
微細粒金属およびポリマー材料を含む物品
微細粒金属材料により少なくとも部分的に被覆されたポリマー材料を含む軽量物品を開示する。微細粒金属材料は、2nm〜5000nmの平均粒径と、25μm〜5cmの厚さと、200VHN〜3000VHNの硬度を有する。軽量物品は強く、延性を有し、高い反発係数と、高い剛性を示し、とりわけ、航空機部品、自動車部品、スポーツ部品等を含む多様な用途に適している。

【発明の詳細な説明】
【技術分野】
【0001】
2004年12月17日出願の米国の一部継続出願第11/013,456号に対応する。
【0002】
本発明は、構造シェル(structural shell)を実現するように、高い比強度、靱性および弾性(>0.25MPa)を有する、厚い(>25μm)、微細粒(平均粒径(粒サイズ)2nmから5000nm)の金属、金属合金または金属マトリックス複合材料のポリマー基材への被覆に関する。本発明にかかる物品は、ポリマーまたは複合基材に高強度構造シェルを使用し、大幅な軽量化が可能な多様な用途での使用を見出せる。用途は、自動車用部材、航空部品、防衛部品、消費財、医療用部品およびスポーツ用品を含む。適当な工業部品には、とりわけ、例えば、スキーポールおよびハイキングポール(hiking pole)、釣竿、ゴルフシャフト、ホッケースティック、ラクロススティック、野球およびソフトボールのバット、自転車のフレーム、スノーボードに用いるチューブまたはシャフトと、ゴルフクラブのヘッドフェイスプレートのようなプレートと、スポーツラケット(テニス、ラケットボール、スカッシュ等)、ゴルフクラブのヘッド、自動車のグリルガード、ブレーキ、クラッチもしくはアクセルペダル、燃料レール(fuel rail)、ランニングボード(または、踏板、running board)、スポイラー、マフラーチップ、ホイール、自動車フレーム(vehicle frame)、構造ブラケット(structural bracket)等の複雑な形状体とを含む。部品は、少なくとも部分的に前記微細粒金属材料により被覆されている。
【0003】
本発明は、また、円筒、円錐、またはテーパーの付いたシャフトのような適切な基材に直接、金属微細粒材料を付着(または、堆積、deposit)することに関する。他の態様では、微細粒金属のプレート、または、フォイルを形成でき、そして、接着剤を用いて適切な基材(または、基板、substrate)に被覆することができ、高い剛性率、高い反発係数、および、高いねじり剛性が要求される、強く、延性があり、軽量な部材を作る。
【背景技術】
【0004】
多くの用途で、物品について、強く、耐摩耗性を有し、軽量であり、そして、高い比強度と、高い衝撃靱性と、高い曲げ剛性とを示し、かつ、簡便に、および、コスト効率良く製造できることを求めている。
【0005】
2.金属被覆工程
スポーツ用品、自動車部品等の各種の物品の表面に金属被覆を被覆する、電解メッキ、非電解メッキおよび粉末コーティング法を含む多くの金属付着(または、被覆、deposition)技術が知られている。
【0006】
2.1.無電解被覆
無電解被覆工程(コーティング)は、特にNi、CuおよびAuで商業的に用いられている。無電解被覆の付着速度は低く、通常、0.25mil/hr(6.35μm/時間)〜0.5mil/hr(12.7μm/時間)であり、非晶質の微細構造を生じる。無電解メッキ方法による一般的な被覆の厚さの値は、1mil(25μm)より遥かに小さく、主に、見た目を向上または引っ掻き抵抗性(scratch resistance)もしくは耐食性を改善するのに用いる。Leibowitzによる米国特許第3,597,266号公報(1971年)には、よく知られた無電解ニッケルメッキ法が開示されている。
【0007】
2.2.従来の電解メッキ
従来の粗大粒径の金属被覆を、一般的に1mil/hr(25μm/時間)より早い付着速度で基材に付着する多くの電解メッキ方法が知られており、Cu、Co、Ni、Cr、Sn、Znを含む多くの化学物質のための多くの電解メッキ法が商業的に利用可能である。電気メッキ(または、ガルバニックコーティング、galvanic coating)の場合、被覆が約5〜10μmの厚さになると、大きく表面に凹凸を生じる(textured)、および、異方性を有し、一般的に粒(結晶粒)の幅が数μmで粒の長さが数10μmである細長い円柱状の粒(結晶粒)が主となるように成長する傾向がある。従来の電解メッキ法により被覆した薄いコーティング(被覆)は、通常、10μm以上(≧10μm)の平均粒径(粒寸法)を示し、被覆された物品全体の機械的特性を顕著に向上することはなく、従って構造
シェルを備えない。
【0008】
Donavanによる米国特許第6,468,672号公報(2002年)は、最初にプラスチックの基材に電気伝導性の被覆を付着し、次いで平坦度の高い半光沢ニッケル電解メッキ層を電着(electrodepositing)し、さらに光沢ニッケル電解メッキ層を電着し、最後にクロム層を電着すことにより、プラスチック基材に、優れた耐食性と熱サイクル特性とを有する装飾性のクロムメッキを形成する方法を開示する。
【0009】
2.3:微細粒電解メッキ
平均粒径を相当程度小さくすると、金属材料の特定の物理的、化学的または機械的特性が大きく向上することが、近年、知られている。例えば、ニッケルの場合、最大抗張力が400MPa(粒径が5μmより大きい、従来の場合)から1000MPa(100nmの粒径)、最終的には、2000MPaより高く(10nmの粒径)まで増加する。同様に、ニッケルの硬度が、140VHN(粒径が5μmより大きい、従来の場合)から、300VHN(100nmの粒径)および650VHN(10nmの粒径)に増加する。以下を含む既知の技術において、電解メッキした微細粒金属材料の耐久性および各種性能特性の改善が知られている。
【0010】
本願出願人に譲渡されているErbによる米国特許第5,352,266号(1994年)および米国特許第5,433,797号(1995年)の公報は、ナノ結晶(nanocrystalline)金属材料、とりわけ、パルス電着と水性電解質電池(aqueous electrolytic cell)とを用いた、平均粒径が100nm未満のニッケルナノ結晶を開示している。この発明の製品は、耐摩耗性被覆と磁性材料とを含む。
【0011】
また本願出願人に譲渡されている、Palumboによる独国特許第10,288,323号の公報(2005年)(国際公開WO 2004/001100 A1に対応)は、ナノ結晶の金属、金属合金または金属マトリクス複合材料の被覆または独立した付着物(freestanding deposit)を形成する方法を開示している。この方法は、タンク、ドラムまたは部分メッキ(セレクティブメッキ)方法を用いる。新しいナノ結晶金属マトリクス複合材料および微小部材(または、マイクロコンポーネント、micro-component)も開示している。
【0012】
2.4:他の態様の微細粒被覆法
多くの特許公報が、金属被覆の準備のための低温粉末スプレー法を開示している。
【0013】
Alkhimovによる米国特許第5,302,414号公報(1991年)は、金属もしくは合金パウダー、ポリマーパウダー、またはこれらの混合物をガスの流れの中に導入することにより、物品に被覆するコールドガスダイナミックスプレー法を示している。ガスと粒子(平均粒径:1〜50ミクロン)は、パウダー材料が溶融する温度より十分に低い温度で、超音速ジェット(速度:300〜1200m/秒)を形成する。ジェットは、金属、合金または、誘電体よりなる物品に直接向けられ、これにより、物品を粒子(particle)により被覆する。
【0014】
Tapphornによる米国特許第6,915,964号公報(2005年)は、固体析出(solid-state deposition)、および、パウダー粒子の凝集(consolidation)により、被覆を形成する方法を示す。粒子を含む、亜音速、または、音速のガスジェットが物体の表面に向けられる。高速衝撃と熱塑性変形とにより、パウダー粒子は、基材と強固に結合し、また、互いに密着して結合して金属結合により凝集した材料を形成する。パウダー粒子、および、必要に応じ、物体の表面は、降伏強度が低下し、高速衝撃を受けた際に低い流動応力レベルで塑性変形できる温度まで加熱される。パウダー粒子の溶融は起こらない。
【0015】
3:ポリマーの基材
適切な恒久ポリマー基材は、例えば、金属、金属合金、ガラス、セラミックス、ならびにグラファイト、グラファイトファイバおよびカーボンナノチューブよりなる群から選択されるカーボンベース材料により、必要に応じ充填または補強され得る、ポリマー材料を含む。強度およびコストのために、充填ポリマーは非常に望ましい、プラスチック基材材料である。本明細書では、用語「充填(filled)」は、タルク、ケイ酸カルシウム、アルミナ、酸化チタン、フェライト、および、多くの供給源より市販されている、重量比で最大約40パーセントのフィラーを含む混合シリケートのような粉末状(すなわち、0.2〜20ミクロン)の鉱物(mineral)フィラーを含むポリマー樹脂を意味する。例えば、非導電性、または、導電性が悪い基材に電解メッキによりコーティングを被覆する場合のように、必要であれば、基材ポリマーの表面をメタライズ(または、金属化、metallize)し、ポリマー基材の表面をメッキのために十分な導電状態にすることが可能である。この場合、微細粒被覆層は、常に、実質的にメタライズ層よりも厚い。
【0016】
Poppeによる米国特許第3,655,433号公報(1972年)は、ポリマー中に1〜25重量パーセントの金属レジネート(または、金属樹脂酸塩、metal resinate)含むことにより、金属のプラスチックへの付着力が向上する、とりわけ、電解メッキに適した非導電性プラスチック基材を開示する。ポリエチレン、ポロピロピレン、プロピレン−エチレンコポリマーのような結晶ポリオレフィンが、カルシウムレジネート、亜鉛レジネート、アルミニウムレジネート、ナトリウムレジネート、カリウムレジネートまたはアンモニウムレジネートにより改変されて、金属とこれらとの付着力を改善する。
【0017】
Dingによる米国特許第6,509,107号公報(2003年)は、金属をメッキするのに優れ、いろいろなモールディング方法により容易に物品に加工できるポリオレフィンの組成を開示している。この発明のブレンドは、好ましくは、ポリオレフィンのホモポリマーまたはコポリマーと、アクリロニトリル-ブタジエン-スチレンと、少なくとも1つのスチレンモノオレフィンコポリマーおよび少なくとも1つのスチレンジオレフィンコポリマーのブレンドとを含む。これらのブレンドは、優れたメッキ性と、向上した剛性、靱性および寸法安定性を含む卓越した物理特性を有する。
【0018】
4:メタライズしたポリマー基材
低コストおよびいろいろな手段により加工および成形が容易なことから、昨今、プラスチック材料は、しばしば、自動車産業および他の分野において、装飾部品に用いられる。プラスチック材料は、電解メッキが可能で、審美的な仕上げを行えることが、当該技術分野では広く知られている。銅、ニッケルおよびクロムを連続的に電解メッキした層を含む装飾的なクロムメッキは、最適な方法である。電着物は、例え腐食環境下および屋外で使用されるような熱サイクルを受ける場合でも、延在するプラスチック基材に十分密着する必要がある。この既知の技術は、基材の表面を調整し、電解メッキに適した状態にするように、プラスチックをメタライズして、電着物が適切にプラスチック(基材)に接着し、耐久性および密着性のある電着物が得られる、多くの方法を示している。
【0019】
Liuによる米国特許第4,604,168号公報(1986年)は、成形した鉱物充填ナイロンの表面を準備し、密着性のある電解金属コーティングを得る、以下の工程を含む方法が示されている。表面をプラズマグロー放電に暴露する工程と、プラズマ処理した表面に、クロム、または、チタンのフィルムを真空蒸着(vacuum depositing)する工程と、クロムまたはチタンのフィルムにニッケルを真空蒸着し、これらが酸化するのを防止する工程と、ニッケルフィルムに銅フィルムを真空蒸着する工程。
【0020】
Stevensonによる米国特許第4,552,626号公報(1985年)は、ナイロン−6のような、熱可塑性樹脂を充填した金属をメッキする方法を示している。メッキをする充填樹脂の表面を、洗浄し、親水性を持たせ、好ましくは、適切な溶媒または酸により脱脂する。その後、無電解メッキを行い、導電性金属を付着し、次に、電解メッキにより、少なくとも1つの金属層を被覆し、所望の耐摩耗性、および/または装飾的な金属表面を得る。
【0021】
Conrodによる米国特許第5,376,248号公報(1994年)は、プラスチック基材が、事前の無電解メッキを必要とせずに、電解メッキできるダイレクトメタライゼーション(direct metallization)方法を示す。この方法は、特別に処方した、ポストアクチベーターコンポジション(post activator composition)を高温で用い、不均化反応を起こすCu2+のような金属を効果的な量含有するアルカリ溶液により活性化した表面を処理する。
【0022】
Joshiによる米国特許第6,645,557号公報(2003年)は、非導電性表面に錫塩(stannous salt)の水溶液、または、混合物を接触し、感光面を形成する工程と、感光面に、pHが約5〜約10の範囲にある、銀塩を含む水溶液、または、混合物を接触し、触媒面を形成する工程と、触媒面に無電解メッキ液を被覆することにより、触媒面を無電解メッキする工程とにより、非導電性面に金属導電層を形成する方法を示している。
【0023】
5:金属メッキをした物品
[スポーツ用品]
プラスチックと複合材料よりなる金属コートした基材を含む物品が、従来より知られている。軽量なスポーツ用品、自動車部品、工業用部材のような多くの物品は、破損により故障し易い傾向がある。例えば、釣竿の先端の故障および破損は、生産者にとって、釣竿の返品補償(warranty return)の主たる要因となっている。ゴルフクラブは、地面に近接近(close proximity)して振られることから、ゴルフクラブのヘッドが、かなりの力で地面を叩き、大きな力または回転力が、シャフトの最も細い部分、すなわちクラブヘッドと繋がっている先端に加わることは珍しいことではない。この衝撃は、シャフトの先端の破損が生ずる部分、または、クラブヘッドに緊密に近接した部分の複合材を破壊し得る。
【0024】
Snadmanによる米国特許第5,538,769号公報(1969年)は、釣竿またはゴルフシャフトに適した、補強した先端を有する、グラファイト複合材料のシャフトを開示している。このシャフトは、少なくとも部分的に、1以上の層(ply)のグラファイト複合材料よりなる、ベースシャフトを含む。これらのシャフトは、通常、衝撃損傷を受け易い、比較的細長い先端を有している。補強層が、ベースシャフトの全長の一部分のみに延在し、先端部で生じる衝撃に、シャフトがより耐えるようにすることを意図しており、これにより、シャフトを組み入れた、釣竿またはゴルフクラブの特性が低下することなく、シャフトの耐久性が向上する。補強層は、適切な補強テープをシャフトの外側に巻き付けることにより取り付ける。
【0025】
Gallowayによる米国特許第6,692,237号公報(2004年)は、炭素/エポキシのような、複合材料よりなる改良されたゴルフクラブと、シャフト本体の少なくとも一部分の周囲に、スパイラル状に巻き付いている金属箔(フォイル)を開示する。金属箔は、シャフトの捻り剛性を向上し、また、シャフトの曲げ剛性を改善し、これにより、ゴルフクラブの第1および第2周波数を所望の範囲に維持できる。
【0026】
本願の出願人に譲渡されている、Palumboによる米国特許出願第11/013,453号の公報(2004年)は、例えば、ゴルフクラブのシャフト、スキーおよびハイキングポール、釣竿もしくは自転車フレームに用いられる、シャフト、またはチューブ、スケートブレード、ならびに、スノーボードを含む、自動車用、航空機用、製造業用および防衛産業用の少なくとも部分的に特定の金属材料の微細粒層を電解メッキした物品を開示している。複雑な形状を有する被覆した部品も示されている。別の態様では、円錐状または円筒状のゴルフクラブシャフト、ハイキングポールのシャフトまたは釣竿の部分、板またはフォイル等のような物品を、適切なマンドレルまたは仮の基材の上で、高い反発係数と高い剛性を示し、強く、延性があり、軽量の部材が得られる微細粒金属材料を電解メッキすることが可能である。
【0027】
Yanagiokaによる米国特許第4,188,032号公報(1980年)は、実質的に外面全体にわたり、耐摩耗被覆を備えることを目的に、ニッケルとニッケル基合金とからなる群より選択される金属メッキを有する、繊維補強材料よりなる、ニッケルメッキしたゴルフクラブのシャフトを開示している。
【0028】
Chappelによる米国特許第6,346,052号公報(2002年)は、マルチレイヤー(または、多層構造)を備えた、ゴルフのアイアンクラブを開示している。そのゴルフクラブのヘッドは、柔らかいニッケル合金のコアと、硬いクロム被覆とを含む。このゴルフクラブのヘッドを製造するのに用いた方法は、柔らかいニッケル合金コアを鋳造し、コアに硬いクロム被覆を電気メッキする、インベストメント鋳造(または、焼き流し鋳造、investment casting)を含む。従来のゴルフクラブに用いる装飾的なクロムメッキ(約35から約45のロックウェルC硬さ、通常0.05〜0.2mil(千分の1インチ)の厚さ)と異なり、この発明で用いるクロム外側層は、0.8mil〜約1mil(20μm〜25μm)の厚さであり、従来のクラブの従来の装飾的なクロム被覆よりも少なくとも4倍厚い。実施した硬質クロムメッキは、ゴルフボールが当たった時の比較的柔らかいニッケル合金コアの感触の特徴を犠牲にすることなく、耐久性を与える。
【0029】
Heinrichによる米国特許第6,679,788号公報(2004年)は、打撃面(または、フェイス、striking face)の少なくとも一部が、遷移金属の合金と、平均の溶射粒子の速度が500m/秒よりも大きい溶射法による、硬さが1520VHNより大きい半金属とを被覆した、ゴルフクラブのヘッドを開示している。
【0030】
ゴルフクラブのヘッドおよびフェイスプレートは、主に金属よりなるが、ポリマー材料を用いることが可能である。これに関連して、金属のゴルフクラブヘッドのフェイスの凹部に内部のグラファイト−エポキシ樹脂複合材料のインサートを鋳造する方法を開示するPondによる米国特許第5,524,331号公報(1996年)を参照する。このアプローチの目的は、重り(weight)を中心から遠くへ移動し、内部のモーメントを増加することである。
【0031】
Schmidtによる米国特許第5,485,997号公報(1996年)は、フェイスプレートインサートがエラストーマのような非金属材料からなり、スィートスポットが広がり、周辺重量配分(peripheral weighting)を改善したゴルフパターのヘッドを開示している。
【0032】
Staufferによる米国特許第3,949,988号公報(1976年)、Matsuokaによる特開2000−061005号公報(1998年)および特開平9−285569号公報(1996年)を含む、多くの刊行物が、内面もしくは外面、またはハンドルおよびフレームの壁の内部の構造ストラップもしくはプレート(structural strap or plate)により、補強または強化したスポーツラケットを示している。
【0033】
Reedによる米国特許第5,655,981号公報(1997年)は、弾性があり、また、靱性のあるポリマー材料の第1層と、アルミニウム、銅、金および銀を含む金属を含む第2層と、透明で、弾性を有し、靱性のある材料を含む第3層とによる非金属被覆を含むホッケーのスティックのシャフトを示している。気相真空蒸着法により基材に薄い金属層を被覆する。ベース層、金属層および最上層の全体で厚さは3mil未満である。薄い金属層(最大厚さ0.01mil(0.25μm))の唯一の目的は、外観を向上することである。
【0034】
[ポリマーの銃弾ケーシング]
Burgessによる米国特許第3,749,021号公報(1973年)は、金属メッキをしたプラスチックの銃弾カートリッジケーシングを開示している。ニッケルまたはクロムの、好ましくは、0.05〜0.1milの厚さの金属フィルムをカートリッジのプラスチックケースにメッキし、カートリッジケースの強度、耐摩耗性(abrasion resistance)、耐火性ならびに潤滑性を向上させる。プラスチックケーシングは、充填されたまたは繊維で補強されたプラスチックを含んでもよい。メッキをした金属表面の厚さは、好ましくは、5〜7milであり、また、補強をしていないプラスチックのケーシングと一緒に用いて、プラスチックケーシングの選択した領域の強度を増加させてもよい。
【0035】
Husseiniによる米国特許第6,845,716号公報(2005年)は、少なくとも部分的に銃弾をかたどる、成形したプラスチックカートリッジのケーシングを開示している。E.I. Dupont De Nemour社から市販され、612Nylonを変形して弾性応答性を高めたZYTEL(登録商標)樹脂は、カートリッジのケーシングに、とりわけ適した材料である。ベース(または、基材)は、真鍮ベースのような金属ベース、プラスチック材料ベース、セラミックスベース、複合材料ベース、または、これらの組み合わせてもよい。
【0036】
[自動車用物品]
プラスチック、および外観および防蝕のために、必要に応じ、金属を被覆した複合材料より作られる、多くの自動車用物品が従来から知られている。プロントエンドグリル、または、ホイールカバーのような、自動車の外装部品は、概して、より厚い金属層を含み、自動車の内層部品や、家庭向け装飾部品よりも、より厳しい腐食環境に耐えるように構成されている。
【0037】
Wangによる米国特許第6,010,196号公報(2000年)は、好ましくは、従来のメッキをしていない自動車用ホイールのプラスチック基材により構成される、薄いクロムメッキをしたホイールカバーにより形成される、シミュレートしたクロムメッキ自動車ホイールを示している。ホイールカバーは、自動車用ホイールの輪郭と表面パターンと同じ、輪郭と表面パターンを有し、これにより、肉厚のクロム(solid chrome)をメッキしたような外観を与える。
【0038】
Vander Togtinによる米国特許第4,999,227号公報(1991年)は、メッキ可能なグレードのABSプラスチック(樹脂)をインジェクションモールドしたシェルを含む自動車用バンパーを開示する。プラスチックのシェルは、金属クロムをメッキし、そして、エチレンアイオノマーの注入により裏込め(backfill)する。この複合構造は、魅力的な外観を有し、軽量で、製作が容易で、かつ、自動車の耐衝撃部材として用いるのに必要な構造的完全性(structural integrity)を有する。
【0039】
Luchによる米国特許第4,429,020号公報(1984年)は、例えば、ノブ、ナット、飾り若しくは装飾品(trimming or ornament)、およびグリル、ヘッドランプのベゼル(besel)と周辺部、ホイールカバー、飾り、ハブ等を含む自動車部品のような、銀色の金属表面を有する金属−ポリマー複合物品を開示している。ポリビニール、ポリオレフィン、ポリスチレン、エラストーマ、ポリエステルを含む、直接電解メッキ可能な適切なポリマー材料は、カーボンブラックと硫黄とを含有する。ポリマーの表面は、錫とVIII属金属との合金をメッキする。耐久性と密着性のあるNi層をプラスチックの基材と表面のメッキの間に配置する。
【0040】
Andersonによる米国特許第4,671,552号公報(1987年)は、ピックアップトラック、バンおよび4輪駆動自動車のような軽量トラックタイプ(light truck type)の自動車に用いる、ABSのような硬質プラスチックのプレートと、Alまたは鉄のチューブよりなる改良したグリルガードであって、比較できる鉄のユニットよりも実質的に軽く(おそらく3分の1の重量)、実質的に安く(おそらく3分の1のコスト)、さらに、対応するメッキした鉄のグリルガードと同等の外観を備えた、グリルガードを示している。このグリルガードは、補強されてもよいエンドプレート(end plate)を含む。
【0041】
Buckleyによる米国特許第6,802,232号公報(2004年)は、ゴルフカート(golf vehicles)およびユーティリティービークル(utility vehicle )に用いる、成形したプラスチックよりなる、プレーキベダルとアクセルペダルとを示している。ペダルアームのアッセンブリは、インジェクションモールドし、アームとペダル部材とを一体で成型する。ペダルアームアッセンブリは、構造の剛性を改善するために、ペダルアームアッセンブリ内部に封入する内部補強部材を含んでもよい。
【0042】
Smithによる米国特許出願公開第10/700,887号公報(2003年)は、クラスAの自動車仕上げを有する、熱可塑性樹脂で成形された上部と、補強リブを有し、ブラケットが取り付けてある下部とからなる、乗用車または軽量トラック用のステップを開示している。上部は、クラスAの自動車仕上げを有する塗膜(paint film)と、熱可塑性ポリオレフィン(TPO)の薄い層と、ポリプロピレンの厚い層とからなる3つの層を含む。下部は、均一であり、TPO、ポリプロピレンまたは高密度ポリエチレン(HDPE)のようなプラスチックでもよく、このプラスチックは、さらに、短く切った、ランダムな方向を向いた、ガラス補強ファイバを有してもよい。2つの部分は、自己接着(autogenous bonding)により周辺部が互いに締め付け合う。
【発明の開示】
【発明が解決しようとする課題】
【0043】
本発明の目的は、ポリマー基材の上に、微細粒構造の金属層を有する、スポーツ用品、自動車、航空機および工業部材に用いる、強くて軽い物品を提供することである。例えば、適切な、金属蒸着法または糊付けを含む、別の接着手段により、高強度の金属、金属合金または金属マトリクス複合材料の微細粒の層をポリマー基材に被覆して、全体の強度重量比を向上し、減衰特性を改善し、および/または、高い硬度、高い復元力(弾性)、高い降伏強度、高い耐引っ掻き性、高い耐摩耗性および魅力的な外観を有する内面または外面を備える。
【0044】
本発明の目的は、物品を強くし、耐摩耗性(wear and abrasion resistant)を高め、軽量にするために、微細粒金属材料を提供することである。電着、物理気相成長法(PVD)、化学気相成長法(CVD)、ガス凝縮およびコールドスプレー法により、微細金属材料を合成することである。
【0045】
本発明の目的は、微細粒金属被覆を、例えば、グラファイトファイバ/エポキシ樹脂複合材料、ポリアミド、ガラス充填ポリアミド、ポリエステル、ポリタラミド(polythalamide)、ポリプロピレン、ポリカーボネート、ポリテトラフルオロエチレン(PTFE)、ポリビニルクロライド(PVC)またはアクリロニトリル−ブタジエン−スチレン(ABS)のような、充填または非充填ポリマーよりなる物品の表面の少なくとも一部分に皮膜することである。必要に応じ、ポリマー基材の表面は、化学的還元(無電解メッキ、または、化学還元スプレー)、溶射、化学蒸着、物理蒸着、またはこれらのうち2以上を含む、様々な適切な工程により、例えば、銀、ニッケル、銅等、もしくは、これら金属の2以上に組み合わせの薄い層を表面に被覆することにより、ポリマー基材の表面を導電性にすることが可能である。他の態様では、例えば、導電性塗装、導電性エポキシまたはポリマーの(polymeric)接着材料のような中間導電層は、導電性粒子を内部に含んだ高分子材料を含む。導電性粒子は、Ag、NiもしくはCuまたはグラファイトもしくは他の導電性炭素、またはこれらの2以上の組み合わせよりなる、またはそのようなものを含む。
【0046】
本発明の目的は、ポリマーの基材の表面を前処理して、微細粒金属被覆を被覆する前に、Ra=0.25μmからRa=25μmの範囲の表面粗さを実現することである。本明細書において、平均粗さRaは平均値のラインからのプロファイルのズレの絶対値の算術平均と規定され、表面仕上げ測定において、群を抜いて最も一般的に用いられるパラメータである。
【0047】
本発明の目的は、微細粒金属材料を、チューブ、シャフトおよび複雑な形状の物品に被覆可能な方法を提供することである。
【0048】
本発明の目的は、軽量で、耐摩耗性を有し、永久変形に対する抵抗性が高く、クラックが生じる、または破損する際に裂ける(splinter)ことのない、スポーツ用品、自動車および工業部品等に用いる、シャフト、チューブまたは他の適切な形状を提供することである。
【0049】
本発明の目的は、微細粒金属層により、少なくとも部分的に、被覆または包まれた(encapsulate)、ゴルフクラブのヘッド、ゴルフクラブのシャフト、ホッケーのスティック、ラクロスのスティック、スキーポールおよびハイキングポールのシャフト、釣竿、野球およびソフトボールのバット、自転車のフレームに使用するチューブ、矢柄ならびにポリマーカートリッジケーシングを含む、物品を提供することである。
【0050】
本発明の目的は、300MPa以上、好ましくは500MPa以上、より好ましくは700MPa以上の降伏強度を有する微細粒金属層により、少なくとも部分的に被覆または包まれた(encase)物品を提供することである。
【0051】
本発明の目的は、少なくとも部分的に微細粒金属材料により被覆または包まれ、従来の物品よりも、5%より多く、好ましくは10%より多く、さらに好ましくは20%より多く、よりさらに好ましくは40%より多く、軽い物品を提供することである。
【0052】
本発明の目的は、軽い全体重量で、飛距離性能を向上させることができるゴルフクラブを提供し、クラブシャフトおよびヘッドの制御を向上し、および/または、ゴルフボールの飛距離および精度の特性を改善し、さらに振動減衰特性を改善することである。
【0053】
本発明の目的は、少なくとも部分的に微細粒金属材料により被覆または包まれ、剛性が改善し、硬い物体に衝突した際に曲がらず、高い比強度を備えた炭素繊維/エポキシベースの矢柄であって、軽量であり、矢がより早い速度に達することが可能で、従って当たった瞬間に高い運動エネルギーを供給する矢柄を提供することである。
【0054】
本発明の目的は、従来の真鍮でケーシングした銃弾と比べ、安いコストで、連発銃に用いるのに適当な、軽量のポリマーケーシングした銃弾を提供することである。
【0055】
本発明の目的は、ラケット(例えば、テニス、スカッシュ、バドミントン等、野球バット、スキー、ゴルフクラブのフェイスおよび/またはヘッド)または他のスポーツ用具、自動車部品(例えば、グリルガード、ブランケット、ランニングボード)および工業部品のような複雑な形状を含む部品の内面または外面を、強く、軽量で、高い剛性を有し、抗撓み性を有し、高い固有振動数を有し、かつ、高弾性を示し、一方で、簡易でコスト効率の良い方法で製造される、微細粒金属材料により、少なくとも部分的に被覆または覆うことである。
【0056】
本発明の目的は、電解メッキまたは電鋳後に、適切な熱処理を行うことにより、さらに強くすることが可能な、微細粒金属材料を備えた強く、硬い、物品を提供することである。
【0057】
本発明の目的は、プラスチック基材(例えば、射出成形またはブロー成形した、例えば、アクリロニトリル−ブタジエン−スチレン(ABS)、ナイロンを含むポリアミド、熱可塑型ポリオレフィン(TPO)、)備えたゴルフクラブのヘッドを含む物品の内面または外面の少なくとも一部に、微細粒金属層、微細粒金属合金層または微細粒金属マトリックス複合材料層を被覆し、これにより以下を備えたゴルフクラブのヘッドを形成することである。
(a)ゴルフボールの飛距離が向上する、軽量で高弾性の表面領域。
(b)例えばゴルフボールを打った時に、優れた「音」および「感触」をあてる減衰特性。
(c)クラブヘッドの戦略的な周辺重量配分を可能にする、高い強度−重量比。
(d)改善した引っ掻き抵抗性と耐摩耗性のための高硬度の外面。
【0058】
本発明の目的は、例えば、自動車用構造部品の内面または外面の少なくとも一部に、微細粒金属層、微細粒金属合金層または微細粒金属マトリックス複合材料層を被覆し、以下を達成することである。
(a)強く、薄い微細粒被覆により、嵩張る部品に代えてスペースが限られた部品の構成が可能な、向上した比重量強度性能。
(b)軽量の微細粒被覆により曲げ剛性を改善し、固有振動数が増加し、多くの場合、金属シェル及び/又は被覆による形状係数(shape factor)を活用する、改善した剛性。
(c)改善した衝撃靱性、クリープおよび疲労特性。
(d)引っ掻き抵抗性および耐摩耗性を改善する高い外面硬度。
【0059】
これらの目的の達成、ならびに市販の物品、とりわけ、スポーツ用具、自動車部品、航空機および工業部品の特性改善を視野に入れ、1つの実施形態にかかる発明は、2nm〜5000nmの間の平均粒径と、25μm〜5mmの間、および、最大5cmの厚さと、200VHN〜3000VHNの間の硬度とを有する微細流金属、微細流金属合金または微細流金属マトリックス複合材料の被覆を備えた物品を提供する。皮膜は、少なくとも0.25MPaから25MPaまでの剛性と、少なくとも0.25%から2.00%までの弾性歪限度(elastic strain limit)を示す。
【0060】
本発明の更なる実施形態は、平均粒径が2nm〜5μm、硬さが400VHN〜2000VHN、降伏強度が200MPa〜2750MPaである、フォイル、テープおよびプレートを含む微細粒電鋳金属部品を提供する。超微細電鋳金属部品は、その後、適切なポリマー基材に被覆され、しっかりと固定される。
【0061】
ポリマー基材上の総重量の少なくとも5%、好ましくは10%より多く、より好ましくは、20%より多く、75%、85%または95%までの微細粒を含み、必要に応じ適宜、グラファイト/カーボンファイバを含む、シャフトおよびチューブのようなポリマー/金属複合材料の物品を開示する。微細粒金属被覆を含む物品の単位重量あたりの捻りまたは曲げ剛性は、この金属皮膜を含まない同じ物品の捻り剛性と比較すると、少なくとも5%は改善している。
【課題を解決するための手段】
【0062】
本発明にかかる物品を製造、または、被覆するための適切な方法は、電着、物理的気相成長法(PVD)、化学的気相成長法(CVD)、ガス凝縮およびコールドスプレー法を含む。
【0063】
電着を、本発明のスポーツ用品の物品および部材を製造する方法として用いる場合、メッキをする金属もしくはメタライズしたワークピース、または再利用可能なマンドレル/暫定的な基材(mandrel/temporary substrate)を、適切な電解液を含むメッキ浴内で位置合わせする工程と、メッキをするマンドレル/暫定的な基材と、1またはいくつかの陽極とを電気的に接続する工程と、適切な直流または本願の出願人に譲渡されている独国特許第10,288,323号の公報(2005年)に開示されているパルス電着(5〜10%の負荷サイクル)を用い、ワークピースの表面の少なくとも一部に平均粒径1000nm未満の金属材料を形成及び電着する工程とを含む。本発明にかかる物品の準備に用いてもよい電着方法を開示する独国特許第10,288,323号は、参照することにより本明細書に含まれる。
【0064】
必要な付着速度は少なくとも25μm/時間、好ましくは50μm/時間以上、より好ましくは、75μm/時間よりも早い。
【0065】
金属としてAg、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrからなる群から、合金元素としてMo、W、B、C、P、SおよびSiからなる群から選ばれた、純金属または合金および金属複合材料であって、粉末、繊維、ナノチューブ、フレーク、金属粉末、金属合金粉末、Al,Co,Cu,In,Mg,Ni,Si,Sn,VおよびZnの金属酸化物粉末、Al,B,SiおよびTiの窒化物、C(グラファイト、ダイヤモンド、ナノチューブ、フラーレン)、B,Cr,Bi,Si,Ti,Wの炭化物、および、MoS2もしくは例えばPTFEのような有機材料のような自己潤滑材料のような、微粒子添加剤を有する、純金属または合金の金属複合材料の高強度被覆を得るのに、適切な金属付着方法を用いることが可能である。この適切な方法は、金属部材、または、メタライズした非導電部材に、高強度の等軸被覆を形成するのに用いることが可能である。また、別の態様では、同じ金属電着方法は、適切な暫定基材に独立した (または、単独の、stand alone)物品を形成し、所望のメッキ厚さに達した後に、暫定基材から、独立した、電鋳物品を取り外し、その後の工程で、この電鋳物品を適切な接着剤によりポリマー基材に被覆するのに用いることが可能である。
【0066】
適切な、恒久ポリマー基材材料は、充填または非充填エポキシ樹脂部材、ポリアミド、ポリエステル、ポリタラミド、ポリプロピレン、ポリカーボネート、ポリ塩化ビニール(PVC)、熱可塑性ポリオレフィン(TPO)、ポリテトラフルオロエチレン(PTFE)ポリカーボネートおよびアクリロニトリル−ブタジエン−スチレン(ABS)を含む。適切なフィラーは、ガラスファイバ、カーボン、カーボンナノチューブ、グラファイト、グラファイトファイバ、金属、金属合金、セラミックス、ならびにタルク、ケイ酸カルシウム、シリカ、炭酸カルシウム、アルミナ、酸化チタン、フェライトおよび混合シリケートのような鉱物フィラーを含む。タルク、ケイ酸カルシウム、シリカ、炭酸カルシウム、アルミナ、酸化チタン、フェライトおよび混合シリケート(例えば、ベントナイトまたは軽石)のような粉末(例えば、粒径0.02〜20ミクロン)鉱物フィラーを含み、鉱物量が最大で約40重量%で、比較的低いコストで高強度を与える、鉱物充填メッキ用グレード(plating-grade)のポリアミド樹脂は、とりわけ、適切な基材である。適切なポリアミドは、例を挙げるとアライドケミカル、ファイアストーン、デュポンおよびモンサントを含む多くのメーカーより市販されている。他の適切な基材は、メッキ用グレードが利用可能で、必要に応じ適宜、ガラスファイバを含む諸々のフィラーにより補強される、アクリロニトリル−ブタジエン−スチレン(ABS)および熱可塑型ポリオレフィン(TPO)を含む。
【0067】
任意の適切な成形(molding)または形成作業により準備された、ポリマー部分の表面は、通常、非常にスムースで、表面粗さ、Ra<0.1μmである。金属被覆の密着性が向上するように、例えば、機械的摩耗、プラズマ、化学エッチングのような、あらゆる適切な手段により、被覆をする表面を粗面化し、Ra=0.25μm〜25μmの範囲の表面粗さを得る。
【0068】
以下のリストは、本発明を実施するための適切な実施パラメータを示す。
金属層厚さ最小値: 25μm;35μm;50μm
金属層厚さ最大値: 5mm、5cmまで
最小平均粒径の範囲: 2nm、5nm
最大平均粒径の範囲: 1μm、5μm
最小硬度(VHN): 200;300;400
最大硬度(VHN): 1000;2000;3000
付着速度範囲: 10〜500μm/時間
降伏強度範囲: 200MPa〜2750MPa
微細粒金属層の最小剛性率: 0.25MPa、1MPa、2MPa、5MPa、
7MPa
微細粒金属層の最大剛性率:12MPa、25MPa
弾性限範囲: 0.25%〜2.00%
微粒子含有量範囲: 2.5体積%〜75体積%
耐疲労性: 未定
最小基材表面粗さ[Ra(μm)]: 0.25、0.4、0.5、1
最大基材表面粗さ[Ra(μm)]: 5、10、25
【0069】
本発明の微細粒金属材料は、必要に応じ適宜、少なくとも2.5体積%の微粒子、好ましくは、少なくとも5体積%、最大75体積%の微粒子を含む。Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、および、Znの金属粉末、金属合金粉末および金属酸化物粉末と、Al,B,SiおよびTiの窒化物と、C(グラファイト、カーボン、ナノチューブまたはダイヤモンド)と、B、Cr、Bi、Si、Ti、Wの炭化物と、MoS2と、セラミックス、グラス、PTFEおよび他のポリマー材料(PVC、PE、PP、ABS)のような有機材料とからなる群から、微粒子は選択することが可能である。微粒子の平均粒子サイズは、通常、10000nm(10μm)、5000nm(5μm)、1000nm(1μm)未満、より好ましくは500nm未満である。
【0070】
本発明は、少なくとも0.025mm、好ましくは0.030mmより厚い、より好ましくは0.05mmより厚い、さらにより好ましくは0.1mmより厚い微粒子金属材料を、適当な物品の表面に被覆する工程を含む。適切な物品は、ゴルフクラブのヘッド、ゴルフクラブのヘッド用のインサート、ゴルフクラブ用のフェイスプレート、ゴルフクラブのシャフト、ホッケースティックのシャフト、ハイキングポールおよびスキーポールのシャフト、釣竿用のシャフト、矢等のシャフト、ならびに野球のバット、スケートのブレード、スノーボードおよびテニスラケットのような複雑形状を有する物品のような、スポーツ用品を含む。適切な自動車用物品は、グリルガード、ブレーキまたはアクセルまたはクラッチペダル、燃料レール、ランニングボード、スポイラー、マフラーチップ、ホイール、自動車のフレーム、構造ブラケットを含む。
【0071】
本発明の微細粒金属材料は、5μm(5000nm)未満、好ましくは、1μm(1000nm)未満、好ましくは2nm〜750nmの範囲内の、より好ましくは、10nm〜500nm、さらにより好ましくは、15nm〜300nmの平均粒径(粒子サイズ)を有する。
【0072】
本発明の微細粒金属材料は、少なくとも0.25MPa、好ましくは、少なくとも1MPa、より好ましくは、少なくとも2MPa、より好ましくは、少なくとも5MPa、さらにより好ましくは、少なくとも7MPa、25MPaまでの剛性率を有する。
【0073】
本発明の微細粒金属材料は、少なくとも約0.75%、好ましくは、約1.0%より大きい、好ましくは、1.5%より大きく、2.0%までの弾性限を有する。
【0074】
部品の信頼性を確保するように、微粒子金属材料層の平均粒径に対する平均厚さの比を、最小値で10,好ましくは、500より大きく、より好ましくは、1000より大きく、125000まで、最大で25000000に維持することが好ましい。
【0075】
本発明の方法の好ましい実施形態では、微細粒金属材料の分散強化が、その後の熱処理により実施される。
【0076】
本発明では、物品の全体を被覆する必要なしに、ポリマー基材の選択された領域に、パッチ(patch)またはセクションを形成することが可能である。
【0077】
本発明では、微細粒金属材料のパッチまたはスリーブ(sleeve)は、厚さが均一である必要がなく、例えば、選択したセクションまたはゴルフクラブのフェイスプレート、釣竿の先端およびゴルフクラブ、スキーまたはハイキングポールのシャフト等の頻繁に使用する傾向あるセクションに、より厚い付着を行えるように、被覆することが可能である。
【発明を実施するための好ましい形態】
【0078】
本発明は、外面被覆もしくは内面被覆の形態で微細粒金属材料を物品に付着する、または、Cu、Co、Cr、Ni、Fe、Sn、MoおよびZnから選択される金属もしくは合金を含み、必要に応じ適宜、微細粒層に粒子(particulate)を分散し、その後に基材に微細粒金属材料を被覆する、微細粒金属材料を電鋳することを意図する。
【0079】
本発明は、直流またはパルス電着を含む適切な金属付着方法により、微細粒被覆を製造する工程を用いる。
【0080】
メッキ技術の当業者は、例えば、既に引用している米国特許第5,352,266号(1994年)と、米国特許第5,433,797号(1995年)および独国特許第10,288,323号(2005年)[米国特許得出願公開10/516,300(2002年)および国際公開2004/001100A1(2002年)と同じ]を併せて、選択した適正なメッキ浴の組成とメッキ条件とにより、どのように選択した微細粒金属または合金を電着するか判るであろう。これらの特許の電着方法に関する開示を参照することにより、これらの特許は本明細書に含まれる。独国特許第10,288,323号(2005年)公報に開示されているように、必要に応じ適宜、固体微粒子が、電解液中に懸濁され、そして、付着物中に含まれる。
【0081】
PVD、CVDおよびコールドスプレーの分野における当業者は、また選択した微細粒金属層が適切な基材上にどのように付着するか判るであろう。
【0082】
多くの用途にとって望ましい、物品の重量の最少化は、粒径を減少することによる金属材料の強度の増加により達成することが可能である。要求される延性に応じて、例えばNiベースの被覆のでは、2nm〜5000nmの範囲、好ましくは、10nm〜500nmの範囲が、適正な機械的特性を与える。
【0083】
特定の用途の要求に応じ、例えば耐摩耗性粒子である、(MoS2およびPTFEのような)乾式潤滑材を含むことにより、材料特性を変えることが可能である。十分な体積比の微粒子を含むことで、さらに材料特性、向上することができる。概して、微粒子は、Al,Co,Cu,In,Mg,Ni,SnおよびZnの金属粉末、金属合金粉末および金属酸化物粉末と、Al,B,SiおよびTiの窒化物と、C(グラファイト、ダイヤモンド、ナノチューブ、および/またはフラーレン)と、B,Si,Ti,Wの炭化物と、MoS2のような自己潤滑材料と、PTFEおよびポリマーのような有機材料とからなる群より選択することが可能である。
【0084】
上述したように、本明細書に開示する微細粒金属材料のとりわけ適した用途は、ゴルフシャフト、スキーポール、釣竿、ホッケーのスティック、テニスラケット、自転車のフレームならびに少なくとも部分的に内面、および/または、外面を被覆する、または他の態様では、暫定基材を用いネットシェイプ(net-shape)を形成し、その後に恒久基盤を被覆する。従来の金属、ポリマーまたはグラファイトの複合材を含む、他の物品および構成を含む。例えばアルミニウム、銅、ニッケル、およびこれらの合金は、相対的に軟らかく、使用中に生じる曲げおよび捻りの負荷により、恒久変形および破損する。さらに、約10μmのより大きい従来の粒径を伴うこれらの材料は、概して、低い耐磨耗性および耐磨耗や耐切断性を示し、または容易に傷が生じ、本発明に示す微細粒金属層から恩恵を得ることが可能である。合成樹脂とフィラメント複合材よりなるシャフトは曲げ応力下では、アルミニウムより高い弾性を有するけれども、十分な強度がない。しかしながら、この欠陥は、本発明の微細粒金属層を被覆することにより、克服可能である。
【0085】
例えば、ゴルフボール、テニスボール、野球等の物体が特定の材料と衝突した場合の跳ね返り距離(または、反発距離、rebound distance)は、以下の式で表されるその材料の剛性率Urの関数である。
【0086】
【数1】
【0087】
(Metal Handbook, Ninth Edition, Volume 8, Mechanical Testing, American Society of Metals, Materials Park, Ohio, 44073)
【0088】
εyは、降伏点での最大真歪であり、σyは、降伏強度であり、Eは、弾性率である。本発明の微細粒材料は、従来の粗大粒材料の降伏応力の値σyと比較して、3〜5倍、および、最大10倍の降伏応力の値σyを有していることから、弾性(跳ね返り距離の能力)が従って、9〜25倍、および、最大100倍に増加することが可能である。しかしながら、弾性率Eは、材料が充分に緻密であれば、通常、所定の金属材料の粒径の減少の影響を受けない。弾性率は、しかしながら、金属マトリックス複合材料用いることで変えることが可能である。
【0089】
多くの用途で必要な材料特性に、弾性破断歪限度(elastic strain-to-failure limit)がある。低い減衰特性(エネルギーの低い吸収および高い放出)は、高い負荷および応力による変形後であっても、その材料は、例えば、特定の自動車用途またはゴルフヘッドのフェイスプレートや野球のバットのようなスポーツ用品において、衝突面(strike surface)に要求されるように、元の形状に戻る(または、スプリングバックする、spring back)。従来の材料は、0.65%以下の弾性歪限度を有する。本発明は、少なくとも約0.75%、好ましくは、約1.0%より大きい、好ましくは、1.5%より大きく2.0%までの弾性歪限度を有する金属材料を対象とする。
【0090】
図1は、グラファイト/エポキシのゴルフシャフトに被覆したn−Ni被覆の断面の写真である。カーボンファイバ複合材料は、鋼より相当大きい比剛性と、低い密度を有する。しかしながら、軽量のカーボンファイバのゴルフ用品は、ダウンスウィング、とりわけボールと接触する際に、シャフトに対しクラブヘッドに望ましくない捻りを生じ、正確さおよび飛距離が劣る。この制限は、この複合材のシャフトの外面、および/または、内面の少なくとも10%を上述の微細粒金属層により被覆することで克服可能である。
【0091】
図2は、Ni−20Fe微細粒の層により補強したベース(基材)を有する、ポリマー銃弾カートリッジの写真である。この微細粒金属材料層は、高強度と低い摩擦係数を与える。
【0092】
図3は、厚い(>5mm)、ラミネート(または、積層、laminate)した、本発明の好ましい実施形態の1つにかかるアセンブリを形成するように、製造した厚さ5mmのn−Ni−P/エポキシ樹脂ラミネートの写真である。
【0093】
図4は、チューブ状の自動車部品を被覆するn−Ni−10Fe接着テープの写真である。詳細を以下に示すように、この微細粒金属層は、接着テープとして、ポリマー物品の少なくとも一部を被覆することが可能である。
【0094】
図5は、超微細金属被覆(n−Ni−20Fe)を含み、剛性が向上した、トラック用プラスチックグリルガードを示す。この部品は、プラスチックのみの部分を有するPC(ポリカーボネート)/ABS複合材としてブローモールドされ、この用途に要求される撓みおよび振動の特性を満足しない。硬く、軽量な、微細粒金属被覆を追加することで、必要な性能に到達することが可能である。
【0095】
図6は、微細粒金属被覆を含むプラスチックグリルガードのクロスビームに250lbの負荷を与えると、撓みが24.6mmであることを示し、これは、歪の最大値が25mmであるという要求を満足している。
【0096】
図7は、ナノコートしたPC/ABSとステンレス鋼の自動車用ランニングボード部品の断面を示す。
【0097】
多くの、非金属材料がスポーツ用品、自動車部材、航空部品または工業製品の製造に広く用いられており、これら非金属材料は、カーボンファイバ、セラミックスマトリックス、アラミド繊維、ボロン、ファイバグラス、ならびに含まれるがこれらに限定されないポリプロピレン、ポリエチレン、ポリスチレン、ビニール、アクリル、ナイロンおよびポリカーボネート等の熱可塑樹脂を含む材料を用いるポリマー樹脂マトリックス複合材料を含む。
【0098】
重要なこととして、多くの方法が、微細粒金属材料をポリマー基材に被覆するのに用いられる。PVD、CVD、コールドスプレー法または粘着性の微細粒金属テープを被覆する場合、基材の表面はいかなる前処理を行わなくてもよい。微細粒金属材料を皮膜するのに電解メッキが用いられる場合、基材の表面が適切に粗面化されると、優れた接着を得ることができる。例えば無電解メッキ、物理的もしくは化学的気相成長法または各種手段により電気的に導電性塗料を被覆することにより、導電材料の薄い層を被覆することで、非導電性ポリマー基材を、電解メッキに適した状態にすることが可能である。本発明が、実質的にいかなる基材材料の使用も含むことは当業者にとって明確である。
【0099】
本発明のさらに好ましい態様では、皮膜する物品の領域の取り囲みおよびメッキ浴の形成を要さずに、電解メッキにより微細粒被覆を形成することが可能である。とりわけ、ワークピースの小さい部分のみをメッキする場合には、特定のブラシまたはタンポンメッキ(tampon plating)は、適切な代替手段である。ブラシメッキの装置は、通常、寸法安定性(dimensionally stable)陽極、または吸収性セパレータフェルト(absorbent separator felt)に包まれた可溶性陽極を用い、アノードブラシを形成する。手動モードまたは機械化モードにより、ブラシでメッキする表面を擦り、メッキしようとする金属または合金のイオンを含む電解溶液をセパレータフェルトに注入する。
【実施例】
【0100】
・好ましい実施形態
以下の実施例は、当該技術分野における通常の知識を有する者に説明するために、本発明の特定の実施形態の詳細な特徴を示す。
【0101】
・実施例1(微細粒金属材料の特性)
重要なこととして、微細粒材料は、スパッタリング、レーザーアブレーション、不活性ガス凝縮(inert gas condensation)、オーブンエバポレーション(oven evaporation)、スプレー変換熱分解(spray conversion pyrolysis)、火炎加水分解(flame hydrolysis)、高エネルギーミリング(high energy milling)、ゾルゲル法(sol gel deposition)、電着、物理的気相成長法、化学的気相成長法およびコールドスプレー法のような、多くの製造方法を用いて形成することが可能である。本発明の特定の実施形態では、電着およびコールドスプレー法がとりわけ望ましい。これらの被覆方法は、ナノ構造材料を、高い生産速度で、経済的に、形成するのに用いることができるからである。表1は、カナダ、トロントのインテグランテクノロジー社(Integran Technologies Inc.)(www.integran.com)より市販の多くの微細粒材料を示す。
【0102】
【表1】
【0103】
金属、合金およびポリマー材料と微細粒被覆とのラミネートを含む多くの材料について、機械的性質の測定を標準プロトコールに従い行った。カーボンファイバ、いろいろな鋼、アルミニウムおよびチタンを含む市販の比較材についても示した。残りの材料は、微細粒と、微細粒材料およびポリマー材料のラミネート(積層)を含む、特定のハイブリッド材料とを含む。特に微細粒材料については、約20nmの粒径を有する、n−Niとn−Ni−20Feの特性を示す。表2は、インテグランテクノロジー社により製造されたNi−Fe合金材料とポリマー材料(グラファイトファイバと、エポキシ、ABS又はナイロン)よりなるラミネートとともに、多くの従来の材料、微細粒Ni金属、微細粒Ni−Fe合金材料を比較している。微細粒材料、および微細粒金属とポリマーハイブリッド材料との複合材料(微細粒金属/ポリマーハイブリッド材料)の機械的特性は、これらの材料が、比較的高強度(例えば、降伏強度、および、最大抗張力)、比較的高い強度−重量比(例えば、比強度)、比較的高い弾性(例えば、剛性率)、比較的高い弾力性(elasticity)(例えば、弾性限)、比較的高い硬度、比較的高い延性(例えば、破断引張り歪)および比較的高い耐磨耗性(テーバー磨耗指数(Taber Wear Index))が必要な、含まれるが限定されない、自動車部品、スポーツ用品、航空および防衛用途等の多くの商業的用途に適していることを示す。
【0104】
微細粒Ni、微細粒Ni−Fe合金および微細粒Ni−Fe合金とラミネートの総重量の5〜90%の微細粒金属を含む適切なポリマーとの複合材は、多くの商業的用途金属部品の基材用にとりわけ優れた、表2にさらに示す、お誂え向きの優れた機械的特性を備える。
【0105】
【表2】
【0106】
・実施例2(n−Niを被覆したグラファイトエポキシゴルフシャフト、25%Ni)
Penley(商品名)グラファイトエポキシ、ライトLS S−FlexおよびPenley(商品名)G2−85 X−Flexグラファイトエポキシシャフトを用いた。S−Flexシャフトは、塗料を剥がして評価した。そのシャフトの表面は、サンドブラストを用い、表面粗さRa=2.1μmまで機械的に削り、その後、粗大粒および微細粒の被覆をメッキした。総重量89gを有する、メッキしたS−FlexシャフトとメッキしないS−Flexシャフトの性能を試験した。ワットニッケル浴中での、Dynatoronix(Dynanet PDPR 20−30−100;www.dynatronix.com)パルス電源装置を用いた電着により、S−Flexグラファイトゴルフクラブシャフト(外径OD1=0.586インチ、長さ40.5インチに亘り、外径OD2=0.368インチにテーパーしている)にNiスリーブを被覆した。それぞれのS−Flexの初期質量は71.5gであり、電解メッキの前に、約6.0gの塗料を剥がした。被覆手順は、3つの工程を含んだ。すなわち、(1)電気伝導性が向上するように、MacDermid Industrial Products社(www.macindustrialproducts.com)より提供される手順および薬剤を用い、1.7μm/時間の付着速度で、薄い無電解ニッケルメッキを行い、金属フィルムは、平均厚さ0.4μmに達した。そして(2)電解メッキで、負荷サイクルおよびピーク電流密度を変えることにより、微細粒または粗大粒被覆を形成した。電解液の組成は、300g/lの硫酸ニッケル、45g/lの塩化ニッケル、45g/lのホウ酸(H3BO3)、2g/lのサッカリンおよび3ml/lのNPA−91であった。標準レベラーおよび光沢剤を用い、Inco社のニッケル「R」ボール(rounds)を陽極材料として用いた。金属被覆の重量は、約20gであった。電解メッキ条件および用いた金属層の特性を表3に示す。図1は、グラファイト/エポキシ ゴルフシャフトに被覆したn−Niの断面を示す写真である。
【0107】
【表3】
【0108】
曲げ剛性をGolfSmith(商品名)周波数解析機で測定し、周波数はFlexRating(Sは硬い。Xは極めて硬い。)に換算した。トルク値は、シャフトの先端から2インチに1フィートポンド(ft.lb)のトルクを与え、GolfSmith(商品名) トルクアーム(Toruque arm)を用いて、決定した。データを表4に示す。データは、グラファイトシャフトの重量のある割合を、電着した被覆に置き換えることで、トータルの重量を維持したまま、トルク値を改善できることを示している。
【0109】
また、プロゴルファーがこれらゴルフクラブを試験した。得られたフィードバックは、本発明により製造したゴルフクラブが、従来のグラファイトまたは鋼のシャフトと比較して、優れた感触を有することを示していた。さらに、微細粒被覆グラファイトシャフトは、従来のグラファイトまたは鋼のシャフトと異なる性能を示した。明らかに改善されたトルク値測定結果から予想された通り、グラファイトと比較して、ボールの軌道がより安定していた。
【0110】
【表4】
【0111】
被覆された物品が、釣竿、ホッケーのスティック、野球のバット、テニスラケット、自転車のフレーム等、さらに、自動車部品、航空機部品、他の産業部品の場合でも、同様の性能の利点が得られる。
【0112】
・実施例3(n−Ni被覆したグラファイトエポキシゴルフシャフト、5〜90%Ni)
実施例2は、厚さが25μm未満で微細粒金属量が総重量の約22%である比較的薄い、微細粒金属皮膜の利点を示している。さらに金属量を増加する効果を明らかにするように、ハイブリッドグラファイトエポキシ/金属ゴルフシャフト準備し、特性を調査した。True Temper Prolaunch(商品名)(A−Flex)のドライバー用グラファイトエポキシシャフトを、スコッチブライト(登録商標)を用い、機械的に削り、平均表面粗さRa=1.7μmとし、その後、重量を変えて微細粒金属ニッケル層を被覆した。用いた製造方法および特性調査の方法は、実施例2に示す通りである。表5は、捻り剛性を、グラファイト/金属複合シャフトの金属量の関数として示している。このデータは、総重量の5%の金属被覆を含む物品の単位重量あたりの捻り剛性は、金属皮膜を含まない同じ物品の捻り剛性と比較して、少なくとも約5%改善していることを示している。ハイブリッドシャフトの相対的な金属量がさらに増加すると、相対的な金属量1パーセント当たり、約1パーセント捻り剛性が改善する比率で、さらに、捻り剛性が改善する。
【0113】
トルクおよび撓みのデータは、グラファイトエポキシ/金属複合材のシャフトの相対的な金属重量が増加することにより、顕著な性能の改善を得ることが可能なことを示している。総重量の少なくとも5%、好ましくは10%より多く、より好ましくは、20%より多くの金属被覆を有するグラファイト/金属複合材料ゴルフシャフトは、被覆していないグラファイトのシャフトの性能に対し、実質的な改善を与える。
【0114】
被覆された物品が、釣竿、ホッケーのスティック、野球のバット、ラクロスのスティック、テニスラケット、自転車のフレーム等、さらに、自動車部品、航空機部品、他の産業部品の場合でも、同様の性能の利点が得られた。
【0115】
【表5】
【0116】
・実施形態4(矢柄、グラファイト/エポキシ上のNiFe、ブラシメッキ)
長い間に、アーチェリーの矢、野球のバットおよびラクロスのスティック、ボーリングピンを含む多くの物品が、木から作られたのがアルミニウムに進化してきた。特に、例えば矢については、アルミニウム製の矢は、シーダー材の矢に比べて約20%軽いけれども、アルミニウムの矢は、繰り返し使用すると、曲がる傾向があり、軌道が一定でなくなり、精度が低下する。より最近では、カーボンファイバ/ポリビニール又はポリエステル樹脂より作られる、グラファイト複合材料の矢が存在する。グラファイト複合材料の矢は、アルミニウムより軽く、より強靭であり、硬い物体に衝突しても曲がらない。より軽量であることは、速度の上昇をもたらし、この結果、衝突したターゲットにより多い運動エネルギーを与える。従来のグラファイト複合材料の矢は、しかしながら、また多くの制限を有する。従来のグラファイト複合材料の矢は、シャフトに沿って振動する傾向があり、これにより、飛行が不正確となり、的に当たった後の侵入量が減少する。相対的に制限される「背骨重量(spine weight)」および低い剛性のために、50ポンド以上のドローウエイトの弓で用いるのは困難である。さらに、ターゲットに侵入する際に、摩擦により先端部分が、150℃〜200℃を上回る温度まで加熱される。この温度は、グラファイトファイバ/エポキシ樹脂が耐えることができる最大温度よりも、明らかに高く、グラファイトファイバ/エポキシ樹脂複合材シャフトの劣化、その性能の低下、および最後はシャフトの破壊をもたらす。
【0117】
微細粒金属材料とポリマーより作られた複合材料の性能を示すために、1/8インチの外径のグラファイト−エポキシ/ファイバグラスの矢と、3/16インチの外径のアルミニウムコアの特定のグラファイト−エポキシ/ファイバグラスの矢とを含む、30インチの弓を用いた。シャフトの性能を改善し、衝突時のダメージを減少するように、試験用のシャフトは、スコッチブライト(登録商標)により、メッキをする部分を機械的に削り、平均表面粗さRa=0.6μmをした後、先端部分の周囲を微細粒Ni−20Fe合金の外層(厚さ、4mil)により補強した。補強層は、ベースシャフトの一部分(例えば4インチ)、または、全長に亘り延在し、シャフトの耐衝撃性を高め、従って耐久性を増加する。
【0118】
平均粒径20nmの微細粒Ni−20Feを矢のシャフトに被覆するように、Sifco Selective Plating社(www.brushplating.com)により供給される、部分メッキ(セレクティブメッキ、selective plating)用ユニットを用い、米国特許出願公開公報第10/516,300号に示される、ブラシメッキの手順に従った。直流電源装置を用いた。Sifco Selective Plating社により提供される、標準的な基材洗浄および活性化手順を用いた。シャフトのメッキをする部分を切削および銀スプレー(または、噴霧、spraying)によりメタライズした後、メタライズした層に電気的な接続を与える回転体(rotator)にシャフトを取り付けることにより、シャフトの基礎部分から全長の約半分の間の外側ケーシングに微細粒Ni−20Fe層をメッキした。適切な吸収材に包まれたグラファイトの陽極ブラシを回転する矢に接触し、微細粒Ni−20Fe層(平均粒径20nm)を付着した。電解液は、ニッケルを含む300g/lの硫酸ニッケル、45g/lの塩化ニッケル、45g/lのホウ酸(H3BO3)、2g/lのサッカリン、および、3ml/lのNPA−91の改良ワット浴であった。所望のn−Ni−20Fe合金を形成するように、12g/lのFeCl2・H20、81g/lのFeSO4・7H2O、および、9g/lのクエン酸Naを改良ワット浴に加えた。標準レベラーおよび光沢剤を用いた。100mA/cm2の電流密度および60℃で直流(100%負荷サイクル)を用い、n−Ni−20Feを付着した。
【0119】
矢の総重量の5〜50%の間の微細粒Ni−20Fe皮膜を備えた試験サンプルを、準備した。シャフトは、先端チップ(または、フィールドチップ、field tip)、矢筈および適切な羽を取り付け、ドローウエイト60ポンドでコンパウンドボウを用いたテストに供した。結局、微細粒金属被覆を含む矢は、一貫して、被覆をしていない矢より優れていた。矢の総重量の少なくとも5%の微細粒金属層を備えたサンプルは、従来のグラファイトファイバ/エポキシおよびアルミニウムの矢のシャフトよりも優れた性能を示した。先端領域(2インチ〜8インチ)に0.001インチ〜0.008インチの厚さの微細粒被覆を備えた、補強した矢のシャフトは、とりわけ有益であることを示した。
【0120】
・実施例5(ポリマー銃弾ケーシング、ガラス充填ナイロン上のNiFe)
ポリマーカートリッジケースを含む、プラスチック部品を含む銃弾は知られているけれども、現在まで、満足できる安全性と一貫した弾道特性を有して、商業規模で経済的に
作られたことはない。標準の発射体(projectile)、プライマー(または、点火薬、primer)および発射火薬(propellant)を用いる、軽量のポリマーに収納した(polymer-cased)銃弾は、顕著に銃弾の重量を減少させる可能性がある。現在までに、直面した困難は、以下を含む。:
・発射体がカートリッジのケーシング内に押し込まれるまたは飛び出す可能性がある。
・湿気を吸収し、シーリングの問題が起こり得て、発射火薬を乾燥した状態に維持できない。
・チャンバー内の悪い適合は、発射の際のガス圧中の振動により発射体の精度が一貫しないという問題を生じ得る。
・銃内でのカートリッジが滞留している間(弾を装填後、発射前)に、例えば自動式銃の場合、カートリッジが200℃さらには300℃までの高温に曝される可能性があり、ポリマーが劣化し得る。
・発射後にプラスチックのケーシングが恒久変形し、または十分に弾性的に元に戻らず、取り出す際に障害を生じ得る。
・ポリマーカートリッジの一部が発射時に破損または分離し得る。
・問題が容易に発生し、用いるポリマーカートリッジの取り出しの信頼性のために金属のベースまたはインサートが必要である。
・とりわけ、ケーシングの排出の際に自動式銃で故障(jamming)が起こり得る。
・ケーシングの不十分な潤滑性により、取出しおよび排出の信頼性が確保できない。
・複雑なデザインおよび必要な製造方法のために、余分なコストを生じ得る。
【0121】
微細粒金属材料と、ポリマーとから作る複合材料の性能を決定するために、40%ガラスフィラーを含むタイプ66のポリアミドであるZytel(登録商標)で作られた5.6mm(口径0.233)銃弾のケーシングが用いられ、微細粒金属層により補強された。外径を変化させずに、0.001インチ〜0.010インチの厚さの被覆を適合するように、メッキの前に、メッキをするケースの外径を削った。平均表面粗さは、Ra=0.5μmであった。内面をメッキする場合、ケーシングの内径の調整は行わなかった。すべてのポリマーケーシングに、平均粒径20nmの微細粒Ni−20Feを被覆するのに、実施例4で示した電解液を用いた。Inco社のNi「R」丸型および電解鉄のチップを、一般的なタンクメッキ(tank plating)のセットアップにおける電極材料として用いた。ケーシングのメッキをしない部分はマスクをし、メッキを行う領域を銀スプレー(または、噴霧)によりメタライズした。ケーシングは適当なホルダーに取り付け、メッキタンクに浸漬した。100mA/cm2の電流密度および60℃で直流(100%負荷サイクル)を用い、ケーシングがタンク内で回転している間に、微細粒Ni−20Fe層を、底面から、全長の約半分の間にメッキした。ケーシングの総重量の5%〜50%の間のNi−20Fe被覆を含むテストサンプルを用意した。ケーシングは、プライマー、適切な装薬、55グレインのFMJ発射体と併せて、M−16銃の中で試験発砲した。カートリッジの性能について、装填、排出および精度をモニターした。用いたカートリッジは、機械的な一体性、分解/クラックの兆候について調査した。クラックとポリマーの分解の兆候が、しばしば、被覆のないサンプルで認められた。用いた被覆の厚さに応じて、ポリマーのクラックおよび分解が認められた。該して、被覆が最も薄い引き出し溝を基点とする、微細粒被覆でのクラックも時々認められた。結局、微細粒金属被覆を含むケーシングは一貫して、被覆をしていないケーシングより優れた性能を示した。ケーシングの総重量の少なくとも5%の微細粒金属層を有するサンプルは、従来の真鍮ケーシングと同等の性能を示した。全体として許容できる性能を示した、微細粒被覆を含むケーシングの総重量は、真鍮(ブラス)のケーシングと比較して、10〜75%減少している。金属−ポリマーハイブリッドケーシングの信頼性および性能についての利点は、ケーシングの外面を被覆しているか、内面を被覆しているか、または、両方を被覆しているかに関係なく、認められた。図2のサンプルが示す、底付近のケーシングの補強がとりわけ有益である。
【0122】
・実施例6(n−Ni被覆したABS、5〜90%NiFe)
ゴルフヘッドに用いる適切な材料は、スチレンコポリマー、コポリエステル、ポリウレタン、ポリアミド、オレフィンおよび硬質ゴム(または、加硫物、vulcanate)を含む、熱可塑性エラストーマを含む。適切な熱硬化型樹脂は、エポキシド、ポリイミドおよびポリエステル樹脂を含む。この実験においては、メッキ可能なABSより作られた厚さ1mmのフェイスプレートを硫酸/塩酸溶液を用いて化学的にエッチングした。平均表面粗さは、Ra=0.45μmであった。化学的な銀スプレーを用いて、メタライジングした後、通常のタンク電解メッキのセル装置を用い、実施例2に示すワット浴により、厚さ0.4mmの微細粒ニッケルを試験片の1面にメッキした。ニッケル層表面は、最後に1μmのダイヤモンドペーストを用いて、鏡面仕上げに研磨した。実施例2で示した、通常の粗大粒ニッケルの厚さ0.4mmの層を含むサンプルを準備した。2つのサンプルを、水平プレートに適切に取り付け、高さ60cmからサンプルに、鋼のボール(直径3mm)を落下した。従来のニッケル層では跳ね返った高さは、2.9mmであり、一方、微細粒ニッケルサンプルでの跳ね返った高さは、28.8mmであった。微細粒Niサンプルでは、跳ね返った高さは約10倍改善し、予想通りに弾性が10倍改善する(表6)。
【0123】
【表6】
【0124】
・実施例7(ポリウレタン上のn−Co−TiO2金属マトリックス複合材料)
電解質コバルトピースよりなる可溶性陽極と、Dynatronix(Dynanet PDPR 20−30−100)パルス電源装置とを用い、コバルト用の改良ワット浴より、平均被覆厚さ0.12mmのナノ結晶Co−TiO2ナノ複合材料を多くのポリウレタンゴルフヘッドフェイスプレート上に付着した。用いた電解液は、300g/lの硫酸コバルト、45g/lの塩化コバルト、45g/lのホウ酸、2g/lのサッカリン、および、4ml/lのNPA−91を含んだ。ワット浴中の懸濁剤は、0〜12g/lのNiklad(登録商標)粒子分散剤(MacDermid社)を助剤として含む0〜500g/lのチタニア粒子であった。電解めっき条件および用いた金属層の特性を表7に示す。無電解メッキの前に、ポリウレタン基材の表面は、スコッチブライト(登録商標)を用いて、平均表面粗さRa=1.5μmまで機械的に削り、その後、市販の銀スプレーによりメタライズした。
【0125】
一連の被覆したサンプルは、50g/l〜500g/lの範囲のTiO2粒子(粒子径<1μm)を添加した改良ワット浴を用いて作った。表8は。付着物の特性を示す。
【0126】
【表7】
【0127】
【表8】
【0128】
・実施例8(ブラシメッキしたn−NiPフェイスプレート、HT処理し接着剤により接着したラミネート)
米国特許出願公開第10/516,300号公報(=国際公開公報WO2004/001100)に示されるNi用の改良ワット浴に浸漬した、研磨したTiカソード上に、10cmX10cmの広さ、50μmの厚さのナノ結晶Ni−0.6Pフォイル(平均粒径:13nm、780VHN)を付着した。チタンワイヤーのかごの入れたNiボールの可溶性陽極を用いた。以下のメッキ条件により実施した。
【0129】
平均電流密度:150mA/cm2
負荷サイクル:100%
付着速度:0.075mm/時間
電解液温度:65℃
電解液循環速度:1分間および1cm2あたり0.15リットル
【0130】
用いた電解液は、137g/lの硫酸ニッケル、36g/lの炭酸ニッケル、4g/lのリン酸および2g/lのサッカリンを含んでいた。電解メッキ条件および用いた金属層の特性を表9に示す。微細粒Ni−0.6Pフォイルは、その後、上述した熱処理を行い、析出硬化により機械的特性が、さらに、向上した。
【0131】
ラミネート部分は、エポキシ樹脂接着剤(3M(登録商標)Scotch−Weld(登録商標)エポキシ接着剤1838B/A、www.3m.com)を用い、400℃で熱処理した、10個のNi−0.6P熱処理フォイルサンプルを重ねて、接着した。図3は、ラミネートの断面を示す。ラミネートを、ゴルフクラブのヘッドのフェイスプレートのインサートとして用いる大きさに切断した。
【0132】
【表9】
【0133】
別の態様では、微細粒金属、および、金属合金フォイルは、例えばリール・トゥ・リール(または、オープンリール、reel to reel)システムを用いて、CVDまたはPVDにより準備することが可能である。同様に、米国特許第5,302,414号公報に記載されているコールドスプレー法は、例えば微細粒金属および金属合金層を準備するのに用いることが可能である。
【0134】
・実施例9(グラファイト/エポキシ樹脂マウンテンバイクフレームチューブ上のn−NiFeテープ)
ドラムメッキ装置(drumplater)を用いて、米国特許出願公開第10/516,300号公報(=国際公開公報WO2004/001100)および実施例8に示されるにニッケル用改良ワット浴に部分的に浸漬した回転するTiドラムに、ナノ結晶Ni−25Fe合金のフォイルを付着した。幅15cm、厚さ100μmのナノ結晶フォイルは、60℃で100%負荷サイクルおよび150mA/cm2の電流密度を用い、Niボールで満たされたチタンワイヤーのかごよりなる可溶性アノードを用い、ドラム上に陰極として(cathodically)電鋳した。陽極領域の電解液の循環速度は、0.15リットル/分/cm2に維持した。電解液は、PH2.5で、260g/lのNiSO4・7H2O、45g/lのNiCl2・6H2O、45g/lのH3BO3、46g/lのクエン酸ナトリウム、2g/lのサッカリン、2.2ml/lNPA−91を含んでいた。ワット浴中の鉄濃度は、PH2.2で、81g/lのFeSO4・7H2O、11g/lのFeCl2・4H2O、13g/lのH3BO3、9g/lのクエン酸ナトリウム、4g/lのH2SO4、0.5g/lのサッカリンを含む鉄溶液を追加速度0.3l/hrで連続的に追加することにより、維持した。
【0135】
粘着性(または、接着剤の不要な、self-adhesive)の微細粒金属テープは、市販粘着剤(または、感圧接着剤、pressure sensitive adhesive)(Dow Corning(登録商標)PSA−7355)を1面に塗布することにより準備した。その後、この粘着テープは、矯正および細長くされ、1インチ幅の帯状となった。グラファイト/エポキシ樹脂のマウンテンバイクのフレームをスコッチブライト(登録商標)により削り、表面粗さRa=0.75μmにした後、テープをこのフレームの外周にスパイラル状に巻いて、図4に示すようにテープをフレームに恒久的に接着し、剛性、表面硬度、耐衝撃性を改善した。
【0136】
・実施例10(グリルガード、または、自動車部品)
図5に示す、ブローモールドした厚さ6mmのPC/ABSトラック用グリルガードは、この自動車用途の撓みおよび振動の要求、すなわち250ポンドの力を与えて1インチ未満の撓みおよび第1固有振動数が30Hzより大きいを満たさなかった。解析の結果、プラスチックの厚さの増加による硬化でこの部品を硬化するのに必要な厚さは、用いたブローモールディング方法の限界を超えていた。剛性の要求を満たすように、バックプレートにねじ止めした、鋼で形成したブラケットを用いることが可能であったが、しかし、グリルガードのコストと重量が増加した。被覆する表面を削り、表面平均粗さRa=0.6μmとした後、厚さ0.001インチ(0.025μm)の軽量な、微細粒Ni−20Fe被覆(コーティング)を被覆し部品を補強する。ポリマー部品への、微細粒金属の付加は、実質的に部品の強度を増加し、必要な撓み、および、周波数性能を満たした。微細粒Ni−Fe被覆は、部品に153グラムの重量を増やしたのみであり、部品を目標の重量50ポンド未満に維持した。図6は、クロスビームに250ポンド負荷した際の、微細粒金属被覆を含むグリルガードの撓みを示す。許容できる最大撓みは1インチ(25mm)であり、この部品に生じた撓みは図示するように24.6mmであった。同様に、固有振動について、微細粒金属被覆を含むグリルガードは、30.3Hzの周波数を示し、これは目標の周波数が30Hzより大きいことを満足している。
【0137】
表10に示すように、他の金属被覆も、ヤング率が同様なことから、同じ剛性を与えるであろうけれども、他の金属被覆は、被覆に生ずる高い応力(10℃で250MPaが全ての温度範囲で1500MPaとなる)に耐えることができないであろう。250MPaの荷重を付与している場合に、また、高応力が発生し、900MPaまでの応力が被覆に生じる。表11は、設計の反復の結果をまとめたものであり、n−Ni−20Fe被覆を備えた設計のみが全ての性能の基準を満足した。
【0138】
【表10】
【0139】
【表11】
【0140】
・実施例11(n−NiFe被覆したABS)
ナノ構造の材料により補強されたポリマー樹脂の利点を示すように、市販のステンレス鋼自動車用ランニングボードを調達した。標準の外径3.5インチのメッキ用のPC/ABSチューブを得て、鋼のランニングボードと同様の剛性を有する構造シェルを実現した。適切な活性化の後(最初、基材表面はスコッチブライト(登録商標)で粗面化し、被覆の密着性を向上した)、それぞれのチューブは、銀スプレーによりメタライズし、その後、Cuの予備メッキにより、後の微細粒材料の電着に十分な導電性を与えた。外面全体を、実施例5に示すように、Ni−20F層(平均粒径20nm)で厚さ0.009インチまで被覆した。削る媒体を変えることにより、それに応じて、平均表面粗さは、Ra=0.5μm〜Ra=15μmの間で変化した。微細粒コーティング(被覆)を被覆した後、表面粗さは、電着した層の平坦化効果(leveling effect)のために、元の値の2分の1から3分の2に減少した。元の金属ランニングボードおよびナノコートしたPC/ABSランニングボードの断面を図7に示す。
【0141】
表12は、0.009インチのn−Ni−Fe被覆(平均粒径20nm)を備えた直径3.5インチのPC/ABSチューブが、ポリマー部品の剛性を向上し、鋼部品とほぼ同等となり、さらに43%重量を削減することを示している。
【0142】
【表12】
【0143】
被覆の密着性は、メッキ前の基材の表面粗さの増加とともに、顕著に改善することが認められたけれども、ナノ構造被覆は、標準的な剥離試験をパスした。特に、基材の表面粗さが、Ra=0.25μm〜Ra=5.0μmの範囲は、外観を犠牲にすることなく、とりわけ有益であることが認められた。この結果は、ハイブリッドナノ構造金属/ポリマーランニングボードが、例えば鋼のランニングボードと比較して40〜50%重量を減少させて、かつ、適切な耐久性と性能を備えていることを示していた。
【0144】
同様の性能の利点は、カーボン/エポキシ、TPO、ポリアミド、ポリプロピレンおよび木を含む、基材を同じアプローチを用いて被覆した場合に得られる。
【0145】
・変形物
前述した本発明の詳細は、特定の実施可能な好ましい実施形態を示している。本発明はこれらに限定されることを意図したものではなく、これらの変形物および変更は当業者にとって明確であることから、これらの変形物および変更は、本発明の精神、および、本発明の技術的範囲に属する。
【図面の簡単な説明】
【0146】
【図1】図1は、グラファイト/エポキシ複合ゴルフシャフトに塗布したn−Ni被覆の断面写真である。
【図2】図2は、微細粒Ni−20Feにより補強している、発砲後のポリマー銃弾ケーシング(0.233口径)の写真である。
【図3】図3は、ラミネートした厚い(>5mm)アセンブリを形成するために製造した厚さ5mmのn−Ni−P/エポキシラミネートの写真である。
【図4】図4は、チューブ状の自動車部品を被覆するn−Ni−10Fe接着テープの写真である。
【図5】図5は、超微細金属被覆を含み、剛性が向上したトラック用プラスチックグリルガード(0.001インチのn−Ni−20Fe被覆を有する6mmのプラスチック)を示す。
【図6】図6は、クロスビームに250lbの負荷を与えた、微細粒金属被覆を含むプラスチックグリルガードの撓みを示す(目標撓み:<25mm、結果24.6mm)。
【図7】図7は、ナノコートしたPC/ABS(左)とステンレス鋼(右)の自動車用ランニングボード部品の断面を示す。
【技術分野】
【0001】
2004年12月17日出願の米国の一部継続出願第11/013,456号に対応する。
【0002】
本発明は、構造シェル(structural shell)を実現するように、高い比強度、靱性および弾性(>0.25MPa)を有する、厚い(>25μm)、微細粒(平均粒径(粒サイズ)2nmから5000nm)の金属、金属合金または金属マトリックス複合材料のポリマー基材への被覆に関する。本発明にかかる物品は、ポリマーまたは複合基材に高強度構造シェルを使用し、大幅な軽量化が可能な多様な用途での使用を見出せる。用途は、自動車用部材、航空部品、防衛部品、消費財、医療用部品およびスポーツ用品を含む。適当な工業部品には、とりわけ、例えば、スキーポールおよびハイキングポール(hiking pole)、釣竿、ゴルフシャフト、ホッケースティック、ラクロススティック、野球およびソフトボールのバット、自転車のフレーム、スノーボードに用いるチューブまたはシャフトと、ゴルフクラブのヘッドフェイスプレートのようなプレートと、スポーツラケット(テニス、ラケットボール、スカッシュ等)、ゴルフクラブのヘッド、自動車のグリルガード、ブレーキ、クラッチもしくはアクセルペダル、燃料レール(fuel rail)、ランニングボード(または、踏板、running board)、スポイラー、マフラーチップ、ホイール、自動車フレーム(vehicle frame)、構造ブラケット(structural bracket)等の複雑な形状体とを含む。部品は、少なくとも部分的に前記微細粒金属材料により被覆されている。
【0003】
本発明は、また、円筒、円錐、またはテーパーの付いたシャフトのような適切な基材に直接、金属微細粒材料を付着(または、堆積、deposit)することに関する。他の態様では、微細粒金属のプレート、または、フォイルを形成でき、そして、接着剤を用いて適切な基材(または、基板、substrate)に被覆することができ、高い剛性率、高い反発係数、および、高いねじり剛性が要求される、強く、延性があり、軽量な部材を作る。
【背景技術】
【0004】
多くの用途で、物品について、強く、耐摩耗性を有し、軽量であり、そして、高い比強度と、高い衝撃靱性と、高い曲げ剛性とを示し、かつ、簡便に、および、コスト効率良く製造できることを求めている。
【0005】
2.金属被覆工程
スポーツ用品、自動車部品等の各種の物品の表面に金属被覆を被覆する、電解メッキ、非電解メッキおよび粉末コーティング法を含む多くの金属付着(または、被覆、deposition)技術が知られている。
【0006】
2.1.無電解被覆
無電解被覆工程(コーティング)は、特にNi、CuおよびAuで商業的に用いられている。無電解被覆の付着速度は低く、通常、0.25mil/hr(6.35μm/時間)〜0.5mil/hr(12.7μm/時間)であり、非晶質の微細構造を生じる。無電解メッキ方法による一般的な被覆の厚さの値は、1mil(25μm)より遥かに小さく、主に、見た目を向上または引っ掻き抵抗性(scratch resistance)もしくは耐食性を改善するのに用いる。Leibowitzによる米国特許第3,597,266号公報(1971年)には、よく知られた無電解ニッケルメッキ法が開示されている。
【0007】
2.2.従来の電解メッキ
従来の粗大粒径の金属被覆を、一般的に1mil/hr(25μm/時間)より早い付着速度で基材に付着する多くの電解メッキ方法が知られており、Cu、Co、Ni、Cr、Sn、Znを含む多くの化学物質のための多くの電解メッキ法が商業的に利用可能である。電気メッキ(または、ガルバニックコーティング、galvanic coating)の場合、被覆が約5〜10μmの厚さになると、大きく表面に凹凸を生じる(textured)、および、異方性を有し、一般的に粒(結晶粒)の幅が数μmで粒の長さが数10μmである細長い円柱状の粒(結晶粒)が主となるように成長する傾向がある。従来の電解メッキ法により被覆した薄いコーティング(被覆)は、通常、10μm以上(≧10μm)の平均粒径(粒寸法)を示し、被覆された物品全体の機械的特性を顕著に向上することはなく、従って構造
シェルを備えない。
【0008】
Donavanによる米国特許第6,468,672号公報(2002年)は、最初にプラスチックの基材に電気伝導性の被覆を付着し、次いで平坦度の高い半光沢ニッケル電解メッキ層を電着(electrodepositing)し、さらに光沢ニッケル電解メッキ層を電着し、最後にクロム層を電着すことにより、プラスチック基材に、優れた耐食性と熱サイクル特性とを有する装飾性のクロムメッキを形成する方法を開示する。
【0009】
2.3:微細粒電解メッキ
平均粒径を相当程度小さくすると、金属材料の特定の物理的、化学的または機械的特性が大きく向上することが、近年、知られている。例えば、ニッケルの場合、最大抗張力が400MPa(粒径が5μmより大きい、従来の場合)から1000MPa(100nmの粒径)、最終的には、2000MPaより高く(10nmの粒径)まで増加する。同様に、ニッケルの硬度が、140VHN(粒径が5μmより大きい、従来の場合)から、300VHN(100nmの粒径)および650VHN(10nmの粒径)に増加する。以下を含む既知の技術において、電解メッキした微細粒金属材料の耐久性および各種性能特性の改善が知られている。
【0010】
本願出願人に譲渡されているErbによる米国特許第5,352,266号(1994年)および米国特許第5,433,797号(1995年)の公報は、ナノ結晶(nanocrystalline)金属材料、とりわけ、パルス電着と水性電解質電池(aqueous electrolytic cell)とを用いた、平均粒径が100nm未満のニッケルナノ結晶を開示している。この発明の製品は、耐摩耗性被覆と磁性材料とを含む。
【0011】
また本願出願人に譲渡されている、Palumboによる独国特許第10,288,323号の公報(2005年)(国際公開WO 2004/001100 A1に対応)は、ナノ結晶の金属、金属合金または金属マトリクス複合材料の被覆または独立した付着物(freestanding deposit)を形成する方法を開示している。この方法は、タンク、ドラムまたは部分メッキ(セレクティブメッキ)方法を用いる。新しいナノ結晶金属マトリクス複合材料および微小部材(または、マイクロコンポーネント、micro-component)も開示している。
【0012】
2.4:他の態様の微細粒被覆法
多くの特許公報が、金属被覆の準備のための低温粉末スプレー法を開示している。
【0013】
Alkhimovによる米国特許第5,302,414号公報(1991年)は、金属もしくは合金パウダー、ポリマーパウダー、またはこれらの混合物をガスの流れの中に導入することにより、物品に被覆するコールドガスダイナミックスプレー法を示している。ガスと粒子(平均粒径:1〜50ミクロン)は、パウダー材料が溶融する温度より十分に低い温度で、超音速ジェット(速度:300〜1200m/秒)を形成する。ジェットは、金属、合金または、誘電体よりなる物品に直接向けられ、これにより、物品を粒子(particle)により被覆する。
【0014】
Tapphornによる米国特許第6,915,964号公報(2005年)は、固体析出(solid-state deposition)、および、パウダー粒子の凝集(consolidation)により、被覆を形成する方法を示す。粒子を含む、亜音速、または、音速のガスジェットが物体の表面に向けられる。高速衝撃と熱塑性変形とにより、パウダー粒子は、基材と強固に結合し、また、互いに密着して結合して金属結合により凝集した材料を形成する。パウダー粒子、および、必要に応じ、物体の表面は、降伏強度が低下し、高速衝撃を受けた際に低い流動応力レベルで塑性変形できる温度まで加熱される。パウダー粒子の溶融は起こらない。
【0015】
3:ポリマーの基材
適切な恒久ポリマー基材は、例えば、金属、金属合金、ガラス、セラミックス、ならびにグラファイト、グラファイトファイバおよびカーボンナノチューブよりなる群から選択されるカーボンベース材料により、必要に応じ充填または補強され得る、ポリマー材料を含む。強度およびコストのために、充填ポリマーは非常に望ましい、プラスチック基材材料である。本明細書では、用語「充填(filled)」は、タルク、ケイ酸カルシウム、アルミナ、酸化チタン、フェライト、および、多くの供給源より市販されている、重量比で最大約40パーセントのフィラーを含む混合シリケートのような粉末状(すなわち、0.2〜20ミクロン)の鉱物(mineral)フィラーを含むポリマー樹脂を意味する。例えば、非導電性、または、導電性が悪い基材に電解メッキによりコーティングを被覆する場合のように、必要であれば、基材ポリマーの表面をメタライズ(または、金属化、metallize)し、ポリマー基材の表面をメッキのために十分な導電状態にすることが可能である。この場合、微細粒被覆層は、常に、実質的にメタライズ層よりも厚い。
【0016】
Poppeによる米国特許第3,655,433号公報(1972年)は、ポリマー中に1〜25重量パーセントの金属レジネート(または、金属樹脂酸塩、metal resinate)含むことにより、金属のプラスチックへの付着力が向上する、とりわけ、電解メッキに適した非導電性プラスチック基材を開示する。ポリエチレン、ポロピロピレン、プロピレン−エチレンコポリマーのような結晶ポリオレフィンが、カルシウムレジネート、亜鉛レジネート、アルミニウムレジネート、ナトリウムレジネート、カリウムレジネートまたはアンモニウムレジネートにより改変されて、金属とこれらとの付着力を改善する。
【0017】
Dingによる米国特許第6,509,107号公報(2003年)は、金属をメッキするのに優れ、いろいろなモールディング方法により容易に物品に加工できるポリオレフィンの組成を開示している。この発明のブレンドは、好ましくは、ポリオレフィンのホモポリマーまたはコポリマーと、アクリロニトリル-ブタジエン-スチレンと、少なくとも1つのスチレンモノオレフィンコポリマーおよび少なくとも1つのスチレンジオレフィンコポリマーのブレンドとを含む。これらのブレンドは、優れたメッキ性と、向上した剛性、靱性および寸法安定性を含む卓越した物理特性を有する。
【0018】
4:メタライズしたポリマー基材
低コストおよびいろいろな手段により加工および成形が容易なことから、昨今、プラスチック材料は、しばしば、自動車産業および他の分野において、装飾部品に用いられる。プラスチック材料は、電解メッキが可能で、審美的な仕上げを行えることが、当該技術分野では広く知られている。銅、ニッケルおよびクロムを連続的に電解メッキした層を含む装飾的なクロムメッキは、最適な方法である。電着物は、例え腐食環境下および屋外で使用されるような熱サイクルを受ける場合でも、延在するプラスチック基材に十分密着する必要がある。この既知の技術は、基材の表面を調整し、電解メッキに適した状態にするように、プラスチックをメタライズして、電着物が適切にプラスチック(基材)に接着し、耐久性および密着性のある電着物が得られる、多くの方法を示している。
【0019】
Liuによる米国特許第4,604,168号公報(1986年)は、成形した鉱物充填ナイロンの表面を準備し、密着性のある電解金属コーティングを得る、以下の工程を含む方法が示されている。表面をプラズマグロー放電に暴露する工程と、プラズマ処理した表面に、クロム、または、チタンのフィルムを真空蒸着(vacuum depositing)する工程と、クロムまたはチタンのフィルムにニッケルを真空蒸着し、これらが酸化するのを防止する工程と、ニッケルフィルムに銅フィルムを真空蒸着する工程。
【0020】
Stevensonによる米国特許第4,552,626号公報(1985年)は、ナイロン−6のような、熱可塑性樹脂を充填した金属をメッキする方法を示している。メッキをする充填樹脂の表面を、洗浄し、親水性を持たせ、好ましくは、適切な溶媒または酸により脱脂する。その後、無電解メッキを行い、導電性金属を付着し、次に、電解メッキにより、少なくとも1つの金属層を被覆し、所望の耐摩耗性、および/または装飾的な金属表面を得る。
【0021】
Conrodによる米国特許第5,376,248号公報(1994年)は、プラスチック基材が、事前の無電解メッキを必要とせずに、電解メッキできるダイレクトメタライゼーション(direct metallization)方法を示す。この方法は、特別に処方した、ポストアクチベーターコンポジション(post activator composition)を高温で用い、不均化反応を起こすCu2+のような金属を効果的な量含有するアルカリ溶液により活性化した表面を処理する。
【0022】
Joshiによる米国特許第6,645,557号公報(2003年)は、非導電性表面に錫塩(stannous salt)の水溶液、または、混合物を接触し、感光面を形成する工程と、感光面に、pHが約5〜約10の範囲にある、銀塩を含む水溶液、または、混合物を接触し、触媒面を形成する工程と、触媒面に無電解メッキ液を被覆することにより、触媒面を無電解メッキする工程とにより、非導電性面に金属導電層を形成する方法を示している。
【0023】
5:金属メッキをした物品
[スポーツ用品]
プラスチックと複合材料よりなる金属コートした基材を含む物品が、従来より知られている。軽量なスポーツ用品、自動車部品、工業用部材のような多くの物品は、破損により故障し易い傾向がある。例えば、釣竿の先端の故障および破損は、生産者にとって、釣竿の返品補償(warranty return)の主たる要因となっている。ゴルフクラブは、地面に近接近(close proximity)して振られることから、ゴルフクラブのヘッドが、かなりの力で地面を叩き、大きな力または回転力が、シャフトの最も細い部分、すなわちクラブヘッドと繋がっている先端に加わることは珍しいことではない。この衝撃は、シャフトの先端の破損が生ずる部分、または、クラブヘッドに緊密に近接した部分の複合材を破壊し得る。
【0024】
Snadmanによる米国特許第5,538,769号公報(1969年)は、釣竿またはゴルフシャフトに適した、補強した先端を有する、グラファイト複合材料のシャフトを開示している。このシャフトは、少なくとも部分的に、1以上の層(ply)のグラファイト複合材料よりなる、ベースシャフトを含む。これらのシャフトは、通常、衝撃損傷を受け易い、比較的細長い先端を有している。補強層が、ベースシャフトの全長の一部分のみに延在し、先端部で生じる衝撃に、シャフトがより耐えるようにすることを意図しており、これにより、シャフトを組み入れた、釣竿またはゴルフクラブの特性が低下することなく、シャフトの耐久性が向上する。補強層は、適切な補強テープをシャフトの外側に巻き付けることにより取り付ける。
【0025】
Gallowayによる米国特許第6,692,237号公報(2004年)は、炭素/エポキシのような、複合材料よりなる改良されたゴルフクラブと、シャフト本体の少なくとも一部分の周囲に、スパイラル状に巻き付いている金属箔(フォイル)を開示する。金属箔は、シャフトの捻り剛性を向上し、また、シャフトの曲げ剛性を改善し、これにより、ゴルフクラブの第1および第2周波数を所望の範囲に維持できる。
【0026】
本願の出願人に譲渡されている、Palumboによる米国特許出願第11/013,453号の公報(2004年)は、例えば、ゴルフクラブのシャフト、スキーおよびハイキングポール、釣竿もしくは自転車フレームに用いられる、シャフト、またはチューブ、スケートブレード、ならびに、スノーボードを含む、自動車用、航空機用、製造業用および防衛産業用の少なくとも部分的に特定の金属材料の微細粒層を電解メッキした物品を開示している。複雑な形状を有する被覆した部品も示されている。別の態様では、円錐状または円筒状のゴルフクラブシャフト、ハイキングポールのシャフトまたは釣竿の部分、板またはフォイル等のような物品を、適切なマンドレルまたは仮の基材の上で、高い反発係数と高い剛性を示し、強く、延性があり、軽量の部材が得られる微細粒金属材料を電解メッキすることが可能である。
【0027】
Yanagiokaによる米国特許第4,188,032号公報(1980年)は、実質的に外面全体にわたり、耐摩耗被覆を備えることを目的に、ニッケルとニッケル基合金とからなる群より選択される金属メッキを有する、繊維補強材料よりなる、ニッケルメッキしたゴルフクラブのシャフトを開示している。
【0028】
Chappelによる米国特許第6,346,052号公報(2002年)は、マルチレイヤー(または、多層構造)を備えた、ゴルフのアイアンクラブを開示している。そのゴルフクラブのヘッドは、柔らかいニッケル合金のコアと、硬いクロム被覆とを含む。このゴルフクラブのヘッドを製造するのに用いた方法は、柔らかいニッケル合金コアを鋳造し、コアに硬いクロム被覆を電気メッキする、インベストメント鋳造(または、焼き流し鋳造、investment casting)を含む。従来のゴルフクラブに用いる装飾的なクロムメッキ(約35から約45のロックウェルC硬さ、通常0.05〜0.2mil(千分の1インチ)の厚さ)と異なり、この発明で用いるクロム外側層は、0.8mil〜約1mil(20μm〜25μm)の厚さであり、従来のクラブの従来の装飾的なクロム被覆よりも少なくとも4倍厚い。実施した硬質クロムメッキは、ゴルフボールが当たった時の比較的柔らかいニッケル合金コアの感触の特徴を犠牲にすることなく、耐久性を与える。
【0029】
Heinrichによる米国特許第6,679,788号公報(2004年)は、打撃面(または、フェイス、striking face)の少なくとも一部が、遷移金属の合金と、平均の溶射粒子の速度が500m/秒よりも大きい溶射法による、硬さが1520VHNより大きい半金属とを被覆した、ゴルフクラブのヘッドを開示している。
【0030】
ゴルフクラブのヘッドおよびフェイスプレートは、主に金属よりなるが、ポリマー材料を用いることが可能である。これに関連して、金属のゴルフクラブヘッドのフェイスの凹部に内部のグラファイト−エポキシ樹脂複合材料のインサートを鋳造する方法を開示するPondによる米国特許第5,524,331号公報(1996年)を参照する。このアプローチの目的は、重り(weight)を中心から遠くへ移動し、内部のモーメントを増加することである。
【0031】
Schmidtによる米国特許第5,485,997号公報(1996年)は、フェイスプレートインサートがエラストーマのような非金属材料からなり、スィートスポットが広がり、周辺重量配分(peripheral weighting)を改善したゴルフパターのヘッドを開示している。
【0032】
Staufferによる米国特許第3,949,988号公報(1976年)、Matsuokaによる特開2000−061005号公報(1998年)および特開平9−285569号公報(1996年)を含む、多くの刊行物が、内面もしくは外面、またはハンドルおよびフレームの壁の内部の構造ストラップもしくはプレート(structural strap or plate)により、補強または強化したスポーツラケットを示している。
【0033】
Reedによる米国特許第5,655,981号公報(1997年)は、弾性があり、また、靱性のあるポリマー材料の第1層と、アルミニウム、銅、金および銀を含む金属を含む第2層と、透明で、弾性を有し、靱性のある材料を含む第3層とによる非金属被覆を含むホッケーのスティックのシャフトを示している。気相真空蒸着法により基材に薄い金属層を被覆する。ベース層、金属層および最上層の全体で厚さは3mil未満である。薄い金属層(最大厚さ0.01mil(0.25μm))の唯一の目的は、外観を向上することである。
【0034】
[ポリマーの銃弾ケーシング]
Burgessによる米国特許第3,749,021号公報(1973年)は、金属メッキをしたプラスチックの銃弾カートリッジケーシングを開示している。ニッケルまたはクロムの、好ましくは、0.05〜0.1milの厚さの金属フィルムをカートリッジのプラスチックケースにメッキし、カートリッジケースの強度、耐摩耗性(abrasion resistance)、耐火性ならびに潤滑性を向上させる。プラスチックケーシングは、充填されたまたは繊維で補強されたプラスチックを含んでもよい。メッキをした金属表面の厚さは、好ましくは、5〜7milであり、また、補強をしていないプラスチックのケーシングと一緒に用いて、プラスチックケーシングの選択した領域の強度を増加させてもよい。
【0035】
Husseiniによる米国特許第6,845,716号公報(2005年)は、少なくとも部分的に銃弾をかたどる、成形したプラスチックカートリッジのケーシングを開示している。E.I. Dupont De Nemour社から市販され、612Nylonを変形して弾性応答性を高めたZYTEL(登録商標)樹脂は、カートリッジのケーシングに、とりわけ適した材料である。ベース(または、基材)は、真鍮ベースのような金属ベース、プラスチック材料ベース、セラミックスベース、複合材料ベース、または、これらの組み合わせてもよい。
【0036】
[自動車用物品]
プラスチック、および外観および防蝕のために、必要に応じ、金属を被覆した複合材料より作られる、多くの自動車用物品が従来から知られている。プロントエンドグリル、または、ホイールカバーのような、自動車の外装部品は、概して、より厚い金属層を含み、自動車の内層部品や、家庭向け装飾部品よりも、より厳しい腐食環境に耐えるように構成されている。
【0037】
Wangによる米国特許第6,010,196号公報(2000年)は、好ましくは、従来のメッキをしていない自動車用ホイールのプラスチック基材により構成される、薄いクロムメッキをしたホイールカバーにより形成される、シミュレートしたクロムメッキ自動車ホイールを示している。ホイールカバーは、自動車用ホイールの輪郭と表面パターンと同じ、輪郭と表面パターンを有し、これにより、肉厚のクロム(solid chrome)をメッキしたような外観を与える。
【0038】
Vander Togtinによる米国特許第4,999,227号公報(1991年)は、メッキ可能なグレードのABSプラスチック(樹脂)をインジェクションモールドしたシェルを含む自動車用バンパーを開示する。プラスチックのシェルは、金属クロムをメッキし、そして、エチレンアイオノマーの注入により裏込め(backfill)する。この複合構造は、魅力的な外観を有し、軽量で、製作が容易で、かつ、自動車の耐衝撃部材として用いるのに必要な構造的完全性(structural integrity)を有する。
【0039】
Luchによる米国特許第4,429,020号公報(1984年)は、例えば、ノブ、ナット、飾り若しくは装飾品(trimming or ornament)、およびグリル、ヘッドランプのベゼル(besel)と周辺部、ホイールカバー、飾り、ハブ等を含む自動車部品のような、銀色の金属表面を有する金属−ポリマー複合物品を開示している。ポリビニール、ポリオレフィン、ポリスチレン、エラストーマ、ポリエステルを含む、直接電解メッキ可能な適切なポリマー材料は、カーボンブラックと硫黄とを含有する。ポリマーの表面は、錫とVIII属金属との合金をメッキする。耐久性と密着性のあるNi層をプラスチックの基材と表面のメッキの間に配置する。
【0040】
Andersonによる米国特許第4,671,552号公報(1987年)は、ピックアップトラック、バンおよび4輪駆動自動車のような軽量トラックタイプ(light truck type)の自動車に用いる、ABSのような硬質プラスチックのプレートと、Alまたは鉄のチューブよりなる改良したグリルガードであって、比較できる鉄のユニットよりも実質的に軽く(おそらく3分の1の重量)、実質的に安く(おそらく3分の1のコスト)、さらに、対応するメッキした鉄のグリルガードと同等の外観を備えた、グリルガードを示している。このグリルガードは、補強されてもよいエンドプレート(end plate)を含む。
【0041】
Buckleyによる米国特許第6,802,232号公報(2004年)は、ゴルフカート(golf vehicles)およびユーティリティービークル(utility vehicle )に用いる、成形したプラスチックよりなる、プレーキベダルとアクセルペダルとを示している。ペダルアームのアッセンブリは、インジェクションモールドし、アームとペダル部材とを一体で成型する。ペダルアームアッセンブリは、構造の剛性を改善するために、ペダルアームアッセンブリ内部に封入する内部補強部材を含んでもよい。
【0042】
Smithによる米国特許出願公開第10/700,887号公報(2003年)は、クラスAの自動車仕上げを有する、熱可塑性樹脂で成形された上部と、補強リブを有し、ブラケットが取り付けてある下部とからなる、乗用車または軽量トラック用のステップを開示している。上部は、クラスAの自動車仕上げを有する塗膜(paint film)と、熱可塑性ポリオレフィン(TPO)の薄い層と、ポリプロピレンの厚い層とからなる3つの層を含む。下部は、均一であり、TPO、ポリプロピレンまたは高密度ポリエチレン(HDPE)のようなプラスチックでもよく、このプラスチックは、さらに、短く切った、ランダムな方向を向いた、ガラス補強ファイバを有してもよい。2つの部分は、自己接着(autogenous bonding)により周辺部が互いに締め付け合う。
【発明の開示】
【発明が解決しようとする課題】
【0043】
本発明の目的は、ポリマー基材の上に、微細粒構造の金属層を有する、スポーツ用品、自動車、航空機および工業部材に用いる、強くて軽い物品を提供することである。例えば、適切な、金属蒸着法または糊付けを含む、別の接着手段により、高強度の金属、金属合金または金属マトリクス複合材料の微細粒の層をポリマー基材に被覆して、全体の強度重量比を向上し、減衰特性を改善し、および/または、高い硬度、高い復元力(弾性)、高い降伏強度、高い耐引っ掻き性、高い耐摩耗性および魅力的な外観を有する内面または外面を備える。
【0044】
本発明の目的は、物品を強くし、耐摩耗性(wear and abrasion resistant)を高め、軽量にするために、微細粒金属材料を提供することである。電着、物理気相成長法(PVD)、化学気相成長法(CVD)、ガス凝縮およびコールドスプレー法により、微細金属材料を合成することである。
【0045】
本発明の目的は、微細粒金属被覆を、例えば、グラファイトファイバ/エポキシ樹脂複合材料、ポリアミド、ガラス充填ポリアミド、ポリエステル、ポリタラミド(polythalamide)、ポリプロピレン、ポリカーボネート、ポリテトラフルオロエチレン(PTFE)、ポリビニルクロライド(PVC)またはアクリロニトリル−ブタジエン−スチレン(ABS)のような、充填または非充填ポリマーよりなる物品の表面の少なくとも一部分に皮膜することである。必要に応じ、ポリマー基材の表面は、化学的還元(無電解メッキ、または、化学還元スプレー)、溶射、化学蒸着、物理蒸着、またはこれらのうち2以上を含む、様々な適切な工程により、例えば、銀、ニッケル、銅等、もしくは、これら金属の2以上に組み合わせの薄い層を表面に被覆することにより、ポリマー基材の表面を導電性にすることが可能である。他の態様では、例えば、導電性塗装、導電性エポキシまたはポリマーの(polymeric)接着材料のような中間導電層は、導電性粒子を内部に含んだ高分子材料を含む。導電性粒子は、Ag、NiもしくはCuまたはグラファイトもしくは他の導電性炭素、またはこれらの2以上の組み合わせよりなる、またはそのようなものを含む。
【0046】
本発明の目的は、ポリマーの基材の表面を前処理して、微細粒金属被覆を被覆する前に、Ra=0.25μmからRa=25μmの範囲の表面粗さを実現することである。本明細書において、平均粗さRaは平均値のラインからのプロファイルのズレの絶対値の算術平均と規定され、表面仕上げ測定において、群を抜いて最も一般的に用いられるパラメータである。
【0047】
本発明の目的は、微細粒金属材料を、チューブ、シャフトおよび複雑な形状の物品に被覆可能な方法を提供することである。
【0048】
本発明の目的は、軽量で、耐摩耗性を有し、永久変形に対する抵抗性が高く、クラックが生じる、または破損する際に裂ける(splinter)ことのない、スポーツ用品、自動車および工業部品等に用いる、シャフト、チューブまたは他の適切な形状を提供することである。
【0049】
本発明の目的は、微細粒金属層により、少なくとも部分的に、被覆または包まれた(encapsulate)、ゴルフクラブのヘッド、ゴルフクラブのシャフト、ホッケーのスティック、ラクロスのスティック、スキーポールおよびハイキングポールのシャフト、釣竿、野球およびソフトボールのバット、自転車のフレームに使用するチューブ、矢柄ならびにポリマーカートリッジケーシングを含む、物品を提供することである。
【0050】
本発明の目的は、300MPa以上、好ましくは500MPa以上、より好ましくは700MPa以上の降伏強度を有する微細粒金属層により、少なくとも部分的に被覆または包まれた(encase)物品を提供することである。
【0051】
本発明の目的は、少なくとも部分的に微細粒金属材料により被覆または包まれ、従来の物品よりも、5%より多く、好ましくは10%より多く、さらに好ましくは20%より多く、よりさらに好ましくは40%より多く、軽い物品を提供することである。
【0052】
本発明の目的は、軽い全体重量で、飛距離性能を向上させることができるゴルフクラブを提供し、クラブシャフトおよびヘッドの制御を向上し、および/または、ゴルフボールの飛距離および精度の特性を改善し、さらに振動減衰特性を改善することである。
【0053】
本発明の目的は、少なくとも部分的に微細粒金属材料により被覆または包まれ、剛性が改善し、硬い物体に衝突した際に曲がらず、高い比強度を備えた炭素繊維/エポキシベースの矢柄であって、軽量であり、矢がより早い速度に達することが可能で、従って当たった瞬間に高い運動エネルギーを供給する矢柄を提供することである。
【0054】
本発明の目的は、従来の真鍮でケーシングした銃弾と比べ、安いコストで、連発銃に用いるのに適当な、軽量のポリマーケーシングした銃弾を提供することである。
【0055】
本発明の目的は、ラケット(例えば、テニス、スカッシュ、バドミントン等、野球バット、スキー、ゴルフクラブのフェイスおよび/またはヘッド)または他のスポーツ用具、自動車部品(例えば、グリルガード、ブランケット、ランニングボード)および工業部品のような複雑な形状を含む部品の内面または外面を、強く、軽量で、高い剛性を有し、抗撓み性を有し、高い固有振動数を有し、かつ、高弾性を示し、一方で、簡易でコスト効率の良い方法で製造される、微細粒金属材料により、少なくとも部分的に被覆または覆うことである。
【0056】
本発明の目的は、電解メッキまたは電鋳後に、適切な熱処理を行うことにより、さらに強くすることが可能な、微細粒金属材料を備えた強く、硬い、物品を提供することである。
【0057】
本発明の目的は、プラスチック基材(例えば、射出成形またはブロー成形した、例えば、アクリロニトリル−ブタジエン−スチレン(ABS)、ナイロンを含むポリアミド、熱可塑型ポリオレフィン(TPO)、)備えたゴルフクラブのヘッドを含む物品の内面または外面の少なくとも一部に、微細粒金属層、微細粒金属合金層または微細粒金属マトリックス複合材料層を被覆し、これにより以下を備えたゴルフクラブのヘッドを形成することである。
(a)ゴルフボールの飛距離が向上する、軽量で高弾性の表面領域。
(b)例えばゴルフボールを打った時に、優れた「音」および「感触」をあてる減衰特性。
(c)クラブヘッドの戦略的な周辺重量配分を可能にする、高い強度−重量比。
(d)改善した引っ掻き抵抗性と耐摩耗性のための高硬度の外面。
【0058】
本発明の目的は、例えば、自動車用構造部品の内面または外面の少なくとも一部に、微細粒金属層、微細粒金属合金層または微細粒金属マトリックス複合材料層を被覆し、以下を達成することである。
(a)強く、薄い微細粒被覆により、嵩張る部品に代えてスペースが限られた部品の構成が可能な、向上した比重量強度性能。
(b)軽量の微細粒被覆により曲げ剛性を改善し、固有振動数が増加し、多くの場合、金属シェル及び/又は被覆による形状係数(shape factor)を活用する、改善した剛性。
(c)改善した衝撃靱性、クリープおよび疲労特性。
(d)引っ掻き抵抗性および耐摩耗性を改善する高い外面硬度。
【0059】
これらの目的の達成、ならびに市販の物品、とりわけ、スポーツ用具、自動車部品、航空機および工業部品の特性改善を視野に入れ、1つの実施形態にかかる発明は、2nm〜5000nmの間の平均粒径と、25μm〜5mmの間、および、最大5cmの厚さと、200VHN〜3000VHNの間の硬度とを有する微細流金属、微細流金属合金または微細流金属マトリックス複合材料の被覆を備えた物品を提供する。皮膜は、少なくとも0.25MPaから25MPaまでの剛性と、少なくとも0.25%から2.00%までの弾性歪限度(elastic strain limit)を示す。
【0060】
本発明の更なる実施形態は、平均粒径が2nm〜5μm、硬さが400VHN〜2000VHN、降伏強度が200MPa〜2750MPaである、フォイル、テープおよびプレートを含む微細粒電鋳金属部品を提供する。超微細電鋳金属部品は、その後、適切なポリマー基材に被覆され、しっかりと固定される。
【0061】
ポリマー基材上の総重量の少なくとも5%、好ましくは10%より多く、より好ましくは、20%より多く、75%、85%または95%までの微細粒を含み、必要に応じ適宜、グラファイト/カーボンファイバを含む、シャフトおよびチューブのようなポリマー/金属複合材料の物品を開示する。微細粒金属被覆を含む物品の単位重量あたりの捻りまたは曲げ剛性は、この金属皮膜を含まない同じ物品の捻り剛性と比較すると、少なくとも5%は改善している。
【課題を解決するための手段】
【0062】
本発明にかかる物品を製造、または、被覆するための適切な方法は、電着、物理的気相成長法(PVD)、化学的気相成長法(CVD)、ガス凝縮およびコールドスプレー法を含む。
【0063】
電着を、本発明のスポーツ用品の物品および部材を製造する方法として用いる場合、メッキをする金属もしくはメタライズしたワークピース、または再利用可能なマンドレル/暫定的な基材(mandrel/temporary substrate)を、適切な電解液を含むメッキ浴内で位置合わせする工程と、メッキをするマンドレル/暫定的な基材と、1またはいくつかの陽極とを電気的に接続する工程と、適切な直流または本願の出願人に譲渡されている独国特許第10,288,323号の公報(2005年)に開示されているパルス電着(5〜10%の負荷サイクル)を用い、ワークピースの表面の少なくとも一部に平均粒径1000nm未満の金属材料を形成及び電着する工程とを含む。本発明にかかる物品の準備に用いてもよい電着方法を開示する独国特許第10,288,323号は、参照することにより本明細書に含まれる。
【0064】
必要な付着速度は少なくとも25μm/時間、好ましくは50μm/時間以上、より好ましくは、75μm/時間よりも早い。
【0065】
金属としてAg、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrからなる群から、合金元素としてMo、W、B、C、P、SおよびSiからなる群から選ばれた、純金属または合金および金属複合材料であって、粉末、繊維、ナノチューブ、フレーク、金属粉末、金属合金粉末、Al,Co,Cu,In,Mg,Ni,Si,Sn,VおよびZnの金属酸化物粉末、Al,B,SiおよびTiの窒化物、C(グラファイト、ダイヤモンド、ナノチューブ、フラーレン)、B,Cr,Bi,Si,Ti,Wの炭化物、および、MoS2もしくは例えばPTFEのような有機材料のような自己潤滑材料のような、微粒子添加剤を有する、純金属または合金の金属複合材料の高強度被覆を得るのに、適切な金属付着方法を用いることが可能である。この適切な方法は、金属部材、または、メタライズした非導電部材に、高強度の等軸被覆を形成するのに用いることが可能である。また、別の態様では、同じ金属電着方法は、適切な暫定基材に独立した (または、単独の、stand alone)物品を形成し、所望のメッキ厚さに達した後に、暫定基材から、独立した、電鋳物品を取り外し、その後の工程で、この電鋳物品を適切な接着剤によりポリマー基材に被覆するのに用いることが可能である。
【0066】
適切な、恒久ポリマー基材材料は、充填または非充填エポキシ樹脂部材、ポリアミド、ポリエステル、ポリタラミド、ポリプロピレン、ポリカーボネート、ポリ塩化ビニール(PVC)、熱可塑性ポリオレフィン(TPO)、ポリテトラフルオロエチレン(PTFE)ポリカーボネートおよびアクリロニトリル−ブタジエン−スチレン(ABS)を含む。適切なフィラーは、ガラスファイバ、カーボン、カーボンナノチューブ、グラファイト、グラファイトファイバ、金属、金属合金、セラミックス、ならびにタルク、ケイ酸カルシウム、シリカ、炭酸カルシウム、アルミナ、酸化チタン、フェライトおよび混合シリケートのような鉱物フィラーを含む。タルク、ケイ酸カルシウム、シリカ、炭酸カルシウム、アルミナ、酸化チタン、フェライトおよび混合シリケート(例えば、ベントナイトまたは軽石)のような粉末(例えば、粒径0.02〜20ミクロン)鉱物フィラーを含み、鉱物量が最大で約40重量%で、比較的低いコストで高強度を与える、鉱物充填メッキ用グレード(plating-grade)のポリアミド樹脂は、とりわけ、適切な基材である。適切なポリアミドは、例を挙げるとアライドケミカル、ファイアストーン、デュポンおよびモンサントを含む多くのメーカーより市販されている。他の適切な基材は、メッキ用グレードが利用可能で、必要に応じ適宜、ガラスファイバを含む諸々のフィラーにより補強される、アクリロニトリル−ブタジエン−スチレン(ABS)および熱可塑型ポリオレフィン(TPO)を含む。
【0067】
任意の適切な成形(molding)または形成作業により準備された、ポリマー部分の表面は、通常、非常にスムースで、表面粗さ、Ra<0.1μmである。金属被覆の密着性が向上するように、例えば、機械的摩耗、プラズマ、化学エッチングのような、あらゆる適切な手段により、被覆をする表面を粗面化し、Ra=0.25μm〜25μmの範囲の表面粗さを得る。
【0068】
以下のリストは、本発明を実施するための適切な実施パラメータを示す。
金属層厚さ最小値: 25μm;35μm;50μm
金属層厚さ最大値: 5mm、5cmまで
最小平均粒径の範囲: 2nm、5nm
最大平均粒径の範囲: 1μm、5μm
最小硬度(VHN): 200;300;400
最大硬度(VHN): 1000;2000;3000
付着速度範囲: 10〜500μm/時間
降伏強度範囲: 200MPa〜2750MPa
微細粒金属層の最小剛性率: 0.25MPa、1MPa、2MPa、5MPa、
7MPa
微細粒金属層の最大剛性率:12MPa、25MPa
弾性限範囲: 0.25%〜2.00%
微粒子含有量範囲: 2.5体積%〜75体積%
耐疲労性: 未定
最小基材表面粗さ[Ra(μm)]: 0.25、0.4、0.5、1
最大基材表面粗さ[Ra(μm)]: 5、10、25
【0069】
本発明の微細粒金属材料は、必要に応じ適宜、少なくとも2.5体積%の微粒子、好ましくは、少なくとも5体積%、最大75体積%の微粒子を含む。Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、および、Znの金属粉末、金属合金粉末および金属酸化物粉末と、Al,B,SiおよびTiの窒化物と、C(グラファイト、カーボン、ナノチューブまたはダイヤモンド)と、B、Cr、Bi、Si、Ti、Wの炭化物と、MoS2と、セラミックス、グラス、PTFEおよび他のポリマー材料(PVC、PE、PP、ABS)のような有機材料とからなる群から、微粒子は選択することが可能である。微粒子の平均粒子サイズは、通常、10000nm(10μm)、5000nm(5μm)、1000nm(1μm)未満、より好ましくは500nm未満である。
【0070】
本発明は、少なくとも0.025mm、好ましくは0.030mmより厚い、より好ましくは0.05mmより厚い、さらにより好ましくは0.1mmより厚い微粒子金属材料を、適当な物品の表面に被覆する工程を含む。適切な物品は、ゴルフクラブのヘッド、ゴルフクラブのヘッド用のインサート、ゴルフクラブ用のフェイスプレート、ゴルフクラブのシャフト、ホッケースティックのシャフト、ハイキングポールおよびスキーポールのシャフト、釣竿用のシャフト、矢等のシャフト、ならびに野球のバット、スケートのブレード、スノーボードおよびテニスラケットのような複雑形状を有する物品のような、スポーツ用品を含む。適切な自動車用物品は、グリルガード、ブレーキまたはアクセルまたはクラッチペダル、燃料レール、ランニングボード、スポイラー、マフラーチップ、ホイール、自動車のフレーム、構造ブラケットを含む。
【0071】
本発明の微細粒金属材料は、5μm(5000nm)未満、好ましくは、1μm(1000nm)未満、好ましくは2nm〜750nmの範囲内の、より好ましくは、10nm〜500nm、さらにより好ましくは、15nm〜300nmの平均粒径(粒子サイズ)を有する。
【0072】
本発明の微細粒金属材料は、少なくとも0.25MPa、好ましくは、少なくとも1MPa、より好ましくは、少なくとも2MPa、より好ましくは、少なくとも5MPa、さらにより好ましくは、少なくとも7MPa、25MPaまでの剛性率を有する。
【0073】
本発明の微細粒金属材料は、少なくとも約0.75%、好ましくは、約1.0%より大きい、好ましくは、1.5%より大きく、2.0%までの弾性限を有する。
【0074】
部品の信頼性を確保するように、微粒子金属材料層の平均粒径に対する平均厚さの比を、最小値で10,好ましくは、500より大きく、より好ましくは、1000より大きく、125000まで、最大で25000000に維持することが好ましい。
【0075】
本発明の方法の好ましい実施形態では、微細粒金属材料の分散強化が、その後の熱処理により実施される。
【0076】
本発明では、物品の全体を被覆する必要なしに、ポリマー基材の選択された領域に、パッチ(patch)またはセクションを形成することが可能である。
【0077】
本発明では、微細粒金属材料のパッチまたはスリーブ(sleeve)は、厚さが均一である必要がなく、例えば、選択したセクションまたはゴルフクラブのフェイスプレート、釣竿の先端およびゴルフクラブ、スキーまたはハイキングポールのシャフト等の頻繁に使用する傾向あるセクションに、より厚い付着を行えるように、被覆することが可能である。
【発明を実施するための好ましい形態】
【0078】
本発明は、外面被覆もしくは内面被覆の形態で微細粒金属材料を物品に付着する、または、Cu、Co、Cr、Ni、Fe、Sn、MoおよびZnから選択される金属もしくは合金を含み、必要に応じ適宜、微細粒層に粒子(particulate)を分散し、その後に基材に微細粒金属材料を被覆する、微細粒金属材料を電鋳することを意図する。
【0079】
本発明は、直流またはパルス電着を含む適切な金属付着方法により、微細粒被覆を製造する工程を用いる。
【0080】
メッキ技術の当業者は、例えば、既に引用している米国特許第5,352,266号(1994年)と、米国特許第5,433,797号(1995年)および独国特許第10,288,323号(2005年)[米国特許得出願公開10/516,300(2002年)および国際公開2004/001100A1(2002年)と同じ]を併せて、選択した適正なメッキ浴の組成とメッキ条件とにより、どのように選択した微細粒金属または合金を電着するか判るであろう。これらの特許の電着方法に関する開示を参照することにより、これらの特許は本明細書に含まれる。独国特許第10,288,323号(2005年)公報に開示されているように、必要に応じ適宜、固体微粒子が、電解液中に懸濁され、そして、付着物中に含まれる。
【0081】
PVD、CVDおよびコールドスプレーの分野における当業者は、また選択した微細粒金属層が適切な基材上にどのように付着するか判るであろう。
【0082】
多くの用途にとって望ましい、物品の重量の最少化は、粒径を減少することによる金属材料の強度の増加により達成することが可能である。要求される延性に応じて、例えばNiベースの被覆のでは、2nm〜5000nmの範囲、好ましくは、10nm〜500nmの範囲が、適正な機械的特性を与える。
【0083】
特定の用途の要求に応じ、例えば耐摩耗性粒子である、(MoS2およびPTFEのような)乾式潤滑材を含むことにより、材料特性を変えることが可能である。十分な体積比の微粒子を含むことで、さらに材料特性、向上することができる。概して、微粒子は、Al,Co,Cu,In,Mg,Ni,SnおよびZnの金属粉末、金属合金粉末および金属酸化物粉末と、Al,B,SiおよびTiの窒化物と、C(グラファイト、ダイヤモンド、ナノチューブ、および/またはフラーレン)と、B,Si,Ti,Wの炭化物と、MoS2のような自己潤滑材料と、PTFEおよびポリマーのような有機材料とからなる群より選択することが可能である。
【0084】
上述したように、本明細書に開示する微細粒金属材料のとりわけ適した用途は、ゴルフシャフト、スキーポール、釣竿、ホッケーのスティック、テニスラケット、自転車のフレームならびに少なくとも部分的に内面、および/または、外面を被覆する、または他の態様では、暫定基材を用いネットシェイプ(net-shape)を形成し、その後に恒久基盤を被覆する。従来の金属、ポリマーまたはグラファイトの複合材を含む、他の物品および構成を含む。例えばアルミニウム、銅、ニッケル、およびこれらの合金は、相対的に軟らかく、使用中に生じる曲げおよび捻りの負荷により、恒久変形および破損する。さらに、約10μmのより大きい従来の粒径を伴うこれらの材料は、概して、低い耐磨耗性および耐磨耗や耐切断性を示し、または容易に傷が生じ、本発明に示す微細粒金属層から恩恵を得ることが可能である。合成樹脂とフィラメント複合材よりなるシャフトは曲げ応力下では、アルミニウムより高い弾性を有するけれども、十分な強度がない。しかしながら、この欠陥は、本発明の微細粒金属層を被覆することにより、克服可能である。
【0085】
例えば、ゴルフボール、テニスボール、野球等の物体が特定の材料と衝突した場合の跳ね返り距離(または、反発距離、rebound distance)は、以下の式で表されるその材料の剛性率Urの関数である。
【0086】
【数1】
【0087】
(Metal Handbook, Ninth Edition, Volume 8, Mechanical Testing, American Society of Metals, Materials Park, Ohio, 44073)
【0088】
εyは、降伏点での最大真歪であり、σyは、降伏強度であり、Eは、弾性率である。本発明の微細粒材料は、従来の粗大粒材料の降伏応力の値σyと比較して、3〜5倍、および、最大10倍の降伏応力の値σyを有していることから、弾性(跳ね返り距離の能力)が従って、9〜25倍、および、最大100倍に増加することが可能である。しかしながら、弾性率Eは、材料が充分に緻密であれば、通常、所定の金属材料の粒径の減少の影響を受けない。弾性率は、しかしながら、金属マトリックス複合材料用いることで変えることが可能である。
【0089】
多くの用途で必要な材料特性に、弾性破断歪限度(elastic strain-to-failure limit)がある。低い減衰特性(エネルギーの低い吸収および高い放出)は、高い負荷および応力による変形後であっても、その材料は、例えば、特定の自動車用途またはゴルフヘッドのフェイスプレートや野球のバットのようなスポーツ用品において、衝突面(strike surface)に要求されるように、元の形状に戻る(または、スプリングバックする、spring back)。従来の材料は、0.65%以下の弾性歪限度を有する。本発明は、少なくとも約0.75%、好ましくは、約1.0%より大きい、好ましくは、1.5%より大きく2.0%までの弾性歪限度を有する金属材料を対象とする。
【0090】
図1は、グラファイト/エポキシのゴルフシャフトに被覆したn−Ni被覆の断面の写真である。カーボンファイバ複合材料は、鋼より相当大きい比剛性と、低い密度を有する。しかしながら、軽量のカーボンファイバのゴルフ用品は、ダウンスウィング、とりわけボールと接触する際に、シャフトに対しクラブヘッドに望ましくない捻りを生じ、正確さおよび飛距離が劣る。この制限は、この複合材のシャフトの外面、および/または、内面の少なくとも10%を上述の微細粒金属層により被覆することで克服可能である。
【0091】
図2は、Ni−20Fe微細粒の層により補強したベース(基材)を有する、ポリマー銃弾カートリッジの写真である。この微細粒金属材料層は、高強度と低い摩擦係数を与える。
【0092】
図3は、厚い(>5mm)、ラミネート(または、積層、laminate)した、本発明の好ましい実施形態の1つにかかるアセンブリを形成するように、製造した厚さ5mmのn−Ni−P/エポキシ樹脂ラミネートの写真である。
【0093】
図4は、チューブ状の自動車部品を被覆するn−Ni−10Fe接着テープの写真である。詳細を以下に示すように、この微細粒金属層は、接着テープとして、ポリマー物品の少なくとも一部を被覆することが可能である。
【0094】
図5は、超微細金属被覆(n−Ni−20Fe)を含み、剛性が向上した、トラック用プラスチックグリルガードを示す。この部品は、プラスチックのみの部分を有するPC(ポリカーボネート)/ABS複合材としてブローモールドされ、この用途に要求される撓みおよび振動の特性を満足しない。硬く、軽量な、微細粒金属被覆を追加することで、必要な性能に到達することが可能である。
【0095】
図6は、微細粒金属被覆を含むプラスチックグリルガードのクロスビームに250lbの負荷を与えると、撓みが24.6mmであることを示し、これは、歪の最大値が25mmであるという要求を満足している。
【0096】
図7は、ナノコートしたPC/ABSとステンレス鋼の自動車用ランニングボード部品の断面を示す。
【0097】
多くの、非金属材料がスポーツ用品、自動車部材、航空部品または工業製品の製造に広く用いられており、これら非金属材料は、カーボンファイバ、セラミックスマトリックス、アラミド繊維、ボロン、ファイバグラス、ならびに含まれるがこれらに限定されないポリプロピレン、ポリエチレン、ポリスチレン、ビニール、アクリル、ナイロンおよびポリカーボネート等の熱可塑樹脂を含む材料を用いるポリマー樹脂マトリックス複合材料を含む。
【0098】
重要なこととして、多くの方法が、微細粒金属材料をポリマー基材に被覆するのに用いられる。PVD、CVD、コールドスプレー法または粘着性の微細粒金属テープを被覆する場合、基材の表面はいかなる前処理を行わなくてもよい。微細粒金属材料を皮膜するのに電解メッキが用いられる場合、基材の表面が適切に粗面化されると、優れた接着を得ることができる。例えば無電解メッキ、物理的もしくは化学的気相成長法または各種手段により電気的に導電性塗料を被覆することにより、導電材料の薄い層を被覆することで、非導電性ポリマー基材を、電解メッキに適した状態にすることが可能である。本発明が、実質的にいかなる基材材料の使用も含むことは当業者にとって明確である。
【0099】
本発明のさらに好ましい態様では、皮膜する物品の領域の取り囲みおよびメッキ浴の形成を要さずに、電解メッキにより微細粒被覆を形成することが可能である。とりわけ、ワークピースの小さい部分のみをメッキする場合には、特定のブラシまたはタンポンメッキ(tampon plating)は、適切な代替手段である。ブラシメッキの装置は、通常、寸法安定性(dimensionally stable)陽極、または吸収性セパレータフェルト(absorbent separator felt)に包まれた可溶性陽極を用い、アノードブラシを形成する。手動モードまたは機械化モードにより、ブラシでメッキする表面を擦り、メッキしようとする金属または合金のイオンを含む電解溶液をセパレータフェルトに注入する。
【実施例】
【0100】
・好ましい実施形態
以下の実施例は、当該技術分野における通常の知識を有する者に説明するために、本発明の特定の実施形態の詳細な特徴を示す。
【0101】
・実施例1(微細粒金属材料の特性)
重要なこととして、微細粒材料は、スパッタリング、レーザーアブレーション、不活性ガス凝縮(inert gas condensation)、オーブンエバポレーション(oven evaporation)、スプレー変換熱分解(spray conversion pyrolysis)、火炎加水分解(flame hydrolysis)、高エネルギーミリング(high energy milling)、ゾルゲル法(sol gel deposition)、電着、物理的気相成長法、化学的気相成長法およびコールドスプレー法のような、多くの製造方法を用いて形成することが可能である。本発明の特定の実施形態では、電着およびコールドスプレー法がとりわけ望ましい。これらの被覆方法は、ナノ構造材料を、高い生産速度で、経済的に、形成するのに用いることができるからである。表1は、カナダ、トロントのインテグランテクノロジー社(Integran Technologies Inc.)(www.integran.com)より市販の多くの微細粒材料を示す。
【0102】
【表1】
【0103】
金属、合金およびポリマー材料と微細粒被覆とのラミネートを含む多くの材料について、機械的性質の測定を標準プロトコールに従い行った。カーボンファイバ、いろいろな鋼、アルミニウムおよびチタンを含む市販の比較材についても示した。残りの材料は、微細粒と、微細粒材料およびポリマー材料のラミネート(積層)を含む、特定のハイブリッド材料とを含む。特に微細粒材料については、約20nmの粒径を有する、n−Niとn−Ni−20Feの特性を示す。表2は、インテグランテクノロジー社により製造されたNi−Fe合金材料とポリマー材料(グラファイトファイバと、エポキシ、ABS又はナイロン)よりなるラミネートとともに、多くの従来の材料、微細粒Ni金属、微細粒Ni−Fe合金材料を比較している。微細粒材料、および微細粒金属とポリマーハイブリッド材料との複合材料(微細粒金属/ポリマーハイブリッド材料)の機械的特性は、これらの材料が、比較的高強度(例えば、降伏強度、および、最大抗張力)、比較的高い強度−重量比(例えば、比強度)、比較的高い弾性(例えば、剛性率)、比較的高い弾力性(elasticity)(例えば、弾性限)、比較的高い硬度、比較的高い延性(例えば、破断引張り歪)および比較的高い耐磨耗性(テーバー磨耗指数(Taber Wear Index))が必要な、含まれるが限定されない、自動車部品、スポーツ用品、航空および防衛用途等の多くの商業的用途に適していることを示す。
【0104】
微細粒Ni、微細粒Ni−Fe合金および微細粒Ni−Fe合金とラミネートの総重量の5〜90%の微細粒金属を含む適切なポリマーとの複合材は、多くの商業的用途金属部品の基材用にとりわけ優れた、表2にさらに示す、お誂え向きの優れた機械的特性を備える。
【0105】
【表2】
【0106】
・実施例2(n−Niを被覆したグラファイトエポキシゴルフシャフト、25%Ni)
Penley(商品名)グラファイトエポキシ、ライトLS S−FlexおよびPenley(商品名)G2−85 X−Flexグラファイトエポキシシャフトを用いた。S−Flexシャフトは、塗料を剥がして評価した。そのシャフトの表面は、サンドブラストを用い、表面粗さRa=2.1μmまで機械的に削り、その後、粗大粒および微細粒の被覆をメッキした。総重量89gを有する、メッキしたS−FlexシャフトとメッキしないS−Flexシャフトの性能を試験した。ワットニッケル浴中での、Dynatoronix(Dynanet PDPR 20−30−100;www.dynatronix.com)パルス電源装置を用いた電着により、S−Flexグラファイトゴルフクラブシャフト(外径OD1=0.586インチ、長さ40.5インチに亘り、外径OD2=0.368インチにテーパーしている)にNiスリーブを被覆した。それぞれのS−Flexの初期質量は71.5gであり、電解メッキの前に、約6.0gの塗料を剥がした。被覆手順は、3つの工程を含んだ。すなわち、(1)電気伝導性が向上するように、MacDermid Industrial Products社(www.macindustrialproducts.com)より提供される手順および薬剤を用い、1.7μm/時間の付着速度で、薄い無電解ニッケルメッキを行い、金属フィルムは、平均厚さ0.4μmに達した。そして(2)電解メッキで、負荷サイクルおよびピーク電流密度を変えることにより、微細粒または粗大粒被覆を形成した。電解液の組成は、300g/lの硫酸ニッケル、45g/lの塩化ニッケル、45g/lのホウ酸(H3BO3)、2g/lのサッカリンおよび3ml/lのNPA−91であった。標準レベラーおよび光沢剤を用い、Inco社のニッケル「R」ボール(rounds)を陽極材料として用いた。金属被覆の重量は、約20gであった。電解メッキ条件および用いた金属層の特性を表3に示す。図1は、グラファイト/エポキシ ゴルフシャフトに被覆したn−Niの断面を示す写真である。
【0107】
【表3】
【0108】
曲げ剛性をGolfSmith(商品名)周波数解析機で測定し、周波数はFlexRating(Sは硬い。Xは極めて硬い。)に換算した。トルク値は、シャフトの先端から2インチに1フィートポンド(ft.lb)のトルクを与え、GolfSmith(商品名) トルクアーム(Toruque arm)を用いて、決定した。データを表4に示す。データは、グラファイトシャフトの重量のある割合を、電着した被覆に置き換えることで、トータルの重量を維持したまま、トルク値を改善できることを示している。
【0109】
また、プロゴルファーがこれらゴルフクラブを試験した。得られたフィードバックは、本発明により製造したゴルフクラブが、従来のグラファイトまたは鋼のシャフトと比較して、優れた感触を有することを示していた。さらに、微細粒被覆グラファイトシャフトは、従来のグラファイトまたは鋼のシャフトと異なる性能を示した。明らかに改善されたトルク値測定結果から予想された通り、グラファイトと比較して、ボールの軌道がより安定していた。
【0110】
【表4】
【0111】
被覆された物品が、釣竿、ホッケーのスティック、野球のバット、テニスラケット、自転車のフレーム等、さらに、自動車部品、航空機部品、他の産業部品の場合でも、同様の性能の利点が得られる。
【0112】
・実施例3(n−Ni被覆したグラファイトエポキシゴルフシャフト、5〜90%Ni)
実施例2は、厚さが25μm未満で微細粒金属量が総重量の約22%である比較的薄い、微細粒金属皮膜の利点を示している。さらに金属量を増加する効果を明らかにするように、ハイブリッドグラファイトエポキシ/金属ゴルフシャフト準備し、特性を調査した。True Temper Prolaunch(商品名)(A−Flex)のドライバー用グラファイトエポキシシャフトを、スコッチブライト(登録商標)を用い、機械的に削り、平均表面粗さRa=1.7μmとし、その後、重量を変えて微細粒金属ニッケル層を被覆した。用いた製造方法および特性調査の方法は、実施例2に示す通りである。表5は、捻り剛性を、グラファイト/金属複合シャフトの金属量の関数として示している。このデータは、総重量の5%の金属被覆を含む物品の単位重量あたりの捻り剛性は、金属皮膜を含まない同じ物品の捻り剛性と比較して、少なくとも約5%改善していることを示している。ハイブリッドシャフトの相対的な金属量がさらに増加すると、相対的な金属量1パーセント当たり、約1パーセント捻り剛性が改善する比率で、さらに、捻り剛性が改善する。
【0113】
トルクおよび撓みのデータは、グラファイトエポキシ/金属複合材のシャフトの相対的な金属重量が増加することにより、顕著な性能の改善を得ることが可能なことを示している。総重量の少なくとも5%、好ましくは10%より多く、より好ましくは、20%より多くの金属被覆を有するグラファイト/金属複合材料ゴルフシャフトは、被覆していないグラファイトのシャフトの性能に対し、実質的な改善を与える。
【0114】
被覆された物品が、釣竿、ホッケーのスティック、野球のバット、ラクロスのスティック、テニスラケット、自転車のフレーム等、さらに、自動車部品、航空機部品、他の産業部品の場合でも、同様の性能の利点が得られた。
【0115】
【表5】
【0116】
・実施形態4(矢柄、グラファイト/エポキシ上のNiFe、ブラシメッキ)
長い間に、アーチェリーの矢、野球のバットおよびラクロスのスティック、ボーリングピンを含む多くの物品が、木から作られたのがアルミニウムに進化してきた。特に、例えば矢については、アルミニウム製の矢は、シーダー材の矢に比べて約20%軽いけれども、アルミニウムの矢は、繰り返し使用すると、曲がる傾向があり、軌道が一定でなくなり、精度が低下する。より最近では、カーボンファイバ/ポリビニール又はポリエステル樹脂より作られる、グラファイト複合材料の矢が存在する。グラファイト複合材料の矢は、アルミニウムより軽く、より強靭であり、硬い物体に衝突しても曲がらない。より軽量であることは、速度の上昇をもたらし、この結果、衝突したターゲットにより多い運動エネルギーを与える。従来のグラファイト複合材料の矢は、しかしながら、また多くの制限を有する。従来のグラファイト複合材料の矢は、シャフトに沿って振動する傾向があり、これにより、飛行が不正確となり、的に当たった後の侵入量が減少する。相対的に制限される「背骨重量(spine weight)」および低い剛性のために、50ポンド以上のドローウエイトの弓で用いるのは困難である。さらに、ターゲットに侵入する際に、摩擦により先端部分が、150℃〜200℃を上回る温度まで加熱される。この温度は、グラファイトファイバ/エポキシ樹脂が耐えることができる最大温度よりも、明らかに高く、グラファイトファイバ/エポキシ樹脂複合材シャフトの劣化、その性能の低下、および最後はシャフトの破壊をもたらす。
【0117】
微細粒金属材料とポリマーより作られた複合材料の性能を示すために、1/8インチの外径のグラファイト−エポキシ/ファイバグラスの矢と、3/16インチの外径のアルミニウムコアの特定のグラファイト−エポキシ/ファイバグラスの矢とを含む、30インチの弓を用いた。シャフトの性能を改善し、衝突時のダメージを減少するように、試験用のシャフトは、スコッチブライト(登録商標)により、メッキをする部分を機械的に削り、平均表面粗さRa=0.6μmをした後、先端部分の周囲を微細粒Ni−20Fe合金の外層(厚さ、4mil)により補強した。補強層は、ベースシャフトの一部分(例えば4インチ)、または、全長に亘り延在し、シャフトの耐衝撃性を高め、従って耐久性を増加する。
【0118】
平均粒径20nmの微細粒Ni−20Feを矢のシャフトに被覆するように、Sifco Selective Plating社(www.brushplating.com)により供給される、部分メッキ(セレクティブメッキ、selective plating)用ユニットを用い、米国特許出願公開公報第10/516,300号に示される、ブラシメッキの手順に従った。直流電源装置を用いた。Sifco Selective Plating社により提供される、標準的な基材洗浄および活性化手順を用いた。シャフトのメッキをする部分を切削および銀スプレー(または、噴霧、spraying)によりメタライズした後、メタライズした層に電気的な接続を与える回転体(rotator)にシャフトを取り付けることにより、シャフトの基礎部分から全長の約半分の間の外側ケーシングに微細粒Ni−20Fe層をメッキした。適切な吸収材に包まれたグラファイトの陽極ブラシを回転する矢に接触し、微細粒Ni−20Fe層(平均粒径20nm)を付着した。電解液は、ニッケルを含む300g/lの硫酸ニッケル、45g/lの塩化ニッケル、45g/lのホウ酸(H3BO3)、2g/lのサッカリン、および、3ml/lのNPA−91の改良ワット浴であった。所望のn−Ni−20Fe合金を形成するように、12g/lのFeCl2・H20、81g/lのFeSO4・7H2O、および、9g/lのクエン酸Naを改良ワット浴に加えた。標準レベラーおよび光沢剤を用いた。100mA/cm2の電流密度および60℃で直流(100%負荷サイクル)を用い、n−Ni−20Feを付着した。
【0119】
矢の総重量の5〜50%の間の微細粒Ni−20Fe皮膜を備えた試験サンプルを、準備した。シャフトは、先端チップ(または、フィールドチップ、field tip)、矢筈および適切な羽を取り付け、ドローウエイト60ポンドでコンパウンドボウを用いたテストに供した。結局、微細粒金属被覆を含む矢は、一貫して、被覆をしていない矢より優れていた。矢の総重量の少なくとも5%の微細粒金属層を備えたサンプルは、従来のグラファイトファイバ/エポキシおよびアルミニウムの矢のシャフトよりも優れた性能を示した。先端領域(2インチ〜8インチ)に0.001インチ〜0.008インチの厚さの微細粒被覆を備えた、補強した矢のシャフトは、とりわけ有益であることを示した。
【0120】
・実施例5(ポリマー銃弾ケーシング、ガラス充填ナイロン上のNiFe)
ポリマーカートリッジケースを含む、プラスチック部品を含む銃弾は知られているけれども、現在まで、満足できる安全性と一貫した弾道特性を有して、商業規模で経済的に
作られたことはない。標準の発射体(projectile)、プライマー(または、点火薬、primer)および発射火薬(propellant)を用いる、軽量のポリマーに収納した(polymer-cased)銃弾は、顕著に銃弾の重量を減少させる可能性がある。現在までに、直面した困難は、以下を含む。:
・発射体がカートリッジのケーシング内に押し込まれるまたは飛び出す可能性がある。
・湿気を吸収し、シーリングの問題が起こり得て、発射火薬を乾燥した状態に維持できない。
・チャンバー内の悪い適合は、発射の際のガス圧中の振動により発射体の精度が一貫しないという問題を生じ得る。
・銃内でのカートリッジが滞留している間(弾を装填後、発射前)に、例えば自動式銃の場合、カートリッジが200℃さらには300℃までの高温に曝される可能性があり、ポリマーが劣化し得る。
・発射後にプラスチックのケーシングが恒久変形し、または十分に弾性的に元に戻らず、取り出す際に障害を生じ得る。
・ポリマーカートリッジの一部が発射時に破損または分離し得る。
・問題が容易に発生し、用いるポリマーカートリッジの取り出しの信頼性のために金属のベースまたはインサートが必要である。
・とりわけ、ケーシングの排出の際に自動式銃で故障(jamming)が起こり得る。
・ケーシングの不十分な潤滑性により、取出しおよび排出の信頼性が確保できない。
・複雑なデザインおよび必要な製造方法のために、余分なコストを生じ得る。
【0121】
微細粒金属材料と、ポリマーとから作る複合材料の性能を決定するために、40%ガラスフィラーを含むタイプ66のポリアミドであるZytel(登録商標)で作られた5.6mm(口径0.233)銃弾のケーシングが用いられ、微細粒金属層により補強された。外径を変化させずに、0.001インチ〜0.010インチの厚さの被覆を適合するように、メッキの前に、メッキをするケースの外径を削った。平均表面粗さは、Ra=0.5μmであった。内面をメッキする場合、ケーシングの内径の調整は行わなかった。すべてのポリマーケーシングに、平均粒径20nmの微細粒Ni−20Feを被覆するのに、実施例4で示した電解液を用いた。Inco社のNi「R」丸型および電解鉄のチップを、一般的なタンクメッキ(tank plating)のセットアップにおける電極材料として用いた。ケーシングのメッキをしない部分はマスクをし、メッキを行う領域を銀スプレー(または、噴霧)によりメタライズした。ケーシングは適当なホルダーに取り付け、メッキタンクに浸漬した。100mA/cm2の電流密度および60℃で直流(100%負荷サイクル)を用い、ケーシングがタンク内で回転している間に、微細粒Ni−20Fe層を、底面から、全長の約半分の間にメッキした。ケーシングの総重量の5%〜50%の間のNi−20Fe被覆を含むテストサンプルを用意した。ケーシングは、プライマー、適切な装薬、55グレインのFMJ発射体と併せて、M−16銃の中で試験発砲した。カートリッジの性能について、装填、排出および精度をモニターした。用いたカートリッジは、機械的な一体性、分解/クラックの兆候について調査した。クラックとポリマーの分解の兆候が、しばしば、被覆のないサンプルで認められた。用いた被覆の厚さに応じて、ポリマーのクラックおよび分解が認められた。該して、被覆が最も薄い引き出し溝を基点とする、微細粒被覆でのクラックも時々認められた。結局、微細粒金属被覆を含むケーシングは一貫して、被覆をしていないケーシングより優れた性能を示した。ケーシングの総重量の少なくとも5%の微細粒金属層を有するサンプルは、従来の真鍮ケーシングと同等の性能を示した。全体として許容できる性能を示した、微細粒被覆を含むケーシングの総重量は、真鍮(ブラス)のケーシングと比較して、10〜75%減少している。金属−ポリマーハイブリッドケーシングの信頼性および性能についての利点は、ケーシングの外面を被覆しているか、内面を被覆しているか、または、両方を被覆しているかに関係なく、認められた。図2のサンプルが示す、底付近のケーシングの補強がとりわけ有益である。
【0122】
・実施例6(n−Ni被覆したABS、5〜90%NiFe)
ゴルフヘッドに用いる適切な材料は、スチレンコポリマー、コポリエステル、ポリウレタン、ポリアミド、オレフィンおよび硬質ゴム(または、加硫物、vulcanate)を含む、熱可塑性エラストーマを含む。適切な熱硬化型樹脂は、エポキシド、ポリイミドおよびポリエステル樹脂を含む。この実験においては、メッキ可能なABSより作られた厚さ1mmのフェイスプレートを硫酸/塩酸溶液を用いて化学的にエッチングした。平均表面粗さは、Ra=0.45μmであった。化学的な銀スプレーを用いて、メタライジングした後、通常のタンク電解メッキのセル装置を用い、実施例2に示すワット浴により、厚さ0.4mmの微細粒ニッケルを試験片の1面にメッキした。ニッケル層表面は、最後に1μmのダイヤモンドペーストを用いて、鏡面仕上げに研磨した。実施例2で示した、通常の粗大粒ニッケルの厚さ0.4mmの層を含むサンプルを準備した。2つのサンプルを、水平プレートに適切に取り付け、高さ60cmからサンプルに、鋼のボール(直径3mm)を落下した。従来のニッケル層では跳ね返った高さは、2.9mmであり、一方、微細粒ニッケルサンプルでの跳ね返った高さは、28.8mmであった。微細粒Niサンプルでは、跳ね返った高さは約10倍改善し、予想通りに弾性が10倍改善する(表6)。
【0123】
【表6】
【0124】
・実施例7(ポリウレタン上のn−Co−TiO2金属マトリックス複合材料)
電解質コバルトピースよりなる可溶性陽極と、Dynatronix(Dynanet PDPR 20−30−100)パルス電源装置とを用い、コバルト用の改良ワット浴より、平均被覆厚さ0.12mmのナノ結晶Co−TiO2ナノ複合材料を多くのポリウレタンゴルフヘッドフェイスプレート上に付着した。用いた電解液は、300g/lの硫酸コバルト、45g/lの塩化コバルト、45g/lのホウ酸、2g/lのサッカリン、および、4ml/lのNPA−91を含んだ。ワット浴中の懸濁剤は、0〜12g/lのNiklad(登録商標)粒子分散剤(MacDermid社)を助剤として含む0〜500g/lのチタニア粒子であった。電解めっき条件および用いた金属層の特性を表7に示す。無電解メッキの前に、ポリウレタン基材の表面は、スコッチブライト(登録商標)を用いて、平均表面粗さRa=1.5μmまで機械的に削り、その後、市販の銀スプレーによりメタライズした。
【0125】
一連の被覆したサンプルは、50g/l〜500g/lの範囲のTiO2粒子(粒子径<1μm)を添加した改良ワット浴を用いて作った。表8は。付着物の特性を示す。
【0126】
【表7】
【0127】
【表8】
【0128】
・実施例8(ブラシメッキしたn−NiPフェイスプレート、HT処理し接着剤により接着したラミネート)
米国特許出願公開第10/516,300号公報(=国際公開公報WO2004/001100)に示されるNi用の改良ワット浴に浸漬した、研磨したTiカソード上に、10cmX10cmの広さ、50μmの厚さのナノ結晶Ni−0.6Pフォイル(平均粒径:13nm、780VHN)を付着した。チタンワイヤーのかごの入れたNiボールの可溶性陽極を用いた。以下のメッキ条件により実施した。
【0129】
平均電流密度:150mA/cm2
負荷サイクル:100%
付着速度:0.075mm/時間
電解液温度:65℃
電解液循環速度:1分間および1cm2あたり0.15リットル
【0130】
用いた電解液は、137g/lの硫酸ニッケル、36g/lの炭酸ニッケル、4g/lのリン酸および2g/lのサッカリンを含んでいた。電解メッキ条件および用いた金属層の特性を表9に示す。微細粒Ni−0.6Pフォイルは、その後、上述した熱処理を行い、析出硬化により機械的特性が、さらに、向上した。
【0131】
ラミネート部分は、エポキシ樹脂接着剤(3M(登録商標)Scotch−Weld(登録商標)エポキシ接着剤1838B/A、www.3m.com)を用い、400℃で熱処理した、10個のNi−0.6P熱処理フォイルサンプルを重ねて、接着した。図3は、ラミネートの断面を示す。ラミネートを、ゴルフクラブのヘッドのフェイスプレートのインサートとして用いる大きさに切断した。
【0132】
【表9】
【0133】
別の態様では、微細粒金属、および、金属合金フォイルは、例えばリール・トゥ・リール(または、オープンリール、reel to reel)システムを用いて、CVDまたはPVDにより準備することが可能である。同様に、米国特許第5,302,414号公報に記載されているコールドスプレー法は、例えば微細粒金属および金属合金層を準備するのに用いることが可能である。
【0134】
・実施例9(グラファイト/エポキシ樹脂マウンテンバイクフレームチューブ上のn−NiFeテープ)
ドラムメッキ装置(drumplater)を用いて、米国特許出願公開第10/516,300号公報(=国際公開公報WO2004/001100)および実施例8に示されるにニッケル用改良ワット浴に部分的に浸漬した回転するTiドラムに、ナノ結晶Ni−25Fe合金のフォイルを付着した。幅15cm、厚さ100μmのナノ結晶フォイルは、60℃で100%負荷サイクルおよび150mA/cm2の電流密度を用い、Niボールで満たされたチタンワイヤーのかごよりなる可溶性アノードを用い、ドラム上に陰極として(cathodically)電鋳した。陽極領域の電解液の循環速度は、0.15リットル/分/cm2に維持した。電解液は、PH2.5で、260g/lのNiSO4・7H2O、45g/lのNiCl2・6H2O、45g/lのH3BO3、46g/lのクエン酸ナトリウム、2g/lのサッカリン、2.2ml/lNPA−91を含んでいた。ワット浴中の鉄濃度は、PH2.2で、81g/lのFeSO4・7H2O、11g/lのFeCl2・4H2O、13g/lのH3BO3、9g/lのクエン酸ナトリウム、4g/lのH2SO4、0.5g/lのサッカリンを含む鉄溶液を追加速度0.3l/hrで連続的に追加することにより、維持した。
【0135】
粘着性(または、接着剤の不要な、self-adhesive)の微細粒金属テープは、市販粘着剤(または、感圧接着剤、pressure sensitive adhesive)(Dow Corning(登録商標)PSA−7355)を1面に塗布することにより準備した。その後、この粘着テープは、矯正および細長くされ、1インチ幅の帯状となった。グラファイト/エポキシ樹脂のマウンテンバイクのフレームをスコッチブライト(登録商標)により削り、表面粗さRa=0.75μmにした後、テープをこのフレームの外周にスパイラル状に巻いて、図4に示すようにテープをフレームに恒久的に接着し、剛性、表面硬度、耐衝撃性を改善した。
【0136】
・実施例10(グリルガード、または、自動車部品)
図5に示す、ブローモールドした厚さ6mmのPC/ABSトラック用グリルガードは、この自動車用途の撓みおよび振動の要求、すなわち250ポンドの力を与えて1インチ未満の撓みおよび第1固有振動数が30Hzより大きいを満たさなかった。解析の結果、プラスチックの厚さの増加による硬化でこの部品を硬化するのに必要な厚さは、用いたブローモールディング方法の限界を超えていた。剛性の要求を満たすように、バックプレートにねじ止めした、鋼で形成したブラケットを用いることが可能であったが、しかし、グリルガードのコストと重量が増加した。被覆する表面を削り、表面平均粗さRa=0.6μmとした後、厚さ0.001インチ(0.025μm)の軽量な、微細粒Ni−20Fe被覆(コーティング)を被覆し部品を補強する。ポリマー部品への、微細粒金属の付加は、実質的に部品の強度を増加し、必要な撓み、および、周波数性能を満たした。微細粒Ni−Fe被覆は、部品に153グラムの重量を増やしたのみであり、部品を目標の重量50ポンド未満に維持した。図6は、クロスビームに250ポンド負荷した際の、微細粒金属被覆を含むグリルガードの撓みを示す。許容できる最大撓みは1インチ(25mm)であり、この部品に生じた撓みは図示するように24.6mmであった。同様に、固有振動について、微細粒金属被覆を含むグリルガードは、30.3Hzの周波数を示し、これは目標の周波数が30Hzより大きいことを満足している。
【0137】
表10に示すように、他の金属被覆も、ヤング率が同様なことから、同じ剛性を与えるであろうけれども、他の金属被覆は、被覆に生ずる高い応力(10℃で250MPaが全ての温度範囲で1500MPaとなる)に耐えることができないであろう。250MPaの荷重を付与している場合に、また、高応力が発生し、900MPaまでの応力が被覆に生じる。表11は、設計の反復の結果をまとめたものであり、n−Ni−20Fe被覆を備えた設計のみが全ての性能の基準を満足した。
【0138】
【表10】
【0139】
【表11】
【0140】
・実施例11(n−NiFe被覆したABS)
ナノ構造の材料により補強されたポリマー樹脂の利点を示すように、市販のステンレス鋼自動車用ランニングボードを調達した。標準の外径3.5インチのメッキ用のPC/ABSチューブを得て、鋼のランニングボードと同様の剛性を有する構造シェルを実現した。適切な活性化の後(最初、基材表面はスコッチブライト(登録商標)で粗面化し、被覆の密着性を向上した)、それぞれのチューブは、銀スプレーによりメタライズし、その後、Cuの予備メッキにより、後の微細粒材料の電着に十分な導電性を与えた。外面全体を、実施例5に示すように、Ni−20F層(平均粒径20nm)で厚さ0.009インチまで被覆した。削る媒体を変えることにより、それに応じて、平均表面粗さは、Ra=0.5μm〜Ra=15μmの間で変化した。微細粒コーティング(被覆)を被覆した後、表面粗さは、電着した層の平坦化効果(leveling effect)のために、元の値の2分の1から3分の2に減少した。元の金属ランニングボードおよびナノコートしたPC/ABSランニングボードの断面を図7に示す。
【0141】
表12は、0.009インチのn−Ni−Fe被覆(平均粒径20nm)を備えた直径3.5インチのPC/ABSチューブが、ポリマー部品の剛性を向上し、鋼部品とほぼ同等となり、さらに43%重量を削減することを示している。
【0142】
【表12】
【0143】
被覆の密着性は、メッキ前の基材の表面粗さの増加とともに、顕著に改善することが認められたけれども、ナノ構造被覆は、標準的な剥離試験をパスした。特に、基材の表面粗さが、Ra=0.25μm〜Ra=5.0μmの範囲は、外観を犠牲にすることなく、とりわけ有益であることが認められた。この結果は、ハイブリッドナノ構造金属/ポリマーランニングボードが、例えば鋼のランニングボードと比較して40〜50%重量を減少させて、かつ、適切な耐久性と性能を備えていることを示していた。
【0144】
同様の性能の利点は、カーボン/エポキシ、TPO、ポリアミド、ポリプロピレンおよび木を含む、基材を同じアプローチを用いて被覆した場合に得られる。
【0145】
・変形物
前述した本発明の詳細は、特定の実施可能な好ましい実施形態を示している。本発明はこれらに限定されることを意図したものではなく、これらの変形物および変更は当業者にとって明確であることから、これらの変形物および変更は、本発明の精神、および、本発明の技術的範囲に属する。
【図面の簡単な説明】
【0146】
【図1】図1は、グラファイト/エポキシ複合ゴルフシャフトに塗布したn−Ni被覆の断面写真である。
【図2】図2は、微細粒Ni−20Feにより補強している、発砲後のポリマー銃弾ケーシング(0.233口径)の写真である。
【図3】図3は、ラミネートした厚い(>5mm)アセンブリを形成するために製造した厚さ5mmのn−Ni−P/エポキシラミネートの写真である。
【図4】図4は、チューブ状の自動車部品を被覆するn−Ni−10Fe接着テープの写真である。
【図5】図5は、超微細金属被覆を含み、剛性が向上したトラック用プラスチックグリルガード(0.001インチのn−Ni−20Fe被覆を有する6mmのプラスチック)を示す。
【図6】図6は、クロスビームに250lbの負荷を与えた、微細粒金属被覆を含むプラスチックグリルガードの撓みを示す(目標撓み:<25mm、結果24.6mm)。
【図7】図7は、ナノコートしたPC/ABS(左)とステンレス鋼(右)の自動車用ランニングボード部品の断面を示す。
【特許請求の範囲】
【請求項1】
a)ポリマー材料でできた恒久基材と、
b)2nm〜5000nmの平均粒径と、25μm〜5cmの厚さと、200VHN〜3000VHNの硬度とを有する微細粒金属材料と、
を有して成り、該微細粒金属材料が、前記恒久基材の少なくとも一部を被覆することを特徴とする物品。
【請求項2】
前記微細粒金属材料によって被覆される前記恒久基材の表面が、Ra=0.25μm〜Ra=25μmの平均表面粗さを有することを特徴とする請求項1に記載の物品。
【請求項3】
前記微細粒金属被覆が、
i)Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrよりなる群から選ばれる純金属
ii)Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrよりなる群から選ばれる少なくとも2つの元素を含む合金
iii)Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrよりなる群から選ばれる純金属と、これら元素を少なくとも2つ含み、さらに、B、C、Mo、Mn、P、S、Si、Pb、Pd、Rh、Ru、SnおよびVから選ばれる少なくとも1つの元素を含む合金
iv)前記金属被覆が、また、体積分率で0体積%〜95体積%の粒状添加剤をも含むi)、ii)、iii)の何れか
よりなる群から選ばれることを特徴とする請求項1または2に記載の物品。
【請求項4】
前記金属被覆が、また、粒状添加剤をも含み、該粒状添加剤が金属(Ag、Al、Cu、In、Mg、Si、Sn、Pt、Ti、V、W、Zn)と、金属酸化物(Ag2O、Al2O3、SiO2、SnO2、TiO2、ZnO)と、Al、B、SiおよびTiの窒化物と、B、Cr、Bi、Si、Ti、Wの炭化物と、MoS2と、炭素(カーボンナノチューブ、ダイヤモンド、グラファイト、グラファイトファイバ)と、セラミックスと、ガラスと、ポリマー材料(PTFE、PVC、PE、PP、ABS、エポキシ樹脂)とよりなる群から選ばれる1以上の材料であることを特徴とする請求項3に記載の物品。
【請求項5】
前記恒久基材が、ガラス、ガラスファイバ、カーボン、カーボンナノチューブ、グラファイト、グラファイトファイバ、金属、金属合金、セラミックス、ならびにタルク、ケイ酸カルシウム、シリカ、炭酸カルシウム、アルミナ、酸化チタン、フェライトおよび混合シリケートのような鉱物フィラーよりなる群から選ばれたフィラーを適宜含む、エポキシ樹脂複合材料、ポリアミド、ガラス充填ポリアミド、ポリエステル、ポリタラミド、ポリプロピレン、ポリカーボネート、ポリ塩化ビニール(PVC)、熱可塑性ポリオレフィン(TPO)、ポリカーボネートおよびアクリロニトリル−ブタジエン−スチレン(ABS)よりなる群から選ばれる充填または非充填ポリマー材料よりなる群から選ばれるポリマー材料であることを特徴する請求1に記載の物品。
【請求項6】
微細粒金属層が、電着、物理気相成長法(PVD)、化学気相成長法(CVD)、および、カイネティックメタライゼーションを含むコールドスプレー法により付着されることを特徴とする請求項1に記載の物品。
【請求項7】
前記微細粒金属被覆が少なくとも300MPaの降伏強度を有することを特徴とする請求項1に記載の物品。
【請求項8】
前記金属材料と前記ポリマー基材との間に、中間導電層を含むことを特徴とする請求項1に記載の物品。
【請求項9】
中間導電層が、Ag、Ni、もしくはCuまたはこれらのうちのいずれか2つもしくは全ての組み合わせからなり、かつ、無電解メッキ、スパッタリング、溶射、化学気相成長法、化学還元スプレー、物理気相成長法またはこれらのうちのいずれか2つ以上により付着されることを特徴とする請求項8に記載の物品。
【請求項10】
中間導電層が、その内部に導電性微粒子を有するポリマー材料でできていることを特徴とする請求項8に記載の物品。
【請求項11】
中間導電層が、導電性塗料または導電性エポキシであることを特徴とする請求項10に記載の物品。
【請求項12】
導電性微粒子が、Ag、Ni、Cu、グラファイトもしくは他の導電性カーボン、または、これらの2以上の組み合わせよりなる、またはそのようなものを含むことを特徴とする請求項10に記載の物品。
【請求項13】
ポリマー接着材料を有して成ることを特徴とする請求項8に記載の物品。
【請求項14】
前記物品が、自動車、航空機、スポーツ器具、製造もしくは工業用途の部材または部品であることを特徴とする請求項1〜13のいずれかに記載の物品。
【請求項15】
ゴルフクラブのシャフト、ゴルフクラブのヘッド、釣竿、矢、ホッケーのスティック、野球のバット、テニスラケット、スケートブレード、スノーボード、自転車のフレーム、銃弾のケーシング、グリルガード、ブレーキペダル、ランニングボードよりなる群から選ばれることを特徴とする請求項14に記載の物品。
【請求項16】
前記微細粒金属材料が、Ni、CoおよびFeよりなる群から選ばれる少なくとも1つの金属を含むことを特徴とするグラファイト含有ポリマー材料よりなる請求項15に記載のゴルフクラブのシャフト。
【請求項17】
前記微細粒金属材料が、Ni、CoおよびFeよりなる群から選ばれる少なくとも1つの金属を含むことを特徴とする請求項15に記載の銃弾のケーシング。
【請求項18】
前記物品が、チューブ状の構造を有し、前記微細粒金属材料が、前記チューブ状構造の内面または外面の少なくとも一部に延在することを特徴とする請求項1〜11の何れかに記載の物品。
【請求項19】
ゴルフクラブのシャフト、矢のシャフト、カートリッジケーシング、野球のバット、釣竿、スキーポール、ハイキングポールおよび自転車部品からなる群から選ばれることを特徴とする請求項18に記載の物品。
【請求項20】
前記基材が、グラファイト、グラファイトファイバ、カーボン、カーボンファイバおよびカーボンナノチューブからなる群より選ばれるフィラーを含むポリマー材料でできていることを特徴とする請求項18に記載の物品。
【請求項21】
500VHNより高い硬度および10より大きい粒径に対する壁の厚さの比率を備えた微細粒金属被覆を有していることを特徴とする請求項18に記載の物品。
【請求項22】
エポキシ樹脂に埋め込まれたグラファイト/カーボンファイバを含む基材上に微細粒金属材料を有し、微細粒金属材料の重量が物品全体の重量の5%〜95%であることを特徴とする請求項1に記載の物品。
【請求項23】
前記微細粒金属材料がNi基、Co基またはFe基合金であり、基材が、エポキシ樹脂に埋込んだグラファイト/カーボンファイバでできていることを特徴とする請求項1に記載の物品。
【請求項24】
前記物品が、ゴルフクラブのシャフト、矢のシャフト、銃弾のカートリッジケーシング、野球のバット、釣竿、スキーポール、ハイキングポール、型、型部材、工具部品、または自動車もしくは自転車部品であることを特徴とする請求項22または23に記載の物品。
【請求項25】
前記微細粒金属材料が、成形後にポリマー基材に被覆される、電鋳金属メッキまたはテープであることを特徴する請求項1から7のいずれかに記載の物品。
【請求項26】
前記微細粒金属材料が、成形後、熱処理により強化されることを特徴する請求項1から7のいずれかに記載の物品。
【請求項27】
少なくとも25MPaの降伏強度を有する、微細粒金属を被覆したポリマー複合材料でできた物品であって、
i 微細粒被覆の重量が、物品の総重量の5%〜95%であり、
ii 微細粒金属を含む前記物品が、微細粒金属被膜を含まない同じ物品のトルクまたはモーメントとの比較において、捻り剛性または曲げ剛性が、単位重量当たり少なくとも5%改善されていること
を特徴とする。
【請求項28】
前記微細粒金属被覆層が、物品の内面または外面の少なくとも一部を被覆していることを特徴とする請求項27の物品。
【請求項29】
前記物品が、ゴルフクラブのシャフト、銃弾のケーシング、自動車のグリルガードまたは自動車のランニングボードブラケットであることを特徴とする請求27に記載の物品。
【請求項30】
2nm〜5000nmの粒径と、少なくとも200MPaの降伏強度とを有する微細粒金属材料により、表面の少なくとも一部が被覆されていることを特徴とするポリマー材料でできた物品。
【請求項31】
前記微細粒金属材料により被覆されている、前記ポリマー材料の表面粗さが、Ra=0.4μm〜Ra=5μmであることを特徴とする請求項30に記載の物品。
【請求項32】
前記物品の外側が、前記微細粒金属により、約25μm〜約5cmの厚さで被覆されていることを特徴とする請求項30に記載の物品。
【請求項33】
前記ポリマー材料が補強されていることを特徴とする請求項30に記載の物品。
【請求項34】
前記ポリマー材料と前記微細粒金属層との間に、メタライズされた層を含むことを特徴とする請求項30に記載の物品。
【請求項1】
a)ポリマー材料でできた恒久基材と、
b)2nm〜5000nmの平均粒径と、25μm〜5cmの厚さと、200VHN〜3000VHNの硬度とを有する微細粒金属材料と、
を有して成り、該微細粒金属材料が、前記恒久基材の少なくとも一部を被覆することを特徴とする物品。
【請求項2】
前記微細粒金属材料によって被覆される前記恒久基材の表面が、Ra=0.25μm〜Ra=25μmの平均表面粗さを有することを特徴とする請求項1に記載の物品。
【請求項3】
前記微細粒金属被覆が、
i)Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrよりなる群から選ばれる純金属
ii)Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrよりなる群から選ばれる少なくとも2つの元素を含む合金
iii)Ag、Al、Au、Cu、Co、Cr、Ni、Sn、Fe、Pt、Ti、W、ZnおよびZrよりなる群から選ばれる純金属と、これら元素を少なくとも2つ含み、さらに、B、C、Mo、Mn、P、S、Si、Pb、Pd、Rh、Ru、SnおよびVから選ばれる少なくとも1つの元素を含む合金
iv)前記金属被覆が、また、体積分率で0体積%〜95体積%の粒状添加剤をも含むi)、ii)、iii)の何れか
よりなる群から選ばれることを特徴とする請求項1または2に記載の物品。
【請求項4】
前記金属被覆が、また、粒状添加剤をも含み、該粒状添加剤が金属(Ag、Al、Cu、In、Mg、Si、Sn、Pt、Ti、V、W、Zn)と、金属酸化物(Ag2O、Al2O3、SiO2、SnO2、TiO2、ZnO)と、Al、B、SiおよびTiの窒化物と、B、Cr、Bi、Si、Ti、Wの炭化物と、MoS2と、炭素(カーボンナノチューブ、ダイヤモンド、グラファイト、グラファイトファイバ)と、セラミックスと、ガラスと、ポリマー材料(PTFE、PVC、PE、PP、ABS、エポキシ樹脂)とよりなる群から選ばれる1以上の材料であることを特徴とする請求項3に記載の物品。
【請求項5】
前記恒久基材が、ガラス、ガラスファイバ、カーボン、カーボンナノチューブ、グラファイト、グラファイトファイバ、金属、金属合金、セラミックス、ならびにタルク、ケイ酸カルシウム、シリカ、炭酸カルシウム、アルミナ、酸化チタン、フェライトおよび混合シリケートのような鉱物フィラーよりなる群から選ばれたフィラーを適宜含む、エポキシ樹脂複合材料、ポリアミド、ガラス充填ポリアミド、ポリエステル、ポリタラミド、ポリプロピレン、ポリカーボネート、ポリ塩化ビニール(PVC)、熱可塑性ポリオレフィン(TPO)、ポリカーボネートおよびアクリロニトリル−ブタジエン−スチレン(ABS)よりなる群から選ばれる充填または非充填ポリマー材料よりなる群から選ばれるポリマー材料であることを特徴する請求1に記載の物品。
【請求項6】
微細粒金属層が、電着、物理気相成長法(PVD)、化学気相成長法(CVD)、および、カイネティックメタライゼーションを含むコールドスプレー法により付着されることを特徴とする請求項1に記載の物品。
【請求項7】
前記微細粒金属被覆が少なくとも300MPaの降伏強度を有することを特徴とする請求項1に記載の物品。
【請求項8】
前記金属材料と前記ポリマー基材との間に、中間導電層を含むことを特徴とする請求項1に記載の物品。
【請求項9】
中間導電層が、Ag、Ni、もしくはCuまたはこれらのうちのいずれか2つもしくは全ての組み合わせからなり、かつ、無電解メッキ、スパッタリング、溶射、化学気相成長法、化学還元スプレー、物理気相成長法またはこれらのうちのいずれか2つ以上により付着されることを特徴とする請求項8に記載の物品。
【請求項10】
中間導電層が、その内部に導電性微粒子を有するポリマー材料でできていることを特徴とする請求項8に記載の物品。
【請求項11】
中間導電層が、導電性塗料または導電性エポキシであることを特徴とする請求項10に記載の物品。
【請求項12】
導電性微粒子が、Ag、Ni、Cu、グラファイトもしくは他の導電性カーボン、または、これらの2以上の組み合わせよりなる、またはそのようなものを含むことを特徴とする請求項10に記載の物品。
【請求項13】
ポリマー接着材料を有して成ることを特徴とする請求項8に記載の物品。
【請求項14】
前記物品が、自動車、航空機、スポーツ器具、製造もしくは工業用途の部材または部品であることを特徴とする請求項1〜13のいずれかに記載の物品。
【請求項15】
ゴルフクラブのシャフト、ゴルフクラブのヘッド、釣竿、矢、ホッケーのスティック、野球のバット、テニスラケット、スケートブレード、スノーボード、自転車のフレーム、銃弾のケーシング、グリルガード、ブレーキペダル、ランニングボードよりなる群から選ばれることを特徴とする請求項14に記載の物品。
【請求項16】
前記微細粒金属材料が、Ni、CoおよびFeよりなる群から選ばれる少なくとも1つの金属を含むことを特徴とするグラファイト含有ポリマー材料よりなる請求項15に記載のゴルフクラブのシャフト。
【請求項17】
前記微細粒金属材料が、Ni、CoおよびFeよりなる群から選ばれる少なくとも1つの金属を含むことを特徴とする請求項15に記載の銃弾のケーシング。
【請求項18】
前記物品が、チューブ状の構造を有し、前記微細粒金属材料が、前記チューブ状構造の内面または外面の少なくとも一部に延在することを特徴とする請求項1〜11の何れかに記載の物品。
【請求項19】
ゴルフクラブのシャフト、矢のシャフト、カートリッジケーシング、野球のバット、釣竿、スキーポール、ハイキングポールおよび自転車部品からなる群から選ばれることを特徴とする請求項18に記載の物品。
【請求項20】
前記基材が、グラファイト、グラファイトファイバ、カーボン、カーボンファイバおよびカーボンナノチューブからなる群より選ばれるフィラーを含むポリマー材料でできていることを特徴とする請求項18に記載の物品。
【請求項21】
500VHNより高い硬度および10より大きい粒径に対する壁の厚さの比率を備えた微細粒金属被覆を有していることを特徴とする請求項18に記載の物品。
【請求項22】
エポキシ樹脂に埋め込まれたグラファイト/カーボンファイバを含む基材上に微細粒金属材料を有し、微細粒金属材料の重量が物品全体の重量の5%〜95%であることを特徴とする請求項1に記載の物品。
【請求項23】
前記微細粒金属材料がNi基、Co基またはFe基合金であり、基材が、エポキシ樹脂に埋込んだグラファイト/カーボンファイバでできていることを特徴とする請求項1に記載の物品。
【請求項24】
前記物品が、ゴルフクラブのシャフト、矢のシャフト、銃弾のカートリッジケーシング、野球のバット、釣竿、スキーポール、ハイキングポール、型、型部材、工具部品、または自動車もしくは自転車部品であることを特徴とする請求項22または23に記載の物品。
【請求項25】
前記微細粒金属材料が、成形後にポリマー基材に被覆される、電鋳金属メッキまたはテープであることを特徴する請求項1から7のいずれかに記載の物品。
【請求項26】
前記微細粒金属材料が、成形後、熱処理により強化されることを特徴する請求項1から7のいずれかに記載の物品。
【請求項27】
少なくとも25MPaの降伏強度を有する、微細粒金属を被覆したポリマー複合材料でできた物品であって、
i 微細粒被覆の重量が、物品の総重量の5%〜95%であり、
ii 微細粒金属を含む前記物品が、微細粒金属被膜を含まない同じ物品のトルクまたはモーメントとの比較において、捻り剛性または曲げ剛性が、単位重量当たり少なくとも5%改善されていること
を特徴とする。
【請求項28】
前記微細粒金属被覆層が、物品の内面または外面の少なくとも一部を被覆していることを特徴とする請求項27の物品。
【請求項29】
前記物品が、ゴルフクラブのシャフト、銃弾のケーシング、自動車のグリルガードまたは自動車のランニングボードブラケットであることを特徴とする請求27に記載の物品。
【請求項30】
2nm〜5000nmの粒径と、少なくとも200MPaの降伏強度とを有する微細粒金属材料により、表面の少なくとも一部が被覆されていることを特徴とするポリマー材料でできた物品。
【請求項31】
前記微細粒金属材料により被覆されている、前記ポリマー材料の表面粗さが、Ra=0.4μm〜Ra=5μmであることを特徴とする請求項30に記載の物品。
【請求項32】
前記物品の外側が、前記微細粒金属により、約25μm〜約5cmの厚さで被覆されていることを特徴とする請求項30に記載の物品。
【請求項33】
前記ポリマー材料が補強されていることを特徴とする請求項30に記載の物品。
【請求項34】
前記ポリマー材料と前記微細粒金属層との間に、メタライズされた層を含むことを特徴とする請求項30に記載の物品。
【図1】

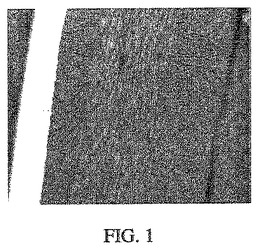
【図2】
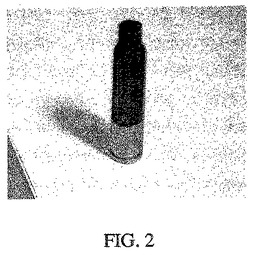
【図3】
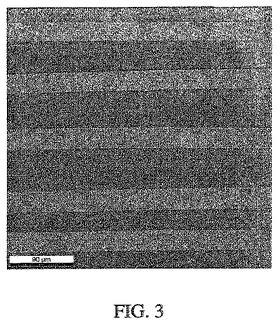
【図4】
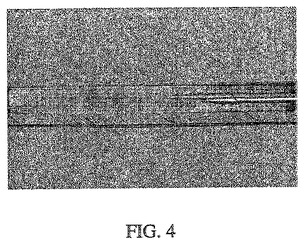
【図5】
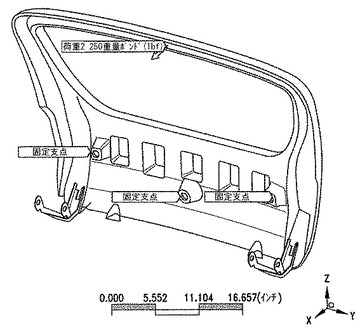
【図6】
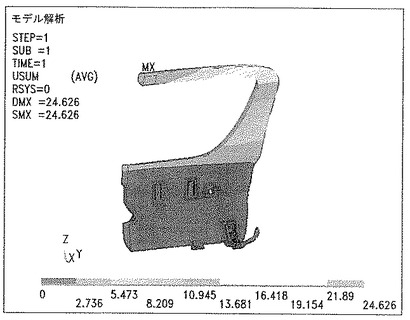
【図7】
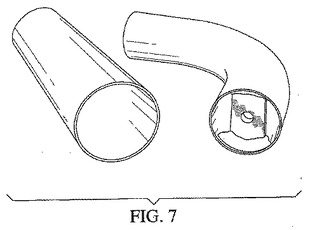
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2008−524010(P2008−524010A)
【公表日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願番号】特願2007−545804(P2007−545804)
【出願日】平成17年12月16日(2005.12.16)
【国際出願番号】PCT/CA2005/001925
【国際公開番号】WO2006/063469
【国際公開日】平成18年6月22日(2006.6.22)
【出願人】(500055108)インテグラン・テクノロジーズ・インコーポレーテッド (1)
【Fターム(参考)】
【公表日】平成20年7月10日(2008.7.10)
【国際特許分類】
【出願日】平成17年12月16日(2005.12.16)
【国際出願番号】PCT/CA2005/001925
【国際公開番号】WO2006/063469
【国際公開日】平成18年6月22日(2006.6.22)
【出願人】(500055108)インテグラン・テクノロジーズ・インコーポレーテッド (1)
【Fターム(参考)】
[ Back to top ]