
感熱記録体の製造方法
【課題】スライド傾斜面上の各層塗料の積層形状の崩れを防止できるようにし、各層塗料が所要の積層状態で、カーテン状になって、基材上に落下して多層同時塗工が可能な感熱記録体の製造方法を提供する。
【解決手段】基材21上に、少なくとも下層側と上層側とで2層が積層されている感熱記録体を製造する方法であって、斜面上で下層側と上層側の各塗料膜が流下して積層する際に、下層側の塗料膜の塗料Sc(Sb)の動的表面張力を上層側の塗料膜の塗料Sb(Sa)の動的表面張力の0.8倍以上、1.1倍以下にする。
【解決手段】基材21上に、少なくとも下層側と上層側とで2層が積層されている感熱記録体を製造する方法であって、斜面上で下層側と上層側の各塗料膜が流下して積層する際に、下層側の塗料膜の塗料Sc(Sb)の動的表面張力を上層側の塗料膜の塗料Sb(Sa)の動的表面張力の0.8倍以上、1.1倍以下にする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、感熱記録体の製造方法に関し、更に詳しくは、基材上に、感熱記録層を含め、少なくとも2層を形成した感熱記録体の製造方法に関し、更に詳しくは、カーテン塗工を用いた感熱記録体の製造方法に関する。
【背景技術】
【0002】
感熱記録体は、一般に、基材上に、加熱により発色する感熱記録層と、その上に感熱記録層を保護するための保護層とを備えており、サ−マルヘッド、ホットスタンプ、レーザー光等の加熱によって、感熱記録層が発色して記録することができるものであり、かかる感熱記録体は、プリンタ、医療計測用のレコーダー、ファクシミリ、自動券売機、感熱複写機、ハンディターミナル、等の各分野において、感熱記録紙などとして広く使用されている(例えば特許文献1参照)。
【0003】
このような感熱記録体の製造では、基材上に感熱記録層や、保護層等を塗布する従来の塗工方式として、グラビア塗工、ロッド方式、ロール塗工方式等がある。しかし、これらの塗工では、基材に接触して塗工を行うので、感熱記録体表面に、いわゆる、すじなどが生じやすいという欠点がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−067017号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記グラビア塗工等とは異なり、カーテン塗工は、基材に非接触の塗工であるので、上記欠点は発生しにくく、また、基材に塗料膜を多層同時塗工して塗工速度を高めることができる。
【0006】
この多層同時塗工では、各層に対応する塗料をスライド傾斜面上で塗料膜として積層すると共にその積層状態でカーテン状にして、移動する基材上に落下させて、多層同時塗工するようにしている。
【0007】
しかしながら、かかる多層同時塗工においては、スライド傾斜面上で各層に対応する塗料膜の状態によりその積層状態が崩れ易く、そのため、その塗料膜をその積層状態が崩れないようにしてカーテン状にして、基材上に落下させることが、必要である。
【0008】
本発明は、上述のような点に鑑みて為されたものであって、スライド傾斜面上で各層塗料間に作用する動的表面張力に着目して、前記積層形状の崩れを防止できるようにし、各層塗料が所要の積層状態で、カーテン状になって、基材上に落下して多層同時塗工が可能な感熱記録体の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明の感熱記録体の製造方法は、傾斜したスライド面上に、複数層の塗料の流れを形成し、前記スライド面から自然落下させて、移動する基材上に複数層の塗工膜を積層するカーテン塗工による感熱記録体の製造方法であって、前記複数層の塗料の下層側の塗料の動的表面張力を、上層側の塗料の動的表面張力の0.8倍以上、1.1倍以下にすることを特徴とする。
【0010】
本発明では、前記複数層の塗料の前記上層側の塗料の粘度を、前記下層側の塗料の粘度の1倍以上、15倍以下とするのが好ましい。この粘度は。低せん断速度時の粘度、いわゆるローシェア粘度である。
【0011】
本発明では、前記カーテン塗工によって、前記基材上に、感熱記録層、バリア層およびトップ層を積層形成してもよい。
【発明の効果】
【0012】
本発明では、 カーテン塗工によって基材上に複数層の塗工膜を積層する場合に、下層側の塗料膜の塗料の動的表面張力を上層側の塗料膜の塗料の動的表面張力の0.8倍以上、1.1倍以下とするので、斜面上では、各層塗料膜相互間に作用する動的表面張力がバランスされる結果、各層塗料膜が所要の状態に積層されて、カーテン塗膜となって基材上に落下し、基材上に多層塗膜が同時塗工された感熱記録体を得ることができる。
【図面の簡単な説明】
【0013】
【図1】図1は、カーテンコーターの概略構成図である。
【図2】図2は、感熱記録体の断面図である。
【図3】図3は、エッジガイドとカーテン塗膜を正面から見た状態を示す図である。
【図4】図4は、図3のA−A線に沿う断面図である。
【発明を実施するための形態】
【0014】
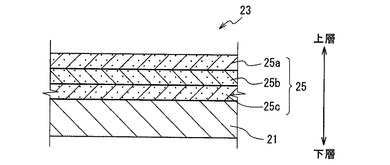
以下、添付した図面を参照して、本発明の実施の形態に係る感熱記録体の製造方法を詳細に説明する。実施形態の製造方法は、後述のように、基材上に、感熱記録層、バリア層およびトップ層を有する3層構造の感熱記録体を、同時多層塗工のカーテン塗工方法によって製造する。
【0015】
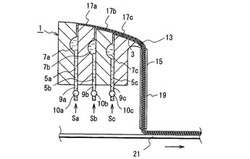
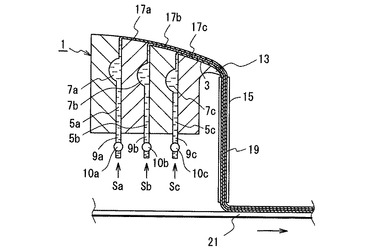
図1は、前記同時多層塗工に用いるカーテンコーターの概略構成図である。このカーテンコーターは、スライドダイ1を備えており、このスライドダイ1は、その上面に下り勾配に傾斜したスライド傾斜面3を有する。スライド傾斜面3には、上記感熱記録体の上記各層それぞれを形成するための塗料Sa〜Scを吐出するスロット5a〜5cが設けられている。
【0016】
各スロット5a〜5cの上流側には、塗料溜まり7a〜7cが設けられている。各スロット5a〜5cの下端には、塗料供給管9a〜9cが接続され、塗料溜まり7a〜7cへは、塗料供給管9a〜9cに設けたポンプ10a〜10cを介して塗料Sa〜Scが供給される。
【0017】
上記塗料Sa〜Scのうち、塗料Saは、感熱記録体のトップ層の形成に用いる塗料であり、後述のステアリン酸亜鉛等を除き、従来と同様に、主成分であるベース樹脂中に顔料等の各種成分が含有されている。塗料Sbは、バリア層の形成に用いる塗料であり、従来と同様に主に樹脂からなる。塗料Scは、感熱記録層の形成に用いる塗料であり、発色剤、顕色剤、バインダ、その他を含み、後述のバインダ含有量を除き、従来の感熱記録層形成用の塗料と同様である。
【0018】
スライド傾斜面3の先端のリップ13は、各層塗料膜17a〜17cがスライド傾斜面3上からカーテン塗膜19になって自由落下を開始する箇所である。カーテン塗膜19の両端をガイドするエッジガイド15は、リップ13の幅方向両側で鉛直下方に延びるように配置されている。カーテン塗膜19は、リップ13から自由落下する間に幅が狭くなって、いわゆるネックインと称される現象が発生する。エッジガイド15は、こうしたネックイン現象を防止し、カーテン塗膜19の幅を安定化させるようカーテン塗膜19の幅方向両端をガイドする。また、エッジガイド15下方には、基材21が矢印水平方向に連続走行している。
【0019】
カーテン塗膜19は、リップ13からエッジガイド15でガイドされて、連続走行する基材21上に落下して、前記矢印方向に移動し、乾燥等の所要の処理を施される。
【0020】
塗料Sa〜Scは、スライド傾斜面3のスロット5a〜5cの上端開口からスライド傾斜面3上に吐出されると共に、スライド傾斜面3を流下する過程で、3層塗料膜17a〜17cに積層される。
【0021】
この実施形態では、スライド傾斜面3上で各層塗料膜17a〜17cの積層状態が崩れないようにするために、各層塗料膜17a〜17cの塗料Sa〜Scの動的表面張力を後述する条件を満たすように設定して、スライド傾斜面3では、各層塗料膜17a〜17c相互間に作用する動的表面張力をバランスさせることで、各層塗料膜17a〜17cの塗料Sa〜Scが混じることなく、カーテン塗膜19となって基材21上に落下するようにしている。
【0022】
図2は、上記カーテンコーターを用いて、本実施形態の製造方法により製造される感熱記録体23の断面図である。本実施形態の製造方法で製造する感熱記録体23は、基材21に3層の多層塗膜25を形成する。この多層塗膜25は、上層のトップ層25a、中間層のバリア層25b、下層の感熱記録層25cの合計3層から構成される。
【0023】
上記のように3層構成の感熱記録体23の製造を以下に詳しく説明する。
【0024】
カーテン塗工においては、各層塗料膜17a〜17cを積層した状態でカーテン塗膜19にして基材21上に落下させて同時多層塗工するので、スライド傾斜面3上で各層塗料膜17a〜17cを積層させる必要がある。この積層の過程においては、スライド傾斜面3上の各層塗料膜17a〜17cの相互の接触面には、動的表面張力が作用している。
【0025】
この動的表面張力に関して、これら各層塗料膜17a〜17cのうち、相対的に、上層側塗料の動的表面張力よりも下層側塗料の動的表面張力が大きいときは、上層側塗料は下層側塗料の表面に濡れ性よく広がろうと作用する。その逆に、下層側塗料の動的表面張力よりも上層側塗料の動的表面張力が大きいときは、上層側塗料は下層側塗料表面から弾かれて縮小しようと作用する。
【0026】
そして、上層側の塗料の動的表面張力と下層側の塗料の動的表面張力との差が大き過ぎると、各層塗料膜17a〜17cの膜厚とか膜形状とかの積層形態が崩れ易くなるので、各層塗料膜17a〜17c間で動的表面張力をバランスさせることは、積層状態を良好にする上で重要である。
【0027】
この実施形態では、この積層状態を良好にするために、各層塗料膜17a〜17cの各塗料Sa〜Scは、相対的に下層側の塗料の動的表面張力を上層側の塗料の動的表面張力の0.8倍以上、1.1倍以下にすることで、各層塗料膜17a〜17c間で動的表面張力をバランスさせるようにしている。
【0028】
表1に各層塗料膜17a〜17cの界面寿命が50msでの動的表面張力を示している。なお、この表1には、後述の低いせん断速度(10S-1)時の粘度、いわゆるローシェア粘度を併せて示している。
【0029】
【表1】

この実施形態の感熱記録体23は、トップ層25a、バリア層25b、および感熱記録層25cの3層からなる構成であるので、これら3層の各層塗料膜17a〜17c間の動的表面張力を、上記表1に示す割合になるように調整している。
【0030】
この表1では、トップ層塗料膜17aの塗料Saの動的表面張力(mN/m)の低い方の値を、基準の「1」とした割合で示しており、トップ層塗料膜17aの塗料Saの動的表面張力の割合は1〜1.13、バリア層塗料膜17bの塗料Sbの動的表面張力の割合は1.07〜1.13、感熱記録層塗料膜17cの塗料Scの動的表面張力の割合は1.10〜1.16としている。
【0031】
この動的表面張力の設定により、トップ層塗料膜17aとバリア層塗料膜17bとの間では、下層側のバリア層塗料膜17bの塗料Sbの動的表面張力の割合が、1.07〜1.13であり、上層側のトップ層塗料膜17aの塗料Saの動的表面張力の割合が、1〜1.13であるから、下層側のバリア層塗料膜17bの塗料Sbの動的表面張力は、上層側のトップ層塗料膜17aの塗料Saの動的表面張力の0.88倍以上、1.06倍以下である。
【0032】
バリア層塗料膜17bと感熱記録層塗料膜17cとの間では、下層側の感熱記録層塗料膜17cの塗料Scの動的表面張力の割合が、1.10〜1.16であり、上層側のバリア層塗料膜17bの塗料Sbの動的表面張力の割合が、1.07〜1.13であるから、下層側の感熱記録層塗料膜17cの塗料Scの動的表面張力は、上層側のバリア層塗料膜17bの塗料Sbの動的表面張力の0.92倍以上、1.03倍以下である。
【0033】
いずれも、各層塗料膜17a〜17c間では、相対的に、下層側となる塗料膜の塗料の動的表面張力は、上層側となる塗料膜の塗料の動的表面張力の0.8倍以上、1.1倍以下の範囲となっている。
【0034】
このように、各層塗料膜17a〜17c相互間の動的表面張力を上記の範囲に設定すると、互いの動的表面張力がバランスされて、スライド傾斜面3で各層塗料膜17a〜17cの界面に混じりが起きなくなり、この積層状態でカーテン塗膜19となって基材21上に落下し、各層25a〜25cが均一な多層塗膜25が形成された感熱記録体23を製造することができる。
【0035】
以上では、各層塗料膜17a〜17cの塗料Sa〜Scの動的表面張力のバランスについて説明したけれども、スライド傾斜面3に吐出した各塗料Sa〜Scを塗料膜17a〜17cにして流下させつつ上下に積層させるために、各層塗料膜17a〜17cの塗料Sa〜Scの粘度も重要である。
【0036】
このスライド傾斜面3における各層塗料膜17a〜17cの粘度は、低いせん断速度時の粘度、いわゆるローシェア粘度であり、具体的には、低せん断速度(10S-1)時の粘度である。
【0037】
スライド傾斜面3における各層塗料膜17a〜17cの塗料Sa〜Scでは、例えば、上層側塗料の粘度が、下層側塗料の粘度よりも低いと、スライド傾斜面3上で、上層側塗料が、下層側塗料を追い越して下層側塗料に混じり、その結果、積層形態が崩れてしまう。
【0038】
このような積層形態の崩れを防止するために、各層塗料膜17a〜17cの塗料Sa〜Scにおいては、相対的に、上層側の塗料の粘度は、下層側の塗料の粘度の1倍以上、15倍以下とするのが好ましい。
【0039】
この実施形態では、3層の構成であるので、各層塗料膜17a〜17cの各塗料Sa〜Scの粘度(ローシェア粘度)を、上述の表1に示す割合となるように設定している。
【0040】
この表1では、感熱記録層塗料膜17cの塗料Scの粘度(mPa・s)の低い方の値を、基準の「1」とした割合で示しており、この感熱記録層塗料膜17cの塗料Scの粘度の割合が1〜2、バリア層塗料膜17bの塗料Sbの粘度の割合が2〜6、トップ層塗料膜17aの塗料Saの粘度の割合が6〜30となっている。
【0041】
トップ層塗料膜17aの塗料Saの粘度の割合は、6〜30であり、バリア層塗料膜17bの塗料Sbの粘度の割合は、2〜6であるから、上層側のトップ層塗料膜17aの塗料Saの粘度は、下層側のバリア層塗料膜17bの塗料Sbの粘度の1倍以上、15倍以下である。
【0042】
バリア層塗料膜17bの塗料Sbの粘度の割合は、2〜6であり、感熱記録層塗料膜17cの塗料Scの粘度の割合は、1〜2であるので、上層側のバリア層塗料膜17bの塗料Sbの粘度は、下層側の感熱記録層塗料膜17cの塗料Scの粘度の1倍以上、6倍以下である。
【0043】
いずれも、各層塗料膜17a〜17c間では、上層側の塗料膜の塗料の粘度は下層側の塗料膜の塗料の粘度の1倍以上、15倍以下の範囲を満たし、各層塗料膜17a〜17cは、スライド傾斜面3上でその積層形態が崩れずに済む。
【0044】
なお、実施形態の製造方法による感熱記録体23は、上記3層からなるが、感熱記録層25cと、その上に積層され、感熱記録層25cを保護する保護層との2層構成からなる感熱記録体を製造してもよいし、必要に応じて3層以上の感熱記録体を製造してもよい。また、3層以上の感熱記録体を製造する場合には、カーテンコータ−による同時多層塗工の層数を増加させてもよいし、カーテンコーターによる同時多層塗工とは別に、基材上に、アンダーコート層などの層を形成してもよい。
【0045】
次に、図1のカーテンコーターを用いた製造方法において、上記感熱記録体23を製造するための各種条件、例えば、感熱記録層のバインダ含有量、各塗料Sa〜Scの吐出量、その他の条件について、以下に説明する。
【0046】
(1)感熱記録層のバインダ含有量について
感熱記録層では、一般に、感熱記録体の層の強度を高めるなどのためにバインダが含有される。このバインダは、感熱記録層の発色性能を低下させてしまうので、低減することが好ましい。感熱記録体を感熱記録紙等の製品として使用するときの層の強度は、一般に、70g/25mm以上が必要とされている。
理由として、70g/25mm以上の層強度であれば、通常の印刷において、塗工層の脱落が生じにくいからである。
【0047】
従来の塗工方式として主に採用されるグラビア塗工による感熱記録体では、層の強度を製品として必要とする70g/25mm以上にしようとすると、バインダ含有量は、10.0重量%程度以上必要である。
【0048】
3層構成の実施形態の感熱記録体では、カーテン塗工により、形成された層の強度を必要とする70g/25mm以上確保すると共に、感熱記録層におけるバインダの含有量を8.0重量%未満に低減している。この感熱記録体23の層強度とバインダ含有量との関係を表2に示す。
【0049】
【表2】
表2のバインダ含有量は、乾燥処理後の感熱記録層のバインダ含有量、いわゆるドライ状態のバインダ含有量であり、感熱記録層の形成に用いる塗料の配合時に、異なるバインダ含有量となるように調合したものである。この表1では、比較例として、従来のグラビア塗工方式の感熱記録体についても同様に、バインダ含有量を変化させた場合の層強度を示している。
【0050】
表2に示す層強度の測定データを得るための試験は、テスター産業(株)製の高速剥離試験機を用いて次のようにして行った。
【0051】
この試験機では、感熱記録体の一部(25mm幅、200mm長)を試験片として用いた。試験片は、感熱記録層厚み約4.5μm(ドライ状態の塗布量約4.5g/m2)、バリア層厚み約1.5μm(ドライ状態の塗布量約1.5g/m2)、トップ層厚み約1.5μm(ドライ状態の塗布量約1.52g/m2)の感熱記録体とした。基材は上質紙を用いた。試験片にはPETテープを2kg/25mmの圧力で2kgのローラで1往復させて貼り合せ、PETテープを一部剥がしその先端を固定具につけた。そして、PETテープ先端を固定した状態で試験片を剥離角度180度角で、且つ、毎分80mの剥離速度で剥離し、この場合の剥離強度を層強度として測定した。
【0052】
表2に示すように、カーテン塗工方式の感熱記録体では、その感熱記録層のバインダ含有量が12.0重量%、8.0重量%のときには、基材が破壊するほどの層強度が得られた。
【0053】
さらに、バインダ含有量が6.0重量%、4.5重量%、3.0重量%のときには、層強度は、それぞれ、100g/25mm、75g/25mm、63g/25mmであった。
【0054】
従って、カーテン塗工方式による感熱記録体の場合、バインダ含有量は4.0重量%以上あれば、製品として使用するのに必要な70g/25mm以上の層強度を得ることができると推定される。
【0055】
グラビア塗工方式の感熱記録体では、感熱記録層のバインダ含有量が12.0重量%、8.0重量%のときには、基材が破壊する程の層強度は得られず、層強度は75g/25mm、40g/25mmであった。さらに、バインダ含有量が低くなると、層強度が低下しすぎて、測定できなかった。
【0056】
従って、グラビア塗工方式による感熱記録体の場合、バインダ含有量は10.0重量%以上あれば、製品として使用するのに必要な70g/25mm以上の層強度を得ることができると推定される。
【0057】
このことにより、カーテン塗工方式の感熱記録体では、製品として一般に必要とされる層強度を得るための感熱記録層のバインダ含有量を、グラビア塗工の感熱記録体よりも大幅に低減できる。また、バインダ含有量の低減により、感熱記録層の発色性能を向上させることができる。
【0058】
(2)各塗料の吐出量について
スライド傾斜面3上に各層塗料膜17a〜17cの塗料Sa〜Scを吐出する場合、相対的に下層側の塗料よりも上層側の塗料の吐出量が多すぎると、上層側の塗料膜がスライド傾斜面3上で下層塗料膜を追い越し、これら層の塗料膜が混じり、各層塗料膜17a〜17cが所要の積層状態に積層できなくなる。その逆に、下層側の塗料より、上層側の塗料の吐出量が少なすぎると、下層側の塗料膜上に上層側の塗料膜を積層することができなくなる。
【0059】
そのため、スライド傾斜面3上へは、各層塗料膜17a〜17cに対応して各塗料Sa〜Scを適正な吐出量で吐出させる必要がある。
【0060】
そこで、この各塗料Sa〜Scの吐出量については、下層側の塗料の吐出量を、上層側の塗料の吐出量の1倍以上、5倍以下、好ましくは、1倍以上、4倍以下に設定することが、スライド傾斜面3上で各層塗料膜17a〜17cの積層状態を良好に保つ上で好ましい。
【0061】
この実施形態では、3層の構成であるので、各塗料Sa〜Scそれぞれの吐出量の割合を、表3の塗工例1と、表4の塗工例2に示される割合とした。なお、表3、表4の各塗工例では、吐出量は、トップ層塗料膜17aの形成に用いる塗料Saの吐出量(L/min)を、基準の「1」とした割合で示している。また、塗布量は、乾燥処理後のドライ状態の塗布量であって、トップ層塗料膜17aの形成に用いる塗料Saの塗布量(g/m2)を、基準の「1」とした割合で示している。
【0062】
【表3】
【0063】
【表4】
表3に示す塗工例1では、トップ層塗料膜17a、バリア層塗料膜17b、感熱記録層塗料膜17cそれぞれの形成に用いる各塗料Sa〜Scの吐出量の割合は、それぞれ、1.0、1.18、1.87であった。
【0064】
この場合、トップ層塗料膜17aとバリア層塗料膜17bとの間では、下層側のバリア層塗料膜17bの吐出量の割合は、1.18であり、上層側のトップ層塗料膜17aの吐出量の割合は、1.0であり、したがって、下層側のバリア層塗料膜17bの吐出量は、上層側のトップ層塗料膜17aの吐出量の約1.2倍である。
【0065】
また、バリア層塗料膜17bと感熱記録層塗料膜17cとの間では、下層側の感熱記録層塗料膜17cの吐出量の割合は、1.87であり、上層側のバリア層塗料膜17bの吐出量の割合は、1.18であり、したがって、下層側の感熱記録層塗料膜17cの吐出量は、上層側のバリア層塗料膜17bの吐出量の約1.6倍である。いずれも、各層塗料膜17a〜17c間では、下層側となる塗料膜の吐出量が、上層側となる塗料膜の吐出量の1倍以上、4倍以下となっている。
【0066】
表4に示す塗工例2では、トップ層塗料膜17a、バリア層塗料膜17b、感熱記録層塗料膜17cそれぞれの吐出量の割合は、1.0、1.68、3.75であった。
【0067】
この場合、トップ層塗料膜17aとバリア層塗料膜17bとの間では、下層側のバリア層塗料膜17bの吐出量の割合は、1.68であり、上層側のトップ層塗料膜17aの吐出量の割合は、1.0であり、したがって、下層側のバリア層塗料膜17bの吐出量は、上層側のトップ層塗料膜17aの吐出量の約1.7倍である。
【0068】
また、バリア層塗料膜17bと感熱記録層塗料膜17cとの間では、下層側の感熱記録層塗料膜17cの吐出量の割合は、3.75であり、上層側のバリア層塗料膜17bの吐出量の割合は、1.68であり、したがって、下層側の感熱記録層塗料膜17cの吐出量は、上層側のバリア層塗料膜17bの吐出量の約2.2倍である。
【0069】
いずれも、各層塗料膜17a〜17c間では、下層側となる塗料膜の塗料の吐出量が、上層側となる塗料膜の塗料の吐出量の1倍以上、4倍以下の範囲となっている。
【0070】
(3)トップ層塗料膜のローシェア粘度について
各層塗料膜17a〜17cのうち、トップ層塗料膜17aの形成に用いる塗料Saは、熱記録時のサーマルヘッドとのマッチング性の向上、保護層の耐水性の向上等の目的で、主成分であるベース樹脂中に、顔料、ワックス、等が添加され、また、感熱記録層やバリア層上にトップ層を均一に形成させるための界面活性剤、粘度調整のための増粘剤等が添加されている。
【0071】
かかる塗料Saにより形成されるトップ層塗料膜17aの場合、その顔料やワックス等に、例えば後述するステアリン酸亜鉛のような、ベース樹脂より比重が大きい成分が含まれていると、各層塗料膜17a〜17cが、スライド傾斜面3上で積層される過程で、トップ層塗料膜17a中の比重が大きい成分が感熱記録層塗料膜17cに沈降してくる場合がある。このように顔料などの比重が大きい成分が、感熱記録層塗料膜17cに入り込むと、得られる感熱記録体の印字保存性が低下する。
【0072】
このような印字保存性の低下を防止するために、トップ層塗料膜17a中の比重が大きい成分が、下層側に沈降しないように、スライド傾斜面3上におけるトップ層塗料膜17aの塗料Saの粘度、すなわち、低せん断速度10S-1時のローシェア粘度を、それより直下の塗料膜17bの塗料Sbのローシェア粘度よりも高くすることが好ましい。
【0073】
具体的には、トップ層塗料膜17aの塗料Saのローシェア粘度は、それより下層側の塗料膜17bの塗料Sbのローシェア粘度の1倍以上、10倍以下の範囲に設定するのが好ましく、トップ層塗料膜17aの塗料Saのローシェア粘度は、それより下層側の塗料膜17bの塗料Sbのローシェア粘度の1倍以上、8倍以下の範囲に設定するのがより好ましい。
【0074】
このようにトップ層塗料膜17aの塗料Saのローシェア粘度を、上記のように設定することによって、トップ層塗料膜17aの塗料Saに含まれる比重の大きな成分が、下層側に沈降して感熱記録層塗料膜17cに入り込むのを阻止することができる。
【0075】
この実施形態では、下層側の層であるバリア層塗料膜17bの塗料Sbのローシェア粘度を一定とし、トップ層塗料膜17aの塗料Saのローシェア粘度を、表5に示されるように、トップ層塗料膜17aの塗料Saのローシェア粘度のバリア層塗料膜17bの塗料Sbのローシェア粘度に対する比の値(=トップ層塗料膜粘度/下層側粘度)が、No.1では0.16、No.2では1.00、No.3では5.00、No.4では8.33、No.5では10.00となるように変化させたときの感熱記録体としての印字保存性と塗工適性とを評価した。
【0076】
【表5】
この印字保存性の確認は、マクベス濃度計(ビジュアルフィルタ)で1.30以上の発色サンプルを用意して行った。厚み15μmの塩化ビニル製のラップを、3枚重ねで、発色サンプル表裏面を挟み込む。ついで、300g/cm2の荷重をかけて、40℃15時間の環境下に放置する。そして、塩化ビニル製のラップを剥がした後の印字濃度が、試験前の75%以上に残存していれば、印字保存性良好とした。
【0077】
塗工適性は、カーテン塗膜の正面形状の目視観察により行った。表5で×は不良、△はやや不良、○は良好、◎は非常に良好を示す。
【0078】
表5に示すように、トップ層塗料膜15aの塗料Saのローシェア粘度の下層側の塗料膜17bの塗料Sbのローシェア粘度に対する比の値が0.16では、印字保存性は不良であり、比の値が1.00〜10.00で、印字保存性が良好である。このことから、トップ層塗料膜17aの塗料Saのローシェア粘度は、それより下層側の塗料膜17bの塗料Sbのローシェア粘度の1倍以上、10倍以下の範囲に設定するのが印字保存性を良好にする上で好ましい。
【0079】
なお、塗工適正については、表5に示すように、トップ層塗料膜17aの塗料Saのローシェア粘度の下層側の塗料膜17bの塗料Sbのローシェア粘度に対する比の値が、5.00以下、すなわち、5倍以下では良好であったが、8倍以上である8.33ではやや不良、10倍である10.00では不良であった。
【0080】
(4)トップ層形成用塗料の配合について
(4−1)ステアリン酸亜鉛について
カーテンコーターのスライドダイ1のスライド傾斜面5上で各塗料Sa〜Scを吐出し、各層塗料膜17a〜17cを流下させて積層させる場合、感熱記録層塗料膜17cは下層側に、またトップ層塗料膜17aは上層側に積層される。その場合、トップ層塗料膜17aの形成に用いる塗料Saは、上記したように、主成分であるベース樹脂中に、顔料、ワックス、等が添加され、また、感熱記録層やバリア層上にトップ層を均一に形成させるための界面活性剤、粘度調整のための増粘剤等を含むが、そのワックスには従来、ベース樹脂より比重が大きい成分であるステアリン酸亜鉛が含有されている。
【0081】
従来のように、トップ層塗料膜17aにベース樹脂より比重が大きいステアリン酸亜鉛が含有されていると、そのステアリン酸亜鉛が感熱記録層塗料膜17cに沈降してくることがある。このようにステアリン酸亜鉛が下層側の感熱記録層塗料膜17cに沈降して入り込むと、感熱記録体の印字保存性は低下する。
【0082】
この印字保存性が低下しないようにするには、各塗料Sa〜Scのうちトップ層の形成に用いる塗料Saからステアリン酸亜鉛を除去することが好ましく、この実施形態では、トップ層塗料膜17aの形成に用いる塗料Saには、ステアリン酸亜鉛を配合していない。
【0083】
表6は、感熱記録体の感熱記録層の塗料配合時に、感熱記録層に含有する各成分を個別に除去し、その成分が含有されていないときの印字保存性を示す。この印字保存性の評価は、上述の表5と同様に行った。塗料には、感熱記録層のベース樹脂、顔料、ワックスとしてのステアリン酸亜鉛、界面活性剤、増粘剤が配合されている。
【0084】
【表6】
表6に示すように、塗料にステアリン酸亜鉛を配合し、顔料、界面活性剤、増粘剤を除去すると、いずれも印字保存性は不良であったが、ステアリン酸亜鉛のみを除去すると、印字保存性は良好となった。
【0085】
なお、上記ではステアリン酸亜鉛について説明したが、ベース樹脂より比重が大きい成分、例えば、カルナバワックス、モンタン酸エステルワックス、ステアリン酸アマイド等が、含有される場合は、上記と同様に除去してもよい。
【0086】
(4−2)ウレタン変性ポリエーテルについて
ステアリン酸亜鉛は、一般に、トップ層塗料膜17aの塗料Saにワックスとしてサーマルヘッドとの滑りなどのマッチング性向上などのため配合される。そのためトップ層塗料膜17aの塗料Saにステアリン酸亜鉛を配合しないと、サーマルヘッドとのマッチング性が低下する。
【0087】
このため、塗料にサーマルヘッドとのマッチング性の低下を防止するための添加剤を配合するのが好ましい。
【0088】
この実施形態では、トップ層塗料膜17aの形成に用いる塗料Saには、前記添加剤としてウレタン変性ポリエーテルを配合している。このウレタン変性ポリエーテルには、例えばサンノプコ(株)製で商品名「SNシックスナー621」を使用することができる。
【0089】
また、ウレタン変性ポリエーテルは、塗料の主成分であるベース樹脂よりも比重が小さいので、ステアリン酸亜鉛とは異なり、スライド傾斜面3上でトップ層塗料膜17aから感熱記録層塗料膜17cに沈降してくることはないため、感熱記録体の印字保存性を良好に保つことができる。
【0090】
【表7】
表7に、トップ層塗料膜17aの形成に用いる塗料Saに、ステアリン酸亜鉛を8.0重量%、4.0重量%配合したときの印字適正と、ステアリン酸亜鉛とウレタン変性ポリエーテルを共に配合していないときの印字適正と、ウレタン変性ポリエーテルを4.0重量%配合したときの印字適正を示す。この表7に示すように、ウレタン変性ポリエーテルは、トップ層塗料膜17aに添加したとき、ステアリン酸亜鉛と同様に印字適正を良好にすることが判る。
【0091】
また、ポリエチレンワックスなどを更に添加すると、印字適正を一層良好にすることが可能となる。
【0092】
(5)エッジガイド水とカーテン塗膜との表面張力差について
エッジガイド15は、上記したように、カーテン塗膜19の幅を規制すると同時に、カーテン塗膜19の両端をガイドして安定化させるものであり、このエッジガイド15には、その表面に、潤滑用のエッジガイド水が給水されている。
【0093】
このエッジガイド水の表面張力とカーテン塗膜19の端部の表面張力との差が大きくてバランスされていないと、カーテン塗膜19の端部が、エッジガイド水側に入り込んでその端部厚みが薄く変形したり、あるいは、その逆に、その端部にエッジガイド水が浸入してくるようになる。
【0094】
そこで、エッジガイド水の表面張力とカーテン塗膜19の端部の表面張力との差を、絶対値で、4mN/m以下としてほぼバランスさせるのが好ましい。
【0095】
このように上記両表面張力の差を絶対値で4mN/m以下とすると、両表面張力がほぼバランスしてカーテン塗膜19は、膜厚が幅方向全体にほぼ均等となって、基材21上に落下し、これにより塗工適正が良好となる。
【0096】
図3、図4、表8を参照して、上記したエッジガイド水とカーテン塗膜19の端部との表面張力関係等を、説明する。図3は、エッジガイド15とカーテン塗膜19とを正面から見た図を示し、図4(a)(b)(c)は、図3のA−A線に沿う断面を示し、エッジガイド水の表面張力を変化させた場合のエッジガイド水とカーテン塗膜端部との境界部分の状態を示す。
【0097】
これらの図において、エッジガイド15は、一対の金属板材15a間にポーラスガラス15bが挟持された構成になっており、ポーラスガラス15bに表面張力調整のための界面活性剤入りのエッジガイド水15cが給水される。この界面活性剤には、例えば、アセチレングリコール系の界面活性剤を使用することができる。
【0098】
表8は、カーテン塗膜19とエッジガイド水15cとの表面張力の差を絶対値で示している。なお、カーテン塗膜19を構成する各塗料Sa〜Scの表面張力は、同じ表面張力となるように調整した。
【0099】
【表8】
この表8では、カーテン塗膜19の表面張力を一定とし、エッジガイド水15cの表面張力を変化させて、これら両表面張力の差を絶対値で35mN/m、11mN/m、2mN/m、5mN/mと変化させたときのカーテン塗膜の状態を記載している。ただし、35mN/m、11mN/mは、エッジガイド水15cの表面張力がカーテン塗膜19の表面張力よりも大きい場合の表面張力差であり、2mN/m、5mN/mは、エッジガイド水15cの表面張力がカーテン塗膜19の表面張力よりも小さい場合の表面張力差である。
【0100】
表8に示すように、両表面張力差が、絶対値で、35mN/m、11mN/mであると、カーテン塗膜19の端部19aは、図4(a)で示すように、エッジガイド水15c表面に濡れ広がり、部分的に薄くなる。したがって、上記両表面張力は上記差ではバランスしないことが判る。
【0101】
両表面張力差が、絶対値で2mN/mであると、カーテン塗膜19の端部19aは、図4(b)で示すように、エッジガイド水15c表面に濡れ広がらず、エッジガイド水15cとカーテン塗膜19の端部19aはバランスされ、カーテン塗膜19は幅方向全体に膜厚均等になった。上記両表面張力は上記差でバランスすることが判る。
【0102】
両表面張力差が、絶対値で5mN/mであると、図4(c)で示すように、エッジガイド水15cがカーテン塗膜19の端部19aへ入り込むから、上記両表面張力は上記差ではバランスしないことが判る。
【0103】
このことから、エッジガイド水15cとカーテン塗膜19の端部19aがバランスして、塗工適正がよくなるのは、両表面張力差が、絶対値で4mN/m以下のときである。
【符号の説明】
【0104】
1 スライドダイ
3 スライド傾斜面
5a−5c スロット
13 リップ
15 エッジガイド
17a−17c 各層塗料膜
19 カーテン塗膜
21 基材
23 感熱記録体
25 塗料膜
25a トップ層
25b バリア層
25c 感熱記録層
Sa−Sc 塗料
【技術分野】
【0001】
本発明は、感熱記録体の製造方法に関し、更に詳しくは、基材上に、感熱記録層を含め、少なくとも2層を形成した感熱記録体の製造方法に関し、更に詳しくは、カーテン塗工を用いた感熱記録体の製造方法に関する。
【背景技術】
【0002】
感熱記録体は、一般に、基材上に、加熱により発色する感熱記録層と、その上に感熱記録層を保護するための保護層とを備えており、サ−マルヘッド、ホットスタンプ、レーザー光等の加熱によって、感熱記録層が発色して記録することができるものであり、かかる感熱記録体は、プリンタ、医療計測用のレコーダー、ファクシミリ、自動券売機、感熱複写機、ハンディターミナル、等の各分野において、感熱記録紙などとして広く使用されている(例えば特許文献1参照)。
【0003】
このような感熱記録体の製造では、基材上に感熱記録層や、保護層等を塗布する従来の塗工方式として、グラビア塗工、ロッド方式、ロール塗工方式等がある。しかし、これらの塗工では、基材に接触して塗工を行うので、感熱記録体表面に、いわゆる、すじなどが生じやすいという欠点がある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−067017号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記グラビア塗工等とは異なり、カーテン塗工は、基材に非接触の塗工であるので、上記欠点は発生しにくく、また、基材に塗料膜を多層同時塗工して塗工速度を高めることができる。
【0006】
この多層同時塗工では、各層に対応する塗料をスライド傾斜面上で塗料膜として積層すると共にその積層状態でカーテン状にして、移動する基材上に落下させて、多層同時塗工するようにしている。
【0007】
しかしながら、かかる多層同時塗工においては、スライド傾斜面上で各層に対応する塗料膜の状態によりその積層状態が崩れ易く、そのため、その塗料膜をその積層状態が崩れないようにしてカーテン状にして、基材上に落下させることが、必要である。
【0008】
本発明は、上述のような点に鑑みて為されたものであって、スライド傾斜面上で各層塗料間に作用する動的表面張力に着目して、前記積層形状の崩れを防止できるようにし、各層塗料が所要の積層状態で、カーテン状になって、基材上に落下して多層同時塗工が可能な感熱記録体の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明の感熱記録体の製造方法は、傾斜したスライド面上に、複数層の塗料の流れを形成し、前記スライド面から自然落下させて、移動する基材上に複数層の塗工膜を積層するカーテン塗工による感熱記録体の製造方法であって、前記複数層の塗料の下層側の塗料の動的表面張力を、上層側の塗料の動的表面張力の0.8倍以上、1.1倍以下にすることを特徴とする。
【0010】
本発明では、前記複数層の塗料の前記上層側の塗料の粘度を、前記下層側の塗料の粘度の1倍以上、15倍以下とするのが好ましい。この粘度は。低せん断速度時の粘度、いわゆるローシェア粘度である。
【0011】
本発明では、前記カーテン塗工によって、前記基材上に、感熱記録層、バリア層およびトップ層を積層形成してもよい。
【発明の効果】
【0012】
本発明では、 カーテン塗工によって基材上に複数層の塗工膜を積層する場合に、下層側の塗料膜の塗料の動的表面張力を上層側の塗料膜の塗料の動的表面張力の0.8倍以上、1.1倍以下とするので、斜面上では、各層塗料膜相互間に作用する動的表面張力がバランスされる結果、各層塗料膜が所要の状態に積層されて、カーテン塗膜となって基材上に落下し、基材上に多層塗膜が同時塗工された感熱記録体を得ることができる。
【図面の簡単な説明】
【0013】
【図1】図1は、カーテンコーターの概略構成図である。
【図2】図2は、感熱記録体の断面図である。
【図3】図3は、エッジガイドとカーテン塗膜を正面から見た状態を示す図である。
【図4】図4は、図3のA−A線に沿う断面図である。
【発明を実施するための形態】
【0014】
以下、添付した図面を参照して、本発明の実施の形態に係る感熱記録体の製造方法を詳細に説明する。実施形態の製造方法は、後述のように、基材上に、感熱記録層、バリア層およびトップ層を有する3層構造の感熱記録体を、同時多層塗工のカーテン塗工方法によって製造する。
【0015】
図1は、前記同時多層塗工に用いるカーテンコーターの概略構成図である。このカーテンコーターは、スライドダイ1を備えており、このスライドダイ1は、その上面に下り勾配に傾斜したスライド傾斜面3を有する。スライド傾斜面3には、上記感熱記録体の上記各層それぞれを形成するための塗料Sa〜Scを吐出するスロット5a〜5cが設けられている。
【0016】
各スロット5a〜5cの上流側には、塗料溜まり7a〜7cが設けられている。各スロット5a〜5cの下端には、塗料供給管9a〜9cが接続され、塗料溜まり7a〜7cへは、塗料供給管9a〜9cに設けたポンプ10a〜10cを介して塗料Sa〜Scが供給される。
【0017】
上記塗料Sa〜Scのうち、塗料Saは、感熱記録体のトップ層の形成に用いる塗料であり、後述のステアリン酸亜鉛等を除き、従来と同様に、主成分であるベース樹脂中に顔料等の各種成分が含有されている。塗料Sbは、バリア層の形成に用いる塗料であり、従来と同様に主に樹脂からなる。塗料Scは、感熱記録層の形成に用いる塗料であり、発色剤、顕色剤、バインダ、その他を含み、後述のバインダ含有量を除き、従来の感熱記録層形成用の塗料と同様である。
【0018】
スライド傾斜面3の先端のリップ13は、各層塗料膜17a〜17cがスライド傾斜面3上からカーテン塗膜19になって自由落下を開始する箇所である。カーテン塗膜19の両端をガイドするエッジガイド15は、リップ13の幅方向両側で鉛直下方に延びるように配置されている。カーテン塗膜19は、リップ13から自由落下する間に幅が狭くなって、いわゆるネックインと称される現象が発生する。エッジガイド15は、こうしたネックイン現象を防止し、カーテン塗膜19の幅を安定化させるようカーテン塗膜19の幅方向両端をガイドする。また、エッジガイド15下方には、基材21が矢印水平方向に連続走行している。
【0019】
カーテン塗膜19は、リップ13からエッジガイド15でガイドされて、連続走行する基材21上に落下して、前記矢印方向に移動し、乾燥等の所要の処理を施される。
【0020】
塗料Sa〜Scは、スライド傾斜面3のスロット5a〜5cの上端開口からスライド傾斜面3上に吐出されると共に、スライド傾斜面3を流下する過程で、3層塗料膜17a〜17cに積層される。
【0021】
この実施形態では、スライド傾斜面3上で各層塗料膜17a〜17cの積層状態が崩れないようにするために、各層塗料膜17a〜17cの塗料Sa〜Scの動的表面張力を後述する条件を満たすように設定して、スライド傾斜面3では、各層塗料膜17a〜17c相互間に作用する動的表面張力をバランスさせることで、各層塗料膜17a〜17cの塗料Sa〜Scが混じることなく、カーテン塗膜19となって基材21上に落下するようにしている。
【0022】
図2は、上記カーテンコーターを用いて、本実施形態の製造方法により製造される感熱記録体23の断面図である。本実施形態の製造方法で製造する感熱記録体23は、基材21に3層の多層塗膜25を形成する。この多層塗膜25は、上層のトップ層25a、中間層のバリア層25b、下層の感熱記録層25cの合計3層から構成される。
【0023】
上記のように3層構成の感熱記録体23の製造を以下に詳しく説明する。
【0024】
カーテン塗工においては、各層塗料膜17a〜17cを積層した状態でカーテン塗膜19にして基材21上に落下させて同時多層塗工するので、スライド傾斜面3上で各層塗料膜17a〜17cを積層させる必要がある。この積層の過程においては、スライド傾斜面3上の各層塗料膜17a〜17cの相互の接触面には、動的表面張力が作用している。
【0025】
この動的表面張力に関して、これら各層塗料膜17a〜17cのうち、相対的に、上層側塗料の動的表面張力よりも下層側塗料の動的表面張力が大きいときは、上層側塗料は下層側塗料の表面に濡れ性よく広がろうと作用する。その逆に、下層側塗料の動的表面張力よりも上層側塗料の動的表面張力が大きいときは、上層側塗料は下層側塗料表面から弾かれて縮小しようと作用する。
【0026】
そして、上層側の塗料の動的表面張力と下層側の塗料の動的表面張力との差が大き過ぎると、各層塗料膜17a〜17cの膜厚とか膜形状とかの積層形態が崩れ易くなるので、各層塗料膜17a〜17c間で動的表面張力をバランスさせることは、積層状態を良好にする上で重要である。
【0027】
この実施形態では、この積層状態を良好にするために、各層塗料膜17a〜17cの各塗料Sa〜Scは、相対的に下層側の塗料の動的表面張力を上層側の塗料の動的表面張力の0.8倍以上、1.1倍以下にすることで、各層塗料膜17a〜17c間で動的表面張力をバランスさせるようにしている。
【0028】
表1に各層塗料膜17a〜17cの界面寿命が50msでの動的表面張力を示している。なお、この表1には、後述の低いせん断速度(10S-1)時の粘度、いわゆるローシェア粘度を併せて示している。
【0029】
【表1】
この実施形態の感熱記録体23は、トップ層25a、バリア層25b、および感熱記録層25cの3層からなる構成であるので、これら3層の各層塗料膜17a〜17c間の動的表面張力を、上記表1に示す割合になるように調整している。
【0030】
この表1では、トップ層塗料膜17aの塗料Saの動的表面張力(mN/m)の低い方の値を、基準の「1」とした割合で示しており、トップ層塗料膜17aの塗料Saの動的表面張力の割合は1〜1.13、バリア層塗料膜17bの塗料Sbの動的表面張力の割合は1.07〜1.13、感熱記録層塗料膜17cの塗料Scの動的表面張力の割合は1.10〜1.16としている。
【0031】
この動的表面張力の設定により、トップ層塗料膜17aとバリア層塗料膜17bとの間では、下層側のバリア層塗料膜17bの塗料Sbの動的表面張力の割合が、1.07〜1.13であり、上層側のトップ層塗料膜17aの塗料Saの動的表面張力の割合が、1〜1.13であるから、下層側のバリア層塗料膜17bの塗料Sbの動的表面張力は、上層側のトップ層塗料膜17aの塗料Saの動的表面張力の0.88倍以上、1.06倍以下である。
【0032】
バリア層塗料膜17bと感熱記録層塗料膜17cとの間では、下層側の感熱記録層塗料膜17cの塗料Scの動的表面張力の割合が、1.10〜1.16であり、上層側のバリア層塗料膜17bの塗料Sbの動的表面張力の割合が、1.07〜1.13であるから、下層側の感熱記録層塗料膜17cの塗料Scの動的表面張力は、上層側のバリア層塗料膜17bの塗料Sbの動的表面張力の0.92倍以上、1.03倍以下である。
【0033】
いずれも、各層塗料膜17a〜17c間では、相対的に、下層側となる塗料膜の塗料の動的表面張力は、上層側となる塗料膜の塗料の動的表面張力の0.8倍以上、1.1倍以下の範囲となっている。
【0034】
このように、各層塗料膜17a〜17c相互間の動的表面張力を上記の範囲に設定すると、互いの動的表面張力がバランスされて、スライド傾斜面3で各層塗料膜17a〜17cの界面に混じりが起きなくなり、この積層状態でカーテン塗膜19となって基材21上に落下し、各層25a〜25cが均一な多層塗膜25が形成された感熱記録体23を製造することができる。
【0035】
以上では、各層塗料膜17a〜17cの塗料Sa〜Scの動的表面張力のバランスについて説明したけれども、スライド傾斜面3に吐出した各塗料Sa〜Scを塗料膜17a〜17cにして流下させつつ上下に積層させるために、各層塗料膜17a〜17cの塗料Sa〜Scの粘度も重要である。
【0036】
このスライド傾斜面3における各層塗料膜17a〜17cの粘度は、低いせん断速度時の粘度、いわゆるローシェア粘度であり、具体的には、低せん断速度(10S-1)時の粘度である。
【0037】
スライド傾斜面3における各層塗料膜17a〜17cの塗料Sa〜Scでは、例えば、上層側塗料の粘度が、下層側塗料の粘度よりも低いと、スライド傾斜面3上で、上層側塗料が、下層側塗料を追い越して下層側塗料に混じり、その結果、積層形態が崩れてしまう。
【0038】
このような積層形態の崩れを防止するために、各層塗料膜17a〜17cの塗料Sa〜Scにおいては、相対的に、上層側の塗料の粘度は、下層側の塗料の粘度の1倍以上、15倍以下とするのが好ましい。
【0039】
この実施形態では、3層の構成であるので、各層塗料膜17a〜17cの各塗料Sa〜Scの粘度(ローシェア粘度)を、上述の表1に示す割合となるように設定している。
【0040】
この表1では、感熱記録層塗料膜17cの塗料Scの粘度(mPa・s)の低い方の値を、基準の「1」とした割合で示しており、この感熱記録層塗料膜17cの塗料Scの粘度の割合が1〜2、バリア層塗料膜17bの塗料Sbの粘度の割合が2〜6、トップ層塗料膜17aの塗料Saの粘度の割合が6〜30となっている。
【0041】
トップ層塗料膜17aの塗料Saの粘度の割合は、6〜30であり、バリア層塗料膜17bの塗料Sbの粘度の割合は、2〜6であるから、上層側のトップ層塗料膜17aの塗料Saの粘度は、下層側のバリア層塗料膜17bの塗料Sbの粘度の1倍以上、15倍以下である。
【0042】
バリア層塗料膜17bの塗料Sbの粘度の割合は、2〜6であり、感熱記録層塗料膜17cの塗料Scの粘度の割合は、1〜2であるので、上層側のバリア層塗料膜17bの塗料Sbの粘度は、下層側の感熱記録層塗料膜17cの塗料Scの粘度の1倍以上、6倍以下である。
【0043】
いずれも、各層塗料膜17a〜17c間では、上層側の塗料膜の塗料の粘度は下層側の塗料膜の塗料の粘度の1倍以上、15倍以下の範囲を満たし、各層塗料膜17a〜17cは、スライド傾斜面3上でその積層形態が崩れずに済む。
【0044】
なお、実施形態の製造方法による感熱記録体23は、上記3層からなるが、感熱記録層25cと、その上に積層され、感熱記録層25cを保護する保護層との2層構成からなる感熱記録体を製造してもよいし、必要に応じて3層以上の感熱記録体を製造してもよい。また、3層以上の感熱記録体を製造する場合には、カーテンコータ−による同時多層塗工の層数を増加させてもよいし、カーテンコーターによる同時多層塗工とは別に、基材上に、アンダーコート層などの層を形成してもよい。
【0045】
次に、図1のカーテンコーターを用いた製造方法において、上記感熱記録体23を製造するための各種条件、例えば、感熱記録層のバインダ含有量、各塗料Sa〜Scの吐出量、その他の条件について、以下に説明する。
【0046】
(1)感熱記録層のバインダ含有量について
感熱記録層では、一般に、感熱記録体の層の強度を高めるなどのためにバインダが含有される。このバインダは、感熱記録層の発色性能を低下させてしまうので、低減することが好ましい。感熱記録体を感熱記録紙等の製品として使用するときの層の強度は、一般に、70g/25mm以上が必要とされている。
理由として、70g/25mm以上の層強度であれば、通常の印刷において、塗工層の脱落が生じにくいからである。
【0047】
従来の塗工方式として主に採用されるグラビア塗工による感熱記録体では、層の強度を製品として必要とする70g/25mm以上にしようとすると、バインダ含有量は、10.0重量%程度以上必要である。
【0048】
3層構成の実施形態の感熱記録体では、カーテン塗工により、形成された層の強度を必要とする70g/25mm以上確保すると共に、感熱記録層におけるバインダの含有量を8.0重量%未満に低減している。この感熱記録体23の層強度とバインダ含有量との関係を表2に示す。
【0049】
【表2】
表2のバインダ含有量は、乾燥処理後の感熱記録層のバインダ含有量、いわゆるドライ状態のバインダ含有量であり、感熱記録層の形成に用いる塗料の配合時に、異なるバインダ含有量となるように調合したものである。この表1では、比較例として、従来のグラビア塗工方式の感熱記録体についても同様に、バインダ含有量を変化させた場合の層強度を示している。
【0050】
表2に示す層強度の測定データを得るための試験は、テスター産業(株)製の高速剥離試験機を用いて次のようにして行った。
【0051】
この試験機では、感熱記録体の一部(25mm幅、200mm長)を試験片として用いた。試験片は、感熱記録層厚み約4.5μm(ドライ状態の塗布量約4.5g/m2)、バリア層厚み約1.5μm(ドライ状態の塗布量約1.5g/m2)、トップ層厚み約1.5μm(ドライ状態の塗布量約1.52g/m2)の感熱記録体とした。基材は上質紙を用いた。試験片にはPETテープを2kg/25mmの圧力で2kgのローラで1往復させて貼り合せ、PETテープを一部剥がしその先端を固定具につけた。そして、PETテープ先端を固定した状態で試験片を剥離角度180度角で、且つ、毎分80mの剥離速度で剥離し、この場合の剥離強度を層強度として測定した。
【0052】
表2に示すように、カーテン塗工方式の感熱記録体では、その感熱記録層のバインダ含有量が12.0重量%、8.0重量%のときには、基材が破壊するほどの層強度が得られた。
【0053】
さらに、バインダ含有量が6.0重量%、4.5重量%、3.0重量%のときには、層強度は、それぞれ、100g/25mm、75g/25mm、63g/25mmであった。
【0054】
従って、カーテン塗工方式による感熱記録体の場合、バインダ含有量は4.0重量%以上あれば、製品として使用するのに必要な70g/25mm以上の層強度を得ることができると推定される。
【0055】
グラビア塗工方式の感熱記録体では、感熱記録層のバインダ含有量が12.0重量%、8.0重量%のときには、基材が破壊する程の層強度は得られず、層強度は75g/25mm、40g/25mmであった。さらに、バインダ含有量が低くなると、層強度が低下しすぎて、測定できなかった。
【0056】
従って、グラビア塗工方式による感熱記録体の場合、バインダ含有量は10.0重量%以上あれば、製品として使用するのに必要な70g/25mm以上の層強度を得ることができると推定される。
【0057】
このことにより、カーテン塗工方式の感熱記録体では、製品として一般に必要とされる層強度を得るための感熱記録層のバインダ含有量を、グラビア塗工の感熱記録体よりも大幅に低減できる。また、バインダ含有量の低減により、感熱記録層の発色性能を向上させることができる。
【0058】
(2)各塗料の吐出量について
スライド傾斜面3上に各層塗料膜17a〜17cの塗料Sa〜Scを吐出する場合、相対的に下層側の塗料よりも上層側の塗料の吐出量が多すぎると、上層側の塗料膜がスライド傾斜面3上で下層塗料膜を追い越し、これら層の塗料膜が混じり、各層塗料膜17a〜17cが所要の積層状態に積層できなくなる。その逆に、下層側の塗料より、上層側の塗料の吐出量が少なすぎると、下層側の塗料膜上に上層側の塗料膜を積層することができなくなる。
【0059】
そのため、スライド傾斜面3上へは、各層塗料膜17a〜17cに対応して各塗料Sa〜Scを適正な吐出量で吐出させる必要がある。
【0060】
そこで、この各塗料Sa〜Scの吐出量については、下層側の塗料の吐出量を、上層側の塗料の吐出量の1倍以上、5倍以下、好ましくは、1倍以上、4倍以下に設定することが、スライド傾斜面3上で各層塗料膜17a〜17cの積層状態を良好に保つ上で好ましい。
【0061】
この実施形態では、3層の構成であるので、各塗料Sa〜Scそれぞれの吐出量の割合を、表3の塗工例1と、表4の塗工例2に示される割合とした。なお、表3、表4の各塗工例では、吐出量は、トップ層塗料膜17aの形成に用いる塗料Saの吐出量(L/min)を、基準の「1」とした割合で示している。また、塗布量は、乾燥処理後のドライ状態の塗布量であって、トップ層塗料膜17aの形成に用いる塗料Saの塗布量(g/m2)を、基準の「1」とした割合で示している。
【0062】
【表3】
【0063】
【表4】
表3に示す塗工例1では、トップ層塗料膜17a、バリア層塗料膜17b、感熱記録層塗料膜17cそれぞれの形成に用いる各塗料Sa〜Scの吐出量の割合は、それぞれ、1.0、1.18、1.87であった。
【0064】
この場合、トップ層塗料膜17aとバリア層塗料膜17bとの間では、下層側のバリア層塗料膜17bの吐出量の割合は、1.18であり、上層側のトップ層塗料膜17aの吐出量の割合は、1.0であり、したがって、下層側のバリア層塗料膜17bの吐出量は、上層側のトップ層塗料膜17aの吐出量の約1.2倍である。
【0065】
また、バリア層塗料膜17bと感熱記録層塗料膜17cとの間では、下層側の感熱記録層塗料膜17cの吐出量の割合は、1.87であり、上層側のバリア層塗料膜17bの吐出量の割合は、1.18であり、したがって、下層側の感熱記録層塗料膜17cの吐出量は、上層側のバリア層塗料膜17bの吐出量の約1.6倍である。いずれも、各層塗料膜17a〜17c間では、下層側となる塗料膜の吐出量が、上層側となる塗料膜の吐出量の1倍以上、4倍以下となっている。
【0066】
表4に示す塗工例2では、トップ層塗料膜17a、バリア層塗料膜17b、感熱記録層塗料膜17cそれぞれの吐出量の割合は、1.0、1.68、3.75であった。
【0067】
この場合、トップ層塗料膜17aとバリア層塗料膜17bとの間では、下層側のバリア層塗料膜17bの吐出量の割合は、1.68であり、上層側のトップ層塗料膜17aの吐出量の割合は、1.0であり、したがって、下層側のバリア層塗料膜17bの吐出量は、上層側のトップ層塗料膜17aの吐出量の約1.7倍である。
【0068】
また、バリア層塗料膜17bと感熱記録層塗料膜17cとの間では、下層側の感熱記録層塗料膜17cの吐出量の割合は、3.75であり、上層側のバリア層塗料膜17bの吐出量の割合は、1.68であり、したがって、下層側の感熱記録層塗料膜17cの吐出量は、上層側のバリア層塗料膜17bの吐出量の約2.2倍である。
【0069】
いずれも、各層塗料膜17a〜17c間では、下層側となる塗料膜の塗料の吐出量が、上層側となる塗料膜の塗料の吐出量の1倍以上、4倍以下の範囲となっている。
【0070】
(3)トップ層塗料膜のローシェア粘度について
各層塗料膜17a〜17cのうち、トップ層塗料膜17aの形成に用いる塗料Saは、熱記録時のサーマルヘッドとのマッチング性の向上、保護層の耐水性の向上等の目的で、主成分であるベース樹脂中に、顔料、ワックス、等が添加され、また、感熱記録層やバリア層上にトップ層を均一に形成させるための界面活性剤、粘度調整のための増粘剤等が添加されている。
【0071】
かかる塗料Saにより形成されるトップ層塗料膜17aの場合、その顔料やワックス等に、例えば後述するステアリン酸亜鉛のような、ベース樹脂より比重が大きい成分が含まれていると、各層塗料膜17a〜17cが、スライド傾斜面3上で積層される過程で、トップ層塗料膜17a中の比重が大きい成分が感熱記録層塗料膜17cに沈降してくる場合がある。このように顔料などの比重が大きい成分が、感熱記録層塗料膜17cに入り込むと、得られる感熱記録体の印字保存性が低下する。
【0072】
このような印字保存性の低下を防止するために、トップ層塗料膜17a中の比重が大きい成分が、下層側に沈降しないように、スライド傾斜面3上におけるトップ層塗料膜17aの塗料Saの粘度、すなわち、低せん断速度10S-1時のローシェア粘度を、それより直下の塗料膜17bの塗料Sbのローシェア粘度よりも高くすることが好ましい。
【0073】
具体的には、トップ層塗料膜17aの塗料Saのローシェア粘度は、それより下層側の塗料膜17bの塗料Sbのローシェア粘度の1倍以上、10倍以下の範囲に設定するのが好ましく、トップ層塗料膜17aの塗料Saのローシェア粘度は、それより下層側の塗料膜17bの塗料Sbのローシェア粘度の1倍以上、8倍以下の範囲に設定するのがより好ましい。
【0074】
このようにトップ層塗料膜17aの塗料Saのローシェア粘度を、上記のように設定することによって、トップ層塗料膜17aの塗料Saに含まれる比重の大きな成分が、下層側に沈降して感熱記録層塗料膜17cに入り込むのを阻止することができる。
【0075】
この実施形態では、下層側の層であるバリア層塗料膜17bの塗料Sbのローシェア粘度を一定とし、トップ層塗料膜17aの塗料Saのローシェア粘度を、表5に示されるように、トップ層塗料膜17aの塗料Saのローシェア粘度のバリア層塗料膜17bの塗料Sbのローシェア粘度に対する比の値(=トップ層塗料膜粘度/下層側粘度)が、No.1では0.16、No.2では1.00、No.3では5.00、No.4では8.33、No.5では10.00となるように変化させたときの感熱記録体としての印字保存性と塗工適性とを評価した。
【0076】
【表5】
この印字保存性の確認は、マクベス濃度計(ビジュアルフィルタ)で1.30以上の発色サンプルを用意して行った。厚み15μmの塩化ビニル製のラップを、3枚重ねで、発色サンプル表裏面を挟み込む。ついで、300g/cm2の荷重をかけて、40℃15時間の環境下に放置する。そして、塩化ビニル製のラップを剥がした後の印字濃度が、試験前の75%以上に残存していれば、印字保存性良好とした。
【0077】
塗工適性は、カーテン塗膜の正面形状の目視観察により行った。表5で×は不良、△はやや不良、○は良好、◎は非常に良好を示す。
【0078】
表5に示すように、トップ層塗料膜15aの塗料Saのローシェア粘度の下層側の塗料膜17bの塗料Sbのローシェア粘度に対する比の値が0.16では、印字保存性は不良であり、比の値が1.00〜10.00で、印字保存性が良好である。このことから、トップ層塗料膜17aの塗料Saのローシェア粘度は、それより下層側の塗料膜17bの塗料Sbのローシェア粘度の1倍以上、10倍以下の範囲に設定するのが印字保存性を良好にする上で好ましい。
【0079】
なお、塗工適正については、表5に示すように、トップ層塗料膜17aの塗料Saのローシェア粘度の下層側の塗料膜17bの塗料Sbのローシェア粘度に対する比の値が、5.00以下、すなわち、5倍以下では良好であったが、8倍以上である8.33ではやや不良、10倍である10.00では不良であった。
【0080】
(4)トップ層形成用塗料の配合について
(4−1)ステアリン酸亜鉛について
カーテンコーターのスライドダイ1のスライド傾斜面5上で各塗料Sa〜Scを吐出し、各層塗料膜17a〜17cを流下させて積層させる場合、感熱記録層塗料膜17cは下層側に、またトップ層塗料膜17aは上層側に積層される。その場合、トップ層塗料膜17aの形成に用いる塗料Saは、上記したように、主成分であるベース樹脂中に、顔料、ワックス、等が添加され、また、感熱記録層やバリア層上にトップ層を均一に形成させるための界面活性剤、粘度調整のための増粘剤等を含むが、そのワックスには従来、ベース樹脂より比重が大きい成分であるステアリン酸亜鉛が含有されている。
【0081】
従来のように、トップ層塗料膜17aにベース樹脂より比重が大きいステアリン酸亜鉛が含有されていると、そのステアリン酸亜鉛が感熱記録層塗料膜17cに沈降してくることがある。このようにステアリン酸亜鉛が下層側の感熱記録層塗料膜17cに沈降して入り込むと、感熱記録体の印字保存性は低下する。
【0082】
この印字保存性が低下しないようにするには、各塗料Sa〜Scのうちトップ層の形成に用いる塗料Saからステアリン酸亜鉛を除去することが好ましく、この実施形態では、トップ層塗料膜17aの形成に用いる塗料Saには、ステアリン酸亜鉛を配合していない。
【0083】
表6は、感熱記録体の感熱記録層の塗料配合時に、感熱記録層に含有する各成分を個別に除去し、その成分が含有されていないときの印字保存性を示す。この印字保存性の評価は、上述の表5と同様に行った。塗料には、感熱記録層のベース樹脂、顔料、ワックスとしてのステアリン酸亜鉛、界面活性剤、増粘剤が配合されている。
【0084】
【表6】
表6に示すように、塗料にステアリン酸亜鉛を配合し、顔料、界面活性剤、増粘剤を除去すると、いずれも印字保存性は不良であったが、ステアリン酸亜鉛のみを除去すると、印字保存性は良好となった。
【0085】
なお、上記ではステアリン酸亜鉛について説明したが、ベース樹脂より比重が大きい成分、例えば、カルナバワックス、モンタン酸エステルワックス、ステアリン酸アマイド等が、含有される場合は、上記と同様に除去してもよい。
【0086】
(4−2)ウレタン変性ポリエーテルについて
ステアリン酸亜鉛は、一般に、トップ層塗料膜17aの塗料Saにワックスとしてサーマルヘッドとの滑りなどのマッチング性向上などのため配合される。そのためトップ層塗料膜17aの塗料Saにステアリン酸亜鉛を配合しないと、サーマルヘッドとのマッチング性が低下する。
【0087】
このため、塗料にサーマルヘッドとのマッチング性の低下を防止するための添加剤を配合するのが好ましい。
【0088】
この実施形態では、トップ層塗料膜17aの形成に用いる塗料Saには、前記添加剤としてウレタン変性ポリエーテルを配合している。このウレタン変性ポリエーテルには、例えばサンノプコ(株)製で商品名「SNシックスナー621」を使用することができる。
【0089】
また、ウレタン変性ポリエーテルは、塗料の主成分であるベース樹脂よりも比重が小さいので、ステアリン酸亜鉛とは異なり、スライド傾斜面3上でトップ層塗料膜17aから感熱記録層塗料膜17cに沈降してくることはないため、感熱記録体の印字保存性を良好に保つことができる。
【0090】
【表7】
表7に、トップ層塗料膜17aの形成に用いる塗料Saに、ステアリン酸亜鉛を8.0重量%、4.0重量%配合したときの印字適正と、ステアリン酸亜鉛とウレタン変性ポリエーテルを共に配合していないときの印字適正と、ウレタン変性ポリエーテルを4.0重量%配合したときの印字適正を示す。この表7に示すように、ウレタン変性ポリエーテルは、トップ層塗料膜17aに添加したとき、ステアリン酸亜鉛と同様に印字適正を良好にすることが判る。
【0091】
また、ポリエチレンワックスなどを更に添加すると、印字適正を一層良好にすることが可能となる。
【0092】
(5)エッジガイド水とカーテン塗膜との表面張力差について
エッジガイド15は、上記したように、カーテン塗膜19の幅を規制すると同時に、カーテン塗膜19の両端をガイドして安定化させるものであり、このエッジガイド15には、その表面に、潤滑用のエッジガイド水が給水されている。
【0093】
このエッジガイド水の表面張力とカーテン塗膜19の端部の表面張力との差が大きくてバランスされていないと、カーテン塗膜19の端部が、エッジガイド水側に入り込んでその端部厚みが薄く変形したり、あるいは、その逆に、その端部にエッジガイド水が浸入してくるようになる。
【0094】
そこで、エッジガイド水の表面張力とカーテン塗膜19の端部の表面張力との差を、絶対値で、4mN/m以下としてほぼバランスさせるのが好ましい。
【0095】
このように上記両表面張力の差を絶対値で4mN/m以下とすると、両表面張力がほぼバランスしてカーテン塗膜19は、膜厚が幅方向全体にほぼ均等となって、基材21上に落下し、これにより塗工適正が良好となる。
【0096】
図3、図4、表8を参照して、上記したエッジガイド水とカーテン塗膜19の端部との表面張力関係等を、説明する。図3は、エッジガイド15とカーテン塗膜19とを正面から見た図を示し、図4(a)(b)(c)は、図3のA−A線に沿う断面を示し、エッジガイド水の表面張力を変化させた場合のエッジガイド水とカーテン塗膜端部との境界部分の状態を示す。
【0097】
これらの図において、エッジガイド15は、一対の金属板材15a間にポーラスガラス15bが挟持された構成になっており、ポーラスガラス15bに表面張力調整のための界面活性剤入りのエッジガイド水15cが給水される。この界面活性剤には、例えば、アセチレングリコール系の界面活性剤を使用することができる。
【0098】
表8は、カーテン塗膜19とエッジガイド水15cとの表面張力の差を絶対値で示している。なお、カーテン塗膜19を構成する各塗料Sa〜Scの表面張力は、同じ表面張力となるように調整した。
【0099】
【表8】
この表8では、カーテン塗膜19の表面張力を一定とし、エッジガイド水15cの表面張力を変化させて、これら両表面張力の差を絶対値で35mN/m、11mN/m、2mN/m、5mN/mと変化させたときのカーテン塗膜の状態を記載している。ただし、35mN/m、11mN/mは、エッジガイド水15cの表面張力がカーテン塗膜19の表面張力よりも大きい場合の表面張力差であり、2mN/m、5mN/mは、エッジガイド水15cの表面張力がカーテン塗膜19の表面張力よりも小さい場合の表面張力差である。
【0100】
表8に示すように、両表面張力差が、絶対値で、35mN/m、11mN/mであると、カーテン塗膜19の端部19aは、図4(a)で示すように、エッジガイド水15c表面に濡れ広がり、部分的に薄くなる。したがって、上記両表面張力は上記差ではバランスしないことが判る。
【0101】
両表面張力差が、絶対値で2mN/mであると、カーテン塗膜19の端部19aは、図4(b)で示すように、エッジガイド水15c表面に濡れ広がらず、エッジガイド水15cとカーテン塗膜19の端部19aはバランスされ、カーテン塗膜19は幅方向全体に膜厚均等になった。上記両表面張力は上記差でバランスすることが判る。
【0102】
両表面張力差が、絶対値で5mN/mであると、図4(c)で示すように、エッジガイド水15cがカーテン塗膜19の端部19aへ入り込むから、上記両表面張力は上記差ではバランスしないことが判る。
【0103】
このことから、エッジガイド水15cとカーテン塗膜19の端部19aがバランスして、塗工適正がよくなるのは、両表面張力差が、絶対値で4mN/m以下のときである。
【符号の説明】
【0104】
1 スライドダイ
3 スライド傾斜面
5a−5c スロット
13 リップ
15 エッジガイド
17a−17c 各層塗料膜
19 カーテン塗膜
21 基材
23 感熱記録体
25 塗料膜
25a トップ層
25b バリア層
25c 感熱記録層
Sa−Sc 塗料
【特許請求の範囲】
【請求項1】
傾斜したスライド面上に、複数層の塗料の流れを形成し、前記スライド面から自然落下させて、移動する基材上に複数層の塗工膜を積層するカーテン塗工による感熱記録体の製造方法であって、
前記複数層の塗料の下層側の塗料の動的表面張力を、上層側の塗料の動的表面張力の0.8倍以上、1.1倍以下にする、
ことを特徴とする、感熱記録体の製造方法。
【請求項2】
前記複数層の塗料の前記上層側の塗料の粘度を、前記下層側の塗料の粘度の1倍以上、15倍以下とする、請求項1に記載の感熱記録体の製造方法。
【請求項3】
前記カーテン塗工によって、前記基材上に、感熱記録層、バリア層およびトップ層を積層形成する、
請求項1または2に記載の感熱記録体の製造方法。
【請求項1】
傾斜したスライド面上に、複数層の塗料の流れを形成し、前記スライド面から自然落下させて、移動する基材上に複数層の塗工膜を積層するカーテン塗工による感熱記録体の製造方法であって、
前記複数層の塗料の下層側の塗料の動的表面張力を、上層側の塗料の動的表面張力の0.8倍以上、1.1倍以下にする、
ことを特徴とする、感熱記録体の製造方法。
【請求項2】
前記複数層の塗料の前記上層側の塗料の粘度を、前記下層側の塗料の粘度の1倍以上、15倍以下とする、請求項1に記載の感熱記録体の製造方法。
【請求項3】
前記カーテン塗工によって、前記基材上に、感熱記録層、バリア層およびトップ層を積層形成する、
請求項1または2に記載の感熱記録体の製造方法。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2012−236314(P2012−236314A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−106206(P2011−106206)
【出願日】平成23年5月11日(2011.5.11)
【出願人】(000205306)大阪シーリング印刷株式会社 (90)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月11日(2011.5.11)
【出願人】(000205306)大阪シーリング印刷株式会社 (90)
【Fターム(参考)】
[ Back to top ]