
微小セルロース系繊維含有樹脂組成物及びその製造方法
【課題】微小繊維であっても樹脂中に繊維が均一に分散し、かつ繊維を含む樹脂組成物の流動性及び成形性が高い微小セルロース系繊維含有樹脂組成物を提供する。
【解決手段】回転羽根を有するミキサーに、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%の微小セルロース系繊維集合体及び熱可塑性樹脂を投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む製造方法により、微小セルロース系繊維含有樹脂組成物を製造する。前記微小セルロース系繊維集合体は、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られる。
【解決手段】回転羽根を有するミキサーに、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%の微小セルロース系繊維集合体及び熱可塑性樹脂を投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む製造方法により、微小セルロース系繊維含有樹脂組成物を製造する。前記微小セルロース系繊維集合体は、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、微小セルロース系繊維を含有する樹脂組成物及びその製造方法に関する。
【背景技術】
【0002】
従来から、樹脂成形体の機械的強度を向上させるため、樹脂に繊維を配合して強化することが行われている。なかでも、セルロース繊維は、天然繊維であり、生分解性を有するとともに、焼却も可能であるため、環境保全の面から有用な補強繊維である。しかし、セルロース繊維を均一に解繊するのは困難であるため、セルロース繊維を樹脂中に均一に分散させて、樹脂成形体の機械的強度を向上させるのは困難であった。
【0003】
そこで、特開2007−84713号公報(特許文献1)では、セルロース繊維集合体をミキサーで高速撹拌して解繊する工程と、さらに熱可塑性樹脂を投入して撹拌を続け、摩擦熱によりセルロース繊維に熱可塑性樹脂を付着させて混合物を得る工程と、得られた混合物を冷却しながら低速撹拌する工程とを有するセルロース繊維含有熱可塑性樹脂組成物の製造方法が提案されている。この文献の方法では、セルロース繊維集合体として、パルプシート又はその切断物を使用している。
【0004】
しかし、この方法でも、セルロース繊維の繊維径が大きいため、樹脂組成物の流動性が低下し、樹脂成形体の成形性も低下する。
【0005】
なお、この文献の方法において、パルプシート又はその切断物の代わりに、セルロース繊維のミクロフィブリル化物を使用すると、乾燥品では繊維の絡み合いが激しいため、微小繊維が均一に分散した樹脂成形体を製造するのは困難である。一方、ミクロフィブリル化物のスラリー又は懸濁液でも、凝集物が多く、外観が低下するとともに、取り扱い性も困難であり、生産性が低い。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−84713号公報(特許請求の範囲、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、微小繊維であっても樹脂中に繊維が均一に分散し、かつ繊維を含む樹脂組成物の流動性及び成形性が高い微小セルロース系繊維含有樹脂組成物及びその製造方法、並びに前記樹脂組成物で形成された樹脂成形体を提供することにある。
【0008】
本発明の他の目的は、繊維の凝集による外観の低下が抑制され、成形体の機械的強度が高い微小セルロース系繊維含有樹脂組成物及びその製造方法、並びに前記樹脂組成物で形成された樹脂成形体を提供することにある。
【0009】
本発明のさらに他の目的は、微小セルロース系繊維が均一に分散した樹脂組成物を簡便に製造する方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を達成するため鋭意検討した結果、特定の微小セルロース系繊維集合体を熱可塑性樹脂とともに高速撹拌して得られた混合物を冷却しながら低速撹拌することにより、微小繊維であっても樹脂中に繊維を均一に分散でき、かつ得られた微小繊維を含む樹脂組成物の流動性及び成形性を向上できることを見いだし、本発明を完成した。
【0011】
すなわち、本発明の微小セルロース系繊維含有樹脂組成物の製造方法は、回転羽根を有するミキサーに、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%の微小セルロース系繊維集合体及び熱可塑性樹脂を投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む。
【0012】
前記微小セルロース系繊維集合体は、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、及び得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られ、かつ水分含有量0.3〜10重量%であってもよい。この微小セルロース系繊維集合体の調製において、前記親水性有機溶媒が、エチルアルコール、イソプロピルアルコール、アセトン及びメチルエチルケトンからなる群から選択された少なくとも一種であってもよい。前記置換工程において、親水性有機溶媒の割合は、水分散液に含まれる水100重量部に対して、100〜3000重量部程度であってもよい。また、前記微小セルロース系繊維集合体は、前記親水性有機溶媒で置換する前の水分散液を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度と、置換後の微小セルロース系繊維を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度との割合が、前者/後者=1/1.5〜1.5/1程度であってもよい。さらに、前記高圧ホモジナイザーとして破砕型ホモバルブシートを備えたホモジナイザーを用いてもよい。
【0013】
本発明の製造方法において、高速撹拌工程における回転羽根の平均周速が10〜100m/秒であり、かつ低速撹拌工程における回転羽根の平均周速が1〜30m/秒であり、高速撹拌工程において発生した摩擦熱により熱可塑性樹脂を溶融させて両者を混合した後、低速撹拌工程において溶融した熱可塑性樹脂を撹拌しながら冷却固化して造粒するとともに、熱可塑性樹脂として、融点230℃以下の結晶性樹脂及びキャピラリオメータ−で測定した溶融粘度が102〜105ポイズ(200℃、剪断速度100sec−1)の非晶性樹脂からなる群から選択された少なくとも一種の樹脂を用いてもよい。
【0014】
本発明には、前記製造方法で得られた微小セルロース系繊維含有樹脂組成物も含まれる。さらに、本発明には、前記樹脂組成物で形成された成形体も含まれる。
【発明の効果】
【0015】
本発明では、特定の微小セルロース系繊維集合体を熱可塑性樹脂とともに高速撹拌して得られた混合物を冷却しながら低速撹拌するため、微小繊維であっても樹脂中に繊維を均一に分散でき、得られた微小繊維を含む樹脂組成物の流動性及び成形性を向上できる。さらに、微小繊維の凝集による外観の低下を抑制でき、得られた樹脂組成物で形成された成形体の機械的強度を向上できる。さらに、本発明の方法では、微小セルロース系繊維が均一に分散した樹脂組成物を簡便に製造できる。
【図面の簡単な説明】
【0016】
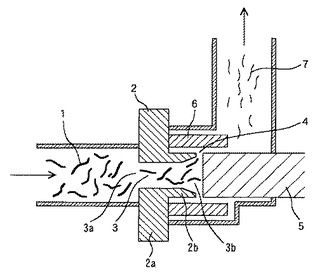
【図1】図1は、ホモジナイザーを用いて繊維を含む分散液をホモジナイズ処理する工程を示す概略断面図である。
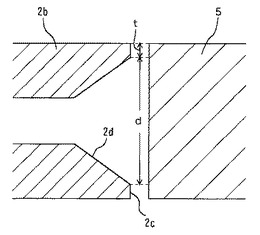
【図2】図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図である。
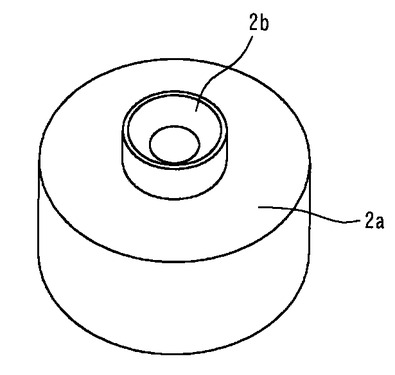
【図3】図3は、破砕型ホモバルブシートの斜視図である。
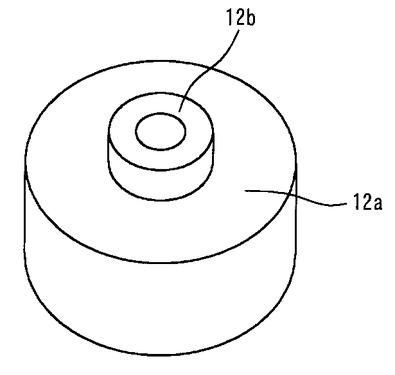
【図4】図4は、非破砕型ホモバルブシートの斜視図である。
【発明を実施するための形態】
【0017】
本発明の製造方法は、微小セルロース系繊維集合体及び熱可塑性樹脂をミキサーに投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む。
【0018】
[高速撹拌工程]
高速撹拌工程において、撹拌手段としては、簡便に高い剪断力で撹拌できる点から、撹拌子として回転羽根を有するミキサー(撹拌機)が好ましい。このようなミキサーとしては、例えば、ホモミキサー、ホモディスパー、ヘンシェルミキサー、バンバリーミキサー、リボンミキサー、V型ミキサーなどの慣用のミキサーなどが挙げられる。
【0019】
回転羽根の形状は、特に限定されず、例えば、かい形、タービン形、プロペラ形などが利用できる。また、回転羽根の枚数は、特に限定されないが、通常、上羽根と下羽根との2枚羽根、又は上羽根と中間羽根と下羽根の3枚羽根である。さらに、このような複数枚の回転羽根を組み合わせるミキサーにおいて、回転羽根として、上羽根には混練用タイプ、下羽根には高循環・高負荷用タイプ、中間羽根を使用する場合は溶融液用タイプを用いて異なるタイプを組み合わせてもよい。
【0020】
ミキサーは、さらに加熱手段を備えたヒーターミキサーが好ましい。
【0021】
このようなミキサーとしては、例えば、ヘンシェルミキサー(日本コークス工業(株)製、「FM20C/I」、容量20L)、スーパーミキサー((株)カワタ製、「SMV−20」、容量20L)などの市販品を利用できる。
【0022】
高速撹拌工程では、微小セルロース系繊維集合体と熱可塑性樹脂とは、同時にミキサーに投入してもよく、一方の成分を投入した後に他方の成分を投入してもよいが、微小セルロース系繊維集合体を適度に分散させ、両者の均一性を向上できる点から、微小セルロース系繊維集合体の投入後に、熱可塑性樹脂を投入するのが好ましい。さらに、必要であれば、微小セルロース系繊維集合体を所定時間(例えば、0.1〜10分間、好ましくは1〜5分間)撹拌して、微小セルロース系繊維を解繊した後に、熱可塑性樹脂を投入してもよい。このような解繊工程は、微小セルロース系繊維集合体が微粒状開繊繊維集合体として得られた場合に有効である。なお、本発明における微小セルロース系繊維集合体は、ミクロフィブリル化されているにも拘わらず、交絡の程度は低いため、解繊工程を設けなくてもナノサイズの繊維を、熱可塑性樹脂中に均一に分散することが可能である。
【0023】
高速撹拌工程では、撹拌時の回転羽根の平均周速は、例えば、10〜100m/秒、好ましくは15〜90m/秒、さらに好ましくは20〜80m/秒(特に30〜70m/秒)程度である。
【0024】
この工程では、このような高速で撹拌することにより、発生した摩擦熱により熱可塑性樹脂が溶融し、熱可塑性樹脂中にセルロース系繊維が均一に分散した状態で両者を混合できる。撹拌を継続するとミキサー内の温度が上昇し続け、モーターの動力が上昇する。この動力の上昇及びミキサー内の温度に応じて撹拌速度を徐々に又は一気に減速して回転数を低下させるのが好ましく、その場合も平均周速が前記範囲になるようにするのが好ましい。この状態で撹拌を継続した場合、再び動力が上昇するので、連結する次の低速撹拌工程で使用するミキサーに混合物を排出する。次工程に供される混合物は、熱可塑性樹脂中に微小セルロース系繊維が略均一に分散している。
【0025】
高速撹拌工程では、ミキサー内の昇温を補助し、微小セルロース系繊維集合体と熱可塑性樹脂との混合物の製造を容易にするため、加温手段により、ミキサーを加温することもできる。加温温度は、熱可塑性樹脂の種類に応じて選択できるが、例えば、100〜160℃、好ましくは110〜150℃、さらに好ましくは120〜140℃程度である。
【0026】
(微小セルロース系繊維集合体)
本発明では、高速撹拌工程に供する微小セルロース系繊維集合体として、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%のミクロフィブリル化セルロース系繊維集合体を用いる。
【0027】
この微小セルロース系繊維集合体を構成するセルロース系繊維としては、β−1,4−グルカン構造を有する多糖類の繊維である限り、特に制限されず、例えば、高等植物由来のセルロース繊維[例えば、木材繊維(針葉樹、広葉樹などの木材パルプなど)、竹繊維、サトウキビ繊維、種子毛繊維(コットンリンター、ボンバックス綿、カポックなど)、ジン皮繊維(例えば、麻、コウゾ、ミツマタなど)、葉繊維(例えば、マニラ麻、ニュージーランド麻など)などの天然セルロース繊維(パルプ繊維)など]、動物由来のセルロース繊維(ホヤセルロースなど)、再生セルロース(レーヨン、セロファンなど)、化学的に合成されたセルロース繊維[セルロースアセテート(酢酸セルロース)、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレートなどの有機酸エステル;硝酸セルロース、硫酸セルロース、リン酸セルロースなどの無機酸エステル;硝酸酢酸セルロースなどの混酸エステル;ヒドロキシアルキルセルロース(例えば、ヒドロキシエチルセルロース(HEC)、ヒドロキシプロピルセルロースなど);カルボキシアルキルセルロース(カルボキシメチルセルロース(CMC)、カルボキシエチルセルロースなど);アルキルセルロース(メチルセルロース、エチルセルロースなど);再生セルロース(レーヨン、セロファンなど)などのセルロース誘導体など]などが挙げられる。なお、前記セルロース系繊維は、用途に応じて、α−セルロース含有量の高い高純度セルロース、例えば、α−セルロース含有量70〜100重量%(例えば、95〜100重量%)、好ましくは98〜100重量%程度であってもよい。これらのセルロース系繊維は、単独で又は二種以上組み合わせて使用してもよい。
【0028】
これらのセルロース系繊維のうち、木材繊維(針葉樹、広葉樹などの木材パルプなど)、コットンリンターなどの種子毛繊維などが好ましい。なお、本発明では、機械的剪断などによりミクロフィブリル化されたセルロースを原料として使用し、ミクロフィブリル化されることなく、ナノメータサイズの繊維径を有するバクテリア由来のセルロースなどは原料として使用しない。
【0029】
微小セルロース系繊維の平均繊維長(L)は、例えば、0.01〜2mm、好ましくは0.02〜1.5mm、さらに好ましくは0.05〜1mm(特に0.1〜0.8mm)程度である。
【0030】
平均繊維径(D)は、例えば、0.001〜1μm、好ましくは0.01〜0.8μm、さらに好ましくは0.05〜0.7μm(特に0.1〜0.5μm)程度である。
【0031】
特に、後述する破砕型ホモバルブシートを備えたホモジナイザーでホモジナイズ処理した場合は、均一な平均繊維径(D)を実現でき、例えば、10〜100nm(例えば、15〜80nm)、さらに好ましくは20〜60nm(特に25〜50nm)程度である。また、繊維径分布の標準偏差は、例えば、100nm以下(例えば、1〜100nm)、好ましくは3〜50nm、さらに好ましくは5〜40nm(特に10〜30nm)程度である。さらに、微小繊維の最大繊維径は1μm以下(例えば、20〜900nm)であり、例えば、500nm以下(例えば、20〜500nm)、好ましくは30〜300nm、さらに好ましくは40〜200nm(特に50〜100nm)程度である。なお、本発明において、前記平均繊維径、繊維径分布の標準偏差、最大繊維径は、電子顕微鏡写真に基づいて測定した繊維径(n=20程度)から算出した値である。
【0032】
平均繊維径(D)に対する平均繊維長(L)の比(L/D)は、例えば、1000〜10000、好ましくは1200〜7000、さらに好ましくは1500〜5000(特に2000〜4000)程度である。L/D値がこのような範囲にあると、ナノサイズの平均径を有するにも拘わらず、比較的長い繊維長の微小繊維となるため、ミクロフィブリル化の度合いも大きくなり、繊維同士の絡み合いも大きくなる。
【0033】
微小セルロース系繊維集合体のBET比表面積は、15〜100m2/g、好ましくは17〜50m2/g、さらに好ましくは18〜40m2/g(特に20〜30m2/g)程度である。
【0034】
(微小セルロース系繊維集合体の特性)
微小セルロース系繊維集合体は、水分含有量が少ない。具体的に、水分の割合は、前述のように、繊維集合体全体に対して0.1〜20重量%の範囲にあり、好ましくは0.2〜15重量%、さらに好ましくは0.3〜10重量%(特に0.5〜7重量%)程度である。ミクロフィブリル化された微小セルロース系繊維集合体は、前述のように極限まで細くて長い微小繊維であるとともに、このように、水分含有量が少ない乾燥品であり、水分を嫌う用途であっても、微小繊維の特性を損なうことなく簡便に利用できる。特に、微小セルロース系繊維集合体は、このように水分含有量が低く、フィブリル化の度合いが大きいにも拘わらず、繊維の凝集が抑制されている。
【0035】
さらに、微小セルロース系繊維集合体のカナディアンフリーネス値(カナダ標準濾水度)は、0.1重量%濃度の微小繊維スラリーを用いて測定したとき、0〜200ml、好ましくは0〜100ml、さらに好ましくは0〜50ml(特に、0〜1ml)程度である。低カナディアンフリーネス値であるほど、保水性が高く、フィブリル化の度合いが大きいことを示す。すなわち、カナディアンフリーネス値は、繊維の分岐による繊維同士の絡み合いに関連して、濾過性能の指標でもある。カナディアンフリーネス値は、JIS P8121「パルプの濾水度試験法;カナダ標準型」に準拠して測定した値である。
【0036】
なお、微小セルロース系繊維集合体の保水性に関して、遠心後の自重に対する保水率は、例えば、100重量%以上、好ましくは200〜1000重量%、さらに好ましくは300〜800重量%(特に400〜600重量%)程度である。遠心条件については、後述の2重量%水懸濁液を1000Gで15分間遠心した条件である。
【0037】
微小セルロース系繊維集合体は、凝集が抑制され、過度に交絡していないため、水に対する分散性が高く、安定な分散液(又は懸濁液)を形成することができる。微小繊維状セルロースを水に懸濁させて、2重量%濃度にした懸濁液の粘度は、撹拌機の羽根の種類などに応じて変化するが、例えば、ジューサーミキサー(三洋電機(株)製、「SM−L50」)で撹拌した懸濁液において(5000rpm×3分間)、例えば、2000mPa・s以上(例えば、2000〜10000mPa・s)であり、好ましくは3000〜9000mPa・s、さらに好ましくは5000〜8000mPa・s程度である。粘度は、BL型粘度計を用いて、ロータNo.4を使用し、30rpmの回転数で、25℃における見かけ粘度として測定される値である。なお、フィブリル化の程度が小さかったり、繊維径が大きいと、水への分散性が低下し、均一な懸濁液が得られず、粘度を測定することが困難となる。
【0038】
さらに、微小セルロース系繊維集合体の脱水時間は、API規格の脱水量に関する試験方法に準拠して、0.5重量%濃度の微小繊維スラリーを用いて測定したとき、例えば、1000秒以上であり、好ましくは1200〜10000秒、さらに好ましくは1500〜8000秒(特に1800〜7000秒)程度である。脱水時間が大きいほど、平均繊維長/平均繊維径比の高い繊維形状となり、保水力が高く、繊維強化樹脂のフィラーやバインダーとして使用する場合は少量で大きな効果を得ることができる。
【0039】
(微小セルロース系繊維集合体の製造方法)
微小セルロース系繊維集合体は、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、及び得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られる。
【0040】
(1)ミクロフィブリル化工程
微小セルロース系繊維の水分散液は、例えば、特定の繊維長を有するセルロース繊維の水分散液を機械的剪断力によりミクロフィブリル化することにより製造できる。
【0041】
微小セルロース系繊維は、特定の繊維長を有するセルロース繊維をミクロフィブリル化することにより製造できる。原料のセルロース系繊維としては、前記ミクロフィブリル化セルロース系繊維集合体の項で例示のセルロース系繊維に対応するセルロース繊維が使用できる。なお、原料セルロース系繊維として、パルプを用いる場合、パルプは、機械的方法で得られたパルプ(砕木パルプ、リファイナ・グランド・パルプ、サーモメカニカルパルプ、セミケミカルパルプ、ケミグランドパルプなど)、又は化学的方法で得られたパルプ(クラフトパルプ、亜硫酸パルプなど)などであってもよく、必要に応じて叩解(予備叩解)処理された叩解繊維(叩解パルプなど)であってもよい。原料のセルロース系繊維は、単独で又は二種以上組み合わせて使用してもよい。なお、セルロース系繊維は、慣用の精製処理、例えば、脱脂処理などが施された繊維(例えば、脱脂綿など)であってもよい。さらに、原料繊維同士の絡まりを抑制し、ホモジナイズ処理による効率的なミクロフィブリル化を実現し、均一なナノメータサイズの微小繊維を得る観点から、ネバードライパルプ、すなわち乾燥履歴のないパルプ(乾燥することなく、湿潤状態を保持したパルプ)であってもよい。
【0042】
原料セルロース系繊維の平均繊維長は、例えば、0.1〜25mm、好ましくは0.5〜20mm、さらに好ましくは1〜15mm(特に2〜10mm)程度であってもよい。また、平均繊維径は、例えば、0.1〜100μm、好ましくは0.5〜50μm、さらに好ましくは1〜30μm(特に3〜20μm)程度であってもよい。繊維長が短すぎると、繊維長の短い微小セルロース系繊維しか得られず、繊維長が長すぎると、ミクロフィブリル化処理を十分行うことができなくなる虞がある。
【0043】
原料セルロース系繊維のミクロフィブリル化は、原料セルロース系繊維を、慣用の方法、例えば、叩解処理、ホモジナイズ処理することなどにより行うことができる。セルロース系繊維を、叩解によりミクロフィブリル化する場合、パルプなどのセルロース系繊維を、慣用の叩解機、例えば、ビーター、ジョルダン、コニカルリファイナー、シングルディスクリファイナー、ダブルディスクリファイナーなどにより叩解することにより微小セルロース系繊維を得ることができる。
【0044】
本発明では、通常、セルロース系繊維をホモジナイズ処理することによりミクロフィブリル化し、微小セルロース系繊維を製造する場合が多い。なお、必要により、セルロース系繊維を前記方法により叩解処理(予備叩解処理)した後、ホモジナイズ処理してもよい。
【0045】
より詳細には、セルロース系繊維を、撹拌などにより水に分散させ、この分散液(又は懸濁液)をホモジナイズ処理する。なお、繊維長をできる限り維持しつつ、ホモジナイズ処理の効率を高めるため、繊維の切断が生じないような条件で、個々の繊維にほぐすように水に分散させるのが好ましい。
【0046】
分散液中のセルロース系繊維の濃度(固形分濃度)は、例えば、0.001〜30重量%、好ましくは0.005〜25重量%、さらに好ましくは0.01〜20重量%(特に0.1〜15重量%)程度であってもよい。
【0047】
なお、セルロース系繊維の分散処理は、慣用の手段、例えば、機械的撹拌手段(撹拌棒、撹拌子など)、超音波分散機などにより行ってもよい。
【0048】
ホモジナイズ処理では、前記分散液を、慣用の均質化装置(ホモジナイザー、特に高圧ホモジナイザー)に供することにより、セルロース系繊維をミクロフィブリル化する。
【0049】
高圧ホモジナイザーによる原料セルロース系繊維のミクロフィブリル化と懸濁液の均質化の程度は、高圧ホモジナイザーへ圧送する圧力と、高圧ホモジナイザーに分散液を通過させる回数(パス回数)に依存し、圧送圧力は、通常、30〜100MPa、好ましくは35〜80MPa、さらに好ましくは40〜70MPa程度であってもよい。また、パス回数又は処理回数(後述する小径オリフィスを通過させる回数)は、例えば、5〜40回、好ましくは7〜30回、さらに好ましくは10〜25回(特に15〜25回)程度である。
【0050】
本発明では、ミクロンオーダーの繊維径を有する繊維を実質的に含まず、かつ均一なナノメーターサイズの平均繊維径を有する微小セルロース系繊維を得るために、高圧ホモジナイザーとして、破砕型ホモバルブシートを備えた高圧ホモジナイザーを用いてもよい。破砕型ホモバルブシートを備えた高圧ホモジナイザーを用いたホモジナイズ処理について、以下、図面を参照して説明する。
【0051】
図1は、破砕型ホモバルブシートを備えた高圧ホモジナイザーで前記分散液をホモジナイズ処理する工程を示す概略図であり、図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図であり、図3は、破砕型ホモバルブシートの斜視図である。一方、図4は、非破砕型ホモバルブシートの斜視図である。
【0052】
高圧ホモジナイザーは、中空円筒状インパクトリング6と、このインパクトリング6の上流側に挿入して配設されたホモバルブシート2の中空円筒状凸部2bと、前記インパクトリング6の下流側に、前記中空円筒状凸部2bと対向して挿入された円柱状ホモバルブ5とを備えており、前記中空円筒状凸部2bと前記円柱状ホモバルブ5とは同じ外径を有している。また、中空円筒状凸部2bの下流側の内壁は、下流方向に向かって拡がるテーパー部(傾斜面)2dを有し、中空円筒状凸部2bの下流端は、内径d及び端面の厚みtを有する薄肉のリング状端面2cを形成している。さらに、このリング状端面2cと前記ホモバルブ5と前記インパクトリング6とで小径オリフィス(間隙)4を形成している。
【0053】
破砕型ホモバルブシート2は、内部に円筒状流路3を有する中空部材であり、流入口3aを有する中空円盤状本体部2aと、この円盤状本体部2aの内壁から下流方向に延出し、かつ流出口3bを有する中空円筒状凸部2bとで構成されている。さらに、破砕型ホモバルブシート2は、前述のように、内径が拡大するテーパー部2dを形成することにより、図4に示す一般的な(通常の)非破砕型ホモバルブシート12と比べて、流出口3bを形成するリング状端面2cの厚みを薄く形成している。
【0054】
このような高圧ホモジナイザーによるホモジナイズ処理では、図1に示すように、原料セルロース系繊維1を含む分散液は、破砕型ホモバルブシート2の流入口3aからホモバルブシート内の流路3に流入し、流路3を通過した後、小径オリフィス4を通過して、微小セルロース系繊維7を含む分散液となる。詳しくは、高圧ホモジナイザーによる処理では、高圧でホモジナイザー内を圧送される原料セルロース系繊維1が、狭い間隙である小径オリフィス4を通過する際に、小径オリフィス4の壁面(特にインパクトリング6の壁面)と衝突することにより、剪断応力又は切断作用を受けて分割され、均一なナノメータサイズのミクロフィブリル化セルロース系繊維7となる。特に、ホモバルブシート内の流路3を通過した分散液がホモバルブシート2とホモバルブ5とで形成された間隙を通過する際に、分散液の流速が急激に上昇するのに伴って、流速の上昇に反比例して分散液の圧送圧力が急激に低下する。そのため、分散液の圧力差を大きくでき、前記間隙を通過した分散液のキャビテーションが激しくなり、小径オリフィス4内での壁面との衝突力の上昇や気泡の崩壊により原料セルロース系繊維1の均一なミクロフィブリル化を実現していると推測できる。
【0055】
このようなミクロフィブリル化を効果的に行うために、破砕型ホモバルブシートの流出口を形成する壁部の端面の厚み(中空円筒状凸部の下流端のリング状端面)を薄くすることが重要であり、具体的には、破砕型ホモバルブシートにおける中空円筒状凸部の下流端の内径dと、下流端のリング状端面の厚みtとの比を、前者/後者=100/1〜5/1、好ましくは80/1〜6/1(例えば、50/1〜8/1)、さらに好ましくは30/1〜10/1(特に20/1〜12/1)程度に調整する。両者の比率がこの範囲にあると、ホモバルブシートとホモバルブとの間隙を通過する分散液の圧力の急激な低下を実現でき、原料セルロース系繊維をナノメータサイズで均一な繊維径に分割できる。流出口を形成する壁部の端面の厚みは、流出口の口径に応じて選択できるが、通常、0.01〜2mm、好ましくは0.05〜1.5mm、さらに好ましくは0.1〜1mm(特に0.2〜0.8mm)程度である。
【0056】
小径オリフィスの間隔又はクリアランス(特に、ホモバルブシート凸部の端面とホモバルブとの間隔)は、例えば、5〜50μm、好ましくは10〜40μm、さらに好ましくは15〜35μm(特に20〜30μm)程度である。
【0057】
このような高圧ホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又は高圧ホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜200MPa程度の範囲から選択でき、好ましくは35〜150MPa、さらに好ましくは40〜140MPa程度であってもよい。本発明では、破砕型ホモバルブシートを備えた高圧ホモジナイザーに対して、このような高い圧力で分散液を圧送することにより、ナノメータサイズの繊維径に分割できる。
【0058】
また、小径オリフィスへの通過と壁面への衝突とを繰り返して行うことにより、前記原料セルロース系繊維の微小化の程度を適宜調整することができる。小径オリフィスを通過させる処理回数(又はパス回数)は、例えば、5〜100回程度の範囲から選択でき、好ましくは、10〜80回、さらに好ましくは12〜60回程度であってもよい。
【0059】
さらに、前記処理圧力は、処理回数に応じて選択してもよく、例えば、処理圧力が高圧処理(例えば、60〜200MPa、好ましくは80〜150MPa、さらに好ましくは100〜130MPa程度)の場合、処理回数は、例えば、5〜50回、好ましくは、10〜40回、さらに好ましくは12〜30回(特に、15〜25回)程度である。一方、処理圧力が低圧処理(例えば、20〜80MPa、好ましくは30〜70MPa、さらに好ましくは40〜60MPa程度)の場合、処理回数は、例えば、10〜100回、好ましくは、20〜80回、さらに好ましくは30〜70回(特に、40〜60回)程度である。
【0060】
一般的にホモジナイズ処理において、処理圧力が高すぎたり、処理回数が多すぎると、繊維が大きな剪断力を受け、繊維の切断、ねじれなどが生じ、繊維の特性が失われたり、フィブリル化が進行し、繊維同士の強固な絡み合いが生じるため、繊維の分散性が低下し易い。これに対して、本発明では、破砕型ホモバルブシートを用いることにより、これらの問題を解消できる。特に、原料セルロース系繊維として、ネバードライパルプを用いると効果的である。
【0061】
ホモジナイズ工程では、非破砕型ホモバルブシートを備えた高圧ホモジナイザーを用いたホモジナイズ処理を組み合わせてもよい。特に、前記破砕型ホモバルブシートを備えた高圧ホモジナイザーによるホモジナイズ処理(特に60MPa以上の高圧処理)の前工程(予備工程)として、非破砕型ホモジナイザーを備えたホモジナイザーを用いてホモジナイズ処理してもよい。ホモジナイズ工程において、非破砕型ホモバルブシートを備えた高圧ホモジナイザーで前処理することにより、破砕型ホモバルブシートを備えた高圧ホモジナイザーでの処理効率を向上できる。
【0062】
非破砕型ホモバルブシートでは、図4に示されるように、通常、ホモバルブシート12の中空円盤状本体部12aから延出する中空円筒状凸部12bの内壁にはテーパ部が形成されておらず、ホモバルブシートにおける中空円筒状凸部の下流端の内径と、下流端のリング状端面の厚みとの比は、通常、前者/後者=3/1〜1/1(特に2.5/1〜1.5/1)程度である。
【0063】
非破砕型ホモバルブシートを備えた高圧ホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又は高圧ホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜100MPa、好ましくは35〜80MPa、さらに好ましくは40〜70MPa程度であってもよい。パス回数は、例えば、10〜40回、好ましくは12〜30回、さらに好ましくは15〜25回程度であってもよい。
【0064】
ホモジナイズ処理の前処理として、分散液をリファイナー処理してもよい。リファイナー処理では、ディスクリファイナー(シングルディスクリファイナー、ダブルディスクリファイナーなど)を使用することができる。前記ディスクリファイナーのディスククリアランスは、0.1〜0.3mm、好ましくは0.12〜0.28mm、さらに好ましくは0.13〜0.25mm(例えば、0.14〜0.23mm)程度であってもよい。
【0065】
ディスクの回転数は、特に制限されず、1,000〜10,000rpmの広い範囲から選択でき、例えば、1,000〜8,000rpm、好ましくは1,300〜6,000rpm、さらに好ましくは1,600〜4,000rpm程度であってもよい。
【0066】
前記リファイナー処理では、処理回数(パス回数)は、1〜20回、好ましくは、2〜15回、さらに好ましくは3〜10回(例えば、4〜9回)程度であってもよい。
【0067】
原料セルロース系繊維の叩解処理の度合いは、ディスククリアランス及びリファイナー処理回数で調節することができる。ディスククリアランスが狭すぎたり、処理回数が多すぎると、原料セルロース系繊維が大きな剪断力を受け、フィブリル化が進行し、ねじれや表面の荒れが生じ、繊維同士が絡まりやすくなり、リファイナー処理して得られたフィブリル化繊維の分散性が低下する。また、ディスククリアランスが広すぎると、原料セルロース系繊維に加わる剪断力が小さくなり、未分割部分が残存する。
【0068】
このような方法により、原料セルロース系繊維を効率よくミクロフィブリル化して、ナノメータサイズの繊維径を有し、比較的繊維長が長く、分岐度が大きく複雑な微小繊維状セルロースを、安定な懸濁液(水懸濁液)の状態で得ることができる。なお、このような水懸濁液(スラリー状懸濁液)を、さらに、慣用の脱液方法、例えば、濾過、圧搾、遠心分離などにより脱液することにより、固形分濃度を、例えば、1〜30重量%(特に5〜20重量%)程度に調整してもよい。
【0069】
本発明では、この水分散液中における微小セルロース系繊維の平均繊維長(L)及び平均繊維径(D)は、乾燥工程によるミクロフィブリル構造の破壊が抑制されているため、前述の乾燥後の繊維集合体の平均繊維長及び繊維径と略同一である。具体的には、原料(乾燥前)の水分散液中におけるセルロース系繊維の平均繊維長と、乾燥後の繊維集合体におけるセルロース系繊維の平均繊維長との割合が、例えば、前者/後者=1/1.5〜1.5/1、好ましくは1/1.4〜1.4/1、さらに好ましくは1/1.3〜1.3/1程度である。さらに、原料(乾燥前)の水分散液中におけるセルロース系繊維の平均繊維径と、乾燥後の繊維集合体におけるセルロース系繊維の平均繊維径との割合が、例えば、前者/後者=1/1.5〜1.5/1、好ましくは1/1.4〜1.4/1、さらに好ましくは1/1.3〜1.3/1程度である。
【0070】
さらに、微小セルロース系繊維集合体の遠心後の自重に対する保水率、2重量%濃度にした懸濁液(分散液)の粘度、カナディアンフリーネス値(CSF値)のいずれについても、乾燥の前後において略同一であり、例えば、それぞれの乾燥前の値/乾燥後の値=1/1.5〜1.5/1、好ましくは1/1.4〜1.4/1、さらに好ましくは1/1.3〜1.3/1程度である。
【0071】
(2)置換工程
得られた微小セルロース系繊維の水分散液は、置換工程に供される。置換工程では、水分散液に含まれる分散媒である水を親水性有機溶媒で置換する。すなわち、前述の濃度を有する微小繊維状セルロースの水分散液に対して、親水性溶媒を添加することにより、フィブリル化セルロースの分散媒を水から親水性有機溶媒に置換する。
【0072】
親水性有機溶媒としては、例えば、アルコール類(メタノール、エタノール、イソプロパノール、1−ブタノールなどのC1−4アルカノールなど)、アルカンジオール類(エチレングリコール、プロピレングリコール、ブチレングリコールなどのC2−4アルカンジオールなど)、セロソルブ類(メチルセロソルブ、エチルセロソルブなどのC1−4アルキルセロソルブなど)、セロソルブアセテート類(エチルセロソルブアセテートなどのC1−4アルキルセロソルブアセテートなど)、カルビトール類(メチルカルビトール、エチルカルビトールなどのC1−4アルキルカルビトールなど)、ケトン類(アセトン、メチルエチルケトンなどのジC1−4アルキルケトンなど)、エーテル類(ジオキサン、テトラヒドロフランなどの環状又は鎖状C4−6エーテルなど)などが挙げられる。これらの溶媒は、単独で又は二種以上組み合わせて使用してもよい。
【0073】
これらの溶媒のうち、生産性、コストの点から、エタノールやイソプロパノールなどのC1−4アルカノール、アセトン、メチルエチルケトンなどのジC1−4アルキルケトンなどが好ましい。なかでも、置換効率の点から、エタノールやイソプロパノールなどのC1−4アルカノール(特にイソプロパノール)が好ましい。なお、本発明では、水を置換するための溶媒として、これらの親水性溶媒と組み合わせて疎水性有機溶媒を使用してもよいが、水との相溶性(混合性)や環境及び衛生的な面から、実質的に疎水性溶媒を使用しないのが好ましい。
【0074】
水分散液に含まれる分散媒を水から親水性有機溶媒に置換するためには、水と同量以上の親水性有機溶媒を添加するのが好ましく、親水性溶媒の割合は、例えば、水分散液に含まれる水100重量部に対して、例えば、100〜5000重量部、好ましくは200〜4000重量部、さらに好ましくは300〜3000重量部(特に500〜2500重量部)程度である。親水性有機溶媒の繊維集合体に対する割合は、繊維集合体(固形分)100重量部に対して、例えば、500〜50000重量部、好ましくは1000〜30000重量部、さらに好ましくは2000〜25000重量部程度である。
【0075】
本発明では、親水性溶媒による置換度合いを向上させるために、親水性溶媒による置換を複数回繰り返してもよい。繰り返し回数は、置換効率と簡便性とのバランスから、通常、1〜5回程度であり、好ましくは2〜4回、さらに好ましくは2〜3回(特に3回)程度である。
【0076】
親水性溶媒による置換を繰り返す場合には、簡便に置換効率を向上させるために、水を含む親水性有機溶媒の分散液を慣用の脱液方法、例えば、濾過、圧搾、遠心分離などにより脱液するのが好ましい。通常、脱液により、例えば、2〜20倍、好ましくは5〜15倍(又は固形分濃度5〜50重量%、特に10〜40重量%)程度に濃縮した後、さらに親水性有機溶媒を添加する。繰り返す場合の2回目以降の親水性有機溶媒の割合は、例えば、分散液に含まれる溶媒(水及び親水性有機溶媒の合計)100重量部に対して、100〜5000重量部、好ましくは300〜4000重量部、さらに好ましくは400〜3000重量部(特に500〜2500重量部)程度である。親水性有機溶媒の繊維集合体に対する割合は、繊維集合体(固形分)100重量部に対して、例えば、500〜50000重量部、好ましくは1000〜30000重量部、さらに好ましくは2000〜25000重量部程度である。
【0077】
本発明では、さらに親水性有機溶媒による置換度を高め、微小セルロース系繊維の過度の交絡による凝集を抑制するために、親水性有機溶媒を添加するとともに、機械的剪断力により分散液を撹拌するのが好ましい。機械的剪断力を付与するための手段としては、慣用の手段、例えば、機械的撹拌手段(撹拌棒、撹拌子など)、超音波分散機などが利用できる。
【0078】
これらの撹拌手段のうち、簡便に高い剪断力で撹拌が可能な点から、高速撹拌工程の項で例示された回転羽根を有するミキサーなどを利用できる。本発明では、このようなミキサーを利用することにより、繊維集合体を解繊しながら、溶媒を置換できるため、高圧ホモジナイザーで高度にミクロフィブリル化した微小セルロース系繊維であっても、充分に溶媒の置換が可能となる。
【0079】
(3)乾燥工程
有機溶媒で置換された分散液は、さらに乾燥工程に供される。乾燥工程では、置換した分散液から溶媒(主として親水性有機溶媒)を除去する。
【0080】
得られた微小セルロース系繊維は乾燥工程に供されるが、乾燥に必要な温度は、微小セルロース系繊維の溶媒(水分)を除去する点からは高い方が好ましいが、急激な溶媒の揮発によって、高度にミクロフィブリル化した微小セルロース系繊維が凝集するのを抑制する点、及び熱劣化性防止の点からも、なるべく低い温度で乾燥するのが好ましい。乾燥温度は、例えば、30〜150℃、好ましくは40〜120℃、さらに好ましくは50〜100℃(特に55〜80℃)程度である。乾燥時間は、例えば、1〜24時間、好ましくは2〜12時間、さらに好ましくは3〜10時間(特に4〜8時間)程度である。乾燥機としては、必要に応じて慣用の乾燥機、例えば、ナウター型乾燥機、棚型乾燥機、加熱ジャケット付き回転式混合機などを利用できる。
【0081】
乾燥物は、高度にミクロフィブリル化した繊維同士の絡み合いにより、塊状の繊維集合体として得られる。
【0082】
(4)粉砕工程
得られた塊状の乾燥物は、さらに粉砕工程に供される。粉砕工程では、塊状の乾燥物を粉砕することにより、絡まった繊維を容易に解すことができる。本発明では、乾燥しても、繊維集合体の凝集が抑制されているため、慣用の粉砕機で粉砕することにより、高度なミクロフィブリル構造を保持し、かつ嵩密度も低い繊維集合体を得ることができる。
【0083】
粉砕においては、ミクロフィブリル化処理後の微小繊維の形状を損なわない程度に粉砕する必要がある。すなわち、乾燥品は、ミクロフィブリル化処理後の繊維長に対して、60〜100%(特に80〜100%)程度の繊維長を保持しているのが望ましい。粉砕には、慣用の粉砕機、例えば、サンプルミル、ハンマーミル、ターボミル、アトマイザー、カッターミル、ビーズミル、ボールミル、ロールミル、ジェットミルなどを使用してもよい。なかでも、微細な繊維構造の破壊を抑制できる点から、サンプルミルやハンマーミルなどの衝撃式粉砕機(特にスイング式のハンマーを有するサンプルミル)が好ましい。
【0084】
このような粉砕工程を経ることにより、前述の特性を有する本発明の微小セルロース系繊維集合体が、例えば、0.1〜10mm、好ましくは0.3〜5mm、さらに好ましくは0.5〜3mm程度の平均径を有する線状又は微粒状開繊繊維集合体として得られる。
【0085】
(熱可塑性樹脂)
熱可塑性樹脂としては、例えば、オレフィン系樹脂(環状オレフィン系樹脂を含む)、スチレン系樹脂、(メタ)アクリル系樹脂、有機酸ビニルエステル系樹脂、ビニルエーテル系樹脂、ハロゲン含有樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、熱可塑性ポリウレタン樹脂、ポリスルホン系樹脂、ポリフェニレンエーテル系樹脂、セルロース誘導体(セルロースエステル類、セルロースカーバメート類、セルロースエーテル類など)、シリコーン樹脂、ゴム又はエラストマー(ポリブタジエン、ポリイソプレンなどのジエン系ゴム、スチレン−ブタジエン共重合体、アクリロニトリル−ブタジエン共重合体、アクリルゴム、ウレタンゴム、シリコーンゴムなど)などが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。
【0086】
これらの熱可塑性樹脂のうち、融点230℃以下の結晶性樹脂及びキャピラリオメータ−で測定した溶融粘度が102〜105ポイズ(200℃、剪断速度100sec−1)の非晶性樹脂からなる群から選択された少なくとも一種が好ましい。
【0087】
融点230℃以下の結晶性樹脂としては、例えば、オレフィン系樹脂(例えば、ポリエチレン、ポリプロピレン、エチレンプロピレン共重合体、プロピレン−エチレン共重合体、エチレン−プロピレン−ブテン−1などのポリC2−4オレフィン系樹脂など)、ビニルアルコール系重合体(例えば、ポリビニルアルコール、エチレン−ビニルアルコールなど)、ポリアミド系樹脂(例えば、ポリアミド6、ポリアミド11、ポリアミド12などの脂肪族ポリアミドなど)、芳香族ポリエステル系樹脂(例えば、ポリブチレンテレフタレートなどのポリC2−4アルキレンアリレートなど)、脂肪族ポリエステル系樹脂(例えば、ポリ乳酸などのポリオキシカルボン酸系樹脂、ポリブチレンサクシネート、ポリブチレンサクシネート−アジペート共重合樹脂などのポリC2−6アルキレンカルボキシレート、ポリカプロラクトンなどのポリC3−12ラクトン系樹脂など)、セルロースエステル類(例えば、セルロースアセテートなどのセルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレートなどのセルロース有機酸エステルなど)などが挙げられる。
【0088】
前記溶融粘度を有する非晶性樹脂としては、例えば、スチレン系樹脂[例えば、ポリスチレン(GPPS)などのポリスチレン系樹脂、耐衝撃性ポリスチレン(HIPS)、GPPSとHIPSとの混合物(MIPS)、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−共役ジエン−スチレン共重合体(ABS樹脂など)などのゴム含有スチレン系樹脂など]、アクリル系樹脂[例えば、ポリメタクリル酸メチルなどのポリ(メタ)アクリル酸C1−4アルキルエステル系樹脂など]などが挙げられる。
【0089】
これらの熱可塑性樹脂は、適度な流動性を有しているのが好ましく、例えば、ポリプロピレン系樹脂のメルトフローレート(MFR)は、230℃、21.6Nの条件で、例えば、20〜200g/10分(特に30〜150g/10分)程度であってもよい。また、ポリエチレン系樹脂のMFRは、例えば、190℃、21.6Nの条件で、例えば、10〜200g/10分(特に20〜150g/10分)程度であってもよい。
【0090】
ポリ乳酸系樹脂のメルトフローレート(MFR)は、190℃、21.6Nの条件で、例えば、0.5〜200g/10分(特に1〜100g/10分)程度であってもよい。ポリアミド系樹脂のメルトフローレート(MFR)は、190℃、21.6Nの条件で、例えば、0.5〜200g/10分(特に1〜100g/10分)程度であってもよい。
【0091】
ゴム含有スチレン系樹脂(ABS樹脂など)のMFRは、220℃、100Nの条件で、例えば、10〜200g/10分(特に20〜150g/10分)程度であってもよい。ポリスチレン系樹脂(GPPSなど)のMFRは、200℃、50Nの条件で、例えば、5〜100g/10分(特に10〜80g/10分)程度であってもよい。
【0092】
微小セルロース系繊維集合体と熱可塑性樹脂との総量は、ミキサーの容量等に応じて適宜設定できる。微小セルロース系繊維集合体の割合は、熱可塑性樹脂100重量部に対して、例えば、5〜500重量部、好ましくは10〜400重量部、さらに好ましくは50〜350重量部(特に100〜300重量部)程度であり、150〜300重量部程度であってもよい。
【0093】
さらに、微小セルロース系繊維集合体と熱可塑性樹脂との混合性を向上させるために、相溶化剤及び/又は滑剤を配合してもよい。相溶化剤及び/又は滑剤は、微小セルロース系繊維集合体及び/又は熱可塑性樹脂と同時にミキサーに投入してもよく、微小セルロース系繊維集合体と熱可塑性樹脂とをある程度撹拌して混合させてからミキサーに投入してもよい。
【0094】
相溶化剤としては、熱可塑性樹脂の種類に応じて選択でき、例えば、極性基を有する化合物で変性した熱可塑性樹脂などが挙げられる。相溶化剤を構成する熱可塑性樹脂としては、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレン、エチレンープロピレン共重合体、プロピレンーブテン共重合体など)、ポリアミド系樹脂(ポリアミド6、ポリアミド12など)、環状炭化水素系樹脂(環状オレフィンコポリマーなど)、スチレン系樹脂(ポリスチレン、AS樹脂、ABS樹脂、スチレン−共役ジエン共重合体及び/又はその水素添加樹脂、スチレン系熱可塑性エラストマーなど)などが挙げられる。極性基としては、例えば、カルボキシル基、カルボニル基(エステル基、アミド基、酸ハライド基など)、酸無水物基、アミノ基、ヒドロキシル基、グリシジル基、オキサゾリル基などが挙げられる。これらの相溶化剤は、単独で又は二種以上組み合わせて使用してもよい。これらの相溶化剤のうち、酸変性ポリプロピレンなどの変性オレフィン系樹脂などが汎用される。
【0095】
相溶化剤の割合は、微小セルロース系繊維集合体と熱可塑性樹脂との合計100重量部に対して、例えば、0.1〜10重量部、好ましくは0.3〜5重量部、さらに好ましくは0.5〜4重量部(特に1〜3重量部)程度である。
【0096】
滑剤としては、例えば、脂肪族炭化水素系ワックス(ポリエチレンワックス、ポリプロピレンワックスなどのポリC2−4オレフィン系ワックス、パラフィン系ワックス、マイクロクリスタリンワックスなど)、植物性又は動物性ワックス(カルナウバワックス、ミツロウ、セラックワックス、モンタンワックスなど)、高級脂肪酸(例えば、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸などのC8−35飽和脂肪酸、オレイン酸などのC10−35不飽和脂肪酸など)、高級脂肪酸塩(例えば、ラウリン酸バリウム、ステアリン酸カルシウム、ステアリン酸亜鉛、ステアリン酸マグネシウムなどのC8−35脂肪酸金属塩など)、高級脂肪酸エステル(例えば、グリセリン脂肪酸エステル、ペンタエリスリトール脂肪酸エステルなどのC8−35脂肪酸エステルなど)、高級脂肪酸アミド(例えば、ステアリン酸アミドなどのC8−35脂肪酸アミド、メチレンビスステアリン酸アミド、エチレンビスステアリン酸アミドなどのアルキレンビス脂肪酸アミドなど)などが挙げられる。これらの滑剤は、単独で又は二種以上組み合わせて使用できる。これらの滑剤のうち、ステアリン酸カルシウムなどのC10−24脂肪酸金属塩などが汎用される。
【0097】
可塑剤の割合は、微小セルロース系繊維集合体と熱可塑性樹脂との合計100重量部に対して、例えば、0.01〜5重量部、好ましくは0.03〜3重量部、さらに好ましくは0.05〜1重量部(特に0.05〜0.5重量部)程度である。
【0098】
[低速撹拌工程]
低速撹拌工程では、高速撹拌工程で得られた混合物をミキサーで冷却しながら低速撹拌して造粒する。すなわち、この工程の処理により、前記工程で溶融された熱可塑性樹脂は、低速で撹拌されながら、均一に繊維と混合された状態で固化してペレットが得られる。
【0099】
この工程では、ミキサーの冷却効率を高めるため、高速撹拌工程で用いたミキサーとは別個のミキサーを用いるのが好ましい。ミキサーとしては、前記高速撹拌工程の項で例示された回転羽根を有するミキサーが利用できるが、冷却しながら撹拌するため、冷却手段を備えた冷却ミキサーが好ましい。このようなミキサーとしては、例えば、冷却ミキサー(日本コークス工業(株)製、「FD20C/K」、容量45L)などの市販品を利用できる。
【0100】
低速撹拌工程では、撹拌時の回転羽根の平均周速は、高速撹拌工程の撹拌速度よりも小さく、例えば、1〜30m/秒、好ましくは2〜25m/秒、さらに好ましくは3〜20m/秒(特に5〜15m/秒)程度である。
【0101】
低速撹拌工程における処理は、微小セルロース系繊維と熱可塑性樹脂との混合物が、成形用の材料として取り扱いできる程度に固化された時点で終了することができる。なお、摩擦熱の発生により、ミキサー内の温度が上がりすぎると一旦固化した熱可塑性樹脂が再溶融するため、低速撹拌工程においてもミキサー内の温度を管理するのが好ましい。
【0102】
[微小セルロース系繊維含有樹脂組成物及び成形体]
得られた微小セルロース系繊維含有樹脂組成物は、微小セルロース系繊維が均一に分散した熱可塑性樹脂の固化物(造粒物)であり、樹脂成形体の材料として利用できる。この樹脂組成物は、必要に応じて、粉砕処理、ペレタイズ処理などに供して、粒径を調整してもよい。粉砕には、公知の粉砕機、例えば、サンプルミル、ハンマーミル、カッターミルなどを使用してもよい。また、ペレタイズ処理には、公知のペレット化装置、例えば、ペレタイザなどを使用してもよい。
【0103】
本発明の微小セルロース系繊維含有樹脂組成物は、さらに他の熱可塑性樹脂(成形体用の樹脂など)と組み合わせてもよい。特に、本発明の樹脂組成物をマスターバッチとして使用し、マトリックス樹脂を用いて、混合(希釈)し、繊維強化樹脂(又は繊維強化樹脂組成物)として使用してもよい。なお、他の熱可塑性樹脂は、本発明の樹脂組成物として利用可能な前記熱可塑性樹脂が利用でき、樹脂組成物との相溶性の点から、樹脂組成物を構成する熱可塑性樹脂と同一又は同種の熱可塑性樹脂を用いるのが好ましい。さらに、他の熱可塑性樹脂との混合においては、前記相溶化剤を配合してもよい。
【0104】
微小セルロース系繊維含有樹脂組成物は、必要に応じて、慣用の添加剤を含んでいてもよい。添加剤としては、例えば、安定剤[酸化防止剤(ヒンダードフェノール系酸化防止剤など)、収縮防止剤、帯電防止剤、紫外線吸収剤、耐熱安定剤、耐候安定剤など]、滑剤、離型剤、潤滑剤、衝撃改良剤、着色剤(染料や顔料など)、助色剤、可塑剤、分散剤、難燃剤、抗菌剤、防腐剤、防カビ剤、防虫剤、消臭剤、結晶促進剤、結晶核剤などを含有していてもよい。
【0105】
本発明の樹脂成形体は、前記微小セルロース系繊維含有樹脂組成物で形成されている。このような成形体は、樹脂組成物を、溶融混練し、慣用の成形方法(押出成形、射出成形、圧縮成形など)で成形することにより得ることができる。
【0106】
溶融混練は、慣用の方法、すなわち、慣用の溶融混練機、例えば、一軸又はベント式二軸押出機などを用いて行うことができる。また、溶融混練に先だって、慣用の方法、例えば、混合機(タンブラー、V型ブレンダー、ヘンシェルミキサー、ナウタミキサー、リボンミキサー、メカノケミカル装置、押出混合機など)を用いて、樹脂組成物と他の成分(前記例示の添加剤など)などとを予備混合してもよい。なお、溶融混練温度は、熱可塑性樹脂の種類に応じて選択でき、例えば、70〜300℃、好ましくは80〜280℃、さらに好ましくは85〜260℃程度であってもよい。
【0107】
得られた成形体は、微小セルロース系繊維が成形体中(マトリックス樹脂など)に十分に分散されているため、高い強度を有している。
【0108】
成形体は発泡体であってもよい。発泡方法としては、慣用の方法、例えば、反応生成ガスを利用する方法、発泡剤を使用する方法などが利用できる。発泡体は、独立気泡、連続気泡のいずれでもよく、発泡倍率も、例えば、1.02倍以上(例えば、1.05〜3倍)程度である。
【0109】
発泡剤には、揮発性発泡剤及び分解性発泡剤が含まれる。揮発性発泡剤としては、例えば、気体[炭酸ガス(二酸化炭素)、炭化水素(プロパン、ブタン、ペンタンなど)、メチルエーテル、三塩化フッ化メタン、窒素など]、揮発性液体[水、エーテル類(エチルエーテル、石油エーテル)、アセトン、炭化水素(液状プロパン、液状ブタン、ヘキサン)、ベンゼン]などが挙げられる。
【0110】
分解型発泡剤としては、例えば、有機酸又はその塩(クエン酸、クエン酸ナトリウムなど)、アゾ化合物(2,2′−アゾビスイソブチロニトリル、アゾヘキサヒドロベンゾニトリル、アゾジカルボン酸アミド、ジアゾアミノベンゼンなど)、スルホニルヒドラジド化合物[ベンゼンスルホニルヒドラジド、p−トルエンスルホニルヒドラジド、4,4′−オキシビス(ベンゼンスルホニルヒドラジド)など]、ニトロソ化合物(N,N′−ジニトロペンタメチレンテトラミン、N,N′−ジニトロソ−N,N′−ジメチルテレフタルアミドなど)などの有機化合物や、重炭酸ナトリウム、炭酸アンモニウム、炭酸水素アンモニウムなどの無機化合物などが例示できる。
【0111】
発泡剤の割合は、樹脂組成物100重量部に対して、0.01〜20重量部、好ましくは0.1〜10重量部、さらに好ましくは0.5〜5重量部程度である。
【実施例】
【0112】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。なお、以下の例において、「部」又は「%」は、特にことわりのない限り、重量基準であり、実施例及び比較例で得られた微小セルロース繊維、ペレット及び成形体を用いて、下記の物性試験を行った。
【0113】
[水分]
調製例1及び2で得られた微小繊維について、親水性有機溶媒による置換品について、ハロゲン水分計(メトラートレド(株)製、HG63)を用いて測定した。
【0114】
[2%粘度]
調製例1及び2で得られた微小セルロース繊維集合体に純水を加えて、ジューサーミキサー(三洋電機(株)製、SM−L50)又はホモディスパー(特殊機化工業(株)製、モデルL)で5000rpmで3分間撹拌して、フィブリル化セルロースを2%含む総量600gの水分散液を作製し、BL型粘度計を用いて、ロータNo.4を使用し、30rpmの回転数で、25℃における見かけ粘度(mPa・s)を測定した。
【0115】
[遠心保水率]
調製例1及び2で得られた微小セルロース繊維集合体について、2%粘度の測定で調製した分散液(懸濁液)を1000Gで15分間遠心した後、重量を測定し、自重に対する保水率(%)を算出した。
【0116】
[微小セルロース繊維の平均繊維長]
調製例1及び2で得られた微小セルロース繊維集合体の繊維長は、カヤーニ繊維長分布測定器(FS−200)を用いて、平均繊維長ピークを測定することにより算出した。
【0117】
[微小セルロース繊維の繊維径]
調製例1〜3で得られた微小セルロース繊維について50000倍の走査型電子顕微鏡(SEM)写真を撮影し、撮影した写真上において、写真を横切る任意の位置に2本の線を引き、線と交差する全ての繊維径をカウントして平均繊維径(n=20以上)を算出した。線の引き方は、線と交差する繊維の数が20以上となれば、特に限定されない。さらに、繊維径の測定値から、繊維径分布の標準偏差及び最大繊維径を求めた。なお、最大繊維径が1μmを超える微小繊維の場合には、5000倍のSEM写真を用いて算出した。
【0118】
[脱水時間]
調製例3で得られた微小セルロース繊維集合体をAPI規格の脱水量に関する試験方法に準拠して脱水時間を測定した。すなわち、微小セルロース繊維集合体を固形分で4gとし、0.5%スラリー400gを調製した。このスラリーを直径76.2mm、高さ127.0mmの金属容器に投入し、0.7MPaの圧力を負荷し、スラリー内の保有水のうち、200mlが脱液されるまでの時間を測定した。
【0119】
[密度]
実施例及び比較例で得られた成形体について、ISO1183に準じて、密度(g/cm3)を測定した。
【0120】
[曲げ強さ及び曲げ弾性率]
実施例及び比較例で得られた成形体について、ISO178に準じて、曲げ強さ(MPa)及び曲げ弾性率(MPa)を測定した。
【0121】
[シャルピー衝撃強さ]
実施例及び比較例で得られた成形体について、ISO179/1eAに準じて、23℃にて、ノッチ付き試験片を用いてシャルピー衝撃強さ(kJ/m2)を測定した。
【0122】
[流動性]
実施例及び比較例で得られた樹脂組成物について、ISO1130に準拠して、190℃、10Nの条件で測定した。
【0123】
[成形体の外観]
実施例及び比較例で得られた成形体表面に存在するセルロース繊維塊のうち、最大径又は最大長が1mm以上のセルロース繊維塊の数(個/50cm2)を目視で確認した。
【0124】
[造粒時間]
高速撹拌工程の開始から低速撹拌工程の終了まで造粒に要した時間を測定した。
【0125】
調製例1(微小セルロースの水分散液の調製)
市販のクラフトパルプ(平均繊維長3mm、平均繊維径約12μm)40gに、水20Lを加えてよく撹拌し、分散液を調製した。得られた分散液を、常温で高圧ホモジナイザー(ゴーリン社製、商品名「15M−8TA」)に仕込み、50MPaの圧力下、装置を15回通過させて微小繊維状セルロースを得た。得られた繊維は、平均繊維長0.6mm、平均繊維径0.03μmであった。次いで、脱水を行い、固形分を約10%とした。2%濃度の分散液の粘度は、ジューサーミキサーで分散させた懸濁液が7000mPa・sであり、ホモディスパーで分散させた懸濁液が5700mPa・sであった。さらに、水分、遠心保水率を測定した結果を表1に示す。
【0126】
調製例2(ドライ微小セルロースの調製)
調製例1で得られたスラリー状懸濁液(水分含量89.6%)1kgに対して、イソプロパノール20リットルを添加し、手動撹拌機(マキタ(株)製、商品名「UT1305」)で5分間撹拌して分散した。得られた分散液を、脱液用濾布を用いて手絞りで固形分が30%になるまで脱液した。この工程を更に2度繰り返し、最終的に溶媒を含有するセルロース繊維集合体約350gを得た。この繊維集合体を防爆乾燥機(タバイエスペック(株)製、商品名「SPH301S」)により80℃で15時間乾燥した後、小型サンプルミル(ホソカワミクロン(株)製、商品名「パルベライザーAP−S」)を用いて12000rpmで粉砕を行って、径1mmφのメッシュを使用して分級した。繊維全体に対する水分含有量(水分率)は4.91%であった。各種特性を測定した結果を表1に示す。
【0127】
調製例3(微小セルロース系繊維の水分散液の調製)
NBKPパルプ(丸住製紙(株)製、固形分約50%)を用いて、パルプを1重量%の割合で含有するスラリー液を100リットル調製した。次いで、ディスクリファイナー(長谷川鉄工(株)製、商品名「SUPERFIBRATER 400−TFS」)を用いて、クリアランス0.15mm、ディスク回転数1750rpmとして10回叩解処理し、リファイナー処理品を得た。このリファイナー処理品を、破砕型ホモバルブシート(中空円筒状凸部の下流端の内径/リング状端面の厚み=16.8/1)を備えたホモジナイザー(ゴーリン社製、15M8AT)を用いて、処理圧50MPaで50回処理した。得られた微小セルロースの平均繊維径は45.4nm、繊維径分布の標準偏差は22.6nm、最大繊維径は80.2nm、脱水時間は2530秒であった。
【0128】
スラリー状懸濁液(水分含量90.3%)1kgに対して、イソプロパノール20リットルを添加し、手動撹拌機(マキタ(株)製、商品名「UT1305」)で5分間撹拌して分散した。得られた分散液を、脱液用濾布を用いて手絞りで固形分が30%になるまで脱液した。この工程を更に2度繰り返し、最終的に溶媒を含有するセルロース繊維集合体350gを得た。この繊維集合体を防爆乾燥機(タバイエスペック(株)製、商品名「SPH301S」)により80℃で15時間乾燥した後、小型サンプルミルホソカワミクロン(株)製、商品名「パルベライザーAP−S」)を用いて12000rpmで粉砕を行って、径1mmφのメッシュを使用して分級した。繊維全体に対する水分含有量(水分率)は3.82%であった。各種特性を測定した結果を表1に示す。
【0129】
【表1】

【0130】
調製例4(セルロースシートの調製)
幅60cm、長さ80cm、厚み1.1mmのパルプシート(日本製紙(株)製、商品名「パルプNDP−T」、平均繊維径25μm、平均繊維長1.8mm、α−セルロース含有量90%)を幅20cm、長さ80cmに切断して調製した。
【0131】
実施例1
ヒーターミキサー(日本コークス工業(株)製、商品名「ヘンシェルミキサーFM20C/I」、上羽根:混練用タイプ、下羽根:高循環・高負荷用タイプ、ヒーター及び温度計付き、容量20L)を140℃に加温し、調製例2で得られた微小セルロース繊維集合体(ドライ微小セルロース)30部を投入し、平均周速50m/秒で撹拌した。微小セルロース繊維の投入完了後、直ちにポリプロピレン(サンアロマー(株)製、商品名「J139」)68部を投入した後、平均周速50m/秒で撹拌を続けた。このときのモーターの動力は2.5kWであった。ミキサーの温度が120℃に達したときに、相溶化剤(三洋化成工業(株)製、酸変性ポリプロピレン、商品名「ユーメックス1010」)2部及び滑剤(ステアリン酸カルシウム)0.1部を投入し、撹拌を続けた。約10分経過時点において、動力が上昇し始めた。1分後に、動力は4kWに上昇したため、周速を25m/秒の低速に落とした。低速の撹拌を継続すると、動力が再度上昇し始めた。低速回転開始1分30秒後、電流値は5kWに達したため、ミキサーの排出口を開き、接続する冷却ミキサーに排出した。
【0132】
冷却ミキサー(日本コークス工業(株)製、商品名「クーラーミキサーFD20C/K」、回転羽根:冷却用標準羽根、水冷手段(20℃)及び温度計付き、容量45L)を平均周速10m/秒の低速で撹拌を開始し、ミキサー内の温度が80℃になった時点で撹拌を終了した。低速撹拌工程の処理により、セルロース繊維とポリプロピレンとの混合物は固化して、直径が数mmから2cm程度の造粒物(ペレット)が得られた。
【0133】
得られた造粒物を用いて、二軸押出機(日鋼(株)製、商品名「TEX30α」)を用いてシリンダー温度は190℃で押出成形して、微小セルロース繊維を含有する樹脂成形体を得た。二軸押出機を用いた成形性(混練性、押出性)は良好であった。結果を表2に示す。
【0134】
実施例2
ポリプロピレン(サンアロマー(株)製、商品名「J139」)の代わりに、ポリ乳酸(三井化学(株)製、商品名「レイシア H−100」)を用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。結果を表2に示す。
【0135】
実施例3
ポリプロピレン(サンアロマー(株)製、商品名「J139」)の代わりに、ポリアミド12(ダイセルエボニック(株)製、商品名「ダイアミドL1600」)を用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。結果を表2に示す。
【0136】
実施例4
調製例2で得られた微小セルロース繊維集合体の代わりに、調製例3で得られた微小セルロース繊維集合体(ドライナノセルロース)を用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。実施例1と同様に良好な成形体が得られた。
【0137】
比較例1
調製例2で得られた微小セルロース繊維集合体の代わりに、調製例1で得られた微小セルロースの水分散液(微小セルロース分散液)を固形分で30部となる割合で用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。結果を表2に示す。
【0138】
比較例2
ヒーターミキサー(ヘンシェルミキサーFM20C/I)を140℃に加温し、調製例4で得られたセルロースシート30部を投入し、平均周速50m/秒で撹拌した。約2分経過時点において、セルロースシートが綿状に変化したため、ポリプロピレン(J139)68部を投入し、平均周速50m/秒で撹拌を続けた。このときのモーターの動力は2.5kWであった。ミキサーの温度が120℃に達したときに、相溶化剤(ユーメックス1010)2部及び滑剤(ステアリン酸カルシウム)0.1部を投入し、撹拌を続けた。約10分経過時点において、動力が上昇し始めた。1分後に、動力は4kWに上昇したため、周速を25m/秒の低速に落とした。低速の撹拌を継続すると、動力が再度上昇し始めた。低速回転開始1分30秒後、電流値は5kWに達したため、ミキサーの排出口を開き、接続する冷却ミキサーに排出した。
【0139】
冷却ミキサー(クーラーミキサーFD20C/K)を平均周速10m/秒の低速で撹拌を開始し、ミキサー内の温度が80℃になった時点で撹拌を終了した。低速撹拌工程の処理により、セルロース繊維とポリプロピレンとの混合物は固化して、直径が数mmから2cm程度の造粒物(ペレット)が得られた。
【0140】
得られた造粒物を用いて、二軸押出機(日鋼(株)製、商品名「TEX30α」)を用いてシリンダー温度は190℃で押出成形して、セルロース繊維を含有する樹脂成形体を得た。二軸押出機を用いた成形性(混練性、押出性)は良好であった。結果を表2に示す。
【0141】
【表2】
【0142】
表2から明らかなように、実施例の樹脂組成物は、機械的特性、流動性及び外観に優れ、造粒時間も短かった。一方、比較例1の樹脂組成物は、外観が悪く、造粒時間も長かった。また、比較例2の樹脂組成物は、流動性が低かった。
【産業上の利用可能性】
【0143】
本発明の樹脂成形体は、電気・電子部品の梱包材料、建築資材(壁材など)、土木資材、農業資材、自動車部品(内装材、外装材など)、包装資材(容器、緩衝材など)、生活資材(日用品など)などに適用することができる。
【0144】
また、本発明の樹脂成形体は、高い強度を有するため、宇宙関連品[人工衛星(人工衛星本体、パラボラアンテナ、太陽電池用フレームなど)、スペースシャトル(機体、翼、遠隔操作棒、荷物室ドアなど)など]、航空機部品(機体、主翼、尾翼、方向舵など)、自動車部品(ボディ、フード、ドア、ドライブシャフトなど)、スポーツ用品(ゴルフシャフト、テニスラケットフレームなど)、レジャー用品(釣り竿など)などにも有用である。
【0145】
さらに、必要に応じて、紡糸することも可能であり、衣服などにも用いることができる。
【符号の説明】
【0146】
1…原料セルロース系繊維
2…破砕型ホモバルブシート
3…破砕型ホモバルブシートの流路
4…小径オリフィス
5…ホモバルブ
6…インパクトリング
7…微小セルロース系繊維
12…非破砕型ホモバルブシート
【技術分野】
【0001】
本発明は、微小セルロース系繊維を含有する樹脂組成物及びその製造方法に関する。
【背景技術】
【0002】
従来から、樹脂成形体の機械的強度を向上させるため、樹脂に繊維を配合して強化することが行われている。なかでも、セルロース繊維は、天然繊維であり、生分解性を有するとともに、焼却も可能であるため、環境保全の面から有用な補強繊維である。しかし、セルロース繊維を均一に解繊するのは困難であるため、セルロース繊維を樹脂中に均一に分散させて、樹脂成形体の機械的強度を向上させるのは困難であった。
【0003】
そこで、特開2007−84713号公報(特許文献1)では、セルロース繊維集合体をミキサーで高速撹拌して解繊する工程と、さらに熱可塑性樹脂を投入して撹拌を続け、摩擦熱によりセルロース繊維に熱可塑性樹脂を付着させて混合物を得る工程と、得られた混合物を冷却しながら低速撹拌する工程とを有するセルロース繊維含有熱可塑性樹脂組成物の製造方法が提案されている。この文献の方法では、セルロース繊維集合体として、パルプシート又はその切断物を使用している。
【0004】
しかし、この方法でも、セルロース繊維の繊維径が大きいため、樹脂組成物の流動性が低下し、樹脂成形体の成形性も低下する。
【0005】
なお、この文献の方法において、パルプシート又はその切断物の代わりに、セルロース繊維のミクロフィブリル化物を使用すると、乾燥品では繊維の絡み合いが激しいため、微小繊維が均一に分散した樹脂成形体を製造するのは困難である。一方、ミクロフィブリル化物のスラリー又は懸濁液でも、凝集物が多く、外観が低下するとともに、取り扱い性も困難であり、生産性が低い。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−84713号公報(特許請求の範囲、実施例)
【発明の概要】
【発明が解決しようとする課題】
【0007】
従って、本発明の目的は、微小繊維であっても樹脂中に繊維が均一に分散し、かつ繊維を含む樹脂組成物の流動性及び成形性が高い微小セルロース系繊維含有樹脂組成物及びその製造方法、並びに前記樹脂組成物で形成された樹脂成形体を提供することにある。
【0008】
本発明の他の目的は、繊維の凝集による外観の低下が抑制され、成形体の機械的強度が高い微小セルロース系繊維含有樹脂組成物及びその製造方法、並びに前記樹脂組成物で形成された樹脂成形体を提供することにある。
【0009】
本発明のさらに他の目的は、微小セルロース系繊維が均一に分散した樹脂組成物を簡便に製造する方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、前記課題を達成するため鋭意検討した結果、特定の微小セルロース系繊維集合体を熱可塑性樹脂とともに高速撹拌して得られた混合物を冷却しながら低速撹拌することにより、微小繊維であっても樹脂中に繊維を均一に分散でき、かつ得られた微小繊維を含む樹脂組成物の流動性及び成形性を向上できることを見いだし、本発明を完成した。
【0011】
すなわち、本発明の微小セルロース系繊維含有樹脂組成物の製造方法は、回転羽根を有するミキサーに、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%の微小セルロース系繊維集合体及び熱可塑性樹脂を投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む。
【0012】
前記微小セルロース系繊維集合体は、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、及び得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られ、かつ水分含有量0.3〜10重量%であってもよい。この微小セルロース系繊維集合体の調製において、前記親水性有機溶媒が、エチルアルコール、イソプロピルアルコール、アセトン及びメチルエチルケトンからなる群から選択された少なくとも一種であってもよい。前記置換工程において、親水性有機溶媒の割合は、水分散液に含まれる水100重量部に対して、100〜3000重量部程度であってもよい。また、前記微小セルロース系繊維集合体は、前記親水性有機溶媒で置換する前の水分散液を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度と、置換後の微小セルロース系繊維を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度との割合が、前者/後者=1/1.5〜1.5/1程度であってもよい。さらに、前記高圧ホモジナイザーとして破砕型ホモバルブシートを備えたホモジナイザーを用いてもよい。
【0013】
本発明の製造方法において、高速撹拌工程における回転羽根の平均周速が10〜100m/秒であり、かつ低速撹拌工程における回転羽根の平均周速が1〜30m/秒であり、高速撹拌工程において発生した摩擦熱により熱可塑性樹脂を溶融させて両者を混合した後、低速撹拌工程において溶融した熱可塑性樹脂を撹拌しながら冷却固化して造粒するとともに、熱可塑性樹脂として、融点230℃以下の結晶性樹脂及びキャピラリオメータ−で測定した溶融粘度が102〜105ポイズ(200℃、剪断速度100sec−1)の非晶性樹脂からなる群から選択された少なくとも一種の樹脂を用いてもよい。
【0014】
本発明には、前記製造方法で得られた微小セルロース系繊維含有樹脂組成物も含まれる。さらに、本発明には、前記樹脂組成物で形成された成形体も含まれる。
【発明の効果】
【0015】
本発明では、特定の微小セルロース系繊維集合体を熱可塑性樹脂とともに高速撹拌して得られた混合物を冷却しながら低速撹拌するため、微小繊維であっても樹脂中に繊維を均一に分散でき、得られた微小繊維を含む樹脂組成物の流動性及び成形性を向上できる。さらに、微小繊維の凝集による外観の低下を抑制でき、得られた樹脂組成物で形成された成形体の機械的強度を向上できる。さらに、本発明の方法では、微小セルロース系繊維が均一に分散した樹脂組成物を簡便に製造できる。
【図面の簡単な説明】
【0016】
【図1】図1は、ホモジナイザーを用いて繊維を含む分散液をホモジナイズ処理する工程を示す概略断面図である。
【図2】図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図である。
【図3】図3は、破砕型ホモバルブシートの斜視図である。
【図4】図4は、非破砕型ホモバルブシートの斜視図である。
【発明を実施するための形態】
【0017】
本発明の製造方法は、微小セルロース系繊維集合体及び熱可塑性樹脂をミキサーに投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む。
【0018】
[高速撹拌工程]
高速撹拌工程において、撹拌手段としては、簡便に高い剪断力で撹拌できる点から、撹拌子として回転羽根を有するミキサー(撹拌機)が好ましい。このようなミキサーとしては、例えば、ホモミキサー、ホモディスパー、ヘンシェルミキサー、バンバリーミキサー、リボンミキサー、V型ミキサーなどの慣用のミキサーなどが挙げられる。
【0019】
回転羽根の形状は、特に限定されず、例えば、かい形、タービン形、プロペラ形などが利用できる。また、回転羽根の枚数は、特に限定されないが、通常、上羽根と下羽根との2枚羽根、又は上羽根と中間羽根と下羽根の3枚羽根である。さらに、このような複数枚の回転羽根を組み合わせるミキサーにおいて、回転羽根として、上羽根には混練用タイプ、下羽根には高循環・高負荷用タイプ、中間羽根を使用する場合は溶融液用タイプを用いて異なるタイプを組み合わせてもよい。
【0020】
ミキサーは、さらに加熱手段を備えたヒーターミキサーが好ましい。
【0021】
このようなミキサーとしては、例えば、ヘンシェルミキサー(日本コークス工業(株)製、「FM20C/I」、容量20L)、スーパーミキサー((株)カワタ製、「SMV−20」、容量20L)などの市販品を利用できる。
【0022】
高速撹拌工程では、微小セルロース系繊維集合体と熱可塑性樹脂とは、同時にミキサーに投入してもよく、一方の成分を投入した後に他方の成分を投入してもよいが、微小セルロース系繊維集合体を適度に分散させ、両者の均一性を向上できる点から、微小セルロース系繊維集合体の投入後に、熱可塑性樹脂を投入するのが好ましい。さらに、必要であれば、微小セルロース系繊維集合体を所定時間(例えば、0.1〜10分間、好ましくは1〜5分間)撹拌して、微小セルロース系繊維を解繊した後に、熱可塑性樹脂を投入してもよい。このような解繊工程は、微小セルロース系繊維集合体が微粒状開繊繊維集合体として得られた場合に有効である。なお、本発明における微小セルロース系繊維集合体は、ミクロフィブリル化されているにも拘わらず、交絡の程度は低いため、解繊工程を設けなくてもナノサイズの繊維を、熱可塑性樹脂中に均一に分散することが可能である。
【0023】
高速撹拌工程では、撹拌時の回転羽根の平均周速は、例えば、10〜100m/秒、好ましくは15〜90m/秒、さらに好ましくは20〜80m/秒(特に30〜70m/秒)程度である。
【0024】
この工程では、このような高速で撹拌することにより、発生した摩擦熱により熱可塑性樹脂が溶融し、熱可塑性樹脂中にセルロース系繊維が均一に分散した状態で両者を混合できる。撹拌を継続するとミキサー内の温度が上昇し続け、モーターの動力が上昇する。この動力の上昇及びミキサー内の温度に応じて撹拌速度を徐々に又は一気に減速して回転数を低下させるのが好ましく、その場合も平均周速が前記範囲になるようにするのが好ましい。この状態で撹拌を継続した場合、再び動力が上昇するので、連結する次の低速撹拌工程で使用するミキサーに混合物を排出する。次工程に供される混合物は、熱可塑性樹脂中に微小セルロース系繊維が略均一に分散している。
【0025】
高速撹拌工程では、ミキサー内の昇温を補助し、微小セルロース系繊維集合体と熱可塑性樹脂との混合物の製造を容易にするため、加温手段により、ミキサーを加温することもできる。加温温度は、熱可塑性樹脂の種類に応じて選択できるが、例えば、100〜160℃、好ましくは110〜150℃、さらに好ましくは120〜140℃程度である。
【0026】
(微小セルロース系繊維集合体)
本発明では、高速撹拌工程に供する微小セルロース系繊維集合体として、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%のミクロフィブリル化セルロース系繊維集合体を用いる。
【0027】
この微小セルロース系繊維集合体を構成するセルロース系繊維としては、β−1,4−グルカン構造を有する多糖類の繊維である限り、特に制限されず、例えば、高等植物由来のセルロース繊維[例えば、木材繊維(針葉樹、広葉樹などの木材パルプなど)、竹繊維、サトウキビ繊維、種子毛繊維(コットンリンター、ボンバックス綿、カポックなど)、ジン皮繊維(例えば、麻、コウゾ、ミツマタなど)、葉繊維(例えば、マニラ麻、ニュージーランド麻など)などの天然セルロース繊維(パルプ繊維)など]、動物由来のセルロース繊維(ホヤセルロースなど)、再生セルロース(レーヨン、セロファンなど)、化学的に合成されたセルロース繊維[セルロースアセテート(酢酸セルロース)、セルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレートなどの有機酸エステル;硝酸セルロース、硫酸セルロース、リン酸セルロースなどの無機酸エステル;硝酸酢酸セルロースなどの混酸エステル;ヒドロキシアルキルセルロース(例えば、ヒドロキシエチルセルロース(HEC)、ヒドロキシプロピルセルロースなど);カルボキシアルキルセルロース(カルボキシメチルセルロース(CMC)、カルボキシエチルセルロースなど);アルキルセルロース(メチルセルロース、エチルセルロースなど);再生セルロース(レーヨン、セロファンなど)などのセルロース誘導体など]などが挙げられる。なお、前記セルロース系繊維は、用途に応じて、α−セルロース含有量の高い高純度セルロース、例えば、α−セルロース含有量70〜100重量%(例えば、95〜100重量%)、好ましくは98〜100重量%程度であってもよい。これらのセルロース系繊維は、単独で又は二種以上組み合わせて使用してもよい。
【0028】
これらのセルロース系繊維のうち、木材繊維(針葉樹、広葉樹などの木材パルプなど)、コットンリンターなどの種子毛繊維などが好ましい。なお、本発明では、機械的剪断などによりミクロフィブリル化されたセルロースを原料として使用し、ミクロフィブリル化されることなく、ナノメータサイズの繊維径を有するバクテリア由来のセルロースなどは原料として使用しない。
【0029】
微小セルロース系繊維の平均繊維長(L)は、例えば、0.01〜2mm、好ましくは0.02〜1.5mm、さらに好ましくは0.05〜1mm(特に0.1〜0.8mm)程度である。
【0030】
平均繊維径(D)は、例えば、0.001〜1μm、好ましくは0.01〜0.8μm、さらに好ましくは0.05〜0.7μm(特に0.1〜0.5μm)程度である。
【0031】
特に、後述する破砕型ホモバルブシートを備えたホモジナイザーでホモジナイズ処理した場合は、均一な平均繊維径(D)を実現でき、例えば、10〜100nm(例えば、15〜80nm)、さらに好ましくは20〜60nm(特に25〜50nm)程度である。また、繊維径分布の標準偏差は、例えば、100nm以下(例えば、1〜100nm)、好ましくは3〜50nm、さらに好ましくは5〜40nm(特に10〜30nm)程度である。さらに、微小繊維の最大繊維径は1μm以下(例えば、20〜900nm)であり、例えば、500nm以下(例えば、20〜500nm)、好ましくは30〜300nm、さらに好ましくは40〜200nm(特に50〜100nm)程度である。なお、本発明において、前記平均繊維径、繊維径分布の標準偏差、最大繊維径は、電子顕微鏡写真に基づいて測定した繊維径(n=20程度)から算出した値である。
【0032】
平均繊維径(D)に対する平均繊維長(L)の比(L/D)は、例えば、1000〜10000、好ましくは1200〜7000、さらに好ましくは1500〜5000(特に2000〜4000)程度である。L/D値がこのような範囲にあると、ナノサイズの平均径を有するにも拘わらず、比較的長い繊維長の微小繊維となるため、ミクロフィブリル化の度合いも大きくなり、繊維同士の絡み合いも大きくなる。
【0033】
微小セルロース系繊維集合体のBET比表面積は、15〜100m2/g、好ましくは17〜50m2/g、さらに好ましくは18〜40m2/g(特に20〜30m2/g)程度である。
【0034】
(微小セルロース系繊維集合体の特性)
微小セルロース系繊維集合体は、水分含有量が少ない。具体的に、水分の割合は、前述のように、繊維集合体全体に対して0.1〜20重量%の範囲にあり、好ましくは0.2〜15重量%、さらに好ましくは0.3〜10重量%(特に0.5〜7重量%)程度である。ミクロフィブリル化された微小セルロース系繊維集合体は、前述のように極限まで細くて長い微小繊維であるとともに、このように、水分含有量が少ない乾燥品であり、水分を嫌う用途であっても、微小繊維の特性を損なうことなく簡便に利用できる。特に、微小セルロース系繊維集合体は、このように水分含有量が低く、フィブリル化の度合いが大きいにも拘わらず、繊維の凝集が抑制されている。
【0035】
さらに、微小セルロース系繊維集合体のカナディアンフリーネス値(カナダ標準濾水度)は、0.1重量%濃度の微小繊維スラリーを用いて測定したとき、0〜200ml、好ましくは0〜100ml、さらに好ましくは0〜50ml(特に、0〜1ml)程度である。低カナディアンフリーネス値であるほど、保水性が高く、フィブリル化の度合いが大きいことを示す。すなわち、カナディアンフリーネス値は、繊維の分岐による繊維同士の絡み合いに関連して、濾過性能の指標でもある。カナディアンフリーネス値は、JIS P8121「パルプの濾水度試験法;カナダ標準型」に準拠して測定した値である。
【0036】
なお、微小セルロース系繊維集合体の保水性に関して、遠心後の自重に対する保水率は、例えば、100重量%以上、好ましくは200〜1000重量%、さらに好ましくは300〜800重量%(特に400〜600重量%)程度である。遠心条件については、後述の2重量%水懸濁液を1000Gで15分間遠心した条件である。
【0037】
微小セルロース系繊維集合体は、凝集が抑制され、過度に交絡していないため、水に対する分散性が高く、安定な分散液(又は懸濁液)を形成することができる。微小繊維状セルロースを水に懸濁させて、2重量%濃度にした懸濁液の粘度は、撹拌機の羽根の種類などに応じて変化するが、例えば、ジューサーミキサー(三洋電機(株)製、「SM−L50」)で撹拌した懸濁液において(5000rpm×3分間)、例えば、2000mPa・s以上(例えば、2000〜10000mPa・s)であり、好ましくは3000〜9000mPa・s、さらに好ましくは5000〜8000mPa・s程度である。粘度は、BL型粘度計を用いて、ロータNo.4を使用し、30rpmの回転数で、25℃における見かけ粘度として測定される値である。なお、フィブリル化の程度が小さかったり、繊維径が大きいと、水への分散性が低下し、均一な懸濁液が得られず、粘度を測定することが困難となる。
【0038】
さらに、微小セルロース系繊維集合体の脱水時間は、API規格の脱水量に関する試験方法に準拠して、0.5重量%濃度の微小繊維スラリーを用いて測定したとき、例えば、1000秒以上であり、好ましくは1200〜10000秒、さらに好ましくは1500〜8000秒(特に1800〜7000秒)程度である。脱水時間が大きいほど、平均繊維長/平均繊維径比の高い繊維形状となり、保水力が高く、繊維強化樹脂のフィラーやバインダーとして使用する場合は少量で大きな効果を得ることができる。
【0039】
(微小セルロース系繊維集合体の製造方法)
微小セルロース系繊維集合体は、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、及び得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られる。
【0040】
(1)ミクロフィブリル化工程
微小セルロース系繊維の水分散液は、例えば、特定の繊維長を有するセルロース繊維の水分散液を機械的剪断力によりミクロフィブリル化することにより製造できる。
【0041】
微小セルロース系繊維は、特定の繊維長を有するセルロース繊維をミクロフィブリル化することにより製造できる。原料のセルロース系繊維としては、前記ミクロフィブリル化セルロース系繊維集合体の項で例示のセルロース系繊維に対応するセルロース繊維が使用できる。なお、原料セルロース系繊維として、パルプを用いる場合、パルプは、機械的方法で得られたパルプ(砕木パルプ、リファイナ・グランド・パルプ、サーモメカニカルパルプ、セミケミカルパルプ、ケミグランドパルプなど)、又は化学的方法で得られたパルプ(クラフトパルプ、亜硫酸パルプなど)などであってもよく、必要に応じて叩解(予備叩解)処理された叩解繊維(叩解パルプなど)であってもよい。原料のセルロース系繊維は、単独で又は二種以上組み合わせて使用してもよい。なお、セルロース系繊維は、慣用の精製処理、例えば、脱脂処理などが施された繊維(例えば、脱脂綿など)であってもよい。さらに、原料繊維同士の絡まりを抑制し、ホモジナイズ処理による効率的なミクロフィブリル化を実現し、均一なナノメータサイズの微小繊維を得る観点から、ネバードライパルプ、すなわち乾燥履歴のないパルプ(乾燥することなく、湿潤状態を保持したパルプ)であってもよい。
【0042】
原料セルロース系繊維の平均繊維長は、例えば、0.1〜25mm、好ましくは0.5〜20mm、さらに好ましくは1〜15mm(特に2〜10mm)程度であってもよい。また、平均繊維径は、例えば、0.1〜100μm、好ましくは0.5〜50μm、さらに好ましくは1〜30μm(特に3〜20μm)程度であってもよい。繊維長が短すぎると、繊維長の短い微小セルロース系繊維しか得られず、繊維長が長すぎると、ミクロフィブリル化処理を十分行うことができなくなる虞がある。
【0043】
原料セルロース系繊維のミクロフィブリル化は、原料セルロース系繊維を、慣用の方法、例えば、叩解処理、ホモジナイズ処理することなどにより行うことができる。セルロース系繊維を、叩解によりミクロフィブリル化する場合、パルプなどのセルロース系繊維を、慣用の叩解機、例えば、ビーター、ジョルダン、コニカルリファイナー、シングルディスクリファイナー、ダブルディスクリファイナーなどにより叩解することにより微小セルロース系繊維を得ることができる。
【0044】
本発明では、通常、セルロース系繊維をホモジナイズ処理することによりミクロフィブリル化し、微小セルロース系繊維を製造する場合が多い。なお、必要により、セルロース系繊維を前記方法により叩解処理(予備叩解処理)した後、ホモジナイズ処理してもよい。
【0045】
より詳細には、セルロース系繊維を、撹拌などにより水に分散させ、この分散液(又は懸濁液)をホモジナイズ処理する。なお、繊維長をできる限り維持しつつ、ホモジナイズ処理の効率を高めるため、繊維の切断が生じないような条件で、個々の繊維にほぐすように水に分散させるのが好ましい。
【0046】
分散液中のセルロース系繊維の濃度(固形分濃度)は、例えば、0.001〜30重量%、好ましくは0.005〜25重量%、さらに好ましくは0.01〜20重量%(特に0.1〜15重量%)程度であってもよい。
【0047】
なお、セルロース系繊維の分散処理は、慣用の手段、例えば、機械的撹拌手段(撹拌棒、撹拌子など)、超音波分散機などにより行ってもよい。
【0048】
ホモジナイズ処理では、前記分散液を、慣用の均質化装置(ホモジナイザー、特に高圧ホモジナイザー)に供することにより、セルロース系繊維をミクロフィブリル化する。
【0049】
高圧ホモジナイザーによる原料セルロース系繊維のミクロフィブリル化と懸濁液の均質化の程度は、高圧ホモジナイザーへ圧送する圧力と、高圧ホモジナイザーに分散液を通過させる回数(パス回数)に依存し、圧送圧力は、通常、30〜100MPa、好ましくは35〜80MPa、さらに好ましくは40〜70MPa程度であってもよい。また、パス回数又は処理回数(後述する小径オリフィスを通過させる回数)は、例えば、5〜40回、好ましくは7〜30回、さらに好ましくは10〜25回(特に15〜25回)程度である。
【0050】
本発明では、ミクロンオーダーの繊維径を有する繊維を実質的に含まず、かつ均一なナノメーターサイズの平均繊維径を有する微小セルロース系繊維を得るために、高圧ホモジナイザーとして、破砕型ホモバルブシートを備えた高圧ホモジナイザーを用いてもよい。破砕型ホモバルブシートを備えた高圧ホモジナイザーを用いたホモジナイズ処理について、以下、図面を参照して説明する。
【0051】
図1は、破砕型ホモバルブシートを備えた高圧ホモジナイザーで前記分散液をホモジナイズ処理する工程を示す概略図であり、図2は、破砕型ホモバルブシートとホモバルブとの対向部分の拡大断面図であり、図3は、破砕型ホモバルブシートの斜視図である。一方、図4は、非破砕型ホモバルブシートの斜視図である。
【0052】
高圧ホモジナイザーは、中空円筒状インパクトリング6と、このインパクトリング6の上流側に挿入して配設されたホモバルブシート2の中空円筒状凸部2bと、前記インパクトリング6の下流側に、前記中空円筒状凸部2bと対向して挿入された円柱状ホモバルブ5とを備えており、前記中空円筒状凸部2bと前記円柱状ホモバルブ5とは同じ外径を有している。また、中空円筒状凸部2bの下流側の内壁は、下流方向に向かって拡がるテーパー部(傾斜面)2dを有し、中空円筒状凸部2bの下流端は、内径d及び端面の厚みtを有する薄肉のリング状端面2cを形成している。さらに、このリング状端面2cと前記ホモバルブ5と前記インパクトリング6とで小径オリフィス(間隙)4を形成している。
【0053】
破砕型ホモバルブシート2は、内部に円筒状流路3を有する中空部材であり、流入口3aを有する中空円盤状本体部2aと、この円盤状本体部2aの内壁から下流方向に延出し、かつ流出口3bを有する中空円筒状凸部2bとで構成されている。さらに、破砕型ホモバルブシート2は、前述のように、内径が拡大するテーパー部2dを形成することにより、図4に示す一般的な(通常の)非破砕型ホモバルブシート12と比べて、流出口3bを形成するリング状端面2cの厚みを薄く形成している。
【0054】
このような高圧ホモジナイザーによるホモジナイズ処理では、図1に示すように、原料セルロース系繊維1を含む分散液は、破砕型ホモバルブシート2の流入口3aからホモバルブシート内の流路3に流入し、流路3を通過した後、小径オリフィス4を通過して、微小セルロース系繊維7を含む分散液となる。詳しくは、高圧ホモジナイザーによる処理では、高圧でホモジナイザー内を圧送される原料セルロース系繊維1が、狭い間隙である小径オリフィス4を通過する際に、小径オリフィス4の壁面(特にインパクトリング6の壁面)と衝突することにより、剪断応力又は切断作用を受けて分割され、均一なナノメータサイズのミクロフィブリル化セルロース系繊維7となる。特に、ホモバルブシート内の流路3を通過した分散液がホモバルブシート2とホモバルブ5とで形成された間隙を通過する際に、分散液の流速が急激に上昇するのに伴って、流速の上昇に反比例して分散液の圧送圧力が急激に低下する。そのため、分散液の圧力差を大きくでき、前記間隙を通過した分散液のキャビテーションが激しくなり、小径オリフィス4内での壁面との衝突力の上昇や気泡の崩壊により原料セルロース系繊維1の均一なミクロフィブリル化を実現していると推測できる。
【0055】
このようなミクロフィブリル化を効果的に行うために、破砕型ホモバルブシートの流出口を形成する壁部の端面の厚み(中空円筒状凸部の下流端のリング状端面)を薄くすることが重要であり、具体的には、破砕型ホモバルブシートにおける中空円筒状凸部の下流端の内径dと、下流端のリング状端面の厚みtとの比を、前者/後者=100/1〜5/1、好ましくは80/1〜6/1(例えば、50/1〜8/1)、さらに好ましくは30/1〜10/1(特に20/1〜12/1)程度に調整する。両者の比率がこの範囲にあると、ホモバルブシートとホモバルブとの間隙を通過する分散液の圧力の急激な低下を実現でき、原料セルロース系繊維をナノメータサイズで均一な繊維径に分割できる。流出口を形成する壁部の端面の厚みは、流出口の口径に応じて選択できるが、通常、0.01〜2mm、好ましくは0.05〜1.5mm、さらに好ましくは0.1〜1mm(特に0.2〜0.8mm)程度である。
【0056】
小径オリフィスの間隔又はクリアランス(特に、ホモバルブシート凸部の端面とホモバルブとの間隔)は、例えば、5〜50μm、好ましくは10〜40μm、さらに好ましくは15〜35μm(特に20〜30μm)程度である。
【0057】
このような高圧ホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又は高圧ホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜200MPa程度の範囲から選択でき、好ましくは35〜150MPa、さらに好ましくは40〜140MPa程度であってもよい。本発明では、破砕型ホモバルブシートを備えた高圧ホモジナイザーに対して、このような高い圧力で分散液を圧送することにより、ナノメータサイズの繊維径に分割できる。
【0058】
また、小径オリフィスへの通過と壁面への衝突とを繰り返して行うことにより、前記原料セルロース系繊維の微小化の程度を適宜調整することができる。小径オリフィスを通過させる処理回数(又はパス回数)は、例えば、5〜100回程度の範囲から選択でき、好ましくは、10〜80回、さらに好ましくは12〜60回程度であってもよい。
【0059】
さらに、前記処理圧力は、処理回数に応じて選択してもよく、例えば、処理圧力が高圧処理(例えば、60〜200MPa、好ましくは80〜150MPa、さらに好ましくは100〜130MPa程度)の場合、処理回数は、例えば、5〜50回、好ましくは、10〜40回、さらに好ましくは12〜30回(特に、15〜25回)程度である。一方、処理圧力が低圧処理(例えば、20〜80MPa、好ましくは30〜70MPa、さらに好ましくは40〜60MPa程度)の場合、処理回数は、例えば、10〜100回、好ましくは、20〜80回、さらに好ましくは30〜70回(特に、40〜60回)程度である。
【0060】
一般的にホモジナイズ処理において、処理圧力が高すぎたり、処理回数が多すぎると、繊維が大きな剪断力を受け、繊維の切断、ねじれなどが生じ、繊維の特性が失われたり、フィブリル化が進行し、繊維同士の強固な絡み合いが生じるため、繊維の分散性が低下し易い。これに対して、本発明では、破砕型ホモバルブシートを用いることにより、これらの問題を解消できる。特に、原料セルロース系繊維として、ネバードライパルプを用いると効果的である。
【0061】
ホモジナイズ工程では、非破砕型ホモバルブシートを備えた高圧ホモジナイザーを用いたホモジナイズ処理を組み合わせてもよい。特に、前記破砕型ホモバルブシートを備えた高圧ホモジナイザーによるホモジナイズ処理(特に60MPa以上の高圧処理)の前工程(予備工程)として、非破砕型ホモジナイザーを備えたホモジナイザーを用いてホモジナイズ処理してもよい。ホモジナイズ工程において、非破砕型ホモバルブシートを備えた高圧ホモジナイザーで前処理することにより、破砕型ホモバルブシートを備えた高圧ホモジナイザーでの処理効率を向上できる。
【0062】
非破砕型ホモバルブシートでは、図4に示されるように、通常、ホモバルブシート12の中空円盤状本体部12aから延出する中空円筒状凸部12bの内壁にはテーパ部が形成されておらず、ホモバルブシートにおける中空円筒状凸部の下流端の内径と、下流端のリング状端面の厚みとの比は、通常、前者/後者=3/1〜1/1(特に2.5/1〜1.5/1)程度である。
【0063】
非破砕型ホモバルブシートを備えた高圧ホモジナイザーにおいて、小径オリフィスを通過させるための圧力(又は高圧ホモジナイザーへ分散液を圧送する圧力(又は処理圧力))は、例えば、30〜100MPa、好ましくは35〜80MPa、さらに好ましくは40〜70MPa程度であってもよい。パス回数は、例えば、10〜40回、好ましくは12〜30回、さらに好ましくは15〜25回程度であってもよい。
【0064】
ホモジナイズ処理の前処理として、分散液をリファイナー処理してもよい。リファイナー処理では、ディスクリファイナー(シングルディスクリファイナー、ダブルディスクリファイナーなど)を使用することができる。前記ディスクリファイナーのディスククリアランスは、0.1〜0.3mm、好ましくは0.12〜0.28mm、さらに好ましくは0.13〜0.25mm(例えば、0.14〜0.23mm)程度であってもよい。
【0065】
ディスクの回転数は、特に制限されず、1,000〜10,000rpmの広い範囲から選択でき、例えば、1,000〜8,000rpm、好ましくは1,300〜6,000rpm、さらに好ましくは1,600〜4,000rpm程度であってもよい。
【0066】
前記リファイナー処理では、処理回数(パス回数)は、1〜20回、好ましくは、2〜15回、さらに好ましくは3〜10回(例えば、4〜9回)程度であってもよい。
【0067】
原料セルロース系繊維の叩解処理の度合いは、ディスククリアランス及びリファイナー処理回数で調節することができる。ディスククリアランスが狭すぎたり、処理回数が多すぎると、原料セルロース系繊維が大きな剪断力を受け、フィブリル化が進行し、ねじれや表面の荒れが生じ、繊維同士が絡まりやすくなり、リファイナー処理して得られたフィブリル化繊維の分散性が低下する。また、ディスククリアランスが広すぎると、原料セルロース系繊維に加わる剪断力が小さくなり、未分割部分が残存する。
【0068】
このような方法により、原料セルロース系繊維を効率よくミクロフィブリル化して、ナノメータサイズの繊維径を有し、比較的繊維長が長く、分岐度が大きく複雑な微小繊維状セルロースを、安定な懸濁液(水懸濁液)の状態で得ることができる。なお、このような水懸濁液(スラリー状懸濁液)を、さらに、慣用の脱液方法、例えば、濾過、圧搾、遠心分離などにより脱液することにより、固形分濃度を、例えば、1〜30重量%(特に5〜20重量%)程度に調整してもよい。
【0069】
本発明では、この水分散液中における微小セルロース系繊維の平均繊維長(L)及び平均繊維径(D)は、乾燥工程によるミクロフィブリル構造の破壊が抑制されているため、前述の乾燥後の繊維集合体の平均繊維長及び繊維径と略同一である。具体的には、原料(乾燥前)の水分散液中におけるセルロース系繊維の平均繊維長と、乾燥後の繊維集合体におけるセルロース系繊維の平均繊維長との割合が、例えば、前者/後者=1/1.5〜1.5/1、好ましくは1/1.4〜1.4/1、さらに好ましくは1/1.3〜1.3/1程度である。さらに、原料(乾燥前)の水分散液中におけるセルロース系繊維の平均繊維径と、乾燥後の繊維集合体におけるセルロース系繊維の平均繊維径との割合が、例えば、前者/後者=1/1.5〜1.5/1、好ましくは1/1.4〜1.4/1、さらに好ましくは1/1.3〜1.3/1程度である。
【0070】
さらに、微小セルロース系繊維集合体の遠心後の自重に対する保水率、2重量%濃度にした懸濁液(分散液)の粘度、カナディアンフリーネス値(CSF値)のいずれについても、乾燥の前後において略同一であり、例えば、それぞれの乾燥前の値/乾燥後の値=1/1.5〜1.5/1、好ましくは1/1.4〜1.4/1、さらに好ましくは1/1.3〜1.3/1程度である。
【0071】
(2)置換工程
得られた微小セルロース系繊維の水分散液は、置換工程に供される。置換工程では、水分散液に含まれる分散媒である水を親水性有機溶媒で置換する。すなわち、前述の濃度を有する微小繊維状セルロースの水分散液に対して、親水性溶媒を添加することにより、フィブリル化セルロースの分散媒を水から親水性有機溶媒に置換する。
【0072】
親水性有機溶媒としては、例えば、アルコール類(メタノール、エタノール、イソプロパノール、1−ブタノールなどのC1−4アルカノールなど)、アルカンジオール類(エチレングリコール、プロピレングリコール、ブチレングリコールなどのC2−4アルカンジオールなど)、セロソルブ類(メチルセロソルブ、エチルセロソルブなどのC1−4アルキルセロソルブなど)、セロソルブアセテート類(エチルセロソルブアセテートなどのC1−4アルキルセロソルブアセテートなど)、カルビトール類(メチルカルビトール、エチルカルビトールなどのC1−4アルキルカルビトールなど)、ケトン類(アセトン、メチルエチルケトンなどのジC1−4アルキルケトンなど)、エーテル類(ジオキサン、テトラヒドロフランなどの環状又は鎖状C4−6エーテルなど)などが挙げられる。これらの溶媒は、単独で又は二種以上組み合わせて使用してもよい。
【0073】
これらの溶媒のうち、生産性、コストの点から、エタノールやイソプロパノールなどのC1−4アルカノール、アセトン、メチルエチルケトンなどのジC1−4アルキルケトンなどが好ましい。なかでも、置換効率の点から、エタノールやイソプロパノールなどのC1−4アルカノール(特にイソプロパノール)が好ましい。なお、本発明では、水を置換するための溶媒として、これらの親水性溶媒と組み合わせて疎水性有機溶媒を使用してもよいが、水との相溶性(混合性)や環境及び衛生的な面から、実質的に疎水性溶媒を使用しないのが好ましい。
【0074】
水分散液に含まれる分散媒を水から親水性有機溶媒に置換するためには、水と同量以上の親水性有機溶媒を添加するのが好ましく、親水性溶媒の割合は、例えば、水分散液に含まれる水100重量部に対して、例えば、100〜5000重量部、好ましくは200〜4000重量部、さらに好ましくは300〜3000重量部(特に500〜2500重量部)程度である。親水性有機溶媒の繊維集合体に対する割合は、繊維集合体(固形分)100重量部に対して、例えば、500〜50000重量部、好ましくは1000〜30000重量部、さらに好ましくは2000〜25000重量部程度である。
【0075】
本発明では、親水性溶媒による置換度合いを向上させるために、親水性溶媒による置換を複数回繰り返してもよい。繰り返し回数は、置換効率と簡便性とのバランスから、通常、1〜5回程度であり、好ましくは2〜4回、さらに好ましくは2〜3回(特に3回)程度である。
【0076】
親水性溶媒による置換を繰り返す場合には、簡便に置換効率を向上させるために、水を含む親水性有機溶媒の分散液を慣用の脱液方法、例えば、濾過、圧搾、遠心分離などにより脱液するのが好ましい。通常、脱液により、例えば、2〜20倍、好ましくは5〜15倍(又は固形分濃度5〜50重量%、特に10〜40重量%)程度に濃縮した後、さらに親水性有機溶媒を添加する。繰り返す場合の2回目以降の親水性有機溶媒の割合は、例えば、分散液に含まれる溶媒(水及び親水性有機溶媒の合計)100重量部に対して、100〜5000重量部、好ましくは300〜4000重量部、さらに好ましくは400〜3000重量部(特に500〜2500重量部)程度である。親水性有機溶媒の繊維集合体に対する割合は、繊維集合体(固形分)100重量部に対して、例えば、500〜50000重量部、好ましくは1000〜30000重量部、さらに好ましくは2000〜25000重量部程度である。
【0077】
本発明では、さらに親水性有機溶媒による置換度を高め、微小セルロース系繊維の過度の交絡による凝集を抑制するために、親水性有機溶媒を添加するとともに、機械的剪断力により分散液を撹拌するのが好ましい。機械的剪断力を付与するための手段としては、慣用の手段、例えば、機械的撹拌手段(撹拌棒、撹拌子など)、超音波分散機などが利用できる。
【0078】
これらの撹拌手段のうち、簡便に高い剪断力で撹拌が可能な点から、高速撹拌工程の項で例示された回転羽根を有するミキサーなどを利用できる。本発明では、このようなミキサーを利用することにより、繊維集合体を解繊しながら、溶媒を置換できるため、高圧ホモジナイザーで高度にミクロフィブリル化した微小セルロース系繊維であっても、充分に溶媒の置換が可能となる。
【0079】
(3)乾燥工程
有機溶媒で置換された分散液は、さらに乾燥工程に供される。乾燥工程では、置換した分散液から溶媒(主として親水性有機溶媒)を除去する。
【0080】
得られた微小セルロース系繊維は乾燥工程に供されるが、乾燥に必要な温度は、微小セルロース系繊維の溶媒(水分)を除去する点からは高い方が好ましいが、急激な溶媒の揮発によって、高度にミクロフィブリル化した微小セルロース系繊維が凝集するのを抑制する点、及び熱劣化性防止の点からも、なるべく低い温度で乾燥するのが好ましい。乾燥温度は、例えば、30〜150℃、好ましくは40〜120℃、さらに好ましくは50〜100℃(特に55〜80℃)程度である。乾燥時間は、例えば、1〜24時間、好ましくは2〜12時間、さらに好ましくは3〜10時間(特に4〜8時間)程度である。乾燥機としては、必要に応じて慣用の乾燥機、例えば、ナウター型乾燥機、棚型乾燥機、加熱ジャケット付き回転式混合機などを利用できる。
【0081】
乾燥物は、高度にミクロフィブリル化した繊維同士の絡み合いにより、塊状の繊維集合体として得られる。
【0082】
(4)粉砕工程
得られた塊状の乾燥物は、さらに粉砕工程に供される。粉砕工程では、塊状の乾燥物を粉砕することにより、絡まった繊維を容易に解すことができる。本発明では、乾燥しても、繊維集合体の凝集が抑制されているため、慣用の粉砕機で粉砕することにより、高度なミクロフィブリル構造を保持し、かつ嵩密度も低い繊維集合体を得ることができる。
【0083】
粉砕においては、ミクロフィブリル化処理後の微小繊維の形状を損なわない程度に粉砕する必要がある。すなわち、乾燥品は、ミクロフィブリル化処理後の繊維長に対して、60〜100%(特に80〜100%)程度の繊維長を保持しているのが望ましい。粉砕には、慣用の粉砕機、例えば、サンプルミル、ハンマーミル、ターボミル、アトマイザー、カッターミル、ビーズミル、ボールミル、ロールミル、ジェットミルなどを使用してもよい。なかでも、微細な繊維構造の破壊を抑制できる点から、サンプルミルやハンマーミルなどの衝撃式粉砕機(特にスイング式のハンマーを有するサンプルミル)が好ましい。
【0084】
このような粉砕工程を経ることにより、前述の特性を有する本発明の微小セルロース系繊維集合体が、例えば、0.1〜10mm、好ましくは0.3〜5mm、さらに好ましくは0.5〜3mm程度の平均径を有する線状又は微粒状開繊繊維集合体として得られる。
【0085】
(熱可塑性樹脂)
熱可塑性樹脂としては、例えば、オレフィン系樹脂(環状オレフィン系樹脂を含む)、スチレン系樹脂、(メタ)アクリル系樹脂、有機酸ビニルエステル系樹脂、ビニルエーテル系樹脂、ハロゲン含有樹脂、ポリカーボネート系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、熱可塑性ポリウレタン樹脂、ポリスルホン系樹脂、ポリフェニレンエーテル系樹脂、セルロース誘導体(セルロースエステル類、セルロースカーバメート類、セルロースエーテル類など)、シリコーン樹脂、ゴム又はエラストマー(ポリブタジエン、ポリイソプレンなどのジエン系ゴム、スチレン−ブタジエン共重合体、アクリロニトリル−ブタジエン共重合体、アクリルゴム、ウレタンゴム、シリコーンゴムなど)などが挙げられる。これらの熱可塑性樹脂は、単独で又は二種以上組み合わせて使用できる。
【0086】
これらの熱可塑性樹脂のうち、融点230℃以下の結晶性樹脂及びキャピラリオメータ−で測定した溶融粘度が102〜105ポイズ(200℃、剪断速度100sec−1)の非晶性樹脂からなる群から選択された少なくとも一種が好ましい。
【0087】
融点230℃以下の結晶性樹脂としては、例えば、オレフィン系樹脂(例えば、ポリエチレン、ポリプロピレン、エチレンプロピレン共重合体、プロピレン−エチレン共重合体、エチレン−プロピレン−ブテン−1などのポリC2−4オレフィン系樹脂など)、ビニルアルコール系重合体(例えば、ポリビニルアルコール、エチレン−ビニルアルコールなど)、ポリアミド系樹脂(例えば、ポリアミド6、ポリアミド11、ポリアミド12などの脂肪族ポリアミドなど)、芳香族ポリエステル系樹脂(例えば、ポリブチレンテレフタレートなどのポリC2−4アルキレンアリレートなど)、脂肪族ポリエステル系樹脂(例えば、ポリ乳酸などのポリオキシカルボン酸系樹脂、ポリブチレンサクシネート、ポリブチレンサクシネート−アジペート共重合樹脂などのポリC2−6アルキレンカルボキシレート、ポリカプロラクトンなどのポリC3−12ラクトン系樹脂など)、セルロースエステル類(例えば、セルロースアセテートなどのセルロースプロピオネート、セルロースブチレート、セルロースアセテートプロピオネート、セルロースアセテートブチレートなどのセルロース有機酸エステルなど)などが挙げられる。
【0088】
前記溶融粘度を有する非晶性樹脂としては、例えば、スチレン系樹脂[例えば、ポリスチレン(GPPS)などのポリスチレン系樹脂、耐衝撃性ポリスチレン(HIPS)、GPPSとHIPSとの混合物(MIPS)、アクリロニトリル−スチレン共重合体(AS樹脂)、アクリロニトリル−共役ジエン−スチレン共重合体(ABS樹脂など)などのゴム含有スチレン系樹脂など]、アクリル系樹脂[例えば、ポリメタクリル酸メチルなどのポリ(メタ)アクリル酸C1−4アルキルエステル系樹脂など]などが挙げられる。
【0089】
これらの熱可塑性樹脂は、適度な流動性を有しているのが好ましく、例えば、ポリプロピレン系樹脂のメルトフローレート(MFR)は、230℃、21.6Nの条件で、例えば、20〜200g/10分(特に30〜150g/10分)程度であってもよい。また、ポリエチレン系樹脂のMFRは、例えば、190℃、21.6Nの条件で、例えば、10〜200g/10分(特に20〜150g/10分)程度であってもよい。
【0090】
ポリ乳酸系樹脂のメルトフローレート(MFR)は、190℃、21.6Nの条件で、例えば、0.5〜200g/10分(特に1〜100g/10分)程度であってもよい。ポリアミド系樹脂のメルトフローレート(MFR)は、190℃、21.6Nの条件で、例えば、0.5〜200g/10分(特に1〜100g/10分)程度であってもよい。
【0091】
ゴム含有スチレン系樹脂(ABS樹脂など)のMFRは、220℃、100Nの条件で、例えば、10〜200g/10分(特に20〜150g/10分)程度であってもよい。ポリスチレン系樹脂(GPPSなど)のMFRは、200℃、50Nの条件で、例えば、5〜100g/10分(特に10〜80g/10分)程度であってもよい。
【0092】
微小セルロース系繊維集合体と熱可塑性樹脂との総量は、ミキサーの容量等に応じて適宜設定できる。微小セルロース系繊維集合体の割合は、熱可塑性樹脂100重量部に対して、例えば、5〜500重量部、好ましくは10〜400重量部、さらに好ましくは50〜350重量部(特に100〜300重量部)程度であり、150〜300重量部程度であってもよい。
【0093】
さらに、微小セルロース系繊維集合体と熱可塑性樹脂との混合性を向上させるために、相溶化剤及び/又は滑剤を配合してもよい。相溶化剤及び/又は滑剤は、微小セルロース系繊維集合体及び/又は熱可塑性樹脂と同時にミキサーに投入してもよく、微小セルロース系繊維集合体と熱可塑性樹脂とをある程度撹拌して混合させてからミキサーに投入してもよい。
【0094】
相溶化剤としては、熱可塑性樹脂の種類に応じて選択でき、例えば、極性基を有する化合物で変性した熱可塑性樹脂などが挙げられる。相溶化剤を構成する熱可塑性樹脂としては、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレン、エチレンープロピレン共重合体、プロピレンーブテン共重合体など)、ポリアミド系樹脂(ポリアミド6、ポリアミド12など)、環状炭化水素系樹脂(環状オレフィンコポリマーなど)、スチレン系樹脂(ポリスチレン、AS樹脂、ABS樹脂、スチレン−共役ジエン共重合体及び/又はその水素添加樹脂、スチレン系熱可塑性エラストマーなど)などが挙げられる。極性基としては、例えば、カルボキシル基、カルボニル基(エステル基、アミド基、酸ハライド基など)、酸無水物基、アミノ基、ヒドロキシル基、グリシジル基、オキサゾリル基などが挙げられる。これらの相溶化剤は、単独で又は二種以上組み合わせて使用してもよい。これらの相溶化剤のうち、酸変性ポリプロピレンなどの変性オレフィン系樹脂などが汎用される。
【0095】
相溶化剤の割合は、微小セルロース系繊維集合体と熱可塑性樹脂との合計100重量部に対して、例えば、0.1〜10重量部、好ましくは0.3〜5重量部、さらに好ましくは0.5〜4重量部(特に1〜3重量部)程度である。
【0096】
滑剤としては、例えば、脂肪族炭化水素系ワックス(ポリエチレンワックス、ポリプロピレンワックスなどのポリC2−4オレフィン系ワックス、パラフィン系ワックス、マイクロクリスタリンワックスなど)、植物性又は動物性ワックス(カルナウバワックス、ミツロウ、セラックワックス、モンタンワックスなど)、高級脂肪酸(例えば、ミリスチン酸、パルミチン酸、ステアリン酸、ベヘン酸などのC8−35飽和脂肪酸、オレイン酸などのC10−35不飽和脂肪酸など)、高級脂肪酸塩(例えば、ラウリン酸バリウム、ステアリン酸カルシウム、ステアリン酸亜鉛、ステアリン酸マグネシウムなどのC8−35脂肪酸金属塩など)、高級脂肪酸エステル(例えば、グリセリン脂肪酸エステル、ペンタエリスリトール脂肪酸エステルなどのC8−35脂肪酸エステルなど)、高級脂肪酸アミド(例えば、ステアリン酸アミドなどのC8−35脂肪酸アミド、メチレンビスステアリン酸アミド、エチレンビスステアリン酸アミドなどのアルキレンビス脂肪酸アミドなど)などが挙げられる。これらの滑剤は、単独で又は二種以上組み合わせて使用できる。これらの滑剤のうち、ステアリン酸カルシウムなどのC10−24脂肪酸金属塩などが汎用される。
【0097】
可塑剤の割合は、微小セルロース系繊維集合体と熱可塑性樹脂との合計100重量部に対して、例えば、0.01〜5重量部、好ましくは0.03〜3重量部、さらに好ましくは0.05〜1重量部(特に0.05〜0.5重量部)程度である。
【0098】
[低速撹拌工程]
低速撹拌工程では、高速撹拌工程で得られた混合物をミキサーで冷却しながら低速撹拌して造粒する。すなわち、この工程の処理により、前記工程で溶融された熱可塑性樹脂は、低速で撹拌されながら、均一に繊維と混合された状態で固化してペレットが得られる。
【0099】
この工程では、ミキサーの冷却効率を高めるため、高速撹拌工程で用いたミキサーとは別個のミキサーを用いるのが好ましい。ミキサーとしては、前記高速撹拌工程の項で例示された回転羽根を有するミキサーが利用できるが、冷却しながら撹拌するため、冷却手段を備えた冷却ミキサーが好ましい。このようなミキサーとしては、例えば、冷却ミキサー(日本コークス工業(株)製、「FD20C/K」、容量45L)などの市販品を利用できる。
【0100】
低速撹拌工程では、撹拌時の回転羽根の平均周速は、高速撹拌工程の撹拌速度よりも小さく、例えば、1〜30m/秒、好ましくは2〜25m/秒、さらに好ましくは3〜20m/秒(特に5〜15m/秒)程度である。
【0101】
低速撹拌工程における処理は、微小セルロース系繊維と熱可塑性樹脂との混合物が、成形用の材料として取り扱いできる程度に固化された時点で終了することができる。なお、摩擦熱の発生により、ミキサー内の温度が上がりすぎると一旦固化した熱可塑性樹脂が再溶融するため、低速撹拌工程においてもミキサー内の温度を管理するのが好ましい。
【0102】
[微小セルロース系繊維含有樹脂組成物及び成形体]
得られた微小セルロース系繊維含有樹脂組成物は、微小セルロース系繊維が均一に分散した熱可塑性樹脂の固化物(造粒物)であり、樹脂成形体の材料として利用できる。この樹脂組成物は、必要に応じて、粉砕処理、ペレタイズ処理などに供して、粒径を調整してもよい。粉砕には、公知の粉砕機、例えば、サンプルミル、ハンマーミル、カッターミルなどを使用してもよい。また、ペレタイズ処理には、公知のペレット化装置、例えば、ペレタイザなどを使用してもよい。
【0103】
本発明の微小セルロース系繊維含有樹脂組成物は、さらに他の熱可塑性樹脂(成形体用の樹脂など)と組み合わせてもよい。特に、本発明の樹脂組成物をマスターバッチとして使用し、マトリックス樹脂を用いて、混合(希釈)し、繊維強化樹脂(又は繊維強化樹脂組成物)として使用してもよい。なお、他の熱可塑性樹脂は、本発明の樹脂組成物として利用可能な前記熱可塑性樹脂が利用でき、樹脂組成物との相溶性の点から、樹脂組成物を構成する熱可塑性樹脂と同一又は同種の熱可塑性樹脂を用いるのが好ましい。さらに、他の熱可塑性樹脂との混合においては、前記相溶化剤を配合してもよい。
【0104】
微小セルロース系繊維含有樹脂組成物は、必要に応じて、慣用の添加剤を含んでいてもよい。添加剤としては、例えば、安定剤[酸化防止剤(ヒンダードフェノール系酸化防止剤など)、収縮防止剤、帯電防止剤、紫外線吸収剤、耐熱安定剤、耐候安定剤など]、滑剤、離型剤、潤滑剤、衝撃改良剤、着色剤(染料や顔料など)、助色剤、可塑剤、分散剤、難燃剤、抗菌剤、防腐剤、防カビ剤、防虫剤、消臭剤、結晶促進剤、結晶核剤などを含有していてもよい。
【0105】
本発明の樹脂成形体は、前記微小セルロース系繊維含有樹脂組成物で形成されている。このような成形体は、樹脂組成物を、溶融混練し、慣用の成形方法(押出成形、射出成形、圧縮成形など)で成形することにより得ることができる。
【0106】
溶融混練は、慣用の方法、すなわち、慣用の溶融混練機、例えば、一軸又はベント式二軸押出機などを用いて行うことができる。また、溶融混練に先だって、慣用の方法、例えば、混合機(タンブラー、V型ブレンダー、ヘンシェルミキサー、ナウタミキサー、リボンミキサー、メカノケミカル装置、押出混合機など)を用いて、樹脂組成物と他の成分(前記例示の添加剤など)などとを予備混合してもよい。なお、溶融混練温度は、熱可塑性樹脂の種類に応じて選択でき、例えば、70〜300℃、好ましくは80〜280℃、さらに好ましくは85〜260℃程度であってもよい。
【0107】
得られた成形体は、微小セルロース系繊維が成形体中(マトリックス樹脂など)に十分に分散されているため、高い強度を有している。
【0108】
成形体は発泡体であってもよい。発泡方法としては、慣用の方法、例えば、反応生成ガスを利用する方法、発泡剤を使用する方法などが利用できる。発泡体は、独立気泡、連続気泡のいずれでもよく、発泡倍率も、例えば、1.02倍以上(例えば、1.05〜3倍)程度である。
【0109】
発泡剤には、揮発性発泡剤及び分解性発泡剤が含まれる。揮発性発泡剤としては、例えば、気体[炭酸ガス(二酸化炭素)、炭化水素(プロパン、ブタン、ペンタンなど)、メチルエーテル、三塩化フッ化メタン、窒素など]、揮発性液体[水、エーテル類(エチルエーテル、石油エーテル)、アセトン、炭化水素(液状プロパン、液状ブタン、ヘキサン)、ベンゼン]などが挙げられる。
【0110】
分解型発泡剤としては、例えば、有機酸又はその塩(クエン酸、クエン酸ナトリウムなど)、アゾ化合物(2,2′−アゾビスイソブチロニトリル、アゾヘキサヒドロベンゾニトリル、アゾジカルボン酸アミド、ジアゾアミノベンゼンなど)、スルホニルヒドラジド化合物[ベンゼンスルホニルヒドラジド、p−トルエンスルホニルヒドラジド、4,4′−オキシビス(ベンゼンスルホニルヒドラジド)など]、ニトロソ化合物(N,N′−ジニトロペンタメチレンテトラミン、N,N′−ジニトロソ−N,N′−ジメチルテレフタルアミドなど)などの有機化合物や、重炭酸ナトリウム、炭酸アンモニウム、炭酸水素アンモニウムなどの無機化合物などが例示できる。
【0111】
発泡剤の割合は、樹脂組成物100重量部に対して、0.01〜20重量部、好ましくは0.1〜10重量部、さらに好ましくは0.5〜5重量部程度である。
【実施例】
【0112】
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。なお、以下の例において、「部」又は「%」は、特にことわりのない限り、重量基準であり、実施例及び比較例で得られた微小セルロース繊維、ペレット及び成形体を用いて、下記の物性試験を行った。
【0113】
[水分]
調製例1及び2で得られた微小繊維について、親水性有機溶媒による置換品について、ハロゲン水分計(メトラートレド(株)製、HG63)を用いて測定した。
【0114】
[2%粘度]
調製例1及び2で得られた微小セルロース繊維集合体に純水を加えて、ジューサーミキサー(三洋電機(株)製、SM−L50)又はホモディスパー(特殊機化工業(株)製、モデルL)で5000rpmで3分間撹拌して、フィブリル化セルロースを2%含む総量600gの水分散液を作製し、BL型粘度計を用いて、ロータNo.4を使用し、30rpmの回転数で、25℃における見かけ粘度(mPa・s)を測定した。
【0115】
[遠心保水率]
調製例1及び2で得られた微小セルロース繊維集合体について、2%粘度の測定で調製した分散液(懸濁液)を1000Gで15分間遠心した後、重量を測定し、自重に対する保水率(%)を算出した。
【0116】
[微小セルロース繊維の平均繊維長]
調製例1及び2で得られた微小セルロース繊維集合体の繊維長は、カヤーニ繊維長分布測定器(FS−200)を用いて、平均繊維長ピークを測定することにより算出した。
【0117】
[微小セルロース繊維の繊維径]
調製例1〜3で得られた微小セルロース繊維について50000倍の走査型電子顕微鏡(SEM)写真を撮影し、撮影した写真上において、写真を横切る任意の位置に2本の線を引き、線と交差する全ての繊維径をカウントして平均繊維径(n=20以上)を算出した。線の引き方は、線と交差する繊維の数が20以上となれば、特に限定されない。さらに、繊維径の測定値から、繊維径分布の標準偏差及び最大繊維径を求めた。なお、最大繊維径が1μmを超える微小繊維の場合には、5000倍のSEM写真を用いて算出した。
【0118】
[脱水時間]
調製例3で得られた微小セルロース繊維集合体をAPI規格の脱水量に関する試験方法に準拠して脱水時間を測定した。すなわち、微小セルロース繊維集合体を固形分で4gとし、0.5%スラリー400gを調製した。このスラリーを直径76.2mm、高さ127.0mmの金属容器に投入し、0.7MPaの圧力を負荷し、スラリー内の保有水のうち、200mlが脱液されるまでの時間を測定した。
【0119】
[密度]
実施例及び比較例で得られた成形体について、ISO1183に準じて、密度(g/cm3)を測定した。
【0120】
[曲げ強さ及び曲げ弾性率]
実施例及び比較例で得られた成形体について、ISO178に準じて、曲げ強さ(MPa)及び曲げ弾性率(MPa)を測定した。
【0121】
[シャルピー衝撃強さ]
実施例及び比較例で得られた成形体について、ISO179/1eAに準じて、23℃にて、ノッチ付き試験片を用いてシャルピー衝撃強さ(kJ/m2)を測定した。
【0122】
[流動性]
実施例及び比較例で得られた樹脂組成物について、ISO1130に準拠して、190℃、10Nの条件で測定した。
【0123】
[成形体の外観]
実施例及び比較例で得られた成形体表面に存在するセルロース繊維塊のうち、最大径又は最大長が1mm以上のセルロース繊維塊の数(個/50cm2)を目視で確認した。
【0124】
[造粒時間]
高速撹拌工程の開始から低速撹拌工程の終了まで造粒に要した時間を測定した。
【0125】
調製例1(微小セルロースの水分散液の調製)
市販のクラフトパルプ(平均繊維長3mm、平均繊維径約12μm)40gに、水20Lを加えてよく撹拌し、分散液を調製した。得られた分散液を、常温で高圧ホモジナイザー(ゴーリン社製、商品名「15M−8TA」)に仕込み、50MPaの圧力下、装置を15回通過させて微小繊維状セルロースを得た。得られた繊維は、平均繊維長0.6mm、平均繊維径0.03μmであった。次いで、脱水を行い、固形分を約10%とした。2%濃度の分散液の粘度は、ジューサーミキサーで分散させた懸濁液が7000mPa・sであり、ホモディスパーで分散させた懸濁液が5700mPa・sであった。さらに、水分、遠心保水率を測定した結果を表1に示す。
【0126】
調製例2(ドライ微小セルロースの調製)
調製例1で得られたスラリー状懸濁液(水分含量89.6%)1kgに対して、イソプロパノール20リットルを添加し、手動撹拌機(マキタ(株)製、商品名「UT1305」)で5分間撹拌して分散した。得られた分散液を、脱液用濾布を用いて手絞りで固形分が30%になるまで脱液した。この工程を更に2度繰り返し、最終的に溶媒を含有するセルロース繊維集合体約350gを得た。この繊維集合体を防爆乾燥機(タバイエスペック(株)製、商品名「SPH301S」)により80℃で15時間乾燥した後、小型サンプルミル(ホソカワミクロン(株)製、商品名「パルベライザーAP−S」)を用いて12000rpmで粉砕を行って、径1mmφのメッシュを使用して分級した。繊維全体に対する水分含有量(水分率)は4.91%であった。各種特性を測定した結果を表1に示す。
【0127】
調製例3(微小セルロース系繊維の水分散液の調製)
NBKPパルプ(丸住製紙(株)製、固形分約50%)を用いて、パルプを1重量%の割合で含有するスラリー液を100リットル調製した。次いで、ディスクリファイナー(長谷川鉄工(株)製、商品名「SUPERFIBRATER 400−TFS」)を用いて、クリアランス0.15mm、ディスク回転数1750rpmとして10回叩解処理し、リファイナー処理品を得た。このリファイナー処理品を、破砕型ホモバルブシート(中空円筒状凸部の下流端の内径/リング状端面の厚み=16.8/1)を備えたホモジナイザー(ゴーリン社製、15M8AT)を用いて、処理圧50MPaで50回処理した。得られた微小セルロースの平均繊維径は45.4nm、繊維径分布の標準偏差は22.6nm、最大繊維径は80.2nm、脱水時間は2530秒であった。
【0128】
スラリー状懸濁液(水分含量90.3%)1kgに対して、イソプロパノール20リットルを添加し、手動撹拌機(マキタ(株)製、商品名「UT1305」)で5分間撹拌して分散した。得られた分散液を、脱液用濾布を用いて手絞りで固形分が30%になるまで脱液した。この工程を更に2度繰り返し、最終的に溶媒を含有するセルロース繊維集合体350gを得た。この繊維集合体を防爆乾燥機(タバイエスペック(株)製、商品名「SPH301S」)により80℃で15時間乾燥した後、小型サンプルミルホソカワミクロン(株)製、商品名「パルベライザーAP−S」)を用いて12000rpmで粉砕を行って、径1mmφのメッシュを使用して分級した。繊維全体に対する水分含有量(水分率)は3.82%であった。各種特性を測定した結果を表1に示す。
【0129】
【表1】
【0130】
調製例4(セルロースシートの調製)
幅60cm、長さ80cm、厚み1.1mmのパルプシート(日本製紙(株)製、商品名「パルプNDP−T」、平均繊維径25μm、平均繊維長1.8mm、α−セルロース含有量90%)を幅20cm、長さ80cmに切断して調製した。
【0131】
実施例1
ヒーターミキサー(日本コークス工業(株)製、商品名「ヘンシェルミキサーFM20C/I」、上羽根:混練用タイプ、下羽根:高循環・高負荷用タイプ、ヒーター及び温度計付き、容量20L)を140℃に加温し、調製例2で得られた微小セルロース繊維集合体(ドライ微小セルロース)30部を投入し、平均周速50m/秒で撹拌した。微小セルロース繊維の投入完了後、直ちにポリプロピレン(サンアロマー(株)製、商品名「J139」)68部を投入した後、平均周速50m/秒で撹拌を続けた。このときのモーターの動力は2.5kWであった。ミキサーの温度が120℃に達したときに、相溶化剤(三洋化成工業(株)製、酸変性ポリプロピレン、商品名「ユーメックス1010」)2部及び滑剤(ステアリン酸カルシウム)0.1部を投入し、撹拌を続けた。約10分経過時点において、動力が上昇し始めた。1分後に、動力は4kWに上昇したため、周速を25m/秒の低速に落とした。低速の撹拌を継続すると、動力が再度上昇し始めた。低速回転開始1分30秒後、電流値は5kWに達したため、ミキサーの排出口を開き、接続する冷却ミキサーに排出した。
【0132】
冷却ミキサー(日本コークス工業(株)製、商品名「クーラーミキサーFD20C/K」、回転羽根:冷却用標準羽根、水冷手段(20℃)及び温度計付き、容量45L)を平均周速10m/秒の低速で撹拌を開始し、ミキサー内の温度が80℃になった時点で撹拌を終了した。低速撹拌工程の処理により、セルロース繊維とポリプロピレンとの混合物は固化して、直径が数mmから2cm程度の造粒物(ペレット)が得られた。
【0133】
得られた造粒物を用いて、二軸押出機(日鋼(株)製、商品名「TEX30α」)を用いてシリンダー温度は190℃で押出成形して、微小セルロース繊維を含有する樹脂成形体を得た。二軸押出機を用いた成形性(混練性、押出性)は良好であった。結果を表2に示す。
【0134】
実施例2
ポリプロピレン(サンアロマー(株)製、商品名「J139」)の代わりに、ポリ乳酸(三井化学(株)製、商品名「レイシア H−100」)を用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。結果を表2に示す。
【0135】
実施例3
ポリプロピレン(サンアロマー(株)製、商品名「J139」)の代わりに、ポリアミド12(ダイセルエボニック(株)製、商品名「ダイアミドL1600」)を用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。結果を表2に示す。
【0136】
実施例4
調製例2で得られた微小セルロース繊維集合体の代わりに、調製例3で得られた微小セルロース繊維集合体(ドライナノセルロース)を用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。実施例1と同様に良好な成形体が得られた。
【0137】
比較例1
調製例2で得られた微小セルロース繊維集合体の代わりに、調製例1で得られた微小セルロースの水分散液(微小セルロース分散液)を固形分で30部となる割合で用いる以外は実施例1と同様にして、微小セルロース繊維を含有する樹脂成形体を得た。結果を表2に示す。
【0138】
比較例2
ヒーターミキサー(ヘンシェルミキサーFM20C/I)を140℃に加温し、調製例4で得られたセルロースシート30部を投入し、平均周速50m/秒で撹拌した。約2分経過時点において、セルロースシートが綿状に変化したため、ポリプロピレン(J139)68部を投入し、平均周速50m/秒で撹拌を続けた。このときのモーターの動力は2.5kWであった。ミキサーの温度が120℃に達したときに、相溶化剤(ユーメックス1010)2部及び滑剤(ステアリン酸カルシウム)0.1部を投入し、撹拌を続けた。約10分経過時点において、動力が上昇し始めた。1分後に、動力は4kWに上昇したため、周速を25m/秒の低速に落とした。低速の撹拌を継続すると、動力が再度上昇し始めた。低速回転開始1分30秒後、電流値は5kWに達したため、ミキサーの排出口を開き、接続する冷却ミキサーに排出した。
【0139】
冷却ミキサー(クーラーミキサーFD20C/K)を平均周速10m/秒の低速で撹拌を開始し、ミキサー内の温度が80℃になった時点で撹拌を終了した。低速撹拌工程の処理により、セルロース繊維とポリプロピレンとの混合物は固化して、直径が数mmから2cm程度の造粒物(ペレット)が得られた。
【0140】
得られた造粒物を用いて、二軸押出機(日鋼(株)製、商品名「TEX30α」)を用いてシリンダー温度は190℃で押出成形して、セルロース繊維を含有する樹脂成形体を得た。二軸押出機を用いた成形性(混練性、押出性)は良好であった。結果を表2に示す。
【0141】
【表2】
【0142】
表2から明らかなように、実施例の樹脂組成物は、機械的特性、流動性及び外観に優れ、造粒時間も短かった。一方、比較例1の樹脂組成物は、外観が悪く、造粒時間も長かった。また、比較例2の樹脂組成物は、流動性が低かった。
【産業上の利用可能性】
【0143】
本発明の樹脂成形体は、電気・電子部品の梱包材料、建築資材(壁材など)、土木資材、農業資材、自動車部品(内装材、外装材など)、包装資材(容器、緩衝材など)、生活資材(日用品など)などに適用することができる。
【0144】
また、本発明の樹脂成形体は、高い強度を有するため、宇宙関連品[人工衛星(人工衛星本体、パラボラアンテナ、太陽電池用フレームなど)、スペースシャトル(機体、翼、遠隔操作棒、荷物室ドアなど)など]、航空機部品(機体、主翼、尾翼、方向舵など)、自動車部品(ボディ、フード、ドア、ドライブシャフトなど)、スポーツ用品(ゴルフシャフト、テニスラケットフレームなど)、レジャー用品(釣り竿など)などにも有用である。
【0145】
さらに、必要に応じて、紡糸することも可能であり、衣服などにも用いることができる。
【符号の説明】
【0146】
1…原料セルロース系繊維
2…破砕型ホモバルブシート
3…破砕型ホモバルブシートの流路
4…小径オリフィス
5…ホモバルブ
6…インパクトリング
7…微小セルロース系繊維
12…非破砕型ホモバルブシート
【特許請求の範囲】
【請求項1】
回転羽根を有するミキサーに、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%の微小セルロース系繊維集合体及び熱可塑性樹脂を投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む微小セルロース系繊維含有樹脂組成物の製造方法。
【請求項2】
微小セルロース系繊維集合体が、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、及び得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られ、かつ水分含有量0.3〜10重量%である請求項1記載の製造方法。
【請求項3】
親水性有機溶媒が、エチルアルコール、イソプロピルアルコール、アセトン及びメチルエチルケトンからなる群から選択された少なくとも一種である請求項2記載の製造方法。
【請求項4】
置換工程において、親水性有機溶媒の割合が、水分散液に含まれる水100重量部に対して、100〜3000重量部である請求項2又は3記載の製造方法。
【請求項5】
親水性有機溶媒で置換する前の水分散液を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度と、置換後の微小セルロース系繊維を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度との割合が、前者/後者=1/1.5〜1.5/1である請求項2〜4のいずれかに記載の製造方法。
【請求項6】
高圧ホモジナイザーとして破砕型ホモバルブシートを備えたホモジナイザーを用いる請求項2〜5のいずれかに記載の製造方法。
【請求項7】
高速撹拌工程における回転羽根の平均周速が10〜100m/秒であり、かつ低速撹拌工程における回転羽根の平均周速が1〜30m/秒であり、高速撹拌工程において発生した摩擦熱により熱可塑性樹脂を溶融させて両者を混合した後、低速撹拌工程において溶融した熱可塑性樹脂を撹拌しながら冷却固化して造粒するとともに、熱可塑性樹脂として、融点230℃以下の結晶性樹脂及びキャピラリオメータ−で測定した溶融粘度が102〜105ポイズ(200℃、剪断速度100sec−1)の非晶性樹脂からなる群から選択された少なくとも一種の樹脂を用いる請求項1〜6のいずれかに記載の製造方法。
【請求項8】
請求項1〜7のいずれかに記載の製造方法で得られた微小セルロース系繊維含有樹脂組成物。
【請求項9】
請求項8記載の樹脂組成物で形成された成形体。
【請求項1】
回転羽根を有するミキサーに、平均繊維長(L)0.01〜2mm及び平均繊維径(D)0.001〜1μmで水分含有量が0.1〜20重量%の微小セルロース系繊維集合体及び熱可塑性樹脂を投入して高速撹拌し、両者の混合物を調製する高速撹拌工程、及び得られた混合物をミキサーで冷却しながら低速撹拌して造粒する低速撹拌工程を含む微小セルロース系繊維含有樹脂組成物の製造方法。
【請求項2】
微小セルロース系繊維集合体が、セルロース系繊維の水分散液を高圧ホモジナイザーによりミクロフィブリル化するミクロフィブリル化工程、ミクロフィブリル化された微小セルロース系繊維の水分散液を親水性有機溶媒で置換する置換工程、置換した分散液から溶媒を除去する乾燥工程、及び得られた乾燥物を粉砕処理する粉砕工程を含む製造方法により得られ、かつ水分含有量0.3〜10重量%である請求項1記載の製造方法。
【請求項3】
親水性有機溶媒が、エチルアルコール、イソプロピルアルコール、アセトン及びメチルエチルケトンからなる群から選択された少なくとも一種である請求項2記載の製造方法。
【請求項4】
置換工程において、親水性有機溶媒の割合が、水分散液に含まれる水100重量部に対して、100〜3000重量部である請求項2又は3記載の製造方法。
【請求項5】
親水性有機溶媒で置換する前の水分散液を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度と、置換後の微小セルロース系繊維を2重量%濃度に調整し、ミキサーで5000rpm、3分間撹拌した水分散液の粘度との割合が、前者/後者=1/1.5〜1.5/1である請求項2〜4のいずれかに記載の製造方法。
【請求項6】
高圧ホモジナイザーとして破砕型ホモバルブシートを備えたホモジナイザーを用いる請求項2〜5のいずれかに記載の製造方法。
【請求項7】
高速撹拌工程における回転羽根の平均周速が10〜100m/秒であり、かつ低速撹拌工程における回転羽根の平均周速が1〜30m/秒であり、高速撹拌工程において発生した摩擦熱により熱可塑性樹脂を溶融させて両者を混合した後、低速撹拌工程において溶融した熱可塑性樹脂を撹拌しながら冷却固化して造粒するとともに、熱可塑性樹脂として、融点230℃以下の結晶性樹脂及びキャピラリオメータ−で測定した溶融粘度が102〜105ポイズ(200℃、剪断速度100sec−1)の非晶性樹脂からなる群から選択された少なくとも一種の樹脂を用いる請求項1〜6のいずれかに記載の製造方法。
【請求項8】
請求項1〜7のいずれかに記載の製造方法で得られた微小セルロース系繊維含有樹脂組成物。
【請求項9】
請求項8記載の樹脂組成物で形成された成形体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−6609(P2011−6609A)
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願番号】特願2009−152700(P2009−152700)
【出願日】平成21年6月26日(2009.6.26)
【出願人】(000002901)ダイセル化学工業株式会社 (1,236)
【Fターム(参考)】
【公開日】平成23年1月13日(2011.1.13)
【国際特許分類】
【出願日】平成21年6月26日(2009.6.26)
【出願人】(000002901)ダイセル化学工業株式会社 (1,236)
【Fターム(参考)】
[ Back to top ]