
意匠性積層シート、および意匠性積層シート被覆金属板
【課題】 ハロゲン含有樹脂を使用せずに、良好な加工性を有し、平滑で透明な表面を通して、内部のエンボスを視認することができる、深み感、立体感のある意匠を有する内部エンボス構成の意匠性樹脂被覆金属板を提供すること、および、沸騰水浸漬試験でも問題を発生することがなくユニットバス用途に用いることができる意匠性樹脂被覆金属板を提供する。
【解決手段】 表層として厚み38μm以上125μm以下の透明延伸ポリエステル系樹脂層(A層)、中間層として接着剤層(B層)、基材層としてB層と積層される側の表面にエンボスによる凹凸意匠を有し、顔料を含む、無配向のポリエステル系樹脂を主成分とする層(C層)、の少なくとも3層を有する積層シートにおいて、B層を、C層のエンボス凸部が完全に埋まる厚み以上の厚みとし、B層を、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物により構成する。
【解決手段】 表層として厚み38μm以上125μm以下の透明延伸ポリエステル系樹脂層(A層)、中間層として接着剤層(B層)、基材層としてB層と積層される側の表面にエンボスによる凹凸意匠を有し、顔料を含む、無配向のポリエステル系樹脂を主成分とする層(C層)、の少なくとも3層を有する積層シートにおいて、B層を、C層のエンボス凸部が完全に埋まる厚み以上の厚みとし、B層を、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物により構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、建築内装材用途等に用いられる意匠性積層シート、およびこの意匠性積層シートで被覆した意匠性積層シート被覆金属板に関する。さらに詳しくは、加工性、意匠性に優れ、ハロゲン含有樹脂を使用せず環境に優しい、意匠性積層シート、およびこの意匠性積層シートで被覆した意匠性積層シート被覆金属板に関する。
【背景技術】
【0002】
従来、建築内装材用途に用いられる意匠性樹脂被覆金属板としては、いわゆる鏡面意匠と呼ばれるタイプのものと、エンボス意匠と呼ばれるタイプのものとが用いられてきた。鏡面意匠と呼ばれるタイプのものとしては、顔料の添加により着色された軟質ポリビニルクロライド(以下、「PVC」と省略する場合がある。)などのシートの上に印刷柄を付与し、さらにその上に透明で平滑性の良い樹脂フィルムを被覆した構成のものが用いられていた。また、エンボス意匠と呼ばれるタイプのものとしては、単層の軟質PVCシートの表面にエンボスを付与したものが一般的に用いられていた。
【0003】
しかし、近年、建築内装材用途に用いられる意匠性樹脂被覆金属板は、より優れた意匠性を有することが求められており、深み感、立体感などを得ることができる構成として、透明、または半透明で平滑な表面を有する表面層を通して、内部に存在する凹凸模様(エンボス模様)が視認できる構成の意匠性樹脂被覆金属板に対する要求が高くなっている(このような構成は、「内部エンボス構成」などと呼ばれる。)。
【0004】
軟質PVCを用いた構成に関しては、特許文献1のように、表面にエンボスを施した着色軟質PVCシートの凹凸面に透明なPVCペーストをコートする方法や、特許文献2のように、表面にエンボスおよび印刷を施した着色軟質PVCシートの凹凸面と透明な表層との間に紫外線硬化型接着剤を充填する等の方法で、上記の内部エンボス構成を得ることが可能であった。
【特許文献1】特開平01−141050号公報
【特許文献2】特許3384508号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献2により得られたものは、紫外線硬化型接着剤の物性に起因して、樹脂被覆金属板としての加工性(柔軟性)とユニットバス用途の評価項目として一般的に含まれる沸騰水浸漬試験を同時に満たすことは困難であった。即ち、紫外線硬化型接着剤の硬化物物性として硬質のものを用いた場合は、良好な加工性を得ることが困難であり、柔軟なものを用いた場合は、沸騰水浸漬試験に合格することが困難であった。また、近年、軟質PVC系樹脂は各種環境問題等から、その使用に制限を受けるようになって来た。
【0006】
樹脂被覆金属板用の軟質PVCシートを非PVCの熱可塑性樹脂製シートに置き換える検討自体は進んでおり、鏡面意匠に用いる下地シートやエンボス意匠のシートに関しては既に着色されたポリエステル系樹脂シートや、着色ポリオレフィン系樹脂シートより成るものが市販されているが、内部エンボス構成のものに関しては良いものが得られていない。
【0007】
その理由としては、深み感、立体感を強くするためにはどうしても厚みのある着色樹脂層を用いて、深いエンボスを付与する必要があるが、ポリオレフィン系樹脂を着色樹脂層として用いた場合は、樹脂被覆金属板とした後の加工において、折り曲げ白化を生じ易い問題点があった。
【0008】
また、着色樹脂層としてポリエステル系樹脂を用いた場合に関しては、この問題は回避されるものの、エンボスを埋め込むために用いる透明なPVCペーストに変わるべき好ましいコート剤が存在しないという問題があった。また、紫外線硬化型接着剤を用いた場合は、軟質PVCを用いた場合と同様に、沸騰水浸漬性に問題が発生した。
【0009】
紫外線硬化型接着剤に替えて、通常の溶剤系の硬化型接着剤を用いた場合は、溶剤が揮散する分、乾燥膜厚が薄くなることから厚塗りが困難であり、深いエンボスを埋めて、さらに透明な表層の表面に平滑性を得るに充分な塗布厚みを確保することができなかった。
【0010】
また、無溶剤系のシアネート硬化型接着剤では、樹脂被覆金属板としての折り曲げ加工性と沸騰水浸漬試験に耐える性能を持たせようとすると、接着剤の粘度が著しく高いものとなってしまい、接着剤の塗工性が悪くなってしまった。一方、塗工性を確保した場合は、満足な硬化物物性が得られないという問題があった。また、このシアネート硬化型接着剤では、塗布後の硬化に時間を要することから、硬化するまでの間、透明な表層と着色樹脂層との間にズレが生じないように、あるいは接着剤層に外力による窪み等の変形が発生しないように保持する工夫を要する等工程上の問題も発生するため、実用的な生産性と性能を有するものが得られていなかった。
【0011】
そこで、本発明は、ハロゲン含有樹脂を使用せずに、良好な加工性を有し、平滑で透明な表面を通して、内部のエンボスを視認することができる、深み感、立体感のある意匠を有する内部エンボス構成の意匠性樹脂被覆金属板を提供すること、および、沸騰水浸漬試験でも問題を発生することがなくユニットバス用途に用いることができる意匠性樹脂被覆金属板を提供することを課題とする。
【課題を解決するための手段】
【0012】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0013】
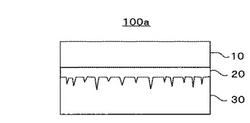
第一の本発明は、表層として、厚み38μm以上125μm以下の透明延伸ポリエステル系樹脂層(A層)(10)、中間層として、接着剤層(B層)(20)、基材層として、B層と積層される側の表面にエンボスによる凹凸意匠を有し、顔料を含む、無配向のポリエステル系樹脂を主成分とする層(C層)(30)、の少なくとも3層を有する積層シートであって、B層(20)が、C層(30)のエンボス凸部が完全に埋まる厚み以上の厚みを有し、B層(20)が、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物である、意匠性積層シート(100)である。
【0014】
この積層シート(100)において、B層(20)として上記の接着剤成分を用いることにより、折り曲げ加工性と沸騰水浸漬性を両立させることが可能であり、また、層間の密着力を充分なものとすることができる。また、この接着剤成分は、無溶剤系の接着剤であることからC層(30)の表面に比較的深くエンボスによる凹凸が付与されたとしても、これを完全に埋めて、さらに透明な表層の表面に平滑性を得るに充分な塗布厚みを確保することが容易である。さらに上記接着剤組成は紫外線照射によって充分な初期硬化が得られるため、シアネート硬化型接着剤を用いた場合のように養生に特別な工夫をする必要がなく、生産性に優れている。
【0015】
上記の意匠性積層シート(100)において、B層(20)の前記紫外線硬化型接着剤のガラス転移温度は、−30〜80℃の範囲であることが好ましい。
【0016】
これにより、意匠性積層シート(100)により被覆した金属板(60)の加工性をより良好なものとすることができ、また、意匠性積層シート(100)の層間密着力を良好なものとすることもできる。
【0017】
上記の意匠性積層シート(100)において、C層(30)は、C層(30)の全樹脂成分の質量を100質量%として、20質量%以上80質量%未満のポリブチレンテレフタレート(PBT)系樹脂、または、ポリトリメチレンテレフタレート(PTT)系樹脂と、20質量%以上80質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物であることが好ましい。
【0018】
実質的に非晶性であるポリエステル系樹脂のみから成る場合は、エンボス加工等が容易に行えるメリットがあるが、そのガラス転移温度が100℃に満たないことから沸騰水浸漬試験を満足することができないが、PBT系樹脂、または、PTT系樹脂を含むことにより、これが結晶化して、これらの結晶融点近くまで、C層が高い弾性率に維持されることで、沸騰水浸漬試験で問題を生じないものとすることができる。
【0019】
上記のC層(30)における、実質的に非晶性であるポリエステル系樹脂は、テレフタル酸、またはジメチルテレフタル酸をジカルボン酸成分の主体とし、ジオール成分の20〜80mol.%が1.4−シクロヘキサンジメタノール(1.4−CHで、残りの80〜20mol.%がエチレングリコールより成る共重合ポリエステルであることが好ましい。
【0020】
C層(30)の実質的に非晶性であるポリエステル系樹脂として、世界的に広く使用されており、商業的に入手し易い材料を用いることで、原料供給の安定性とコストのメリットを得ることができる。
【0021】
上記の意匠性積層シート(100)において、透明延伸ポリエステル系樹脂層(A層)(10)としては、厚み38μm以上125μm以下の2軸延伸ポリエチレンテレフタレ−ト樹脂フィルムを用いることが好ましい。
【0022】
A層(10)として、軟質PVCのオーバーレイ用途としても用いられて来た実績のある材料である2軸延伸ポリエチレンテレフタレート樹脂フィルムを用いることで、ユニットバス材として浴室で用いた場合も各種表面物性に問題を生じるおそれがない。また、良好な平滑性を有することから、いわゆる鏡面外観を容易に得ることができる。また、世界的に広く使用されている材料であることから、供給の安定性やコストのメリットも得ることができる。
【0023】
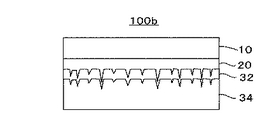
上記の意匠性積層シート(100)において、C層(30)は、B層(20)側に面し光輝性顔料を含むC1層(32)と、このB層側とは反対側に位置し、隠蔽力のある着色顔料を含むC2層(34)の少なくとも2層より成る構成としてもよい。
【0024】
これにより、積層構成の内部に付与されたエンボス形状の視認性がより良好なものとなる。また、光輝性顔料は一般に隠蔽力に劣ることから、その下に隠蔽力のある着色顔料が添加された層を配することで、金属板の表面状態や色味の変化に左右されず、安定した色調を有する意匠性積層シート被覆金属板(200)を得ることができる。
【0025】
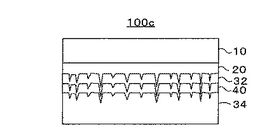
上記の意匠性積層シート(100)において、B層(20)とC層(30)との間、B層(20)とC1層(32)との間、あるいはC1層(32)とC2層(34)との間には、印刷層(D層)(40)が付与されていても良い。これによって、着色意匠、表面の平滑意匠、内部のエンボス意匠に併せて、印刷による柄の意匠、色彩の意匠も付与することができる。
【0026】
また、C層(30)として、光輝性顔料を含む樹脂層を設けずに、印刷層(D層)(40)として光輝性顔料を含む印刷層を付与しても良く、さらに、印刷による光輝性顔料を含む印刷層の付与と同時に、印刷による柄の意匠、色彩の意匠を付与しても良い。
【0027】
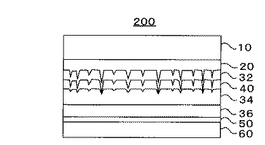
本発明の第二の発明は、上記の意匠性積層シートおよび金属板(60)を有し、前記意匠性積層シートのC層(30)側の表面が金属板(60)に積層されている、意匠性積層シート被覆金属板(200)である。
【0028】
本発明の意匠性積層シート被覆金属板(200)は、平滑で透明な表面を通して、内部のエンボスを視認することができることから、深み感および立体感を有する、いわゆる内部エンボス構造を有するものである。また、本発明の意匠性積層シート被覆金属板(200)は、上記意匠を有するとともに、耐傷入り性、加工性に優れると伴に、耐沸騰水浸漬性にも優れることから、ユニットバス用途に好適に用いることができるものである。
【0029】
本発明の第三の発明は、上記の意匠性積層シート被覆金属板(200)を用いた、ドア材、ユニットバス壁材、ユニットバス天井材、パーティション材、および一般壁材からなる群より選ばれる建築内装材である。
【発明を実施するための最良の形態】
【0030】
以下、本発明を具体化した実施の形態を説明する。
図1は、本発明の意匠性積層シート100および意匠性積層シート被覆金属板200の層構成を示した模式図である。
【0031】
なお、本発明の意匠性積層シート100の各層として用いる樹脂「シート」は、その厚み範囲からすると「フィルムおよびシート」と記すのがより正しいが、ここでは一般的には「フィルム」と呼称する範囲に関しても便宜上「シート」という単一呼称を用いた。
【0032】
また、無配向という表現は、シートに何らかの性能を付与するために意図して延伸操作等の配向処理を行ったものではないことであり、押出し製膜時にキャスティングロールによる引き取り(ドロー)で発生するような配向等まで存在していないという意味ではない。
【0033】
<無配向のポリエステル系樹脂を主成分とする層(C層)30>
C層30は、接着剤層(B層20)と積層される側の表面にエンボスによる凹凸意匠を有し、顔料添加により着色された、無配向のポリエステル系樹脂を主成分とする層である。
【0034】
C層30に用いるポリエステル系樹脂としては、エンボス加工による凹凸意匠の付与が容易であり、且つ、本発明の積層シートをラミネートした意匠性積層シート被覆金属板としての加工性が確保され、沸騰水浸漬時にシートが変形するおそれがないものであれば制限なく使用することができる。この中でも、C層30を構成するポリエステル系樹脂としては、C層30の全樹脂成分の質量を基準(100質量%)として、20質量%以上80質量%未満のポリブチレンテレフタレート(PBT)系樹脂、または、ポリトリメチレンテレフタレート(PTT)系樹脂と、20質量%以上80質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物であることが好ましく、25質量%以上80質量%未満のPBT系樹脂またはPTT系樹脂と、20質量%以上75質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物であることがさらに好ましい。
【0035】
C層30を非晶性樹脂のみから成る構成とすると、エンボスを付与する方法に制約を受けず、深さのあるエンボスを容易に付与することができるが、商業的レベルで入手可能な非晶性樹脂は、ガラス転移温度が100℃より低いため、意匠性積層シート被覆金属板を沸騰水浸漬試験に供した場合、C層30が流動変形を起こしてしまう。
【0036】
逆に、C層30をPBTやPTTなどの結晶性樹脂のみから成る構成とすると、その融点まで樹脂層の弾性率が保持されることから、沸騰水浸漬試験では問題を生ずることはないが、エンボスを付与する方法に制約を受け、特に本発明に必要な深さのあるエンボスを付与するのが難しい。また、結晶性樹脂のみから成る構成とした場合は、金属板にラミネートする際に、従来の軟質PVCをラミネートしていた温度条件よりは、やや高めの温度に金属板を加熱しなければ充分な接着強度は得られず、従来より用いて来た金属板裏面用塗料をより耐熱性のあるものに変更する必要がある、さらに、印刷層(D層)を付与した構成では従来より耐熱性の高い印刷インクを用いる必要がある等の問題点が生じる。
【0037】
本発明の意匠性積層シート100においては、上記したように、C層30をPBT系樹脂またはPTT系樹脂と、実質的に非晶性であるポリエステル系樹脂との混合物とすることによって、エンボスの付与が比較的容易となり、また、沸騰水浸漬試験において、流動変形を起こすことがない。また、金属板60とのラミネートの際も従来の軟質PVCの温度条件の範囲で充分な接着強度を得ることができる。
【0038】
また、PBT系樹脂やPTT系樹脂は、結晶化した状態でもPET系樹脂に比べて良好な加工性を有し、これらを含む混合物をC層30とする意匠性積層シート100で被覆した金属板60の加工性を良好なものにすることができる。これに対して、PET系樹脂をC層30に用いるとすると、PET系樹脂が結晶化した状態では、その融点が高く、従来の軟質PVCをラミネートしていた温度条件では金属板60との充分な接着強度を得ることができず、逆にPET系樹脂が非晶の状態では、結晶化速度が遅いことから、沸騰水浸漬時にC層30が流動変形し、樹脂被覆金属板の外観品質不良が発生する。
【0039】
好ましい形態のC層30を構成する混合物に含まれるPBT系樹脂としては、融点が210℃〜230℃の範囲のものを用いるのが好ましい。融点がこれより低いPBT系樹脂は、結晶化速度が遅く意匠性積層シート被覆金属板200の沸騰水浸漬性を良好なものに出来ないおそれがあり、また、原料価格も高価であり好ましくない。具体的には、ジカルボン酸成分としてテレフタル酸、またはジメタルテレフタル酸、ジオール成分として1.4−ブタンジオールの各単一成分を用いた、いわゆるホモPBT樹脂(意図せざる共重合成分が含まれていても良い。)を用いることが好ましい。このホモPBT樹脂は融点が約225℃程度であり、それより低い融点を有する共重合PBT系樹脂より、コストや安定供給性の点から有利である。
【0040】
また、PBT系樹脂としては、ホモPBT樹脂以外にも、酸成分の一部をイソフタル酸等のジカルボン酸で置換したもので、融点が210℃を下回らないもの、ポリトリメチレングリコール(PTMG)を共重合したもの等を用いることができる。押出し製膜法によりC層30のシートを作成する場合は、原料IV値が1.0〜1.4程度の範囲のものを選ぶのが一般的であり、各社から市販の原料を入手することができる。
【0041】
また、コスト面やグレード選択の自由度、安定供給の点ではPBT系樹脂に及ばないが、PBT系樹脂と類似の融点を有し、同様に結晶化速度の速いPTT系樹脂も本発明のC層30に用いることができる。
【0042】
好ましい形態のC層30を構成する混合物に含まれる実質的に非晶性であるポリエステル系樹脂とは、示差走査熱量計(DSC)による測定で明確な結晶化挙動、もしくは結晶融解挙動が認められないもののみでなく、結晶性は認められるが、結晶化速度が極めて遅いもの、結晶融解熱量が極めて小さく、実質的に非晶性ポリエステル系樹脂として取り扱うことができるもの等も含むものである。
【0043】
これら実質的に非晶性のポリエステル系樹脂の中でも、テレフタル酸、またはジメチルテレフタル酸をジカルボン酸成分の主体とし、ジオール成分の20〜80mol.%が1.4−シクロヘキサンジメタノール(1.4−CHで、残りの80〜20mol.%がエチレングリコールより成る共重合ポリエステルを用いることが好ましい。
【0044】
ここで、「主体とし」とは、ジカルボン酸成分全体を基準(100mol.%)として、テレフタル酸、またはジメチルテレフタル酸を80mol.%以上、より好ましくは90mol.%以上含むことをいう。
【0045】
共重合されるジオール成分である1.4−CHDMの量が少な過ぎると、共重合ポリエステルの結晶性が顕著になり、エンボス付与機等を用いて加熱したC層30にエンボス柄の転写を行う際に結晶化が進行してエンボス付与が困難になるおそれがある。また、このように結晶化した場合、得られる意匠性積層シート被覆金属板の加工性が低下するため好ましくない。一方、1.4−CHDMの量が多すぎる場合も、共重合ポリエステルの結晶性が顕著になり、同様の問題を生ずるため好ましくない。
【0046】
上記組成範囲の実質的に非晶性であるポリエステル系樹脂の一例としては、世界的に広く使用されており、商業的に入手し易く、また生産量が多いことから低コスト化が図られているいわゆるPET−Gを挙げることができる。PET−Gとしては、例えば、イーストマンケミカル・カンパニー社の「イースターPET−G・6763」を用いることが好ましい。
【0047】
「イースターPET−G・6763」は、ポリエチレンテレフタレート樹脂のジオール成分の約30mol.%を1.4−CHDMで置換した構造を有するもので、DSCによる測定で、結晶性に起因する熱的挙動が認められない実質的に非晶性のポリエステル系樹脂である。
【0048】
ただし、これに限定されるものではなく、特定の条件では結晶性を示すが通常の条件では非晶性樹脂として取り扱うことが可能なイーストマンケミカル・カンパニー社の「PCTG・5445」等を用いることもできる。該樹脂は、ポリエチレンテレフタレート樹脂のジオール成分の約65mol.%を1.4−CHDMで置換した構造を有するものである。また、これ以外に、ジオール成分の一部をネオペンチルグリコールで置換した共重合PET系樹脂で実質的に非晶性のものや、イソフタル酸を共重合したPET系樹脂で結晶性の低いものなどの、共重合成分により結晶化を阻害した組成のポリエステル系樹脂も使用することができる。
【0049】
C層30には、意匠性の付与、被覆される金属板60の視覚的隠蔽効果の付与、エンボス意匠の視認性の向上、さらに、表面に印刷層40を付与する場合には、その発色の向上等の目的で顔料が添加される。使用される顔料は上記目的のために一般的に用いられているもので良く、その添加量に関しても上記目的のために一般的に添加される量で良い。顔料の一例としては、白系の着色では、隠蔽効果が高く、かつ粒径が微細であることから積層シートの加工性に与える影響の少ない酸化チタン顔料を用いることができる。また、有彩色の着色では、この酸化チタン顔料をベースとして、色味の調整のため有彩色の有機、無機の顔料を少量添加したものを用いることができる。エンボス意匠の視認性を向上させる方法として、光輝性顔料等を添加しても良い。
【0050】
下地の視覚的隠蔽効果に関しては、用途によって重要度が異なり一概には規定できないが、一つの目安としては内装建材用途の意匠性積層シート被覆金属板200においては、JIS K5400 7.2「塗料一般試験方法・隠蔽率」に準拠して測定した隠蔽率が、0.98以上であることが好ましい。
【0051】
C層30は、単層ではなく、B層20側に面し光輝性顔料が添加されたC1層32と、このB層20側とは反対側に位置し、隠蔽力のある着色顔料を添加されたC2層34の少なくとも2層より成る構成としても良い。光輝性顔料を添加することにより内部エンボスの形状視認性が向上することは知られており、特に白系の着色を施したC層30では効果が顕著であるが、C層30が単層である場合は、隠蔽力の強い酸化チタンなどの着色顔料と光輝性顔料を同一の層に錬り込むこととなり、光輝性顔料の効果が不充分なものとなり易いことから、上記2層構成のC層30を用いることが特に好ましい。
【0052】
さらに、光輝性顔料は一般に隠蔽力に劣ることから、その下に隠蔽力のある着色顔料が添加された層を配することで、金属板の表面状態や色味の変化に左右されず、安定した色調を有する意匠性積層シート被覆金属板200を得ることができる。
【0053】
光輝性顔料としては、チタンコート等の表面修飾を施した、いわゆるパールマイカを代表とする各種パール顔料や、銀、ニッケル他の各種金属を無電解メッキ処理したガラスフレーク、アルミフレーク等の金属フレーク、アルミ箔等の金属箔を細かく裁断したもの、エポキシ樹脂等で表面処理を施したアルミ箔等の金属箔を細かく裁断したもの、各種金属を無電解メッキ処理した樹脂シートを細かく裁断したもの等を用いることができる。
【0054】
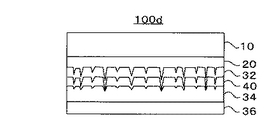
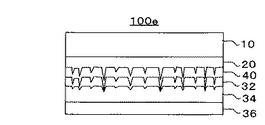
また、C層30はエンボス付与機によるエンボス付与適性を与える目的で、「特願2003−132182号」や「特願2004−285225号」に記載されるような多層構成としても良い。一例として、「特願2003−132182号」に記載の発明におけるエンボス付与機でのエンボス付与適性に優れた積層シートを用いた場合について、図1(d)および図1(e)に層構成の一実施形態を示した。C層30は、光輝性顔料を含む層32、着色顔料を含む層34、および、顔料が添加されていない層36の三層から構成される。また、後で説明する印刷層40については、光輝性顔料を含む層32および着色顔料を含む層34の間に設けてもよいし(図1(d)の形態)、また、光輝性顔料を含む層32および接着剤層20の間に設けてもよい(図1(e)の形態)。
【0055】
C層30には、その性質を損なわない範囲において、各種添加剤を適宜な量添加しても良い。
【0056】
一般的な添加剤としては、燐系、フェノール系他の各種酸化防止剤、ラクトン系、フェノールアクリレート系他のプロセス安定剤、熱安定剤、紫外線吸収剤、ヒンダードアミン系ラジカル捕捉剤、各種加工助剤、金属不活化剤、滑剤、抗菌・防かび剤、帯電防止剤、難燃剤、顔料分散性改良剤、充填・増量剤等を挙げることができる。さらに、C層30がポリエステル系樹脂を主体として成ることから、カルボジイミド系、エポキシ系、オキサゾリン系等の末端カルボン酸封止剤、あるいは加水分解防止剤等と呼ばれるものを添加しても良い。
【0057】
C層30の好ましい厚みは、100〜300μmの範囲である。これより薄い場合は、下地の視覚的隠蔽確保のために多量の顔料を添加する必要があり、その結果、加工性が低下するおそれがあり、また、付与することができるエンボスの版種が制限され、立体感や深み感に富むエンボス柄を転写することが難しくなる。なお、C層30に付与されるエンボスは、最大高さ(Rmax)が50μm以上であることが好ましく、75μm以上あることがより好ましい。
【0058】
深み感や立体感の意匠をより強く発現させるには、C層30は厚みがある程、より深いエンボス柄を転写できる点においては良いのであるが、厚みが300μmを超える場合は、いかに接着剤層(B層)20の組成に工夫を凝らしても、意匠性積層シート被覆金属板200の加工性が悪くなる。また、従来より軟質PVC樹脂被覆金属板の折り曲げ加工などの成形加工に用いて来た成形金型の使用が困難になり、新規に金型を作成する必要が生じる。
【0059】
<接着剤層(B層)20>
B層20は、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物である。
【0060】
B層20を構成する紫外線硬化型接着剤とは、活性エネルギー線の照射により重合して硬化被膜を形成する常用のモノマーやオリゴマー、ポリマー、光重合開始剤、および有機溶剤から成っている。例えば、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート等のモノマーやオリゴマーが用いられる。これらのいくつかを例示すると、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタクリレート、ペンタエリスリトールテトラアクリレート、ペンタエリスリトールテトラメタクリレート、ジペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールヘキサメタクリレート、イソアミルアクリレート、エトキシジエチレングリコールアクリレート、メトキシジエチレングリコールアクリレート、N−ビニルピロリドンなど、1個以上の炭素−炭素二重結合を有する単官能および多官能のアクリルモノマー、メタクリルモノマー、ビニルモノマー類が挙げられる。
【0061】
なお、紫外線硬化型接着剤としては、市販のアロニックス(東亜合成社製)、ダイキュア(大日本インキ化学工業社製)、ニューフロンティア(第一工業製薬社製)、アートレジン(根上工業社製)などが例示できるが、これらに限定されるものではない。
【0062】
B層20は、C層30の表面に付与されたエンボス凸部が完全に埋まる厚み以上の厚みを有するものである。これは、B層20の紫外線照射による硬化時に、B層20の厚み方向の硬化収縮が多少発生した場合も、C層30のエンボス凸部に相当する部分が盛り上がり状になることを防止するためである。その結果、透明延伸ポリエステル系樹脂層(A層)10の表面に、該C層30のエンボス凸部に起因する盛り上がりが反映されることなく、平滑な状態が維持され、A層10表面に鏡面性が確保されるようにすることができる。
【0063】
B層20の塗布厚みがC層30のエンボス凸部の高さより低い場合は、A層10の表面に平滑性を付与することができず、また気泡入り等の問題が発生する。B層20の塗布厚みがC層30のエンボス凸部の高さとほぼ同等な場合も、B層20の硬化時において厚み方向のわずかな体積収縮が起こった場合に、A層10の表面に平滑性を付与することができない。
【0064】
上記したように、C層30のエンボス意匠による立体感を得るためには、C層30に付与されるエンボスは、最大高さ(Rmax)で50μm以上あることが好ましい。よって、B層20は少なくともこれを超える厚みで塗布しなければならない。このような厚塗りは溶剤系の接着剤では困難であり、無溶剤系の接着剤を用いることが必要となるが、従来、熱硬化型の接着剤、紫外線硬化型の接着剤とも満足な性能のものは得られていなかった。
【0065】
そこで、本発明においては、B層20として、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物を用いる。
【0066】
B層20において紫外線硬化型接着剤と混合して使用されるイソシアネート末端のウレタンプレポリマーは、有機ポリイソシアネート(a1)とポリオール(a2)とを有機ポリイソシアネートの過剰のもとで常法により調製されるウレタンプレポリマーである。
【0067】
有機ポリイソシアネート(a1)としては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、ジフェニルメタンジイソシアネート、一部をカルボジイミド化されたジフェニルメタンジイソシアネート、ポリメチレンポリフェニルポリイソシアネート、トリレンジイソシアネート、ナフタレンジイソシアネート、フェニレンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、水添キシリレンジイソシアネート、水添ジフェニルメタンジイソシアネート、シクロヘキサンジイソシアネート等の芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネートを挙げることができ、また、これらの2種以上の混合物を用いてもよい。
【0068】
また、ポリオール(a2)としては、ポリエーテルポリオール、ポリエステルポリオール、その他のポリオールを挙げることができ、また、これらの2種以上の混合物を用いることもできる。ポリオール(a2)としては、例えば、複合金属シアン化合物錯体を触媒として製造されたポリオールを用いることもできる。
【0069】
ポリエーテルポリオールとしては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、グリセリン、トリメチロールプロパン、グルコース、ソルビトール、シュークローズ等の多価アルコールの1種または2種以上にプロピレンオキサイド、エチレンオキサイド、ブチレンオキサイド、スチレンオキサイド等の1種または2種以上を付加して得られるポリオールおよびポリオキシテトラメチレンポリオール等が挙げられる。
【0070】
ポリエステルポリオールとしては、例えばエチレングリコール、プロピレングリコール、ブタンジオール、ペンタンジオール、ヘキサンジオール、シクロヘキサンジメタノール、グリセリン、トリメチロールプロパンあるいはその他の低分子ポリオールの1種または2種以上とグルタル酸、アジピン酸、ピメリン酸、スベリン酸、セバシン酸、テレフタル酸、イソフタル酸、ダイマー酸、水添ダイマー酸あるいはその他の低分子ジカルボン酸やオリゴマー酸の1種または2種以上との縮合重合体およびプロピオラクトン、カプロラクトン、バレロラクトン等の開環重合体等が挙げられる。
【0071】
その他のポリオールとしては、例えばポリカーボネートポリオール、ポリブタジエンポリオール、水素添加されたポリブタジエンポリオール、アクリルポリオール等が挙げられる。又、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピ
レングリコール、ブタンジオール、ペンタンジオール、ヘキサンジオール、シクロヘキサンジメタノールグリセリン、トリメチロールプロパン、グルコース、ソルビトール、シュークローズ等の低分子ポリオールも挙げられる。
【0072】
紫外線硬化型接着剤とイソシアネート末端のウレタンプレポリマーとの混合比は、紫外線硬化型接着剤50質量%以上96質量%未満に対して、イソシアネート末端のウレタンプレポリマーが4質量%以上50%未満である必要がある。
【0073】
イソシアネート末端のウレタンプレポリマーの添加量が少な過ぎる場合は、B層20と以下で説明するA層10との密着性を得るのが難しい。また、イソシアネート末端のウレタンプレポリマーの添加量が多すぎる場合は、沸騰水浸漬後にB層20が発泡するなど外観品質に劣るなどの問題が出るおそれがある。
【0074】
なお、紫外線硬化型接着剤のガラス転移温度は、−30℃〜80℃の範囲であることが好ましい。ガラス転移温度が高過ぎると、B層20とA層10との密着性が劣ったり、意匠性積層シート被覆金属板200とした場合の加工性が劣ったりする傾向があり、また、ガラス転移温度が低すぎると、沸騰水浸漬後のB層20とA層10との密着性が劣る傾向があるとともに、沸騰水浸漬時にB層20自体が軟化し、流動変形してしまうため、意匠性積層シート被覆金属板200の外観が劣化する傾向がある。
【0075】
なお、B層20には、必要に応じて溶剤、無機充填剤、少量のプロセスオイル、可塑剤、揺変剤、顔料、耐侯性の維持向上のための紫外線防止剤、安定剤等各種添加剤、触媒などを含んでいてもよい。
【0076】
<透明延伸ポリエステル系樹脂層(A層)10>
A層10が付与される目的は、鏡面外観と呼ばれる平滑性の高い意匠性外観を得るため、および、A層10とB層20を通してC層30に付与されたエンボス意匠が視認されることによる深み感と立体感のある意匠(内部エンボス構成)を得るためである。A層10としては、軟質PVC系樹脂被覆金属板に用いられて来た透明延伸ポリエステル系樹脂シート、すなわち軟質PVCの表面に付与された印刷層の保護、樹脂被覆金属板表面の各種物性の改良等の目的で用いられてきた透明延伸ポリエステル系樹脂シートと同じものを使用することができる。
【0077】
中でも透明性や平滑性、表面の耐傷入り、耐アルカリ性などの各種薬品に対する耐性等の点から2軸延伸ポリエチレンテレフタレ−ト系樹脂フィルムが好適に用いられる。
【0078】
A層10の厚みは、38〜125μmであることが好ましく、50μm〜100μmであることがさらに好ましい。A層10の厚みが薄過ぎると、B層20の硬化収縮に起因する平滑性の低下を抑えるのが難しく、A層10の厚みが厚すぎると、意匠性積層シート被覆金属板200としての充分な加工性を得ることが困難となる。
【0079】
2軸延伸ポリエチレンテレフタレート系樹脂フィルムとしては、各社から市販されているものを用いることができ、適宜、高透明グレードや易接着処理グレード等を用いても良い。また、C層30に付与されたエンボス意匠の視認を妨げない範囲において、バックプリントと呼ばれる裏面印刷を施したものを用いても良く、同様に艶消し剤等を配合して艶消し性が付与された2軸延伸ポリエチレンテレフタレート系樹脂フィルム等を用いても良い。
【0080】
鏡面外観と呼ばれる平滑な表面意匠ではなく、A層10の表面にもエンボス意匠が求められる場合は、易加工性2軸延伸ポリエチレンテレフタレート等と呼ばれるものを用いても良い。これは耐薬品性などの2軸延伸ポリエチレンテレフタレートシートとしての基本性能を損なうことなく、配向の制御等により、下層に柔軟性を有する樹脂層を積層した状態でエンボス付与適性を得られるものであり、このような易加工性2軸延伸ポリエチレンテレフタレートとしてはテイジンデュポンフィルム社製の「テフレックス」や、東レ社製の「ニューコンセプトルミラー」などを挙げることができる。
【0081】
<印刷層(D)40>
印刷層40は、グラビア印刷、オフセット印刷、スクリーン印刷等の公知の印刷方法で施される。印刷層40の絵柄は、任意であり、例えば、石目調、木目調、あるいは幾何学模様、抽象模様等を挙げることができる。印刷は、部分印刷でも全面ベタ印刷でも良く、部分印刷層とベタ印刷層の両方が施されていても良い。また、着色層であるC層30が光輝性顔料が添加されたC1層32を有さない場合は、光輝性顔料を用いた印刷層40を付与することで内部エンボスの視認性を向上させても良く、光輝性顔料による印刷と通常の柄印刷の両方が付与されていても良い。
【0082】
印刷層40は、B層20とC層30との間、B層20とC1層32との間、あるいはC1層32とC2層34との間に付与される。C層30をエンボス柄を付与していない平滑な状態のシートとして製膜しておき、該表面に印刷を施した後にエンボス付与機により印刷面にエンボスを施す等の方法によりC層30にD層40を形成し、かつ、エンボスを形成することができる。また、C1層32とC2層34を共押出し法によるダイス内積層一体化しない場合は、C1層32のいずれか一方の表面または両表面、あるいはC2層34におけるC1層32と積層される側の表面に印刷層を付与しても良い。
【0083】
<意匠性積層シート100および意匠性積層シート被覆金属板200の製造方法>
次に、本発明の意匠性積層シート100および意匠性積層シート被覆金属板200の製造方法について説明する。C層30の製膜方法としては公知の方法、例えばTダイを用いる押出キャスト法やインフレーション法などを採用することができ、特に限定されるものではないが、シートの製膜性や安定生産性などの面からTダイを用いる押出キャスト法が好ましい。
【0084】
C層30へのエンボス柄の付与方法としては、押出し製膜時のキャスティングロールとしてエンボス版が刻印されたものを用いTダイから熔融状態で流れ出た樹脂に直接エンボス柄を付与する方法、後工程でエンボス付与機により製膜したシートを再加熱してエンボス柄を付与する方法、エンボス柄の転写無しで製膜したC層30を金属板60にラミネートする際の加熱でC層30を再熔融させてエンボスロールで柄を転写し、その後にB層20、およびA層10を積層する方法、その他、熱可塑性樹脂シートにエンボスを付与する方法であれば、特に制限なく用いることができる。この中でも、積層シートにD層40を付与する場合は、後二者やそれに類する方法が好ましい。
【0085】
該エンボスを施したC層30に、B層20を付与する方法としては、特に限定されるものではなく、粘度に応じて公知の方法に従い行うことができる。例えば、温度調節可能な二液供給装置、ミキサー、ダイコーターやスクイズ方式のコーター等を使用することにより、A層10の積層する側の表面に塗布によりB層20を形成し、これをC層30に貼り付ける方法、あるいはC層30のエンボスによる凹凸が付与された側の表面に塗布によりB層20を形成する方法等を挙げることができる。
【0086】
B層20を塗布したA層10とC層30、または、B層20を塗布したC層30とA層10とは、充分な厚みで塗工されたB層20の介在により、C層30のエンボスの凸部とA層10の積層側の表面が直接接することがないようにされ、さらに一定のクリアランスを有する一対のゴムロールの間を通過させる等して、A層10の最表面が平滑な状態に維持されるように積層一体化される。しかる後に紫外線照射ランプをA層10側表面より照射し、B層20の硬化を行うものである。
【0087】
上記のようにして得られた意匠性積層シート100を金属板60にラミネートする方法は特に制限されないが、熱硬化型接着剤50によるラミネートが一般的である。接着剤50としては、アクリル系接着剤、エポキシ系接着剤、ウレタン系接着剤、ポリエステル系接着剤等の従来より軟質PVCのシートを金属板にラミネートする目的で用いられて来た熱硬化型接着剤を挙げることができる。この中でも、C層30がポリエステル系樹脂よりなることから、ポリエステル系の接着剤を用いることが密着力が得易い点から好ましい。具体的なラミネート方法の例としては、金属板60にリバースコーター、キスコーター等の一般的に使用されるコーティング設備を使用して、意匠性積層シート100を貼り合わせる金属面に、乾燥後の接着剤膜厚が2〜10μm程度になるように、上記の熱硬化型接着剤を塗布する。
【0088】
次いで、赤外線ヒーターおよび、または熱風加熱炉により塗布面の乾燥および加熱を行い、金属板60の表面温度を、230℃〜250℃程度の温度に保持しつつ、直ちにロールラミネータを用いて意匠性積層シ−ト100のC層30側が接着面となるように被覆、冷却することにより意匠性積層シート被覆金属板200を得ることができる。
【0089】
本発明の対象になる金属板60としては、従来より樹脂被覆金属板用として用いられて来たものを特に制限なく使用することができ、例えば、冷延鋼板、溶融亜鉛メッキ鋼板、電気亜鉛メッキ鋼板、熔融亜鉛・アルミニウム合金メッキ鋼板、熔融亜鉛・アルミニウム・マグネシウム合金メッキ鋼板、スズメッキ鋼板、ティンフリースチール、ステンレス鋼板等の各種鋼板やアルミニウム系合金板、ニッケル系合金板、チタン系合金板等が使用できる。
【0090】
金属板60の厚さは、意匠性積層シート被覆金属板200の用途等により異なるが、0.1mm〜10mmの範囲で選ぶことができ、一例として、ユニットバスの用途では0.3mm〜0.8mmの厚みのものが用いられることが多い。
【0091】
本発明の意匠性積層シート被覆金属板200は、深み感、立体感のある内部エンボス構造を有する意匠性積層シート100で被覆した金属板60としては、良好な加工性を有し、ドア材、パーティション材、一般壁材等の建築内装材に好適に用いることができるが、沸騰水浸漬試験で問題を生じないことから、ユニットバス壁材、ユニットバス天井材等に特に好適に用いることができるものである。
【実施例】
【0092】
本発明をより具体的かつ詳細に説明するために、次に実施例を示すが、本発明はこれらの例によって何ら限定されるものではない。なお、実施例および比較例に示した意匠性積層シート被覆金属板の物性の測定規格、試験法は以下の通りである。
【0093】
(外観評価)
意匠性積層シート被覆金属板の樹脂層を平板の状態で目視により観察した。良好な表面の平滑性が得られているものを「○」、多少表面に波打ち等の荒れが認められ平滑性に劣るものを「△」、著しい表面の波打ちや皺入り等で全く表面の平滑感が得られていないものを「×」として評価した。
【0094】
(加工性評価・エリクセン試験)
60mm×60mmの意匠性積層シート被覆金属板に「JIS K−6744」で規定されるエリクセン試験装置を用いて、意匠性積層シート被覆側が凸になるようにして6mmの張り出し加工を施し、樹脂層の状況を目視で観察した。その結果、樹脂層の層間に剥離等の異常が認められないものを「○」、樹脂層の層間にわずかに剥離が認められるものや、表層に若干の荒れが認められるものを「△」、著しい層間剥離を生じたものを「×」として評価した。
【0095】
(耐沸騰水浸漬性)
60mm×60mmの意匠性積層シート被覆金属板に「JIS K−6744」で規定されるエリクセン試験装置を用いて、意匠性積層シート被覆側が凸になるようにして6mmの張り出し加工を施した後、沸騰水中に3時間浸漬し、樹脂層の状態を目視で観察した。その結果、全く変化のなかったものを「○」、樹脂層の層間にわずかに剥離が認められるものや、若干表面に荒れが出たものを「△」、著しい層間剥離を生じたものや、樹脂層に著しい膨れ等の変形が生じたものを「×」として評価した。
【0096】
(金属板との接着力)
20mm×100mmの意匠性積層シート被覆金属板を試験片として、「JIS Z−0237・粘着テープ、粘着シート試験方法−試験片に対する180度引き剥がし粘着力」に準拠した剥離強度測定を測定幅20mmで行い、意匠性積層シートと金属板との間の接着力を評価した。接着力が40N/20mm以上で、充分な接着力があると判断されたものを「○」、接着力が20N/20mmより大きく40N/20mm未満で、相対的に接着力が低いが実用上は支障ないと判断されたものを「△」、接着力が20N/20mm以下で接着力が不充分と判断されたものを「×」として評価した。なお、この金属板との接着力については、C層の変更を行っている実施例5〜20、および比較例5、6についてのみ測定している。
【0097】
(意匠性積層シートの作成)
2台の二軸混練押出機を用いて、フィードブロック方式による共押出し製膜法により、表1に示す樹脂組成で、総厚み200μmの2層より成るポリエステル系樹脂を主成分とするシート(C−1〜C−12)を製膜した。2層の内訳は、厚み150μmの隠蔽層と、厚み50μmの光輝層であり、各層の樹脂組成は同一である。隠蔽層に関しては、着色顔料として、チタン白、およびチタン黄を合計16質量部含み、光輝層に関しては、光輝性顔料として、パールマイカ顔料を5質量部含む(それぞれ、樹脂成分の合計量を100質量部とした値である。)。
【0098】
これらの共押出しシートは、キャスティングロールとして最大高さ(Rmax)で85μmである抽象柄のエンボス版が刻印されているものを用い、押出しと同時に該キャスティングロールで引き取りを行うことにより、光輝層側からエンボス柄の転写を行った。
【0099】
C−13のシートは、C層として「特願2003−132182号」に記載の発明におけるエンボス付与機でのエンボス付与適性に優れた積層シートを用いた例である。C−13のシートの製法について、以下、説明する。光輝性顔料を含むC−13a層を単層で押出し、厚み50μmの単層シートとして製膜した。そして、C−13b層およびC−13c層を2台の二軸混練押出機を用いて、フィードブロック方式による共押出し製膜法により総厚み150μmの2層よりなる共押出シートとして製膜した。2層の内訳は、厚み100μmの着色顔料を含む層(C−13b層)と、厚み50μmの顔料が添加されていない層(C−13c層)である。各層の樹脂組成を表1に示した。
【0100】
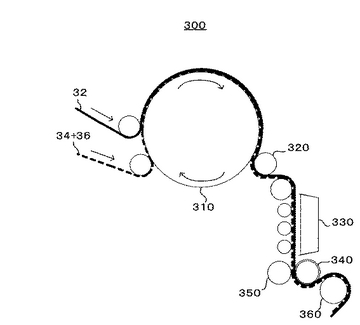
次いで、共押出シートのC−13b層側の表面に、抽象柄の模様印刷をグラビア方式で印刷し、この共押出シートの印刷を施した側と、C−13aの単層シートとが接するようにして積層し、図2に示すオフラインのエンボス付与機に導入した。エンボス付与機においては、C−13c層側の表面がエンボス付与機の加熱ドラムと接するように通し、熱融着積層一体化すると同時に、C−13a層側の表面に最大高さ(Rmax)で85μmの抽象柄のエンボス版が刻印されているエンボス版ロールでエンボス柄の転写を行った。なお、着色顔料としては、チタン白、およびチタン黄を合計24質量部用いており、光輝性顔料としては、パールマイカ顔料を5質量部用いている(それぞれ、樹脂成分の合計量を100質量部とした値である。)。
【0101】
【表1】

【0102】
表1中に記載した樹脂組成として具体的に以下のものを用いた。
「イースターPET−G・6763」は、イーストマンケミカル・カンパニー社製、ジカルボン酸成分はテレフタル酸であり、ジオール成分の約30モル%が1.4−シクロヘキサンジメタノール、約70モル%がエチレングリコールである実質的に非晶性である共重合ポリエチレンテレフタレート樹脂である。ガラス転移温度は78℃、融点は観察されない。
「PCTG・5445」は、イ−ストマン・ケミカル・カンパニー社製、ジカルボン酸成分はテレフタル酸であり、ジオール成分の約65モル%が1.4−シクロヘキサンジメタノール、約35モル%がエチレングリコールである実質的に非晶性である共重合ポリエチレンテレフタレート樹脂である。ガラス転移温度は86℃、融点は観察されない。
「ノバデュラン5020S」は、三菱エンジニアリングプラスチックス社製のポリブチレンテレフタレート(ホモPBT)樹脂である。I.V.値が1.2の押出製膜用標準グレードであり、融点は225℃である。
「コルテラCP509200」は、シェル社製のポリトリメチレンテレフタレート(ホモPTT)樹脂である。融点は225℃である。
【0103】
A層の透明延伸ポリエステル樹脂シートとしては、表2に示す厚みおよびグレードのものを用いた。
【0104】
【表2】
【0105】
B層の接着剤組成としては、表3に示す比率で紫外線硬化型接着剤とイソシアネート末端のウレタンプレポリマーとをブレンドした接着剤組成物を用いた。
【0106】
【表3】
【0107】
表3中に記載した接着剤組成物としては具体的に以下のものを用いた。
「紫外線硬化型接着剤」としては、ニューフロンティアR1303(第一工業製薬社製)を使用した。これは、無黄変タイプであり、ウレタンアクリレート組成物約60質量%およびN,N−ジアルキルアクリルアミド約40質量%からなる。Tgは20℃である。
「イソシアネート末端ウレタンプレポリマー」としては、無溶剤型のタケネートA95(三井タケダケミカル社製)を使用した。
「無溶剤型接着剤」としては、主剤としてタケラックA695、および、硬化剤としてタケネートA95(いずれも三井タケダケミカル社製)を質量比で6:10(主剤:硬化剤)で配合したものを使用した。
【0108】
実施例1〜4および比較例1〜4
A層としてA−4を用いて、C層としてC−6を用いて、B層として表4に示す接着剤組成物を用いて、意匠性積層シートを作製した。具体的な製造方法としては、エンボスが付与されたC層の表面に対し、ダイコーターを用いて連続的にB層の接着剤組成物を塗布すると同時に、A層の二軸延伸ポリエステルフィルムを連続的に供給し、ロールギャップを適宜調整可能な一対のシリコーンゴムロールの間を通すことで、C層のエンボス凸部がA層に直接接触することのない厚みのB層を介在させた状態でA層を積層一体化し、その直後に配置された紫外線照射装置によりB層の硬化処理を施して意匠性積層シートを作製した。なお、紫外線照射装置の照射強度は全ての実施例および比較例において同一である。
【0109】
実施例5〜20、比較例5および比較例6
A層およびC層として表5に示すものを用いて、B層として実施例2と同一のB−4を用いて、上記と同様にして意匠性積層シートを作製した。
【0110】
(意匠性積層シート被覆金属板の作製)
ポリ塩化ビニル被覆金属板用として一般的に用いられているポリエステル系接着剤を、亜鉛めっき鋼板(厚み:0.45mm)の表面に乾燥後の接着剤膜厚が2〜4μm程度になるように塗布し、次いで熱風加熱炉および赤外線ヒーターにより塗布面の乾燥および加熱を行い、鋼板の表面温度を240℃に設定し、直ちにロールラミネーターを用いて、上記で作製した意匠性積層シートを被覆、空冷冷却することにより意匠性積層シート被覆金属板を作製した。鋼板とのラミネートに用いた接着剤の種類、塗布条件は全ての実施例および比較例において同一である。得られた金属板に対して、上記した各項目について評価した。評価結果を表4および表5に示した。
【0111】
【表4】
【0112】
【表5】
【0113】
(評価結果)
表4、および表5より以下の評価結果が得られた。
比較例1は、B層の接着剤組成として紫外線硬化型接着剤のみを用いた場合であるが、エリクセン加工を施した際、B層内部で凝集剥離を生じてしまった。接着剤の凝集力が不足していると考えられる。沸騰水浸漬試験では更に外観が悪化した。
【0114】
比較例2は、比較例1に比べると改善が見られ、この点でイソシアネート末端のウレタンプレポリマーを混合した効果があるといえる。エリクセン加工を施してもB層内部の凝集剥離は生じなかったが、沸騰水浸漬試験を実施すると剥離を生じた。
【0115】
比較例3は、イソシアネート末端のウレタンプレポリマーの添加量が本発明の範囲より多い場合で、余剰のイソシアネートが沸騰水浸漬時に水分と反応し発泡現象を起こし著しい外観不良を生じたものである。
【0116】
比較例4は、紫外線硬化型接着剤を用いずに、無溶剤型接着剤を用いた場合であるが、エリクセン加工で接着剤層の凝集剥離を生じている。また、沸騰水浸漬試験では、比較例3と同様に接着剤層に発泡を生じ、著しい外観不良を生じた。さらに、実施例1〜4、および比較例1〜3が、紫外線ランプの照射と同時に実用強度が得られたのに対し、比較例4では、約24時間の養生が必要であった。
【0117】
比較例5は、A層の透明延伸ポリエステル系樹脂として、本発明の好ましい厚みより薄いものを用いた場合であるが、表面の平滑性が得られなかった。B層にわずかに発生する硬化収縮の影響が、A層の厚みが薄過ぎると積層シート被覆金属板の表面に外観不良として反映されるものと考えられる。
【0118】
比較例6は、A層の透明延伸ポリエステル系樹脂として、本発明の好ましい厚みより厚いものを用いた場合であり、A層の剛性が高過ぎることにより、エリクセン加工に耐えなかった。
【0119】
これらに対し、本発明の実施例においては良好な結果が得られている。
実施例5は、A層の透明延伸ポリエステル系樹脂として、本発明の好ましい厚みの下限付近の厚みのものを用いた場合であり、表面の平滑性がやや劣る結果となった。
実施例16は、C層の樹脂組成としてPBT樹脂の比率が多いものを用いた場合であり、従来からの軟質PVCシートのラミネート条件では、金属板との接着強度がやや弱い結果となった。
実施例17は、PTT樹脂のみより成るC層を用いた場合であり、実施例16よりもさらに金属板との接着力が低下した。従来の軟質PVCシートをラミネートするのと同様の温度条件を用いる場合は、これらのC層は用いないことが好ましい。
実施例19は、C層の樹脂組成として実質的に非晶性であるポリエステルのみを用いた場合であり、沸騰水浸漬試験でC層が流動変形を生じ外観荒れとなった。
実施例20は、これよりも沸騰水浸漬性が改善されているが、多少の表面荒れを生じた。
実施例5〜18では沸騰水浸漬試験で問題を生じておらず、該試験が評価項目として含まれるユニットバス用途には、実施例19および実施例20のC層は用いないことが好ましい。
【0120】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う意匠性積層シート、および意匠性シート被覆金属板もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0121】
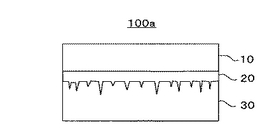
【図1(a)】本発明の意匠性積層シートの一実施形態100aにおける層構成を示す模式図である。
【図1(b)】本発明の意匠性積層シートの一実施形態100bにおける層構成を示す模式図である。
【図1(c)】本発明の意匠性積層シートの一実施形態100cにおける層構成を示す模式図である。
【図1(d)】本発明の意匠性積層シートの一実施形態100dにおける層構成を示す模式図である。
【図1(e)】本発明の意匠性積層シートの一実施形態100eにおける層構成を示す模式図である。
【図1(f)】本発明の意匠性積層シート被覆金属板の一実施形態200における層構成を示す模式図である。
【図2】C層32、34および36である、C−13シートにエンボスを付与するのに用いたエンボス付与機を示す図である。
【符号の説明】
【0122】
100a〜e 意匠性積層シート
200 意匠性積層シート被覆金属板
10 透明延伸ポリエステル系樹脂層(A層)
20 接着剤層(B層)
30 ポリエステル系樹脂を主成分とする層(C層)
32 高規制顔料を含む層(C1層)
34 着色顔料を含む層(C2層)
36 顔料が添加されていない層
40 印刷層(D層)
50 接着層
60 金属板
300 エンボス付与機
310 加熱ロール
320 テイクオフロール
330 赤外ヒーター
340 エンボスロール
350 ニップロール
360 冷却ロール
【技術分野】
【0001】
本発明は、建築内装材用途等に用いられる意匠性積層シート、およびこの意匠性積層シートで被覆した意匠性積層シート被覆金属板に関する。さらに詳しくは、加工性、意匠性に優れ、ハロゲン含有樹脂を使用せず環境に優しい、意匠性積層シート、およびこの意匠性積層シートで被覆した意匠性積層シート被覆金属板に関する。
【背景技術】
【0002】
従来、建築内装材用途に用いられる意匠性樹脂被覆金属板としては、いわゆる鏡面意匠と呼ばれるタイプのものと、エンボス意匠と呼ばれるタイプのものとが用いられてきた。鏡面意匠と呼ばれるタイプのものとしては、顔料の添加により着色された軟質ポリビニルクロライド(以下、「PVC」と省略する場合がある。)などのシートの上に印刷柄を付与し、さらにその上に透明で平滑性の良い樹脂フィルムを被覆した構成のものが用いられていた。また、エンボス意匠と呼ばれるタイプのものとしては、単層の軟質PVCシートの表面にエンボスを付与したものが一般的に用いられていた。
【0003】
しかし、近年、建築内装材用途に用いられる意匠性樹脂被覆金属板は、より優れた意匠性を有することが求められており、深み感、立体感などを得ることができる構成として、透明、または半透明で平滑な表面を有する表面層を通して、内部に存在する凹凸模様(エンボス模様)が視認できる構成の意匠性樹脂被覆金属板に対する要求が高くなっている(このような構成は、「内部エンボス構成」などと呼ばれる。)。
【0004】
軟質PVCを用いた構成に関しては、特許文献1のように、表面にエンボスを施した着色軟質PVCシートの凹凸面に透明なPVCペーストをコートする方法や、特許文献2のように、表面にエンボスおよび印刷を施した着色軟質PVCシートの凹凸面と透明な表層との間に紫外線硬化型接着剤を充填する等の方法で、上記の内部エンボス構成を得ることが可能であった。
【特許文献1】特開平01−141050号公報
【特許文献2】特許3384508号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、特許文献2により得られたものは、紫外線硬化型接着剤の物性に起因して、樹脂被覆金属板としての加工性(柔軟性)とユニットバス用途の評価項目として一般的に含まれる沸騰水浸漬試験を同時に満たすことは困難であった。即ち、紫外線硬化型接着剤の硬化物物性として硬質のものを用いた場合は、良好な加工性を得ることが困難であり、柔軟なものを用いた場合は、沸騰水浸漬試験に合格することが困難であった。また、近年、軟質PVC系樹脂は各種環境問題等から、その使用に制限を受けるようになって来た。
【0006】
樹脂被覆金属板用の軟質PVCシートを非PVCの熱可塑性樹脂製シートに置き換える検討自体は進んでおり、鏡面意匠に用いる下地シートやエンボス意匠のシートに関しては既に着色されたポリエステル系樹脂シートや、着色ポリオレフィン系樹脂シートより成るものが市販されているが、内部エンボス構成のものに関しては良いものが得られていない。
【0007】
その理由としては、深み感、立体感を強くするためにはどうしても厚みのある着色樹脂層を用いて、深いエンボスを付与する必要があるが、ポリオレフィン系樹脂を着色樹脂層として用いた場合は、樹脂被覆金属板とした後の加工において、折り曲げ白化を生じ易い問題点があった。
【0008】
また、着色樹脂層としてポリエステル系樹脂を用いた場合に関しては、この問題は回避されるものの、エンボスを埋め込むために用いる透明なPVCペーストに変わるべき好ましいコート剤が存在しないという問題があった。また、紫外線硬化型接着剤を用いた場合は、軟質PVCを用いた場合と同様に、沸騰水浸漬性に問題が発生した。
【0009】
紫外線硬化型接着剤に替えて、通常の溶剤系の硬化型接着剤を用いた場合は、溶剤が揮散する分、乾燥膜厚が薄くなることから厚塗りが困難であり、深いエンボスを埋めて、さらに透明な表層の表面に平滑性を得るに充分な塗布厚みを確保することができなかった。
【0010】
また、無溶剤系のシアネート硬化型接着剤では、樹脂被覆金属板としての折り曲げ加工性と沸騰水浸漬試験に耐える性能を持たせようとすると、接着剤の粘度が著しく高いものとなってしまい、接着剤の塗工性が悪くなってしまった。一方、塗工性を確保した場合は、満足な硬化物物性が得られないという問題があった。また、このシアネート硬化型接着剤では、塗布後の硬化に時間を要することから、硬化するまでの間、透明な表層と着色樹脂層との間にズレが生じないように、あるいは接着剤層に外力による窪み等の変形が発生しないように保持する工夫を要する等工程上の問題も発生するため、実用的な生産性と性能を有するものが得られていなかった。
【0011】
そこで、本発明は、ハロゲン含有樹脂を使用せずに、良好な加工性を有し、平滑で透明な表面を通して、内部のエンボスを視認することができる、深み感、立体感のある意匠を有する内部エンボス構成の意匠性樹脂被覆金属板を提供すること、および、沸騰水浸漬試験でも問題を発生することがなくユニットバス用途に用いることができる意匠性樹脂被覆金属板を提供することを課題とする。
【課題を解決するための手段】
【0012】
以下、本発明について説明する。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、それにより本発明が図示の形態に限定されるものではない。
【0013】
第一の本発明は、表層として、厚み38μm以上125μm以下の透明延伸ポリエステル系樹脂層(A層)(10)、中間層として、接着剤層(B層)(20)、基材層として、B層と積層される側の表面にエンボスによる凹凸意匠を有し、顔料を含む、無配向のポリエステル系樹脂を主成分とする層(C層)(30)、の少なくとも3層を有する積層シートであって、B層(20)が、C層(30)のエンボス凸部が完全に埋まる厚み以上の厚みを有し、B層(20)が、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物である、意匠性積層シート(100)である。
【0014】
この積層シート(100)において、B層(20)として上記の接着剤成分を用いることにより、折り曲げ加工性と沸騰水浸漬性を両立させることが可能であり、また、層間の密着力を充分なものとすることができる。また、この接着剤成分は、無溶剤系の接着剤であることからC層(30)の表面に比較的深くエンボスによる凹凸が付与されたとしても、これを完全に埋めて、さらに透明な表層の表面に平滑性を得るに充分な塗布厚みを確保することが容易である。さらに上記接着剤組成は紫外線照射によって充分な初期硬化が得られるため、シアネート硬化型接着剤を用いた場合のように養生に特別な工夫をする必要がなく、生産性に優れている。
【0015】
上記の意匠性積層シート(100)において、B層(20)の前記紫外線硬化型接着剤のガラス転移温度は、−30〜80℃の範囲であることが好ましい。
【0016】
これにより、意匠性積層シート(100)により被覆した金属板(60)の加工性をより良好なものとすることができ、また、意匠性積層シート(100)の層間密着力を良好なものとすることもできる。
【0017】
上記の意匠性積層シート(100)において、C層(30)は、C層(30)の全樹脂成分の質量を100質量%として、20質量%以上80質量%未満のポリブチレンテレフタレート(PBT)系樹脂、または、ポリトリメチレンテレフタレート(PTT)系樹脂と、20質量%以上80質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物であることが好ましい。
【0018】
実質的に非晶性であるポリエステル系樹脂のみから成る場合は、エンボス加工等が容易に行えるメリットがあるが、そのガラス転移温度が100℃に満たないことから沸騰水浸漬試験を満足することができないが、PBT系樹脂、または、PTT系樹脂を含むことにより、これが結晶化して、これらの結晶融点近くまで、C層が高い弾性率に維持されることで、沸騰水浸漬試験で問題を生じないものとすることができる。
【0019】
上記のC層(30)における、実質的に非晶性であるポリエステル系樹脂は、テレフタル酸、またはジメチルテレフタル酸をジカルボン酸成分の主体とし、ジオール成分の20〜80mol.%が1.4−シクロヘキサンジメタノール(1.4−CHで、残りの80〜20mol.%がエチレングリコールより成る共重合ポリエステルであることが好ましい。
【0020】
C層(30)の実質的に非晶性であるポリエステル系樹脂として、世界的に広く使用されており、商業的に入手し易い材料を用いることで、原料供給の安定性とコストのメリットを得ることができる。
【0021】
上記の意匠性積層シート(100)において、透明延伸ポリエステル系樹脂層(A層)(10)としては、厚み38μm以上125μm以下の2軸延伸ポリエチレンテレフタレ−ト樹脂フィルムを用いることが好ましい。
【0022】
A層(10)として、軟質PVCのオーバーレイ用途としても用いられて来た実績のある材料である2軸延伸ポリエチレンテレフタレート樹脂フィルムを用いることで、ユニットバス材として浴室で用いた場合も各種表面物性に問題を生じるおそれがない。また、良好な平滑性を有することから、いわゆる鏡面外観を容易に得ることができる。また、世界的に広く使用されている材料であることから、供給の安定性やコストのメリットも得ることができる。
【0023】
上記の意匠性積層シート(100)において、C層(30)は、B層(20)側に面し光輝性顔料を含むC1層(32)と、このB層側とは反対側に位置し、隠蔽力のある着色顔料を含むC2層(34)の少なくとも2層より成る構成としてもよい。
【0024】
これにより、積層構成の内部に付与されたエンボス形状の視認性がより良好なものとなる。また、光輝性顔料は一般に隠蔽力に劣ることから、その下に隠蔽力のある着色顔料が添加された層を配することで、金属板の表面状態や色味の変化に左右されず、安定した色調を有する意匠性積層シート被覆金属板(200)を得ることができる。
【0025】
上記の意匠性積層シート(100)において、B層(20)とC層(30)との間、B層(20)とC1層(32)との間、あるいはC1層(32)とC2層(34)との間には、印刷層(D層)(40)が付与されていても良い。これによって、着色意匠、表面の平滑意匠、内部のエンボス意匠に併せて、印刷による柄の意匠、色彩の意匠も付与することができる。
【0026】
また、C層(30)として、光輝性顔料を含む樹脂層を設けずに、印刷層(D層)(40)として光輝性顔料を含む印刷層を付与しても良く、さらに、印刷による光輝性顔料を含む印刷層の付与と同時に、印刷による柄の意匠、色彩の意匠を付与しても良い。
【0027】
本発明の第二の発明は、上記の意匠性積層シートおよび金属板(60)を有し、前記意匠性積層シートのC層(30)側の表面が金属板(60)に積層されている、意匠性積層シート被覆金属板(200)である。
【0028】
本発明の意匠性積層シート被覆金属板(200)は、平滑で透明な表面を通して、内部のエンボスを視認することができることから、深み感および立体感を有する、いわゆる内部エンボス構造を有するものである。また、本発明の意匠性積層シート被覆金属板(200)は、上記意匠を有するとともに、耐傷入り性、加工性に優れると伴に、耐沸騰水浸漬性にも優れることから、ユニットバス用途に好適に用いることができるものである。
【0029】
本発明の第三の発明は、上記の意匠性積層シート被覆金属板(200)を用いた、ドア材、ユニットバス壁材、ユニットバス天井材、パーティション材、および一般壁材からなる群より選ばれる建築内装材である。
【発明を実施するための最良の形態】
【0030】
以下、本発明を具体化した実施の形態を説明する。
図1は、本発明の意匠性積層シート100および意匠性積層シート被覆金属板200の層構成を示した模式図である。
【0031】
なお、本発明の意匠性積層シート100の各層として用いる樹脂「シート」は、その厚み範囲からすると「フィルムおよびシート」と記すのがより正しいが、ここでは一般的には「フィルム」と呼称する範囲に関しても便宜上「シート」という単一呼称を用いた。
【0032】
また、無配向という表現は、シートに何らかの性能を付与するために意図して延伸操作等の配向処理を行ったものではないことであり、押出し製膜時にキャスティングロールによる引き取り(ドロー)で発生するような配向等まで存在していないという意味ではない。
【0033】
<無配向のポリエステル系樹脂を主成分とする層(C層)30>
C層30は、接着剤層(B層20)と積層される側の表面にエンボスによる凹凸意匠を有し、顔料添加により着色された、無配向のポリエステル系樹脂を主成分とする層である。
【0034】
C層30に用いるポリエステル系樹脂としては、エンボス加工による凹凸意匠の付与が容易であり、且つ、本発明の積層シートをラミネートした意匠性積層シート被覆金属板としての加工性が確保され、沸騰水浸漬時にシートが変形するおそれがないものであれば制限なく使用することができる。この中でも、C層30を構成するポリエステル系樹脂としては、C層30の全樹脂成分の質量を基準(100質量%)として、20質量%以上80質量%未満のポリブチレンテレフタレート(PBT)系樹脂、または、ポリトリメチレンテレフタレート(PTT)系樹脂と、20質量%以上80質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物であることが好ましく、25質量%以上80質量%未満のPBT系樹脂またはPTT系樹脂と、20質量%以上75質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物であることがさらに好ましい。
【0035】
C層30を非晶性樹脂のみから成る構成とすると、エンボスを付与する方法に制約を受けず、深さのあるエンボスを容易に付与することができるが、商業的レベルで入手可能な非晶性樹脂は、ガラス転移温度が100℃より低いため、意匠性積層シート被覆金属板を沸騰水浸漬試験に供した場合、C層30が流動変形を起こしてしまう。
【0036】
逆に、C層30をPBTやPTTなどの結晶性樹脂のみから成る構成とすると、その融点まで樹脂層の弾性率が保持されることから、沸騰水浸漬試験では問題を生ずることはないが、エンボスを付与する方法に制約を受け、特に本発明に必要な深さのあるエンボスを付与するのが難しい。また、結晶性樹脂のみから成る構成とした場合は、金属板にラミネートする際に、従来の軟質PVCをラミネートしていた温度条件よりは、やや高めの温度に金属板を加熱しなければ充分な接着強度は得られず、従来より用いて来た金属板裏面用塗料をより耐熱性のあるものに変更する必要がある、さらに、印刷層(D層)を付与した構成では従来より耐熱性の高い印刷インクを用いる必要がある等の問題点が生じる。
【0037】
本発明の意匠性積層シート100においては、上記したように、C層30をPBT系樹脂またはPTT系樹脂と、実質的に非晶性であるポリエステル系樹脂との混合物とすることによって、エンボスの付与が比較的容易となり、また、沸騰水浸漬試験において、流動変形を起こすことがない。また、金属板60とのラミネートの際も従来の軟質PVCの温度条件の範囲で充分な接着強度を得ることができる。
【0038】
また、PBT系樹脂やPTT系樹脂は、結晶化した状態でもPET系樹脂に比べて良好な加工性を有し、これらを含む混合物をC層30とする意匠性積層シート100で被覆した金属板60の加工性を良好なものにすることができる。これに対して、PET系樹脂をC層30に用いるとすると、PET系樹脂が結晶化した状態では、その融点が高く、従来の軟質PVCをラミネートしていた温度条件では金属板60との充分な接着強度を得ることができず、逆にPET系樹脂が非晶の状態では、結晶化速度が遅いことから、沸騰水浸漬時にC層30が流動変形し、樹脂被覆金属板の外観品質不良が発生する。
【0039】
好ましい形態のC層30を構成する混合物に含まれるPBT系樹脂としては、融点が210℃〜230℃の範囲のものを用いるのが好ましい。融点がこれより低いPBT系樹脂は、結晶化速度が遅く意匠性積層シート被覆金属板200の沸騰水浸漬性を良好なものに出来ないおそれがあり、また、原料価格も高価であり好ましくない。具体的には、ジカルボン酸成分としてテレフタル酸、またはジメタルテレフタル酸、ジオール成分として1.4−ブタンジオールの各単一成分を用いた、いわゆるホモPBT樹脂(意図せざる共重合成分が含まれていても良い。)を用いることが好ましい。このホモPBT樹脂は融点が約225℃程度であり、それより低い融点を有する共重合PBT系樹脂より、コストや安定供給性の点から有利である。
【0040】
また、PBT系樹脂としては、ホモPBT樹脂以外にも、酸成分の一部をイソフタル酸等のジカルボン酸で置換したもので、融点が210℃を下回らないもの、ポリトリメチレングリコール(PTMG)を共重合したもの等を用いることができる。押出し製膜法によりC層30のシートを作成する場合は、原料IV値が1.0〜1.4程度の範囲のものを選ぶのが一般的であり、各社から市販の原料を入手することができる。
【0041】
また、コスト面やグレード選択の自由度、安定供給の点ではPBT系樹脂に及ばないが、PBT系樹脂と類似の融点を有し、同様に結晶化速度の速いPTT系樹脂も本発明のC層30に用いることができる。
【0042】
好ましい形態のC層30を構成する混合物に含まれる実質的に非晶性であるポリエステル系樹脂とは、示差走査熱量計(DSC)による測定で明確な結晶化挙動、もしくは結晶融解挙動が認められないもののみでなく、結晶性は認められるが、結晶化速度が極めて遅いもの、結晶融解熱量が極めて小さく、実質的に非晶性ポリエステル系樹脂として取り扱うことができるもの等も含むものである。
【0043】
これら実質的に非晶性のポリエステル系樹脂の中でも、テレフタル酸、またはジメチルテレフタル酸をジカルボン酸成分の主体とし、ジオール成分の20〜80mol.%が1.4−シクロヘキサンジメタノール(1.4−CHで、残りの80〜20mol.%がエチレングリコールより成る共重合ポリエステルを用いることが好ましい。
【0044】
ここで、「主体とし」とは、ジカルボン酸成分全体を基準(100mol.%)として、テレフタル酸、またはジメチルテレフタル酸を80mol.%以上、より好ましくは90mol.%以上含むことをいう。
【0045】
共重合されるジオール成分である1.4−CHDMの量が少な過ぎると、共重合ポリエステルの結晶性が顕著になり、エンボス付与機等を用いて加熱したC層30にエンボス柄の転写を行う際に結晶化が進行してエンボス付与が困難になるおそれがある。また、このように結晶化した場合、得られる意匠性積層シート被覆金属板の加工性が低下するため好ましくない。一方、1.4−CHDMの量が多すぎる場合も、共重合ポリエステルの結晶性が顕著になり、同様の問題を生ずるため好ましくない。
【0046】
上記組成範囲の実質的に非晶性であるポリエステル系樹脂の一例としては、世界的に広く使用されており、商業的に入手し易く、また生産量が多いことから低コスト化が図られているいわゆるPET−Gを挙げることができる。PET−Gとしては、例えば、イーストマンケミカル・カンパニー社の「イースターPET−G・6763」を用いることが好ましい。
【0047】
「イースターPET−G・6763」は、ポリエチレンテレフタレート樹脂のジオール成分の約30mol.%を1.4−CHDMで置換した構造を有するもので、DSCによる測定で、結晶性に起因する熱的挙動が認められない実質的に非晶性のポリエステル系樹脂である。
【0048】
ただし、これに限定されるものではなく、特定の条件では結晶性を示すが通常の条件では非晶性樹脂として取り扱うことが可能なイーストマンケミカル・カンパニー社の「PCTG・5445」等を用いることもできる。該樹脂は、ポリエチレンテレフタレート樹脂のジオール成分の約65mol.%を1.4−CHDMで置換した構造を有するものである。また、これ以外に、ジオール成分の一部をネオペンチルグリコールで置換した共重合PET系樹脂で実質的に非晶性のものや、イソフタル酸を共重合したPET系樹脂で結晶性の低いものなどの、共重合成分により結晶化を阻害した組成のポリエステル系樹脂も使用することができる。
【0049】
C層30には、意匠性の付与、被覆される金属板60の視覚的隠蔽効果の付与、エンボス意匠の視認性の向上、さらに、表面に印刷層40を付与する場合には、その発色の向上等の目的で顔料が添加される。使用される顔料は上記目的のために一般的に用いられているもので良く、その添加量に関しても上記目的のために一般的に添加される量で良い。顔料の一例としては、白系の着色では、隠蔽効果が高く、かつ粒径が微細であることから積層シートの加工性に与える影響の少ない酸化チタン顔料を用いることができる。また、有彩色の着色では、この酸化チタン顔料をベースとして、色味の調整のため有彩色の有機、無機の顔料を少量添加したものを用いることができる。エンボス意匠の視認性を向上させる方法として、光輝性顔料等を添加しても良い。
【0050】
下地の視覚的隠蔽効果に関しては、用途によって重要度が異なり一概には規定できないが、一つの目安としては内装建材用途の意匠性積層シート被覆金属板200においては、JIS K5400 7.2「塗料一般試験方法・隠蔽率」に準拠して測定した隠蔽率が、0.98以上であることが好ましい。
【0051】
C層30は、単層ではなく、B層20側に面し光輝性顔料が添加されたC1層32と、このB層20側とは反対側に位置し、隠蔽力のある着色顔料を添加されたC2層34の少なくとも2層より成る構成としても良い。光輝性顔料を添加することにより内部エンボスの形状視認性が向上することは知られており、特に白系の着色を施したC層30では効果が顕著であるが、C層30が単層である場合は、隠蔽力の強い酸化チタンなどの着色顔料と光輝性顔料を同一の層に錬り込むこととなり、光輝性顔料の効果が不充分なものとなり易いことから、上記2層構成のC層30を用いることが特に好ましい。
【0052】
さらに、光輝性顔料は一般に隠蔽力に劣ることから、その下に隠蔽力のある着色顔料が添加された層を配することで、金属板の表面状態や色味の変化に左右されず、安定した色調を有する意匠性積層シート被覆金属板200を得ることができる。
【0053】
光輝性顔料としては、チタンコート等の表面修飾を施した、いわゆるパールマイカを代表とする各種パール顔料や、銀、ニッケル他の各種金属を無電解メッキ処理したガラスフレーク、アルミフレーク等の金属フレーク、アルミ箔等の金属箔を細かく裁断したもの、エポキシ樹脂等で表面処理を施したアルミ箔等の金属箔を細かく裁断したもの、各種金属を無電解メッキ処理した樹脂シートを細かく裁断したもの等を用いることができる。
【0054】
また、C層30はエンボス付与機によるエンボス付与適性を与える目的で、「特願2003−132182号」や「特願2004−285225号」に記載されるような多層構成としても良い。一例として、「特願2003−132182号」に記載の発明におけるエンボス付与機でのエンボス付与適性に優れた積層シートを用いた場合について、図1(d)および図1(e)に層構成の一実施形態を示した。C層30は、光輝性顔料を含む層32、着色顔料を含む層34、および、顔料が添加されていない層36の三層から構成される。また、後で説明する印刷層40については、光輝性顔料を含む層32および着色顔料を含む層34の間に設けてもよいし(図1(d)の形態)、また、光輝性顔料を含む層32および接着剤層20の間に設けてもよい(図1(e)の形態)。
【0055】
C層30には、その性質を損なわない範囲において、各種添加剤を適宜な量添加しても良い。
【0056】
一般的な添加剤としては、燐系、フェノール系他の各種酸化防止剤、ラクトン系、フェノールアクリレート系他のプロセス安定剤、熱安定剤、紫外線吸収剤、ヒンダードアミン系ラジカル捕捉剤、各種加工助剤、金属不活化剤、滑剤、抗菌・防かび剤、帯電防止剤、難燃剤、顔料分散性改良剤、充填・増量剤等を挙げることができる。さらに、C層30がポリエステル系樹脂を主体として成ることから、カルボジイミド系、エポキシ系、オキサゾリン系等の末端カルボン酸封止剤、あるいは加水分解防止剤等と呼ばれるものを添加しても良い。
【0057】
C層30の好ましい厚みは、100〜300μmの範囲である。これより薄い場合は、下地の視覚的隠蔽確保のために多量の顔料を添加する必要があり、その結果、加工性が低下するおそれがあり、また、付与することができるエンボスの版種が制限され、立体感や深み感に富むエンボス柄を転写することが難しくなる。なお、C層30に付与されるエンボスは、最大高さ(Rmax)が50μm以上であることが好ましく、75μm以上あることがより好ましい。
【0058】
深み感や立体感の意匠をより強く発現させるには、C層30は厚みがある程、より深いエンボス柄を転写できる点においては良いのであるが、厚みが300μmを超える場合は、いかに接着剤層(B層)20の組成に工夫を凝らしても、意匠性積層シート被覆金属板200の加工性が悪くなる。また、従来より軟質PVC樹脂被覆金属板の折り曲げ加工などの成形加工に用いて来た成形金型の使用が困難になり、新規に金型を作成する必要が生じる。
【0059】
<接着剤層(B層)20>
B層20は、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物である。
【0060】
B層20を構成する紫外線硬化型接着剤とは、活性エネルギー線の照射により重合して硬化被膜を形成する常用のモノマーやオリゴマー、ポリマー、光重合開始剤、および有機溶剤から成っている。例えば、エポキシ(メタ)アクリレート、ウレタン(メタ)アクリレート、ポリエステル(メタ)アクリレート等のモノマーやオリゴマーが用いられる。これらのいくつかを例示すると、トリメチロールプロパントリアクリレート、トリメチロールプロパントリメタクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタクリレート、ペンタエリスリトールテトラアクリレート、ペンタエリスリトールテトラメタクリレート、ジペンタエリスリトールヘキサアクリレート、ジペンタエリスリトールヘキサメタクリレート、イソアミルアクリレート、エトキシジエチレングリコールアクリレート、メトキシジエチレングリコールアクリレート、N−ビニルピロリドンなど、1個以上の炭素−炭素二重結合を有する単官能および多官能のアクリルモノマー、メタクリルモノマー、ビニルモノマー類が挙げられる。
【0061】
なお、紫外線硬化型接着剤としては、市販のアロニックス(東亜合成社製)、ダイキュア(大日本インキ化学工業社製)、ニューフロンティア(第一工業製薬社製)、アートレジン(根上工業社製)などが例示できるが、これらに限定されるものではない。
【0062】
B層20は、C層30の表面に付与されたエンボス凸部が完全に埋まる厚み以上の厚みを有するものである。これは、B層20の紫外線照射による硬化時に、B層20の厚み方向の硬化収縮が多少発生した場合も、C層30のエンボス凸部に相当する部分が盛り上がり状になることを防止するためである。その結果、透明延伸ポリエステル系樹脂層(A層)10の表面に、該C層30のエンボス凸部に起因する盛り上がりが反映されることなく、平滑な状態が維持され、A層10表面に鏡面性が確保されるようにすることができる。
【0063】
B層20の塗布厚みがC層30のエンボス凸部の高さより低い場合は、A層10の表面に平滑性を付与することができず、また気泡入り等の問題が発生する。B層20の塗布厚みがC層30のエンボス凸部の高さとほぼ同等な場合も、B層20の硬化時において厚み方向のわずかな体積収縮が起こった場合に、A層10の表面に平滑性を付与することができない。
【0064】
上記したように、C層30のエンボス意匠による立体感を得るためには、C層30に付与されるエンボスは、最大高さ(Rmax)で50μm以上あることが好ましい。よって、B層20は少なくともこれを超える厚みで塗布しなければならない。このような厚塗りは溶剤系の接着剤では困難であり、無溶剤系の接着剤を用いることが必要となるが、従来、熱硬化型の接着剤、紫外線硬化型の接着剤とも満足な性能のものは得られていなかった。
【0065】
そこで、本発明においては、B層20として、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物を用いる。
【0066】
B層20において紫外線硬化型接着剤と混合して使用されるイソシアネート末端のウレタンプレポリマーは、有機ポリイソシアネート(a1)とポリオール(a2)とを有機ポリイソシアネートの過剰のもとで常法により調製されるウレタンプレポリマーである。
【0067】
有機ポリイソシアネート(a1)としては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、ジフェニルメタンジイソシアネート、一部をカルボジイミド化されたジフェニルメタンジイソシアネート、ポリメチレンポリフェニルポリイソシアネート、トリレンジイソシアネート、ナフタレンジイソシアネート、フェニレンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、キシリレンジイソシアネート、水添キシリレンジイソシアネート、水添ジフェニルメタンジイソシアネート、シクロヘキサンジイソシアネート等の芳香族ジイソシアネート、脂肪族ジイソシアネート、脂環族ジイソシアネートを挙げることができ、また、これらの2種以上の混合物を用いてもよい。
【0068】
また、ポリオール(a2)としては、ポリエーテルポリオール、ポリエステルポリオール、その他のポリオールを挙げることができ、また、これらの2種以上の混合物を用いることもできる。ポリオール(a2)としては、例えば、複合金属シアン化合物錯体を触媒として製造されたポリオールを用いることもできる。
【0069】
ポリエーテルポリオールとしては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピレングリコール、グリセリン、トリメチロールプロパン、グルコース、ソルビトール、シュークローズ等の多価アルコールの1種または2種以上にプロピレンオキサイド、エチレンオキサイド、ブチレンオキサイド、スチレンオキサイド等の1種または2種以上を付加して得られるポリオールおよびポリオキシテトラメチレンポリオール等が挙げられる。
【0070】
ポリエステルポリオールとしては、例えばエチレングリコール、プロピレングリコール、ブタンジオール、ペンタンジオール、ヘキサンジオール、シクロヘキサンジメタノール、グリセリン、トリメチロールプロパンあるいはその他の低分子ポリオールの1種または2種以上とグルタル酸、アジピン酸、ピメリン酸、スベリン酸、セバシン酸、テレフタル酸、イソフタル酸、ダイマー酸、水添ダイマー酸あるいはその他の低分子ジカルボン酸やオリゴマー酸の1種または2種以上との縮合重合体およびプロピオラクトン、カプロラクトン、バレロラクトン等の開環重合体等が挙げられる。
【0071】
その他のポリオールとしては、例えばポリカーボネートポリオール、ポリブタジエンポリオール、水素添加されたポリブタジエンポリオール、アクリルポリオール等が挙げられる。又、エチレングリコール、ジエチレングリコール、プロピレングリコール、ジプロピ
レングリコール、ブタンジオール、ペンタンジオール、ヘキサンジオール、シクロヘキサンジメタノールグリセリン、トリメチロールプロパン、グルコース、ソルビトール、シュークローズ等の低分子ポリオールも挙げられる。
【0072】
紫外線硬化型接着剤とイソシアネート末端のウレタンプレポリマーとの混合比は、紫外線硬化型接着剤50質量%以上96質量%未満に対して、イソシアネート末端のウレタンプレポリマーが4質量%以上50%未満である必要がある。
【0073】
イソシアネート末端のウレタンプレポリマーの添加量が少な過ぎる場合は、B層20と以下で説明するA層10との密着性を得るのが難しい。また、イソシアネート末端のウレタンプレポリマーの添加量が多すぎる場合は、沸騰水浸漬後にB層20が発泡するなど外観品質に劣るなどの問題が出るおそれがある。
【0074】
なお、紫外線硬化型接着剤のガラス転移温度は、−30℃〜80℃の範囲であることが好ましい。ガラス転移温度が高過ぎると、B層20とA層10との密着性が劣ったり、意匠性積層シート被覆金属板200とした場合の加工性が劣ったりする傾向があり、また、ガラス転移温度が低すぎると、沸騰水浸漬後のB層20とA層10との密着性が劣る傾向があるとともに、沸騰水浸漬時にB層20自体が軟化し、流動変形してしまうため、意匠性積層シート被覆金属板200の外観が劣化する傾向がある。
【0075】
なお、B層20には、必要に応じて溶剤、無機充填剤、少量のプロセスオイル、可塑剤、揺変剤、顔料、耐侯性の維持向上のための紫外線防止剤、安定剤等各種添加剤、触媒などを含んでいてもよい。
【0076】
<透明延伸ポリエステル系樹脂層(A層)10>
A層10が付与される目的は、鏡面外観と呼ばれる平滑性の高い意匠性外観を得るため、および、A層10とB層20を通してC層30に付与されたエンボス意匠が視認されることによる深み感と立体感のある意匠(内部エンボス構成)を得るためである。A層10としては、軟質PVC系樹脂被覆金属板に用いられて来た透明延伸ポリエステル系樹脂シート、すなわち軟質PVCの表面に付与された印刷層の保護、樹脂被覆金属板表面の各種物性の改良等の目的で用いられてきた透明延伸ポリエステル系樹脂シートと同じものを使用することができる。
【0077】
中でも透明性や平滑性、表面の耐傷入り、耐アルカリ性などの各種薬品に対する耐性等の点から2軸延伸ポリエチレンテレフタレ−ト系樹脂フィルムが好適に用いられる。
【0078】
A層10の厚みは、38〜125μmであることが好ましく、50μm〜100μmであることがさらに好ましい。A層10の厚みが薄過ぎると、B層20の硬化収縮に起因する平滑性の低下を抑えるのが難しく、A層10の厚みが厚すぎると、意匠性積層シート被覆金属板200としての充分な加工性を得ることが困難となる。
【0079】
2軸延伸ポリエチレンテレフタレート系樹脂フィルムとしては、各社から市販されているものを用いることができ、適宜、高透明グレードや易接着処理グレード等を用いても良い。また、C層30に付与されたエンボス意匠の視認を妨げない範囲において、バックプリントと呼ばれる裏面印刷を施したものを用いても良く、同様に艶消し剤等を配合して艶消し性が付与された2軸延伸ポリエチレンテレフタレート系樹脂フィルム等を用いても良い。
【0080】
鏡面外観と呼ばれる平滑な表面意匠ではなく、A層10の表面にもエンボス意匠が求められる場合は、易加工性2軸延伸ポリエチレンテレフタレート等と呼ばれるものを用いても良い。これは耐薬品性などの2軸延伸ポリエチレンテレフタレートシートとしての基本性能を損なうことなく、配向の制御等により、下層に柔軟性を有する樹脂層を積層した状態でエンボス付与適性を得られるものであり、このような易加工性2軸延伸ポリエチレンテレフタレートとしてはテイジンデュポンフィルム社製の「テフレックス」や、東レ社製の「ニューコンセプトルミラー」などを挙げることができる。
【0081】
<印刷層(D)40>
印刷層40は、グラビア印刷、オフセット印刷、スクリーン印刷等の公知の印刷方法で施される。印刷層40の絵柄は、任意であり、例えば、石目調、木目調、あるいは幾何学模様、抽象模様等を挙げることができる。印刷は、部分印刷でも全面ベタ印刷でも良く、部分印刷層とベタ印刷層の両方が施されていても良い。また、着色層であるC層30が光輝性顔料が添加されたC1層32を有さない場合は、光輝性顔料を用いた印刷層40を付与することで内部エンボスの視認性を向上させても良く、光輝性顔料による印刷と通常の柄印刷の両方が付与されていても良い。
【0082】
印刷層40は、B層20とC層30との間、B層20とC1層32との間、あるいはC1層32とC2層34との間に付与される。C層30をエンボス柄を付与していない平滑な状態のシートとして製膜しておき、該表面に印刷を施した後にエンボス付与機により印刷面にエンボスを施す等の方法によりC層30にD層40を形成し、かつ、エンボスを形成することができる。また、C1層32とC2層34を共押出し法によるダイス内積層一体化しない場合は、C1層32のいずれか一方の表面または両表面、あるいはC2層34におけるC1層32と積層される側の表面に印刷層を付与しても良い。
【0083】
<意匠性積層シート100および意匠性積層シート被覆金属板200の製造方法>
次に、本発明の意匠性積層シート100および意匠性積層シート被覆金属板200の製造方法について説明する。C層30の製膜方法としては公知の方法、例えばTダイを用いる押出キャスト法やインフレーション法などを採用することができ、特に限定されるものではないが、シートの製膜性や安定生産性などの面からTダイを用いる押出キャスト法が好ましい。
【0084】
C層30へのエンボス柄の付与方法としては、押出し製膜時のキャスティングロールとしてエンボス版が刻印されたものを用いTダイから熔融状態で流れ出た樹脂に直接エンボス柄を付与する方法、後工程でエンボス付与機により製膜したシートを再加熱してエンボス柄を付与する方法、エンボス柄の転写無しで製膜したC層30を金属板60にラミネートする際の加熱でC層30を再熔融させてエンボスロールで柄を転写し、その後にB層20、およびA層10を積層する方法、その他、熱可塑性樹脂シートにエンボスを付与する方法であれば、特に制限なく用いることができる。この中でも、積層シートにD層40を付与する場合は、後二者やそれに類する方法が好ましい。
【0085】
該エンボスを施したC層30に、B層20を付与する方法としては、特に限定されるものではなく、粘度に応じて公知の方法に従い行うことができる。例えば、温度調節可能な二液供給装置、ミキサー、ダイコーターやスクイズ方式のコーター等を使用することにより、A層10の積層する側の表面に塗布によりB層20を形成し、これをC層30に貼り付ける方法、あるいはC層30のエンボスによる凹凸が付与された側の表面に塗布によりB層20を形成する方法等を挙げることができる。
【0086】
B層20を塗布したA層10とC層30、または、B層20を塗布したC層30とA層10とは、充分な厚みで塗工されたB層20の介在により、C層30のエンボスの凸部とA層10の積層側の表面が直接接することがないようにされ、さらに一定のクリアランスを有する一対のゴムロールの間を通過させる等して、A層10の最表面が平滑な状態に維持されるように積層一体化される。しかる後に紫外線照射ランプをA層10側表面より照射し、B層20の硬化を行うものである。
【0087】
上記のようにして得られた意匠性積層シート100を金属板60にラミネートする方法は特に制限されないが、熱硬化型接着剤50によるラミネートが一般的である。接着剤50としては、アクリル系接着剤、エポキシ系接着剤、ウレタン系接着剤、ポリエステル系接着剤等の従来より軟質PVCのシートを金属板にラミネートする目的で用いられて来た熱硬化型接着剤を挙げることができる。この中でも、C層30がポリエステル系樹脂よりなることから、ポリエステル系の接着剤を用いることが密着力が得易い点から好ましい。具体的なラミネート方法の例としては、金属板60にリバースコーター、キスコーター等の一般的に使用されるコーティング設備を使用して、意匠性積層シート100を貼り合わせる金属面に、乾燥後の接着剤膜厚が2〜10μm程度になるように、上記の熱硬化型接着剤を塗布する。
【0088】
次いで、赤外線ヒーターおよび、または熱風加熱炉により塗布面の乾燥および加熱を行い、金属板60の表面温度を、230℃〜250℃程度の温度に保持しつつ、直ちにロールラミネータを用いて意匠性積層シ−ト100のC層30側が接着面となるように被覆、冷却することにより意匠性積層シート被覆金属板200を得ることができる。
【0089】
本発明の対象になる金属板60としては、従来より樹脂被覆金属板用として用いられて来たものを特に制限なく使用することができ、例えば、冷延鋼板、溶融亜鉛メッキ鋼板、電気亜鉛メッキ鋼板、熔融亜鉛・アルミニウム合金メッキ鋼板、熔融亜鉛・アルミニウム・マグネシウム合金メッキ鋼板、スズメッキ鋼板、ティンフリースチール、ステンレス鋼板等の各種鋼板やアルミニウム系合金板、ニッケル系合金板、チタン系合金板等が使用できる。
【0090】
金属板60の厚さは、意匠性積層シート被覆金属板200の用途等により異なるが、0.1mm〜10mmの範囲で選ぶことができ、一例として、ユニットバスの用途では0.3mm〜0.8mmの厚みのものが用いられることが多い。
【0091】
本発明の意匠性積層シート被覆金属板200は、深み感、立体感のある内部エンボス構造を有する意匠性積層シート100で被覆した金属板60としては、良好な加工性を有し、ドア材、パーティション材、一般壁材等の建築内装材に好適に用いることができるが、沸騰水浸漬試験で問題を生じないことから、ユニットバス壁材、ユニットバス天井材等に特に好適に用いることができるものである。
【実施例】
【0092】
本発明をより具体的かつ詳細に説明するために、次に実施例を示すが、本発明はこれらの例によって何ら限定されるものではない。なお、実施例および比較例に示した意匠性積層シート被覆金属板の物性の測定規格、試験法は以下の通りである。
【0093】
(外観評価)
意匠性積層シート被覆金属板の樹脂層を平板の状態で目視により観察した。良好な表面の平滑性が得られているものを「○」、多少表面に波打ち等の荒れが認められ平滑性に劣るものを「△」、著しい表面の波打ちや皺入り等で全く表面の平滑感が得られていないものを「×」として評価した。
【0094】
(加工性評価・エリクセン試験)
60mm×60mmの意匠性積層シート被覆金属板に「JIS K−6744」で規定されるエリクセン試験装置を用いて、意匠性積層シート被覆側が凸になるようにして6mmの張り出し加工を施し、樹脂層の状況を目視で観察した。その結果、樹脂層の層間に剥離等の異常が認められないものを「○」、樹脂層の層間にわずかに剥離が認められるものや、表層に若干の荒れが認められるものを「△」、著しい層間剥離を生じたものを「×」として評価した。
【0095】
(耐沸騰水浸漬性)
60mm×60mmの意匠性積層シート被覆金属板に「JIS K−6744」で規定されるエリクセン試験装置を用いて、意匠性積層シート被覆側が凸になるようにして6mmの張り出し加工を施した後、沸騰水中に3時間浸漬し、樹脂層の状態を目視で観察した。その結果、全く変化のなかったものを「○」、樹脂層の層間にわずかに剥離が認められるものや、若干表面に荒れが出たものを「△」、著しい層間剥離を生じたものや、樹脂層に著しい膨れ等の変形が生じたものを「×」として評価した。
【0096】
(金属板との接着力)
20mm×100mmの意匠性積層シート被覆金属板を試験片として、「JIS Z−0237・粘着テープ、粘着シート試験方法−試験片に対する180度引き剥がし粘着力」に準拠した剥離強度測定を測定幅20mmで行い、意匠性積層シートと金属板との間の接着力を評価した。接着力が40N/20mm以上で、充分な接着力があると判断されたものを「○」、接着力が20N/20mmより大きく40N/20mm未満で、相対的に接着力が低いが実用上は支障ないと判断されたものを「△」、接着力が20N/20mm以下で接着力が不充分と判断されたものを「×」として評価した。なお、この金属板との接着力については、C層の変更を行っている実施例5〜20、および比較例5、6についてのみ測定している。
【0097】
(意匠性積層シートの作成)
2台の二軸混練押出機を用いて、フィードブロック方式による共押出し製膜法により、表1に示す樹脂組成で、総厚み200μmの2層より成るポリエステル系樹脂を主成分とするシート(C−1〜C−12)を製膜した。2層の内訳は、厚み150μmの隠蔽層と、厚み50μmの光輝層であり、各層の樹脂組成は同一である。隠蔽層に関しては、着色顔料として、チタン白、およびチタン黄を合計16質量部含み、光輝層に関しては、光輝性顔料として、パールマイカ顔料を5質量部含む(それぞれ、樹脂成分の合計量を100質量部とした値である。)。
【0098】
これらの共押出しシートは、キャスティングロールとして最大高さ(Rmax)で85μmである抽象柄のエンボス版が刻印されているものを用い、押出しと同時に該キャスティングロールで引き取りを行うことにより、光輝層側からエンボス柄の転写を行った。
【0099】
C−13のシートは、C層として「特願2003−132182号」に記載の発明におけるエンボス付与機でのエンボス付与適性に優れた積層シートを用いた例である。C−13のシートの製法について、以下、説明する。光輝性顔料を含むC−13a層を単層で押出し、厚み50μmの単層シートとして製膜した。そして、C−13b層およびC−13c層を2台の二軸混練押出機を用いて、フィードブロック方式による共押出し製膜法により総厚み150μmの2層よりなる共押出シートとして製膜した。2層の内訳は、厚み100μmの着色顔料を含む層(C−13b層)と、厚み50μmの顔料が添加されていない層(C−13c層)である。各層の樹脂組成を表1に示した。
【0100】
次いで、共押出シートのC−13b層側の表面に、抽象柄の模様印刷をグラビア方式で印刷し、この共押出シートの印刷を施した側と、C−13aの単層シートとが接するようにして積層し、図2に示すオフラインのエンボス付与機に導入した。エンボス付与機においては、C−13c層側の表面がエンボス付与機の加熱ドラムと接するように通し、熱融着積層一体化すると同時に、C−13a層側の表面に最大高さ(Rmax)で85μmの抽象柄のエンボス版が刻印されているエンボス版ロールでエンボス柄の転写を行った。なお、着色顔料としては、チタン白、およびチタン黄を合計24質量部用いており、光輝性顔料としては、パールマイカ顔料を5質量部用いている(それぞれ、樹脂成分の合計量を100質量部とした値である。)。
【0101】
【表1】
【0102】
表1中に記載した樹脂組成として具体的に以下のものを用いた。
「イースターPET−G・6763」は、イーストマンケミカル・カンパニー社製、ジカルボン酸成分はテレフタル酸であり、ジオール成分の約30モル%が1.4−シクロヘキサンジメタノール、約70モル%がエチレングリコールである実質的に非晶性である共重合ポリエチレンテレフタレート樹脂である。ガラス転移温度は78℃、融点は観察されない。
「PCTG・5445」は、イ−ストマン・ケミカル・カンパニー社製、ジカルボン酸成分はテレフタル酸であり、ジオール成分の約65モル%が1.4−シクロヘキサンジメタノール、約35モル%がエチレングリコールである実質的に非晶性である共重合ポリエチレンテレフタレート樹脂である。ガラス転移温度は86℃、融点は観察されない。
「ノバデュラン5020S」は、三菱エンジニアリングプラスチックス社製のポリブチレンテレフタレート(ホモPBT)樹脂である。I.V.値が1.2の押出製膜用標準グレードであり、融点は225℃である。
「コルテラCP509200」は、シェル社製のポリトリメチレンテレフタレート(ホモPTT)樹脂である。融点は225℃である。
【0103】
A層の透明延伸ポリエステル樹脂シートとしては、表2に示す厚みおよびグレードのものを用いた。
【0104】
【表2】
【0105】
B層の接着剤組成としては、表3に示す比率で紫外線硬化型接着剤とイソシアネート末端のウレタンプレポリマーとをブレンドした接着剤組成物を用いた。
【0106】
【表3】
【0107】
表3中に記載した接着剤組成物としては具体的に以下のものを用いた。
「紫外線硬化型接着剤」としては、ニューフロンティアR1303(第一工業製薬社製)を使用した。これは、無黄変タイプであり、ウレタンアクリレート組成物約60質量%およびN,N−ジアルキルアクリルアミド約40質量%からなる。Tgは20℃である。
「イソシアネート末端ウレタンプレポリマー」としては、無溶剤型のタケネートA95(三井タケダケミカル社製)を使用した。
「無溶剤型接着剤」としては、主剤としてタケラックA695、および、硬化剤としてタケネートA95(いずれも三井タケダケミカル社製)を質量比で6:10(主剤:硬化剤)で配合したものを使用した。
【0108】
実施例1〜4および比較例1〜4
A層としてA−4を用いて、C層としてC−6を用いて、B層として表4に示す接着剤組成物を用いて、意匠性積層シートを作製した。具体的な製造方法としては、エンボスが付与されたC層の表面に対し、ダイコーターを用いて連続的にB層の接着剤組成物を塗布すると同時に、A層の二軸延伸ポリエステルフィルムを連続的に供給し、ロールギャップを適宜調整可能な一対のシリコーンゴムロールの間を通すことで、C層のエンボス凸部がA層に直接接触することのない厚みのB層を介在させた状態でA層を積層一体化し、その直後に配置された紫外線照射装置によりB層の硬化処理を施して意匠性積層シートを作製した。なお、紫外線照射装置の照射強度は全ての実施例および比較例において同一である。
【0109】
実施例5〜20、比較例5および比較例6
A層およびC層として表5に示すものを用いて、B層として実施例2と同一のB−4を用いて、上記と同様にして意匠性積層シートを作製した。
【0110】
(意匠性積層シート被覆金属板の作製)
ポリ塩化ビニル被覆金属板用として一般的に用いられているポリエステル系接着剤を、亜鉛めっき鋼板(厚み:0.45mm)の表面に乾燥後の接着剤膜厚が2〜4μm程度になるように塗布し、次いで熱風加熱炉および赤外線ヒーターにより塗布面の乾燥および加熱を行い、鋼板の表面温度を240℃に設定し、直ちにロールラミネーターを用いて、上記で作製した意匠性積層シートを被覆、空冷冷却することにより意匠性積層シート被覆金属板を作製した。鋼板とのラミネートに用いた接着剤の種類、塗布条件は全ての実施例および比較例において同一である。得られた金属板に対して、上記した各項目について評価した。評価結果を表4および表5に示した。
【0111】
【表4】
【0112】
【表5】
【0113】
(評価結果)
表4、および表5より以下の評価結果が得られた。
比較例1は、B層の接着剤組成として紫外線硬化型接着剤のみを用いた場合であるが、エリクセン加工を施した際、B層内部で凝集剥離を生じてしまった。接着剤の凝集力が不足していると考えられる。沸騰水浸漬試験では更に外観が悪化した。
【0114】
比較例2は、比較例1に比べると改善が見られ、この点でイソシアネート末端のウレタンプレポリマーを混合した効果があるといえる。エリクセン加工を施してもB層内部の凝集剥離は生じなかったが、沸騰水浸漬試験を実施すると剥離を生じた。
【0115】
比較例3は、イソシアネート末端のウレタンプレポリマーの添加量が本発明の範囲より多い場合で、余剰のイソシアネートが沸騰水浸漬時に水分と反応し発泡現象を起こし著しい外観不良を生じたものである。
【0116】
比較例4は、紫外線硬化型接着剤を用いずに、無溶剤型接着剤を用いた場合であるが、エリクセン加工で接着剤層の凝集剥離を生じている。また、沸騰水浸漬試験では、比較例3と同様に接着剤層に発泡を生じ、著しい外観不良を生じた。さらに、実施例1〜4、および比較例1〜3が、紫外線ランプの照射と同時に実用強度が得られたのに対し、比較例4では、約24時間の養生が必要であった。
【0117】
比較例5は、A層の透明延伸ポリエステル系樹脂として、本発明の好ましい厚みより薄いものを用いた場合であるが、表面の平滑性が得られなかった。B層にわずかに発生する硬化収縮の影響が、A層の厚みが薄過ぎると積層シート被覆金属板の表面に外観不良として反映されるものと考えられる。
【0118】
比較例6は、A層の透明延伸ポリエステル系樹脂として、本発明の好ましい厚みより厚いものを用いた場合であり、A層の剛性が高過ぎることにより、エリクセン加工に耐えなかった。
【0119】
これらに対し、本発明の実施例においては良好な結果が得られている。
実施例5は、A層の透明延伸ポリエステル系樹脂として、本発明の好ましい厚みの下限付近の厚みのものを用いた場合であり、表面の平滑性がやや劣る結果となった。
実施例16は、C層の樹脂組成としてPBT樹脂の比率が多いものを用いた場合であり、従来からの軟質PVCシートのラミネート条件では、金属板との接着強度がやや弱い結果となった。
実施例17は、PTT樹脂のみより成るC層を用いた場合であり、実施例16よりもさらに金属板との接着力が低下した。従来の軟質PVCシートをラミネートするのと同様の温度条件を用いる場合は、これらのC層は用いないことが好ましい。
実施例19は、C層の樹脂組成として実質的に非晶性であるポリエステルのみを用いた場合であり、沸騰水浸漬試験でC層が流動変形を生じ外観荒れとなった。
実施例20は、これよりも沸騰水浸漬性が改善されているが、多少の表面荒れを生じた。
実施例5〜18では沸騰水浸漬試験で問題を生じておらず、該試験が評価項目として含まれるユニットバス用途には、実施例19および実施例20のC層は用いないことが好ましい。
【0120】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨あるいは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う意匠性積層シート、および意匠性シート被覆金属板もまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0121】
【図1(a)】本発明の意匠性積層シートの一実施形態100aにおける層構成を示す模式図である。
【図1(b)】本発明の意匠性積層シートの一実施形態100bにおける層構成を示す模式図である。
【図1(c)】本発明の意匠性積層シートの一実施形態100cにおける層構成を示す模式図である。
【図1(d)】本発明の意匠性積層シートの一実施形態100dにおける層構成を示す模式図である。
【図1(e)】本発明の意匠性積層シートの一実施形態100eにおける層構成を示す模式図である。
【図1(f)】本発明の意匠性積層シート被覆金属板の一実施形態200における層構成を示す模式図である。
【図2】C層32、34および36である、C−13シートにエンボスを付与するのに用いたエンボス付与機を示す図である。
【符号の説明】
【0122】
100a〜e 意匠性積層シート
200 意匠性積層シート被覆金属板
10 透明延伸ポリエステル系樹脂層(A層)
20 接着剤層(B層)
30 ポリエステル系樹脂を主成分とする層(C層)
32 高規制顔料を含む層(C1層)
34 着色顔料を含む層(C2層)
36 顔料が添加されていない層
40 印刷層(D層)
50 接着層
60 金属板
300 エンボス付与機
310 加熱ロール
320 テイクオフロール
330 赤外ヒーター
340 エンボスロール
350 ニップロール
360 冷却ロール
【特許請求の範囲】
【請求項1】
表層として、厚み38μm以上125μm以下の透明延伸ポリエステル系樹脂層(A層)、
中間層として、接着剤層(B層)、
基材層として、前記B層と積層される側の表面にエンボスによる凹凸意匠を有し、顔料を含む、無配向のポリエステル系樹脂を主成分とする層(C層)、
の少なくとも3層を有する積層シートであって、
前記B層が、前記C層のエンボス凸部が完全に埋まる厚み以上の厚みを有し、
前記B層が、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物である、意匠性積層シート。
【請求項2】
前記B層の前記紫外線硬化型接着剤のガラス転移温度が、−30〜80℃の範囲である、請求項1に記載の意匠性積層シート。
【請求項3】
前記C層が、C層の全樹脂成分の質量を100質量%として、20質量%以上80質量%未満のポリブチレンテレフタレート(PBT)系樹脂、または、ポリトリメチレンテレフタレート(PTT)系樹脂と、20質量%以上80質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物である、請求項1または2に記載の意匠性積層シート。
【請求項4】
前記実質的に非晶性であるポリエステル系樹脂が、テレフタル酸、またはジメチルテレフタル酸をジカルボン酸成分の主体とし、ジオール成分の20〜80mol.%が1.4−シクロヘキサンジメタノール(1.4−CHDM)で、残りの80〜20mol.%がエチレングリコールより成る共重合ポリエステルである、請求項3に記載の意匠性積層シート。
【請求項5】
前記B層と前記C層との間に、印刷層(D層)を有する、請求項1〜4のいずれかに記載の意匠性積層シート。
【請求項6】
C層が、B層側に面し光輝性顔料を含むC1層と、このB層側とは反対側に位置し、隠蔽力のある着色顔料を含むC2層の少なくとも2層より成る、請求項1〜5のいずれかに記載の意匠性積層シート。
【請求項7】
前記B層と前記C1層の間、あるいは、前記C1層と前記C2層との間に、印刷層(D層)を有する、請求項1〜6のいずれかに記載の意匠性積層シート。
【請求項8】
請求項1〜7のいずれかに記載の意匠性積層シートおよび金属板を有し、前記意匠性積層シートのC層側の表面が金属板に積層されている、意匠性積層シート被覆金属板。
【請求項9】
請求項8に記載の意匠性積層シート被覆金属板を用いた、ドア材、ユニットバス壁材、ユニットバス天井材、パーティション材、および一般壁材からなる群より選ばれる建築内装材。
【請求項1】
表層として、厚み38μm以上125μm以下の透明延伸ポリエステル系樹脂層(A層)、
中間層として、接着剤層(B層)、
基材層として、前記B層と積層される側の表面にエンボスによる凹凸意匠を有し、顔料を含む、無配向のポリエステル系樹脂を主成分とする層(C層)、
の少なくとも3層を有する積層シートであって、
前記B層が、前記C層のエンボス凸部が完全に埋まる厚み以上の厚みを有し、
前記B層が、紫外線硬化型接着剤50質量%以上96質量%未満と、イソシアネート末端のウレタンプレポリマー4質量%以上50質量%未満との混合物である、意匠性積層シート。
【請求項2】
前記B層の前記紫外線硬化型接着剤のガラス転移温度が、−30〜80℃の範囲である、請求項1に記載の意匠性積層シート。
【請求項3】
前記C層が、C層の全樹脂成分の質量を100質量%として、20質量%以上80質量%未満のポリブチレンテレフタレート(PBT)系樹脂、または、ポリトリメチレンテレフタレート(PTT)系樹脂と、20質量%以上80質量%未満の実質的に非晶性であるポリエステル系樹脂との混合物である、請求項1または2に記載の意匠性積層シート。
【請求項4】
前記実質的に非晶性であるポリエステル系樹脂が、テレフタル酸、またはジメチルテレフタル酸をジカルボン酸成分の主体とし、ジオール成分の20〜80mol.%が1.4−シクロヘキサンジメタノール(1.4−CHDM)で、残りの80〜20mol.%がエチレングリコールより成る共重合ポリエステルである、請求項3に記載の意匠性積層シート。
【請求項5】
前記B層と前記C層との間に、印刷層(D層)を有する、請求項1〜4のいずれかに記載の意匠性積層シート。
【請求項6】
C層が、B層側に面し光輝性顔料を含むC1層と、このB層側とは反対側に位置し、隠蔽力のある着色顔料を含むC2層の少なくとも2層より成る、請求項1〜5のいずれかに記載の意匠性積層シート。
【請求項7】
前記B層と前記C1層の間、あるいは、前記C1層と前記C2層との間に、印刷層(D層)を有する、請求項1〜6のいずれかに記載の意匠性積層シート。
【請求項8】
請求項1〜7のいずれかに記載の意匠性積層シートおよび金属板を有し、前記意匠性積層シートのC層側の表面が金属板に積層されている、意匠性積層シート被覆金属板。
【請求項9】
請求項8に記載の意匠性積層シート被覆金属板を用いた、ドア材、ユニットバス壁材、ユニットバス天井材、パーティション材、および一般壁材からなる群より選ばれる建築内装材。
【図1(a)】

【図1(b)】
【図1(c)】
【図1(d)】
【図1(e)】
【図1(f)】
【図2】
【図1(b)】
【図1(c)】
【図1(d)】
【図1(e)】
【図1(f)】
【図2】
【公開番号】特開2006−289697(P2006−289697A)
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願番号】特願2005−111460(P2005−111460)
【出願日】平成17年4月7日(2005.4.7)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成18年10月26日(2006.10.26)
【国際特許分類】
【出願日】平成17年4月7日(2005.4.7)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]