながら行うことができる。一実施形態では、延伸温度は、膜を約70〜135℃(例えば約80〜132℃)の温度にさらしながら行う。一実施形態では、MD方向の延伸はTD方向の延伸の前に行う。例えば膜中の第二のポリエチレンの含有量を35.0〜45.0重量%の範囲に増大させることにより、膜の引張強度を改善する場合、上流側延伸温度を110.9〜111.6℃の範囲に低下させることにより膜厚均一性を改善することができる。温度が低いと膜強度が低下する場合、膜の透過性を実質的に低下させることなく失われた強度の少なくとも一部を回復させるために、下流側延伸温度を130.0〜130.6℃の範囲にすることができる。例えば、以下の例9〜13を参照。
【0059】
一実施形態では、MD方向の延伸倍率は約1.1〜1.5倍、例えば1.2〜1.4倍の範囲内であり、TD方向の乾式延伸倍率は約1.1〜1.3倍、例えば1.15〜1.25倍の範囲内である。MD方向の乾式延伸はTD方向の乾式延伸の前に行う。MD方向の乾式延伸は膜を約80〜120℃の範囲内の温度にさらしながら行い、TD方向の乾式延伸は膜を約129〜131℃の範囲内の温度にさらしながら行う。
【0060】
延伸速度は延伸方向(MD方向又はTD方向)に好ましくは3%/秒以上であり、MD方向及びTD方向に独立に選択できる。延伸速度は好ましくは5%/秒以上、より好ましくは10%/秒以上、例えば5〜25%/秒の範囲内である。重要ではないが、破膜を防止するために延伸速度の上限は50%/秒が好ましい。
【0061】
膜の制御した縮幅
乾式延伸の後、乾燥した膜の幅を第二の乾燥幅から第三の幅(第一の乾燥幅乃至その約1.1倍の範囲内)に制御しつつ低減できる。縮幅は一般に膜をTcd−30℃以上かつTm以下の温度にさらしながら行う。例えば、縮幅中、膜を約70〜135℃、さらに127〜132℃、例えば約129〜131℃の範囲内の温度にさらすことができる。この温度は下流側延伸温度と同じでよい。一実施形態では、膜をTm未満の温度にさらしながら縮幅を行う。一実施形態では、第三の乾燥幅は第一の乾燥幅の1.0倍〜約1.1倍の範囲内である。
【0062】
制御した縮幅の間、膜をTD方向の延伸温度以上の温度にさらすと、最終的な膜は大きな耐熱収縮特性を有すると考えられる。
【0063】
熱固定
希釈剤の除去に続いて、例えば乾式延伸、制御した縮幅又は両方の後に、膜に少なくとも一回の熱処理(例えば熱固定)を施しても良い。熱固定は結晶を安定化し、膜中に均一なラメラを形成すると考えられる。一実施形態では、膜をTcd〜Tmの範囲内の温度(例えば約100〜135℃、さらに約127〜132℃、特に約129〜131℃の範囲内の温度)にさらしながら、熱固定を行う。熱固定温度は下流側延伸温度と同じでも良い。一般に、熱固定は膜中に均一なラメラを形成するのに十分な時間、例えば1〜100秒間行う。一実施形態では、熱固定を従来の熱固定条件で行う。「熱固定」は膜の長さ及び幅を実質的に一定に保ちながら行う熱固定であり、熱固定中、膜の周囲を例えばテンタークリップで保持する。
【0064】
熱固定工程の後にアニーリング処理を行っても良い。アニーリングは膜に荷重をかけずに行う熱処理であり、例えばベルトコンベアを具備する加熱チャンバ又はエアフローティング式加熱チャンバを用いて行うことができる。また熱固定後にテンターを緩めて、アニーリングを連続的に行っても良い。アニーリング中、膜をTm以下の温度、例えば約60℃〜約Tm−5℃の範囲内の温度にさらすことができる。アニーリングにより微多孔膜の透過性及び強度が改善されると考えられる。
【0065】
所望に応じて、例えば国際公開第2008/016174号に記載されているように、ローラ加熱、溶媒加熱、架橋、親水化及びコーティングを行っても良い。
【0066】
多層湿式法
一実施形態では、本明細書に開示の多層微多孔膜は二層膜である。別の実施形態では、多層微多孔膜少なくとも三層を有する。この開示は限定的でないが、主に第一の層材料からなる第一層及び第三層と第二の層材料からなる第二層とを有し、第二層が第一層と第三層の間に位置する三層膜について、多層膜の製造方法を説明する。例えば一実施形態による膜は、第一の層材料からなる第一層と、第二の層材料からなる第二層と、第三の層材料からなる第三層とを有する。第一層及び第三層は同じ膜厚を有し、第二層の両側に位置することができる。一実施形態では、第一及び第三の層材料はそれぞれポリプロピレンを含有する。第一層及び第三層(外層又はスキン層ともいう)が多量(例えば層重量当たり25.0重量%以上)のポリプロピレンを含有すると、スキン層が多量のポリプロピレンを含有しない膜と比較して、高いメルトダウン温度及び電気化学的安定性を有する膜が得られると考えられる。代表的な多層の例を以下に説明するが、本発明の広い範囲内の他の例を排除するものではない。
【0067】
多層の例
多層の例では、第一の層材料はその重量当たり40.0〜85.0重量%のポリプロピレン(6.0×105以上のMwを有するアイソタクチックポリプロピレン)を含有し、第二の層材料はポリオレフィンである。第一の層材料はさらにポリエチレン(例えば25.0〜55.0重量%のポリエチレン)を含有しても良い。例えば、第一の層材料はその重量当たり、ポリプロピレン40.0〜75.0重量%と、1.0×106以下のMwを有するポリエチレン(第一のポリエチレン)15.0〜60.0重量%と、1.0×106超のMwを有するポリエチレン(第二のポリエチレン)45.0重量%以下とを含有することができる。第一の層材料は50.0〜70.0重量%、例えば55.0〜65.0重量%のポリプロピレンを含有しても良い。
【0068】
この多層の例では、第二の層材料は第一及び第二のポリエチレンを含有する。例えば、第二の層材料はその重量当たり、50.0重量%以上、例えば55.0〜75.0重量%、さらに60.0〜70.0重量%の範囲内の第一のポリエチレンと、50.0重量%以下、例えば25.0〜45.0重量%、さらに30.0〜40.0重量%の範囲内の第二のポリエチレンとを含有することができる。(i) 第二の層材料は10.0重量%以下(例えば1.0〜9.0重量%)のポリプロピレンを含有しても良く、(ii) 第二の層材料のポリプロピレンは6.0×105以上のMwを有するアイソタクチックポリプロピレンで良く、及び/又は(iii) 第二の層材料のポリプロピレンは第一の層材料のポリプロピレンと実質的に同じで良い。
【0069】
一実施形態では、膜重量当たり膜中のポリプロピレンの全量は40.0〜70.0重量%の範囲内であり、第一のポリエチレンの全量は15.0〜60.0重量%の範囲内であり、第二のポリエチレンの全量は0.0〜40.0重量%の範囲内であり、ポリエチレンの全量は80.0〜95.0重量%の範囲内である。
【0070】
第一及び/又は第二の層材料はコポリマー、珪素及び/又はアルミニウム原子を含有するような無機化合物、及び/又は国際公開第2007/132942号及び国際公開第2008/016174号に記載されているような耐熱ポリマーを含有しても良いが、限定的でない。一実施形態では、第一及び第二の層材料は実質的にこのような材料を含有しない。この文脈で「実質的に含有しない」とは、層材料全体に対するこのような材料の含有量が1重量%未満であることを意味する。
【0071】
本明細書に開示の多層微多孔膜を製造する一つの方法は、押出成形体又は膜(例えば単層押出成形体又は単層微多孔膜)の積層又は共押出による多層化工程を有する。例えば、第一の層材料からなる一つ以上の層を第二の層材料からなる一つ以上の層と共押出することができる。その場合、例えば第一の層材料からなる層を第二の層材料からなる層の一方又は両側に配置する。
【0072】
多層膜の製造方法は、単層膜の場合と同様に多層押出成形体を処理する工程を有する。押出成形体は少なくとも第一層、第二層及び第三層を有し、第二層は第一層及び第三層の間に位置するのが好ましい。押出成形体の第一層及び第三層は第一の層材料及び第一の希釈剤を含有し、押出成形体の第二層は第二の層材料及び第二の希釈剤を含有する。第一層及び第三層は押出成形体の外層であり、スキン層と呼ぶことができる。押出成形体の第三層は異なる層材料(例えば第三の層材料)により形成しても良く、第一の層と異なる膜厚を有しても良い。この方法はまた冷却した押出成形体をMD方向及び/又はTD方向に延伸する工程、及び延伸した押出成形体から第一及び第二の希釈剤の少なくとも一部を除去して、第一の面方向に第一の乾燥長さを有し、第二の面方向に第一の乾燥幅を有する乾燥膜を得る工程を有する。単層膜の場合と同様に、この方法は単層膜の延伸と同じ方法により乾燥膜をMD方向及び/又はTD方向に延伸する工程を有しても良い。所望に応じて、単層膜の場合に記載したような他の処理工程を用いても良い。三層膜の製造例を以下詳細に説明する。
【0073】
第一層の材料と第一の希釈剤の混合
一実施形態では、第一の層材料は第一の混合物から調製する。第一の混合物は希釈剤、ポリプロピレン、第一のポリエチレン、及び任意に第二のポリエチレンを例えば乾式混合又は溶融混練により混合することにより得られる。希釈剤は、例えば上記単層膜の製造に用いたのと同じで良い。単層膜の場合のように、第一の混合物(例えば第一の層材料と希釈剤の組合せ)は一種以上の加工助剤(例えば酸化防止剤)のような添加剤を含有しても良い。一実施形態では、このような添加剤の含有量は、ポリマーと希釈剤の混合物当たり1重量%を超えない。
【0074】
第一の混合物中の第一の希釈剤の含有量は、第一の混合物の重量当たり20〜99重量%、例えば25〜80重量%、さらに70.0〜75.0重量%の範囲内である。換言すれば、一実施形態では、第一の混合物のRPAは、第一の混合物の重量当たり25.0〜30.0重量%の範囲内である。
【0075】
第二層の材料と第二の希釈剤の混合
第二の層材料は、第一の層材料と第一の希釈剤の混合に用いたのと同じ方法により第二の混合物から調製する。第二の層材料を含むポリマーは、例えば第一のポリエチレンと、ポリプロピレンと、任意に第二のポリエチレンとを溶融混練し、次いで溶融混練物を希釈剤と混練することにより得られる。第二の希釈剤は第一の希釈剤と同じで良く、第一の混合物中の第一の希釈剤と同じ相対濃度で使用することができる。一実施形態では、第一の混合物のRPAは、例えば第二の混合物の重量当たり25.0〜30.0重量%の範囲内である。
【0076】
押出
一実施形態では、第一の層材料と第一の希釈剤の混合物を第一の押出機から第一のダイ及び第三のダイに供給し、第二の層材料と第二の希釈剤の混合物を第二の押出機から第二のダイに供給する。シート状の多層押出成形体(すなわち膜厚方向より面方向に著しく大きい物体)を第一のダイ、第二のダイ及び第三のダイから押出して、第一の希釈剤と第一の層材料の混合物からなるスキン層と、第二の層材料と第二の希釈剤の混合物からなるコア層とを有する多層押出成形体を製造する。
【0077】
ダイ及び押出条件は、例えば国際公開第2008/016174号に記載のものと同じで良い。
【0078】
多層押出成形体の冷却
多層押出成形体の冷却方法は実質的に単層押出成形体の冷却方法と同じで良い。押出成形体の第一層と第三層の合計膜厚は冷却した押出成形体の全厚の15〜50%の範囲内で良く、第二層の膜厚は冷却した押出成形体の全厚の50〜85%の範囲内で良い。冷却した押出成形体のスキン層は実質的に同じ膜厚を有しても良い。膜中の各層の相対厚さは押出成形体中の各層の相対厚さとほぼ同じ割合である。
【0079】
冷却した押出成形体の延伸
冷却した押出成形体を次いで少なくとも一方向(例えば、MD方向又はTD方向のような少なくとも一つの面方向)に延伸し、延伸押出成形体を得る。単層押出成形体の延伸と同じ方法を用いることができる。押出成形体をMD方向及びTD方向に4〜6倍に同時延伸しても良い。一実施形態では、延伸倍率はMD方向及びTD方向とも5倍である。
【0080】
一実施形態では、押出成形体をTcd〜Tmの範囲内の温度にさらしながら、延伸を行う。Tcdが約90〜100℃の範囲内の場合、延伸温度を約90〜125℃とすることができる。少なくとも一つのスキン層が例えば上記多層例のように多量のポリプロピレンを含有する場合、スキン層のRPAは20.0〜35.0重量%の範囲内、例えば25.0〜30.0重量%の範囲内であり、上流側延伸温度は約100〜125℃の範囲内、例えば116.0〜117.5℃の範囲内である。
【0081】
残り(例えば希釈剤除去工程後)の処理工程は単層の場合と同じで良い。多層の例では、下流側延伸温度及び熱固定温度は120.0〜128.0℃の範囲内、例えば123.0〜126.0℃の範囲内で良い。
【0082】
微多孔膜の特性及び組成
一実施形態では、前記膜はリチウムイオン電池のセパレータフィルムとして使用するのに好適な液体透過性膜である。前記膜は下記特性の一つ以上を有するのが好ましい。
【0083】
膜厚
最終的な膜の膜厚は1.0μm以上、例えば約1.0〜1.0×102μmの範囲内とすることができる。典型的には、単層膜は約10.0〜25.0μmの範囲内の膜厚を有し、多層膜は20.0〜25.0μmの範囲内の膜厚を有する。膜厚は、例えば接触膜厚計により10 cmの幅にわたって1 cmの長手方向間隔で測定し、得られた値を平均することにより求める。明産株式会社(静岡県富士市五貫島746-3、日本国416-0946)製のロータリーキャリパー計RC-1、又は株式会社ミツトヨ製のLITEMATICのような膜厚測定装置が好適である。光学式膜厚測定方法のような非接触式膜厚測定方法も好適である。
【0084】
20.0%以上の空孔率
膜の空孔率は従来、膜の実際の重量を100%ポリエチレンからなる同等の(同じ長さ、幅及び厚さを有する)非多孔膜の重量と比較することにより測定されてきた。空孔率は、空孔率(%)=100×(w2−w1)/w2の式(ただし、w1は膜の実際の重量であり、w2は同じポリマーからなる同等の(同じサイズ及び膜厚を有する)非多孔膜の重量である。)により求める。一実施形態では、前記膜の空孔率は25.0〜85.0%の範囲内である。
【0085】
50.0秒/100 cm3/μm以下の規格化された透気度
一実施形態では、前記膜は50.0秒/100 cm3/μm以下の規格化された透気度(JIS P8117により測定)を有する。透気度は1.0μmの膜厚を有する同等の膜に対して規格化されているので、前記膜の透気度は「秒/100 cm3/μm」の単位により表す。前記膜の規格化された透気度は約1.0〜25秒/100 cm3/μmの範囲内で良い。規格化された透気度はJIS P8117により測定し、結果を1.0μmの膜厚を有する同等の膜の透気度に対して、A=1.0μm×X/T1の式(ただし、Xは実際の膜厚T1を有する膜の透気度の測定値であり、Aは1.0μmの膜厚を有する同等の膜の規格化された透気度である。)を用いて規格化する。
【0086】
10.0 gf/μm以上の規格化された突刺強度
膜の突刺強度は、1.0μmの膜厚及び40%の空孔率を有する同等の膜の突刺強度(gf/μm)として表す。突刺強度は、先端が球面(曲率半径R:0.5 mm)の直径1 mmの針で、膜厚T1の膜を2.0 mm/秒の速度で突刺したときの室温での最大荷重と定義する。突刺強度Sは、1.0μmの膜厚及び40%の空孔率を有する同等の膜の突刺強度に対して、 S2=[40%×1.0μm×S1]/[T1×(100%−P)]の式(ただし、S1は突刺強度の測定値であり、S2は規格化された突刺強度であり、Pは膜の空孔率の測定値であり、T1は膜の平均膜厚である。)を用いて、規格化する。任意に、前記膜の規格化された突刺強度は15.0 gf/μm以上、又は20.0 gf/μm以上、又は25.0 gf/μm以上、さらに10.0〜35.0 gf/μmの範囲内、又は15.0〜25.0 gf/μmの範囲内である。一実施形態では、前記膜は25.0 gf/μm以上の突刺強度を有する単層膜である。別の実施形態では、前記膜は13.0 gf/μm以上の突刺強度を有する多層膜(例えば上記多層の例)である。
【0087】
1.2×103 kgf/cm2以上の引張強度
MD方向及びTD方向における引張強度をASTM D-882Aに従って測定する。一実施形態では、前記膜は1.7×103 kgf/cm2以上、例えば1.7×103〜2.3×103 kgf/cm2のTD方向の引張強度を有する単層膜である。他の実施形態では、前記膜は、1.0×103 kgf/cm2以上、例えば1.0×103〜2.0×103 kgf/cm2のTD方向の引張強度を有する多層膜(例えば上記多層の例)である。
【0088】
140℃以下のシャットダウン温度
微多孔膜のシャットダウン温度は熱機械分析装置(セイコー電子工業株式会社製、TMA/SS6000)を用いて下記の通り測定する。サンプルの長軸及び短軸がそれぞれ微多孔膜の横手方向及び長手方向と一致するように、微多孔膜から3 mm×50 mmの長方形サンプルを切り出す。サンプルを10 mmのチャック間距離(上方チャックと下方チャックとの距離)で熱機械分析装置にセットする。下方チャックを固定し、上方チャックでサンプルに19.6 mNの荷重をかける。チャック及びサンプルを加熱できる管内に入れる。管内の温度を30℃から200℃まで5℃/分の速度で上昇させながら、19.6 mNの荷重下でサンプルの長さ変化を0.5秒間隔で測定し、記録する。「シャットダウン温度」は、膜を製造するのに用いるポリマーのうち最も低い融点を有するポリマーのほぼ融点で観察される変曲点の温度と定義する。一実施形態では、シャットダウン温度は140.0℃以下、又は130.0℃以下、例えば128.0〜135.0℃の範囲内である。
【0089】
メルトダウン温度
メルトダウン温度は下記の方法により測定する。サンプルの長軸及び短軸がそれぞれ微多孔膜の横手方向及び長手方向と一致するように、微多孔膜から3 mm×50 mmの長方形サンプルを切り出す。サンプルを10 mmのチャック間距離(上方チャックと下方チャックとの距離)で、熱機械分析装置(セイコー電子工業株式会社製TMA/SS6000)にセットする。下方チャックを固定し、上方チャックでサンプルに19.6 mNの荷重をかける。チャック及びサンプルを加熱できる管に入れる。管内の温度を30℃から200℃まで5℃/分の速度で上昇させながら、サンプルの長さ変化を19.6 mNの荷重下で0.5秒の間隔で測定し、記録する。サンプルのメルトダウン温度はサンプルが破断する温度と定義し、一般にほぼ145〜200℃の範囲内の温度である。膜が多量のポリプロピレンを含有していない(例えば、膜重量当たり2.0重量%以下のポリプロピレンしか含有していない)単層膜の場合、メルトダウン温度はほぼ145〜160℃の範囲内である。膜がポリプロピレンを含有する少なくとも一つのスキン層を有する多層膜(例えば上記多層例)の場合、膜は165.0℃以上、例えば170.0℃以上、さらに170.0〜200.0℃の範囲内のメルトダウン温度を有する。
【0090】
膜厚均一性
(i) TD方向の膜厚均一性
膜厚均一性は膜の「面」方向(例えば膜が実質的に平坦な場合に決まるMD方向及びTD方向のような方向)で測定する。TD方向の膜厚分布における各点での膜厚とその点から25.0 mm以内の全ての点における膜厚との差が1.2μm以下、好ましくは1.0μm以下の場合、膜は満足なTD方向の膜厚均一性を有する(例えば、実質的にダイ起因欠点がない)。一実施形態では、膜全面において、膜表面の第一の点における膜厚とその点から25.0 mm以内の全ての点における膜厚との差が1.2μm以下、例えば1.0μm以下である。TD方向の膜厚分布における第一の点での膜厚と第一の点から25.0 mm以内の各点での膜厚との差を、TD方向における「膜厚偏差」と呼ぶ。ダイ起因欠点は、0.05 m以下のサイズ(TD方向に沿って測定)を有し、1.2μm超、例えば2.0μm以上の膜厚変動を有するTD方向に沿った領域である。ダイ起因のすじは、膜のMD方向に約0.10 m以上、一般に約1.0 m以上、さらに10.0 m以上におよぶダイ起因欠点である。ダイ起因のすじは例えば押出中に形成される。一実施形態では、膜厚の%で表される膜厚偏差は、膜のいかなる方向(MD方向、TD方向等)でも17.0%以下、例えば12.0%以下、さらに10.0%以下である。
【0091】
TD方向の膜厚偏差は、TD方向の1.0×102 mmの長さに沿った2.0×102以上の等間隔の点で膜厚を測定することにより求める。
【0092】
明産株式会社(静岡県富士市五貫島746-3、日本国416-0946)製のロータリーキャリパー計RC-1のような接触式膜厚測定装置により、磁気センサと一対の測定ロールとの距離を検出し、膜厚を求める。膜を上下の測定ロールで挟んだ後、搬送ロールを回転させて膜を搬送する。その結果、上方の測定ロールは膜厚の分だけ持ち上がり、磁気センサとの距離が変わる。膜の移動に伴う距離の変化を200個の等間隔の点で連続的に検出し、測定値を膜厚データに変換する。
【0093】
例えば、膜サンプルの典型的な幅及び長さはMD方向に50 mmであり、TD方向に約1.0 mである。ダイ起因欠点がない場合、公称厚さが18μmの膜(高低偏差1.2μm)では、25.0 mm以内の測定点における膜厚変化は18.2〜19.4μmの範囲内である。しかし、ダイ起因欠点がある場合、ダイ起因欠点における膜厚は約17.4μmになることがあり、膜厚変化は17.4〜19.2μmであり、少なくとも一つの測定点から25.0 mm以内の高低偏差は1.8μmである。
【0094】
所望に応じ、機械的膜厚測定方法の代わりに、光の透過又は反射を利用した膜の膜厚及び膜厚変化の光学的測定方法を使用しても良い。例えば、膜の最大可視光反射率R1及び最小可視光反射率R2が(R1−R2)/R1≧0.1の条件を満たす場合、膜に実質的にダイ起因のすじがないと言える。
【0095】
光反射率を測定するために、作製済みの膜(ロールに巻かれていた場合には巻き戻した膜)を光分布測定装置に照射されている検出ローラ上を通す。光分布測定装置は膜にストライプ状の光を投射し、膜表面で反射したストライプ状の光をリニア電荷結合素子(CCD)を具備する短波長赤外線走査カメラで受光する。
【0096】
CCDアレイからのデータをライン走査プロセッサに送る。ライン走査プロセッサはデータを複数のレーンに分割する。各レーンからのピクセルを可変閾値と比較し、そのレーンがダイ起因欠点を有する領域か否かを判定する。
【0097】
別の実施形態では、膜を透過した光をリニアCCDアレイを具備する短波長赤外線ライン走査カメラで受光する。これにより、光の反射率というよりは透過率の測定値が得られる。
【0098】
再び、CCDアレイからのデータをライン走査プロセッサに送る。ライン走査プロセッサはデータを複数のレーンに分割する。各レーンからのピクセルを可変閾値と比較し、そのレーンがダイ起因欠点を有する領域であるか否かを判定する。レーンごとに、最小透過率を最大透過率で割った値が0.90未満である場合に、ダイ起因欠点があると判定する。
【0099】
上記カメラとして、カリフォルニア州ゴレタのサンタバーバラフォーカルプレインが提供するような、近赤外線領域全体及びそれを超えた領域をカバーできるインジウムアンチモン焦点面アレイ(InSb FPA)カメラを用いることができる。
【0100】
(ii) MD方向の膜厚均一性
再び、明産株式会社(静岡県富士市五貫島746-3、日本国416-0946)製のロータリーキャリパー計RC-1のような接触式膜厚測定装置、又は光学式膜厚測定方法を用いて、磁気センサと一対の測定ロールとの距離を検出し、膜厚を求める。膜を上下の測定ロールで挟んだ後、搬送ロールを回転させて膜を搬送する。その結果、膜厚の分だけ上方の測定ロールが上昇し、磁気センサからの距離が変化する。膜の移動に伴う距離の変化を連続的に検出し、得られた測定値を膜厚データに変換する。
【0101】
このようにして、第一の面方向に実質的に平行な第二の面方向に沿って(例えば第一の面方向がTD方向の場合、MD方向に沿って)、第二の膜厚分布を求める。第二の膜厚分布は、第二の面方向の1.0 mの長さにわたって設けた1.0×104個の等間隔な点について求める。MD方向に沿って測定した第二の膜厚分布における膜厚の標準偏差が1.0μm以下である場合、膜はMD方向に実質的に均一な膜厚を有するとする。
【0102】
MD方向及びTD方向に上記膜厚均一性の測定で記載したのと異なるサイズを有する膜に対しては、測定領域を変更し、MD方向及びTD方向に沿った距離当たりの測定点の数を上記と同じにして、所望の分布を求める。
【0103】
105℃における10%未満のTD方向の熱収縮率及び8.5%未満のMD方向の熱収縮率
微多孔膜の直交面方向(例えばMD方向又はTD方向)の収縮率を105℃で下記の通り測定する。(i) 微多孔膜の試験片の長手方向及び横手方向両方のサイズを室温で測定し、(ii) 荷重をかけずに微多孔膜の試験片を105℃の温度に8時間保持し、次いで(iii) 前記膜のMD方向及びTD方向両方のサイズを測定する。(i) の測定結果を(ii) の測定結果で割った値(%で表す)がMD方向及びTD方向の熱収縮率である。
【0104】
一実施形態では、微多孔膜は105℃で3.0〜10%の範囲内(例えば4〜8%)のTD方向の熱収縮率及び1.5〜8%の範囲内(例えば2〜6%)のMD方向の熱収縮率を有する。
【0105】
前記膜は大気圧で液体(水性及び非水性)に対して透過性を有するので、電池用セパレータ、濾過膜等として使用可能である。熱可塑性膜は特にニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛電池、リチウム−イオン電池、リチウムイオンポリマー電池等の二次電池のセパレータフィルム(BSF)として有用である。本明細書に開示の一実施形態は、熱可塑性膜からなるBSFを有するリチウムイオン二次電池である。このような電池は国際公開第2008/016174号(その全記載を参照により本明細書に組み入れる)に記載されている。
【0106】
微多孔膜の組成
微多孔膜は一般にポリマー組成物を調製するのに用いたのと同じポリマーを同じ相対量で含有する。洗浄溶媒及び/又は処理溶媒(希釈剤)は一般に微多孔膜当たり1 重量%未満の量で存在しても良い。処理中、僅かなポリマー分子量の低減が起こるおそれがあるが、問題ない。ポリマーがポリオレフィンで、膜を湿式法で製造する場合、処理中分子量の低減が起こっても、膜中のポリマーのMWDと膜を製造するのに用いたポリマーのMWDとの差は約5%以下、又は約1%以下、又は約0.1%以下である。
【0107】
電池用セパレータ及び電池
【0108】
本明細書に記載の微多孔膜は、例えばリチウムイオン一次及び二次電池における電池用セパレータとして有用である。このような電池は国際公開第2008/016174号に記載されている。
【0109】
電池は一種以上の電気又は電子装置用の電源として有用である。このような装置は、例えば抵抗、コンデンサ、インダクタ等の受動素子、トランス、電動モータ及び発電機のような電動装置、及びダイオード、トランジスタ及び集積回路のような電子装置を含む。前記装置は直列及び/又は並列な電気回路中の電池に接続して、電池装置を構成することができる。前記回路は電池に直接又は間接的に接続することができる。例えば、電池から流れ出る電気は、消失するか一つ以上の装置に蓄積される前に、電気化学的に(例えば、第二の電池又は燃料電池により)及び/又は電気機械的に(例えば、発電機を駆動する電動モータにより)変換することができる。電池装置は、電動工具のモータのような比較的高出力の装置を駆動する電源として使用することができる。
【例】
【0110】
以下の例を参照して本明細書に開示の種々の形態をさらに詳細に説明するが、この開示の範囲を限定するものではない。
【0111】
例1〜8
単層膜の例
これらの例は、ポリマー/希釈剤混合物中のポリマーの含有量及び上流側延伸温度の最適化により、実質的にダイ起因欠点を除去しながら強度を最適化できることを示す。表1に示すように、(a) 5.6×105の重量平均分子量及び4.1の分子量分布を有するとともに、10,000個の炭素原子当たり0.1個の末端不飽和基を有するポリエチレン樹脂(第一のポリエチレン)90〜100重量%と、(b) 2.0×106の重量平均分子量及び5の分子量分布を有するポリエチレン樹脂(UHMWPEと略記する第二のポリエチレン)0〜10重量%とを混合することにより、ポリオレフィン組成物を調製する。
【0112】
また表1に示すように、強混練二軸押出機中で、30〜40重量%のポリオレフィン組成物を60〜70重量%の流動パラフィン(40℃で50 cSt)と混合し、RPAを例えば30.0〜40.0重量%の範囲内とする。210℃で混合し、例1〜8の8種のポリマー/希釈剤混合物を製造する。各混合物を二軸押出機に連結したTダイから押し出す。得られた押出成形体を40℃に温調した冷却ロールに接触させることにより冷却する。冷却した成形体(ゲル状シート)を、テンター式延伸装置を用いて、117.0〜119.5℃の範囲内の上流側延伸温度でMD方向及びTD方向の両方に5倍に同時二軸延伸する(上流側延伸)。シートのサイズを固定したまま、シートを25℃に制御した塩化メチレン浴に3分間浸漬して流動パラフィンを除去し、室温の空気流で乾燥する。高温で1.35倍の倍率に延伸した例7以外、各例の乾燥シートをTD方向に1.4倍の倍率に乾式延伸(下流側延伸)した後、10分間熱固定する。
【0113】
特性
例1〜8で得られた微多孔膜の特性を上記方法により測定する。結果を表1に示す。
【0114】
【表1−1】
注:(1) 105℃で測定。
【0115】
【表1−2】
注:(1) 規格化されている。
(2) 標準偏差。
【0116】
表1の結果は、MD方向の膜厚が均一で実質的にダイ起因欠点がない微多孔膜の製造を示す。これらの膜は1.7×103 kgf/cm2超のTD方向の引張強度、21.5 gf/1.0μm以上の突刺強度、及び2.5%以下の105℃での熱収縮率を有する。上記の通り、RPAを40.0重量%未満に低下させると、ダイ起因欠点の数が検出不能なまでに減少することが分かる。一般に、RPAを40%から39.0%まで低下させると電池用セパレータフィルムの強度が低下すると予想される。失われた強度を幾分回復し、さらに向上させるために、上流側延伸温度を低下させれば良いことが分った。例4に示すように、上流側延伸温度を119.5℃から118.7℃まで低下させたとき、膜強度が維持され、TD方向の膜厚均一性が改善され(ダイ起因欠点が実質的になくなり)、かつ105℃における満足なTD方向の熱収縮率が達成された。RPAを低減しても、強度を改善するために1.4倍のTD方向乾燥延伸倍率を増大する必要がないことは驚くべきことであり、かつ重要である。TD方向の乾燥延伸倍率を1.4倍以上に増大させると、105℃におけるTD方向の熱収縮率が増大すると予想され、望ましくない。例1〜3及び8を含む表中の全ての例は15秒/100 cm3/1.0μm以下の透気度を有する。
【0117】
例9〜14
これらの例は、1.0×106超のMwを有するポリエチレン(UHMWPE)25.0〜45.0重量%を含有する膜において、RPA及び上流側延伸温度の最適化によりダイ起因欠点を形成することなく強度を最適化できることを示す。表2に示すように、(a) 5.6×105のMw及び4.1のMWDを有するとともに、10,000個の炭素原子当たり0.1個の末端不飽和基を有するポリエチレン樹脂(「HDPE」と表記する第一のポリエチレン)60〜70重量%と、(b) 2.0×106のMw及び5のMWDを有するポリエチレン樹脂(「UHMWPE」と表記する第二のポリエチレン)30〜40重量%とを混合することにより、ポリオレフィン組成物を調製する。
【0118】
また表1に示すように、25〜28.5重量%のポリオレフィン組成物を強混練二軸押出機中で71.5〜75重量%の流動パラフィン(40℃で50 cSt)と混合する。混合は210℃で行い、例9〜14の6つのポリエチレン/希釈剤混合物を製造する。得られた混合物を二軸押出機に連結したTダイから押し出す。得られた押出成形体を40℃の温度に調整した冷却ロールに接触させて冷却する。テンター式延伸装置を用いて、ゲル状シート状の押出成形体を111.0〜114.8℃の範囲内の上流側延伸温度でMD方向及びTD方向両方に5倍に同時二軸延伸する。シートのサイズを固定したまま、シートを25℃に制御した塩化メチレン浴に3分間浸漬して流動パラフィンを除去し、室温の空気流で乾燥する。乾燥した押出成形体を、所定の熱固定温度にさらしながらバッチ式延伸装置によりTD方向に1.35倍に延伸する。膜を次いで所定の温度で10分間熱固定する。ダイ起因欠点は観察されない。
【0119】
特性
例9〜13で得られた微多孔膜の特性を上記方法により測定する。結果を以下の表2及び3に示す。
【0120】
【表2】
【0121】
【表3−1】
注:(1) 規格化されている。
【0122】
【表3−2】
注:(1) 規格化されている。
【0123】
表3の結果は、MD方向に膜厚が均一で実質的にダイ起因欠点がない高強度の微多孔膜をポリオレフィンから製造できることを示す。その膜は1.8×103 kgf/cm2超のTD方向の引張強度及び21.0 gf/μm以上の突刺強度を有する。特に例12は、所望の規格化された透気度及び突刺強度を有する微多孔膜を25.0〜27.5重量%の範囲内のRPAから製造することができることを示す。例9〜12は、20.0 gf/μm以上の比較的高い規格化された突刺強度を有する膜を、空孔率及び透気度のような他の重要な膜特性を著しく劣化させることなく製造できることを示す。例13は、高い上流側延伸温度により膜のTD方向の引張強度が著しく低下し、TD方向の熱収縮率が高くなることを示す。
【0124】
例13〜15
単層膜の例
(1) 第一のポリオレフィン溶液の調製
表4に示すように、(a) 7.5×105のMw及び11.9のMWDを有する第一のポリエチレン樹脂(PE1)60.0〜70.0重量%と、(b) 1.9×106のMw及び5.1のMWDを有する第二のポリエチレン樹脂(PE2)30.0〜40.0重量%とを乾式混合することにより、第一のポリオレフィン組成物を調製する。組成物中の第一のポリエチレン樹脂は135℃の融点及び100℃のTcdを有する。
【0125】
また表4に示すように、第一の混合物の重量当たり、25.0〜28.5重量%の第一のポリオレフィン組成物を内径が58 mmでL/Dが42の第一の強混練二軸押出機に導入し、71.5〜75.0重量%の流動パラフィン(40℃で50 cst)をサイドフィーダから前記二軸押出機に導入して、第一の混合物を調製する。換言すれば、RPAは25〜28.5重量%の範囲内である。溶融混練を210℃及び200 rpmで行う。
【0126】
(2) 第二のポリオレフィン溶液の調製
また表4に示すように、第一の組成物と同じ方法で、第二のポリオレフィン組成物の重量を基準として(a) 第一のポリエチレン樹脂(PE1)30〜70重量%と、(b) 第二のポリエチレン樹脂(PE2)0〜5.0重量%と、(c) 1.1×106のMw、114 J/gの融解熱及び5のMWDを有するポリプロピレン樹脂(PP)30〜70重量%とを乾式混合することにより、第二のポリオレフィン組成物を調製する。組成物中の第一のポリエチレン樹脂は135℃のTm及び100℃のTcdを有する。ポリプロピレンは160.0℃以上のTmを有する。
【0127】
また表4に示すように、25〜35重量%の第二のポリオレフィン組成物を58 mmの内径及び42のL/Dを有する第二の強混練二軸押出機に導入し、70〜75重量%の流動パラフィン(40℃で50 cst)をサイドフィーダから二軸押出機に供給し、第二の混合物を調製する。換言すれば、RPAは25.0〜30.0重量%の範囲内である。溶融混練を210℃及び200 rpmで行う。
【0128】
(3) 膜の製造
第一及び第二の混合物をそれぞれの二軸押出機から三層押出用Tダイに供給し、そこから押し出すことにより、表5に示す層厚比で第一の混合物層/第二の混合物層/第一の混合物層からなる多層成形体を製造する。成形体を20℃に制御した冷却ローラを通すことにより冷却し、三層ゲル状シートの形態の成形体を製造する。ゲル状シートを所定の上流側延伸温度(115.0〜118.5℃の範囲内)にさらしながら、テンター式延伸装置によりMD方向及びTD方向にそれぞれ5倍に同時二軸延伸する。延伸した三層ゲル状シートを20 cm×20 cmのアルミニウムフレームに固定し、25℃に制御した塩化メチレン浴に3分間浸漬して流動パラフィンを除去し、室温の空気流で乾燥する。乾燥した膜を乾式延伸する。膜を次いで所定の温度に10分間さらしながら熱固定し、最終的な多層微多孔膜を得る。
【0129】
前記膜の製造に用いたポリマー及び代表的な製造条件を表4及び5に示す。
【0130】
特性
例13〜15で得られた微多孔膜の特性を上記の方法により測定する。結果を下記表5及び6に示す。ダイ起因欠点は認められない。
【0131】
【表4】
注:(1) 全膜厚に対するスキン層の合計膜厚の比。
【0132】
【表5−1】
注:(1) 規格化されている。
【0133】
【表5−1】
【0134】
これらの例は、170.0℃以上のメルトダウン温度、1.0×103 kgf/cm2以上のTD方向の引張強度、及び7.5%以下の熱収縮率を有する多層微多孔膜を製造することができることを示す。特に例13及び14は、上流側延伸温度が低いと、TD方向の引張強度を高くできることを示す。例15は、上流側延伸温度及びRPAを低下させると、スキン層が厚くなっても、TD方向の引張強度をさらに改善できることを示す。さらに上記例は、より複雑な高い二軸延伸倍率を使用したり、MD方向の熱収縮を増大させるMD方向の乾燥延伸を使用したり、TD方向の熱収縮増大させるTD方向の乾燥延伸を増大させたりすることなく、高強度の電池用セパレータフィルムを製造できること、すなわち膜を過剰に延伸することなく高強度を達成できることを示す。
【0135】
本発明に引用された全ての特許、試験方法、及び優先権証明書を含む他の文書は、開示内容が矛盾しない限りかつ許容される限り、参照により完全に本明細書に組み入れられる。
【0136】
本明細書に記載の実施形態は特定の例であり、当業者であれば本開示の思想及び範囲を逸脱することなく種々の変更を容易になし得ることは明らかである。従って、本明細書に添付の請求項の範囲は例及び本明細書の記載に限定されず、それらの全ての発明的特徴(この開示に属する技術の当業者によりその均等物と見做される全ての特徴を含む)は請求項の範囲に入ると考えるべきである。
【0137】
本明細書に記載の数値の下限及び上限については、下限から上限までの範囲を含む。
【0138】
明細書の記載、例及び添付の特許請求の範囲の全体にわたって、パラメータ、特徴、目的又は寸法の数値は数的範囲で記載されている。記載の数的範囲は本明細書に記載の実施形態を説明するためのもので、本明細書に記載の実施形態の範囲を限定するものではない。さらに、数的範囲を記載するための「約第一の数値と約第二の数値との間の範囲」の句は、「約第一の数値から約第二の数値までの範囲」の句と同じ意味であり、2つの均等な意味の句は互換性がある。
【優先権主張】
【0001】
本願は、2009年12月18日に出願の米国予備特許出願第61/287,919号、及び2010年2月12日に出願のヨーロッパ特許出願第10153503.7号に基づく優先権を主張する。これらの各々の内容は全て参照により本明細書に組み入れる。
【関連出願の相互参照】
【0002】
本願は、2010年1月13日に出願の米国予備特許出願第61/294,657号(2010EM007)に関連する。この出願の開示は全て参照により本明細書に組み入れる。
【技術分野】
【0003】
本出願では、電池用セパレータフィルムとして使用するのに好適なポリマー微多孔膜、このような膜を製造する方法、電池用セパレータとしてこのような膜を有する電池、及びこのような電池を製造し使用する方法を開示する。
【背景技術】
【0004】
微多孔膜は、例えば一次及び二次のリチウム電池、リチウムポリマー電池、ニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛二次電池等の電池用セパレータとして用いることができる。微多孔膜を電池用セパレータ、特にリチウムイオン電池用セパレータに用いる場合、膜特性は電池の特性、生産性及び性能に著しく影響する。比較的高いセパレータの透過性(一般に透気度で測定)は電池の内部抵抗を低くするので好ましいが、透過性を改善すると膜強度が低下するおそれがある。従って、微多孔膜は、膜厚均一性のような他の重要な膜特性を低下させることなく、透気度及び強度の適度なバランスを有するのが好ましい。
【0005】
微多孔膜を製造する一つの方法(「湿式法」と呼ばれる)は、ポリマー及び希釈剤の混合物を押出し、得られた押出成形体を延伸し、次いで希釈剤を除去する工程を有する。工程の追加又は修正により膜特性を改善する方法を開示した先行技術文献がある。例えば、特開2001-192487号及び特開2001-172420号は比較的大きな突刺強度を有するが透気度が損なわれた比較的厚い(27μm)微多孔膜の例を開示している。前記膜は熱処理工程及びそれに続く乾式延伸工程を有する湿式法により製造される。このような膜の突刺強度は改善されるが、高すぎる(劣る)透気度(ガーレー値)を有する点で望ましくない。
【0006】
他の文献は、別の溶媒を使用することにより特性を改善した膜の製造方法を開示している。例えば、米国特許出願公開第2006/0103055号は、ポリオレフィン/溶媒混合物にポリオレフィンの結晶化温度以上の温度で熱誘起液−液相分離を起こさせることにより透気度及び突刺強度特性を改善した微多孔膜を開示している。このような溶媒は高価で取り扱いが困難である。
【0007】
さらに別の文献は、別のポリオレフィンを用いることにより特性を改善した膜を製造する方法を提案している。超高分子量ポリエチレンを含有する膜は高強度を有することが知られている。例えば国際公開第2007/015547号は、1×106以上の質量平均分子量を有する超高分子量ポリエチレンを15質量%以下の割合(膜の質量を基準とする)で含有するポリマー樹脂から製造した比較的高強度の膜を開示している。前記膜は、ポリエチレン樹脂と膜形成用溶媒との溶融混練物をダイから押出して押出成形体を作製し、膜厚方向に温度分布を有するように成形体を冷却してゲル状シートを形成し、ポリエチレン樹脂の結晶分散温度より10℃高い温度から結晶分散温度より30℃高い温度までの温度で前記ゲル状シートを延伸し、前記シートから溶媒を除去し、次いで前記シートを1.05〜1.45倍に再延伸することにより製造することができる。
【発明の開示】
【発明が解決しようとする課題】
【0008】
微多孔膜の強度を向上するために種々の改善がなされたが、さらなる改善が望まれる。
【課題を解決するための手段】
【0009】
この開示の一つの特徴は、例えばポリオレフィン/希釈剤混合物のようなポリマーと希釈剤の混合物から形成した延伸ポリマー微多孔膜の膜厚均一性及び強度を改善する方法である。得られる膜が目標レベル以上の膜厚均一性(例えば、少ないダイ起因欠点)及び強度(例えば、突刺強度、引張強度等の一つ以上)を有するためには、湿式法において、(i) 製造に用いる前記ポリマー/希釈剤混合物中のポリマーの相対量を低下させるとともに、(ii) 延伸中に混合物が曝される温度(「延伸温度」)を低下させれば良いことが分った。
【0010】
この開示のもう一つの特徴は微多孔膜を製造する方法である。この方法は、(i) ポリマー/希釈剤混合物中のポリマーの相対量と(ii) 膜厚均一性との関数的な関係を求める工程と、その関係から満足な膜厚均一性を有する微多孔膜が得られる目標量を決める工程とを有し、前記ポリマー/希釈剤混合物中のポリマーの目標量は約40.0重量%未満であり、前記ポリマー/希釈剤混合物中のポリマーの相対量をその目標量に設定し、満足な膜厚均一性を有する微多孔膜を製造する。
【0011】
この開示のさらにもう一つの特徴によれば、この方法はさらに、延伸温度と膜強度(例えば突刺強度、引張強度等の一つ以上)との関数的な関係を求め、この関係から目標レベル以上の強度を有する微多孔膜が得られる目標の延伸温度を決め、目標温度を達成するように延伸温度を設定し、目標レベル以上の強度を有する微多孔膜を製造する。
【0012】
従って、本発明の一実施形態は、20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有するとともに、1.0×106以下のMwを有する第一のポリマーと、1.0×106超のMwを有する第二のポリマーとからなり、実質的にダイ起因欠点がない微多孔膜であることを特徴とするポリマー膜に関する。
【0013】
本発明の別の実施形態は、ある延伸温度でポリマー/希釈剤混合物を延伸することにより得られる微多孔膜の膜厚均一性及び強度を改善する方法であって、
(a) 膜厚均一性を改善するためにポリマー/希釈剤混合物中のポリマーの相対量を低下させ、
(b) 膜強度の目標を達成するために延伸温度を低下させる
方法に関する。
【0014】
本発明のさらに別の実施形態は、第一層と、第三層と、第一層と第三層との間の第二層とを有する膜であって、前記第一層及び前記第三層はポリエチレンと、層(場合に応じて第一層又は第三層)の重量当たり10.0重量%以上のポリプロピレンとを含有し、前記第二層はその重量当たり1.0重量%以下のポリプロピレンを含有し、前記膜は165.0℃以上のメルトダウン温度及び1.0×103 kgf/cm2以上のTD方向の引張強度を有するとともに、少なくとも一つの平面方向において105℃で8.0%以下の熱収縮率を有し、かつ実質的にダイ起因欠点がない微多孔膜であることを特徴とする膜に関する。
【0015】
本発明はまた上記実施形態による膜製品、前記膜製品の電池用セパレータフィルムとしての使用、及びこのような膜を有する電池に関する。例えば本発明の一実施形態は、電解質と、正極と、負極と、正極と負極との間に設けられたセパレータとを有する電池であって、前記セパレータが20.0 gf/1.0μm以上の規格化された突刺強度及び50.0秒/100 cm3/1.0μm以下の規格化された透気度を有し、1.0×106以下のMwを有する第一のポリマーと1.0×106超のMwを有する第二のポリマーとからなり、実質的にダイ起因欠点がない微多孔膜である膜からなることを特徴とする電池に関する。
【図面の簡単な説明】
【0016】
【図1】実質的にダイ起因欠点がない(例えば満足なTD方向の膜厚均一性を有する)微多孔膜をTD方向に沿って測定した膜厚分布を示す。
【0017】
【図2】満足なMD方向の膜厚均一性を有する微多孔膜をMD方向に沿って測定した膜厚分布を示す。
【発明を実施するための最良の形態】
【0018】
本発明は、ポリマーを含有し、高い膜厚均一性、透過性及び強度を有する微多孔膜に関する。膜強度を改善するために1.0×106超の重量平均分子量を有するポリマー(例えば、超高分子量(UHMW)ポリオレフィンのようなUHMWポリマー)を使用すると、膜厚均一性が低下するおそれがあることが分った。押出しにより製造した膜には、ダイ起因欠点のような膜厚の非均一性が認められることがある。本発明は一部には、ポリマー/希釈剤混合物中のポリマーの相対量(例えば、押出量)及び押出成形体の延伸温度を規制してこの欠点を克服し、もって強度及び膜厚均一性が改善された膜を製造することに関する。
【0019】
種々の形態(実施形態)を以下詳細に説明するが、この説明はこの開示の広い範囲内の他の形態を排除するものではない。本明細書及び特許請求の範囲では、用語「ポリマー」は、複数の高分子化合物(一種以上のモノマーからなる繰り返し単位を有する高分子化合物)を含む組成物を意味する。高分子化合物は異なる大きさ、分子構造、原子含有量等を有していても良い。用語「ポリマー」はコポリマー、ターポリマー等のような高分子化合物を含む。「ポリエチレン」は50%(数基準)以上のエチレン系繰り返し単位を含有するポリオレフィンを意味し、好ましくはポリエチレンホモポリマー及び/又はポリエチレンコポリマー(繰り返し単位の少なくとも85%(数基準)がエチレン単位)である。「ポリプロピレン」は50%(数基準)超のプロピレン繰り返し単位を含有するポリオレフィンを意味し、好ましくはポリプロピレンホモポリマー及び/又はポリプロピレンコポリマー(繰り返し単位の少なくとも85%(数基準)がプロピレン単位)である。「微多孔膜」は微細孔を有する薄い膜であり、膜の細孔の90.0体積%以上は0.01〜10.0μmの平均径を有する微細孔である。押出成形体から製造される膜について、長手方向(MD方向)は押出成形体がダイから製造される方向と定義し、横手方向(TD方向)は押出成形体のMD方向及び膜厚方向の両方に対して直交する方向と定義する。
【0020】
微多孔膜の組成及び構造
本明細書に開示の一つの実施形態は、強度、透過性及び膜厚均一性のバランスが改善された微多孔膜(単層膜及び多層膜を含む)に関する。本明細書に開示のもう一つの実施形態はこのような膜の製造方法である。製造方法の最初の工程でポリマー樹脂(例えば、ポリエチレン樹脂などのポリオレフィン樹脂)とパラフィン系希釈剤とを混合し、次いで前記ポリマー及び希釈剤を押出して押出成形体を作製する。最初の工程の処理条件は、例えば国際公開第2007/132942号及び国際公開第2008/016174号に記載のものと同じで良く、これらの記載全体を参照により本明細書に組み入れる。
【0021】
一実施形態では、押出成形体を製造するのに用いるポリマーは、1.0×106以下の重量平均分子量及び10,000個の炭素原子当たり0.2個未満の末端不飽和基を有する第一のポリエチレン(「第一のポリエチレン」と呼ぶ)と、1.0×106超の重量平均分子量を有する第二のポリエチレンとを含有する。
【0022】
一実施形態による微多孔膜は単層膜(例えば、別のポリマー層と積層又は共押出されていない)である。しかし、膜厚方向に濃度勾配を有するポリマー単層膜もこの開示の範囲内である。濃度勾配は、例えば、少なくとも2つのポリマーから製造された膜において一つのポリマーの濃度が表面付近で高い場合に生ずる。
【0023】
本明細書に開示の別の実施形態は、メルトダウン温度、膜厚均一性及び強度のバランスが改善された多層ポリマー膜に関する。このような多層膜は、(i) ポリマー/希釈剤混合物中のポリマーの相対量及び(ii) 延伸温度が以下に規定する範囲内である限り、国際公開第2008/016174号に記載されているような従来の積層法及び共押出法により製造することができる。
【0024】
一実施形態では、前記膜は実質的に又は単にポリエチレンからなる。別の実施形態では、第一のポリエチレンとともにポリプロピレンを使用でき、任意に多層膜の外層(例えば、スキン層)の間に少なくとも一つのコア層を形成するために第二のポリエチレンを使用しても良い。さらに別の実施形態では、前記膜の少なくとも一つのコア層はポリプロピレンを含有する。
【0025】
押出成形体及び微多孔膜を形成するのに用いる第一及び第二のポリエチレン、ポリプロピレン及びパラフィン系希釈剤を以下詳細に説明する。本発明を湿式法により製造した単層膜及び多層膜について説明するが、それらに限定されず、本発明の広い範囲内の他の実施形態を排除するものではない。
【0026】
微多孔膜の製造に用いる材料
一実施形態では、第一のポリエチレンは、1.0×106以下(例えば約1.0×105〜0.90×106の範囲内)の重量平均分子量(Mw)、約2.0〜50.0の範囲内の分子量分布(MWD、Mwを数平均分子量Mnで割った値と定義する。)、及び1.0×104個の炭素原子当たり0.20個未満の末端不飽和基を有するポリエチレン(PE1)とすることができる。任意に、第一のポリエチレンは約4.0×105〜6.0×105の範囲内のMw及び約3.0〜10.0のMWDを有する。任意に、第一のポリエチレンは1.0×104個の炭素原子当たり0.14以下、又は0.12以下、例えば0.05〜0.14個の範囲内(例えば測定限界未満)の末端不飽和基を有する。PE1としては、例えば、SH-800(登録商標)又はSH-810(登録商標)(旭化成ケミカルズ株式会社製の高密度ポリエチレン)が挙げられる。
【0027】
別の実施形態では、第一のポリエチレンは1.0×106以下(例えば約2.0×105〜0.9×106の範囲内)のMw、約2〜50の範囲内のMWD、及び10,000個の炭素原子当たり0.20個以上の末端不飽和基を有する(PE2)。任意に、第一のポリエチレンは1.0×104個の炭素原子当たり0.30以上、又は0.50以上、例えば0.6〜10.0個の範囲内の末端不飽和基を有する。第一のポリエチレンの例は約3.0×105〜8.0×105の範囲内(例えば約7.5×105)のMw及び約4〜15のMWDを有するが、限定されない。PE2として、例えばBasell製のLupolen(登録商標)が挙げられる。第一のポリエチレンはPE1とPE2との混合物でも良い。
【0028】
PE1及び/又はPE2は、例えばエチレンホモポリマー、又はエチレン/α-オレフィンコポリマー(コポリマーを100モル%として、5.0モル%以下のα-オレフィンのような一種以上のコモノマーを含有する。)とすることができる。任意に、α-オレフィンはプロピレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン-1、酢酸ビニル、メチルメタクリレート及びスチレンの一種以上である。このようなポリエチレンは132℃以上の融点を有することができる。PE1は、例えばチーグラー−ナッタ重合触媒又はシングルサイト重合触媒を用いる方法により製造することができるが、限定されない。末端不飽和基の量は例えば国際公開第97/23554号に記載の方法により測定することができる。PE2は例えばクロム含有触媒を用いて製造することができる。
【0029】
一実施形態では、第二のポリエチレンは1.0×106超(例えば約1.0×106〜5.0×106の範囲内)のMw及び約1.2〜50.0のMWDを有する。第二のポリエチレンの例は、約1.0×106〜3.0×106(例えば 約2.0×106)のMw及び約2.0〜20.0(好ましくは約4.0〜15.0)のMWDを有するが、限定されない。第二のポリエチレンは、例えばエチレンホモポリマー、又はエチレン/α-オレフィンコポリマー(コポリマーを100モル%として、5.0モル%以下のα-オレフィンのような一種以上のコモノマーを含有する。)とすることができる。コモノマーは、例えばプロピレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン-1、酢酸ビニル、メチルメタクリレート及びスチレンの一種以上である。このようなポリマー又はコポリマーはチーグラー−ナッタ触媒又はシングルサイト触媒を用いて製造することができるが、限定されない。このようなポリエチレンは134℃以上の融点を有することができる。第二のポリエチレンとして、例えば三井化学株式会社製の超高分子量ポリエチレン(UHMWPE)である240-m(登録商標)を使用することができる 。
【0030】
ポリエチレンの融点、Mw及びMWDは、例えば国際公開第2008/140835号に記載の方法と同様の方法により求めることができる。
【0031】
一実施形態では、ポリプロピレンは6.0×105以上、好ましくは7.5×105以上、例えば約0.9×106〜2.0×106の範囲内のMwを有する。任意に、ポリプロピレンは160.0℃以上の融点(Tm)、及び90.0 J/g以上、例えば100.0 J/g以上、好ましくは110〜120 J/gの範囲内の融解熱(ΔHm)を有する。任意に、ポリプロピレンは20.0以下、例えば約1.5〜10.0の範囲内、好ましくは約2.0〜6.0の範囲内のMWDを有する。任意に、ポリプロピレンはプロピレンと5.0モル%以下のコモノマーとのコポリマー(ランダム又はブロック)とすることができる。コモノマーは、例えばエチレン、ブテン-1、ペンテン-1、ヘキセン-1、4-メチルペンテン-1、オクテン-1、酢酸ビニル、メチルメタクリレート及びスチレン等のようなα-オレフィン類、及びブタジエン、1,5-ヘキサジエン、1,7-オクタジエン、1,9-デカジエン等のようなのジオレフィン類の一種以上である。
【0032】
一実施形態では、ポリプロピレンはアイソタクチックポリプロピレンである。用語「アイソタクチックポリプロピレン」は、アイソタクチックポリプロピレンの全モル数を基準にして、約50.0モル%以上、好ましくは96.0モル%以上のメソペンタッド分率(mmmm)を有するポリプロピレンを意味する。一実施形態では、ポリプロピレンは、(a) 約90.0モル%以上、好ましくは96.0モル%以上のメソペンタッド分率(mmmm)、及び(b) 1.0×104個の炭素原子当たり約50.0以下、例えば約20以下、さらに約10.0以下、好ましくは約5.0以下の立体欠陥を有する。任意に、ポリプロピレンは下記特性の一つ以上を有する。(i) 162.0℃以上のTm、(ii) 230℃の温度及び25 sec-1の歪み速度で約5.0×104 Pa秒以上の伸長粘度、(iii) 約230℃の温度及び25 sec-1の歪み速度で測定したときに約15以上のTrouton比、(iv) 約0.01 dg/分以下(測定不能なほど低い値)のメルトフローレート(MFR、ASTM D-1238-95,230℃及び2.16 kgの条件Lで測定)、及び(v) ポリプロピレンの重量当たり0.5重量%以下、例えば0.2重量%以下、好ましくは0.1重量%以下の沸騰キシレンで抽出可能な成分。
【0033】
一実施形態では、ポリプロピレンは約0.9×106〜2.0×106の範囲内のMw、約2.0〜6.0の範囲内のMWD、及び90.0 J/g以上のΔHmを有するアイソタクチックポリプロピレンである。一般にこのようなポリプロピレンは、96.0モル%以上のメソペンタッド分率(mmmm)、1.0×104個の炭素原子当たり約5.0以下の立体欠陥、及び162.0℃以上のTmを有する。
【0034】
ポリプロピレンの非限定的な例、及びそのTm、Mw、MWD、メソペンタッド分率(mmmm)、立体規則度、固有粘度、Trouton比、立体欠陥及び抽出可能成分の含有量の測定方法は、国際公開第2008/140835号に記載されている。国際公開第2008/140835号の全記載は参照により本明細書に組み入れる。
【0035】
ポリプロピレンのΔHmは示差走査熱量測定法(DSC)により求められる。DSCはティー・エイ・インスツルメント(TA Instruments)のMDSC 2920又はQ1000 Tzero-DSCを用いて行い、データを標準の解析ソフトを用いて分析する。典型的には、3〜10 mgのポリマーをアルミニウム皿に入れ、23℃で装置内に置く。サンプルを−70℃以下の温度まで冷却した後10℃/分の加熱速度で210℃まで加熱し、サンプルのガラス転移及び融解挙動を評価する。サンプルを210℃に5分間保持して、その熱履歴を消失させる。結晶化挙動は、サンプルを溶融状態から10℃/分の冷却速度で23℃まで冷却することにより評価する。サンプルを23℃に10分間保持して、安定した固相の平衡状態にする。この溶融結晶化したサンプルを10℃/分で加熱することにより、第二の加熱データを得る。第二の加熱データから、制御された熱履歴条件下で結晶化したサンプルの相挙動が分る。吸熱融解遷移(第一及び第二の溶融)及び発熱結晶化遷移を分析して、転移の開始及びピーク温度を求める。曲線より下の面積から融解熱(ΔHm)を求める。
【0036】
希釈剤は一般に押出成形体を製造するのに用いるポリマーと相溶姓を有する。例えば希釈剤は、押出温度で樹脂と単相を形成することができる限りいかなるものでも良く、またその組合せでも良い。希釈剤の例は、ノナン、デカン、デカリン及びパラフィン油のような脂肪族又は環状炭化水素、及びジブチルフタレート及びジオクチルフタレートのようなフタル酸エステルの一種以上である。例えば、40℃で20〜200 cStの動粘度を有するパラフィン油を使用することができる。希釈剤は米国特許公開第2008/0057388号及び2008/0057389号(両文献とも全記載を参照により本明細書に組み入れる)に記載のものと同じで良い。
【0037】
任意に、珪素及び/又はアルミニウム原子を含有するような無機化合物、及び/又は国際公開第2007/132942号及び国際公開第2008/016174号(両者とも全記載を本明細書に組み込む)に記載されているような耐熱ポリマーを押出成形体の製造に使用することができる。一実施形態ではこれらの任意成分を使用しない。
【0038】
最終的な微多孔膜は一般に押出成形体の製造に用いたポリマーを含有する。少量の希釈剤又は製造中に入った他の成分も存在して良いが、一般にポリオレフィン微多孔膜の重量当たり1重量%未満の量である。製造中にポリマーの分子量が僅かに低減するおそれがあるが、問題ない。一実施形態では、製造中に分子量の低減があっても、膜中のポリマーのMWDは膜の製造に好適なポリマー(例えば押出前)のMWDと、例えば約10%以下、又は約1%以下、又は約0.1%以下しか変わらない。
【0039】
微多孔膜の製造方法
本発明の一実施形態は、ポリマー/希釈剤混合物から形成した延伸微多孔膜の膜厚均一性及び強度を改善する方法に関する。この方法は、目標以上の膜厚均一性を得るためにポリマー/希釈剤混合物中のポリマーの相対量を低減させる工程、及び目標値以上の膜強度を得るために延伸温度を低下させる工程を有する。
【0040】
当業者に明らかなように、この方法は、例えば、第一のポリマー相対量(=RPA1)を有するポリマー/希釈剤混合物から製造した微多孔膜にダイ起因欠点(ダイ起因のすじ状になることがある)が認められる場合に有用である。従って、ポリマー/希釈剤混合物中のポリマー量をポリマー相対量RPA2まで低減することにより、優れた膜厚均一性(例えば少ないダイ起因欠点)を有する微多孔膜を得ることができる。勿論、RPA2はRPA1より少ない。
【0041】
予想されるように、他の変数を一定に保持したままポリマー相対量を低下させると、得られる膜の強度も低下するかも知れない。場合によっては、不満足なレベルまで低下するかも知れない。これを補償するために延伸温度を下げると、喪失した強度(例えば、突刺強度)が復活し、もって目標レベル以上の膜強度が得られることが分った。
【0042】
結局、本発明の一実施形態は微多孔膜の製造方法に関する。この方法は、(i) ポリマー/希釈剤混合物中のポリマー相対量(RPA)と(ii) 膜厚均一性(例えばTD方向に沿った)との関数的な関係を求める工程と、その関係から満足な膜厚均一性を有する微多孔膜が得られる目標RPA(ポリマー/希釈剤混合物の重量当たり約40重量%未満)を決定する工程とを有し、決めた目標RPAを達成するポリマー/希釈剤混合物を調製するとともに、所望の膜厚均一性を有する微多孔膜を製造するものである。
【0043】
RPAとダイ起因欠点の形成との関数的な関係は、TD方向の1.0×102 mmの長さに沿って等間隔に設けられた2.0×102以上の点でTD方向の膜厚分布を求めることにより得られる。膜厚は上記領域内の各点で測定する。各点における膜厚とそこから25.0 mm以内の全ての点における膜厚との差が1.2μm以下である場合、膜は満足なTD方向の膜厚均一性を有する(例えば、実質的にダイ起因欠点がない)と言える。
【0044】
種々のRPA(例えば、RPA1、RPA2、RPA3、RPA4・・・RPAn)で形成された膜に対して膜厚分布(例えばTD方向に沿った)を得る。データから、少なくとも所望の膜厚均一性を有する微多孔膜を得るのに望ましいポリオレフィン/希釈剤混合物を調製するのに用いるRPAの目標値を求める。一実施形態の方法はさらに、混合物の延伸温度と得られる膜の強度(例えば、突刺強度、引張強度等)との関数的な関係を求める工程と、その関係から目標以上の強度を有する微多孔膜が得られる目標延伸温度を決める工程と、その目標温度に延伸温度を設定し、目標以上の強度を有する微多孔膜を製造する工程とを有する。
【0045】
単層法
一実施形態では、微多孔膜は押出成形体から製造された単層膜である。成形体は、ポリマーと希釈剤とを混合し、ポリマー/希釈剤混合物をダイから押出して押出成形体を形成し、任意に押出成形体を冷却してゲル状シートのような冷却成形体を形成し、任意に冷却成形体をMD方向、TD方向又は両方向に延伸し、希釈剤の少なくとも一部を押出成形体又は冷却成形体から除去して膜を形成し、乾燥した膜から残留揮発成分を任意に除去することにより、製造することができる。任意に、乾燥した膜を、MD方向に第一の乾燥長さからそれより長い第二の乾燥長さまで約1.1〜1.5倍に延伸するとともに、TD方向に第一の乾燥幅からそれよい広い第二の乾燥幅に約1.1〜1.3倍に延伸する。任意に、第二の乾燥幅を第三の乾燥幅(第一の乾燥幅乃至第一の乾燥幅の約1.1倍の範囲内)まで低減することにより、膜の幅を調整する。成形体はダイから連続的又はバッチ式で製造することができる。必要に応じて、国際公開第2008/016174号に記載されているような熱溶媒処理工程、熱固定工程、イオン化照射による架橋工程、及び親水化処理工程等を行うことができる。任意工程の数及び順序は重要でない。
【0046】
ポリマーと希釈剤の混合
上記ポリマーを例えば乾式混合又は溶融混練により混合し、次いで少なくとも一種の希釈剤(例えば製膜溶媒)と混合して、ポリマー及び希釈剤の混合物(例えばポリマー溶液)を調製する。希釈剤は混合物でも良い。また、ポリマーと希釈剤を単一工程で混合しても良い。ポリマー/希釈剤混合物は一種以上の酸化防止剤のような添加剤を含有しても良い。一実施形態では、このような添加剤の含有量はポリマー溶液の1重量%未満である。
【0047】
以下の例で詳細に説明するように、押出成形体を製造するのに用いる希釈剤の量は、膜厚均一性(例えば、ダイ起因欠点の低減又は除去)及び/又は膜強度を改善するように調整することができる。目標特性がMD方向及びTD方向の膜厚均一性、引張強度及び突刺強度である膜を得るためには、膜中の第二のポリエチレンの含有量は、0.5〜6.0重量%の範囲内(膜重量当たり)である。この場合、ポリマー/希釈剤混合物中のポリマーの量は30.0〜39.0重量%の範囲内(ポリマー/希釈剤混合物の重量当たり)である。すなわち、RPAは30.0〜39.0重量%の範囲内である。目標特性が引張強度及びTD方向の膜厚均一性である膜を得るためには、膜中の第二のポリエチレンの含有量は35.0〜45.0重量%の範囲内(膜重量当たり)であり、ポリマー/希釈剤混合物中のポリマーの量は25.0〜28.0重量%の範囲内(ポリマー/希釈剤混合物の重量当たり)である。すなわち、RPAは25.0〜28.0重量%の範囲内である。
【0048】
押出
一実施形態では、ポリマー及び希釈剤の混合物を押出機からダイに供給する。押出成形体又は冷却した成形体は、延伸工程後に所望の膜厚(一般に3μm以上)を有する膜を最終的に得るのに適する膜厚を有していなければならない。例えば、押出成形体は約0.1〜10 mmの範囲内、又は約0.5〜5 mmの膜厚を有することができる。押出は溶融状態のポリマー/希釈剤混合物に対して行う。シート成形用ダイを用いる場合、一般にダイリップを高温、例えば140〜250℃の範囲内の温度に加熱する。好適な押出条件は 国際公開第2007/132942号及び国際公開第2008/016174号に記載されている。
【0049】
冷却した成形体の形成
成形体を15〜25℃の温度にさらして、冷却した成形体を得る。冷却速度は特に重要ではない。例えば、押出成形体をほぼゲル化温度以下まで少なくとも約30℃/分の速度で冷却することができる。冷却条件は例えば国際公開第2008/016174号及び国際公開第2007/132942号に記載のものと同じで良い。
【0050】
押出成形体の延伸(上流側延伸)
成形体(又は冷却した成形体)を少なくとも一方向に延伸することができる。成形体は、例えば国際公開第2008/016174号に記載のように、テンター法、ロール法、インフレーション法又はこれらの組合せにより延伸することができる。延伸は一軸方向又は二軸方向に行うことができるが、二軸延伸が好ましい。二軸延伸の場合、同時二軸延伸、逐次延伸又は多段延伸(例えば、同時二軸延伸と逐次延伸の組合せ)のいずれも使用可能であるが、同時二軸延伸が好ましい。二軸延伸の場合、延伸方向ごとに同倍率である必要はない。
【0051】
一軸延伸の場合、延伸倍率は例えば2倍以上、好ましくは3〜30倍である。二軸延伸の場合、延伸倍率は両方向とも例えば3倍以上、すなわち9倍以上の面積倍率であり、面積倍率はさらに16倍以上、例えば25倍以上が好ましい。この延伸工程の例は約9〜49倍の面積倍率の延伸を含む。また、両方向の延伸倍率が同じでなくても良い。倍率は膜の大きさに乗法的に作用する。例えば、初期幅(TD方向)が2.0 cmの膜をTD方向に4倍に延伸すると、最終幅は8.0 cmとなる。
【0052】
押出成形体をほぼTcd〜Tmの範囲内の温度(上流側延伸温度)にさらしながら、延伸を行うことができる。ここで、Tcd及びTmはそれぞれ、押出成形体を製造するのに用いるポリエチレン(すなわち、第一及び第二のポリエチレン)のうち最も低い融点を有するポリエチレンの結晶分散温度及び融点と定義される。結晶分散温度は、ASTM D 4065により動的粘弾性の温度特性を測定することにより求められる。Tcdが約90〜100℃の範囲内の場合、延伸温度を約90〜125℃、例えば約100〜125℃、さらに105〜125℃とすることができる。膜中の第二のポリエチレンの含有量が0.5〜6.0重量%の範囲内で、目標膜特性がTD方向の膜厚均一性、突刺強度及び引張強度である場合、押出成形体を延伸中117.0〜118.8℃の範囲内の温度にさらす。膜中の第二のポリエチレンの含有量が35.0〜45.0重量%の範囲内で、目標とする膜特性が突刺強度、引張強度及びTD方向の膜厚均一性である場合、延伸中に押出成形体を110.9〜111.6℃の範囲内の温度にさらす。
【0053】
サンプル(例えば、押出成形体、乾燥した押出成形体、膜等)を高温にさらす場合、加熱空気をサンプル付近に供給すれば良い。所望の温度に調整された加熱空気を、例えばプレナムを経てサンプルに供給する。サンプルを高温にさらす他の方法には、サンプルを加熱表面にさらす方法、オーブン中で赤外線加熱する方法等のような従来の方法があり、加熱空気とともに又はその代わりに使用することができる。
【0054】
希釈剤の除去
一実施形態では、延伸された成形体から希釈剤の少なくとも一部を除去(置換)し、乾燥した膜を得る。希釈剤を除去(置換)するために、例えば国際公開第2008/016174号に記載されているような洗浄(置換)溶媒を使用することができる。
【0055】
一実施形態では、希釈剤の除去後に乾燥した膜から残留する揮発成分(例えば洗浄溶媒)の少なくとも一部を除去する。洗浄溶媒を除去可能であれば、熱乾燥、風乾(送風)等のような従来の方法を含むいかなる方法も使用可能である。洗浄溶媒のような揮発成分の除去条件は、例えば国際公開第2008/016174号に記載のものと同じで良い。
【0056】
膜の延伸(下流側延伸)
乾燥した膜を少なくともMD方向に延伸する(希釈剤の少なくとも一部を除去したので、「乾式延伸」と呼ぶ)。乾式延伸前の乾燥膜はMD方向(第一の乾燥長さ)及びTD方向(第一の乾燥幅)に初期サイズを有する。本明細書で使用する用語「第一の乾燥幅」は乾式延伸前の乾燥膜のTD方向のサイズを意味し、用語「第一の乾燥長さ」は乾式延伸前の乾燥膜のMD方向のサイズを意味する。例えば、国際公開第 2008/016174号に記載のテンター延伸装置を使用することができる。
【0057】
乾燥した膜をMD方向に第一の乾燥長さからそれより長い第二の乾燥長さに約1.1〜1.5倍(MD方向の乾式延伸倍率)に延伸することができる。TD方向の乾式延伸を行う場合、乾燥した膜をTD方向に第一の乾燥幅からそれより広い第二の乾燥幅にTD方向の乾式延伸倍率で延伸することができる。任意に、TD方向の乾式延伸倍率はMD方向の乾式延伸倍率以下である。TD方向の乾式延伸倍率は約1.1〜1.3の範囲内とすることができる。乾式延伸(希釈剤含有成形体は既に延伸されているので、「再延伸」と呼ばれる)は、MD方向及びTD方向に逐次又は同時に行うことができる。TD方向の熱収縮は一般にMD方向の熱収縮より電池特性に大きな影響を有するので、一般的にTD方向の倍率がMD方向の倍率を超えることはない。TD方向の乾式延伸を行う場合、MD方向及びTD方向に同時か逐次的に行うことができる。乾式延伸が逐次的な場合、一般にまずMD方向の延伸を行い、次いでTD方向の延伸を行う。
【0058】
乾式延伸は、乾燥した膜をTm以下の温度、例えば約Tcd−30℃〜Tmの範囲内の温度(下流側延伸温度)にさらしながら行うことができる。一実施形態では、延伸温度は、膜を約70〜135℃(例えば約80〜132℃)の温度にさらしながら行う。一実施形態では、MD方向の延伸はTD方向の延伸の前に行う。例えば膜中の第二のポリエチレンの含有量を35.0〜45.0重量%の範囲に増大させることにより、膜の引張強度を改善する場合、上流側延伸温度を110.9〜111.6℃の範囲に低下させることにより膜厚均一性を改善することができる。温度が低いと膜強度が低下する場合、膜の透過性を実質的に低下させることなく失われた強度の少なくとも一部を回復させるために、下流側延伸温度を130.0〜130.6℃の範囲にすることができる。例えば、以下の例9〜13を参照。
【0059】
一実施形態では、MD方向の延伸倍率は約1.1〜1.5倍、例えば1.2〜1.4倍の範囲内であり、TD方向の乾式延伸倍率は約1.1〜1.3倍、例えば1.15〜1.25倍の範囲内である。MD方向の乾式延伸はTD方向の乾式延伸の前に行う。MD方向の乾式延伸は膜を約80〜120℃の範囲内の温度にさらしながら行い、TD方向の乾式延伸は膜を約129〜131℃の範囲内の温度にさらしながら行う。
【0060】
延伸速度は延伸方向(MD方向又はTD方向)に好ましくは3%/秒以上であり、MD方向及びTD方向に独立に選択できる。延伸速度は好ましくは5%/秒以上、より好ましくは10%/秒以上、例えば5〜25%/秒の範囲内である。重要ではないが、破膜を防止するために延伸速度の上限は50%/秒が好ましい。
【0061】
膜の制御した縮幅
乾式延伸の後、乾燥した膜の幅を第二の乾燥幅から第三の幅(第一の乾燥幅乃至その約1.1倍の範囲内)に制御しつつ低減できる。縮幅は一般に膜をTcd−30℃以上かつTm以下の温度にさらしながら行う。例えば、縮幅中、膜を約70〜135℃、さらに127〜132℃、例えば約129〜131℃の範囲内の温度にさらすことができる。この温度は下流側延伸温度と同じでよい。一実施形態では、膜をTm未満の温度にさらしながら縮幅を行う。一実施形態では、第三の乾燥幅は第一の乾燥幅の1.0倍〜約1.1倍の範囲内である。
【0062】
制御した縮幅の間、膜をTD方向の延伸温度以上の温度にさらすと、最終的な膜は大きな耐熱収縮特性を有すると考えられる。
【0063】
熱固定
希釈剤の除去に続いて、例えば乾式延伸、制御した縮幅又は両方の後に、膜に少なくとも一回の熱処理(例えば熱固定)を施しても良い。熱固定は結晶を安定化し、膜中に均一なラメラを形成すると考えられる。一実施形態では、膜をTcd〜Tmの範囲内の温度(例えば約100〜135℃、さらに約127〜132℃、特に約129〜131℃の範囲内の温度)にさらしながら、熱固定を行う。熱固定温度は下流側延伸温度と同じでも良い。一般に、熱固定は膜中に均一なラメラを形成するのに十分な時間、例えば1〜100秒間行う。一実施形態では、熱固定を従来の熱固定条件で行う。「熱固定」は膜の長さ及び幅を実質的に一定に保ちながら行う熱固定であり、熱固定中、膜の周囲を例えばテンタークリップで保持する。
【0064】
熱固定工程の後にアニーリング処理を行っても良い。アニーリングは膜に荷重をかけずに行う熱処理であり、例えばベルトコンベアを具備する加熱チャンバ又はエアフローティング式加熱チャンバを用いて行うことができる。また熱固定後にテンターを緩めて、アニーリングを連続的に行っても良い。アニーリング中、膜をTm以下の温度、例えば約60℃〜約Tm−5℃の範囲内の温度にさらすことができる。アニーリングにより微多孔膜の透過性及び強度が改善されると考えられる。
【0065】
所望に応じて、例えば国際公開第2008/016174号に記載されているように、ローラ加熱、溶媒加熱、架橋、親水化及びコーティングを行っても良い。
【0066】
多層湿式法
一実施形態では、本明細書に開示の多層微多孔膜は二層膜である。別の実施形態では、多層微多孔膜少なくとも三層を有する。この開示は限定的でないが、主に第一の層材料からなる第一層及び第三層と第二の層材料からなる第二層とを有し、第二層が第一層と第三層の間に位置する三層膜について、多層膜の製造方法を説明する。例えば一実施形態による膜は、第一の層材料からなる第一層と、第二の層材料からなる第二層と、第三の層材料からなる第三層とを有する。第一層及び第三層は同じ膜厚を有し、第二層の両側に位置することができる。一実施形態では、第一及び第三の層材料はそれぞれポリプロピレンを含有する。第一層及び第三層(外層又はスキン層ともいう)が多量(例えば層重量当たり25.0重量%以上)のポリプロピレンを含有すると、スキン層が多量のポリプロピレンを含有しない膜と比較して、高いメルトダウン温度及び電気化学的安定性を有する膜が得られると考えられる。代表的な多層の例を以下に説明するが、本発明の広い範囲内の他の例を排除するものではない。
【0067】
多層の例
多層の例では、第一の層材料はその重量当たり40.0〜85.0重量%のポリプロピレン(6.0×105以上のMwを有するアイソタクチックポリプロピレン)を含有し、第二の層材料はポリオレフィンである。第一の層材料はさらにポリエチレン(例えば25.0〜55.0重量%のポリエチレン)を含有しても良い。例えば、第一の層材料はその重量当たり、ポリプロピレン40.0〜75.0重量%と、1.0×106以下のMwを有するポリエチレン(第一のポリエチレン)15.0〜60.0重量%と、1.0×106超のMwを有するポリエチレン(第二のポリエチレン)45.0重量%以下とを含有することができる。第一の層材料は50.0〜70.0重量%、例えば55.0〜65.0重量%のポリプロピレンを含有しても良い。
【0068】
この多層の例では、第二の層材料は第一及び第二のポリエチレンを含有する。例えば、第二の層材料はその重量当たり、50.0重量%以上、例えば55.0〜75.0重量%、さらに60.0〜70.0重量%の範囲内の第一のポリエチレンと、50.0重量%以下、例えば25.0〜45.0重量%、さらに30.0〜40.0重量%の範囲内の第二のポリエチレンとを含有することができる。(i) 第二の層材料は10.0重量%以下(例えば1.0〜9.0重量%)のポリプロピレンを含有しても良く、(ii) 第二の層材料のポリプロピレンは6.0×105以上のMwを有するアイソタクチックポリプロピレンで良く、及び/又は(iii) 第二の層材料のポリプロピレンは第一の層材料のポリプロピレンと実質的に同じで良い。
【0069】
一実施形態では、膜重量当たり膜中のポリプロピレンの全量は40.0〜70.0重量%の範囲内であり、第一のポリエチレンの全量は15.0〜60.0重量%の範囲内であり、第二のポリエチレンの全量は0.0〜40.0重量%の範囲内であり、ポリエチレンの全量は80.0〜95.0重量%の範囲内である。
【0070】
第一及び/又は第二の層材料はコポリマー、珪素及び/又はアルミニウム原子を含有するような無機化合物、及び/又は国際公開第2007/132942号及び国際公開第2008/016174号に記載されているような耐熱ポリマーを含有しても良いが、限定的でない。一実施形態では、第一及び第二の層材料は実質的にこのような材料を含有しない。この文脈で「実質的に含有しない」とは、層材料全体に対するこのような材料の含有量が1重量%未満であることを意味する。
【0071】
本明細書に開示の多層微多孔膜を製造する一つの方法は、押出成形体又は膜(例えば単層押出成形体又は単層微多孔膜)の積層又は共押出による多層化工程を有する。例えば、第一の層材料からなる一つ以上の層を第二の層材料からなる一つ以上の層と共押出することができる。その場合、例えば第一の層材料からなる層を第二の層材料からなる層の一方又は両側に配置する。
【0072】
多層膜の製造方法は、単層膜の場合と同様に多層押出成形体を処理する工程を有する。押出成形体は少なくとも第一層、第二層及び第三層を有し、第二層は第一層及び第三層の間に位置するのが好ましい。押出成形体の第一層及び第三層は第一の層材料及び第一の希釈剤を含有し、押出成形体の第二層は第二の層材料及び第二の希釈剤を含有する。第一層及び第三層は押出成形体の外層であり、スキン層と呼ぶことができる。押出成形体の第三層は異なる層材料(例えば第三の層材料)により形成しても良く、第一の層と異なる膜厚を有しても良い。この方法はまた冷却した押出成形体をMD方向及び/又はTD方向に延伸する工程、及び延伸した押出成形体から第一及び第二の希釈剤の少なくとも一部を除去して、第一の面方向に第一の乾燥長さを有し、第二の面方向に第一の乾燥幅を有する乾燥膜を得る工程を有する。単層膜の場合と同様に、この方法は単層膜の延伸と同じ方法により乾燥膜をMD方向及び/又はTD方向に延伸する工程を有しても良い。所望に応じて、単層膜の場合に記載したような他の処理工程を用いても良い。三層膜の製造例を以下詳細に説明する。
【0073】
第一層の材料と第一の希釈剤の混合
一実施形態では、第一の層材料は第一の混合物から調製する。第一の混合物は希釈剤、ポリプロピレン、第一のポリエチレン、及び任意に第二のポリエチレンを例えば乾式混合又は溶融混練により混合することにより得られる。希釈剤は、例えば上記単層膜の製造に用いたのと同じで良い。単層膜の場合のように、第一の混合物(例えば第一の層材料と希釈剤の組合せ)は一種以上の加工助剤(例えば酸化防止剤)のような添加剤を含有しても良い。一実施形態では、このような添加剤の含有量は、ポリマーと希釈剤の混合物当たり1重量%を超えない。
【0074】
第一の混合物中の第一の希釈剤の含有量は、第一の混合物の重量当たり20〜99重量%、例えば25〜80重量%、さらに70.0〜75.0重量%の範囲内である。換言すれば、一実施形態では、第一の混合物のRPAは、第一の混合物の重量当たり25.0〜30.0重量%の範囲内である。
【0075】
第二層の材料と第二の希釈剤の混合
第二の層材料は、第一の層材料と第一の希釈剤の混合に用いたのと同じ方法により第二の混合物から調製する。第二の層材料を含むポリマーは、例えば第一のポリエチレンと、ポリプロピレンと、任意に第二のポリエチレンとを溶融混練し、次いで溶融混練物を希釈剤と混練することにより得られる。第二の希釈剤は第一の希釈剤と同じで良く、第一の混合物中の第一の希釈剤と同じ相対濃度で使用することができる。一実施形態では、第一の混合物のRPAは、例えば第二の混合物の重量当たり25.0〜30.0重量%の範囲内である。
【0076】
押出
一実施形態では、第一の層材料と第一の希釈剤の混合物を第一の押出機から第一のダイ及び第三のダイに供給し、第二の層材料と第二の希釈剤の混合物を第二の押出機から第二のダイに供給する。シート状の多層押出成形体(すなわち膜厚方向より面方向に著しく大きい物体)を第一のダイ、第二のダイ及び第三のダイから押出して、第一の希釈剤と第一の層材料の混合物からなるスキン層と、第二の層材料と第二の希釈剤の混合物からなるコア層とを有する多層押出成形体を製造する。
【0077】
ダイ及び押出条件は、例えば国際公開第2008/016174号に記載のものと同じで良い。
【0078】
多層押出成形体の冷却
多層押出成形体の冷却方法は実質的に単層押出成形体の冷却方法と同じで良い。押出成形体の第一層と第三層の合計膜厚は冷却した押出成形体の全厚の15〜50%の範囲内で良く、第二層の膜厚は冷却した押出成形体の全厚の50〜85%の範囲内で良い。冷却した押出成形体のスキン層は実質的に同じ膜厚を有しても良い。膜中の各層の相対厚さは押出成形体中の各層の相対厚さとほぼ同じ割合である。
【0079】
冷却した押出成形体の延伸
冷却した押出成形体を次いで少なくとも一方向(例えば、MD方向又はTD方向のような少なくとも一つの面方向)に延伸し、延伸押出成形体を得る。単層押出成形体の延伸と同じ方法を用いることができる。押出成形体をMD方向及びTD方向に4〜6倍に同時延伸しても良い。一実施形態では、延伸倍率はMD方向及びTD方向とも5倍である。
【0080】
一実施形態では、押出成形体をTcd〜Tmの範囲内の温度にさらしながら、延伸を行う。Tcdが約90〜100℃の範囲内の場合、延伸温度を約90〜125℃とすることができる。少なくとも一つのスキン層が例えば上記多層例のように多量のポリプロピレンを含有する場合、スキン層のRPAは20.0〜35.0重量%の範囲内、例えば25.0〜30.0重量%の範囲内であり、上流側延伸温度は約100〜125℃の範囲内、例えば116.0〜117.5℃の範囲内である。
【0081】
残り(例えば希釈剤除去工程後)の処理工程は単層の場合と同じで良い。多層の例では、下流側延伸温度及び熱固定温度は120.0〜128.0℃の範囲内、例えば123.0〜126.0℃の範囲内で良い。
【0082】
微多孔膜の特性及び組成
一実施形態では、前記膜はリチウムイオン電池のセパレータフィルムとして使用するのに好適な液体透過性膜である。前記膜は下記特性の一つ以上を有するのが好ましい。
【0083】
膜厚
最終的な膜の膜厚は1.0μm以上、例えば約1.0〜1.0×102μmの範囲内とすることができる。典型的には、単層膜は約10.0〜25.0μmの範囲内の膜厚を有し、多層膜は20.0〜25.0μmの範囲内の膜厚を有する。膜厚は、例えば接触膜厚計により10 cmの幅にわたって1 cmの長手方向間隔で測定し、得られた値を平均することにより求める。明産株式会社(静岡県富士市五貫島746-3、日本国416-0946)製のロータリーキャリパー計RC-1、又は株式会社ミツトヨ製のLITEMATICのような膜厚測定装置が好適である。光学式膜厚測定方法のような非接触式膜厚測定方法も好適である。
【0084】
20.0%以上の空孔率
膜の空孔率は従来、膜の実際の重量を100%ポリエチレンからなる同等の(同じ長さ、幅及び厚さを有する)非多孔膜の重量と比較することにより測定されてきた。空孔率は、空孔率(%)=100×(w2−w1)/w2の式(ただし、w1は膜の実際の重量であり、w2は同じポリマーからなる同等の(同じサイズ及び膜厚を有する)非多孔膜の重量である。)により求める。一実施形態では、前記膜の空孔率は25.0〜85.0%の範囲内である。
【0085】
50.0秒/100 cm3/μm以下の規格化された透気度
一実施形態では、前記膜は50.0秒/100 cm3/μm以下の規格化された透気度(JIS P8117により測定)を有する。透気度は1.0μmの膜厚を有する同等の膜に対して規格化されているので、前記膜の透気度は「秒/100 cm3/μm」の単位により表す。前記膜の規格化された透気度は約1.0〜25秒/100 cm3/μmの範囲内で良い。規格化された透気度はJIS P8117により測定し、結果を1.0μmの膜厚を有する同等の膜の透気度に対して、A=1.0μm×X/T1の式(ただし、Xは実際の膜厚T1を有する膜の透気度の測定値であり、Aは1.0μmの膜厚を有する同等の膜の規格化された透気度である。)を用いて規格化する。
【0086】
10.0 gf/μm以上の規格化された突刺強度
膜の突刺強度は、1.0μmの膜厚及び40%の空孔率を有する同等の膜の突刺強度(gf/μm)として表す。突刺強度は、先端が球面(曲率半径R:0.5 mm)の直径1 mmの針で、膜厚T1の膜を2.0 mm/秒の速度で突刺したときの室温での最大荷重と定義する。突刺強度Sは、1.0μmの膜厚及び40%の空孔率を有する同等の膜の突刺強度に対して、 S2=[40%×1.0μm×S1]/[T1×(100%−P)]の式(ただし、S1は突刺強度の測定値であり、S2は規格化された突刺強度であり、Pは膜の空孔率の測定値であり、T1は膜の平均膜厚である。)を用いて、規格化する。任意に、前記膜の規格化された突刺強度は15.0 gf/μm以上、又は20.0 gf/μm以上、又は25.0 gf/μm以上、さらに10.0〜35.0 gf/μmの範囲内、又は15.0〜25.0 gf/μmの範囲内である。一実施形態では、前記膜は25.0 gf/μm以上の突刺強度を有する単層膜である。別の実施形態では、前記膜は13.0 gf/μm以上の突刺強度を有する多層膜(例えば上記多層の例)である。
【0087】
1.2×103 kgf/cm2以上の引張強度
MD方向及びTD方向における引張強度をASTM D-882Aに従って測定する。一実施形態では、前記膜は1.7×103 kgf/cm2以上、例えば1.7×103〜2.3×103 kgf/cm2のTD方向の引張強度を有する単層膜である。他の実施形態では、前記膜は、1.0×103 kgf/cm2以上、例えば1.0×103〜2.0×103 kgf/cm2のTD方向の引張強度を有する多層膜(例えば上記多層の例)である。
【0088】
140℃以下のシャットダウン温度
微多孔膜のシャットダウン温度は熱機械分析装置(セイコー電子工業株式会社製、TMA/SS6000)を用いて下記の通り測定する。サンプルの長軸及び短軸がそれぞれ微多孔膜の横手方向及び長手方向と一致するように、微多孔膜から3 mm×50 mmの長方形サンプルを切り出す。サンプルを10 mmのチャック間距離(上方チャックと下方チャックとの距離)で熱機械分析装置にセットする。下方チャックを固定し、上方チャックでサンプルに19.6 mNの荷重をかける。チャック及びサンプルを加熱できる管内に入れる。管内の温度を30℃から200℃まで5℃/分の速度で上昇させながら、19.6 mNの荷重下でサンプルの長さ変化を0.5秒間隔で測定し、記録する。「シャットダウン温度」は、膜を製造するのに用いるポリマーのうち最も低い融点を有するポリマーのほぼ融点で観察される変曲点の温度と定義する。一実施形態では、シャットダウン温度は140.0℃以下、又は130.0℃以下、例えば128.0〜135.0℃の範囲内である。
【0089】
メルトダウン温度
メルトダウン温度は下記の方法により測定する。サンプルの長軸及び短軸がそれぞれ微多孔膜の横手方向及び長手方向と一致するように、微多孔膜から3 mm×50 mmの長方形サンプルを切り出す。サンプルを10 mmのチャック間距離(上方チャックと下方チャックとの距離)で、熱機械分析装置(セイコー電子工業株式会社製TMA/SS6000)にセットする。下方チャックを固定し、上方チャックでサンプルに19.6 mNの荷重をかける。チャック及びサンプルを加熱できる管に入れる。管内の温度を30℃から200℃まで5℃/分の速度で上昇させながら、サンプルの長さ変化を19.6 mNの荷重下で0.5秒の間隔で測定し、記録する。サンプルのメルトダウン温度はサンプルが破断する温度と定義し、一般にほぼ145〜200℃の範囲内の温度である。膜が多量のポリプロピレンを含有していない(例えば、膜重量当たり2.0重量%以下のポリプロピレンしか含有していない)単層膜の場合、メルトダウン温度はほぼ145〜160℃の範囲内である。膜がポリプロピレンを含有する少なくとも一つのスキン層を有する多層膜(例えば上記多層例)の場合、膜は165.0℃以上、例えば170.0℃以上、さらに170.0〜200.0℃の範囲内のメルトダウン温度を有する。
【0090】
膜厚均一性
(i) TD方向の膜厚均一性
膜厚均一性は膜の「面」方向(例えば膜が実質的に平坦な場合に決まるMD方向及びTD方向のような方向)で測定する。TD方向の膜厚分布における各点での膜厚とその点から25.0 mm以内の全ての点における膜厚との差が1.2μm以下、好ましくは1.0μm以下の場合、膜は満足なTD方向の膜厚均一性を有する(例えば、実質的にダイ起因欠点がない)。一実施形態では、膜全面において、膜表面の第一の点における膜厚とその点から25.0 mm以内の全ての点における膜厚との差が1.2μm以下、例えば1.0μm以下である。TD方向の膜厚分布における第一の点での膜厚と第一の点から25.0 mm以内の各点での膜厚との差を、TD方向における「膜厚偏差」と呼ぶ。ダイ起因欠点は、0.05 m以下のサイズ(TD方向に沿って測定)を有し、1.2μm超、例えば2.0μm以上の膜厚変動を有するTD方向に沿った領域である。ダイ起因のすじは、膜のMD方向に約0.10 m以上、一般に約1.0 m以上、さらに10.0 m以上におよぶダイ起因欠点である。ダイ起因のすじは例えば押出中に形成される。一実施形態では、膜厚の%で表される膜厚偏差は、膜のいかなる方向(MD方向、TD方向等)でも17.0%以下、例えば12.0%以下、さらに10.0%以下である。
【0091】
TD方向の膜厚偏差は、TD方向の1.0×102 mmの長さに沿った2.0×102以上の等間隔の点で膜厚を測定することにより求める。
【0092】
明産株式会社(静岡県富士市五貫島746-3、日本国416-0946)製のロータリーキャリパー計RC-1のような接触式膜厚測定装置により、磁気センサと一対の測定ロールとの距離を検出し、膜厚を求める。膜を上下の測定ロールで挟んだ後、搬送ロールを回転させて膜を搬送する。その結果、上方の測定ロールは膜厚の分だけ持ち上がり、磁気センサとの距離が変わる。膜の移動に伴う距離の変化を200個の等間隔の点で連続的に検出し、測定値を膜厚データに変換する。
【0093】
例えば、膜サンプルの典型的な幅及び長さはMD方向に50 mmであり、TD方向に約1.0 mである。ダイ起因欠点がない場合、公称厚さが18μmの膜(高低偏差1.2μm)では、25.0 mm以内の測定点における膜厚変化は18.2〜19.4μmの範囲内である。しかし、ダイ起因欠点がある場合、ダイ起因欠点における膜厚は約17.4μmになることがあり、膜厚変化は17.4〜19.2μmであり、少なくとも一つの測定点から25.0 mm以内の高低偏差は1.8μmである。
【0094】
所望に応じ、機械的膜厚測定方法の代わりに、光の透過又は反射を利用した膜の膜厚及び膜厚変化の光学的測定方法を使用しても良い。例えば、膜の最大可視光反射率R1及び最小可視光反射率R2が(R1−R2)/R1≧0.1の条件を満たす場合、膜に実質的にダイ起因のすじがないと言える。
【0095】
光反射率を測定するために、作製済みの膜(ロールに巻かれていた場合には巻き戻した膜)を光分布測定装置に照射されている検出ローラ上を通す。光分布測定装置は膜にストライプ状の光を投射し、膜表面で反射したストライプ状の光をリニア電荷結合素子(CCD)を具備する短波長赤外線走査カメラで受光する。
【0096】
CCDアレイからのデータをライン走査プロセッサに送る。ライン走査プロセッサはデータを複数のレーンに分割する。各レーンからのピクセルを可変閾値と比較し、そのレーンがダイ起因欠点を有する領域か否かを判定する。
【0097】
別の実施形態では、膜を透過した光をリニアCCDアレイを具備する短波長赤外線ライン走査カメラで受光する。これにより、光の反射率というよりは透過率の測定値が得られる。
【0098】
再び、CCDアレイからのデータをライン走査プロセッサに送る。ライン走査プロセッサはデータを複数のレーンに分割する。各レーンからのピクセルを可変閾値と比較し、そのレーンがダイ起因欠点を有する領域であるか否かを判定する。レーンごとに、最小透過率を最大透過率で割った値が0.90未満である場合に、ダイ起因欠点があると判定する。
【0099】
上記カメラとして、カリフォルニア州ゴレタのサンタバーバラフォーカルプレインが提供するような、近赤外線領域全体及びそれを超えた領域をカバーできるインジウムアンチモン焦点面アレイ(InSb FPA)カメラを用いることができる。
【0100】
(ii) MD方向の膜厚均一性
再び、明産株式会社(静岡県富士市五貫島746-3、日本国416-0946)製のロータリーキャリパー計RC-1のような接触式膜厚測定装置、又は光学式膜厚測定方法を用いて、磁気センサと一対の測定ロールとの距離を検出し、膜厚を求める。膜を上下の測定ロールで挟んだ後、搬送ロールを回転させて膜を搬送する。その結果、膜厚の分だけ上方の測定ロールが上昇し、磁気センサからの距離が変化する。膜の移動に伴う距離の変化を連続的に検出し、得られた測定値を膜厚データに変換する。
【0101】
このようにして、第一の面方向に実質的に平行な第二の面方向に沿って(例えば第一の面方向がTD方向の場合、MD方向に沿って)、第二の膜厚分布を求める。第二の膜厚分布は、第二の面方向の1.0 mの長さにわたって設けた1.0×104個の等間隔な点について求める。MD方向に沿って測定した第二の膜厚分布における膜厚の標準偏差が1.0μm以下である場合、膜はMD方向に実質的に均一な膜厚を有するとする。
【0102】
MD方向及びTD方向に上記膜厚均一性の測定で記載したのと異なるサイズを有する膜に対しては、測定領域を変更し、MD方向及びTD方向に沿った距離当たりの測定点の数を上記と同じにして、所望の分布を求める。
【0103】
105℃における10%未満のTD方向の熱収縮率及び8.5%未満のMD方向の熱収縮率
微多孔膜の直交面方向(例えばMD方向又はTD方向)の収縮率を105℃で下記の通り測定する。(i) 微多孔膜の試験片の長手方向及び横手方向両方のサイズを室温で測定し、(ii) 荷重をかけずに微多孔膜の試験片を105℃の温度に8時間保持し、次いで(iii) 前記膜のMD方向及びTD方向両方のサイズを測定する。(i) の測定結果を(ii) の測定結果で割った値(%で表す)がMD方向及びTD方向の熱収縮率である。
【0104】
一実施形態では、微多孔膜は105℃で3.0〜10%の範囲内(例えば4〜8%)のTD方向の熱収縮率及び1.5〜8%の範囲内(例えば2〜6%)のMD方向の熱収縮率を有する。
【0105】
前記膜は大気圧で液体(水性及び非水性)に対して透過性を有するので、電池用セパレータ、濾過膜等として使用可能である。熱可塑性膜は特にニッケル−水素電池、ニッケル−カドミウム電池、ニッケル−亜鉛電池、銀−亜鉛電池、リチウム−イオン電池、リチウムイオンポリマー電池等の二次電池のセパレータフィルム(BSF)として有用である。本明細書に開示の一実施形態は、熱可塑性膜からなるBSFを有するリチウムイオン二次電池である。このような電池は国際公開第2008/016174号(その全記載を参照により本明細書に組み入れる)に記載されている。
【0106】
微多孔膜の組成
微多孔膜は一般にポリマー組成物を調製するのに用いたのと同じポリマーを同じ相対量で含有する。洗浄溶媒及び/又は処理溶媒(希釈剤)は一般に微多孔膜当たり1 重量%未満の量で存在しても良い。処理中、僅かなポリマー分子量の低減が起こるおそれがあるが、問題ない。ポリマーがポリオレフィンで、膜を湿式法で製造する場合、処理中分子量の低減が起こっても、膜中のポリマーのMWDと膜を製造するのに用いたポリマーのMWDとの差は約5%以下、又は約1%以下、又は約0.1%以下である。
【0107】
電池用セパレータ及び電池
【0108】
本明細書に記載の微多孔膜は、例えばリチウムイオン一次及び二次電池における電池用セパレータとして有用である。このような電池は国際公開第2008/016174号に記載されている。
【0109】
電池は一種以上の電気又は電子装置用の電源として有用である。このような装置は、例えば抵抗、コンデンサ、インダクタ等の受動素子、トランス、電動モータ及び発電機のような電動装置、及びダイオード、トランジスタ及び集積回路のような電子装置を含む。前記装置は直列及び/又は並列な電気回路中の電池に接続して、電池装置を構成することができる。前記回路は電池に直接又は間接的に接続することができる。例えば、電池から流れ出る電気は、消失するか一つ以上の装置に蓄積される前に、電気化学的に(例えば、第二の電池又は燃料電池により)及び/又は電気機械的に(例えば、発電機を駆動する電動モータにより)変換することができる。電池装置は、電動工具のモータのような比較的高出力の装置を駆動する電源として使用することができる。
【例】
【0110】
以下の例を参照して本明細書に開示の種々の形態をさらに詳細に説明するが、この開示の範囲を限定するものではない。
【0111】
例1〜8
単層膜の例
これらの例は、ポリマー/希釈剤混合物中のポリマーの含有量及び上流側延伸温度の最適化により、実質的にダイ起因欠点を除去しながら強度を最適化できることを示す。表1に示すように、(a) 5.6×105の重量平均分子量及び4.1の分子量分布を有するとともに、10,000個の炭素原子当たり0.1個の末端不飽和基を有するポリエチレン樹脂(第一のポリエチレン)90〜100重量%と、(b) 2.0×106の重量平均分子量及び5の分子量分布を有するポリエチレン樹脂(UHMWPEと略記する第二のポリエチレン)0〜10重量%とを混合することにより、ポリオレフィン組成物を調製する。
【0112】
また表1に示すように、強混練二軸押出機中で、30〜40重量%のポリオレフィン組成物を60〜70重量%の流動パラフィン(40℃で50 cSt)と混合し、RPAを例えば30.0〜40.0重量%の範囲内とする。210℃で混合し、例1〜8の8種のポリマー/希釈剤混合物を製造する。各混合物を二軸押出機に連結したTダイから押し出す。得られた押出成形体を40℃に温調した冷却ロールに接触させることにより冷却する。冷却した成形体(ゲル状シート)を、テンター式延伸装置を用いて、117.0〜119.5℃の範囲内の上流側延伸温度でMD方向及びTD方向の両方に5倍に同時二軸延伸する(上流側延伸)。シートのサイズを固定したまま、シートを25℃に制御した塩化メチレン浴に3分間浸漬して流動パラフィンを除去し、室温の空気流で乾燥する。高温で1.35倍の倍率に延伸した例7以外、各例の乾燥シートをTD方向に1.4倍の倍率に乾式延伸(下流側延伸)した後、10分間熱固定する。
【0113】
特性
例1〜8で得られた微多孔膜の特性を上記方法により測定する。結果を表1に示す。
【0114】
【表1−1】
注:(1) 105℃で測定。
【0115】
【表1−2】
注:(1) 規格化されている。
(2) 標準偏差。
【0116】
表1の結果は、MD方向の膜厚が均一で実質的にダイ起因欠点がない微多孔膜の製造を示す。これらの膜は1.7×103 kgf/cm2超のTD方向の引張強度、21.5 gf/1.0μm以上の突刺強度、及び2.5%以下の105℃での熱収縮率を有する。上記の通り、RPAを40.0重量%未満に低下させると、ダイ起因欠点の数が検出不能なまでに減少することが分かる。一般に、RPAを40%から39.0%まで低下させると電池用セパレータフィルムの強度が低下すると予想される。失われた強度を幾分回復し、さらに向上させるために、上流側延伸温度を低下させれば良いことが分った。例4に示すように、上流側延伸温度を119.5℃から118.7℃まで低下させたとき、膜強度が維持され、TD方向の膜厚均一性が改善され(ダイ起因欠点が実質的になくなり)、かつ105℃における満足なTD方向の熱収縮率が達成された。RPAを低減しても、強度を改善するために1.4倍のTD方向乾燥延伸倍率を増大する必要がないことは驚くべきことであり、かつ重要である。TD方向の乾燥延伸倍率を1.4倍以上に増大させると、105℃におけるTD方向の熱収縮率が増大すると予想され、望ましくない。例1〜3及び8を含む表中の全ての例は15秒/100 cm3/1.0μm以下の透気度を有する。
【0117】
例9〜14
これらの例は、1.0×106超のMwを有するポリエチレン(UHMWPE)25.0〜45.0重量%を含有する膜において、RPA及び上流側延伸温度の最適化によりダイ起因欠点を形成することなく強度を最適化できることを示す。表2に示すように、(a) 5.6×105のMw及び4.1のMWDを有するとともに、10,000個の炭素原子当たり0.1個の末端不飽和基を有するポリエチレン樹脂(「HDPE」と表記する第一のポリエチレン)60〜70重量%と、(b) 2.0×106のMw及び5のMWDを有するポリエチレン樹脂(「UHMWPE」と表記する第二のポリエチレン)30〜40重量%とを混合することにより、ポリオレフィン組成物を調製する。
【0118】
また表1に示すように、25〜28.5重量%のポリオレフィン組成物を強混練二軸押出機中で71.5〜75重量%の流動パラフィン(40℃で50 cSt)と混合する。混合は210℃で行い、例9〜14の6つのポリエチレン/希釈剤混合物を製造する。得られた混合物を二軸押出機に連結したTダイから押し出す。得られた押出成形体を40℃の温度に調整した冷却ロールに接触させて冷却する。テンター式延伸装置を用いて、ゲル状シート状の押出成形体を111.0〜114.8℃の範囲内の上流側延伸温度でMD方向及びTD方向両方に5倍に同時二軸延伸する。シートのサイズを固定したまま、シートを25℃に制御した塩化メチレン浴に3分間浸漬して流動パラフィンを除去し、室温の空気流で乾燥する。乾燥した押出成形体を、所定の熱固定温度にさらしながらバッチ式延伸装置によりTD方向に1.35倍に延伸する。膜を次いで所定の温度で10分間熱固定する。ダイ起因欠点は観察されない。
【0119】
特性
例9〜13で得られた微多孔膜の特性を上記方法により測定する。結果を以下の表2及び3に示す。
【0120】
【表2】
【0121】
【表3−1】
注:(1) 規格化されている。
【0122】
【表3−2】
注:(1) 規格化されている。
【0123】
表3の結果は、MD方向に膜厚が均一で実質的にダイ起因欠点がない高強度の微多孔膜をポリオレフィンから製造できることを示す。その膜は1.8×103 kgf/cm2超のTD方向の引張強度及び21.0 gf/μm以上の突刺強度を有する。特に例12は、所望の規格化された透気度及び突刺強度を有する微多孔膜を25.0〜27.5重量%の範囲内のRPAから製造することができることを示す。例9〜12は、20.0 gf/μm以上の比較的高い規格化された突刺強度を有する膜を、空孔率及び透気度のような他の重要な膜特性を著しく劣化させることなく製造できることを示す。例13は、高い上流側延伸温度により膜のTD方向の引張強度が著しく低下し、TD方向の熱収縮率が高くなることを示す。
【0124】
例13〜15
単層膜の例
(1) 第一のポリオレフィン溶液の調製
表4に示すように、(a) 7.5×105のMw及び11.9のMWDを有する第一のポリエチレン樹脂(PE1)60.0〜70.0重量%と、(b) 1.9×106のMw及び5.1のMWDを有する第二のポリエチレン樹脂(PE2)30.0〜40.0重量%とを乾式混合することにより、第一のポリオレフィン組成物を調製する。組成物中の第一のポリエチレン樹脂は135℃の融点及び100℃のTcdを有する。
【0125】
また表4に示すように、第一の混合物の重量当たり、25.0〜28.5重量%の第一のポリオレフィン組成物を内径が58 mmでL/Dが42の第一の強混練二軸押出機に導入し、71.5〜75.0重量%の流動パラフィン(40℃で50 cst)をサイドフィーダから前記二軸押出機に導入して、第一の混合物を調製する。換言すれば、RPAは25〜28.5重量%の範囲内である。溶融混練を210℃及び200 rpmで行う。
【0126】
(2) 第二のポリオレフィン溶液の調製
また表4に示すように、第一の組成物と同じ方法で、第二のポリオレフィン組成物の重量を基準として(a) 第一のポリエチレン樹脂(PE1)30〜70重量%と、(b) 第二のポリエチレン樹脂(PE2)0〜5.0重量%と、(c) 1.1×106のMw、114 J/gの融解熱及び5のMWDを有するポリプロピレン樹脂(PP)30〜70重量%とを乾式混合することにより、第二のポリオレフィン組成物を調製する。組成物中の第一のポリエチレン樹脂は135℃のTm及び100℃のTcdを有する。ポリプロピレンは160.0℃以上のTmを有する。
【0127】
また表4に示すように、25〜35重量%の第二のポリオレフィン組成物を58 mmの内径及び42のL/Dを有する第二の強混練二軸押出機に導入し、70〜75重量%の流動パラフィン(40℃で50 cst)をサイドフィーダから二軸押出機に供給し、第二の混合物を調製する。換言すれば、RPAは25.0〜30.0重量%の範囲内である。溶融混練を210℃及び200 rpmで行う。
【0128】
(3) 膜の製造
第一及び第二の混合物をそれぞれの二軸押出機から三層押出用Tダイに供給し、そこから押し出すことにより、表5に示す層厚比で第一の混合物層/第二の混合物層/第一の混合物層からなる多層成形体を製造する。成形体を20℃に制御した冷却ローラを通すことにより冷却し、三層ゲル状シートの形態の成形体を製造する。ゲル状シートを所定の上流側延伸温度(115.0〜118.5℃の範囲内)にさらしながら、テンター式延伸装置によりMD方向及びTD方向にそれぞれ5倍に同時二軸延伸する。延伸した三層ゲル状シートを20 cm×20 cmのアルミニウムフレームに固定し、25℃に制御した塩化メチレン浴に3分間浸漬して流動パラフィンを除去し、室温の空気流で乾燥する。乾燥した膜を乾式延伸する。膜を次いで所定の温度に10分間さらしながら熱固定し、最終的な多層微多孔膜を得る。
【0129】
前記膜の製造に用いたポリマー及び代表的な製造条件を表4及び5に示す。
【0130】
特性
例13〜15で得られた微多孔膜の特性を上記の方法により測定する。結果を下記表5及び6に示す。ダイ起因欠点は認められない。
【0131】
【表4】
注:(1) 全膜厚に対するスキン層の合計膜厚の比。
【0132】
【表5−1】
注:(1) 規格化されている。
【0133】
【表5−1】
【0134】
これらの例は、170.0℃以上のメルトダウン温度、1.0×103 kgf/cm2以上のTD方向の引張強度、及び7.5%以下の熱収縮率を有する多層微多孔膜を製造することができることを示す。特に例13及び14は、上流側延伸温度が低いと、TD方向の引張強度を高くできることを示す。例15は、上流側延伸温度及びRPAを低下させると、スキン層が厚くなっても、TD方向の引張強度をさらに改善できることを示す。さらに上記例は、より複雑な高い二軸延伸倍率を使用したり、MD方向の熱収縮を増大させるMD方向の乾燥延伸を使用したり、TD方向の熱収縮増大させるTD方向の乾燥延伸を増大させたりすることなく、高強度の電池用セパレータフィルムを製造できること、すなわち膜を過剰に延伸することなく高強度を達成できることを示す。
【0135】
本発明に引用された全ての特許、試験方法、及び優先権証明書を含む他の文書は、開示内容が矛盾しない限りかつ許容される限り、参照により完全に本明細書に組み入れられる。
【0136】
本明細書に記載の実施形態は特定の例であり、当業者であれば本開示の思想及び範囲を逸脱することなく種々の変更を容易になし得ることは明らかである。従って、本明細書に添付の請求項の範囲は例及び本明細書の記載に限定されず、それらの全ての発明的特徴(この開示に属する技術の当業者によりその均等物と見做される全ての特徴を含む)は請求項の範囲に入ると考えるべきである。
【0137】
本明細書に記載の数値の下限及び上限については、下限から上限までの範囲を含む。
【0138】
明細書の記載、例及び添付の特許請求の範囲の全体にわたって、パラメータ、特徴、目的又は寸法の数値は数的範囲で記載されている。記載の数的範囲は本明細書に記載の実施形態を説明するためのもので、本明細書に記載の実施形態の範囲を限定するものではない。さらに、数的範囲を記載するための「約第一の数値と約第二の数値との間の範囲」の句は、「約第一の数値から約第二の数値までの範囲」の句と同じ意味であり、2つの均等な意味の句は互換性がある。
【特許請求の範囲】
【請求項1】
20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有し、1.0×106以下のMwを有する第一のポリマー及び1.0×106超のMwを有する第二のポリマーを含有し、実質的にダイ起因欠点がない微多孔膜であることを特徴とする膜。
【請求項2】
請求項1に記載の膜において、膜表面において第一の点における膜厚とそこから25.0 mm以内の全ての点における膜厚との差が1.2μm以下であることを特徴とする膜。
【請求項3】
請求項1又は2に記載の膜において、押出し成形された膜であることを特徴とする膜。
【請求項4】
請求項3に記載の微多孔膜において、実質的にダイ起因のすじがないことを特徴とする微多孔膜。
【請求項5】
請求項1〜4のいずれかに記載の膜において、前記膜の最大可視光反射率R1及び最小可視光反射率R2が(R1−R2)/R1≧0.1以上の条件を満たすことを特徴とする膜。
【請求項6】
請求項1〜5のいずれかに記載の膜において、前記第一のポリマーが第一のポリエチレンであり、前記第二のポリマーが第二のポリエチレンであり、膜重量当たり0.5〜55.0重量%の第二のポリエチレンを含有することを特徴とする膜。
【請求項7】
請求項6に記載の膜において、膜重量当たり0.5〜6.0重量%の第二のポリエチレンを含有し、1.7×103 kgf/cm2以上のTD方向の引張強度を有する単層膜であることを特徴とする膜。
【請求項8】
請求項6に記載の膜において、35.0〜45.0重量%の第二のポリエチレンを含有し、1.8×103 kgf/cm2以上のTD方向の引張強度を有する単層膜であることを特徴とする微多孔膜。
【請求項9】
請求項1〜6のいずれかに記載の膜において、多層膜であることを特徴とする膜。
【請求項10】
前記請求項のいずれかに記載の膜からなる電池用セパレータ。
【請求項11】
ある延伸温度でポリマー/希釈剤混合物を延伸することにより製造されたポリマー微多孔膜の外観及び強度を改善する方法であって、
(a) 前記ポリマー微多孔膜上の少なくとも一つのダイ起因のすじを観察し、
(b) 前記ポリマー微多孔膜上のダイ起因のすじを減少させるために、前記ポリマー/希釈剤混合物中のポリマー量を第一のポリマー相対量から第二のポリマー相対量まで減少させ、
(c) 目標レベル以上の膜強度を得るために、前記延伸温度を第一の温度から第二の温度まで低下させることを特徴とする方法。
【請求項12】
請求項11に記載の方法において、前記ポリマーが1.0×106以下のMwを有する第一のポリエチレン約0.5〜55重量%と、1.0×106超のMwを有する第二のポリエチレンとを含有することを特徴とする方法。
【請求項13】
請求項11又は12に記載の方法において、前記希釈剤が流動パラフィンであることを特徴とする方法。
【請求項14】
請求項12又は13に記載の方法において、前記ポリマーが0.5〜6.0重量%の第二のポリエチレンを含有し、前記ポリマー/希釈剤混合物当たりの前記第二のポリマーの相対量が30.0〜39.0重量%の範囲内であることを特徴とする方法。
【請求項15】
請求項14に記載の方法において、微多孔膜を二軸延伸し、かつ第二の温度を117.0〜118.8℃の範囲内とすることを特徴とする方法。
【請求項16】
請求項12又は13に記載の方法において、前記ポリマーが35.0〜45.0重量%の第二のポリエチレンを含有し、前記ポリマー/希釈剤混合物当たりの前記第二のポリマーの相対量が25.0〜28.0重量%の範囲内であることを特徴とする方法。
【請求項17】
請求項16に記載の方法において、前記ポリマーが約37〜42重量%の第二のポリエチレンを含有することを特徴とする方法。
【請求項18】
請求項17に記載の方法において、前記膜を二軸延伸し、かつ第二の温度を110.9〜111.6℃の範囲内とすることを特徴とする方法。
【請求項19】
請求項11〜13のいずれかに記載の方法において、前記膜が多層膜であることを特徴とする方法。
【請求項20】
請求項11〜19に記載の方法により得られた膜。
【請求項21】
電解質と、正極と、負極と、前記正極と前記負極との間に配置されたセパレータとを具備する電池であって、前記セパレータが20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有する膜からなり、前記膜が1.0×106以下のMwを有する第一のポリマー及び1.0×106超のMwを有する第二のポリマーを含有し、かつ実質的にダイ起因欠点がない微多孔膜であることを特徴とする電池。
【請求項22】
第一層と、第三層と、前記第一層と前記第三層との間の第二層とを有する膜であって、前記第一層及び前記第三層がポリエチレン及び膜重量当たり10.0重量%以上のポリプロピレンを含有し、前記第二層が膜重量当たり1.0重量%以下のポリプロピレンを含有し、前記膜が165.0℃以上のメルトダウン温度及び1.0×103 kgf/cm2以上のTD方向の引張強度を有するとともに、少なくとも一つの面方向において8.0%以下の105℃での熱収縮率を有し、実質的にダイ起因欠点がない微多孔膜であることを特徴とする膜。
【請求項23】
1.0×106以下のMwを有する第一のポリマー及び1.0×106超のMwを有する第二のポリマーを含有し、20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有し、微多孔である膜であって、いかなる方向でも膜厚偏差が17.0%以下であることを特徴とする膜。
【請求項24】
請求項23に記載の膜において、165.0℃以上のメルトダウン温度及び1.0×103 kgf/cm2以上のTD方向の引張強度を有するとともに、少なくとも一つの面方向において8.0%以下の105℃での熱収縮率を有することを特徴とする膜。
【請求項25】
請求項23又は24に記載の膜において、実質的にダイ起因のすじがない押出成形された膜であることを特徴とする膜。
【請求項1】
20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有し、1.0×106以下のMwを有する第一のポリマー及び1.0×106超のMwを有する第二のポリマーを含有し、実質的にダイ起因欠点がない微多孔膜であることを特徴とする膜。
【請求項2】
請求項1に記載の膜において、膜表面において第一の点における膜厚とそこから25.0 mm以内の全ての点における膜厚との差が1.2μm以下であることを特徴とする膜。
【請求項3】
請求項1又は2に記載の膜において、押出し成形された膜であることを特徴とする膜。
【請求項4】
請求項3に記載の微多孔膜において、実質的にダイ起因のすじがないことを特徴とする微多孔膜。
【請求項5】
請求項1〜4のいずれかに記載の膜において、前記膜の最大可視光反射率R1及び最小可視光反射率R2が(R1−R2)/R1≧0.1以上の条件を満たすことを特徴とする膜。
【請求項6】
請求項1〜5のいずれかに記載の膜において、前記第一のポリマーが第一のポリエチレンであり、前記第二のポリマーが第二のポリエチレンであり、膜重量当たり0.5〜55.0重量%の第二のポリエチレンを含有することを特徴とする膜。
【請求項7】
請求項6に記載の膜において、膜重量当たり0.5〜6.0重量%の第二のポリエチレンを含有し、1.7×103 kgf/cm2以上のTD方向の引張強度を有する単層膜であることを特徴とする膜。
【請求項8】
請求項6に記載の膜において、35.0〜45.0重量%の第二のポリエチレンを含有し、1.8×103 kgf/cm2以上のTD方向の引張強度を有する単層膜であることを特徴とする微多孔膜。
【請求項9】
請求項1〜6のいずれかに記載の膜において、多層膜であることを特徴とする膜。
【請求項10】
前記請求項のいずれかに記載の膜からなる電池用セパレータ。
【請求項11】
ある延伸温度でポリマー/希釈剤混合物を延伸することにより製造されたポリマー微多孔膜の外観及び強度を改善する方法であって、
(a) 前記ポリマー微多孔膜上の少なくとも一つのダイ起因のすじを観察し、
(b) 前記ポリマー微多孔膜上のダイ起因のすじを減少させるために、前記ポリマー/希釈剤混合物中のポリマー量を第一のポリマー相対量から第二のポリマー相対量まで減少させ、
(c) 目標レベル以上の膜強度を得るために、前記延伸温度を第一の温度から第二の温度まで低下させることを特徴とする方法。
【請求項12】
請求項11に記載の方法において、前記ポリマーが1.0×106以下のMwを有する第一のポリエチレン約0.5〜55重量%と、1.0×106超のMwを有する第二のポリエチレンとを含有することを特徴とする方法。
【請求項13】
請求項11又は12に記載の方法において、前記希釈剤が流動パラフィンであることを特徴とする方法。
【請求項14】
請求項12又は13に記載の方法において、前記ポリマーが0.5〜6.0重量%の第二のポリエチレンを含有し、前記ポリマー/希釈剤混合物当たりの前記第二のポリマーの相対量が30.0〜39.0重量%の範囲内であることを特徴とする方法。
【請求項15】
請求項14に記載の方法において、微多孔膜を二軸延伸し、かつ第二の温度を117.0〜118.8℃の範囲内とすることを特徴とする方法。
【請求項16】
請求項12又は13に記載の方法において、前記ポリマーが35.0〜45.0重量%の第二のポリエチレンを含有し、前記ポリマー/希釈剤混合物当たりの前記第二のポリマーの相対量が25.0〜28.0重量%の範囲内であることを特徴とする方法。
【請求項17】
請求項16に記載の方法において、前記ポリマーが約37〜42重量%の第二のポリエチレンを含有することを特徴とする方法。
【請求項18】
請求項17に記載の方法において、前記膜を二軸延伸し、かつ第二の温度を110.9〜111.6℃の範囲内とすることを特徴とする方法。
【請求項19】
請求項11〜13のいずれかに記載の方法において、前記膜が多層膜であることを特徴とする方法。
【請求項20】
請求項11〜19に記載の方法により得られた膜。
【請求項21】
電解質と、正極と、負極と、前記正極と前記負極との間に配置されたセパレータとを具備する電池であって、前記セパレータが20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有する膜からなり、前記膜が1.0×106以下のMwを有する第一のポリマー及び1.0×106超のMwを有する第二のポリマーを含有し、かつ実質的にダイ起因欠点がない微多孔膜であることを特徴とする電池。
【請求項22】
第一層と、第三層と、前記第一層と前記第三層との間の第二層とを有する膜であって、前記第一層及び前記第三層がポリエチレン及び膜重量当たり10.0重量%以上のポリプロピレンを含有し、前記第二層が膜重量当たり1.0重量%以下のポリプロピレンを含有し、前記膜が165.0℃以上のメルトダウン温度及び1.0×103 kgf/cm2以上のTD方向の引張強度を有するとともに、少なくとも一つの面方向において8.0%以下の105℃での熱収縮率を有し、実質的にダイ起因欠点がない微多孔膜であることを特徴とする膜。
【請求項23】
1.0×106以下のMwを有する第一のポリマー及び1.0×106超のMwを有する第二のポリマーを含有し、20.0 gf/μm以上の規格化された突刺強度及び50.0秒/100 cm3/μm以下の規格化された透気度を有し、微多孔である膜であって、いかなる方向でも膜厚偏差が17.0%以下であることを特徴とする膜。
【請求項24】
請求項23に記載の膜において、165.0℃以上のメルトダウン温度及び1.0×103 kgf/cm2以上のTD方向の引張強度を有するとともに、少なくとも一つの面方向において8.0%以下の105℃での熱収縮率を有することを特徴とする膜。
【請求項25】
請求項23又は24に記載の膜において、実質的にダイ起因のすじがない押出成形された膜であることを特徴とする膜。
【図1】

【図2】
【図2】
【公表番号】特表2013−514389(P2013−514389A)
【公表日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2012−525798(P2012−525798)
【出願日】平成22年12月15日(2010.12.15)
【国際出願番号】PCT/JP2010/073056
【国際公開番号】WO2011/074696
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(510157580)東レバッテリーセパレータフィルム株式会社 (31)
【Fターム(参考)】
【公表日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成22年12月15日(2010.12.15)
【国際出願番号】PCT/JP2010/073056
【国際公開番号】WO2011/074696
【国際公開日】平成23年6月23日(2011.6.23)
【出願人】(510157580)東レバッテリーセパレータフィルム株式会社 (31)
【Fターム(参考)】
[ Back to top ]