
微細繊維含有シートの製造方法
【課題】ある程度厚みのある微細繊維含有シートを、高い歩留まりで且つ簡便に、地合いを損なわずに製造できる微細繊維含有シートの製造方法を提供する。
【解決手段】本発明の微細繊維含有シートの製造方法は、平均繊維径1〜1000nmの微細繊維を含有する微細繊維分散液Aを、抄紙用ワイヤー11を備える連続抄紙機(製造装置1)を用いて脱水し、乾燥して、坪量15g/m2以上の微細繊維含有シートCを製造する方法であって、微細繊維分散液Aとして、JIS K7117:1987に準じて測定した粘度が30〜20000mPa・s、かつ、微細繊維含有濃度が0.45質量%超5.5質量%以下のものを用いる。
【解決手段】本発明の微細繊維含有シートの製造方法は、平均繊維径1〜1000nmの微細繊維を含有する微細繊維分散液Aを、抄紙用ワイヤー11を備える連続抄紙機(製造装置1)を用いて脱水し、乾燥して、坪量15g/m2以上の微細繊維含有シートCを製造する方法であって、微細繊維分散液Aとして、JIS K7117:1987に準じて測定した粘度が30〜20000mPa・s、かつ、微細繊維含有濃度が0.45質量%超5.5質量%以下のものを用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、微細繊維含有シートの製造方法に関する。
【背景技術】
【0002】
繊維径が1μm以下の微細繊維を含有するシート(以下、「微細繊維含有シート」という。)は機械的強度が高いなどの利点を有し、様々な用途への適用が検討されている。微細繊維含有シートの製造方法としては、例えば、微細繊維を含む水分散液(以下、「微細繊維分散液」という。)を連続抄紙する方法が知られている(特許文献1)。
【0003】
紙製品を抄紙する際のスラリー濃度を高くしすぎると、スラリーの粘度が高くなりすぎて、坪量の均一性(いわゆる「地合い」)が悪くなることが知られている。繊維径が1μm以下の微細繊維分散液は、紙製品抄紙用スラリーと比較して極めて高粘度になりやすい。それらの点を鑑みると、微細繊維分散液の濃度を低くするべきと考えられ、具体的に、特許文献1に記載の製造方法では、微細繊維含有量が0.45質量%以下の微細繊維分散液を使用していた。
ところで、微細繊維含有シートは、用途によってはある程度厚みのあるものが求められる。しかし、低濃度の微細繊維分散液を連続抄紙して厚みのある微細繊維含有シートを製造する場合には、抄紙用ワイヤーの幅方向の端部から流れ落ちる微細繊維分散液の量が多いため、歩留まりが低かった。
【0004】
特許文献2には、微細繊維を含む分散液より作製した薄いシートを複数枚積層してシートの厚みを確保する方法が開示されている。しかし、シートを積層する方法は工程が煩雑になる問題を有していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−202987号公報
【特許文献2】特開2009−96167号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、ある程度厚みのある(具体的には坪量15g/m2以上の)微細繊維含有シートを、高い歩留まりで且つ簡便に、地合いを損なわずに製造できる微細繊維含有シートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らが、ある程度高濃度の分散液を連続抄紙して微細繊維含有シートを製造したところ、実用レベルの地合いが得られ、しかも歩留まりも向上することを見出した。
【0008】
すなわち、本発明は以下の態様を有する。
[1]平均繊維径1〜1000nmの微細繊維を含有する微細繊維分散液を、抄紙用ワイヤーを備える連続抄紙機を用いて脱水し、乾燥して、坪量15g/m2以上の微細繊維含有シートを製造する方法であって、前記微細繊維分散液として、JIS K7117:1987に準じて測定した粘度が30〜20000mPa・s、かつ、微細繊維含有濃度が0.45質量%超5.5質量%以下のものを用いることを特徴とする微細繊維含有シートの製造方法。
[2]微細繊維分散液を抄紙用ワイヤー上に塗布して供給する[1]に記載の微細繊維含有シートの製造方法。
[3]微細繊維分散液を抄紙用ワイヤー上に流下させて供給する[1]に記載の微細繊維含有シートの製造方法。
[4]前記抄紙用ワイヤーに供給する微細繊維分散液を攪拌する[1]〜[3]のいずれかに記載の微細繊維含有シートの製造方法。
[5]前記抄紙用ワイヤーに供給した微細繊維分散液の表面を掻き均して厚さを調整する[1]〜[4]のいずれかに記載の微細繊維含有シートの製造方法。
【発明の効果】
【0009】
本発明の微細繊維含有シートの製造方法によれば、ある程度厚みのある微細繊維含有シートを、高い歩留まりで且つ簡便に、地合いを損なわずに製造できる。
【図面の簡単な説明】
【0010】
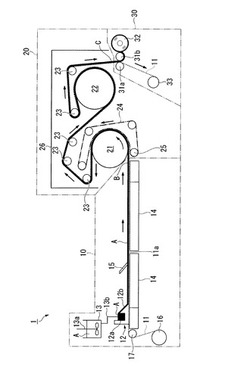
【図1】本発明の微細繊維含有シートの製造方法の第1実施形態で使用される製造装置の概略構成図である。
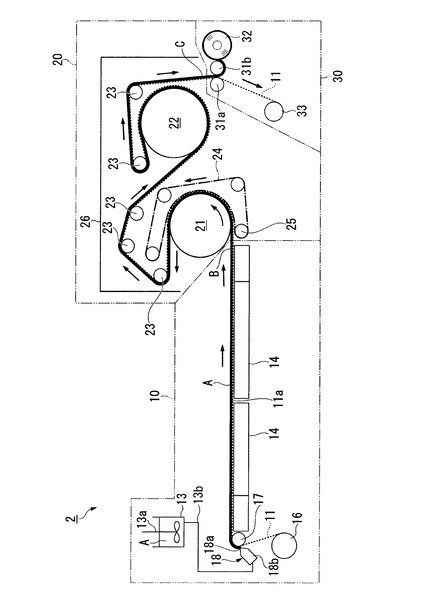
【図2】本発明の微細繊維含有シートの製造方法の第2実施形態で使用される製造装置の概略構成図である。
【図3】本発明の微細繊維含有シートの製造方法の第3実施形態で使用される製造装置の概略構成図である。
【発明を実施するための形態】
【0011】
(微細繊維含有シート)
本発明で得られる微細繊維含有シートは、少なくとも微細繊維を含有するシートである。
本発明における微細繊維は、通常製紙用途で用いるパルプ繊維よりもはるかに幅の狭いセルロース繊維あるいは棒状粒子である。さらに、微細繊維は、結晶状態のセルロース分子の集合体であり、その結晶構造はI型(平行鎖)である。
微細繊維の幅は電子顕微鏡で観察して1nm〜1000nmであり、好ましくは2nm〜500nm、より好ましくは4nm〜100nmである。繊維の幅が1nm未満であると、セルロース分子として水に溶解しているため、微細繊維としての物性(強度や剛性、寸法安定性)が発現しなくなる。1000nmを超えると微細繊維とは言えず、通常のパルプに含まれる繊維にすぎないため、微細繊維としての物性(強度や剛性、寸法安定性)が得られない。また、微細繊維に透明性が求められる用途においては、微細繊維の幅は50nm以下が好ましい。
微細繊維から得られる複合材料は、一般的に緻密な構造体となるために強度が高く、セルロース結晶に由来した高い弾性率が得られることに加え、可視光の散乱が少ないため透明性も得られる。
【0012】
ここで、微細繊維がI型結晶構造をとっていることは、グラファイトで単色化したCuKα(λ=1.5418Å)を用いた広角X線回折写真より得られる回折プロファイルにおいて、2θ=14〜17°付近と2θ=22〜23°付近の2箇所の位置に典型的なピークをもつことから同定することができる。また、微細繊維の電子顕微鏡観察による繊維幅の測定は以下のようにして行う。濃度0.05〜0.1質量%の微細繊維の水系懸濁液を調製し、該懸濁液を親水化処理したカーボン膜被覆グリッド上にキャストしてTEM観察用試料とする。幅の広い繊維を含む場合には、ガラス上にキャストした表面のSEM像を観察してもよい。構成する繊維の幅に応じて1000倍、5000倍、10000倍あるいは50000倍のいずれかの倍率で電子顕微鏡画像による観察を行う。ただし、試料、観察条件や倍率は下記の条件を満たすように調整する。
(1)観察画像内の任意箇所に一本の直線Xを引き、該直線Xに対し、20本以上の繊維が交差する。
(2)同じ画像内で該直線と垂直に交差する直線Yを引き、該直線Yに対し、20本以上の繊維が交差する。
上記条件を満足する観察画像に対し、直線X、直線Yと交錯する繊維の幅を目視で読み取る。こうして少なくとも重なっていない表面部分の画像を3組以上観察し、各々の画像に対して、直線X、直線Yと交錯する繊維の幅を読み取る。このようにして少なくとも20本×2×3=120本の繊維幅を読み取る。本発明の微細繊維幅はこのように読み取った繊維幅の平均値である。
【0013】
本発明における微細繊維の繊維長は1μm〜1000μmが好ましく、5μm〜800μmがより好ましく、10μm〜600μmが特に好ましい。繊維長が1μm未満になると、微細繊維含有シートを形成しにくくなり、1000μmを超えると、微細繊維のスラリー粘度が非常に高くなり、取り扱い性が低下する。繊維長は、TEM、SEMまたはAFMの画像解析より求めることができる。上記繊維長は、微細繊維の30質量%以上を占める繊維長である。
【0014】
本発明における微細繊維の軸比は100〜10000の範囲であることが好ましい。軸比が100未満であると、微細繊維含有シートを形成しにくくなるおそれがあり、軸比が10000を超えると、微細繊維分散液の粘度が高くなりすぎることがある。
【0015】
微細繊維の製造方法には特に制限はないが、グラインダー(石臼型粉砕機)、高圧ホモジナイザーや超高圧ホモジナイザー、高圧衝突型粉砕機、ディスク型リファイナー、コニカルリファイナー、超音波ホモジナイザーなどの機械的作用を利用する湿式粉砕でセルロース系繊維を細くする方法が好ましい。
また、後述するようにアセチル化などの化学修飾、TEMPO酸化、オゾン処理、酵素処理などの化学処理を施してから微細化してもよい。
【0016】
微細化するセルロース系繊維としては、植物由来のセルロース、動物由来のセルロース、バクテリア由来のセルロースなどが挙げられるが、植物由来のセルロース、特に木材系セルロースが好ましい。木材系セルロースから得られる微細繊維は化学処理や機械的処理の程度により微細繊維の繊維径や繊維長を制御しやすい。これは、木材系セルロース繊維の直径が2〜4nmのシングルナノファイバーで構成されたミクロフィブリル繊維の集合体(直径数μm〜数十μm、繊維長0.1mm〜数mm)であるため、微細化方法によって繊維径や繊維長を容易に調整できる。そのため、光の拡散性、散乱性および透過性を容易に制御できる。なお、木材系セルロースは、広葉樹や針葉樹から得られる木材チップを化学処理することで得られる。
【0017】
セルロース系繊維を微細化する前の化学処理としては、脱脂処理、脱リグニン処理、脱ヘミセルロース処理、クラフト処理、スルファイト処理、漂白処理、酵素処理が挙げられる。
これらの処理をするセルロース系繊維は、通常の紙用のパルプ製造に用いられる木材チップあるいは木材チップを粉砕した木粉を原料として好適に使用できる。
木材チップとしては、例えば、厚み2mm〜8mm、直径数cmの針葉樹チップまたは広葉樹チップが挙げられる。木粉としては、木材チップの含水率が10質量%以下になるように天日干しあるいは強制的に乾燥機で乾燥させた後、粉砕処理工程でチップを粉砕し、木粉を製造する。ここで、木粉の粒子径は0.1mm〜1mmが好ましい。木粉の直径を小さくすると、得られる微細繊維の繊維長も短くなる。
【0018】
上記脱脂処理では、炭酸ナトリウム等の炭酸塩、アルコール、アルコール−ベンゼンの1:2混合溶液であるアルベン、ベンゼン、脂肪酸のトリグリセリドを分解する酵素であるリパーゼなどを適宜用いることができ、常温で攪拌しながらあるいは高温高圧で処理する方法が挙げられる。これらのうち、薬剤としては安価で且つ有機溶媒ではなく、さらに圧力容器を用いないで簡便に使用でき、しかも脱脂効率が高いことから、炭酸ナトリウムを用いる方法が好ましい。
【0019】
脱リグニン処理の方法としては、過酢酸、過硫酸、過炭酸、過リン酸、次過塩素酸、過安息香酸、メタクロロ過安息香酸、過ギ酸、過プロピオン酸等の過酸を用いる方法、亜塩素酸と酢酸を用いるWise法などが挙げられる。これらのうちでも、木材パルプの漂白にも利用され、取り扱い性が良好な過酢酸を用いる方法、Wise法が好ましい。
【0020】
過酢酸を単独で用いる方法またはWise法では、pHを4以下とすることが好ましい。脱脂された原料に対する脱リグニン剤の配合割合は50〜500質量%であることが好ましく、90〜250質量%であることがより好ましい。脱リグニン処理時の温度は70〜99℃が好ましく、80〜98℃がより好ましい。温度が70℃未満であると、脱リグニン反応の効率が低下して着色した状態になるおそれがあり、99℃を超えると、微細繊維化が困難になるおそれがある。処理時間は、過酢酸を用いる場合では0.5〜2.0時間が好ましく、Wise法では4〜6時間が好ましい。
【0021】
前記脱ヘミセルロース処理としては、アルカリ金属の水酸化物の水溶液に室温で一晩浸漬処理する方法、前記水溶液で攪拌しながら高温で短時間処理する方法、前記水溶液中で攪拌しながら高温高圧下で処理する方法などが挙げられる。アルカリ金属の水酸化物としては、薬品としては安価で、常温常圧で使用でき、しかも脱ヘミセルロース反応の効率が高いことから、水酸化カリウムが好ましい。
【0022】
微細繊維の原料としては、クラフトパルプあるいはサルファイトパルプを用いることができる。クラフトパルプは針葉樹や広葉樹などの木材チップを水酸化ナトリウム(NaOH)と硫化ナトリウム(Na2S)を含む水溶液を100〜180℃の高温、0.1〜0.8MPaの高圧で蒸煮し、木材チップ中の脂肪分やリグニン、ヘミセルロースを除去することで得られる。必要に応じて、二酸化塩素やオゾンなどによって漂白処理を施してもよい。
サルファイトパルプは、亜硫酸カルシウムや亜硫酸マグネシウムなどの亜硫酸塩の水溶液で木材チップを120〜180℃、0.4〜1.0MPaで蒸煮し、木材チップ中の脂肪分やリグニン、ヘミセルロースを除去することで得られる。必要に応じて、二酸化塩素やオゾンなどによって漂白処理を施してもよい。
【0023】
上記精製されたセルロース繊維を微細化する前に、解繊をしやすくするために、化学修飾を行ってもよい。ここで、化学修飾とは、セルロース中の水酸基が化学修飾剤と反応して化学修飾されたものである。
化学修飾によって導入される官能基としては、カルボキシ基、アセチル基、硫酸基、スルホン酸基、アクリロイル基、メタクリロイル基、プロピオニル基、プロピオロイル基、ブチリル基、2−ブチリル基、ペンタノイル基、ヘキサノイル基、ヘプタノイル基、オクタノイル基、ノナノイル基、デカノイル基、ウンデカノイル基、ドデカノイル基、ミリストイル基、パルミトイル基、ステアロイル基、ピバロイル基、ベンゾイル基、ナフトイル基、ニコチノイル基、イソニコチノイル基、フロイル基、シンナモイル基等のアシル基、2−メタクリロイルオキシエチルイソシアノイル基等のイソシアネート基、メチル基、エチル基、プロピル基、2−プロピル基、ブチル基、2−ブチル基、tert−ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基、ノニル基、デシル基、ウンデシル基、ドデシル基、ミリスチル基、パルミチル基、ステアリル基等のアルキル基、オキシラン基、オキセタン基、チイラン基、チエタン基等が挙げられる。
【0024】
セルロースの化学修飾は、通常の方法を採ることができる。すなわち、セルロースを化学修飾剤と反応させることによって化学修飾することができる。必要に応じて、溶媒、触媒を用いたり、加熱、減圧等を行ったりしてもよい。
化学修飾剤の種類としては、酸、酸無水物、アルコール、ハロゲン化試薬、アルコール、イソシアナート、アルコキシシラン、オキシラン(エポキシ)等の環状エーテルが挙げられる。これらは1種を単独で使用してもよいし、2種以上を併用してもよい。
酸としては、例えば、酢酸、アクリル酸、メタクリル酸、プロパン酸、ブタン酸、2−ブタン酸、ペンタン酸等が挙げられる。
【0025】
化学修飾を行った後には、反応を終結させるために水で充分に洗浄することが好ましい。未反応の化学修飾剤が残留していると、後で着色の原因になったり、樹脂と複合化する際に問題となったりすることがある。水で充分に洗浄した後、さらにアルコール等の有機溶媒で置換することが好ましい。この場合、セルロースをアルコール等の有機溶媒に浸漬しておくことで置換される。
【0026】
微細繊維含有シートには、必要に応じて、樹脂またはゴムが含まれてもよい。樹脂またはゴムが含まれると、得られる微細繊維含有シートは複合材料となる。
上記複合材料は、微細繊維分散液に高分子エマルションを混合し、抄紙して作製することができる。
ここで、高分子エマルションとは、天然高分子あるいは合成高分子のエマルションであり、粒子径が0.001〜10μm程度、好ましくは0.01〜1.0μm程度の微細な高分子粒子で、水中に分散した乳白色の液体である。
高分子エマルションは、通常、乳化重合により製造される、高分子ラテックスと称されることもある。
高分子エマルションとして使用可能な高分子としては特に限定されないが、ポリスチレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリ(メタ)アクリル酸アルキルエステル重合体、(メタ)アクリル酸アルキルエステル共重合体、ポリ(メタ)アクリロニトリル、ポリエステル、ポリウレタン等の樹脂エマルション、天然ゴム、スチレン−ブタジエン共重合体、(メタ)アクリロニトリル−ブタジエン共重合体、ポリイソプレン、ポリクロロプレン、スチレン−ブタジエン−メチルメタクリレート共重合体、スチレン−(メタ)アクリル酸アルキルエステル共重合体等が挙げられる。
また、ポリエチレン、ポリプロピレン、ポリウレタン、エチレン−酢酸ビニル共重合体等を後乳化法によってエマルション化したものであってもよい。
【0027】
微細繊維とエマルションの配合比は特に限定されず、エマルション量は、微細繊維100質量部に対して500質量部未満であることが好ましく、10〜200質量部であることがより好ましく、25〜100質量部であることがさらに好ましい。
エマルション量が前記下限値以上であれば、複合材料として充分に機能し、前記上限値以下であれば、ワイヤーからの剥離性の低下を防止できる。
微細繊維とエマルションとを混合する方法としては、微細繊維分散液に高分子エマルションを、攪拌装置により攪拌しながら投入する方法が挙げられる。
攪拌装置としては、アジテーター、ホモミキサー、パイプラインミキサーなどを使用することができる。
【0028】
また、微細繊維含有シートには、必要に応じて、一般的な紙と同様に、サイズ剤、紙力増強剤、填料などが含まれても構わない。
【0029】
本発明で製造される微細繊維含有シートの坪量は15g/m2以上であり、25g/m2以上であることが好ましい。坪量が前記下限値未満では、厚みのあるシートの用途に対しては厚みが不充分である。また、微細繊維含有シートの坪量は、生産性の点から、150g/m2以下であることが好ましく、100g/m2以下であることがより好ましい。
【0030】
<第1実施形態>
本発明の微細繊維含有シートの製造方法の第1実施形態について説明する。
(微細繊維含有シートの製造装置)
本実施形態の微細繊維含有シートの製造方法で使用される製造装置について説明する。
図1に、本実施形態の微細繊維含有シートの製造方法で使用する製造装置を示す。本実施形態の製造装置1は、連続抄紙機であり、脱水セクション10と、脱水セクション10の下流側に設けられた乾燥セクション20と、乾燥セクション20の下流側に設けられた巻取セクション30とを具備するものである。
【0031】
[脱水セクション]
脱水セクション10は、微細繊維分散液Aを脱水して含水ウェブBを得るセクションである。
本実施形態における脱水セクション10は、濾材である抄紙用ワイヤー11と、抄紙用ワイヤー11に微細繊維分散液Aを供給する傾斜面分散液流下手段12(分散液供給手段)と、傾斜面分散液流下手段12に微細繊維分散液Aを供給するための供給タンク13と、抄紙用ワイヤー11の下側に設けられた吸引手段14と、抄紙用ワイヤー11上に供給された分散液の表面を掻き均すブレード15と、抄紙用ワイヤー11を送出する送出リール16と、送出リール16から送出した抄紙用ワイヤー11の走行方向を転回させるガイドロール17とを備える。
【0032】
抄紙用ワイヤー11は、水平に配置されており、抄紙用ワイヤー11によって微細繊維分散液Aを脱水するようになっている。
抄紙用ワイヤー11としては、多孔質フィルム(例えばメンブレンフィルターなど)、プラスチックワイヤー、金属ワイヤー、微細繊維などの織布や不織布、紙類(例えば、上質紙、塗工紙等)を使用することができ、これらのうち、紙類が好ましい。
【0033】
本実施形態における傾斜面分散液流下手段12は、微細繊維分散液Aを溜める液溜部12aと、液溜部12aから溢れた微細繊維分散液Aを流下させる傾斜面12bとを有するものであり、傾斜面12bの下端が抄紙用ワイヤー11の上に位置するように配置されている。
供給タンク13は、その内部に収容された微細繊維懸濁液Aを攪拌する攪拌機13aを有している。また、供給タンク13には、微細繊維懸濁液Aを傾斜面分散液流下手段12の液溜部12aに供給するための配管13bが設けられている。
吸引手段14は、その上面に多数の吸引孔が形成され、その吸引孔には真空ポンプ(図示せず)が接続されている。
【0034】
脱水セクション10では、送出リール16から抄紙用ワイヤー11を送出し、送出した抄紙用ワイヤー11をガイドロール17にて走行方向を転回させ、乾燥セクション20に向けて吸引手段14上を走行させるようになっている。
また、供給タンク13内の微細繊維分散液Aを攪拌機13aにより攪拌しながら、配管13bを介して傾斜面分散液流下手段12の液溜部12aに供給するようになっている。
また、傾斜面分散液流下手段12の液溜部12aから溢れ出た微細繊維分散液Aを傾斜面12bに沿って流下させ、抄紙用ワイヤー11の上面に供給できるようになっている。
また、吸引手段14を用いて、抄紙用ワイヤーの裏側から微細繊維分散液Aを吸引することによって、抄紙用ワイヤー11に供給した微細繊維分散液Aを脱水できるようになっている。
また、ブレード15によって、抄紙用ワイヤー11に供給した微細繊維分散液Aの表面を掻き均して微細繊維分散液Aの塗膜の厚さを調整できるようになっている。
【0035】
[乾燥セクション]
乾燥セクション20は、含水ウェブBを乾燥して微細繊維含有シートCを得るセクションである。
本実施形態における乾燥セクション20は、第1ドライヤー21と、第1ドライヤー21よりも下流側に設けられた第2ドライヤー22と、乾燥中の含水ウェブBの走行方向をガイドする含水ウェブ用ガイドロール23と、第1ドライヤー21の外周面の一部に沿って配置された無端状のフェルト布24と、フェルト布24の走行方向をガイドするフェルト布用ガイドロール25と、第1ドライヤー21および第2ドライヤー22を収容するフード26とを備えている。
第1ドライヤー21および第2ドライヤー22はシリンダードライヤーから構成されており、加熱可能になっている。
フェルト布24は無端状にされ、フェルト布用ガイドロール25に掛け回されて循環走行するようになっている。
【0036】
乾燥セクション20では、含水ウェブBの、脱水セクション10にて抄紙用ワイヤー11に接していなかった面を、加熱した第1ドライヤー21の外周面の約半周に巻き掛けて接触させるようになっている。また、脱水セクション10にて抄紙用ワイヤー11に接していた面を、循環走行するフェルト布24で押さえ付けて支持するようになっている。これにより、第1ドライヤー21によって含水ウェブBを乾燥するようになっている。
また、第1ドライヤー21により乾燥した含水ウェブBを、含水ウェブ用ガイドロール23に介在させて、第2ドライヤー22に移送するようになっている。
また、含水ウェブBの表面を、加熱した第2ドライヤー22の外周面の外周面の約3/4周に巻き掛けて接触させ、含水ウェブBをさらに乾燥するようになっている。
【0037】
[巻取セクション]
巻取セクション30は、抄紙用ワイヤー11から微細繊維含有シートCを分離し、これを巻き取るセクションである。
本実施形態における巻取セクション30は、抄紙用ワイヤー11から微細繊維含有シートCを分離する一対の分離ローラ31a,31bと、微細繊維含有シートCを巻き取る巻取りリール32と、使用済みの抄紙用ワイヤー11を巻き取って回収する回収リール33とを備える。分離ローラ31bは抄紙用ワイヤー11側に、分離ローラ31aは微細繊維含有シートC側に配置されている。
【0038】
巻取セクション30では、抄紙用ワイヤー11および微細繊維含有シートCを一対の分離ローラ31a,31bで挟んだ後に、微細繊維含有シートCを抄紙用ワイヤー11から分離させて一方の分離ローラ31aの表面に転移させるようになっている。
また、分離ローラ31aの表面から引き離した微細繊維含有シートCを巻取りリール32により巻き取り、使用した抄紙用ワイヤー11を回収リール33により巻き取るようになっている。
【0039】
(微細繊維含有シートの製造方法)
上記製造装置1を用いた本実施形態の微細繊維含有シートの製造方法について説明する。本実施形態の微細繊維含有シートの製造方法は、微細繊維分散液Aを脱水して含水ウェブBを得る脱水工程と、含水ウェブBを乾燥させて微細繊維含有シートCを得る乾燥工程と、微細繊維含有シートCを巻き取る巻取工程とを有する。
【0040】
[脱水工程]
脱水工程では、まず、送出リール16から抄紙用ワイヤー11を送出し、送出した抄紙用ワイヤー11をガイドロール17にて走行方向を転回させ、乾燥セクション20に向けて吸引手段14上を走行させる。
また、供給タンク13内の微細繊維分散液Aを攪拌機13aにより攪拌しながら、配管13bを介して、傾斜面分散液流下手段12の液溜部12aに供給する。次いで、傾斜面分散液流下手段12の液溜部12aから溢れ出た微細繊維分散液Aを傾斜面12bに沿って流下させて、抄紙用ワイヤー11の上面に供給する。
次いで、抄紙用ワイヤー11に供給した微細繊維分散液Aの表面を、ブレード15によって掻き均して、微細繊維分散液Aの塗膜の厚さを調整する。また、吸引手段14を用いて微細繊維分散液A中の水を吸引して、抄紙用ワイヤー11上の微細繊維分散液Aを脱水して、含水ウェブBを得る。
【0041】
抄紙用ワイヤー11に微細繊維分散液Aを供給する前には、予め抄紙用ワイヤー11に水を含浸させて湿潤状態にしてもよい。抄紙用ワイヤー11に微細繊維分散液Aを吐出すると、ワイヤーの吸水により伸びてシワが発生することがあるが、予め湿潤状態にすれば、そのシワの発生を防止できる。
抄紙用ワイヤー11を湿潤状態にする手段としては、抄紙用ワイヤー11を水に浸漬させる水槽、水の塗工装置が挙げられる。水の塗工装置としては、ブレードコーター、エアーナイフコーター、ロールコーター、バーコーター、グラビアコーター、ロッドブレードコーター、リップコーター、カーテンコーター、ダイコーター等を使用することができる。
【0042】
微細繊維含有シートCが樹脂を含有する場合には、微細繊維分散液Aに、粒子径が0.001〜10μmの天然樹脂あるいは合成樹脂の粒子が水中に乳化した樹脂エマルションを含有させればよい。微細繊維含有シートCがゴムを含有する場合には、微細繊維分散液Aに、粒子径が0.001〜10μmの天然ゴムあるいは合成ゴムの粒子が水中に乳化したゴムエマルションを含有させればよい。
【0043】
微細繊維分散液Aの粘度は30〜20000mPa・sである。ここで、粘度は、JIS K7117:1987に準じて測定した値である。微細繊維分散液Aにおける粘度が前記下限値未満であると、歩留まりが低く、前記上限値を超えると、地合いが損なわれる。上記傾斜面分散液流下手段12を用いる本実施形態では、微細繊維分散液Aの粘度は100〜1000mPa・sであることが好ましく、150〜850mPa・sであることがより好ましい。
粘度は、微細繊維含有濃度によって調整することができる。なお、粘度は、微細繊維の平均繊維径が小さい程、高くなる傾向にある。
【0044】
微細繊維分散液Aにおける微細繊維含有濃度は0.45質量%超5.5質量%以下である。微細繊維分散液Aにおける微細繊維含有濃度が前記下限値以下であると、歩留まりが低くなり、前記上限値を超えると、地合いが損なわれる。
上記傾斜面分散液流下手段12を用いる本実施形態では、微細繊維分散液Aにおける微細繊維含有濃度は0.5〜2.0質量%であることが好ましく、0.7〜1.8質量%であることがより好ましい。
【0045】
[乾燥工程]
乾燥工程では、まず、抄紙用ワイヤー11上の含水ウェブBを第1ドライヤー21の外周面に接触させて、含水ウェブBに残留していた水分を蒸発させる。蒸発した水分は、抄紙用ワイヤー11の細孔を通り、さらにフェルト布24を通過して蒸発する。
次いで、含水ウェブBを第2ドライヤー22の外周面に接触させて、含水ウェブBに残留していた水分をさらに蒸発させる。これにより、微細繊維含有シートCを得る。
【0046】
[巻取工程]
巻取工程では、抄紙用ワイヤー11および微細繊維含有シートCを一対の分離ローラ31a,31bで挟み、微細繊維含有シートCを抄紙用ワイヤー11から分離させて一方の分離ローラ31aの表面に転移させる。そして、分離ローラ31aの表面から微細繊維含有シートCを引き離して、巻取りリール32により巻き取る。それと共に、使用した抄紙用ワイヤー11を回収リール33により巻き取る。
【0047】
(作用効果)
上記実施形態の微細繊維含有シートの製造方法は、粘度と微細繊維含有濃度の両方が高い微細繊維分散液を連続抄紙する方法であり、薄いフィルムを積層する必要がないため、簡便である。また、高濃度の微細繊維分散液Aを連続抄紙することにより、抄紙用ワイヤー11の幅方向の端部から流れ落ちる微細繊維分散液量を少なくすることができ、歩留まりを向上させることができる。さらに、得られる微細繊維含有シートCの地合いが良好になる。
また、上記実施形態の製造方法では、抄紙用ワイヤー11に供給した微細繊維分散液Aの表面をブレード15により掻き均して厚さを調整するため、厚さの均一性をより確保しやすく、得られる微細繊維含有シートCの地合いがより良好になる。
【0048】
微細繊維は比重が1よりも大きいものが多く、微細繊維分散液Aにおいては、微細繊維が沈降して濃度が不均一化しやすいが、濃度の不均一化は地合いが損なわれる一因になる。しかし、上記実施形態では、供給タンク13内で微細繊維分散液Aを攪拌機13aにより攪拌して濃度を均一化した後に抄紙用ワイヤー11に供給して抄紙するため、得られる微細繊維含有シートCの地合いがより良好になる。
また、分散液供給手段として傾斜面分散液流下手段12を用いて微細繊維分散液Aを抄紙用ワイヤー11に向けて流下させることにより、微細繊維分散液が高濃度・高粘度であっても均一に供給でき、得られる微細繊維含有シートCの地合いがより良好になる。
【0049】
<第2実施形態>
本発明の微細繊維含有シートの製造方法の第2実施形態について説明する。
(微細繊維含有シートの製造装置)
図2に、本実施形態の微細繊維含有シートの製造方法で使用する製造装置を示す。本実施形態の製造装置2は、分散液供給手段がダイコーター18である以外は第1の実施形態で使用した製造装置1と同様のものである。
ここで、ダイコーター18は、微細繊維分散液Aを吐出可能な、幅方向に広がった開口部18aが形成されたヘッド18bを有するものである。ヘッド18bには、配管13bを介して、供給タンク13から微細繊維分散液Aが供給されるようになっている。また、開口部18aの幅は抄紙用ワイヤー11の幅と略同等である。開口部18aのギャップ(幅方向に対して垂直方向の長さ)は0.1〜3.0mmであることが好ましく、0.2〜2.0mmであることがより好ましい。開口部18aのギャップが前記下限値以上であれば、高濃度・高粘度の微細繊維分散液Aを容易に吐出でき、前記上限値以下であれば、厚みを適度なものにすることができる。
微細繊維分散液Aの吐出は、ヘッド18bの内部の加圧によって微細繊維分散液Aを噴出させる方法が適用される。
【0050】
(微細繊維含有シートの製造方法)
上記製造装置2を用いた本実施形態の微細繊維含有シートの製造方法について説明する。本実施形態の微細繊維含有シートの製造方法も、第1実施形態と同様に、微細繊維分散液Aを脱水して含水ウェブBを得る脱水工程と、含水ウェブBを乾燥させて微細繊維含有シートCを得る乾燥工程と、微細繊維含有シートCを巻き取る巻取工程とを有する。
ただし、本実施形態の製造方法は、脱水工程において微細繊維分散液Aを抄紙用ワイヤー11に供給する方法が第1実施形態と異なる。
すなわち、本実施形態では、供給タンク13内の微細繊維分散液Aを攪拌機13aにより攪拌しながら、配管13bを介して、ダイコーター18のヘッド18bに供給する。次いで、ダイコーター18の開口部18aから微細繊維分散液Aを、走行する抄紙用ワイヤー11の上面に供給し、吸引手段14により微細繊維分散液A中の水を吸引して含水ウェブBを得る。
そして、第1実施形態と同様に、含水ウェブBから微細繊維含有シートCを得る。
【0051】
分散液供給手段がダイコーター18である本実施形態においても、微細繊維分散液Aの粘度は30〜20000mPa・sの範囲内とされるが、その範囲のなかでも、100〜15000mPa・sであることが好ましく、500〜10000mPa・sであることがより好ましく、1000〜8000mPa・sであることが特に好ましい。
また、本実施形態においても、微細繊維分散液Aの分散液含有濃度は0.45質量%超5.5質量%以下の範囲内とされるが、その範囲のなかでも、微細繊維含有濃度は1.0〜4.5質量%であることが好ましく、1.5〜4.0質量%であることがより好ましい。
粘度および微細繊維含有濃度のいずれか一方が前記下限値未満であると、歩留まりが低くなるおそれがあり、粘度および微細繊維含有濃度のいずれか一方が前記上限値を超えると、地合いが損なわれるおそれがある。
【0052】
(作用効果)
上記実施形態の微細繊維含有シートの製造方法においても、粘度と微細繊維含有濃度の両方が高い微細繊維分散液を連続抄紙するため、厚みのある微細繊維含有シートCを簡便に製造でき、しかも微細繊維含有シートCの地合いを良好にできる。
また、本実施形態では、分散液供給手段としてダイコーター18を用いて微細繊維分散液Aを抄紙用ワイヤー11に塗布するため、微細繊維分散液Aの粘度および濃度が高くても地合いを良好にする効果が高い。
【0053】
<第3実施形態>
本発明の微細繊維含有シートの製造方法の第3実施形態について説明する。
(微細繊維含有シートの製造装置)
図3に、本実施形態の微細繊維含有シートの製造方法で使用する製造装置を示す。本実施形態の製造装置3は、乾燥セクション20および巻取セクション30は第1実施形態で使用した製造装置1と同様であるが、脱水セクション10が第1実施形態で使用した製造装置1と異なる。
【0054】
本実施形態における脱水セクション40においては、抄紙用ワイヤー41の上流側が、下流側に向かうにしたがって高くなるように傾斜した傾斜部41aになっており、下流側が水平部41bになっている。傾斜部41aの傾斜角は、水平方向に対して0.1°以上10°以下であることが好ましく、0.2°以上5°以下であることがより好ましい。水平部41bは完全な水平でなくてもよく、例えば、下流側が高くなるように傾斜してもよい。
本実施形態における抄紙用ワイヤー41としては、第1実施形態で使用した抄紙用ワイヤー11と同様のものを使用できる。
【0055】
また、脱水セクション40においては、傾斜部41aの上方に微細繊維分散液Aが溜まるように、堰板42が立設されている。より具体的には、堰板42は、傾斜部41aの幅方向の両端側にて抄紙用ワイヤー41の長手方向に沿って設けられ、また、傾斜部41aの上流側にて抄紙用ワイヤー41の幅方向に沿って設けられている。
また、脱水セクション40においては、抄紙用ワイヤー41の下側に設けられた吸引手段44と、抄紙用ワイヤー41の水平部41b上に、抄紙用ワイヤー41に供給された微細繊維分散液Aの表面を掻き均すブレード45と、抄紙用ワイヤー41を送出する送出リール46とを備える。吸引手段44、ブレード45および送出リール46は、第1実施形態における吸引手段14、ブレード15および送出リール16と同様のものである。
【0056】
(微細繊維含有シートの製造方法)
上記製造装置3を用いた本実施形態の微細繊維含有シートの製造方法について説明する。本実施形態の微細繊維含有シートの製造方法も、第1実施形態と同様に、微細繊維分散液Aを脱水して含水ウェブBを得る脱水工程と、含水ウェブBを乾燥させて微細繊維含有シートCを得る乾燥工程と、微細繊維含有シートCを巻き取る巻取工程とを有する。ただし、本実施形態の製造方法は、脱水工程が第1実施形態と異なる。
すなわち、本実施形態における脱水工程では、まず、傾斜部41aと堰板42とで囲まれた部分に微細繊維分散液Aを供給して溜めておく。次いで、抄紙用ワイヤー41を送出リール46から乾燥セクション20に向けて走行させると共に、吸引手段44により傾斜部41a上の微細繊維分散液Aを吸引する。これにより、微細繊維分散液Aを抄紙用ワイヤー41の上面に付着させる。次いで、水平部41bにおいて、吸引手段44により抄紙用ワイヤー41上の微細繊維分散液A中の水を吸引すると共に、微細繊維分散液Aの表面をブレード45により掻き均して平滑化して、含水ウェブBを得る。
次いで、第1実施形態と同様に、含水ウェブBから微細繊維含有シートCを得る。
【0057】
(作用効果)
上記実施形態の微細繊維含有シートの製造方法においても、粘度と微細繊維含有濃度の両方が高い微細繊維分散液を連続抄紙するため、厚みのある微細繊維含有シートを簡便に製造でき、地合いも良好にできる。
【0058】
<他の実施形態>
なお、本発明は、上記実施形態に限定されない。例えば、ブレード15,45を設けず、抄紙用ワイヤー11,41に供給した微細繊維分散液Aの表面を掻き均さなくてもよい。
第1実施形態および第2実施形態においては、上記抄紙用ワイヤー11は水平であったが、傾斜してもよい。また、抄紙用ワイヤー11の下側に、抄紙用ワイヤー11を巻取セクション30まで搬送する支持体が配置されていてもよい。また、抄紙用ワイヤー11が無端ベルト状であってもよい。
また、第2実施形態においては、ダイコーターの代わりにカーテンコーター、スライドビードコーター等の前計量方式のコーターを用いることもできる。
また、第1〜第3実施形態における乾燥セクションにおけるドライヤーは1個でもよいし、3個以上でもよい。また、ドライヤーの配置には何ら制限はない。
【実施例】
【0059】
以下に実施例および比較例を示して本発明をより詳細に説明する。なお、以下の例における「%」は「質量%」のことである。
【0060】
(実施例1)
針葉樹晒クラフトパルプ(王子製紙社製、水分50%、JIS P8121に準じて測定されるカナダ標準濾水度(CSF)は550ml)を濃度5.0%になるように水を加え、ディスインテグレーターで離解して、パルプ分散液を得た。このパルプ分散液を長径250mmのグラインダー部を有する増幸産業社製のマスコロイダーを用いて、処理回数3回で解繊処理を行って微細化した。次いで、濃度が約1%になるように水を加えて希釈し、ホモミキサーで攪拌して微細繊維分散液を得た。この分散液の粘度をJIS K7117:1987に準じて測定を行ったところ、263mPa・sであった。また、JIS P8225に従い、微細繊維含有濃度を測定したところ、1.03%であった。
【0061】
図1に示す製造装置1を用いて微細繊維含有シートを製造した。
すなわち、上記微細繊維分散液Aを供給タンク13に収容し、攪拌機13aにより攪拌しながら傾斜面分散液流下手段12の液溜部12aに供給した。微細繊維分散液Aの、液溜部12aから溢れた分を傾斜角30°の傾斜面12bに沿って流下させ、速度0.25m/分で走行しているファブリックシートからなる抄紙用ワイヤー11上に供給した。次いで、抄紙用ワイヤー11上の微細繊維分散液Aを、抄紙用ワイヤー11の内面側から吸引手段14を用いて吸引することにより脱水して、含水ウェブBを得た。
抄紙用ワイヤー11の分散液を脱水する部分は長さが6.2mであり、傾斜角1.5°で下流側が高くなるように設けられた。また、その脱水の際、傾斜面分散液流下手段12から2m下流側に設置したブレード15により、微細繊維分散液Aの表面を掻き均して平滑化した。
次いで、含水ウェブBを乾燥セクション20に送り、第1ドライヤー21(設定温度:150℃)および第2ドライヤー22(設定温度:150℃)により乾燥して微細繊維含有シートCを得た。
次いで、分離ローラ31a,31bによって抄紙用ワイヤー11と微細繊維含有シートCとを分離し、微細繊維含有シートCを巻取りリール32により巻き取り、抄紙用ワイヤー11を回収リール33により巻き取った。
【0062】
(実施例2〜8)
実施例2〜8では、微細繊維分散A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更すると共に、抄紙用ワイヤー11の走行速度を、表1に示すように変更した以外は実施例1と同じ方法により微細繊維含有シートCを作製した。
【0063】
(比較例1)
比較例1では、微細繊維分散液調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更した以外は実施例1と同じ方法により微細繊維含有シートを作製しようとしたが、微細繊維分散液Aの膜を抄紙用ワイヤー11上に形成できなかった。
【0064】
(実施例9)
実施例9では、図1に示す製造装置1の分散液供給手段をカーテンコーターに変更し、微細繊維分散液A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更し、抄紙用ワイヤー11の走行速度を、表1に示すように変更したこと以外は実施例1と同様にして微細繊維含有シートCを製造した。
すなわち、微細繊維分散液Aを供給タンク13からカーテンコーターのヘッドに収容し、開口部18aから走行する抄紙用ワイヤー11上に供給したこと以外は実施例1と同様にして、微細繊維含有シートCを作製した。なお、カーテンコーターは、図1の分散液供給手段12と同様に位置に設置され、カーテンコーターから吐出された分散液は垂直に抄紙用ワイヤー11に塗布される。
【0065】
(実施例10)
実施例10では、微細繊維分散液A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更した以外は実施例9と同じ方法により微細繊維含有シートCを作製した。
【0066】
(実施例11,12)
実施例11,12では、微細繊維分散液A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更すると共に、カーテンコーターの代わりにダイコーターを用い、ブレード15を用いずにダイの開度によって表面を平滑化した以外は実施例9と同じ方法により微細繊維含有シートCを作製した。
【0067】
(実施例13)
請求項1における微細繊維分散液A50質量部に、濃度1%に希釈したアニオン性ポリプロピレン樹脂エマルジョン(商品名「ハイテックP−5800」、東邦化学社製、平均粒子径0.15μm)50質量部を混合した。さらに、濃度0.2%のカチオン性凝結剤(商品名「フィクサージュ621」、栗田工業社製)1質量部を添加し、ホモミキサーで1分間攪拌した。得られた分散液の濃度、粘度を表1に示す。
得られた分散液を用いたこと以外は実施例11,12と同様にして、微細繊維含有シートCを得た。
【0068】
(実施例14)
実施例1において解繊処理後に希釈しないで得た微細繊維分散液を用いたこと以外は実施例11,12と同様にして微細繊維含有シートCを得た。
【0069】
(実施例15)
広葉樹クラフトパルプ(LBKP)を105℃で3時間乾燥させて水分3質量%以下の乾燥パルプを得た。次いで、乾燥パルプ4gと無水マレイン酸2g(乾燥パルプ100質量部に対して50質量部)とをオートクレーブに充填し、150℃で2時間処理した。次いで、無水マレイン酸で処理されたパルプを500mLの水で3回洗浄した後、イオン交換水を添加して490mLのスラリーを調製した。
次いで、スラリーを攪拌しながら、4Nの水酸化ナトリウム水溶液10mLを少しずつ添加し、スラリーのpHを12〜13として、パルプをアルカリ処理した。その後、pHが8以下になるまで、アルカリ処理後のパルプを水で洗浄した。
次いで、アルカリ処理後のパルプにイオン交換水を添加し、固形分濃度2.0質量%のパルプ分散液を調製した。このパルプ分散液を、解繊処理装置(エムテクニック社製、クレアミックス−11S)を用いて、7000回転/分の条件で2時間解繊処理し、微細化して、解繊液を得た。
上記解繊液の濃度が約1.5%になるように水を加えて希釈し、ホモミキサーで攪拌して微細繊維分散液を得た。
この微細繊維分散液を用いたこと以外は実施例11と同様にして、微細繊維含有シートCを得た。
【0070】
(実施例16および比較例2)
実施例16および比較例2では、図3に示す製造装置3を用いると共に、微細繊維分散液調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更した以外は実施例1と同じ方法により微細繊維含有シートCを作製した。
すなわち、傾斜部41a上に微細繊維分散液Aを溜め、抄紙用ワイヤー41を送出リール46から乾燥セクション20に向けて走行させると共に、吸引手段44により傾斜部41a上の微細繊維分散液Aの水分を吸引して抄紙用ワイヤー41に微細繊維分散液Aを付着させた。次いで、水平部41bにおいて、吸引手段44により抄紙用ワイヤー41上の微細繊維分散液A中の水分を吸引すると共に、微細繊維分散液Aの表面をブレード45により掻き均して平滑化して、含水ウェブBを得た。これ以外は実施例1と同様にして、微細繊維含有シートCを作製した。
【0071】
得られた微細繊維含有シートの坪量、微細繊維の歩留まり、地合いの測定結果を表1に示す。
ここで、微細繊維含有シートの坪量は、JIS P8124に従って測定された値である。
微細繊維の歩留まりは、(微細繊維含有シート中の微細繊維質量/抄紙用ワイヤーに供給した微細繊維分散液中の微細繊維質量)×100[%]の式より求めた。
地合いは、得られた微細繊維含有シートの表面を目視により観察して下記の基準で評価した。
○:厚みが均一であり、地合いが良好である。
△:厚みにやや不均一な部分もあるが、実用レベルの地合いである。
×:厚みが不均一で、地合いが不充分である。
【0072】
【表1】

【0073】
粘度および微細繊維含有濃度が本願請求項1に係る発明で規定した範囲内にある微細繊維分散液を連続抄紙した実施例1〜16では、厚みのある微細繊維含有シートを、高い歩留まりで簡便に得ることができた。また、厚みがあるにもかかわらず、良好な地合いが得られた。
微細繊維分散液の粘度および濃度が本願請求項1に係る発明で規定した範囲より低かった比較例1では、抄紙用ワイヤー上に微細繊維分散液の膜を形成することができず、微細繊維含有シートが得られなかった。
微細繊維分散液の粘度および濃度が本願請求項1に係る発明で規定した範囲より低かった比較例2では、充分な坪量が得られず、かつ、歩留まりが低かった。
【産業上の利用可能性】
【0074】
本発明により製造された微細繊維含有シートは、厚みのあるものであり、電池用セパレータ、キャパシタ用セパレータ、濾過膜用フィルタ、電子部品用基板、光学部品用基板、家電用筐体、電子機器用筐体、建築材料、自動車用内装材および外装材などに好適に使用することができる。
【符号の説明】
【0075】
1,2,3 製造装置
10 脱水セクション
11 抄紙用ワイヤー
12 傾斜面分散液流下手段
12a 液溜部
12b 傾斜面
13 供給タンク
13a 攪拌機
14 吸引手段
15 ブレード
16 送出リール
17 ガイドロール
18 ダイコーター
18a 開口部
18b ヘッド
20 乾燥セクション
21 第1ドライヤー
22 第2ドライヤー
23 含水ウェブ用ガイドロール
24 フェルト布
25 フェルト布用ガイドロール
26 フード
30 巻取セクション
31a,31b 分離ローラ
32 巻取りリール
33 回収リール
40 脱水セクション
41 抄紙用ワイヤー
41a 傾斜部
41b 水平部
42 堰板
44 吸引手段
45 ブレード
46 送出リール
A 微細繊維分散液
B 含水ウェブ
C 微細繊維含有シート
【技術分野】
【0001】
本発明は、微細繊維含有シートの製造方法に関する。
【背景技術】
【0002】
繊維径が1μm以下の微細繊維を含有するシート(以下、「微細繊維含有シート」という。)は機械的強度が高いなどの利点を有し、様々な用途への適用が検討されている。微細繊維含有シートの製造方法としては、例えば、微細繊維を含む水分散液(以下、「微細繊維分散液」という。)を連続抄紙する方法が知られている(特許文献1)。
【0003】
紙製品を抄紙する際のスラリー濃度を高くしすぎると、スラリーの粘度が高くなりすぎて、坪量の均一性(いわゆる「地合い」)が悪くなることが知られている。繊維径が1μm以下の微細繊維分散液は、紙製品抄紙用スラリーと比較して極めて高粘度になりやすい。それらの点を鑑みると、微細繊維分散液の濃度を低くするべきと考えられ、具体的に、特許文献1に記載の製造方法では、微細繊維含有量が0.45質量%以下の微細繊維分散液を使用していた。
ところで、微細繊維含有シートは、用途によってはある程度厚みのあるものが求められる。しかし、低濃度の微細繊維分散液を連続抄紙して厚みのある微細繊維含有シートを製造する場合には、抄紙用ワイヤーの幅方向の端部から流れ落ちる微細繊維分散液の量が多いため、歩留まりが低かった。
【0004】
特許文献2には、微細繊維を含む分散液より作製した薄いシートを複数枚積層してシートの厚みを確保する方法が開示されている。しかし、シートを積層する方法は工程が煩雑になる問題を有していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2010−202987号公報
【特許文献2】特開2009−96167号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、ある程度厚みのある(具体的には坪量15g/m2以上の)微細繊維含有シートを、高い歩留まりで且つ簡便に、地合いを損なわずに製造できる微細繊維含有シートの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明者らが、ある程度高濃度の分散液を連続抄紙して微細繊維含有シートを製造したところ、実用レベルの地合いが得られ、しかも歩留まりも向上することを見出した。
【0008】
すなわち、本発明は以下の態様を有する。
[1]平均繊維径1〜1000nmの微細繊維を含有する微細繊維分散液を、抄紙用ワイヤーを備える連続抄紙機を用いて脱水し、乾燥して、坪量15g/m2以上の微細繊維含有シートを製造する方法であって、前記微細繊維分散液として、JIS K7117:1987に準じて測定した粘度が30〜20000mPa・s、かつ、微細繊維含有濃度が0.45質量%超5.5質量%以下のものを用いることを特徴とする微細繊維含有シートの製造方法。
[2]微細繊維分散液を抄紙用ワイヤー上に塗布して供給する[1]に記載の微細繊維含有シートの製造方法。
[3]微細繊維分散液を抄紙用ワイヤー上に流下させて供給する[1]に記載の微細繊維含有シートの製造方法。
[4]前記抄紙用ワイヤーに供給する微細繊維分散液を攪拌する[1]〜[3]のいずれかに記載の微細繊維含有シートの製造方法。
[5]前記抄紙用ワイヤーに供給した微細繊維分散液の表面を掻き均して厚さを調整する[1]〜[4]のいずれかに記載の微細繊維含有シートの製造方法。
【発明の効果】
【0009】
本発明の微細繊維含有シートの製造方法によれば、ある程度厚みのある微細繊維含有シートを、高い歩留まりで且つ簡便に、地合いを損なわずに製造できる。
【図面の簡単な説明】
【0010】
【図1】本発明の微細繊維含有シートの製造方法の第1実施形態で使用される製造装置の概略構成図である。
【図2】本発明の微細繊維含有シートの製造方法の第2実施形態で使用される製造装置の概略構成図である。
【図3】本発明の微細繊維含有シートの製造方法の第3実施形態で使用される製造装置の概略構成図である。
【発明を実施するための形態】
【0011】
(微細繊維含有シート)
本発明で得られる微細繊維含有シートは、少なくとも微細繊維を含有するシートである。
本発明における微細繊維は、通常製紙用途で用いるパルプ繊維よりもはるかに幅の狭いセルロース繊維あるいは棒状粒子である。さらに、微細繊維は、結晶状態のセルロース分子の集合体であり、その結晶構造はI型(平行鎖)である。
微細繊維の幅は電子顕微鏡で観察して1nm〜1000nmであり、好ましくは2nm〜500nm、より好ましくは4nm〜100nmである。繊維の幅が1nm未満であると、セルロース分子として水に溶解しているため、微細繊維としての物性(強度や剛性、寸法安定性)が発現しなくなる。1000nmを超えると微細繊維とは言えず、通常のパルプに含まれる繊維にすぎないため、微細繊維としての物性(強度や剛性、寸法安定性)が得られない。また、微細繊維に透明性が求められる用途においては、微細繊維の幅は50nm以下が好ましい。
微細繊維から得られる複合材料は、一般的に緻密な構造体となるために強度が高く、セルロース結晶に由来した高い弾性率が得られることに加え、可視光の散乱が少ないため透明性も得られる。
【0012】
ここで、微細繊維がI型結晶構造をとっていることは、グラファイトで単色化したCuKα(λ=1.5418Å)を用いた広角X線回折写真より得られる回折プロファイルにおいて、2θ=14〜17°付近と2θ=22〜23°付近の2箇所の位置に典型的なピークをもつことから同定することができる。また、微細繊維の電子顕微鏡観察による繊維幅の測定は以下のようにして行う。濃度0.05〜0.1質量%の微細繊維の水系懸濁液を調製し、該懸濁液を親水化処理したカーボン膜被覆グリッド上にキャストしてTEM観察用試料とする。幅の広い繊維を含む場合には、ガラス上にキャストした表面のSEM像を観察してもよい。構成する繊維の幅に応じて1000倍、5000倍、10000倍あるいは50000倍のいずれかの倍率で電子顕微鏡画像による観察を行う。ただし、試料、観察条件や倍率は下記の条件を満たすように調整する。
(1)観察画像内の任意箇所に一本の直線Xを引き、該直線Xに対し、20本以上の繊維が交差する。
(2)同じ画像内で該直線と垂直に交差する直線Yを引き、該直線Yに対し、20本以上の繊維が交差する。
上記条件を満足する観察画像に対し、直線X、直線Yと交錯する繊維の幅を目視で読み取る。こうして少なくとも重なっていない表面部分の画像を3組以上観察し、各々の画像に対して、直線X、直線Yと交錯する繊維の幅を読み取る。このようにして少なくとも20本×2×3=120本の繊維幅を読み取る。本発明の微細繊維幅はこのように読み取った繊維幅の平均値である。
【0013】
本発明における微細繊維の繊維長は1μm〜1000μmが好ましく、5μm〜800μmがより好ましく、10μm〜600μmが特に好ましい。繊維長が1μm未満になると、微細繊維含有シートを形成しにくくなり、1000μmを超えると、微細繊維のスラリー粘度が非常に高くなり、取り扱い性が低下する。繊維長は、TEM、SEMまたはAFMの画像解析より求めることができる。上記繊維長は、微細繊維の30質量%以上を占める繊維長である。
【0014】
本発明における微細繊維の軸比は100〜10000の範囲であることが好ましい。軸比が100未満であると、微細繊維含有シートを形成しにくくなるおそれがあり、軸比が10000を超えると、微細繊維分散液の粘度が高くなりすぎることがある。
【0015】
微細繊維の製造方法には特に制限はないが、グラインダー(石臼型粉砕機)、高圧ホモジナイザーや超高圧ホモジナイザー、高圧衝突型粉砕機、ディスク型リファイナー、コニカルリファイナー、超音波ホモジナイザーなどの機械的作用を利用する湿式粉砕でセルロース系繊維を細くする方法が好ましい。
また、後述するようにアセチル化などの化学修飾、TEMPO酸化、オゾン処理、酵素処理などの化学処理を施してから微細化してもよい。
【0016】
微細化するセルロース系繊維としては、植物由来のセルロース、動物由来のセルロース、バクテリア由来のセルロースなどが挙げられるが、植物由来のセルロース、特に木材系セルロースが好ましい。木材系セルロースから得られる微細繊維は化学処理や機械的処理の程度により微細繊維の繊維径や繊維長を制御しやすい。これは、木材系セルロース繊維の直径が2〜4nmのシングルナノファイバーで構成されたミクロフィブリル繊維の集合体(直径数μm〜数十μm、繊維長0.1mm〜数mm)であるため、微細化方法によって繊維径や繊維長を容易に調整できる。そのため、光の拡散性、散乱性および透過性を容易に制御できる。なお、木材系セルロースは、広葉樹や針葉樹から得られる木材チップを化学処理することで得られる。
【0017】
セルロース系繊維を微細化する前の化学処理としては、脱脂処理、脱リグニン処理、脱ヘミセルロース処理、クラフト処理、スルファイト処理、漂白処理、酵素処理が挙げられる。
これらの処理をするセルロース系繊維は、通常の紙用のパルプ製造に用いられる木材チップあるいは木材チップを粉砕した木粉を原料として好適に使用できる。
木材チップとしては、例えば、厚み2mm〜8mm、直径数cmの針葉樹チップまたは広葉樹チップが挙げられる。木粉としては、木材チップの含水率が10質量%以下になるように天日干しあるいは強制的に乾燥機で乾燥させた後、粉砕処理工程でチップを粉砕し、木粉を製造する。ここで、木粉の粒子径は0.1mm〜1mmが好ましい。木粉の直径を小さくすると、得られる微細繊維の繊維長も短くなる。
【0018】
上記脱脂処理では、炭酸ナトリウム等の炭酸塩、アルコール、アルコール−ベンゼンの1:2混合溶液であるアルベン、ベンゼン、脂肪酸のトリグリセリドを分解する酵素であるリパーゼなどを適宜用いることができ、常温で攪拌しながらあるいは高温高圧で処理する方法が挙げられる。これらのうち、薬剤としては安価で且つ有機溶媒ではなく、さらに圧力容器を用いないで簡便に使用でき、しかも脱脂効率が高いことから、炭酸ナトリウムを用いる方法が好ましい。
【0019】
脱リグニン処理の方法としては、過酢酸、過硫酸、過炭酸、過リン酸、次過塩素酸、過安息香酸、メタクロロ過安息香酸、過ギ酸、過プロピオン酸等の過酸を用いる方法、亜塩素酸と酢酸を用いるWise法などが挙げられる。これらのうちでも、木材パルプの漂白にも利用され、取り扱い性が良好な過酢酸を用いる方法、Wise法が好ましい。
【0020】
過酢酸を単独で用いる方法またはWise法では、pHを4以下とすることが好ましい。脱脂された原料に対する脱リグニン剤の配合割合は50〜500質量%であることが好ましく、90〜250質量%であることがより好ましい。脱リグニン処理時の温度は70〜99℃が好ましく、80〜98℃がより好ましい。温度が70℃未満であると、脱リグニン反応の効率が低下して着色した状態になるおそれがあり、99℃を超えると、微細繊維化が困難になるおそれがある。処理時間は、過酢酸を用いる場合では0.5〜2.0時間が好ましく、Wise法では4〜6時間が好ましい。
【0021】
前記脱ヘミセルロース処理としては、アルカリ金属の水酸化物の水溶液に室温で一晩浸漬処理する方法、前記水溶液で攪拌しながら高温で短時間処理する方法、前記水溶液中で攪拌しながら高温高圧下で処理する方法などが挙げられる。アルカリ金属の水酸化物としては、薬品としては安価で、常温常圧で使用でき、しかも脱ヘミセルロース反応の効率が高いことから、水酸化カリウムが好ましい。
【0022】
微細繊維の原料としては、クラフトパルプあるいはサルファイトパルプを用いることができる。クラフトパルプは針葉樹や広葉樹などの木材チップを水酸化ナトリウム(NaOH)と硫化ナトリウム(Na2S)を含む水溶液を100〜180℃の高温、0.1〜0.8MPaの高圧で蒸煮し、木材チップ中の脂肪分やリグニン、ヘミセルロースを除去することで得られる。必要に応じて、二酸化塩素やオゾンなどによって漂白処理を施してもよい。
サルファイトパルプは、亜硫酸カルシウムや亜硫酸マグネシウムなどの亜硫酸塩の水溶液で木材チップを120〜180℃、0.4〜1.0MPaで蒸煮し、木材チップ中の脂肪分やリグニン、ヘミセルロースを除去することで得られる。必要に応じて、二酸化塩素やオゾンなどによって漂白処理を施してもよい。
【0023】
上記精製されたセルロース繊維を微細化する前に、解繊をしやすくするために、化学修飾を行ってもよい。ここで、化学修飾とは、セルロース中の水酸基が化学修飾剤と反応して化学修飾されたものである。
化学修飾によって導入される官能基としては、カルボキシ基、アセチル基、硫酸基、スルホン酸基、アクリロイル基、メタクリロイル基、プロピオニル基、プロピオロイル基、ブチリル基、2−ブチリル基、ペンタノイル基、ヘキサノイル基、ヘプタノイル基、オクタノイル基、ノナノイル基、デカノイル基、ウンデカノイル基、ドデカノイル基、ミリストイル基、パルミトイル基、ステアロイル基、ピバロイル基、ベンゾイル基、ナフトイル基、ニコチノイル基、イソニコチノイル基、フロイル基、シンナモイル基等のアシル基、2−メタクリロイルオキシエチルイソシアノイル基等のイソシアネート基、メチル基、エチル基、プロピル基、2−プロピル基、ブチル基、2−ブチル基、tert−ブチル基、ペンチル基、ヘキシル基、ヘプチル基、オクチル基、ノニル基、デシル基、ウンデシル基、ドデシル基、ミリスチル基、パルミチル基、ステアリル基等のアルキル基、オキシラン基、オキセタン基、チイラン基、チエタン基等が挙げられる。
【0024】
セルロースの化学修飾は、通常の方法を採ることができる。すなわち、セルロースを化学修飾剤と反応させることによって化学修飾することができる。必要に応じて、溶媒、触媒を用いたり、加熱、減圧等を行ったりしてもよい。
化学修飾剤の種類としては、酸、酸無水物、アルコール、ハロゲン化試薬、アルコール、イソシアナート、アルコキシシラン、オキシラン(エポキシ)等の環状エーテルが挙げられる。これらは1種を単独で使用してもよいし、2種以上を併用してもよい。
酸としては、例えば、酢酸、アクリル酸、メタクリル酸、プロパン酸、ブタン酸、2−ブタン酸、ペンタン酸等が挙げられる。
【0025】
化学修飾を行った後には、反応を終結させるために水で充分に洗浄することが好ましい。未反応の化学修飾剤が残留していると、後で着色の原因になったり、樹脂と複合化する際に問題となったりすることがある。水で充分に洗浄した後、さらにアルコール等の有機溶媒で置換することが好ましい。この場合、セルロースをアルコール等の有機溶媒に浸漬しておくことで置換される。
【0026】
微細繊維含有シートには、必要に応じて、樹脂またはゴムが含まれてもよい。樹脂またはゴムが含まれると、得られる微細繊維含有シートは複合材料となる。
上記複合材料は、微細繊維分散液に高分子エマルションを混合し、抄紙して作製することができる。
ここで、高分子エマルションとは、天然高分子あるいは合成高分子のエマルションであり、粒子径が0.001〜10μm程度、好ましくは0.01〜1.0μm程度の微細な高分子粒子で、水中に分散した乳白色の液体である。
高分子エマルションは、通常、乳化重合により製造される、高分子ラテックスと称されることもある。
高分子エマルションとして使用可能な高分子としては特に限定されないが、ポリスチレン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリ(メタ)アクリル酸アルキルエステル重合体、(メタ)アクリル酸アルキルエステル共重合体、ポリ(メタ)アクリロニトリル、ポリエステル、ポリウレタン等の樹脂エマルション、天然ゴム、スチレン−ブタジエン共重合体、(メタ)アクリロニトリル−ブタジエン共重合体、ポリイソプレン、ポリクロロプレン、スチレン−ブタジエン−メチルメタクリレート共重合体、スチレン−(メタ)アクリル酸アルキルエステル共重合体等が挙げられる。
また、ポリエチレン、ポリプロピレン、ポリウレタン、エチレン−酢酸ビニル共重合体等を後乳化法によってエマルション化したものであってもよい。
【0027】
微細繊維とエマルションの配合比は特に限定されず、エマルション量は、微細繊維100質量部に対して500質量部未満であることが好ましく、10〜200質量部であることがより好ましく、25〜100質量部であることがさらに好ましい。
エマルション量が前記下限値以上であれば、複合材料として充分に機能し、前記上限値以下であれば、ワイヤーからの剥離性の低下を防止できる。
微細繊維とエマルションとを混合する方法としては、微細繊維分散液に高分子エマルションを、攪拌装置により攪拌しながら投入する方法が挙げられる。
攪拌装置としては、アジテーター、ホモミキサー、パイプラインミキサーなどを使用することができる。
【0028】
また、微細繊維含有シートには、必要に応じて、一般的な紙と同様に、サイズ剤、紙力増強剤、填料などが含まれても構わない。
【0029】
本発明で製造される微細繊維含有シートの坪量は15g/m2以上であり、25g/m2以上であることが好ましい。坪量が前記下限値未満では、厚みのあるシートの用途に対しては厚みが不充分である。また、微細繊維含有シートの坪量は、生産性の点から、150g/m2以下であることが好ましく、100g/m2以下であることがより好ましい。
【0030】
<第1実施形態>
本発明の微細繊維含有シートの製造方法の第1実施形態について説明する。
(微細繊維含有シートの製造装置)
本実施形態の微細繊維含有シートの製造方法で使用される製造装置について説明する。
図1に、本実施形態の微細繊維含有シートの製造方法で使用する製造装置を示す。本実施形態の製造装置1は、連続抄紙機であり、脱水セクション10と、脱水セクション10の下流側に設けられた乾燥セクション20と、乾燥セクション20の下流側に設けられた巻取セクション30とを具備するものである。
【0031】
[脱水セクション]
脱水セクション10は、微細繊維分散液Aを脱水して含水ウェブBを得るセクションである。
本実施形態における脱水セクション10は、濾材である抄紙用ワイヤー11と、抄紙用ワイヤー11に微細繊維分散液Aを供給する傾斜面分散液流下手段12(分散液供給手段)と、傾斜面分散液流下手段12に微細繊維分散液Aを供給するための供給タンク13と、抄紙用ワイヤー11の下側に設けられた吸引手段14と、抄紙用ワイヤー11上に供給された分散液の表面を掻き均すブレード15と、抄紙用ワイヤー11を送出する送出リール16と、送出リール16から送出した抄紙用ワイヤー11の走行方向を転回させるガイドロール17とを備える。
【0032】
抄紙用ワイヤー11は、水平に配置されており、抄紙用ワイヤー11によって微細繊維分散液Aを脱水するようになっている。
抄紙用ワイヤー11としては、多孔質フィルム(例えばメンブレンフィルターなど)、プラスチックワイヤー、金属ワイヤー、微細繊維などの織布や不織布、紙類(例えば、上質紙、塗工紙等)を使用することができ、これらのうち、紙類が好ましい。
【0033】
本実施形態における傾斜面分散液流下手段12は、微細繊維分散液Aを溜める液溜部12aと、液溜部12aから溢れた微細繊維分散液Aを流下させる傾斜面12bとを有するものであり、傾斜面12bの下端が抄紙用ワイヤー11の上に位置するように配置されている。
供給タンク13は、その内部に収容された微細繊維懸濁液Aを攪拌する攪拌機13aを有している。また、供給タンク13には、微細繊維懸濁液Aを傾斜面分散液流下手段12の液溜部12aに供給するための配管13bが設けられている。
吸引手段14は、その上面に多数の吸引孔が形成され、その吸引孔には真空ポンプ(図示せず)が接続されている。
【0034】
脱水セクション10では、送出リール16から抄紙用ワイヤー11を送出し、送出した抄紙用ワイヤー11をガイドロール17にて走行方向を転回させ、乾燥セクション20に向けて吸引手段14上を走行させるようになっている。
また、供給タンク13内の微細繊維分散液Aを攪拌機13aにより攪拌しながら、配管13bを介して傾斜面分散液流下手段12の液溜部12aに供給するようになっている。
また、傾斜面分散液流下手段12の液溜部12aから溢れ出た微細繊維分散液Aを傾斜面12bに沿って流下させ、抄紙用ワイヤー11の上面に供給できるようになっている。
また、吸引手段14を用いて、抄紙用ワイヤーの裏側から微細繊維分散液Aを吸引することによって、抄紙用ワイヤー11に供給した微細繊維分散液Aを脱水できるようになっている。
また、ブレード15によって、抄紙用ワイヤー11に供給した微細繊維分散液Aの表面を掻き均して微細繊維分散液Aの塗膜の厚さを調整できるようになっている。
【0035】
[乾燥セクション]
乾燥セクション20は、含水ウェブBを乾燥して微細繊維含有シートCを得るセクションである。
本実施形態における乾燥セクション20は、第1ドライヤー21と、第1ドライヤー21よりも下流側に設けられた第2ドライヤー22と、乾燥中の含水ウェブBの走行方向をガイドする含水ウェブ用ガイドロール23と、第1ドライヤー21の外周面の一部に沿って配置された無端状のフェルト布24と、フェルト布24の走行方向をガイドするフェルト布用ガイドロール25と、第1ドライヤー21および第2ドライヤー22を収容するフード26とを備えている。
第1ドライヤー21および第2ドライヤー22はシリンダードライヤーから構成されており、加熱可能になっている。
フェルト布24は無端状にされ、フェルト布用ガイドロール25に掛け回されて循環走行するようになっている。
【0036】
乾燥セクション20では、含水ウェブBの、脱水セクション10にて抄紙用ワイヤー11に接していなかった面を、加熱した第1ドライヤー21の外周面の約半周に巻き掛けて接触させるようになっている。また、脱水セクション10にて抄紙用ワイヤー11に接していた面を、循環走行するフェルト布24で押さえ付けて支持するようになっている。これにより、第1ドライヤー21によって含水ウェブBを乾燥するようになっている。
また、第1ドライヤー21により乾燥した含水ウェブBを、含水ウェブ用ガイドロール23に介在させて、第2ドライヤー22に移送するようになっている。
また、含水ウェブBの表面を、加熱した第2ドライヤー22の外周面の外周面の約3/4周に巻き掛けて接触させ、含水ウェブBをさらに乾燥するようになっている。
【0037】
[巻取セクション]
巻取セクション30は、抄紙用ワイヤー11から微細繊維含有シートCを分離し、これを巻き取るセクションである。
本実施形態における巻取セクション30は、抄紙用ワイヤー11から微細繊維含有シートCを分離する一対の分離ローラ31a,31bと、微細繊維含有シートCを巻き取る巻取りリール32と、使用済みの抄紙用ワイヤー11を巻き取って回収する回収リール33とを備える。分離ローラ31bは抄紙用ワイヤー11側に、分離ローラ31aは微細繊維含有シートC側に配置されている。
【0038】
巻取セクション30では、抄紙用ワイヤー11および微細繊維含有シートCを一対の分離ローラ31a,31bで挟んだ後に、微細繊維含有シートCを抄紙用ワイヤー11から分離させて一方の分離ローラ31aの表面に転移させるようになっている。
また、分離ローラ31aの表面から引き離した微細繊維含有シートCを巻取りリール32により巻き取り、使用した抄紙用ワイヤー11を回収リール33により巻き取るようになっている。
【0039】
(微細繊維含有シートの製造方法)
上記製造装置1を用いた本実施形態の微細繊維含有シートの製造方法について説明する。本実施形態の微細繊維含有シートの製造方法は、微細繊維分散液Aを脱水して含水ウェブBを得る脱水工程と、含水ウェブBを乾燥させて微細繊維含有シートCを得る乾燥工程と、微細繊維含有シートCを巻き取る巻取工程とを有する。
【0040】
[脱水工程]
脱水工程では、まず、送出リール16から抄紙用ワイヤー11を送出し、送出した抄紙用ワイヤー11をガイドロール17にて走行方向を転回させ、乾燥セクション20に向けて吸引手段14上を走行させる。
また、供給タンク13内の微細繊維分散液Aを攪拌機13aにより攪拌しながら、配管13bを介して、傾斜面分散液流下手段12の液溜部12aに供給する。次いで、傾斜面分散液流下手段12の液溜部12aから溢れ出た微細繊維分散液Aを傾斜面12bに沿って流下させて、抄紙用ワイヤー11の上面に供給する。
次いで、抄紙用ワイヤー11に供給した微細繊維分散液Aの表面を、ブレード15によって掻き均して、微細繊維分散液Aの塗膜の厚さを調整する。また、吸引手段14を用いて微細繊維分散液A中の水を吸引して、抄紙用ワイヤー11上の微細繊維分散液Aを脱水して、含水ウェブBを得る。
【0041】
抄紙用ワイヤー11に微細繊維分散液Aを供給する前には、予め抄紙用ワイヤー11に水を含浸させて湿潤状態にしてもよい。抄紙用ワイヤー11に微細繊維分散液Aを吐出すると、ワイヤーの吸水により伸びてシワが発生することがあるが、予め湿潤状態にすれば、そのシワの発生を防止できる。
抄紙用ワイヤー11を湿潤状態にする手段としては、抄紙用ワイヤー11を水に浸漬させる水槽、水の塗工装置が挙げられる。水の塗工装置としては、ブレードコーター、エアーナイフコーター、ロールコーター、バーコーター、グラビアコーター、ロッドブレードコーター、リップコーター、カーテンコーター、ダイコーター等を使用することができる。
【0042】
微細繊維含有シートCが樹脂を含有する場合には、微細繊維分散液Aに、粒子径が0.001〜10μmの天然樹脂あるいは合成樹脂の粒子が水中に乳化した樹脂エマルションを含有させればよい。微細繊維含有シートCがゴムを含有する場合には、微細繊維分散液Aに、粒子径が0.001〜10μmの天然ゴムあるいは合成ゴムの粒子が水中に乳化したゴムエマルションを含有させればよい。
【0043】
微細繊維分散液Aの粘度は30〜20000mPa・sである。ここで、粘度は、JIS K7117:1987に準じて測定した値である。微細繊維分散液Aにおける粘度が前記下限値未満であると、歩留まりが低く、前記上限値を超えると、地合いが損なわれる。上記傾斜面分散液流下手段12を用いる本実施形態では、微細繊維分散液Aの粘度は100〜1000mPa・sであることが好ましく、150〜850mPa・sであることがより好ましい。
粘度は、微細繊維含有濃度によって調整することができる。なお、粘度は、微細繊維の平均繊維径が小さい程、高くなる傾向にある。
【0044】
微細繊維分散液Aにおける微細繊維含有濃度は0.45質量%超5.5質量%以下である。微細繊維分散液Aにおける微細繊維含有濃度が前記下限値以下であると、歩留まりが低くなり、前記上限値を超えると、地合いが損なわれる。
上記傾斜面分散液流下手段12を用いる本実施形態では、微細繊維分散液Aにおける微細繊維含有濃度は0.5〜2.0質量%であることが好ましく、0.7〜1.8質量%であることがより好ましい。
【0045】
[乾燥工程]
乾燥工程では、まず、抄紙用ワイヤー11上の含水ウェブBを第1ドライヤー21の外周面に接触させて、含水ウェブBに残留していた水分を蒸発させる。蒸発した水分は、抄紙用ワイヤー11の細孔を通り、さらにフェルト布24を通過して蒸発する。
次いで、含水ウェブBを第2ドライヤー22の外周面に接触させて、含水ウェブBに残留していた水分をさらに蒸発させる。これにより、微細繊維含有シートCを得る。
【0046】
[巻取工程]
巻取工程では、抄紙用ワイヤー11および微細繊維含有シートCを一対の分離ローラ31a,31bで挟み、微細繊維含有シートCを抄紙用ワイヤー11から分離させて一方の分離ローラ31aの表面に転移させる。そして、分離ローラ31aの表面から微細繊維含有シートCを引き離して、巻取りリール32により巻き取る。それと共に、使用した抄紙用ワイヤー11を回収リール33により巻き取る。
【0047】
(作用効果)
上記実施形態の微細繊維含有シートの製造方法は、粘度と微細繊維含有濃度の両方が高い微細繊維分散液を連続抄紙する方法であり、薄いフィルムを積層する必要がないため、簡便である。また、高濃度の微細繊維分散液Aを連続抄紙することにより、抄紙用ワイヤー11の幅方向の端部から流れ落ちる微細繊維分散液量を少なくすることができ、歩留まりを向上させることができる。さらに、得られる微細繊維含有シートCの地合いが良好になる。
また、上記実施形態の製造方法では、抄紙用ワイヤー11に供給した微細繊維分散液Aの表面をブレード15により掻き均して厚さを調整するため、厚さの均一性をより確保しやすく、得られる微細繊維含有シートCの地合いがより良好になる。
【0048】
微細繊維は比重が1よりも大きいものが多く、微細繊維分散液Aにおいては、微細繊維が沈降して濃度が不均一化しやすいが、濃度の不均一化は地合いが損なわれる一因になる。しかし、上記実施形態では、供給タンク13内で微細繊維分散液Aを攪拌機13aにより攪拌して濃度を均一化した後に抄紙用ワイヤー11に供給して抄紙するため、得られる微細繊維含有シートCの地合いがより良好になる。
また、分散液供給手段として傾斜面分散液流下手段12を用いて微細繊維分散液Aを抄紙用ワイヤー11に向けて流下させることにより、微細繊維分散液が高濃度・高粘度であっても均一に供給でき、得られる微細繊維含有シートCの地合いがより良好になる。
【0049】
<第2実施形態>
本発明の微細繊維含有シートの製造方法の第2実施形態について説明する。
(微細繊維含有シートの製造装置)
図2に、本実施形態の微細繊維含有シートの製造方法で使用する製造装置を示す。本実施形態の製造装置2は、分散液供給手段がダイコーター18である以外は第1の実施形態で使用した製造装置1と同様のものである。
ここで、ダイコーター18は、微細繊維分散液Aを吐出可能な、幅方向に広がった開口部18aが形成されたヘッド18bを有するものである。ヘッド18bには、配管13bを介して、供給タンク13から微細繊維分散液Aが供給されるようになっている。また、開口部18aの幅は抄紙用ワイヤー11の幅と略同等である。開口部18aのギャップ(幅方向に対して垂直方向の長さ)は0.1〜3.0mmであることが好ましく、0.2〜2.0mmであることがより好ましい。開口部18aのギャップが前記下限値以上であれば、高濃度・高粘度の微細繊維分散液Aを容易に吐出でき、前記上限値以下であれば、厚みを適度なものにすることができる。
微細繊維分散液Aの吐出は、ヘッド18bの内部の加圧によって微細繊維分散液Aを噴出させる方法が適用される。
【0050】
(微細繊維含有シートの製造方法)
上記製造装置2を用いた本実施形態の微細繊維含有シートの製造方法について説明する。本実施形態の微細繊維含有シートの製造方法も、第1実施形態と同様に、微細繊維分散液Aを脱水して含水ウェブBを得る脱水工程と、含水ウェブBを乾燥させて微細繊維含有シートCを得る乾燥工程と、微細繊維含有シートCを巻き取る巻取工程とを有する。
ただし、本実施形態の製造方法は、脱水工程において微細繊維分散液Aを抄紙用ワイヤー11に供給する方法が第1実施形態と異なる。
すなわち、本実施形態では、供給タンク13内の微細繊維分散液Aを攪拌機13aにより攪拌しながら、配管13bを介して、ダイコーター18のヘッド18bに供給する。次いで、ダイコーター18の開口部18aから微細繊維分散液Aを、走行する抄紙用ワイヤー11の上面に供給し、吸引手段14により微細繊維分散液A中の水を吸引して含水ウェブBを得る。
そして、第1実施形態と同様に、含水ウェブBから微細繊維含有シートCを得る。
【0051】
分散液供給手段がダイコーター18である本実施形態においても、微細繊維分散液Aの粘度は30〜20000mPa・sの範囲内とされるが、その範囲のなかでも、100〜15000mPa・sであることが好ましく、500〜10000mPa・sであることがより好ましく、1000〜8000mPa・sであることが特に好ましい。
また、本実施形態においても、微細繊維分散液Aの分散液含有濃度は0.45質量%超5.5質量%以下の範囲内とされるが、その範囲のなかでも、微細繊維含有濃度は1.0〜4.5質量%であることが好ましく、1.5〜4.0質量%であることがより好ましい。
粘度および微細繊維含有濃度のいずれか一方が前記下限値未満であると、歩留まりが低くなるおそれがあり、粘度および微細繊維含有濃度のいずれか一方が前記上限値を超えると、地合いが損なわれるおそれがある。
【0052】
(作用効果)
上記実施形態の微細繊維含有シートの製造方法においても、粘度と微細繊維含有濃度の両方が高い微細繊維分散液を連続抄紙するため、厚みのある微細繊維含有シートCを簡便に製造でき、しかも微細繊維含有シートCの地合いを良好にできる。
また、本実施形態では、分散液供給手段としてダイコーター18を用いて微細繊維分散液Aを抄紙用ワイヤー11に塗布するため、微細繊維分散液Aの粘度および濃度が高くても地合いを良好にする効果が高い。
【0053】
<第3実施形態>
本発明の微細繊維含有シートの製造方法の第3実施形態について説明する。
(微細繊維含有シートの製造装置)
図3に、本実施形態の微細繊維含有シートの製造方法で使用する製造装置を示す。本実施形態の製造装置3は、乾燥セクション20および巻取セクション30は第1実施形態で使用した製造装置1と同様であるが、脱水セクション10が第1実施形態で使用した製造装置1と異なる。
【0054】
本実施形態における脱水セクション40においては、抄紙用ワイヤー41の上流側が、下流側に向かうにしたがって高くなるように傾斜した傾斜部41aになっており、下流側が水平部41bになっている。傾斜部41aの傾斜角は、水平方向に対して0.1°以上10°以下であることが好ましく、0.2°以上5°以下であることがより好ましい。水平部41bは完全な水平でなくてもよく、例えば、下流側が高くなるように傾斜してもよい。
本実施形態における抄紙用ワイヤー41としては、第1実施形態で使用した抄紙用ワイヤー11と同様のものを使用できる。
【0055】
また、脱水セクション40においては、傾斜部41aの上方に微細繊維分散液Aが溜まるように、堰板42が立設されている。より具体的には、堰板42は、傾斜部41aの幅方向の両端側にて抄紙用ワイヤー41の長手方向に沿って設けられ、また、傾斜部41aの上流側にて抄紙用ワイヤー41の幅方向に沿って設けられている。
また、脱水セクション40においては、抄紙用ワイヤー41の下側に設けられた吸引手段44と、抄紙用ワイヤー41の水平部41b上に、抄紙用ワイヤー41に供給された微細繊維分散液Aの表面を掻き均すブレード45と、抄紙用ワイヤー41を送出する送出リール46とを備える。吸引手段44、ブレード45および送出リール46は、第1実施形態における吸引手段14、ブレード15および送出リール16と同様のものである。
【0056】
(微細繊維含有シートの製造方法)
上記製造装置3を用いた本実施形態の微細繊維含有シートの製造方法について説明する。本実施形態の微細繊維含有シートの製造方法も、第1実施形態と同様に、微細繊維分散液Aを脱水して含水ウェブBを得る脱水工程と、含水ウェブBを乾燥させて微細繊維含有シートCを得る乾燥工程と、微細繊維含有シートCを巻き取る巻取工程とを有する。ただし、本実施形態の製造方法は、脱水工程が第1実施形態と異なる。
すなわち、本実施形態における脱水工程では、まず、傾斜部41aと堰板42とで囲まれた部分に微細繊維分散液Aを供給して溜めておく。次いで、抄紙用ワイヤー41を送出リール46から乾燥セクション20に向けて走行させると共に、吸引手段44により傾斜部41a上の微細繊維分散液Aを吸引する。これにより、微細繊維分散液Aを抄紙用ワイヤー41の上面に付着させる。次いで、水平部41bにおいて、吸引手段44により抄紙用ワイヤー41上の微細繊維分散液A中の水を吸引すると共に、微細繊維分散液Aの表面をブレード45により掻き均して平滑化して、含水ウェブBを得る。
次いで、第1実施形態と同様に、含水ウェブBから微細繊維含有シートCを得る。
【0057】
(作用効果)
上記実施形態の微細繊維含有シートの製造方法においても、粘度と微細繊維含有濃度の両方が高い微細繊維分散液を連続抄紙するため、厚みのある微細繊維含有シートを簡便に製造でき、地合いも良好にできる。
【0058】
<他の実施形態>
なお、本発明は、上記実施形態に限定されない。例えば、ブレード15,45を設けず、抄紙用ワイヤー11,41に供給した微細繊維分散液Aの表面を掻き均さなくてもよい。
第1実施形態および第2実施形態においては、上記抄紙用ワイヤー11は水平であったが、傾斜してもよい。また、抄紙用ワイヤー11の下側に、抄紙用ワイヤー11を巻取セクション30まで搬送する支持体が配置されていてもよい。また、抄紙用ワイヤー11が無端ベルト状であってもよい。
また、第2実施形態においては、ダイコーターの代わりにカーテンコーター、スライドビードコーター等の前計量方式のコーターを用いることもできる。
また、第1〜第3実施形態における乾燥セクションにおけるドライヤーは1個でもよいし、3個以上でもよい。また、ドライヤーの配置には何ら制限はない。
【実施例】
【0059】
以下に実施例および比較例を示して本発明をより詳細に説明する。なお、以下の例における「%」は「質量%」のことである。
【0060】
(実施例1)
針葉樹晒クラフトパルプ(王子製紙社製、水分50%、JIS P8121に準じて測定されるカナダ標準濾水度(CSF)は550ml)を濃度5.0%になるように水を加え、ディスインテグレーターで離解して、パルプ分散液を得た。このパルプ分散液を長径250mmのグラインダー部を有する増幸産業社製のマスコロイダーを用いて、処理回数3回で解繊処理を行って微細化した。次いで、濃度が約1%になるように水を加えて希釈し、ホモミキサーで攪拌して微細繊維分散液を得た。この分散液の粘度をJIS K7117:1987に準じて測定を行ったところ、263mPa・sであった。また、JIS P8225に従い、微細繊維含有濃度を測定したところ、1.03%であった。
【0061】
図1に示す製造装置1を用いて微細繊維含有シートを製造した。
すなわち、上記微細繊維分散液Aを供給タンク13に収容し、攪拌機13aにより攪拌しながら傾斜面分散液流下手段12の液溜部12aに供給した。微細繊維分散液Aの、液溜部12aから溢れた分を傾斜角30°の傾斜面12bに沿って流下させ、速度0.25m/分で走行しているファブリックシートからなる抄紙用ワイヤー11上に供給した。次いで、抄紙用ワイヤー11上の微細繊維分散液Aを、抄紙用ワイヤー11の内面側から吸引手段14を用いて吸引することにより脱水して、含水ウェブBを得た。
抄紙用ワイヤー11の分散液を脱水する部分は長さが6.2mであり、傾斜角1.5°で下流側が高くなるように設けられた。また、その脱水の際、傾斜面分散液流下手段12から2m下流側に設置したブレード15により、微細繊維分散液Aの表面を掻き均して平滑化した。
次いで、含水ウェブBを乾燥セクション20に送り、第1ドライヤー21(設定温度:150℃)および第2ドライヤー22(設定温度:150℃)により乾燥して微細繊維含有シートCを得た。
次いで、分離ローラ31a,31bによって抄紙用ワイヤー11と微細繊維含有シートCとを分離し、微細繊維含有シートCを巻取りリール32により巻き取り、抄紙用ワイヤー11を回収リール33により巻き取った。
【0062】
(実施例2〜8)
実施例2〜8では、微細繊維分散A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更すると共に、抄紙用ワイヤー11の走行速度を、表1に示すように変更した以外は実施例1と同じ方法により微細繊維含有シートCを作製した。
【0063】
(比較例1)
比較例1では、微細繊維分散液調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更した以外は実施例1と同じ方法により微細繊維含有シートを作製しようとしたが、微細繊維分散液Aの膜を抄紙用ワイヤー11上に形成できなかった。
【0064】
(実施例9)
実施例9では、図1に示す製造装置1の分散液供給手段をカーテンコーターに変更し、微細繊維分散液A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更し、抄紙用ワイヤー11の走行速度を、表1に示すように変更したこと以外は実施例1と同様にして微細繊維含有シートCを製造した。
すなわち、微細繊維分散液Aを供給タンク13からカーテンコーターのヘッドに収容し、開口部18aから走行する抄紙用ワイヤー11上に供給したこと以外は実施例1と同様にして、微細繊維含有シートCを作製した。なお、カーテンコーターは、図1の分散液供給手段12と同様に位置に設置され、カーテンコーターから吐出された分散液は垂直に抄紙用ワイヤー11に塗布される。
【0065】
(実施例10)
実施例10では、微細繊維分散液A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更した以外は実施例9と同じ方法により微細繊維含有シートCを作製した。
【0066】
(実施例11,12)
実施例11,12では、微細繊維分散液A調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更すると共に、カーテンコーターの代わりにダイコーターを用い、ブレード15を用いずにダイの開度によって表面を平滑化した以外は実施例9と同じ方法により微細繊維含有シートCを作製した。
【0067】
(実施例13)
請求項1における微細繊維分散液A50質量部に、濃度1%に希釈したアニオン性ポリプロピレン樹脂エマルジョン(商品名「ハイテックP−5800」、東邦化学社製、平均粒子径0.15μm)50質量部を混合した。さらに、濃度0.2%のカチオン性凝結剤(商品名「フィクサージュ621」、栗田工業社製)1質量部を添加し、ホモミキサーで1分間攪拌した。得られた分散液の濃度、粘度を表1に示す。
得られた分散液を用いたこと以外は実施例11,12と同様にして、微細繊維含有シートCを得た。
【0068】
(実施例14)
実施例1において解繊処理後に希釈しないで得た微細繊維分散液を用いたこと以外は実施例11,12と同様にして微細繊維含有シートCを得た。
【0069】
(実施例15)
広葉樹クラフトパルプ(LBKP)を105℃で3時間乾燥させて水分3質量%以下の乾燥パルプを得た。次いで、乾燥パルプ4gと無水マレイン酸2g(乾燥パルプ100質量部に対して50質量部)とをオートクレーブに充填し、150℃で2時間処理した。次いで、無水マレイン酸で処理されたパルプを500mLの水で3回洗浄した後、イオン交換水を添加して490mLのスラリーを調製した。
次いで、スラリーを攪拌しながら、4Nの水酸化ナトリウム水溶液10mLを少しずつ添加し、スラリーのpHを12〜13として、パルプをアルカリ処理した。その後、pHが8以下になるまで、アルカリ処理後のパルプを水で洗浄した。
次いで、アルカリ処理後のパルプにイオン交換水を添加し、固形分濃度2.0質量%のパルプ分散液を調製した。このパルプ分散液を、解繊処理装置(エムテクニック社製、クレアミックス−11S)を用いて、7000回転/分の条件で2時間解繊処理し、微細化して、解繊液を得た。
上記解繊液の濃度が約1.5%になるように水を加えて希釈し、ホモミキサーで攪拌して微細繊維分散液を得た。
この微細繊維分散液を用いたこと以外は実施例11と同様にして、微細繊維含有シートCを得た。
【0070】
(実施例16および比較例2)
実施例16および比較例2では、図3に示す製造装置3を用いると共に、微細繊維分散液調製時の希釈量を変更して微細繊維含有濃度および微細繊維分散液Aの粘度を、表1に示すように変更した以外は実施例1と同じ方法により微細繊維含有シートCを作製した。
すなわち、傾斜部41a上に微細繊維分散液Aを溜め、抄紙用ワイヤー41を送出リール46から乾燥セクション20に向けて走行させると共に、吸引手段44により傾斜部41a上の微細繊維分散液Aの水分を吸引して抄紙用ワイヤー41に微細繊維分散液Aを付着させた。次いで、水平部41bにおいて、吸引手段44により抄紙用ワイヤー41上の微細繊維分散液A中の水分を吸引すると共に、微細繊維分散液Aの表面をブレード45により掻き均して平滑化して、含水ウェブBを得た。これ以外は実施例1と同様にして、微細繊維含有シートCを作製した。
【0071】
得られた微細繊維含有シートの坪量、微細繊維の歩留まり、地合いの測定結果を表1に示す。
ここで、微細繊維含有シートの坪量は、JIS P8124に従って測定された値である。
微細繊維の歩留まりは、(微細繊維含有シート中の微細繊維質量/抄紙用ワイヤーに供給した微細繊維分散液中の微細繊維質量)×100[%]の式より求めた。
地合いは、得られた微細繊維含有シートの表面を目視により観察して下記の基準で評価した。
○:厚みが均一であり、地合いが良好である。
△:厚みにやや不均一な部分もあるが、実用レベルの地合いである。
×:厚みが不均一で、地合いが不充分である。
【0072】
【表1】
【0073】
粘度および微細繊維含有濃度が本願請求項1に係る発明で規定した範囲内にある微細繊維分散液を連続抄紙した実施例1〜16では、厚みのある微細繊維含有シートを、高い歩留まりで簡便に得ることができた。また、厚みがあるにもかかわらず、良好な地合いが得られた。
微細繊維分散液の粘度および濃度が本願請求項1に係る発明で規定した範囲より低かった比較例1では、抄紙用ワイヤー上に微細繊維分散液の膜を形成することができず、微細繊維含有シートが得られなかった。
微細繊維分散液の粘度および濃度が本願請求項1に係る発明で規定した範囲より低かった比較例2では、充分な坪量が得られず、かつ、歩留まりが低かった。
【産業上の利用可能性】
【0074】
本発明により製造された微細繊維含有シートは、厚みのあるものであり、電池用セパレータ、キャパシタ用セパレータ、濾過膜用フィルタ、電子部品用基板、光学部品用基板、家電用筐体、電子機器用筐体、建築材料、自動車用内装材および外装材などに好適に使用することができる。
【符号の説明】
【0075】
1,2,3 製造装置
10 脱水セクション
11 抄紙用ワイヤー
12 傾斜面分散液流下手段
12a 液溜部
12b 傾斜面
13 供給タンク
13a 攪拌機
14 吸引手段
15 ブレード
16 送出リール
17 ガイドロール
18 ダイコーター
18a 開口部
18b ヘッド
20 乾燥セクション
21 第1ドライヤー
22 第2ドライヤー
23 含水ウェブ用ガイドロール
24 フェルト布
25 フェルト布用ガイドロール
26 フード
30 巻取セクション
31a,31b 分離ローラ
32 巻取りリール
33 回収リール
40 脱水セクション
41 抄紙用ワイヤー
41a 傾斜部
41b 水平部
42 堰板
44 吸引手段
45 ブレード
46 送出リール
A 微細繊維分散液
B 含水ウェブ
C 微細繊維含有シート
【特許請求の範囲】
【請求項1】
平均繊維径1〜1000nmの微細繊維を含有する微細繊維分散液を、抄紙用ワイヤーを備える連続抄紙機を用いて脱水し、乾燥して、坪量15g/m2以上の微細繊維含有シートを製造する方法であって、
前記微細繊維分散液として、JIS K7117:1987に準じて測定した粘度が30〜20000mPa・s、かつ、微細繊維含有濃度が0.45質量%超5.5質量%以下のものを用いることを特徴とする微細繊維含有シートの製造方法。
【請求項2】
微細繊維分散液を抄紙用ワイヤー上に塗布して供給する請求項1に記載の微細繊維含有シートの製造方法。
【請求項3】
微細繊維分散液を抄紙用ワイヤー上に流下させて供給する請求項1に記載の微細繊維含有シートの製造方法。
【請求項4】
前記抄紙用ワイヤーに供給する微細繊維分散液を攪拌する請求項1〜3のいずれか一項に記載の微細繊維含有シートの製造方法。
【請求項5】
前記抄紙用ワイヤーに供給した微細繊維分散液の表面を掻き均して厚さを調整する請求項1〜4のいずれか一項に記載の微細繊維含有シートの製造方法。
【請求項1】
平均繊維径1〜1000nmの微細繊維を含有する微細繊維分散液を、抄紙用ワイヤーを備える連続抄紙機を用いて脱水し、乾燥して、坪量15g/m2以上の微細繊維含有シートを製造する方法であって、
前記微細繊維分散液として、JIS K7117:1987に準じて測定した粘度が30〜20000mPa・s、かつ、微細繊維含有濃度が0.45質量%超5.5質量%以下のものを用いることを特徴とする微細繊維含有シートの製造方法。
【請求項2】
微細繊維分散液を抄紙用ワイヤー上に塗布して供給する請求項1に記載の微細繊維含有シートの製造方法。
【請求項3】
微細繊維分散液を抄紙用ワイヤー上に流下させて供給する請求項1に記載の微細繊維含有シートの製造方法。
【請求項4】
前記抄紙用ワイヤーに供給する微細繊維分散液を攪拌する請求項1〜3のいずれか一項に記載の微細繊維含有シートの製造方法。
【請求項5】
前記抄紙用ワイヤーに供給した微細繊維分散液の表面を掻き均して厚さを調整する請求項1〜4のいずれか一項に記載の微細繊維含有シートの製造方法。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−96026(P2013−96026A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−238762(P2011−238762)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000122298)王子ホールディングス株式会社 (2,055)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000122298)王子ホールディングス株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]