
微細繊維不織布製造装置
【課題】安定して微細な繊維を形成できる生産性の高いエレクトロスピニング不織布製造装置を提供せんとする。
【解決手段】ポリマーを流出させる紡糸口金1と該紡糸口金1に対向して設置される電極4との間に高電圧をかけ、ポリマーを電極4に向かってジェット状に飛ぶ過程で繊維化させるものであり、紡糸口金1には、ポリマーの流出する複数のノズル3よりなるノズル列3Aが設けられ,電極4はノズル列3Aに対して平行に配置され、電極4における前記ノズル列3Aの長さ方向の寸法は、少なくとも該ノズル列3Aの長さ以上とされている。更に、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置5が設けられ、該気流装置5により偏向されたポリマーが付着・集積する繊維集積装置7が設けられている。
【解決手段】ポリマーを流出させる紡糸口金1と該紡糸口金1に対向して設置される電極4との間に高電圧をかけ、ポリマーを電極4に向かってジェット状に飛ぶ過程で繊維化させるものであり、紡糸口金1には、ポリマーの流出する複数のノズル3よりなるノズル列3Aが設けられ,電極4はノズル列3Aに対して平行に配置され、電極4における前記ノズル列3Aの長さ方向の寸法は、少なくとも該ノズル列3Aの長さ以上とされている。更に、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置5が設けられ、該気流装置5により偏向されたポリマーが付着・集積する繊維集積装置7が設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリマー溶液あるいはポリマー溶融液(以下、「ポリマー」という。)を流出させる紡糸口金と当該紡糸口金と対向して設置される電極の間に高電圧をかけ、ポリマーが紡糸口金から電極に向かってジェット状に飛ぶ過程で繊維化されることを応用したエレクトロスピニング法による微細繊維不織布製造装置に関するものである。
【背景技術】
【0002】
エレクトロスピニング法は静電紡糸あるいは電界紡糸というものであり、ポリマーと電極との間に付加される高電圧により、紡糸口金から流出するポリマーの表面から飛翔するポリマージェットを繊維として得ていくプロセスであり、ナノファイバーの生成に極めて有効なものである。本技術は、ポリマーが流出するノズルとこれに対向する電極間で1本のジェットが飛翔することを利用するものであり、生産性をあげる工夫が種々の提案されている(例えば、特許文献1〜5、非特許文献1参照。)。
【0003】
しかしながら、いまだ実用に適した生産性の高いエレクトロスピニングの方法・装置が市場に提供されているとは言えない。上記特許文献1の方法では、ポリマーが流出するノズルと電極との間の距離が離れていて高電圧が必要とされるという欠点がある。上記特許文献2、3の方法においては、ノズルと電極をより近くできるので電圧をより低くすることができるが、この方法はノズルから出た直後に空気流(ブローイング)による延伸作用が働き、エレクトロスピニングによる延伸作用が十分に働かず、微細繊維化が不十分な状態のまま繊維集積装置に向かって飛翔してしまうという欠点がある。
【0004】
繊維が十分に微細化しないという上記問題は、ポリマーが紡糸口金の細孔から出たときに、まず気流による延伸が働くことが原因であるので、この気流を廃止するか、弱める必要がある。ところが、上記特許文献2、3の方法では、この気流は繊維集積装置に繊維を移送する働きもかねているため、この気流を廃止したり、弱めたりすると繊維集積装置上に不織布を形成することが困難になる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2005−520068号公報
【特許文献2】特表2008−525669号公報
【特許文献3】特表2008−525670号公報
【特許文献4】特表2009−504937号公報
【特許文献5】米国特許第4904174号公報
【非特許文献1】Annual Review of Materials Research Vol.36: p333-368 Annual Reviews 2006.8
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、安定して微細な繊維を形成できる生産性の高いエレクトロスピニング不織布製造装置を提供する点にある。
【課題を解決するための手段】
【0007】
本発明は、前述の課題解決のために、ポリマーを流出させる紡糸口金と該紡糸口金に対向して設置される電極との間に高電圧をかけ、ポリマーを前記電極に向かってジェット状に飛ぶ過程で繊維化させるエレクトロスピニング不織布製造装置において、前記紡糸口金に、ポリマーの流出する複数のノズルよりなるノズル列を設け、前記電極を、前記ノズル列に対して平行に配置するとともに、該電極における前記ノズル列の長さ方向の寸法を、少なくとも該ノズル列の長さ以上とし、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置を設け、前記気流装置により偏向されたポリマーが付着・集積する繊維集積装置を設けてなることを特徴とする微細繊維不織布製造装置を構成した(請求項1)。
【0008】
ここにポリマーは、溶液あるいは溶融液の状態で紡糸口金から流出され、紡糸口金のノズルは細孔よりなる。またノズル列は、少なくとも一列以上設けられる。前記気流装置から噴出される気流は、空気その他の流体とすることができる。この気流装置はジェット状に飛ぶポリマーが電極上に蓄積しないように気流により偏向させて繊維集積装置の上に集積させるものである。
【0009】
ここで、ノズルを出た直後のポリマーの繊維ジェットが微細化しない状態のままノズルから飛ぶ距離を越える部分から電極面までの間を前記気流が通るように前記気流装置の気流出口を設置し、微細化された繊維ジェットを前記繊維集積装置上に集積するようにしたものが好ましい(請求項2)。
【0010】
また、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つノズル列を一列のみ設けたものが好ましい(請求項3)。
【0011】
更に、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つ2列以上のノズル列を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配したものが好ましい(請求項4)。
【0012】
ここで、前記紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、前記気流装置を、気流出口が下方を向くように配置したものが好ましい(請求項5)。
【0013】
また、前記ノズル列を一列または二列並べた紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、紡糸口金の両横側に前記電極並びに前記気流装置を配したものが好ましい(請求項6)。
【0014】
更に、前記紡糸口金に、前記ノズル列に隣接して気体を流出させるスリットを設けるとともに、該スリットのノズル列方向の長さ寸法を少なくとも前記ノズル列の長さ以上とし、必要に応じて前記スリットに気体を流して、各ノズルのポリマー流出口から流出するポリマー流を前記気体で包みこむようにしたものが好ましい(請求項7)。
【0015】
ここで、前記スリットから流出する気体の温度を任意に設定できるように加熱・温度制御装置を備えたものが好ましい(請求項8)。
【0016】
また、前記電極を気流の下流方向に延長して板状の電極としたものが好ましい(請求項9)。
【0017】
また、前記気流装置を、噴出する気流が前記電極の表面に対して平行に流れるように、或いは前記電極の表面にぶつかって電極の表面に沿って流れるように配置したものが好ましい(請求項10)。
【0018】
また、前記電極の表面に、ポリマーの付着を防止するための表面処理を施したものが好ましい(請求項11)。
【発明の効果】
【0019】
請求項1に係る微細繊維不織布製造装置によれば、紡糸口金に、ポリマーの流出する複数のノズルよりなるノズル列を設け、前記電極を、前記ノズル列に対して平行に配置するとともに、該電極における前記ノズル列の長さ方向の寸法を、少なくとも該ノズル列の長さ以上とし、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置を設け、前記気流装置により偏向されたポリマーが付着・集積する繊維集積装置を設けてなるので、安定して微細な繊維を形成できる生産性の高いエレクトロスピニング不織布製造装置が提供できる。
【0020】
請求項2に係る微細繊維不織布製造装置によれば、ノズルを出た直後のポリマーの繊維ジェットが微細化しない状態のままノズルから飛ぶ距離を越える部分から電極面までの間を前記気流が通るように前記気流装置の気流出口を設置し、微細化された繊維ジェットを前記繊維集積装置上に集積するようにしたので、十分に微細化されていない繊維の不織布が生成されてしまうことを回避でき、微細化された繊維の不織布をより確実に生成できる。
【0021】
請求項3に係る微細繊維不織布製造装置によれば、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つノズル列を一列のみ設けたので、ノズル列に電荷を集中させやすくし、繊維ジェットが飛びやすくする。
【0022】
請求項4に係る微細繊維不織布製造装置によれば、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つ2列以上のノズル列を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配したので、2列以上であるにもかかわらず紡糸口金の先端面積を出来るだけ小さく収まるようにし、ノズル列に電荷を集中させやすくし、繊維ジェットが飛びやすくする。また、ノズル列が複数列であることから小面積で多数の細孔を配置でき、より生産性が高くなる。
【0023】
請求項5に係る微細繊維不織布製造装置によれば、前記紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、前記気流装置を、気流出口が下方を向くように配置したので、水平にしない場合に隣接ノズル間でポリマーの繊維ジェットが接触・合流して各ノズルから独立して飛ばなくなるという不都合を回避でき、微細化された繊維からなる不織布を効率よく生産できる。
【0024】
請求項6に係る微細繊維不織布製造装置によれば、前記ノズル列を一列または二列並べた紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、紡糸口金の両横側に前記電極並びに前記気流装置を配したので、繊維の生成が紡糸口金の両側で生成され、生産量を増大できる。
【0025】
請求項7に係る微細繊維不織布製造装置によれば、前記紡糸口金に、前記ノズル列に隣接して気体を流出させるスリットを設けるとともに、該スリットのノズル列方向の長さ寸法を少なくとも前記ノズル列の長さ以上とし、必要に応じて前記スリットに気体を流して、各ノズルのポリマー流出口から流出するポリマー流を前記気体で包みこむようにしたので、ノズルから流出するポリマーが紡糸口金の先端に無用に残存・付着すること防止できる。
【0026】
請求項8に係る微細繊維不織布製造装置によれば、前記スリットから流出する気体の温度を任意に設定できるように加熱・温度制御装置を備えたので、特に熱可塑性の溶融ポリマーである場合、高温の気体でポリマーを包み込めるので、安定した微細繊維を得ることができる。
【0027】
請求項9に係る微細繊維不織布製造装置によれば、前記電極を気流の下流方向に延長して板状の電極としたので、気流により下流に流されていく繊維ジェットに対して電極が短い場合よりも電界の力をより長く作用させることができ、より微細な繊維が得られる。
【0028】
請求項10に係る微細繊維不織布製造装置によれば、前記気流装置を、噴出する気流が前記電極の表面に対して平行に流れるように、或いは前記電極の表面にぶつかって電極の表面に沿って流れるように配置したので、紡糸口金から出た繊維ジェットが電極表面を流れる気流に触れて下流に流れるので、紡糸口金のノズルの流出口のポリマーにつながっている繊維ジェットはノズル流出口から斜めに下流に引っ張られながら下流まで拡張された電界の影響を受け、微細化されていく。気流による張力が、微細化が進んで細くなった繊維の引張強度を越えると繊維ジェットは破断して繊維集積装置の方に移送されて、集積され、微細繊維不織布になる。
【0029】
請求項11に係る微細繊維不織布製造装置によれば、前記電極の表面に、ポリマーの付着を防止するための表面処理を施したので、気流の速度が緩慢な場合において繊維ジェットが電極に至るときにも電極上に付着しにくく、ノズルと電極の電位差(電圧)が低下して繊維ジェットが飛びにくくなることを防止できる。
【図面の簡単な説明】
【0030】
【図1】本発明の第1実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図2】同じく断面説明図。
【図3】紡糸口金の先端のノズルから電極に向かって飛翔するポリマーの繊維ジェットの状況を示す説明図。
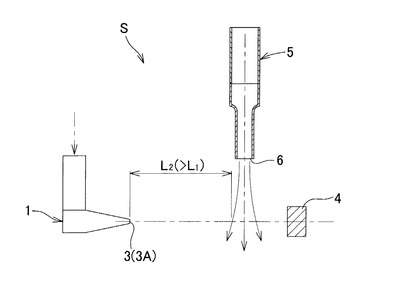
【図4】気流装置を、気流が紡糸口金のノズルから所定距離L2離れたところを通過するように設定した例を示す説明図。
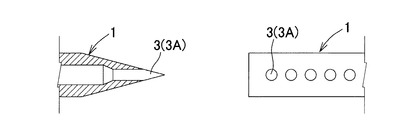
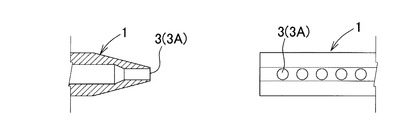
【図5】紡糸口金のノズル列が一列の場合の口金の先端部の側面図と正面図であり、図5−Aは先端を鋭く尖らせた例を示す説明図、図5−Bは先端に微小な平坦部を設けた変形例を示す説明図。
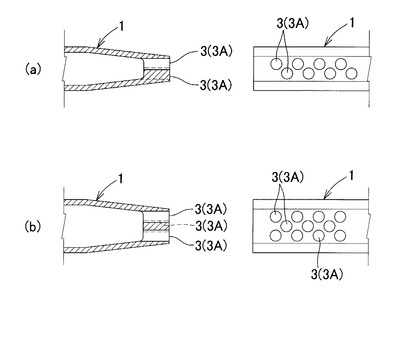
【図6】ノズルの位置を千鳥配置した例を示す側面図と正面図であり、図6(a)はノズル列が二列の場合の説明図、図6(b)はノズル列が三列の場合の説明図。
【図7】本発明の第2実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図8】同じく断面説明図。
【図9】本発明の第3実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図10】本発明の第4実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図11】本発明の第5実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図12】本発明の第6実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【発明を実施するための形態】
【0031】
次に、本発明の実施形態を添付図面に基づき詳細に説明する。
【0032】
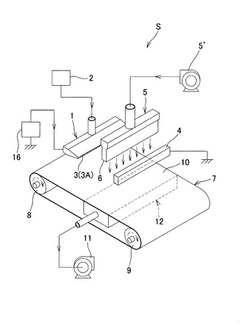
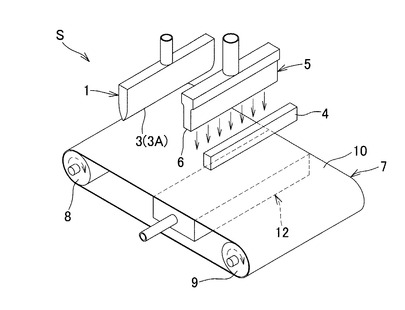
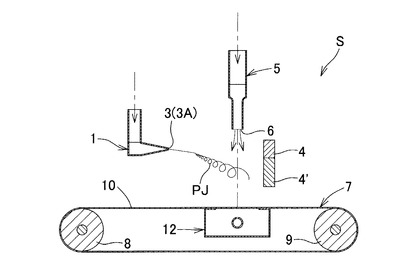
図1は、本発明の第1実施形態に係る微細繊維不織布製造装置Sの全体構成を示す説明図であり、図2は同じく断面説明図である。本発明の微細繊維不織布製造装置Sは、図1に示すように、ポリマーを流出させる紡糸口金1と該紡糸口金1に対向して設置される電極4との間に高電圧をかけ、ポリマーを電極4に向かってジェット状に飛ぶ過程で繊維化させるものである。
【0033】
特に本発明では、紡糸口金1には、ポリマーの流出する複数のノズル3よりなるノズル列3Aが設けられ,電極4はノズル列3Aに対して平行に配置され、電極4における前記ノズル列3Aの長さ方向の寸法は、少なくとも該ノズル列3Aの長さ以上とされている。更に、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置5が設けられ、該気流装置5により偏向されたポリマーが付着・集積する繊維集積装置7が設けられている。
【0034】
まず、図1〜6に基づき第1実施形態を説明する。
【0035】
紡糸口金1には、ポリマー定量送出装置2からポリマーが強制的に送り込まれ、鋭角になった先細な先端に列状に並んで設けられたノズル3からポリマーが流出するように構成されている。紡糸口金1は、図1〜図5−Aにも示すように、ノズル3側である先端側ほど細くなる先細形状である。これはとがらせた方が電荷を集中させやすくし、繊維ジェットが飛びやすくするためである。尚、加工上および取り扱い上先端を損傷しにくくするために図5−Bのように、先端に微小な平坦部fを設けてもよい。
【0036】
また、ノズル列3Aは、図5−Aに示すように、一列のみ設けられている。これについても、ノズル列3Aを二列以上設けることもでき、例えば図6に示す例では、紡糸口金のノズル3の列が二列以上の場合のそれぞれのノズルの位置関係を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配し、このような千鳥配置として紡糸口金の先端面積を出来るだけ、小さく収まるようにし、角型に仕上げて電荷を集中させやすくしてある。(a)はノズル列が二列の場合、(b)はノズル列が三列の場合を例示している。これにより小面積で多数の細孔を配置でき、より生産性が高くなる。ただ、先端面積をあまり大きくすると、電荷の集中をさせにくくなる。
【0037】
紡糸口金1の先端のノズル列に平行に電極4が配置され、さらに紡糸口金1と電極4の間に気流装置5が配置され、送風機5’から送り出された気体が気流出口6から紡糸口金1と電極4の間に流出するようになっている。電極4はアースにつながり、紡糸口金が高電圧発生装置16に結合されており、紡糸口金1と電極4の間で高電位差がつくようになっている。ただし電極4を高電圧発生装置16に結合し、紡糸口金をアースにつないでもよい。
【0038】
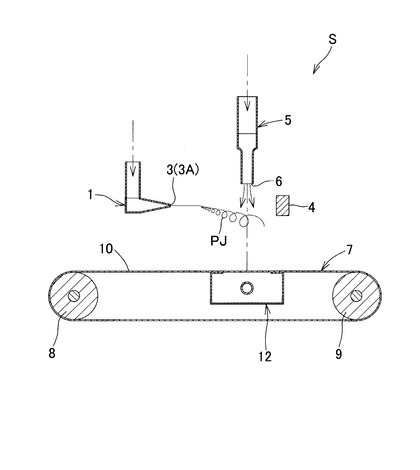
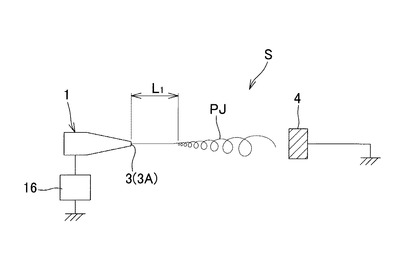
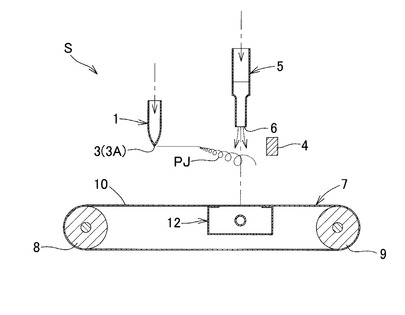
紡糸口金1の先端のノズル3から電極4に向かって飛翔するポリマーの繊維ジェットPJは、図3に示すように、ノズルから離れて数十mmの間は直進し、その後十数mmで微細化して後らせん状に旋回しつつ広がり電極4面にいたる。繊維ジェットがノズル3から直進する距離L1は、ポリマーの性質、ノズルと電極間の電位差などによって変化する。したがってノズルを出た直後の繊維ジェットは、微細化する前の状態であるので、これを気流で下流に移送することは微細化していない繊維の不織布を生成することとなる。本実施形態では、図4に示すように、気流装置5の気流が紡糸口金1のノズル3と電極4を結ぶ最短距離の線上で、紡糸口金のノズル3からL2(ただしL2>L1)離れたところを通過するように、気流装置5の気流出口6が設定されている。これにより繊維集積装置7上に微細化された繊維ジェットが集積されることとなる。
【0039】
繊維集積装置7は、気流装置5からの気流を受ける位置に設けられている。具体的には、従動ローラ8、駆動ローラ9で支持された気流を通す構造のコンベアベルト10からなり、該コンベアベルト10の下面側に吸引ブロア11の結合された吸引ボックス12が設けられ、気流出口6からの気流を吸い込むように構成されている。
【0040】
このような微細繊維不織布製造装置Sでは、まずポリマーは定量送出装置2により、紡糸口金1のノズル3から流出しようとする。このとき、この紡糸口金と対向する電極との間に一定以上の高電圧をかけると、ノズル3の流出口のポリマーは、電極に向かってポリマーの繊維ジェットPJとなって飛翔する。このまま放置すると電極の表面にポリマー繊維が付着・積み重なり、紡糸口金1の先端のノズル3と電極4間の電位差(電圧)が低下して最終的に繊維ジェットが飛ばなくなるが、気流装置5を作動させて気流出口6から気体を流出させると、前述の繊維ジェットはその気流で吹き流され、電極からはなれた繊維集積装置7のコンベアベルト10の方に飛ばされる。このとき吸引ブロア11を作動させ、吸引ボックス12を作動させると、飛ばされた繊維状のジェットはコンベアベルト10上に集積され、繊維集積装置が稼動して駆動ローラ9が回転すると、コンベアベルト10上に微細繊維不織布が連続的に生成されるのである。
【0041】
次に、図7及び図8に基づき、本発明の第2実施形態を説明する。
【0042】
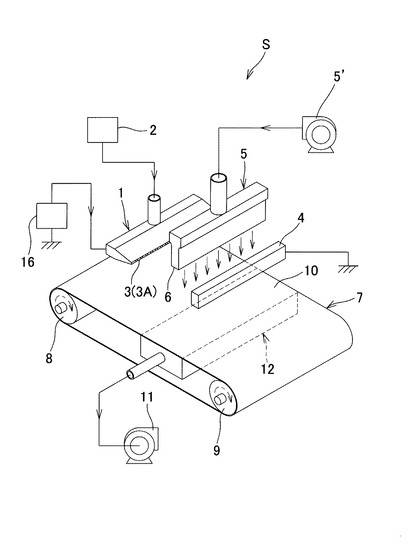
本実施形態の微細繊維不織布製造装置Sは、図7、8に示すように、紡糸口金1のノズル3の流出口を下に向けて水平にしたものである。紡糸口金1を下に向けて水平にしない場合は、ノズル3から流出するポリマーの量を十分に制御しないとノズル3出口で隣接するノズルから出るポリマーが接触・合流する現象が起こりやすく、繊維ジェットがそれぞれのノズルから飛ばなくなるという不都合が起こりやすいという問題がある。したがって、本実施形態のごとくノズル3の流出口を下に向けて水平にすることが望ましい。その他、第1実施形態と同じ構成については同一符号を付してその説明を省略する。
【0043】
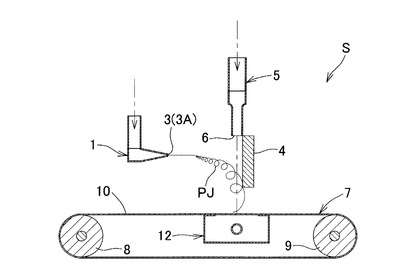
次に、図9に基づき、本発明の第3実施形態を説明する。
【0044】
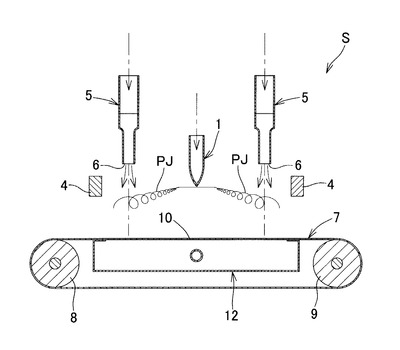
本実施形態の微細繊維不織布製造装置Sは、図9に示すように、紡糸口金1のノズル3の流出口を下に向けたことにより、気流装置5および電極4を紡糸口金の両横側に配置することが可能になり、これにより繊維の生成が紡糸口金1の両横側で生成されるので、生産量が増大する。繊維の生成量の増大はノズル列3Aが複数の場合に特に大きくなるが、実施上は二列までが有効である。三列になると中央のノズル列からの繊維ジェットは、両横側のノズル列3Aからの繊維ジェットが優先的になり、飛びにくくなり、生産性の向上に寄与しない。
【0045】
次に、図10に基づき、本発明の第4実施形態を説明する。
【0046】
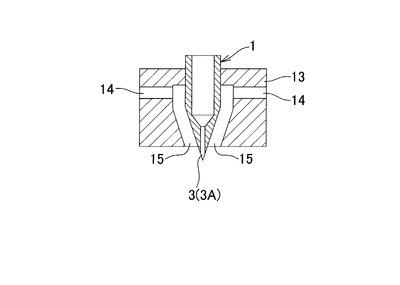
本実施形態の微細繊維不織布製造装置Sは、図10に示すように、紡糸口金1に隣接してリップ金具13によりノズル3のノズル列の両側に隣接してスリット15を形成し、細孔のノズル3から流出するポリマーを当該スリット15から吹き出される気体により包み込み・流出を助けるようにした一般メルトブロー法に適用される紡糸口金と類似のものを適用するものである。これを活用することにより、ノズルから流出するポリマーが紡糸口金の先端に無用に残存・付着すること防ぐ効果がある。
【0047】
スリット15のノズル列方向の長さ寸法は、少なくとも前記ノズル列3Aの長さ以上に設定されている。本例では、さらにこのスリット15から吹き出される気体を加熱・温度制御できる装置を設けることにより、特にポリマーが熱可塑性の溶融ポリマーである場合、高温の気体でポリマーを包み込めるので、安定した微細繊維を得ることが出来るようになる。
【0048】
次に、図11に基づき、本発明の第5実施形態を説明する。
【0049】
図3にノズルと電極の間に繊維ジェットが飛翔する模式図を示したが、本発明では飛翔する繊維ジェットを気流で移送することを特徴としており、繊維ジェットが電極近傍から離れるとジェットを牽引する力が働かなくなり、微細化に限界が生じるという欠点が残っている。そこで本実施形態では、図11に示すように、繊維ジェットPJはノズル3と電極4の最短部近傍でつくられている電界により形成されるが、気流により下流に流されていくので、繊維ジェットPJにより長く、電界の力を作動させるために、電極4に下流に延長した電極4’を追加あるいは延長することが、好ましく、電極が短い場合より、微細繊維が得られることになる。
【0050】
次に、図12に基づき、本発明の第6実施形態を説明する。
【0051】
図3で説明したように、紡糸口金1の近傍では、繊維ジェットは微細化度合いが低く、電極に地被くほど微細化が進む。そこで本実施形態の微細繊維不織布製造装置Sは、図12に示すように、気流装置の流出口を出来るだけ、電極に近づけ電極表面を気流が吹き流れるようにしている。本図では気流が電極表面に沿って平行に流れるように示しているが、少し斜めに電極表面にぶつけるように当てるようにしてもよい。さらに、繊維ジェットにより長く電界の力を及ばせるために、電極4と気流の下流方向(すなわち繊維集積装置)に延長したものを適用した。
【0052】
この実施形態では、紡糸口金1から出た繊維ジェットは、電極4表面を流れる気流に触れ、下流に流れるので、紡糸口金1のノズル3の流出口のポリマーにつながっている繊維ジェットはノズル流出口から、斜めに下流に引っ張られながら、下流まで拡張された電界の影響を受け、微細化されていく。気流による張力が、微細化が進んで細くなった繊維の引張強度を越えると繊維ジェットは破断して繊維集積装置のほうに移送されて、集積され、微細繊維不織布になる。
【0053】
この実施形態に限らず、本発明では、気流の速度が緩慢な場合は、繊維ジェットが電極上に付着することがある。この場合には、電極表面を繊維ジェットが付着しにくくするため、たとえば、フッ素樹脂コーティングなどの表面処理をすることが有効である。
【0054】
以上、本発明の実施形態について説明したが、本発明はこうした実施例に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる形態で実施し得ることは勿論である。
【符号の説明】
【0055】
S 微細繊維不織布製造装置
1 紡糸口金
2 ポリマー定量送出装置
3 ノズル
3A ノズル列
4 電極
4’ 延長電極
5 気流装置
5’ 送風機
6 気流出口
7 繊維集積装置
8 従動ローラ
9 駆動ローラ
10 コンベアベルト
11 吸引ブロア
12 吸引ボックス
13 リップ金具
14 気体入口
15 スリット
16 高電圧発生装置
PJ ポリマーの繊維ジェット
L1 ポリマージェットが直進する距離
L2 ノズル先端から気流装置から噴出される気流の距離
【技術分野】
【0001】
本発明は、ポリマー溶液あるいはポリマー溶融液(以下、「ポリマー」という。)を流出させる紡糸口金と当該紡糸口金と対向して設置される電極の間に高電圧をかけ、ポリマーが紡糸口金から電極に向かってジェット状に飛ぶ過程で繊維化されることを応用したエレクトロスピニング法による微細繊維不織布製造装置に関するものである。
【背景技術】
【0002】
エレクトロスピニング法は静電紡糸あるいは電界紡糸というものであり、ポリマーと電極との間に付加される高電圧により、紡糸口金から流出するポリマーの表面から飛翔するポリマージェットを繊維として得ていくプロセスであり、ナノファイバーの生成に極めて有効なものである。本技術は、ポリマーが流出するノズルとこれに対向する電極間で1本のジェットが飛翔することを利用するものであり、生産性をあげる工夫が種々の提案されている(例えば、特許文献1〜5、非特許文献1参照。)。
【0003】
しかしながら、いまだ実用に適した生産性の高いエレクトロスピニングの方法・装置が市場に提供されているとは言えない。上記特許文献1の方法では、ポリマーが流出するノズルと電極との間の距離が離れていて高電圧が必要とされるという欠点がある。上記特許文献2、3の方法においては、ノズルと電極をより近くできるので電圧をより低くすることができるが、この方法はノズルから出た直後に空気流(ブローイング)による延伸作用が働き、エレクトロスピニングによる延伸作用が十分に働かず、微細繊維化が不十分な状態のまま繊維集積装置に向かって飛翔してしまうという欠点がある。
【0004】
繊維が十分に微細化しないという上記問題は、ポリマーが紡糸口金の細孔から出たときに、まず気流による延伸が働くことが原因であるので、この気流を廃止するか、弱める必要がある。ところが、上記特許文献2、3の方法では、この気流は繊維集積装置に繊維を移送する働きもかねているため、この気流を廃止したり、弱めたりすると繊維集積装置上に不織布を形成することが困難になる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特表2005−520068号公報
【特許文献2】特表2008−525669号公報
【特許文献3】特表2008−525670号公報
【特許文献4】特表2009−504937号公報
【特許文献5】米国特許第4904174号公報
【非特許文献1】Annual Review of Materials Research Vol.36: p333-368 Annual Reviews 2006.8
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、安定して微細な繊維を形成できる生産性の高いエレクトロスピニング不織布製造装置を提供する点にある。
【課題を解決するための手段】
【0007】
本発明は、前述の課題解決のために、ポリマーを流出させる紡糸口金と該紡糸口金に対向して設置される電極との間に高電圧をかけ、ポリマーを前記電極に向かってジェット状に飛ぶ過程で繊維化させるエレクトロスピニング不織布製造装置において、前記紡糸口金に、ポリマーの流出する複数のノズルよりなるノズル列を設け、前記電極を、前記ノズル列に対して平行に配置するとともに、該電極における前記ノズル列の長さ方向の寸法を、少なくとも該ノズル列の長さ以上とし、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置を設け、前記気流装置により偏向されたポリマーが付着・集積する繊維集積装置を設けてなることを特徴とする微細繊維不織布製造装置を構成した(請求項1)。
【0008】
ここにポリマーは、溶液あるいは溶融液の状態で紡糸口金から流出され、紡糸口金のノズルは細孔よりなる。またノズル列は、少なくとも一列以上設けられる。前記気流装置から噴出される気流は、空気その他の流体とすることができる。この気流装置はジェット状に飛ぶポリマーが電極上に蓄積しないように気流により偏向させて繊維集積装置の上に集積させるものである。
【0009】
ここで、ノズルを出た直後のポリマーの繊維ジェットが微細化しない状態のままノズルから飛ぶ距離を越える部分から電極面までの間を前記気流が通るように前記気流装置の気流出口を設置し、微細化された繊維ジェットを前記繊維集積装置上に集積するようにしたものが好ましい(請求項2)。
【0010】
また、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つノズル列を一列のみ設けたものが好ましい(請求項3)。
【0011】
更に、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つ2列以上のノズル列を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配したものが好ましい(請求項4)。
【0012】
ここで、前記紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、前記気流装置を、気流出口が下方を向くように配置したものが好ましい(請求項5)。
【0013】
また、前記ノズル列を一列または二列並べた紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、紡糸口金の両横側に前記電極並びに前記気流装置を配したものが好ましい(請求項6)。
【0014】
更に、前記紡糸口金に、前記ノズル列に隣接して気体を流出させるスリットを設けるとともに、該スリットのノズル列方向の長さ寸法を少なくとも前記ノズル列の長さ以上とし、必要に応じて前記スリットに気体を流して、各ノズルのポリマー流出口から流出するポリマー流を前記気体で包みこむようにしたものが好ましい(請求項7)。
【0015】
ここで、前記スリットから流出する気体の温度を任意に設定できるように加熱・温度制御装置を備えたものが好ましい(請求項8)。
【0016】
また、前記電極を気流の下流方向に延長して板状の電極としたものが好ましい(請求項9)。
【0017】
また、前記気流装置を、噴出する気流が前記電極の表面に対して平行に流れるように、或いは前記電極の表面にぶつかって電極の表面に沿って流れるように配置したものが好ましい(請求項10)。
【0018】
また、前記電極の表面に、ポリマーの付着を防止するための表面処理を施したものが好ましい(請求項11)。
【発明の効果】
【0019】
請求項1に係る微細繊維不織布製造装置によれば、紡糸口金に、ポリマーの流出する複数のノズルよりなるノズル列を設け、前記電極を、前記ノズル列に対して平行に配置するとともに、該電極における前記ノズル列の長さ方向の寸法を、少なくとも該ノズル列の長さ以上とし、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置を設け、前記気流装置により偏向されたポリマーが付着・集積する繊維集積装置を設けてなるので、安定して微細な繊維を形成できる生産性の高いエレクトロスピニング不織布製造装置が提供できる。
【0020】
請求項2に係る微細繊維不織布製造装置によれば、ノズルを出た直後のポリマーの繊維ジェットが微細化しない状態のままノズルから飛ぶ距離を越える部分から電極面までの間を前記気流が通るように前記気流装置の気流出口を設置し、微細化された繊維ジェットを前記繊維集積装置上に集積するようにしたので、十分に微細化されていない繊維の不織布が生成されてしまうことを回避でき、微細化された繊維の不織布をより確実に生成できる。
【0021】
請求項3に係る微細繊維不織布製造装置によれば、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つノズル列を一列のみ設けたので、ノズル列に電荷を集中させやすくし、繊維ジェットが飛びやすくする。
【0022】
請求項4に係る微細繊維不織布製造装置によれば、前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つ2列以上のノズル列を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配したので、2列以上であるにもかかわらず紡糸口金の先端面積を出来るだけ小さく収まるようにし、ノズル列に電荷を集中させやすくし、繊維ジェットが飛びやすくする。また、ノズル列が複数列であることから小面積で多数の細孔を配置でき、より生産性が高くなる。
【0023】
請求項5に係る微細繊維不織布製造装置によれば、前記紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、前記気流装置を、気流出口が下方を向くように配置したので、水平にしない場合に隣接ノズル間でポリマーの繊維ジェットが接触・合流して各ノズルから独立して飛ばなくなるという不都合を回避でき、微細化された繊維からなる不織布を効率よく生産できる。
【0024】
請求項6に係る微細繊維不織布製造装置によれば、前記ノズル列を一列または二列並べた紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、紡糸口金の両横側に前記電極並びに前記気流装置を配したので、繊維の生成が紡糸口金の両側で生成され、生産量を増大できる。
【0025】
請求項7に係る微細繊維不織布製造装置によれば、前記紡糸口金に、前記ノズル列に隣接して気体を流出させるスリットを設けるとともに、該スリットのノズル列方向の長さ寸法を少なくとも前記ノズル列の長さ以上とし、必要に応じて前記スリットに気体を流して、各ノズルのポリマー流出口から流出するポリマー流を前記気体で包みこむようにしたので、ノズルから流出するポリマーが紡糸口金の先端に無用に残存・付着すること防止できる。
【0026】
請求項8に係る微細繊維不織布製造装置によれば、前記スリットから流出する気体の温度を任意に設定できるように加熱・温度制御装置を備えたので、特に熱可塑性の溶融ポリマーである場合、高温の気体でポリマーを包み込めるので、安定した微細繊維を得ることができる。
【0027】
請求項9に係る微細繊維不織布製造装置によれば、前記電極を気流の下流方向に延長して板状の電極としたので、気流により下流に流されていく繊維ジェットに対して電極が短い場合よりも電界の力をより長く作用させることができ、より微細な繊維が得られる。
【0028】
請求項10に係る微細繊維不織布製造装置によれば、前記気流装置を、噴出する気流が前記電極の表面に対して平行に流れるように、或いは前記電極の表面にぶつかって電極の表面に沿って流れるように配置したので、紡糸口金から出た繊維ジェットが電極表面を流れる気流に触れて下流に流れるので、紡糸口金のノズルの流出口のポリマーにつながっている繊維ジェットはノズル流出口から斜めに下流に引っ張られながら下流まで拡張された電界の影響を受け、微細化されていく。気流による張力が、微細化が進んで細くなった繊維の引張強度を越えると繊維ジェットは破断して繊維集積装置の方に移送されて、集積され、微細繊維不織布になる。
【0029】
請求項11に係る微細繊維不織布製造装置によれば、前記電極の表面に、ポリマーの付着を防止するための表面処理を施したので、気流の速度が緩慢な場合において繊維ジェットが電極に至るときにも電極上に付着しにくく、ノズルと電極の電位差(電圧)が低下して繊維ジェットが飛びにくくなることを防止できる。
【図面の簡単な説明】
【0030】
【図1】本発明の第1実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図2】同じく断面説明図。
【図3】紡糸口金の先端のノズルから電極に向かって飛翔するポリマーの繊維ジェットの状況を示す説明図。
【図4】気流装置を、気流が紡糸口金のノズルから所定距離L2離れたところを通過するように設定した例を示す説明図。
【図5】紡糸口金のノズル列が一列の場合の口金の先端部の側面図と正面図であり、図5−Aは先端を鋭く尖らせた例を示す説明図、図5−Bは先端に微小な平坦部を設けた変形例を示す説明図。
【図6】ノズルの位置を千鳥配置した例を示す側面図と正面図であり、図6(a)はノズル列が二列の場合の説明図、図6(b)はノズル列が三列の場合の説明図。
【図7】本発明の第2実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図8】同じく断面説明図。
【図9】本発明の第3実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図10】本発明の第4実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図11】本発明の第5実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【図12】本発明の第6実施形態に係る微細繊維不織布製造装置の全体構成を示す説明図。
【発明を実施するための形態】
【0031】
次に、本発明の実施形態を添付図面に基づき詳細に説明する。
【0032】
図1は、本発明の第1実施形態に係る微細繊維不織布製造装置Sの全体構成を示す説明図であり、図2は同じく断面説明図である。本発明の微細繊維不織布製造装置Sは、図1に示すように、ポリマーを流出させる紡糸口金1と該紡糸口金1に対向して設置される電極4との間に高電圧をかけ、ポリマーを電極4に向かってジェット状に飛ぶ過程で繊維化させるものである。
【0033】
特に本発明では、紡糸口金1には、ポリマーの流出する複数のノズル3よりなるノズル列3Aが設けられ,電極4はノズル列3Aに対して平行に配置され、電極4における前記ノズル列3Aの長さ方向の寸法は、少なくとも該ノズル列3Aの長さ以上とされている。更に、ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置5が設けられ、該気流装置5により偏向されたポリマーが付着・集積する繊維集積装置7が設けられている。
【0034】
まず、図1〜6に基づき第1実施形態を説明する。
【0035】
紡糸口金1には、ポリマー定量送出装置2からポリマーが強制的に送り込まれ、鋭角になった先細な先端に列状に並んで設けられたノズル3からポリマーが流出するように構成されている。紡糸口金1は、図1〜図5−Aにも示すように、ノズル3側である先端側ほど細くなる先細形状である。これはとがらせた方が電荷を集中させやすくし、繊維ジェットが飛びやすくするためである。尚、加工上および取り扱い上先端を損傷しにくくするために図5−Bのように、先端に微小な平坦部fを設けてもよい。
【0036】
また、ノズル列3Aは、図5−Aに示すように、一列のみ設けられている。これについても、ノズル列3Aを二列以上設けることもでき、例えば図6に示す例では、紡糸口金のノズル3の列が二列以上の場合のそれぞれのノズルの位置関係を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配し、このような千鳥配置として紡糸口金の先端面積を出来るだけ、小さく収まるようにし、角型に仕上げて電荷を集中させやすくしてある。(a)はノズル列が二列の場合、(b)はノズル列が三列の場合を例示している。これにより小面積で多数の細孔を配置でき、より生産性が高くなる。ただ、先端面積をあまり大きくすると、電荷の集中をさせにくくなる。
【0037】
紡糸口金1の先端のノズル列に平行に電極4が配置され、さらに紡糸口金1と電極4の間に気流装置5が配置され、送風機5’から送り出された気体が気流出口6から紡糸口金1と電極4の間に流出するようになっている。電極4はアースにつながり、紡糸口金が高電圧発生装置16に結合されており、紡糸口金1と電極4の間で高電位差がつくようになっている。ただし電極4を高電圧発生装置16に結合し、紡糸口金をアースにつないでもよい。
【0038】
紡糸口金1の先端のノズル3から電極4に向かって飛翔するポリマーの繊維ジェットPJは、図3に示すように、ノズルから離れて数十mmの間は直進し、その後十数mmで微細化して後らせん状に旋回しつつ広がり電極4面にいたる。繊維ジェットがノズル3から直進する距離L1は、ポリマーの性質、ノズルと電極間の電位差などによって変化する。したがってノズルを出た直後の繊維ジェットは、微細化する前の状態であるので、これを気流で下流に移送することは微細化していない繊維の不織布を生成することとなる。本実施形態では、図4に示すように、気流装置5の気流が紡糸口金1のノズル3と電極4を結ぶ最短距離の線上で、紡糸口金のノズル3からL2(ただしL2>L1)離れたところを通過するように、気流装置5の気流出口6が設定されている。これにより繊維集積装置7上に微細化された繊維ジェットが集積されることとなる。
【0039】
繊維集積装置7は、気流装置5からの気流を受ける位置に設けられている。具体的には、従動ローラ8、駆動ローラ9で支持された気流を通す構造のコンベアベルト10からなり、該コンベアベルト10の下面側に吸引ブロア11の結合された吸引ボックス12が設けられ、気流出口6からの気流を吸い込むように構成されている。
【0040】
このような微細繊維不織布製造装置Sでは、まずポリマーは定量送出装置2により、紡糸口金1のノズル3から流出しようとする。このとき、この紡糸口金と対向する電極との間に一定以上の高電圧をかけると、ノズル3の流出口のポリマーは、電極に向かってポリマーの繊維ジェットPJとなって飛翔する。このまま放置すると電極の表面にポリマー繊維が付着・積み重なり、紡糸口金1の先端のノズル3と電極4間の電位差(電圧)が低下して最終的に繊維ジェットが飛ばなくなるが、気流装置5を作動させて気流出口6から気体を流出させると、前述の繊維ジェットはその気流で吹き流され、電極からはなれた繊維集積装置7のコンベアベルト10の方に飛ばされる。このとき吸引ブロア11を作動させ、吸引ボックス12を作動させると、飛ばされた繊維状のジェットはコンベアベルト10上に集積され、繊維集積装置が稼動して駆動ローラ9が回転すると、コンベアベルト10上に微細繊維不織布が連続的に生成されるのである。
【0041】
次に、図7及び図8に基づき、本発明の第2実施形態を説明する。
【0042】
本実施形態の微細繊維不織布製造装置Sは、図7、8に示すように、紡糸口金1のノズル3の流出口を下に向けて水平にしたものである。紡糸口金1を下に向けて水平にしない場合は、ノズル3から流出するポリマーの量を十分に制御しないとノズル3出口で隣接するノズルから出るポリマーが接触・合流する現象が起こりやすく、繊維ジェットがそれぞれのノズルから飛ばなくなるという不都合が起こりやすいという問題がある。したがって、本実施形態のごとくノズル3の流出口を下に向けて水平にすることが望ましい。その他、第1実施形態と同じ構成については同一符号を付してその説明を省略する。
【0043】
次に、図9に基づき、本発明の第3実施形態を説明する。
【0044】
本実施形態の微細繊維不織布製造装置Sは、図9に示すように、紡糸口金1のノズル3の流出口を下に向けたことにより、気流装置5および電極4を紡糸口金の両横側に配置することが可能になり、これにより繊維の生成が紡糸口金1の両横側で生成されるので、生産量が増大する。繊維の生成量の増大はノズル列3Aが複数の場合に特に大きくなるが、実施上は二列までが有効である。三列になると中央のノズル列からの繊維ジェットは、両横側のノズル列3Aからの繊維ジェットが優先的になり、飛びにくくなり、生産性の向上に寄与しない。
【0045】
次に、図10に基づき、本発明の第4実施形態を説明する。
【0046】
本実施形態の微細繊維不織布製造装置Sは、図10に示すように、紡糸口金1に隣接してリップ金具13によりノズル3のノズル列の両側に隣接してスリット15を形成し、細孔のノズル3から流出するポリマーを当該スリット15から吹き出される気体により包み込み・流出を助けるようにした一般メルトブロー法に適用される紡糸口金と類似のものを適用するものである。これを活用することにより、ノズルから流出するポリマーが紡糸口金の先端に無用に残存・付着すること防ぐ効果がある。
【0047】
スリット15のノズル列方向の長さ寸法は、少なくとも前記ノズル列3Aの長さ以上に設定されている。本例では、さらにこのスリット15から吹き出される気体を加熱・温度制御できる装置を設けることにより、特にポリマーが熱可塑性の溶融ポリマーである場合、高温の気体でポリマーを包み込めるので、安定した微細繊維を得ることが出来るようになる。
【0048】
次に、図11に基づき、本発明の第5実施形態を説明する。
【0049】
図3にノズルと電極の間に繊維ジェットが飛翔する模式図を示したが、本発明では飛翔する繊維ジェットを気流で移送することを特徴としており、繊維ジェットが電極近傍から離れるとジェットを牽引する力が働かなくなり、微細化に限界が生じるという欠点が残っている。そこで本実施形態では、図11に示すように、繊維ジェットPJはノズル3と電極4の最短部近傍でつくられている電界により形成されるが、気流により下流に流されていくので、繊維ジェットPJにより長く、電界の力を作動させるために、電極4に下流に延長した電極4’を追加あるいは延長することが、好ましく、電極が短い場合より、微細繊維が得られることになる。
【0050】
次に、図12に基づき、本発明の第6実施形態を説明する。
【0051】
図3で説明したように、紡糸口金1の近傍では、繊維ジェットは微細化度合いが低く、電極に地被くほど微細化が進む。そこで本実施形態の微細繊維不織布製造装置Sは、図12に示すように、気流装置の流出口を出来るだけ、電極に近づけ電極表面を気流が吹き流れるようにしている。本図では気流が電極表面に沿って平行に流れるように示しているが、少し斜めに電極表面にぶつけるように当てるようにしてもよい。さらに、繊維ジェットにより長く電界の力を及ばせるために、電極4と気流の下流方向(すなわち繊維集積装置)に延長したものを適用した。
【0052】
この実施形態では、紡糸口金1から出た繊維ジェットは、電極4表面を流れる気流に触れ、下流に流れるので、紡糸口金1のノズル3の流出口のポリマーにつながっている繊維ジェットはノズル流出口から、斜めに下流に引っ張られながら、下流まで拡張された電界の影響を受け、微細化されていく。気流による張力が、微細化が進んで細くなった繊維の引張強度を越えると繊維ジェットは破断して繊維集積装置のほうに移送されて、集積され、微細繊維不織布になる。
【0053】
この実施形態に限らず、本発明では、気流の速度が緩慢な場合は、繊維ジェットが電極上に付着することがある。この場合には、電極表面を繊維ジェットが付着しにくくするため、たとえば、フッ素樹脂コーティングなどの表面処理をすることが有効である。
【0054】
以上、本発明の実施形態について説明したが、本発明はこうした実施例に何ら限定されるものではなく、本発明の要旨を逸脱しない範囲において種々なる形態で実施し得ることは勿論である。
【符号の説明】
【0055】
S 微細繊維不織布製造装置
1 紡糸口金
2 ポリマー定量送出装置
3 ノズル
3A ノズル列
4 電極
4’ 延長電極
5 気流装置
5’ 送風機
6 気流出口
7 繊維集積装置
8 従動ローラ
9 駆動ローラ
10 コンベアベルト
11 吸引ブロア
12 吸引ボックス
13 リップ金具
14 気体入口
15 スリット
16 高電圧発生装置
PJ ポリマーの繊維ジェット
L1 ポリマージェットが直進する距離
L2 ノズル先端から気流装置から噴出される気流の距離
【特許請求の範囲】
【請求項1】
ポリマーを流出させる紡糸口金と該紡糸口金に対向して設置される電極との間に高電圧をかけ、ポリマーを前記電極に向かってジェット状に飛ぶ過程で繊維化させるエレクトロスピニング不織布製造装置において、
前記紡糸口金に、ポリマーの流出する複数のノズルよりなるノズル列を設け、
前記電極を、前記ノズル列に対して平行に配置するとともに、該電極における前記ノズル列の長さ方向の寸法を、少なくとも該ノズル列の長さ以上とし、
ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置を設け、
前記気流装置により偏向されたポリマーが付着・集積する繊維集積装置を設けてなることを特徴とする微細繊維不織布製造装置。
【請求項2】
ノズルを出た直後のポリマーの繊維ジェットが微細化しない状態のままノズルから飛ぶ距離を越える部分から電極面までの間を前記気流が通るように前記気流装置の気流出口を設置し、微細化された繊維ジェットを前記繊維集積装置上に集積するようにした請求項1記載の微細繊維不織布製造装置。
【請求項3】
前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つノズル列を一列のみ設けてなる請求項1又は2記載の微細繊維不織布製造装置。
【請求項4】
前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つ2列以上のノズル列を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配した請求項1又は2記載の微細繊維不織布製造装置。
【請求項5】
前記紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、前記気流装置を、気流出口が下方を向くように配置してなる請求項3記載の微細繊維不織布製造装置。
【請求項6】
前記ノズル列を一列または二列並べた紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、紡糸口金の両横側に前記電極並びに前記気流装置を配してなる請求項1記載の微細繊維不織布製造装置。
【請求項7】
前記紡糸口金に、前記ノズル列に隣接して気体を流出させるスリットを設けるとともに、該スリットのノズル列方向の長さ寸法を少なくとも前記ノズル列の長さ以上とし、必要に応じて前記スリットに気体を流して、各ノズルのポリマー流出口から流出するポリマー流を前記気体で包みこむようにした請求項1〜6の何れか1項に記載の微細繊維不織布製造装置。
【請求項8】
前記スリットから流出する気体の温度を任意に設定できるように加熱・温度制御装置を備えた請求項7記載の微細繊維不織布製造装置。
【請求項9】
前記電極を気流の下流方向に延長して板状の電極とした請求項1〜8の何れか1項に記載の微細繊維不織布製造装置。
【請求項10】
前記気流装置を、噴出する気流が前記電極の表面に対して平行に流れるように、或いは前記電極の表面にぶつかって電極の表面に沿って流れるように配置してなる請求項1〜9の何れか1項に記載の微細繊維不織布製造装置。
【請求項11】
前記電極の表面に、ポリマーの付着を防止するための表面処理を施した請求項1〜10の何れか1項に記載の微細繊維不織布製造装置。
【請求項1】
ポリマーを流出させる紡糸口金と該紡糸口金に対向して設置される電極との間に高電圧をかけ、ポリマーを前記電極に向かってジェット状に飛ぶ過程で繊維化させるエレクトロスピニング不織布製造装置において、
前記紡糸口金に、ポリマーの流出する複数のノズルよりなるノズル列を設け、
前記電極を、前記ノズル列に対して平行に配置するとともに、該電極における前記ノズル列の長さ方向の寸法を、少なくとも該ノズル列の長さ以上とし、
ジェット状に飛ぶポリマーに対して側方より気流を吹き付け、ポリマーの飛ぶ方向を偏向させる気流装置を設け、
前記気流装置により偏向されたポリマーが付着・集積する繊維集積装置を設けてなることを特徴とする微細繊維不織布製造装置。
【請求項2】
ノズルを出た直後のポリマーの繊維ジェットが微細化しない状態のままノズルから飛ぶ距離を越える部分から電極面までの間を前記気流が通るように前記気流装置の気流出口を設置し、微細化された繊維ジェットを前記繊維集積装置上に集積するようにした請求項1記載の微細繊維不織布製造装置。
【請求項3】
前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つノズル列を一列のみ設けてなる請求項1又は2記載の微細繊維不織布製造装置。
【請求項4】
前記紡糸口金をノズル側である先端側ほど細くなる先細形状とし、且つ2列以上のノズル列を、隣り合う列のノズル位置が互いに千鳥状にずれた位置となるように平行に配した請求項1又は2記載の微細繊維不織布製造装置。
【請求項5】
前記紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、前記気流装置を、気流出口が下方を向くように配置してなる請求項3記載の微細繊維不織布製造装置。
【請求項6】
前記ノズル列を一列または二列並べた紡糸口金を、ノズル列が水平で且つ各ノズルのポリマー流出口が下方を向くように配置するとともに、紡糸口金の両横側に前記電極並びに前記気流装置を配してなる請求項1記載の微細繊維不織布製造装置。
【請求項7】
前記紡糸口金に、前記ノズル列に隣接して気体を流出させるスリットを設けるとともに、該スリットのノズル列方向の長さ寸法を少なくとも前記ノズル列の長さ以上とし、必要に応じて前記スリットに気体を流して、各ノズルのポリマー流出口から流出するポリマー流を前記気体で包みこむようにした請求項1〜6の何れか1項に記載の微細繊維不織布製造装置。
【請求項8】
前記スリットから流出する気体の温度を任意に設定できるように加熱・温度制御装置を備えた請求項7記載の微細繊維不織布製造装置。
【請求項9】
前記電極を気流の下流方向に延長して板状の電極とした請求項1〜8の何れか1項に記載の微細繊維不織布製造装置。
【請求項10】
前記気流装置を、噴出する気流が前記電極の表面に対して平行に流れるように、或いは前記電極の表面にぶつかって電極の表面に沿って流れるように配置してなる請求項1〜9の何れか1項に記載の微細繊維不織布製造装置。
【請求項11】
前記電極の表面に、ポリマーの付着を防止するための表面処理を施した請求項1〜10の何れか1項に記載の微細繊維不織布製造装置。
【図1】


【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5A】
【図5B】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−26043(P2012−26043A)
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願番号】特願2010−162446(P2010−162446)
【出願日】平成22年7月20日(2010.7.20)
【出願人】(501078915)日本ノズル株式会社 (3)
【Fターム(参考)】
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願日】平成22年7月20日(2010.7.20)
【出願人】(501078915)日本ノズル株式会社 (3)
【Fターム(参考)】
[ Back to top ]