
成型品の製造方法

【課題】不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供する。
【解決手段】不織布がバインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されたものであり、該バインダー短繊維が結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルがテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、(R−Tm)が5以下であり、結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で熱を付与することにより、所定の成型枠にて成型する。
【解決手段】不織布がバインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されたものであり、該バインダー短繊維が結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルがテレフタル酸を主成分とするジカルボン酸成分と1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、(R−Tm)が5以下であり、結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で熱を付与することにより、所定の成型枠にて成型する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不織布を用いて熱成型する成型品の製造方法に関するものである。
【背景技術】
【0002】
不織布を基材として成型した成型品は、例えば、体型補正するためのブラジャーパット、肩パット等の体の部位に応じたパット材が知られており、不織布は、繊維間空隙が大きく、クッション性を有するため、パット材として好適に用いられている。また、不織布を基材として成型した成型品として、ギフト商品や取り扱い時に傷等がつきやすい商品を箱詰めする際に使用するトレーがある。不織布によるトレーは、合成樹脂製のフィルム成型品やシート成型品と比べて、繊維の風合いを有し、柔らかであり、また、高級感を付与することができる。成型品に用いる不織布には、得られる成型品の強度と形態保持性のために、熱により溶融するバインダー繊維が混合することが知られている(特許文献1)。
【0003】
しかしながら、不織布は、フィルム等と比べて絞り成型性が良くないことから、底の浅いトレーには適用できるが、底の深い深絞り成型品への適用が困難である。不織布を基材として、底の深い深絞り成型品を得ようとしても、成型金型に追随して均一に伸びずに、局部的に応力がかかって薄い部分が生じてしまい、また、ひどい場合は、成型時に局部にかかる応力に耐えられずに破れてしまうことがある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−323641号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上記問題を解決するものであって、不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記の課題を解決するために検討した結果、本発明に到達した。
【0007】
すなわち、本発明は、不織布を基材として熱成型する成型品の製造方法であって、
不織布が、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されてなるニードルパンチ短繊維不織布であり、
該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが、テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下であり、
熱成型の際に、バインダー短繊維を構成する結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で該ニードルパンチ短繊維不織布に熱を付与することにより、結晶性ポリエステルを溶融させるとともに非晶性ポリエステルを軟化させ、所定の成型枠にて成型することを特徴とする成型品の製造方法を要旨とするものである。
【0008】
以下、本発明を詳細に説明する。
【0009】
本発明の成型品の製造方法は、バインダー短繊維を含むニードルパンチ短繊維不織布を用いて熱成型し、所定形状の成型品を得る。
【0010】
本発明においては、不織布を基材とする成型品であっても、深絞りの成型が可能となる理由のひとつには、バインダー短繊維の構成に大きな特徴がある。
【0011】
本発明に用いられるバインダー短繊維は、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、鞘部に配される結晶性ポリエステルの結晶融点(Tm)が100〜150℃であり、芯部に配される非晶性ポリエステルの流動開始温度(R)が105〜155℃であり、非晶性ポリエステルの流動開始温度(R)の値から結晶性ポリエステルの融点(Tm)の値を除した値(R−Tm)が5以下である。
【0012】
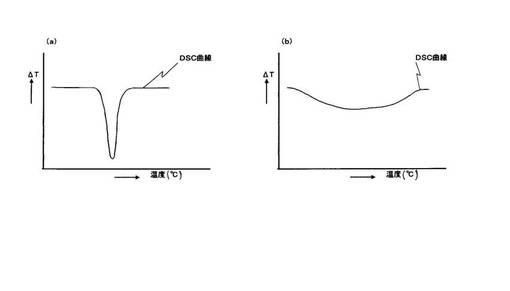
バインダー短繊維の鞘部に配される結晶性ポリエステルは、テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とを含むからなり、その結晶融点(Tm)が100〜150℃である。鞘部のポリエステルは、結晶性であり結晶融点を有するものであることから、図1(a)の示差走査熱量測定にて描かれるDSC曲線に示されるように、ピークの形状がシャープ(ピークのこう配が大きい)であり、ピーク高さが高く、融解開始温度と融解終了温度との差は、約10℃程度である。
【0013】
バインダー短繊維の鞘部の結晶性ポリエステルの結晶融点を100℃以上とすることにより、得られる成型品を高温雰囲気下で使用した場合であっても熱安定性(耐熱性)は保持することができる。一方、150℃以下とすることにより、熱成型の際の設定温度を高い温度に設定することなく成型加工を行うことができることから、加工性および経済性の点で有利である。また、ニードルパンチ短繊維不織布が、バインダー短繊維以外の繊維を含む場合、熱成型の際にその繊維への熱の影響が小さく、得られる成型品において品質や風合い等を保つことができる。このような理由から、結晶融点は110〜140℃であることが好ましい。
【0014】
結晶性ポリエステルにおけるジカルボン酸成分は、テレフタル酸を主成分とするものであるが、テレフタル酸(以下、TPAとする)は60モル%以上、中でも80モル%以上であることが好ましい。TPAが60モル%未満であると、ポリマーの結晶融点が上記範囲外となり、また結晶性が低下しやすくなるため好ましくない。
【0015】
なお、ジカルボン酸成分として、他の成分を共重合する際の共重合成分としては、その効果を損なわない範囲であれば、コハク酸、グルタル酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ドデカンジカルボン酸、1,3−シクロブタンジカルボン酸、1,4−シクロヘキサンジカルボン酸、ダイマー酸などに例示される飽和脂肪族ジカルボン酸またはこれらのエステル形成性誘導体、フマル酸、マレイン酸、イタコン酸などに例示される不飽和脂肪族ジカルボン酸またはこれらのエステル形成性誘導体、フタル酸、イソフタル酸、5−(アルカリ金属)スルホイソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ビフェニルジカルボン酸、などに例示される芳香族ジカルボン酸またはこれらのエステル形成性誘導体を用いることができる。
【0016】
結晶性ポリエステルにおけるジオール成分は、1,6−ヘキサンジオール(以下、HDとする)が50モル%以上である。HDが50モル%未満の場合、結晶融点が150℃を超えるものとなる。ジオール成分のすべてがHDであると、結晶融点は150℃であり、他の成分を共重合することにより、結晶融点を適宜制御することができる。共重合成分としては、エチレングリコール(以下、EGとする)、1,4−ブタンジオール(以下、BDとする)を用いることが好ましく、EG、BDを共重合する場合は、EGおよびBDはジオール成分中に5〜40モル%共重合されることが好ましい。共重合の場合、HD/BDのモル比を60/40(モル%)とすると結晶融点は135℃、HD/BDのモル比を80/20(モル%)とすると結晶融点は130℃、HD/BDのモル比を98/2(モル%)とすると結晶融点は148℃となる。また、HD/EGのモル比を85/15(モル%)とすると結晶融点は128℃、HD/EGのモル比を97/3(モル%)とすると結晶融点は147℃となる。
【0017】
なお、ジオール成分において、EG、BD以外の共重合成分として、その特性を損なわない範囲で、1,2−プロピレングリコール、1,3−プロピレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,4−ブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ポリエチレングリコール、ポリトリメチレングリコール、ポリテトラメチレングリコールなどに例示される脂肪族グリコール、ヒドロキノン、4,4’−ジヒドロキシビスフェノール、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、ビスフェノールA、2,5−ナフタレンジオール、これらのグリコールにエチレンオキシドが付加したグリコールなどに例示される芳香族グリコールを用いることができる。
【0018】
結晶性ポリエステルには、結晶性をより向上させるために、結晶核剤が含むことが好ましい。結晶核剤としては、無機系微粒子やポリオレフィン、硫酸塩等を使用することが好ましい。無機系微粒子としては、中でもタルクなどの珪素酸化物を主成分としたものが好ましく、平均粒径3.0μm以下もしくは比表面積15m2/g以上の無機系微粒子を用いることが好ましい。結晶核剤の配合量は、結晶性ポリエステル中に0.01〜3質量%程度がよい。
【0019】
本発明においては、バインダー短繊維の鞘部を構成する結晶性ポリエステルがこのように結晶性に優れるものであるため、融点付近の温度下で、一気に溶融して液体状となり流動する。特定の温度下での流動性が高いために、液体状となった結晶性ポリエステルは、結晶性ポリエステルの融点付近の温度下では未だ線状の繊維形状を保持している芯部の非晶性ポリエステルを繊維軸方向に伝いながら、不織布全体に均一に浸透していく。
【0020】
本発明におけるバインダー短繊維の芯部には、非晶性ポリエステルが配される。このポリエステルは非晶性であるため、示差走査熱量測定を行ってもピークの形状が不明確となり、図1(b)の示差走査熱量測定にて描かれるDSC曲線に示されるように、ピークのこう配が極めて小さい。本発明においては、非晶性ポリエステルが一定の圧力を負荷した状態で昇温させたときに流出し始める温度を流動開始温度(R)とし、その温度が105〜155℃のものを用いる。流動開始温度は以下の方法にて測定される。すなわち、フロテスター(島津製作所CFT−500型)を用い、荷重9.8MPa、ノズル径0.5mmの条件で、初期温度50℃より1℃/分の割合で昇温していき、ポリマーがダイから流出し始める温度を流動開始温度(R)とする。また、非晶性ポリエステルの流動開始温度(R)の値から結晶性ポリエステルの融点(Tm)の値を除した値(R−Tm)が5以下となる非晶性ポリエステルを用いる。なお、(R−Tm)の値は5以下とは、(R−Tm)の値はゼロ以下であってもよく、(R−Tm)の値の下限は−45である。
【0021】
非晶性ポリエステルの流動開始温度が155℃以下であることにより、熱成型の際の設定温度を高く設定することなく成型加工を行えることから、加工性および経済性の点で有利である。一方、流動開始温度が105℃以上であることにより、バインダー短繊維の製造における延伸、熱処理工程での処理温度を高く設定することができるため、乾熱収縮率の低いバインダー短繊維を得ることができる。このような理由から、非晶性ポリエステルの流動開始温度は、110〜140℃であることが好ましく、さらには115〜135℃が好ましい。
【0022】
非晶性ポリエステルの流動開始温度(R)の値から結晶性ポリエステルの融点(Tm)の値を除した値(R−Tm)が5以下となる非晶性ポリエステルを用いることにより、熱成型の際にバインダー短繊維を構成する結晶性ポリエステルおよび非晶性ポリエステルの両者が良好に接着剤として機能するとともに、所望の深絞り成型品を得ることが可能となる。すなわち、熱成型の際の設定温度は、結晶性ポリエステルが溶融し、かつ非晶性ポリエステルが軟化するように設定するが、鞘部の結晶性ポリエステルを溶融させて液体状とし良好に接着剤として機能させるには、結晶性ポリエステルの融点より約15〜25℃高い温度付近を設定温度とすることが好ましく、このとき、非晶性ポリエステルは、繊維状の形態は保持するが、一部は軟化して接着剤として寄与することを要する。したがって、結晶性ポリエステルの融点よりも高々5℃高い温度で既に流動開始している必要がある。非晶性ポリエステルの流動開始温度が、結晶性ポリエステルの融点よりも5℃を超えて高い温度であると、熱成型の際の設定温度を結晶性ポリエステルの融点よりもさらに高い温度に設定する必要が生じるため経済的でない。また、非晶性ポリエステルが、ポリマー全体が軟化するのは、流動開始温度から約60〜70℃高い温度下であることから、非晶性ポリエステルも接着剤として良好に機能させることを考慮すると、結晶性ポリエステルの融点よりも非晶性ポリエステルの流動開始温度が低いことが好ましく、10〜20℃低いことがより好ましい。結晶性ポリエステルの融点よりも非晶性ポリエステルの流動開始温度が45℃を超えて低いと熱成型の際の熱処理において、非晶性ポリエステルの多くが軟化して繊維状の形態が保持できず、溶融した結晶性ポリエステルとともに必要以上に流動してしまい、不織布内に偏って存在する恐れが生じる。また、非晶性ポリエステルの流動開始温度が極端に低い場合は、熱成型の際の熱処理温度にて非晶性ポリエステルが炭化する恐れがある。
【0023】
バインダー短繊維の芯部に配する非晶性ポリエステルとしては、エチレンテレフタレート、ブチレンテレフタレート、トリメチレンテレフタレートなどのアルキレンテレフタレートを主たる繰り返し単位とし、上記の流動開始温度のものとするため、次に示すような成分を共重合させたものを用いる。
【0024】
共重合成分としては、イソフタル酸、5−スルホイソフタル酸などの芳香族ジカルボン酸、アジピン酸、コハク酸、スベリン酸、セバシン酸、ドデカン二酸などの脂肪族ジカルボン酸、およびエチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノールなどの脂肪族ジオールや、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシペンタン酸、ヒドロキシヘプタン酸、ヒドロキシオクタン酸などのヒドロキシカルボン酸、ε−カプロラクトンなどの脂肪族ラクトン等が挙げられる。
【0025】
中でも、エチレンテレフタレートを繰り返し単位とし、イソフタル酸が30〜45モル%共重合してなる共重合ポリエステルを用いることが好ましい。イソフタル酸の共重合量が30モル%未満であると、流動開始温度が高くなり155℃を超えるものとなりやすい。一方、45モル%を超えると、流動開始温度が低くなり105℃未満のものとなりやすい。
【0026】
バインダー短繊維を構成する結晶性ポリエステルあるいは非晶性ポリエステルには、本発明の効果を損なわない範囲で、リン酸エステル化合物やヒンダードフェノール化合物のような安定剤、コバルト化合物、蛍光増白剤、染料のような色調改良剤、二酸化チタンのような艶消し剤、可塑剤、顔料、制電剤、難燃剤、易染化剤などの各種添加剤を1種類または2種類以上添加してもよい。
【0027】
バインダー短繊維において、芯部の非晶性ポリエステルと鞘部の結晶性ポリエステルとの複合比率(質量比率)は、20/80〜80/20であればよく、30/70〜70/30が好ましい。
【0028】
本発明においては、上記したバインダー短繊維を含むニードルパンチ短繊維不織布を用いて熱成型により成型品を得る。ニードルパンチ不織布は、構成繊維同士が三次元的に交絡しているため、すなわち、繊維同士が縦、横および厚み方向においてもランダムに絡みあって形態を保持しているものであるので、繊維に自由度があり、深絞りの成型型枠にも良好に繊維が追随しやすく、所望の絞り成型品を得ることができる。なお、ニードルパンチ短繊維不織布を構成する繊維同士は、絡合することのみによって不織布の形態を保持しているものであり、バインダー短繊維により熱接着したものではない。
【0029】
本発明において、ニードルパンチ短繊維不織布は、バインダー短繊維以外の繊維を含有している。バインダー短繊維以外の繊維は、熱成型の際に溶融せずに繊維形態を保持し、得られる成型品の骨格としても機能する。ニードルパンチ短繊維不織布中に含まれるバインダー短繊維の量は、得られる成型品の用途や要求性能に応じて適宜設定する。バインダー短繊維の量が多く、不織布中に半分以上占める場合は、成型品は風合いがプラスチック成型品に近くなり、剛性が高い成型品が得られる傾向となる。また、バインダー短繊維の量を少なくし、熱成型時の熱の影響を受けない骨格となる繊維が不織布中に半分を超えて占めると、得られる成型品は、繊維独特の風合いを保持し、嵩高で柔軟性を有するものとなる。
【0030】
本発明では、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理を施すことによりニードルパンチ短繊維不織布を得る。バインダー短繊維の含有率が互いに異なる不織ウェブ層を用いることにより、得られる成型品において、例えば、両表面の風合いを異ならせることや、繊維独特の嵩高で柔らかな風合いとプラスチックの硬い風合いとを併存させるようなユニークな形態のものを得ることができる。前述と同様に、不織ウェブ層中にバインダー短繊維が半分以上占める場合は、風合いがプラスチックシートに近いものとなる。一方、不織ウェブ層中に含有するバインダー短繊維が半分未満となると、繊維の柔軟な風合いがより顕れる。本発明においては、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層において、一方の不織ウェブ層のバインダー短繊維の含有率が60質量%以上であり、他方の不織ウェブ層のバインダー短繊維の含有率が10〜40質量%とすることにより、一方はプラスチックシートのような硬い剛性が顕れ、他方は繊維独特の柔らかで柔軟な風合いが顕れるものとなる。バインダー短繊維の含有率が互いに異なる不織ウェブ層としては、互いにバインダー短繊維の含有率が異なる不織ウェブ層を2層積層したものであっても、互い違いに3層〜複数層積層したものであってもよい。また、両表面にバインダー短繊維が多く含まれる不織ウェブ層、中間層にバインダー短繊維が少ない不織ウェブ層を積層したもの、これとは逆に、両表面にバインダー短繊維が少なく含まれる不織ウェブ層、中間層にバインダー短繊維が多く含まれる不織ウェブ層を積層したもの、あるいは、バインダー短繊維の含有量が厚み方向に徐々に変化するように3層以上積層したもの等が挙げられる。このように、バインダー短繊維の含有量に変化をつけることや、積層の順番を適宜設定することによって、様々な風合いの成型品が得ることができるため、成型品を用いる用途や要求性能に応じて選択するとよい。
【0031】
バインダー短繊維以外の短繊維(骨格となる繊維)としては、熱成型時の熱処理温度にて熱の影響を受けない繊維であればよい。例えば、天然繊維、再生繊維、合成繊維が挙げられるが、これらの中でも、熱接着剤となるバインダー短繊維を構成するポリマーとの相溶性を考慮すると、ポリエステル系合成繊維が好ましい。繊維の形態としては、機械捲縮を有する短繊維であっても、立体的な捲縮であるスパイラル捲縮を有する短繊維であってもよいが、スパイラル捲縮を有する短繊維が好ましい。成型時の深い絞りに良好に追随でき、また、柔軟性と肌触りが良好で嵩高(ボリューム感のある)の成型品が得られるためである。
【0032】
ニードルパンチ短繊維不織布を構成するバインダー短繊維およびそれ以外の短繊維は、その繊維長は25〜100mm程度でよい。繊維長を25mm以上とすることにより、カード機での開繊時に繊維の脱落が発生しにくく操業性が良好であり、一方、繊維長を100mm以下とすることにより、カード機で良好に解繊でき、地合いの均一な不織布が得られる。
【0033】
ニードルパンチ短繊維不織布の目付は、得られる成型品の形態に応じて適宜選択すればよいが80〜500g/m2程度がよい。
【0034】
ニードルパンチ短繊維不織布は、ニードルパンチ工程における針密度は、不織布の目付等に応じて適宜設定すればよいが、パンチ密度は40〜60パンチ/cm2程度がよい。
【0035】
本発明においては、上記したバインダー短繊維を含むニードルパンチ短繊維不織布を、所望の金型を用いて熱成型し、成型品を得る。熱成型の際の設定温度は、バインダー短繊維を構成する結晶性ポリエステルが溶融し、かつ非晶性ポリエステルが軟化する温度とする。熱成型においては、成型する基材に前記温度に設定した加熱手段にて予備加熱を行い、次いで、この加熱した基材を、雄型と雌型とからなる所望の成型金型に設置して、雄型と雌型を嵌め合わせることにより、所望の形の成型品を得るとよい。熱成型において、前記の加熱を行うことにより、バインダー短繊維の鞘部を構成する結晶性ポリエステルは、結晶性が高いため、この加熱により、即座に溶融して流動性の高い液体状となる。一方、バインダー短繊維の芯部を構成する非晶性ポリエステルは、結晶性がなく非晶性であるため、この加熱によってポリマーの一部が軟化するものの流動状態にはならず、線状の形態を保持している。液体状となった鞘部の結晶性ポリエステルは、線状の形態を保持している非晶性ポリエステルの繊維軸方向に沿って流動し、不織布全体に分散する。次いで、この予熱した不織布からなる基材を雄型と雌型とからなる所定形状の金型に設置し、成型を行う。予熱した不織布は、上記したようにバインダー短繊維を構成する鞘部の結晶性ポリエステルは溶融流動し、芯部の非晶性ポリエステルは軟化していることから、バインダー短繊維自体は、一部(結晶性ポリエステル)が溶融により流出していることから繊維質量が減り、線状形態が残っている芯部の非晶性ポリエステルは軟化していることから、成型型枠に沿って動きやすく、また、不織布中にバインダー短繊維以外の繊維が混合されていた場合であっても、バインダー短繊維との絡みが解かれて骨格繊維自体も動きやすくなっているため、深絞りの型枠であっても容易に型枠に沿って均一に伸びて追随し、深絞りの成型品を得ることができる。なお、所定温度にて熱処理する処理時間は、3分〜7分程度がよい。
【発明の効果】
【0036】
本発明の成型品の製造方法においては、特定のバインダー短繊維を含むニードルパンチ短繊維不織布を基材として用い、所定の熱処理を施した上で熱成型を行う。すなわち、バインダー短繊維は、特定の融点を有する結晶性ポリエステルを鞘部に、特定の流動開始温度を有する非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、熱成型には結晶性ポリエステルが溶融し、かつ非晶性ポリエステルが軟化するように該ニードルパンチ短繊維不織布に熱を付与することにより、バインダー短繊維を構成する結晶性ポリエステルを溶融させると同時に非晶性ポリエステルを軟化させて、所定の成型枠にて成型する。ニードルパンチ短繊維不織布が熱を付与されることにより、バインダー短繊維の鞘部が溶融して流動し、芯部が軟化することから、また、不織布を構成する繊維同士が交絡のみによって形態を保持しているものであることから、絞りの深い成型型枠であっても、不織布の構成繊維が移動しやすく、不織布は成型型枠に沿って均一に伸びることができ、基材として不織布を用いたものであっても、良好な深絞りの成型品を得ることができる。また、バインダー短繊維の芯部および鞘部の両者が接着剤としても機能することから、形態保持性の良好な成型品を得ることができる。また、互いにバインダー短繊維の含有量が異なる不織ウェブ層を積層しているため、他の素材と複合化することなく、風合いの違いを併存させることができる。
【図面の簡単な説明】
【0037】
【図1】本発明における結晶性ポリエステルおよび非晶性ポリエステルのDSCより求めたDSC曲線の概略図である。
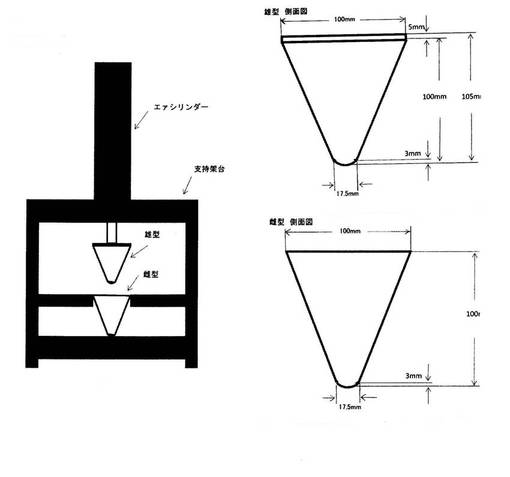
【図2】実施例で用いた雄型と雌型とからなる成型金型の概略断面図である。
【実施例】
【0038】
次に、実施例を用いて本発明を具体的に説明する。実施例中の各種の特性値等の測定、評価方法は次の通りである。
次に、実施例を用いて本発明を具体的に説明する。実施例中の各種の特性値等の測定、評価方法は次の通りである。
(1)極限粘度〔η〕
フェノールと四塩化エタンとの等質量混合物を溶媒として、試料濃度0.5質量%、温度20℃の条件下で常法に基づき測定した。
【0039】
実施例1
結晶性ポリエステルとして、極限粘度0.95、融点128℃、酸成分としてテレフタル酸(TPA)、ジオール成分としてエチレングリコール(EG)15mol%、1,6−ヘキサンジオール(HD)85mol%からなり、結晶核剤として0.5質量%のタルクを含有するものを用いた。非晶性ポリエステルとして、エチレンテレフタレート単位にイソフタル酸(IPA)を酸成分として40mol%共重合したポリエステル(流動開始温度115℃、極限粘度0.75)を用いた。
結晶性ポリエステルチップと非晶性ポリエステルチップを複合紡糸装置に供給し、結晶性ポリエステルが鞘部、非晶性ポリエステルが芯部となる芯鞘形状となるようにし、両成分の質量比を50/50として溶融紡糸を行った。このとき、紡糸温度220℃、吐出量571g/分、紡糸孔数1014、紡糸速度800m/分の条件で紡糸した。次いで、紡出糸条を18℃の冷風で冷却し、引き取って未延伸糸を得た。
この未延伸糸を集束して11万dtexのトウ状にした未延伸繊維に、延伸倍率3.2倍、延伸温度40℃で延伸を行い、この後、ヒートドラム(温度110℃)で熱処理を施した。次いで、押し込み式クリンパーで捲縮を付与し、繊維長51mmに切断して単糸繊度2.2dtex、乾熱収縮率4.3%の芯鞘複合型のバインダー短繊維を得た。
一方、バインダー短繊維以外の繊維(骨格繊維)として、ポリエチレンテレフタレートからなる複合繊維(ユニチカ社製 コンジュケートタイプ<38F>3.3dtex×51mm)を用意した。この繊維は、コイルバネ状の立体的な捲縮を有する繊維である。
バインダー短繊維と骨格繊維とを75/25(質量%)の割合で混綿し、カード機で解繊した後、クロスレイアーで積層し、ニードルパンチ処理後の目付が200g/m2となるように目付(180g/m2)の乾式ウェブ(バインダー短繊維の含有率が高い不織ウェブ層A)を作成した。
一方、バインダー短繊維と骨格繊維とを25/75(質量%)の割合で混綿し、カード機で解繊した後、クロスレイアーで積層し、ニードルパンチ処理後の目付が50g/m2となるように目付(45g/m2)の乾式ウェブ(バインダー短繊維の含有率が低い不織ウェブ層B)を作成した。
得られた不織ウェブ層Aと不織ウェブ層Bとを積層し、バーブ付きニードルを有するニードルロッカーに通して、針密度50パンチ/cm2にてニードリングを行い250g/m2のニードルパンチ短繊維不織布を得た。
【0040】
実施例2、3
不織ウェブ層Aにおけるバインダー繊維の混率を表1に示すように変更したこと以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0041】
実施例4、5
バインダー短繊維の含有率が低い不織ウェブ層Bにおけるバインダー繊維の混率を表1に示すように変更したこと以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0042】
実施例6、7
ニードリングの針密度を表1に示す数に変更した以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0043】
実施例8
骨格繊維として、ポリエチレンテレフタレートからなり中空部を有する複合繊維(ユニチカ社製 コンジュケートタイプ<H38F>4.4dtex×51mm)を用いたこと以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0044】
実施例9
結晶性ポリエステルとして、極限粘度0.98、融点130℃、酸成分としてテレフタル酸(TPA)、ジオール成分として1,4−ブタンジオール(BD)20mol%、1,6−ヘキサンジオール(HD)80mol%からなり、結晶核剤として0.5質量%のタルクを含有するものを用いたこと以外は、実施例1と同様にして芯鞘複合型のバインダー短繊維(乾熱収縮率4.5%)を得た。得られたバインダー短繊維を用いて、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0045】
実施例10〜16
実施例9において、不織ウェブ層Aおよび不織ウェブ層Bにおけるバインダー繊維の混率、ニードリングの針密度、骨格繊維種類として、表1に示すものを採用したこと以外は、実施例9と同様にしてニードルパンチ短繊維不織布を得た。
【0046】
比較例1
バインダー短繊維として、鞘部に非晶性ポリエステル(流動開始温度(R)が100℃のエチレンテレフタレート単位に酸成分としてイソフタル酸を40%共重合した共重合ポリエステル)、芯部にポリエチレンテレフタレートが配されたポリエステル系の芯鞘型バインダー短繊維(ユニチカ社製メルティ<4080>2.2dtex×51mm)に変更
した以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0047】
<成型品の製造>
前記得られたニードルパンチ短繊維不織布を適宜の大きさに裁断し、150℃×5分の予熱を行った後に、図2に示す雄型と雌型とからなる成型プレス機に設置し、雄型と雌型とを嵌合により加圧して成形品を得た。得られた成型品について、下記評価を行い、その評価結果等を表1に示す。
1.地合
得られた成型品表面の地合を目視にて判断し、全体的に均一であり良好であるものを「○」、部分的に薄い個所がある、あるいは破れが発生しているものは不良として「×」の2段階で評価した。
2.形状保持性
得られた略円錐形の成型品4個を用い、頂点を結ぶ線が正方形を描くように配し、その上に25cm×25cm角のステンレス板と重り(ステンレス板と重りの合計加重が1000g)を載せて1分間放置した。1分経過後、ステンレス板と重りを外し、成型品の形状変化を目視により観察し、成型品4個いずれも変形のないものを「○」、成型品に型崩れが見られたものを「×」として、2段階の評価を行った。
3.耐久性
得られた成型品の表面(外層、内層)を手で擦った後の状態で判断し、毛羽の発生がない(○)、毛羽の発生や損傷がある(×)の2段階で評価した。
【0048】
【表1】

【0049】
表1から明らかなように、実施例1〜16で得られた成型品は全体的に均一であり、薄い箇所もなく地合が非常に良好であった。また、形状保持性、耐久性ともに優れたものであった。また、一方の面は、バインダー短繊維が多く含有しているので、成型品自体は剛性のあるものとなり、また、バインダー短繊維の含有率が少ない側の成型品の表面は、繊維独特の風合いを保持し、クッション性があり、肌触りが良好であった。
【0050】
一方、比較例1の成型品は、加圧成型時に型枠に追随することができずに均一に伸びなかったため、極端に薄い箇所があり、成型品の頂点箇所は破れが発生していた。これは、ニードルパンチ短繊維不織布を構成するバインダー短繊維において、熱接着剤として機能する鞘部が非晶性ポリエステルであり、熱成型の際の予熱処理ではバインダー成分が軟化するものの流動しにくく、かつ芯成分が熱の影響を受けずに全く伸びがないため、成型型枠に沿って伸びることができなかったと推察する。なお、比較例1では、成型品が得られなかったので、形状保持性および耐久性は評価しなかった。
【技術分野】
【0001】
本発明は、不織布を用いて熱成型する成型品の製造方法に関するものである。
【背景技術】
【0002】
不織布を基材として成型した成型品は、例えば、体型補正するためのブラジャーパット、肩パット等の体の部位に応じたパット材が知られており、不織布は、繊維間空隙が大きく、クッション性を有するため、パット材として好適に用いられている。また、不織布を基材として成型した成型品として、ギフト商品や取り扱い時に傷等がつきやすい商品を箱詰めする際に使用するトレーがある。不織布によるトレーは、合成樹脂製のフィルム成型品やシート成型品と比べて、繊維の風合いを有し、柔らかであり、また、高級感を付与することができる。成型品に用いる不織布には、得られる成型品の強度と形態保持性のために、熱により溶融するバインダー繊維が混合することが知られている(特許文献1)。
【0003】
しかしながら、不織布は、フィルム等と比べて絞り成型性が良くないことから、底の浅いトレーには適用できるが、底の深い深絞り成型品への適用が困難である。不織布を基材として、底の深い深絞り成型品を得ようとしても、成型金型に追随して均一に伸びずに、局部的に応力がかかって薄い部分が生じてしまい、また、ひどい場合は、成型時に局部にかかる応力に耐えられずに破れてしまうことがある。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平11−323641号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上記問題を解決するものであって、不織布を基材として用いたときに、成型性が良好で、深絞りの成型品であっても良好に得ることができる成型品の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明者らは、上記の課題を解決するために検討した結果、本発明に到達した。
【0007】
すなわち、本発明は、不織布を基材として熱成型する成型品の製造方法であって、
不織布が、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されてなるニードルパンチ短繊維不織布であり、
該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが、テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下であり、
熱成型の際に、バインダー短繊維を構成する結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で該ニードルパンチ短繊維不織布に熱を付与することにより、結晶性ポリエステルを溶融させるとともに非晶性ポリエステルを軟化させ、所定の成型枠にて成型することを特徴とする成型品の製造方法を要旨とするものである。
【0008】
以下、本発明を詳細に説明する。
【0009】
本発明の成型品の製造方法は、バインダー短繊維を含むニードルパンチ短繊維不織布を用いて熱成型し、所定形状の成型品を得る。
【0010】
本発明においては、不織布を基材とする成型品であっても、深絞りの成型が可能となる理由のひとつには、バインダー短繊維の構成に大きな特徴がある。
【0011】
本発明に用いられるバインダー短繊維は、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、鞘部に配される結晶性ポリエステルの結晶融点(Tm)が100〜150℃であり、芯部に配される非晶性ポリエステルの流動開始温度(R)が105〜155℃であり、非晶性ポリエステルの流動開始温度(R)の値から結晶性ポリエステルの融点(Tm)の値を除した値(R−Tm)が5以下である。
【0012】
バインダー短繊維の鞘部に配される結晶性ポリエステルは、テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とを含むからなり、その結晶融点(Tm)が100〜150℃である。鞘部のポリエステルは、結晶性であり結晶融点を有するものであることから、図1(a)の示差走査熱量測定にて描かれるDSC曲線に示されるように、ピークの形状がシャープ(ピークのこう配が大きい)であり、ピーク高さが高く、融解開始温度と融解終了温度との差は、約10℃程度である。
【0013】
バインダー短繊維の鞘部の結晶性ポリエステルの結晶融点を100℃以上とすることにより、得られる成型品を高温雰囲気下で使用した場合であっても熱安定性(耐熱性)は保持することができる。一方、150℃以下とすることにより、熱成型の際の設定温度を高い温度に設定することなく成型加工を行うことができることから、加工性および経済性の点で有利である。また、ニードルパンチ短繊維不織布が、バインダー短繊維以外の繊維を含む場合、熱成型の際にその繊維への熱の影響が小さく、得られる成型品において品質や風合い等を保つことができる。このような理由から、結晶融点は110〜140℃であることが好ましい。
【0014】
結晶性ポリエステルにおけるジカルボン酸成分は、テレフタル酸を主成分とするものであるが、テレフタル酸(以下、TPAとする)は60モル%以上、中でも80モル%以上であることが好ましい。TPAが60モル%未満であると、ポリマーの結晶融点が上記範囲外となり、また結晶性が低下しやすくなるため好ましくない。
【0015】
なお、ジカルボン酸成分として、他の成分を共重合する際の共重合成分としては、その効果を損なわない範囲であれば、コハク酸、グルタル酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ドデカンジカルボン酸、1,3−シクロブタンジカルボン酸、1,4−シクロヘキサンジカルボン酸、ダイマー酸などに例示される飽和脂肪族ジカルボン酸またはこれらのエステル形成性誘導体、フマル酸、マレイン酸、イタコン酸などに例示される不飽和脂肪族ジカルボン酸またはこれらのエステル形成性誘導体、フタル酸、イソフタル酸、5−(アルカリ金属)スルホイソフタル酸、2,6−ナフタレンジカルボン酸、4,4’−ビフェニルジカルボン酸、などに例示される芳香族ジカルボン酸またはこれらのエステル形成性誘導体を用いることができる。
【0016】
結晶性ポリエステルにおけるジオール成分は、1,6−ヘキサンジオール(以下、HDとする)が50モル%以上である。HDが50モル%未満の場合、結晶融点が150℃を超えるものとなる。ジオール成分のすべてがHDであると、結晶融点は150℃であり、他の成分を共重合することにより、結晶融点を適宜制御することができる。共重合成分としては、エチレングリコール(以下、EGとする)、1,4−ブタンジオール(以下、BDとする)を用いることが好ましく、EG、BDを共重合する場合は、EGおよびBDはジオール成分中に5〜40モル%共重合されることが好ましい。共重合の場合、HD/BDのモル比を60/40(モル%)とすると結晶融点は135℃、HD/BDのモル比を80/20(モル%)とすると結晶融点は130℃、HD/BDのモル比を98/2(モル%)とすると結晶融点は148℃となる。また、HD/EGのモル比を85/15(モル%)とすると結晶融点は128℃、HD/EGのモル比を97/3(モル%)とすると結晶融点は147℃となる。
【0017】
なお、ジオール成分において、EG、BD以外の共重合成分として、その特性を損なわない範囲で、1,2−プロピレングリコール、1,3−プロピレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、1,4−ブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、ポリエチレングリコール、ポリトリメチレングリコール、ポリテトラメチレングリコールなどに例示される脂肪族グリコール、ヒドロキノン、4,4’−ジヒドロキシビスフェノール、1,4−ビス(β−ヒドロキシエトキシ)ベンゼン、ビスフェノールA、2,5−ナフタレンジオール、これらのグリコールにエチレンオキシドが付加したグリコールなどに例示される芳香族グリコールを用いることができる。
【0018】
結晶性ポリエステルには、結晶性をより向上させるために、結晶核剤が含むことが好ましい。結晶核剤としては、無機系微粒子やポリオレフィン、硫酸塩等を使用することが好ましい。無機系微粒子としては、中でもタルクなどの珪素酸化物を主成分としたものが好ましく、平均粒径3.0μm以下もしくは比表面積15m2/g以上の無機系微粒子を用いることが好ましい。結晶核剤の配合量は、結晶性ポリエステル中に0.01〜3質量%程度がよい。
【0019】
本発明においては、バインダー短繊維の鞘部を構成する結晶性ポリエステルがこのように結晶性に優れるものであるため、融点付近の温度下で、一気に溶融して液体状となり流動する。特定の温度下での流動性が高いために、液体状となった結晶性ポリエステルは、結晶性ポリエステルの融点付近の温度下では未だ線状の繊維形状を保持している芯部の非晶性ポリエステルを繊維軸方向に伝いながら、不織布全体に均一に浸透していく。
【0020】
本発明におけるバインダー短繊維の芯部には、非晶性ポリエステルが配される。このポリエステルは非晶性であるため、示差走査熱量測定を行ってもピークの形状が不明確となり、図1(b)の示差走査熱量測定にて描かれるDSC曲線に示されるように、ピークのこう配が極めて小さい。本発明においては、非晶性ポリエステルが一定の圧力を負荷した状態で昇温させたときに流出し始める温度を流動開始温度(R)とし、その温度が105〜155℃のものを用いる。流動開始温度は以下の方法にて測定される。すなわち、フロテスター(島津製作所CFT−500型)を用い、荷重9.8MPa、ノズル径0.5mmの条件で、初期温度50℃より1℃/分の割合で昇温していき、ポリマーがダイから流出し始める温度を流動開始温度(R)とする。また、非晶性ポリエステルの流動開始温度(R)の値から結晶性ポリエステルの融点(Tm)の値を除した値(R−Tm)が5以下となる非晶性ポリエステルを用いる。なお、(R−Tm)の値は5以下とは、(R−Tm)の値はゼロ以下であってもよく、(R−Tm)の値の下限は−45である。
【0021】
非晶性ポリエステルの流動開始温度が155℃以下であることにより、熱成型の際の設定温度を高く設定することなく成型加工を行えることから、加工性および経済性の点で有利である。一方、流動開始温度が105℃以上であることにより、バインダー短繊維の製造における延伸、熱処理工程での処理温度を高く設定することができるため、乾熱収縮率の低いバインダー短繊維を得ることができる。このような理由から、非晶性ポリエステルの流動開始温度は、110〜140℃であることが好ましく、さらには115〜135℃が好ましい。
【0022】
非晶性ポリエステルの流動開始温度(R)の値から結晶性ポリエステルの融点(Tm)の値を除した値(R−Tm)が5以下となる非晶性ポリエステルを用いることにより、熱成型の際にバインダー短繊維を構成する結晶性ポリエステルおよび非晶性ポリエステルの両者が良好に接着剤として機能するとともに、所望の深絞り成型品を得ることが可能となる。すなわち、熱成型の際の設定温度は、結晶性ポリエステルが溶融し、かつ非晶性ポリエステルが軟化するように設定するが、鞘部の結晶性ポリエステルを溶融させて液体状とし良好に接着剤として機能させるには、結晶性ポリエステルの融点より約15〜25℃高い温度付近を設定温度とすることが好ましく、このとき、非晶性ポリエステルは、繊維状の形態は保持するが、一部は軟化して接着剤として寄与することを要する。したがって、結晶性ポリエステルの融点よりも高々5℃高い温度で既に流動開始している必要がある。非晶性ポリエステルの流動開始温度が、結晶性ポリエステルの融点よりも5℃を超えて高い温度であると、熱成型の際の設定温度を結晶性ポリエステルの融点よりもさらに高い温度に設定する必要が生じるため経済的でない。また、非晶性ポリエステルが、ポリマー全体が軟化するのは、流動開始温度から約60〜70℃高い温度下であることから、非晶性ポリエステルも接着剤として良好に機能させることを考慮すると、結晶性ポリエステルの融点よりも非晶性ポリエステルの流動開始温度が低いことが好ましく、10〜20℃低いことがより好ましい。結晶性ポリエステルの融点よりも非晶性ポリエステルの流動開始温度が45℃を超えて低いと熱成型の際の熱処理において、非晶性ポリエステルの多くが軟化して繊維状の形態が保持できず、溶融した結晶性ポリエステルとともに必要以上に流動してしまい、不織布内に偏って存在する恐れが生じる。また、非晶性ポリエステルの流動開始温度が極端に低い場合は、熱成型の際の熱処理温度にて非晶性ポリエステルが炭化する恐れがある。
【0023】
バインダー短繊維の芯部に配する非晶性ポリエステルとしては、エチレンテレフタレート、ブチレンテレフタレート、トリメチレンテレフタレートなどのアルキレンテレフタレートを主たる繰り返し単位とし、上記の流動開始温度のものとするため、次に示すような成分を共重合させたものを用いる。
【0024】
共重合成分としては、イソフタル酸、5−スルホイソフタル酸などの芳香族ジカルボン酸、アジピン酸、コハク酸、スベリン酸、セバシン酸、ドデカン二酸などの脂肪族ジカルボン酸、およびエチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノールなどの脂肪族ジオールや、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシカプロン酸、ヒドロキシペンタン酸、ヒドロキシヘプタン酸、ヒドロキシオクタン酸などのヒドロキシカルボン酸、ε−カプロラクトンなどの脂肪族ラクトン等が挙げられる。
【0025】
中でも、エチレンテレフタレートを繰り返し単位とし、イソフタル酸が30〜45モル%共重合してなる共重合ポリエステルを用いることが好ましい。イソフタル酸の共重合量が30モル%未満であると、流動開始温度が高くなり155℃を超えるものとなりやすい。一方、45モル%を超えると、流動開始温度が低くなり105℃未満のものとなりやすい。
【0026】
バインダー短繊維を構成する結晶性ポリエステルあるいは非晶性ポリエステルには、本発明の効果を損なわない範囲で、リン酸エステル化合物やヒンダードフェノール化合物のような安定剤、コバルト化合物、蛍光増白剤、染料のような色調改良剤、二酸化チタンのような艶消し剤、可塑剤、顔料、制電剤、難燃剤、易染化剤などの各種添加剤を1種類または2種類以上添加してもよい。
【0027】
バインダー短繊維において、芯部の非晶性ポリエステルと鞘部の結晶性ポリエステルとの複合比率(質量比率)は、20/80〜80/20であればよく、30/70〜70/30が好ましい。
【0028】
本発明においては、上記したバインダー短繊維を含むニードルパンチ短繊維不織布を用いて熱成型により成型品を得る。ニードルパンチ不織布は、構成繊維同士が三次元的に交絡しているため、すなわち、繊維同士が縦、横および厚み方向においてもランダムに絡みあって形態を保持しているものであるので、繊維に自由度があり、深絞りの成型型枠にも良好に繊維が追随しやすく、所望の絞り成型品を得ることができる。なお、ニードルパンチ短繊維不織布を構成する繊維同士は、絡合することのみによって不織布の形態を保持しているものであり、バインダー短繊維により熱接着したものではない。
【0029】
本発明において、ニードルパンチ短繊維不織布は、バインダー短繊維以外の繊維を含有している。バインダー短繊維以外の繊維は、熱成型の際に溶融せずに繊維形態を保持し、得られる成型品の骨格としても機能する。ニードルパンチ短繊維不織布中に含まれるバインダー短繊維の量は、得られる成型品の用途や要求性能に応じて適宜設定する。バインダー短繊維の量が多く、不織布中に半分以上占める場合は、成型品は風合いがプラスチック成型品に近くなり、剛性が高い成型品が得られる傾向となる。また、バインダー短繊維の量を少なくし、熱成型時の熱の影響を受けない骨格となる繊維が不織布中に半分を超えて占めると、得られる成型品は、繊維独特の風合いを保持し、嵩高で柔軟性を有するものとなる。
【0030】
本発明では、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理を施すことによりニードルパンチ短繊維不織布を得る。バインダー短繊維の含有率が互いに異なる不織ウェブ層を用いることにより、得られる成型品において、例えば、両表面の風合いを異ならせることや、繊維独特の嵩高で柔らかな風合いとプラスチックの硬い風合いとを併存させるようなユニークな形態のものを得ることができる。前述と同様に、不織ウェブ層中にバインダー短繊維が半分以上占める場合は、風合いがプラスチックシートに近いものとなる。一方、不織ウェブ層中に含有するバインダー短繊維が半分未満となると、繊維の柔軟な風合いがより顕れる。本発明においては、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層において、一方の不織ウェブ層のバインダー短繊維の含有率が60質量%以上であり、他方の不織ウェブ層のバインダー短繊維の含有率が10〜40質量%とすることにより、一方はプラスチックシートのような硬い剛性が顕れ、他方は繊維独特の柔らかで柔軟な風合いが顕れるものとなる。バインダー短繊維の含有率が互いに異なる不織ウェブ層としては、互いにバインダー短繊維の含有率が異なる不織ウェブ層を2層積層したものであっても、互い違いに3層〜複数層積層したものであってもよい。また、両表面にバインダー短繊維が多く含まれる不織ウェブ層、中間層にバインダー短繊維が少ない不織ウェブ層を積層したもの、これとは逆に、両表面にバインダー短繊維が少なく含まれる不織ウェブ層、中間層にバインダー短繊維が多く含まれる不織ウェブ層を積層したもの、あるいは、バインダー短繊維の含有量が厚み方向に徐々に変化するように3層以上積層したもの等が挙げられる。このように、バインダー短繊維の含有量に変化をつけることや、積層の順番を適宜設定することによって、様々な風合いの成型品が得ることができるため、成型品を用いる用途や要求性能に応じて選択するとよい。
【0031】
バインダー短繊維以外の短繊維(骨格となる繊維)としては、熱成型時の熱処理温度にて熱の影響を受けない繊維であればよい。例えば、天然繊維、再生繊維、合成繊維が挙げられるが、これらの中でも、熱接着剤となるバインダー短繊維を構成するポリマーとの相溶性を考慮すると、ポリエステル系合成繊維が好ましい。繊維の形態としては、機械捲縮を有する短繊維であっても、立体的な捲縮であるスパイラル捲縮を有する短繊維であってもよいが、スパイラル捲縮を有する短繊維が好ましい。成型時の深い絞りに良好に追随でき、また、柔軟性と肌触りが良好で嵩高(ボリューム感のある)の成型品が得られるためである。
【0032】
ニードルパンチ短繊維不織布を構成するバインダー短繊維およびそれ以外の短繊維は、その繊維長は25〜100mm程度でよい。繊維長を25mm以上とすることにより、カード機での開繊時に繊維の脱落が発生しにくく操業性が良好であり、一方、繊維長を100mm以下とすることにより、カード機で良好に解繊でき、地合いの均一な不織布が得られる。
【0033】
ニードルパンチ短繊維不織布の目付は、得られる成型品の形態に応じて適宜選択すればよいが80〜500g/m2程度がよい。
【0034】
ニードルパンチ短繊維不織布は、ニードルパンチ工程における針密度は、不織布の目付等に応じて適宜設定すればよいが、パンチ密度は40〜60パンチ/cm2程度がよい。
【0035】
本発明においては、上記したバインダー短繊維を含むニードルパンチ短繊維不織布を、所望の金型を用いて熱成型し、成型品を得る。熱成型の際の設定温度は、バインダー短繊維を構成する結晶性ポリエステルが溶融し、かつ非晶性ポリエステルが軟化する温度とする。熱成型においては、成型する基材に前記温度に設定した加熱手段にて予備加熱を行い、次いで、この加熱した基材を、雄型と雌型とからなる所望の成型金型に設置して、雄型と雌型を嵌め合わせることにより、所望の形の成型品を得るとよい。熱成型において、前記の加熱を行うことにより、バインダー短繊維の鞘部を構成する結晶性ポリエステルは、結晶性が高いため、この加熱により、即座に溶融して流動性の高い液体状となる。一方、バインダー短繊維の芯部を構成する非晶性ポリエステルは、結晶性がなく非晶性であるため、この加熱によってポリマーの一部が軟化するものの流動状態にはならず、線状の形態を保持している。液体状となった鞘部の結晶性ポリエステルは、線状の形態を保持している非晶性ポリエステルの繊維軸方向に沿って流動し、不織布全体に分散する。次いで、この予熱した不織布からなる基材を雄型と雌型とからなる所定形状の金型に設置し、成型を行う。予熱した不織布は、上記したようにバインダー短繊維を構成する鞘部の結晶性ポリエステルは溶融流動し、芯部の非晶性ポリエステルは軟化していることから、バインダー短繊維自体は、一部(結晶性ポリエステル)が溶融により流出していることから繊維質量が減り、線状形態が残っている芯部の非晶性ポリエステルは軟化していることから、成型型枠に沿って動きやすく、また、不織布中にバインダー短繊維以外の繊維が混合されていた場合であっても、バインダー短繊維との絡みが解かれて骨格繊維自体も動きやすくなっているため、深絞りの型枠であっても容易に型枠に沿って均一に伸びて追随し、深絞りの成型品を得ることができる。なお、所定温度にて熱処理する処理時間は、3分〜7分程度がよい。
【発明の効果】
【0036】
本発明の成型品の製造方法においては、特定のバインダー短繊維を含むニードルパンチ短繊維不織布を基材として用い、所定の熱処理を施した上で熱成型を行う。すなわち、バインダー短繊維は、特定の融点を有する結晶性ポリエステルを鞘部に、特定の流動開始温度を有する非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、熱成型には結晶性ポリエステルが溶融し、かつ非晶性ポリエステルが軟化するように該ニードルパンチ短繊維不織布に熱を付与することにより、バインダー短繊維を構成する結晶性ポリエステルを溶融させると同時に非晶性ポリエステルを軟化させて、所定の成型枠にて成型する。ニードルパンチ短繊維不織布が熱を付与されることにより、バインダー短繊維の鞘部が溶融して流動し、芯部が軟化することから、また、不織布を構成する繊維同士が交絡のみによって形態を保持しているものであることから、絞りの深い成型型枠であっても、不織布の構成繊維が移動しやすく、不織布は成型型枠に沿って均一に伸びることができ、基材として不織布を用いたものであっても、良好な深絞りの成型品を得ることができる。また、バインダー短繊維の芯部および鞘部の両者が接着剤としても機能することから、形態保持性の良好な成型品を得ることができる。また、互いにバインダー短繊維の含有量が異なる不織ウェブ層を積層しているため、他の素材と複合化することなく、風合いの違いを併存させることができる。
【図面の簡単な説明】
【0037】
【図1】本発明における結晶性ポリエステルおよび非晶性ポリエステルのDSCより求めたDSC曲線の概略図である。
【図2】実施例で用いた雄型と雌型とからなる成型金型の概略断面図である。
【実施例】
【0038】
次に、実施例を用いて本発明を具体的に説明する。実施例中の各種の特性値等の測定、評価方法は次の通りである。
次に、実施例を用いて本発明を具体的に説明する。実施例中の各種の特性値等の測定、評価方法は次の通りである。
(1)極限粘度〔η〕
フェノールと四塩化エタンとの等質量混合物を溶媒として、試料濃度0.5質量%、温度20℃の条件下で常法に基づき測定した。
【0039】
実施例1
結晶性ポリエステルとして、極限粘度0.95、融点128℃、酸成分としてテレフタル酸(TPA)、ジオール成分としてエチレングリコール(EG)15mol%、1,6−ヘキサンジオール(HD)85mol%からなり、結晶核剤として0.5質量%のタルクを含有するものを用いた。非晶性ポリエステルとして、エチレンテレフタレート単位にイソフタル酸(IPA)を酸成分として40mol%共重合したポリエステル(流動開始温度115℃、極限粘度0.75)を用いた。
結晶性ポリエステルチップと非晶性ポリエステルチップを複合紡糸装置に供給し、結晶性ポリエステルが鞘部、非晶性ポリエステルが芯部となる芯鞘形状となるようにし、両成分の質量比を50/50として溶融紡糸を行った。このとき、紡糸温度220℃、吐出量571g/分、紡糸孔数1014、紡糸速度800m/分の条件で紡糸した。次いで、紡出糸条を18℃の冷風で冷却し、引き取って未延伸糸を得た。
この未延伸糸を集束して11万dtexのトウ状にした未延伸繊維に、延伸倍率3.2倍、延伸温度40℃で延伸を行い、この後、ヒートドラム(温度110℃)で熱処理を施した。次いで、押し込み式クリンパーで捲縮を付与し、繊維長51mmに切断して単糸繊度2.2dtex、乾熱収縮率4.3%の芯鞘複合型のバインダー短繊維を得た。
一方、バインダー短繊維以外の繊維(骨格繊維)として、ポリエチレンテレフタレートからなる複合繊維(ユニチカ社製 コンジュケートタイプ<38F>3.3dtex×51mm)を用意した。この繊維は、コイルバネ状の立体的な捲縮を有する繊維である。
バインダー短繊維と骨格繊維とを75/25(質量%)の割合で混綿し、カード機で解繊した後、クロスレイアーで積層し、ニードルパンチ処理後の目付が200g/m2となるように目付(180g/m2)の乾式ウェブ(バインダー短繊維の含有率が高い不織ウェブ層A)を作成した。
一方、バインダー短繊維と骨格繊維とを25/75(質量%)の割合で混綿し、カード機で解繊した後、クロスレイアーで積層し、ニードルパンチ処理後の目付が50g/m2となるように目付(45g/m2)の乾式ウェブ(バインダー短繊維の含有率が低い不織ウェブ層B)を作成した。
得られた不織ウェブ層Aと不織ウェブ層Bとを積層し、バーブ付きニードルを有するニードルロッカーに通して、針密度50パンチ/cm2にてニードリングを行い250g/m2のニードルパンチ短繊維不織布を得た。
【0040】
実施例2、3
不織ウェブ層Aにおけるバインダー繊維の混率を表1に示すように変更したこと以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0041】
実施例4、5
バインダー短繊維の含有率が低い不織ウェブ層Bにおけるバインダー繊維の混率を表1に示すように変更したこと以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0042】
実施例6、7
ニードリングの針密度を表1に示す数に変更した以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0043】
実施例8
骨格繊維として、ポリエチレンテレフタレートからなり中空部を有する複合繊維(ユニチカ社製 コンジュケートタイプ<H38F>4.4dtex×51mm)を用いたこと以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0044】
実施例9
結晶性ポリエステルとして、極限粘度0.98、融点130℃、酸成分としてテレフタル酸(TPA)、ジオール成分として1,4−ブタンジオール(BD)20mol%、1,6−ヘキサンジオール(HD)80mol%からなり、結晶核剤として0.5質量%のタルクを含有するものを用いたこと以外は、実施例1と同様にして芯鞘複合型のバインダー短繊維(乾熱収縮率4.5%)を得た。得られたバインダー短繊維を用いて、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0045】
実施例10〜16
実施例9において、不織ウェブ層Aおよび不織ウェブ層Bにおけるバインダー繊維の混率、ニードリングの針密度、骨格繊維種類として、表1に示すものを採用したこと以外は、実施例9と同様にしてニードルパンチ短繊維不織布を得た。
【0046】
比較例1
バインダー短繊維として、鞘部に非晶性ポリエステル(流動開始温度(R)が100℃のエチレンテレフタレート単位に酸成分としてイソフタル酸を40%共重合した共重合ポリエステル)、芯部にポリエチレンテレフタレートが配されたポリエステル系の芯鞘型バインダー短繊維(ユニチカ社製メルティ<4080>2.2dtex×51mm)に変更
した以外は、実施例1と同様にしてニードルパンチ短繊維不織布を得た。
【0047】
<成型品の製造>
前記得られたニードルパンチ短繊維不織布を適宜の大きさに裁断し、150℃×5分の予熱を行った後に、図2に示す雄型と雌型とからなる成型プレス機に設置し、雄型と雌型とを嵌合により加圧して成形品を得た。得られた成型品について、下記評価を行い、その評価結果等を表1に示す。
1.地合
得られた成型品表面の地合を目視にて判断し、全体的に均一であり良好であるものを「○」、部分的に薄い個所がある、あるいは破れが発生しているものは不良として「×」の2段階で評価した。
2.形状保持性
得られた略円錐形の成型品4個を用い、頂点を結ぶ線が正方形を描くように配し、その上に25cm×25cm角のステンレス板と重り(ステンレス板と重りの合計加重が1000g)を載せて1分間放置した。1分経過後、ステンレス板と重りを外し、成型品の形状変化を目視により観察し、成型品4個いずれも変形のないものを「○」、成型品に型崩れが見られたものを「×」として、2段階の評価を行った。
3.耐久性
得られた成型品の表面(外層、内層)を手で擦った後の状態で判断し、毛羽の発生がない(○)、毛羽の発生や損傷がある(×)の2段階で評価した。
【0048】
【表1】
【0049】
表1から明らかなように、実施例1〜16で得られた成型品は全体的に均一であり、薄い箇所もなく地合が非常に良好であった。また、形状保持性、耐久性ともに優れたものであった。また、一方の面は、バインダー短繊維が多く含有しているので、成型品自体は剛性のあるものとなり、また、バインダー短繊維の含有率が少ない側の成型品の表面は、繊維独特の風合いを保持し、クッション性があり、肌触りが良好であった。
【0050】
一方、比較例1の成型品は、加圧成型時に型枠に追随することができずに均一に伸びなかったため、極端に薄い箇所があり、成型品の頂点箇所は破れが発生していた。これは、ニードルパンチ短繊維不織布を構成するバインダー短繊維において、熱接着剤として機能する鞘部が非晶性ポリエステルであり、熱成型の際の予熱処理ではバインダー成分が軟化するものの流動しにくく、かつ芯成分が熱の影響を受けずに全く伸びがないため、成型型枠に沿って伸びることができなかったと推察する。なお、比較例1では、成型品が得られなかったので、形状保持性および耐久性は評価しなかった。
【特許請求の範囲】
【請求項1】
不織布を基材として熱成型する成型品の製造方法であって、
不織布が、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されてなるニードルパンチ短繊維不織布であり、
該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが、テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下であり、
熱成型の際に、バインダー短繊維を構成する結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で該ニードルパンチ短繊維不織布に熱を付与することにより、結晶性ポリエステルを溶融させるとともに非晶性ポリエステルを軟化させ、所定の成型枠にて成型することを特徴とする成型品の製造方法。
【請求項2】
バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層において、一方の不織ウェブ層のバインダー短繊維の含有率が60質量%以上であり、他方の不織ウェブ層のバインダー短繊維の含有率が10〜40質量%であることを特徴とする請求項1記載の成型品の製造方法。
【請求項3】
熱成型の際に、結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で予熱することにより結晶性ポリエステルを溶融させるとともに非晶性ポリエステルを軟化させ、次いで、所定の成型枠にて成型することを特徴とする請求項1または2記載の成型品の製造方法。
【請求項4】
熱成型の際の設定温度の上限が、非晶性ポリエステルの流動開始温度よりも60℃高い温度を超えない温度とすることを特徴とする請求項1から3のいずれか1項記載の成型品の製造方法。
【請求項5】
ニードルパンチ短繊維不織布が、バインダー短繊維以外の繊維として、スパイラル捲縮を有する短繊維を含むことを特徴とする請求項1から4のいずれか1項記載の成型品の製造方法。
【請求項6】
請求項1から5のいずれか1項記載の成型品の製造方法により得られた成型品。
【請求項1】
不織布を基材として熱成型する成型品の製造方法であって、
不織布が、バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層を積層してニードルパンチ処理が施されてなるニードルパンチ短繊維不織布であり、
該バインダー短繊維が、結晶性ポリエステルを鞘部に、非晶性ポリエステルを芯部に配した芯鞘型複合形態であり、該結晶性ポリエステルが、テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とを含み、該結晶性ポリエステルの結晶融点(Tm)が100〜150℃、該非晶性ポリエステルの流動開始温度(R)が105〜155℃、非晶性ポリエステルの流動開始温度の値から結晶性ポリエステルの融点の値を除した値(R−Tm)が5以下であり、
熱成型の際に、バインダー短繊維を構成する結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で該ニードルパンチ短繊維不織布に熱を付与することにより、結晶性ポリエステルを溶融させるとともに非晶性ポリエステルを軟化させ、所定の成型枠にて成型することを特徴とする成型品の製造方法。
【請求項2】
バインダー短繊維の含有率が互いに異なる複数の不織ウェブ層において、一方の不織ウェブ層のバインダー短繊維の含有率が60質量%以上であり、他方の不織ウェブ層のバインダー短繊維の含有率が10〜40質量%であることを特徴とする請求項1記載の成型品の製造方法。
【請求項3】
熱成型の際に、結晶性ポリエステルが溶融するとともに非晶性ポリエステルが軟化する温度で予熱することにより結晶性ポリエステルを溶融させるとともに非晶性ポリエステルを軟化させ、次いで、所定の成型枠にて成型することを特徴とする請求項1または2記載の成型品の製造方法。
【請求項4】
熱成型の際の設定温度の上限が、非晶性ポリエステルの流動開始温度よりも60℃高い温度を超えない温度とすることを特徴とする請求項1から3のいずれか1項記載の成型品の製造方法。
【請求項5】
ニードルパンチ短繊維不織布が、バインダー短繊維以外の繊維として、スパイラル捲縮を有する短繊維を含むことを特徴とする請求項1から4のいずれか1項記載の成型品の製造方法。
【請求項6】
請求項1から5のいずれか1項記載の成型品の製造方法により得られた成型品。
【図1】

【図2】
【図2】
【公開番号】特開2013−79473(P2013−79473A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2011−221077(P2011−221077)
【出願日】平成23年10月5日(2011.10.5)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成23年10月5日(2011.10.5)
【出願人】(000228073)日本エステル株式会社 (273)
【Fターム(参考)】
[ Back to top ]