
成形された展開用帯を有する尿シース
【課題】より簡単かつ均等にペニス上にシースを展開することができる。
【解決手段】尿シース40は、当該シースのいずれかの側面に平行して伸びるよう、それを少なくとも2の長さにすることを可能にする、薄い素材でできた素材(帯)41,42を含んでいる。このことは、1つ、2つ、あるいはそれ以上のコンポーネントを射出成形する尿シースのシリコン射出成形工程において、液体シリコンのよって帯を射出成形で形成することにより可能となる。前記射出成形は、本体部のための空洞ならびに帯状部のための空洞を有し、前記本体部のための空洞は、前記帯と前記シースとの間に取り付け領域を形成する帯状部のための空洞に接続される、尿シースのための射出成形型において行われる。
【解決手段】尿シース40は、当該シースのいずれかの側面に平行して伸びるよう、それを少なくとも2の長さにすることを可能にする、薄い素材でできた素材(帯)41,42を含んでいる。このことは、1つ、2つ、あるいはそれ以上のコンポーネントを射出成形する尿シースのシリコン射出成形工程において、液体シリコンのよって帯を射出成形で形成することにより可能となる。前記射出成形は、本体部のための空洞ならびに帯状部のための空洞を有し、前記本体部のための空洞は、前記帯と前記シースとの間に取り付け領域を形成する帯状部のための空洞に接続される、尿シースのための射出成形型において行われる。
【発明の詳細な説明】
【背景技術】
【0001】
尿シースとしても知られる、外部尿カテーテルは、男性の尿失禁を補助するための、ならびに、尿道疾患の処置や手術のために病院で用いられる、尿カテーテル装置に用いられている。かかる外部尿カテーテルは、通常、ペニスの棒状部(sfhaft of penis)を囲むシースあるいは本体部、ならびに、ベッド又はユーザーの脚に固定される集尿袋が接続された比較的短い排出管が設けられた、先端部を備えている。ペニス上に、シースを正確に巻きを展開して(unroll)装着することは困難である。この処置は、器用ではないユーザー、あるいは、衛生上の理由から保護手袋を着けた病院スタッフによって実行される。しかし、かかるシースは、肌とシース間で漏れを防止するシールとして機能するよう正しく取り付けられなければならない。シースが均等に展開されていなかったり、保護手袋がシースの接着剤に引っ付いてしまった場合には、問題が生じる。
【0002】
この問題に対して現在行われている解決策の一つは、シースの装着を補助する帯を一本設けることである。しかし、この帯は、シースの片側のみを引っ張ることになるので、器用でない場合、均等な展開が困難である。
【0003】
射出成形機の空洞のデザインによっては、射出成形機を用いることにより、製品の壁の厚みを非常に正確に制御することができる。したがって、この方法によれば、高品質で薄い壁の製品を製造することが可能である。
【先行技術文献】
【特許文献】
【0004】
なし
【発明の概要】
【0005】
ここで提供する、尿シース装着(unroll)の問題に対する解決策は、シースのいずれかの側面に平行して伸び、少なくとも2つの長さにすることが可能な薄い素材でできたエレメントを含むことである。帯である前記エレメントの2つの長さは、シースを用いて巻き取られる。シース先端側の前記エレメントの上端は、男性の親指(ハンドル)を用いて掴んで引っ張るのに十分大きいループとして形成されることが好ましい。かかるループを下方に引っ張る(つまり、シースの先端からシースの逆の先端方向への)動きにより、シースは均等に展開される(unroll)。2段階に動く帯(double action strip)を用いると、上述の接着剤に触れることなく、より簡単かつ均等にペニス上にシースを展開することができる。
【0006】
しかし、製品にこの帯を取り付けることは、困難であり、熟練した作業者による手作業によって行われる。かかる手作業は非常に高価なものとなる。この工程を自動化することも考慮されたが、これも高価なものとなってしまう。
【0007】
この問題の解決策は、1つ、2つあるいはそれ以上の射出成形コンポーネントによる尿シースのためのシリコン射出成形プロセスにおいて、液体シリコンによって前記帯を射出成形することである。
【図面の簡単な説明】
【0008】
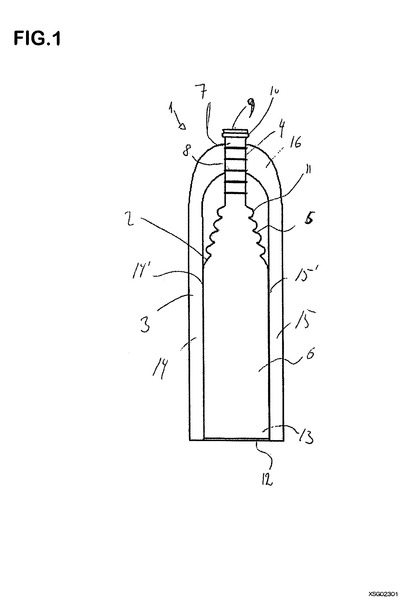
【図1】図1は、側面の2つの異なる角度から見た、本発明の第一の実施形態を示している。
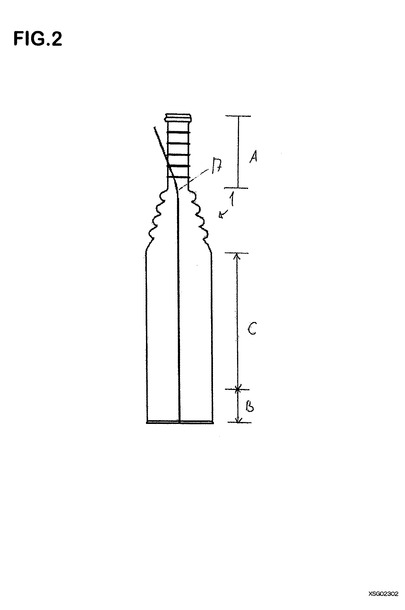
【図2】図2は、側面の2つの異なる角度から見た、本発明の第一の実施形態を示している。
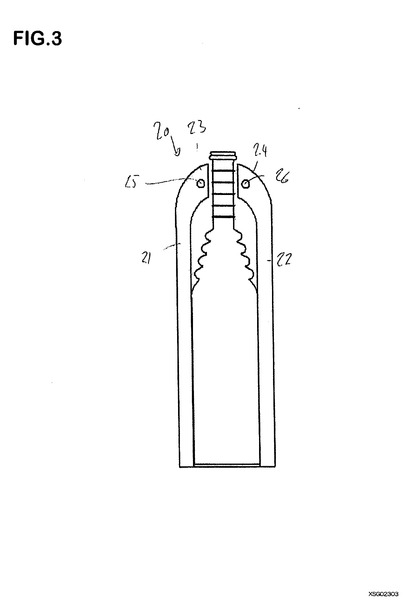
【図3】図3は、側面の2つの異なる角度から見た、本発明の第二の実施形態を示している。
【図4】図4は、側面の2つの異なる角度から見た、本発明の第二の実施形態を示している。
【図5】図5は、側面の2つの異なる角度から見た、本発明の第二の実施形態を示している。
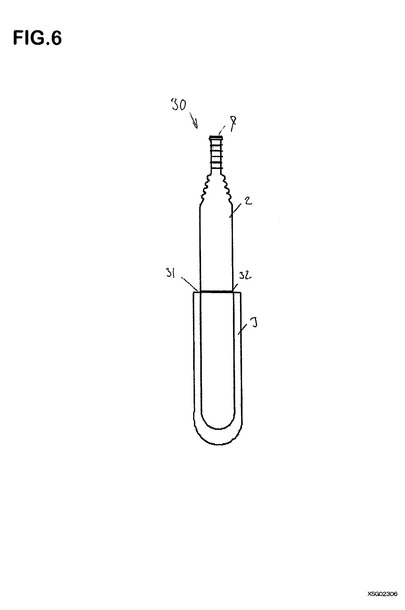
【図6】図6は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【図7】図7は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
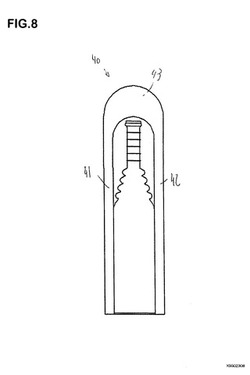
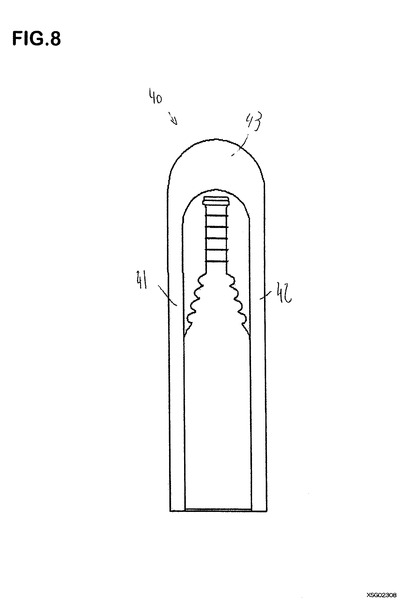
【図8】図8は、側面の2つの異なる角度から見た、本発明の第四の実施形態を示している。
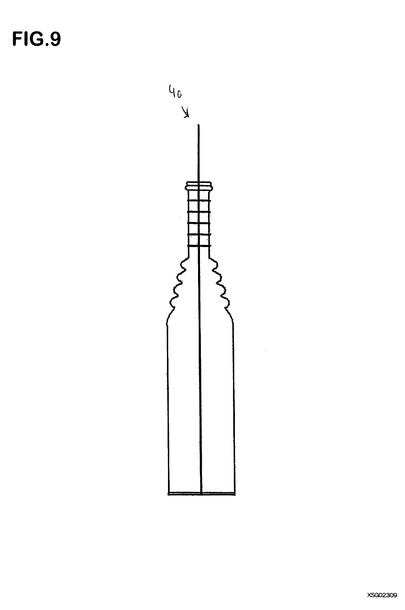
【図9】図9は、側面の2つの異なる角度から見た、本発明の第四の実施形態を示している。
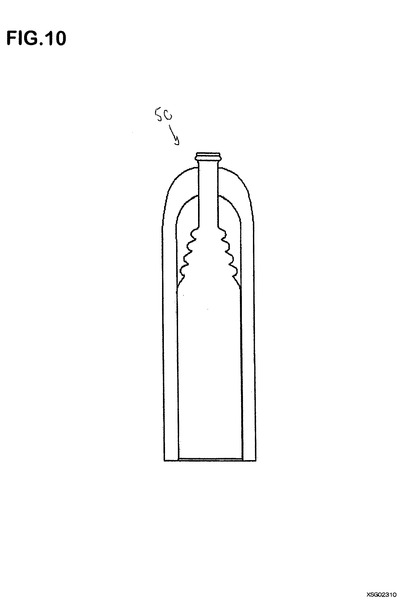
【図10】図10は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【図11】図11は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【詳細な説明】
【0009】
本発明の更なる効果は、添付図面を参照しつつ本発明について説明がなされる、以下の詳細な説明において理解される。かかる図面ならびに詳細な説明は、例示としての役割だけを担い、発明の範囲を制限するものと理解してはならない。
【0010】
図1および図2は、本発明に基づいて射出成形された半製品の尿シースアセンブリ1の一実施形態を示す。
【0011】
尿シース2ならびに帯状部3が、尿シースアセンブリ1を形成する。
【0012】
かかる尿シースは、先端部4、肩部5ならびに本体部6から構成される。
【0013】
前記先端部4は、前記肩部5から距離Aだけ、出口端9方向に伸張し、排出管(図示せず)に接続するよう適用される。その上に5つの円形の摩擦リブ8を有する廃液管7が、先端部を構成している。かかるリブは、ユーザー、患者又は看護師等が手を離さずに排出管を取り扱うことができるような摩擦手段を提供する。排出管の出口端9には、突出接続リブ10が設けられている。かかる接続リブは、前記排出管からの半径距離において、摩擦リブ8よりもさらに外側に突出している。排出管と廃液管が接続されると、接続リブの機能が摩擦結合を提供する。
【0014】
肩部5は、本体部を先端部に接続する。好ましい実施形態において、かかる肩部は、4つの円形の球状リング11で形成される。
【0015】
本体部6は、肩部から台座の開口12へと伸びる管状セクションにより形成される。かかる本体部は、前記台座開口12から距離Bだけ、出口端9方向に伸張する底部13、ならびに、前記底部13から距離Cだけ、出口端9方向に伸張する中央部14に分けられる。
【0016】
帯状部3は、台座開口12から出口端9へと伸び、先端部のほぼ最初で終わる、2本の平行な帯14、15として形成される。ブリッジ状の帯状部を形成する円弧形状のハンドル16は、出口端近傍の2本の帯の終端を接続する。前記帯状部3は、本体部に沿って伸び、尿シースに対向する2本の平行な帯のそれぞれの側面を介し、縦取り付け領域14'、15'により尿シースに取り外し可能に取り付けられる。
【0017】
かかる取り付け領域は、通常、脆弱領域、すなわち、前記帯状部および前記尿シースよりも引き裂き強度がそれぞれ弱い領域として形成される。射出成形中、これらの取り付け領域は、異なる様々な方法で設けられる。たとえば、平行な帯の厚み、および/又は、本体部の壁の厚みよりも素材の厚みを薄くすることにより、それを設けるようにしてもよい。それに代え、平行な帯および尿シースに沿って伸びる、2本のミシン目の線としてこれらを設けるようにしてもよい。
【0018】
したがって、尿シースが固定位置に保持され、帯状部が引っ張られると、尿シースアセンブリは、取り付け領域に沿って分離する。
【0019】
また、図2に見られるように、帯状部は、曲がり部(bend)17を持って形成される。これにより、ハンドルが先端部4の周囲に導かれると、連続したハンドル16により2本の平行な帯14および15を同時に接続するとともに、帯状部が、尿シースの範囲より短い長さを有することを可能とする。
【0020】
図3、図4ならびに図5は、本発明に基づいて射出成形された半製品の尿シースアセンブリ20の実施形態を示している。
【0021】
この実施形態において、前記尿シースは、図1および図2のものと同じであるが、帯状部は、独立した2本の帯21ならびに22として形成されている。かかる独立した2本の帯は、第一接続端に形成された貫通穴25ならびに第二接続端24上に設けられたタブ26の形式によるロック手段によって構成された接続端23および24を介して接続可能である。用いられているタブを貫通穴に圧入すると、前記2つの接続端が係止し、これによりハンドルが形成される(形成されたハンドルは図示されていない)。
【0022】
射出成形中、帯状部は、図1および図2に示したのと同様の方法により、尿シースに取り付けられる。
【0023】
図6および図7は、さらに別の、本発明に基づく射出成形された半製品の尿シースアセンブリ30の実施形態を示している。
【0024】
帯状部3および尿シース2は、図1ならびに図2で述べた部分に対応するが、射出成形中、これらは別々に作られる。
【0025】
帯状部3は、尿シースの底部における取り付けポイント31および32において、尿シース2に取り付けられ、底部より尿シースの出口端9から遠ざかる方向に伸張する。
【0026】
本発明に基づいて射出成形された、さらに別の半製品の尿シースアセンブリ40の実施形態が図8および図9に示されている。この実施形態において、平行な帯41および42は、尿シースの底部から先端部のほぼ出口端まで伸張する。したがって、図1および図2において説明したように、2本の平行な帯を接続するハンドル43が先端部上に設けられた場合、当該平行な帯に曲がり部を設ける必要はない。
【0027】
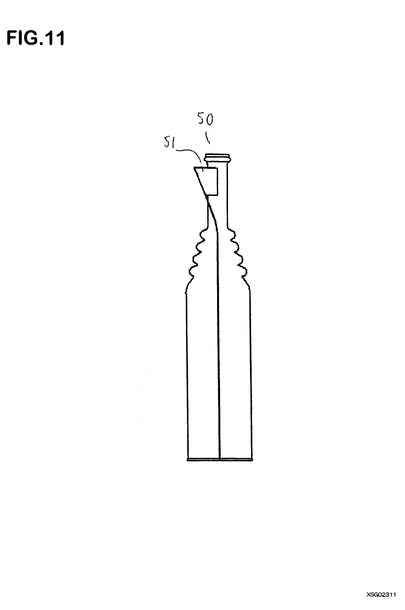
本発明に基づいて射出成形された、さらに別の半製品の尿シースアセンブリ50の実施形態が図10および図11に示されている。この実施形態は、タブ51および52(タブ51が覆っているので、タブ52は図示されていない)が、ハンドル16と先端部4を接続することを除いて、図1および図2に示すものとほぼ同じである。これらのタブは、製造過程において、尿シースアセンブリ用素材の均等な供給、均等なフローならびに硬化を提供するために作られたので、射出成形工程の結果物である。タブ51および52は、製品の販売する前に切除される場合が多い。
【0028】
本発明のある側面は、本体部、帯状部を備えた尿シースの半製品であって、取り付け領域において前記帯状部が前記本体部に取り付けられたものに関する。本体部は、尿排出口(先端部)から伸びる開口である。かかる先端部は、そこから尿が尿シースを出る箇所である。これは比較的短い排出管であることが好ましい。この排出管には、排液管が接続されることが多い。前記排液管の他端は、通常、集尿袋に接続される。
【0029】
取り付け領域は、たとえば、前記帯状部および前記尿シースよりもそれぞれ弱い引き裂き強度を有する脆弱領域として等の様々な方法により取り付けるようにしてもよい。通常、かかる脆弱領域は、前記帯状部および前記尿シースと同じ素材から形成され、前記帯状部および前記尿シースよりも厚みが薄い。
【0030】
したがって、前記帯状部および前記尿シースを互いに引き離す場合、それらは、取り付け領域においてうまく分離する。
【0031】
さらに、たとえば、前記帯状部の素材および前記尿シースの素材よりも弱い引き裂き強度を有する異なるタイプの素材により、別の取り付け領域を設けるようにしてもよい。かかる製品は、二成分複合射出成形(two-component injection moulding)によって製造される。
【0032】
前記尿シースは、さらに、ペニスに取り付け、密閉するために、内側に粘着剤を有することが好ましい。さらに、かかる尿シースは、先端部と本体部との間に可撓性領域を有することが好ましい。
【0033】
先端部は、尿シース全体の上3センチ(図2のA)であってもよい。それは、尿シースの全長の3分の1(選択的な可撓性領域を含まず)であることが好ましい。尿シースの底部は、開口から全本体部の3分の1(図2のB)まで伸びる尿シースの一部である。先端部と底部間の部分(選択的な可撓性領域を含まず)は、中央部(図2のC)と呼ばれる。
【0034】
かかる尿シースは、本体部ならびに帯状部を備える尿シース用の射出成形型であって、本体部のための空洞ならびに帯状部のための空洞を備えており、本体部のための前記空洞は、帯状部のための前記空洞と接続されているものを用いた射出成形により形成される。この型は、芯部、上シールド部ならびに下シールド部の3つの部分を備えることが好ましい。
【0035】
ある実施形態において、帯状部は帯を1本備えている。ペニス上に、尿シースを展開するには1本の帯で十分である。別の実施形態において、帯状部は帯を2本備えている。帯を2本、好ましくは管状の尿シースの反対端に有することにより、尿シースを装着する際、均等に展開することができる。
【0036】
かかる尿シースは、前記帯状部のための空洞が帯を1本備えた射出成形型を用いて射出成形される。それに代え、前記帯状部のための空洞が、帯を2本備えるようにしてもよい。当該2本の帯のための空洞を有する型は、好ましくは、互いに斜めに横切る空洞を備えており、これらは2つのシールド部間の分離線内に存する。
【0037】
尿シースを巻回する前にすぐに使える構成となるよう、尿シース上に帯を接続し、位置あわせすることは困難である。本発明のある側面において、帯状部は、尿シースの底部ならびに先端部において本体部に取り付けられる。すなわち、2つの帯を設けた場合、各帯は、尿シースの底部および先端部において本体部に取り付けられる。連続的あるいは点状による接続のいずれに拘わらず、帯は、尿シースの長手方向に沿って配向される。したがって、すぐに使える構成とするため尿シースを展開する前に、尿シースに簡単に帯を接続し、位置あわせすることが可能となる。
【0038】
かかる尿シースは、底部において帯状部のための空洞と本体部のための空洞とが接続された射出成形型を用いて射出成形される。
【0039】
ユーザーは、尿シースを装着する際に、取り付け領域を抵抗として感じることになる。したがって、一方では、製造中に尿シースを簡単に巻回することと、他方では、ユーザーに与える抵抗とのバランスがとられる。ある実施形態において、帯状部は、底部、中央部ならびに先端部において本体部に取り付けられる。他の実施形態において、帯状部は、中央部全体に沿って本体部に取り付けられ本体部に取り付けられる。また、別の実施形態において、帯状部は、底部ならびに中央部全体に沿い、点状アタッチメントにより先端部に取り付けられる。
【0040】
かかる尿シースは、本体部のための空洞と帯状部のための空洞間の前記接続が(尿シースの長手方向において)広い射出成形型を用いて射出成形される。すなわち、ある型においては、底部、中央部ならびに先端部において、本体部のための空洞と帯状部のための空洞間の接続が存する。他の型においては、中央部全体に沿って、本体部のための空洞と帯状部のための空洞間の接続が存する。また、さらに他の成形型においては、底部ならびに中央部の全体に沿って、本体部のための空洞と帯状部のための空洞間に接続が存するとともに、先端部において点状の接続が存する。
【0041】
好ましい実施形態において、本体部と帯状部間の取り付け領域は、前記帯状部および前記尿シースよりも引き裂き強度が弱い。この結果、帯状部が引っ張られると、本体部又は帯状部のいずれかが破壊されることなく当該帯状部が本体部から離れる。
【0042】
かかる尿シースは、破壊される素材の質量が軽くなる、すなわち、取り付け領域が素材が薄くなるよう、本体部のための空洞と帯状部のための空洞間の接続が十分に薄い射出成形型を用いて射出成形される。
【0043】
他の実施形態においては、取り付け領域は、破損、たとえば、巻回直前に切断される。連続的な分離ならびに巻回プロセスがその一例である。
【0044】
特定の射出成形型の設計において、2本の帯を尿シースの側面に沿って接続することは困難である。したがって、本発明のある実施形態において、帯状部は、帯の先端部において2本の帯を接続するための取り付け手段を有する2本の帯を備えている。
【0045】
かかる尿シースは、前記帯のための各空洞が、前記2本の帯を接続するための取り付け手段を提供するへこみ(indentations)を備えた射出成形型を用いて射出成形される。かかる取り付け手段の例は、片側の帯における穴であり、残りの帯におけるフックである。
【0046】
その代替実施形態としては、射出成形後に2本の帯に別のハンドルが取り付けられるものがある。
【0047】
本発明のある実施形態においては、巻回された管状部の外側で少なくとも2本の帯が接続される。これにより、たとえば、手先が器用でない尿シースのユーザーであっても、外部の助けを受けないで、片方の手だけで尿シースを装着可能となる、という本発明の一の主要な効果が提供される。このことは、これらのユーザーの自尊心に関する突破口となるものである。別の実施形態において、結合帯は、巻回された管状部を展開するためのハンドルを構成する。さらに別の実施形態において、前記結合帯は、指引っかけ穴(finger-pull-hole)を形成する。かかる指引っかけ穴は、たとえば尿シースのユーザーが、指を突っ込んで引っ張ることを可能にする。イヤーハンドルは2本の指とその間の力(ピンセット・グリップ)を必要とするが、穴の場合は、引っ張る力しか必要としない。したがって、帯状部が、2本の帯を備え、さらに、2本の帯を接続するハンドルを備えることが好ましい。かかるハンドルは、帯よりも厚いことが好ましい。
【0048】
ある実施形態において、ハンドルは、尿シースの下方に位置する(図6および図7参照))、すなわち、底部より前記先端部から離れる方向へ伸びる。ハンドルのこの位置は、底部における取り付け領域を通じて固定されることが好ましい。帯の全幅が底部に取り付けられ、かかる幅は、0.1mmを超える1mmであることが好ましい。これにより、1つのロボットアームが尿シースをつかみ、フックが尿シースの巻回中に抵抗をもたらすハンドルをつかんで、装置の巻回が自動化され、帯がもつれることが回避される。
【0049】
尿シースの射出成形はハンドル部をさらに備えるため、射出成形型は、さらに、ハンドル部のための空洞を備えることが要求される。かかる型の例は、帯状部のための空洞が、本体部のための空洞ならびにハンドル部のための空洞の縦の連続部分内に位置する射出成形型である。
【0050】
他の実施形態において、ハンドルは、端部の上方に位置する、すなわち、帯状部は、底部より前記先端部方向へ伸びる。かかる尿シースは、帯状部のための空洞が、先端部の上方のハンドルのための空洞内で終わる射出成形型を用いて射出成形される。このようなハンドルを本体部の中心線に有することにより、射出成形型の開口が帯状部を露出することを可能とする。
【0051】
また、別の実施形態において、ハンドルは、先端部の側面に位置する。かかる尿シースは、この空洞内の硬化素材を取り出し(吹き飛ばし)可能となるよう、ハンドル部のための空洞が十分厚い射出成形型を用いて射出成形される。ある実施形態において、ハンドル部のための空洞は、一般に帯状部よりも厚い。これに代わる射出成形型は、ハンドル部のための空洞が開口可能であり、かかる空洞から製品を取り出すことができるよう2のシールド部分の間に存する、4つの部分を備えている。
【0052】
ある実施形態において、ハンドルは、先端部に取り付けられている。この実施形態は、次に、分離プロセスを要求する。これは、巻回の前、巻回後、あるいは、ユーザーによって実行可能である。
【0053】
本体部は、シリコン本体部であることが好ましい。
【0054】
尿シースをペニス上に展開するために、帯について所望の性能を得るため、シースの接着剤から十分な離脱性(sufficient release)を有する帯素材を用いなければならない。かかる帯は、シリコンで成形されることが好ましい。
【0055】
帯状部は、様々な硬さならびにシリコン素材のタイプで成形してもよい。ある実施形態においては、本体部に用いられたものと同じ素材である。これに用いられるのは、ダウコーニング社製のシリコンC6−540であることが特に好ましい。
【0056】
しかし、二成分複合射出成形が実行可能であり、かかる成形は、液状/非硬化状態(liquid/non-vulcanised)で素材の接続を可能にする。二成分複合射出成形が用いられる場合、帯状部が尿シース部よりも硬いシリコンで形成されることが好ましい。帯状部に好ましい素材は、長期のエイジング後でもシースの接着剤から十分な離脱性を有するプラチナ硬化LSRシリコンである。特に好ましいのは、ダウコーニング社製のシリコンC6−570である。
【0057】
本発明のある側面は、本体部ならびに帯状部を備える尿シースの製造方法であって、
a)射出成形用の成形型を提供するステップと、
b)前記型内にシリコンを射出するステップと、
c)前記シリコンを硬化させるステップと、
d)製品を前記成形型から取り外すステップと、
e)前記帯を含めるために、当該尿シースを巻回するステップとを備える尿シースの製造方法に関するものである。この作業中、前記帯の脚部の一辺は、帯にしわを作ることなく巻回するため、ねじられシースの表面上に置かれる。
【0058】
巻回された管状部の準備段階において、帯状部は、通常、巻かれていない状態で用いられる。その後、帯が前記管の内側と外側の間に位置するよう、前記管状部は巻回される。これにより、各帯は、管状部に沿った経路を形成することになる。
【0059】
ある実施形態において、これらの各経路は、巻かれていない管状部の縦軸と平行であり、これにより、均等な引き出し(an even draw)が確保される。
【0060】
しかし、帯を、巻かれていない管状部の縦軸に平行に位置させると、巻回された管状部の外側のリムが、帯のある箇所で厚くなり、帯のないリムに沿った箇所で薄くなるので、不均等となってしまう。巻回された管状部について、よりスムーズな表面を得るためには、帯の経路の少なくとも1つを螺旋形状とする。
【0061】
また、本発明は、本体部ならびに帯状部を備えた、巻回された尿シースであって、帯状部が取り付け領域において前記本体部に取り付けられたもの、に関する。
【0062】
手の機能が衰えた人たち、あるいは、手袋をした看護師によっても尿シースのペニスへの装着が可能であるので、巻かれていない帯が、本製品の主な利点の一つであると考えられる。この巻かれていない帯が、製品を円滑かつ簡単に装着することを可能にし、着用の際の漏れ防止を改良する。
【0063】
前記帯の厚みは、約0.06mmであることが好ましい。このような薄い製品にわたる材料の流れを確保するため、1以上の注入口を有する射出成形型を提供することができる。
【0064】
厚みおよび幅を変更することで、帯の長さ方向の弾力感覚も変化する。ハンドル部は、比較的厚い(たとえば、0.2から2.0mm)ので、軸部と平行する部分は薄い(0.05から0.20mm)ことが好ましい。これは、シースの巻回を上手に行うためである。
【0065】
この明細書を通じて、尿シースについて述べてきた。しかし、同じ技術を、コンドームの射出成形に用いることも可能である。したがって、本発明は、コンドーム用の射出成形型およびコンドームの半製品に関するものでもある。
【実施例】
【0066】
実施例1:
尿シースとほぼ別に成形された2本の帯は、尿シースの遠端のみで一緒に成形される。
【0067】
この例は、大がかりな工具が必要であり、帯が完全に製品に取り付けられない場合がある。
【0068】
実施例2:
尿シースのシース部に沿って成形され、尿シースとして分裂される薄い部分により取り付けられた帯が展開される。ミシン目を組み合わせても、あるいは薄い部分の変わりにミシン目を用いてもよい。
【0069】
この例は、次の製造ステップにおける尿シースの取り扱いを簡単にする。ここで難しい部分は、帯の2本の足のための複合ハンドル機能の成形である。かかるハンドルは、先端部の先の手前で終るような長さであることが好ましい。
【0070】
このことは、さまざまな方法により達成される:
いずれの工具も3つ以上の可動部分から構成され;
かかる工具は、3つの可動部分から構成されるが、帯(又は帯ハンドル)が、尿シースの先端に取り付けられ、以下のステップで切断される;
前記帯は、2本の足を有して形成され、以下のステップにより、これら2本の足を互いに取り付けることにより複合ハンドル部が得られる。これらは、機械的あるいは化学的手段によって取り付け可能である;
複合ハンドル部は、先端の頂点に設けられる。しかし、かかる代替方法は、通常必要な長さよりも長い、展開された帯を提供する。
【0071】
実施例3:
尿シースを製造するため、われわれは、ダウコーニング社製のC6−540(ショア40Aの硬度)シリコンを用いて、尿シースの下側においてシース部の厚みが0.20mm、帯状部が0.10mmとなり、当該下側に近接する尿シースの上側においてシース部の厚みが0.40mm、帯状部が0.15mmとなるよう、型中に射出する。シース部の長さに沿った帯の幅は、8mmである。ユーザーが帯を展開し始めて、帯の厚みが変化すると、弾力が過大でないという感覚を生じさせる。底部の薄い帯は、当該帯の巻回状態においてシース部の不均等性が過大とならないようにする。かかる不均等は、ユーザーにより展開された場合、展開が不均等になったり、シース部に皺を与える可能性がある。帯のハンドル部は、厚みを、たとえば0.6mmで形成し、手の機能が衰えた人がしっかりと握ることができるように作られる。
【0072】
実施例4:
他の例において、尿シースおよび帯は、二成分複合射出成形によって2の異なるシリコンにより作られる。シース部は、例1のように、ダウコーニング社製のシリコンC6−540により成形される。帯状部は、ダウコーニング社製のシリコンC6−570によって作られる。これは、硬度の高いシリコン(ショア70Aの硬度)である。帯状部は、下側において0.06mmの厚みで形成し、下側に近接する上側において0.10mmの厚みで形成される。シース部の長さに沿った帯の幅は、8mmのままである。かかる薄い帯により、例1と比較して、不均等な展開がなされ皺を生じる可能性を小さくするが、言うまでもなく、より複雑で製造コストが高価となる。帯のハンドル部は、たとえば0.4mmの厚みで形成され、手の機能が衰えた人がしっかりと握ることができるように作られる。
【背景技術】
【0001】
尿シースとしても知られる、外部尿カテーテルは、男性の尿失禁を補助するための、ならびに、尿道疾患の処置や手術のために病院で用いられる、尿カテーテル装置に用いられている。かかる外部尿カテーテルは、通常、ペニスの棒状部(sfhaft of penis)を囲むシースあるいは本体部、ならびに、ベッド又はユーザーの脚に固定される集尿袋が接続された比較的短い排出管が設けられた、先端部を備えている。ペニス上に、シースを正確に巻きを展開して(unroll)装着することは困難である。この処置は、器用ではないユーザー、あるいは、衛生上の理由から保護手袋を着けた病院スタッフによって実行される。しかし、かかるシースは、肌とシース間で漏れを防止するシールとして機能するよう正しく取り付けられなければならない。シースが均等に展開されていなかったり、保護手袋がシースの接着剤に引っ付いてしまった場合には、問題が生じる。
【0002】
この問題に対して現在行われている解決策の一つは、シースの装着を補助する帯を一本設けることである。しかし、この帯は、シースの片側のみを引っ張ることになるので、器用でない場合、均等な展開が困難である。
【0003】
射出成形機の空洞のデザインによっては、射出成形機を用いることにより、製品の壁の厚みを非常に正確に制御することができる。したがって、この方法によれば、高品質で薄い壁の製品を製造することが可能である。
【先行技術文献】
【特許文献】
【0004】
なし
【発明の概要】
【0005】
ここで提供する、尿シース装着(unroll)の問題に対する解決策は、シースのいずれかの側面に平行して伸び、少なくとも2つの長さにすることが可能な薄い素材でできたエレメントを含むことである。帯である前記エレメントの2つの長さは、シースを用いて巻き取られる。シース先端側の前記エレメントの上端は、男性の親指(ハンドル)を用いて掴んで引っ張るのに十分大きいループとして形成されることが好ましい。かかるループを下方に引っ張る(つまり、シースの先端からシースの逆の先端方向への)動きにより、シースは均等に展開される(unroll)。2段階に動く帯(double action strip)を用いると、上述の接着剤に触れることなく、より簡単かつ均等にペニス上にシースを展開することができる。
【0006】
しかし、製品にこの帯を取り付けることは、困難であり、熟練した作業者による手作業によって行われる。かかる手作業は非常に高価なものとなる。この工程を自動化することも考慮されたが、これも高価なものとなってしまう。
【0007】
この問題の解決策は、1つ、2つあるいはそれ以上の射出成形コンポーネントによる尿シースのためのシリコン射出成形プロセスにおいて、液体シリコンによって前記帯を射出成形することである。
【図面の簡単な説明】
【0008】
【図1】図1は、側面の2つの異なる角度から見た、本発明の第一の実施形態を示している。
【図2】図2は、側面の2つの異なる角度から見た、本発明の第一の実施形態を示している。
【図3】図3は、側面の2つの異なる角度から見た、本発明の第二の実施形態を示している。
【図4】図4は、側面の2つの異なる角度から見た、本発明の第二の実施形態を示している。
【図5】図5は、側面の2つの異なる角度から見た、本発明の第二の実施形態を示している。
【図6】図6は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【図7】図7は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【図8】図8は、側面の2つの異なる角度から見た、本発明の第四の実施形態を示している。
【図9】図9は、側面の2つの異なる角度から見た、本発明の第四の実施形態を示している。
【図10】図10は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【図11】図11は、側面の2つの異なる角度から見た、本発明の第三の実施形態を示している。
【詳細な説明】
【0009】
本発明の更なる効果は、添付図面を参照しつつ本発明について説明がなされる、以下の詳細な説明において理解される。かかる図面ならびに詳細な説明は、例示としての役割だけを担い、発明の範囲を制限するものと理解してはならない。
【0010】
図1および図2は、本発明に基づいて射出成形された半製品の尿シースアセンブリ1の一実施形態を示す。
【0011】
尿シース2ならびに帯状部3が、尿シースアセンブリ1を形成する。
【0012】
かかる尿シースは、先端部4、肩部5ならびに本体部6から構成される。
【0013】
前記先端部4は、前記肩部5から距離Aだけ、出口端9方向に伸張し、排出管(図示せず)に接続するよう適用される。その上に5つの円形の摩擦リブ8を有する廃液管7が、先端部を構成している。かかるリブは、ユーザー、患者又は看護師等が手を離さずに排出管を取り扱うことができるような摩擦手段を提供する。排出管の出口端9には、突出接続リブ10が設けられている。かかる接続リブは、前記排出管からの半径距離において、摩擦リブ8よりもさらに外側に突出している。排出管と廃液管が接続されると、接続リブの機能が摩擦結合を提供する。
【0014】
肩部5は、本体部を先端部に接続する。好ましい実施形態において、かかる肩部は、4つの円形の球状リング11で形成される。
【0015】
本体部6は、肩部から台座の開口12へと伸びる管状セクションにより形成される。かかる本体部は、前記台座開口12から距離Bだけ、出口端9方向に伸張する底部13、ならびに、前記底部13から距離Cだけ、出口端9方向に伸張する中央部14に分けられる。
【0016】
帯状部3は、台座開口12から出口端9へと伸び、先端部のほぼ最初で終わる、2本の平行な帯14、15として形成される。ブリッジ状の帯状部を形成する円弧形状のハンドル16は、出口端近傍の2本の帯の終端を接続する。前記帯状部3は、本体部に沿って伸び、尿シースに対向する2本の平行な帯のそれぞれの側面を介し、縦取り付け領域14'、15'により尿シースに取り外し可能に取り付けられる。
【0017】
かかる取り付け領域は、通常、脆弱領域、すなわち、前記帯状部および前記尿シースよりも引き裂き強度がそれぞれ弱い領域として形成される。射出成形中、これらの取り付け領域は、異なる様々な方法で設けられる。たとえば、平行な帯の厚み、および/又は、本体部の壁の厚みよりも素材の厚みを薄くすることにより、それを設けるようにしてもよい。それに代え、平行な帯および尿シースに沿って伸びる、2本のミシン目の線としてこれらを設けるようにしてもよい。
【0018】
したがって、尿シースが固定位置に保持され、帯状部が引っ張られると、尿シースアセンブリは、取り付け領域に沿って分離する。
【0019】
また、図2に見られるように、帯状部は、曲がり部(bend)17を持って形成される。これにより、ハンドルが先端部4の周囲に導かれると、連続したハンドル16により2本の平行な帯14および15を同時に接続するとともに、帯状部が、尿シースの範囲より短い長さを有することを可能とする。
【0020】
図3、図4ならびに図5は、本発明に基づいて射出成形された半製品の尿シースアセンブリ20の実施形態を示している。
【0021】
この実施形態において、前記尿シースは、図1および図2のものと同じであるが、帯状部は、独立した2本の帯21ならびに22として形成されている。かかる独立した2本の帯は、第一接続端に形成された貫通穴25ならびに第二接続端24上に設けられたタブ26の形式によるロック手段によって構成された接続端23および24を介して接続可能である。用いられているタブを貫通穴に圧入すると、前記2つの接続端が係止し、これによりハンドルが形成される(形成されたハンドルは図示されていない)。
【0022】
射出成形中、帯状部は、図1および図2に示したのと同様の方法により、尿シースに取り付けられる。
【0023】
図6および図7は、さらに別の、本発明に基づく射出成形された半製品の尿シースアセンブリ30の実施形態を示している。
【0024】
帯状部3および尿シース2は、図1ならびに図2で述べた部分に対応するが、射出成形中、これらは別々に作られる。
【0025】
帯状部3は、尿シースの底部における取り付けポイント31および32において、尿シース2に取り付けられ、底部より尿シースの出口端9から遠ざかる方向に伸張する。
【0026】
本発明に基づいて射出成形された、さらに別の半製品の尿シースアセンブリ40の実施形態が図8および図9に示されている。この実施形態において、平行な帯41および42は、尿シースの底部から先端部のほぼ出口端まで伸張する。したがって、図1および図2において説明したように、2本の平行な帯を接続するハンドル43が先端部上に設けられた場合、当該平行な帯に曲がり部を設ける必要はない。
【0027】
本発明に基づいて射出成形された、さらに別の半製品の尿シースアセンブリ50の実施形態が図10および図11に示されている。この実施形態は、タブ51および52(タブ51が覆っているので、タブ52は図示されていない)が、ハンドル16と先端部4を接続することを除いて、図1および図2に示すものとほぼ同じである。これらのタブは、製造過程において、尿シースアセンブリ用素材の均等な供給、均等なフローならびに硬化を提供するために作られたので、射出成形工程の結果物である。タブ51および52は、製品の販売する前に切除される場合が多い。
【0028】
本発明のある側面は、本体部、帯状部を備えた尿シースの半製品であって、取り付け領域において前記帯状部が前記本体部に取り付けられたものに関する。本体部は、尿排出口(先端部)から伸びる開口である。かかる先端部は、そこから尿が尿シースを出る箇所である。これは比較的短い排出管であることが好ましい。この排出管には、排液管が接続されることが多い。前記排液管の他端は、通常、集尿袋に接続される。
【0029】
取り付け領域は、たとえば、前記帯状部および前記尿シースよりもそれぞれ弱い引き裂き強度を有する脆弱領域として等の様々な方法により取り付けるようにしてもよい。通常、かかる脆弱領域は、前記帯状部および前記尿シースと同じ素材から形成され、前記帯状部および前記尿シースよりも厚みが薄い。
【0030】
したがって、前記帯状部および前記尿シースを互いに引き離す場合、それらは、取り付け領域においてうまく分離する。
【0031】
さらに、たとえば、前記帯状部の素材および前記尿シースの素材よりも弱い引き裂き強度を有する異なるタイプの素材により、別の取り付け領域を設けるようにしてもよい。かかる製品は、二成分複合射出成形(two-component injection moulding)によって製造される。
【0032】
前記尿シースは、さらに、ペニスに取り付け、密閉するために、内側に粘着剤を有することが好ましい。さらに、かかる尿シースは、先端部と本体部との間に可撓性領域を有することが好ましい。
【0033】
先端部は、尿シース全体の上3センチ(図2のA)であってもよい。それは、尿シースの全長の3分の1(選択的な可撓性領域を含まず)であることが好ましい。尿シースの底部は、開口から全本体部の3分の1(図2のB)まで伸びる尿シースの一部である。先端部と底部間の部分(選択的な可撓性領域を含まず)は、中央部(図2のC)と呼ばれる。
【0034】
かかる尿シースは、本体部ならびに帯状部を備える尿シース用の射出成形型であって、本体部のための空洞ならびに帯状部のための空洞を備えており、本体部のための前記空洞は、帯状部のための前記空洞と接続されているものを用いた射出成形により形成される。この型は、芯部、上シールド部ならびに下シールド部の3つの部分を備えることが好ましい。
【0035】
ある実施形態において、帯状部は帯を1本備えている。ペニス上に、尿シースを展開するには1本の帯で十分である。別の実施形態において、帯状部は帯を2本備えている。帯を2本、好ましくは管状の尿シースの反対端に有することにより、尿シースを装着する際、均等に展開することができる。
【0036】
かかる尿シースは、前記帯状部のための空洞が帯を1本備えた射出成形型を用いて射出成形される。それに代え、前記帯状部のための空洞が、帯を2本備えるようにしてもよい。当該2本の帯のための空洞を有する型は、好ましくは、互いに斜めに横切る空洞を備えており、これらは2つのシールド部間の分離線内に存する。
【0037】
尿シースを巻回する前にすぐに使える構成となるよう、尿シース上に帯を接続し、位置あわせすることは困難である。本発明のある側面において、帯状部は、尿シースの底部ならびに先端部において本体部に取り付けられる。すなわち、2つの帯を設けた場合、各帯は、尿シースの底部および先端部において本体部に取り付けられる。連続的あるいは点状による接続のいずれに拘わらず、帯は、尿シースの長手方向に沿って配向される。したがって、すぐに使える構成とするため尿シースを展開する前に、尿シースに簡単に帯を接続し、位置あわせすることが可能となる。
【0038】
かかる尿シースは、底部において帯状部のための空洞と本体部のための空洞とが接続された射出成形型を用いて射出成形される。
【0039】
ユーザーは、尿シースを装着する際に、取り付け領域を抵抗として感じることになる。したがって、一方では、製造中に尿シースを簡単に巻回することと、他方では、ユーザーに与える抵抗とのバランスがとられる。ある実施形態において、帯状部は、底部、中央部ならびに先端部において本体部に取り付けられる。他の実施形態において、帯状部は、中央部全体に沿って本体部に取り付けられ本体部に取り付けられる。また、別の実施形態において、帯状部は、底部ならびに中央部全体に沿い、点状アタッチメントにより先端部に取り付けられる。
【0040】
かかる尿シースは、本体部のための空洞と帯状部のための空洞間の前記接続が(尿シースの長手方向において)広い射出成形型を用いて射出成形される。すなわち、ある型においては、底部、中央部ならびに先端部において、本体部のための空洞と帯状部のための空洞間の接続が存する。他の型においては、中央部全体に沿って、本体部のための空洞と帯状部のための空洞間の接続が存する。また、さらに他の成形型においては、底部ならびに中央部の全体に沿って、本体部のための空洞と帯状部のための空洞間に接続が存するとともに、先端部において点状の接続が存する。
【0041】
好ましい実施形態において、本体部と帯状部間の取り付け領域は、前記帯状部および前記尿シースよりも引き裂き強度が弱い。この結果、帯状部が引っ張られると、本体部又は帯状部のいずれかが破壊されることなく当該帯状部が本体部から離れる。
【0042】
かかる尿シースは、破壊される素材の質量が軽くなる、すなわち、取り付け領域が素材が薄くなるよう、本体部のための空洞と帯状部のための空洞間の接続が十分に薄い射出成形型を用いて射出成形される。
【0043】
他の実施形態においては、取り付け領域は、破損、たとえば、巻回直前に切断される。連続的な分離ならびに巻回プロセスがその一例である。
【0044】
特定の射出成形型の設計において、2本の帯を尿シースの側面に沿って接続することは困難である。したがって、本発明のある実施形態において、帯状部は、帯の先端部において2本の帯を接続するための取り付け手段を有する2本の帯を備えている。
【0045】
かかる尿シースは、前記帯のための各空洞が、前記2本の帯を接続するための取り付け手段を提供するへこみ(indentations)を備えた射出成形型を用いて射出成形される。かかる取り付け手段の例は、片側の帯における穴であり、残りの帯におけるフックである。
【0046】
その代替実施形態としては、射出成形後に2本の帯に別のハンドルが取り付けられるものがある。
【0047】
本発明のある実施形態においては、巻回された管状部の外側で少なくとも2本の帯が接続される。これにより、たとえば、手先が器用でない尿シースのユーザーであっても、外部の助けを受けないで、片方の手だけで尿シースを装着可能となる、という本発明の一の主要な効果が提供される。このことは、これらのユーザーの自尊心に関する突破口となるものである。別の実施形態において、結合帯は、巻回された管状部を展開するためのハンドルを構成する。さらに別の実施形態において、前記結合帯は、指引っかけ穴(finger-pull-hole)を形成する。かかる指引っかけ穴は、たとえば尿シースのユーザーが、指を突っ込んで引っ張ることを可能にする。イヤーハンドルは2本の指とその間の力(ピンセット・グリップ)を必要とするが、穴の場合は、引っ張る力しか必要としない。したがって、帯状部が、2本の帯を備え、さらに、2本の帯を接続するハンドルを備えることが好ましい。かかるハンドルは、帯よりも厚いことが好ましい。
【0048】
ある実施形態において、ハンドルは、尿シースの下方に位置する(図6および図7参照))、すなわち、底部より前記先端部から離れる方向へ伸びる。ハンドルのこの位置は、底部における取り付け領域を通じて固定されることが好ましい。帯の全幅が底部に取り付けられ、かかる幅は、0.1mmを超える1mmであることが好ましい。これにより、1つのロボットアームが尿シースをつかみ、フックが尿シースの巻回中に抵抗をもたらすハンドルをつかんで、装置の巻回が自動化され、帯がもつれることが回避される。
【0049】
尿シースの射出成形はハンドル部をさらに備えるため、射出成形型は、さらに、ハンドル部のための空洞を備えることが要求される。かかる型の例は、帯状部のための空洞が、本体部のための空洞ならびにハンドル部のための空洞の縦の連続部分内に位置する射出成形型である。
【0050】
他の実施形態において、ハンドルは、端部の上方に位置する、すなわち、帯状部は、底部より前記先端部方向へ伸びる。かかる尿シースは、帯状部のための空洞が、先端部の上方のハンドルのための空洞内で終わる射出成形型を用いて射出成形される。このようなハンドルを本体部の中心線に有することにより、射出成形型の開口が帯状部を露出することを可能とする。
【0051】
また、別の実施形態において、ハンドルは、先端部の側面に位置する。かかる尿シースは、この空洞内の硬化素材を取り出し(吹き飛ばし)可能となるよう、ハンドル部のための空洞が十分厚い射出成形型を用いて射出成形される。ある実施形態において、ハンドル部のための空洞は、一般に帯状部よりも厚い。これに代わる射出成形型は、ハンドル部のための空洞が開口可能であり、かかる空洞から製品を取り出すことができるよう2のシールド部分の間に存する、4つの部分を備えている。
【0052】
ある実施形態において、ハンドルは、先端部に取り付けられている。この実施形態は、次に、分離プロセスを要求する。これは、巻回の前、巻回後、あるいは、ユーザーによって実行可能である。
【0053】
本体部は、シリコン本体部であることが好ましい。
【0054】
尿シースをペニス上に展開するために、帯について所望の性能を得るため、シースの接着剤から十分な離脱性(sufficient release)を有する帯素材を用いなければならない。かかる帯は、シリコンで成形されることが好ましい。
【0055】
帯状部は、様々な硬さならびにシリコン素材のタイプで成形してもよい。ある実施形態においては、本体部に用いられたものと同じ素材である。これに用いられるのは、ダウコーニング社製のシリコンC6−540であることが特に好ましい。
【0056】
しかし、二成分複合射出成形が実行可能であり、かかる成形は、液状/非硬化状態(liquid/non-vulcanised)で素材の接続を可能にする。二成分複合射出成形が用いられる場合、帯状部が尿シース部よりも硬いシリコンで形成されることが好ましい。帯状部に好ましい素材は、長期のエイジング後でもシースの接着剤から十分な離脱性を有するプラチナ硬化LSRシリコンである。特に好ましいのは、ダウコーニング社製のシリコンC6−570である。
【0057】
本発明のある側面は、本体部ならびに帯状部を備える尿シースの製造方法であって、
a)射出成形用の成形型を提供するステップと、
b)前記型内にシリコンを射出するステップと、
c)前記シリコンを硬化させるステップと、
d)製品を前記成形型から取り外すステップと、
e)前記帯を含めるために、当該尿シースを巻回するステップとを備える尿シースの製造方法に関するものである。この作業中、前記帯の脚部の一辺は、帯にしわを作ることなく巻回するため、ねじられシースの表面上に置かれる。
【0058】
巻回された管状部の準備段階において、帯状部は、通常、巻かれていない状態で用いられる。その後、帯が前記管の内側と外側の間に位置するよう、前記管状部は巻回される。これにより、各帯は、管状部に沿った経路を形成することになる。
【0059】
ある実施形態において、これらの各経路は、巻かれていない管状部の縦軸と平行であり、これにより、均等な引き出し(an even draw)が確保される。
【0060】
しかし、帯を、巻かれていない管状部の縦軸に平行に位置させると、巻回された管状部の外側のリムが、帯のある箇所で厚くなり、帯のないリムに沿った箇所で薄くなるので、不均等となってしまう。巻回された管状部について、よりスムーズな表面を得るためには、帯の経路の少なくとも1つを螺旋形状とする。
【0061】
また、本発明は、本体部ならびに帯状部を備えた、巻回された尿シースであって、帯状部が取り付け領域において前記本体部に取り付けられたもの、に関する。
【0062】
手の機能が衰えた人たち、あるいは、手袋をした看護師によっても尿シースのペニスへの装着が可能であるので、巻かれていない帯が、本製品の主な利点の一つであると考えられる。この巻かれていない帯が、製品を円滑かつ簡単に装着することを可能にし、着用の際の漏れ防止を改良する。
【0063】
前記帯の厚みは、約0.06mmであることが好ましい。このような薄い製品にわたる材料の流れを確保するため、1以上の注入口を有する射出成形型を提供することができる。
【0064】
厚みおよび幅を変更することで、帯の長さ方向の弾力感覚も変化する。ハンドル部は、比較的厚い(たとえば、0.2から2.0mm)ので、軸部と平行する部分は薄い(0.05から0.20mm)ことが好ましい。これは、シースの巻回を上手に行うためである。
【0065】
この明細書を通じて、尿シースについて述べてきた。しかし、同じ技術を、コンドームの射出成形に用いることも可能である。したがって、本発明は、コンドーム用の射出成形型およびコンドームの半製品に関するものでもある。
【実施例】
【0066】
実施例1:
尿シースとほぼ別に成形された2本の帯は、尿シースの遠端のみで一緒に成形される。
【0067】
この例は、大がかりな工具が必要であり、帯が完全に製品に取り付けられない場合がある。
【0068】
実施例2:
尿シースのシース部に沿って成形され、尿シースとして分裂される薄い部分により取り付けられた帯が展開される。ミシン目を組み合わせても、あるいは薄い部分の変わりにミシン目を用いてもよい。
【0069】
この例は、次の製造ステップにおける尿シースの取り扱いを簡単にする。ここで難しい部分は、帯の2本の足のための複合ハンドル機能の成形である。かかるハンドルは、先端部の先の手前で終るような長さであることが好ましい。
【0070】
このことは、さまざまな方法により達成される:
いずれの工具も3つ以上の可動部分から構成され;
かかる工具は、3つの可動部分から構成されるが、帯(又は帯ハンドル)が、尿シースの先端に取り付けられ、以下のステップで切断される;
前記帯は、2本の足を有して形成され、以下のステップにより、これら2本の足を互いに取り付けることにより複合ハンドル部が得られる。これらは、機械的あるいは化学的手段によって取り付け可能である;
複合ハンドル部は、先端の頂点に設けられる。しかし、かかる代替方法は、通常必要な長さよりも長い、展開された帯を提供する。
【0071】
実施例3:
尿シースを製造するため、われわれは、ダウコーニング社製のC6−540(ショア40Aの硬度)シリコンを用いて、尿シースの下側においてシース部の厚みが0.20mm、帯状部が0.10mmとなり、当該下側に近接する尿シースの上側においてシース部の厚みが0.40mm、帯状部が0.15mmとなるよう、型中に射出する。シース部の長さに沿った帯の幅は、8mmである。ユーザーが帯を展開し始めて、帯の厚みが変化すると、弾力が過大でないという感覚を生じさせる。底部の薄い帯は、当該帯の巻回状態においてシース部の不均等性が過大とならないようにする。かかる不均等は、ユーザーにより展開された場合、展開が不均等になったり、シース部に皺を与える可能性がある。帯のハンドル部は、厚みを、たとえば0.6mmで形成し、手の機能が衰えた人がしっかりと握ることができるように作られる。
【0072】
実施例4:
他の例において、尿シースおよび帯は、二成分複合射出成形によって2の異なるシリコンにより作られる。シース部は、例1のように、ダウコーニング社製のシリコンC6−540により成形される。帯状部は、ダウコーニング社製のシリコンC6−570によって作られる。これは、硬度の高いシリコン(ショア70Aの硬度)である。帯状部は、下側において0.06mmの厚みで形成し、下側に近接する上側において0.10mmの厚みで形成される。シース部の長さに沿った帯の幅は、8mmのままである。かかる薄い帯により、例1と比較して、不均等な展開がなされ皺を生じる可能性を小さくするが、言うまでもなく、より複雑で製造コストが高価となる。帯のハンドル部は、たとえば0.4mmの厚みで形成され、手の機能が衰えた人がしっかりと握ることができるように作られる。
【特許請求の範囲】
【請求項1】
本体部、帯状部(strip portion)、底部(root part)、中央部ならびに先端部(tip part)を備えた尿シース(urisheath)の半製品であって、前記帯状部は、取り付け領域において前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項2】
請求項1にかかる尿シースにおいて、前記取り付け領域は、各々が前記帯状部および前記尿シースよりも弱い引き裂き強度を有する脆弱領域(weakened zones)として形成されること、
を特徴とする尿シースの半製品。
【請求項3】
請求項2にかかる尿シースにおいて、前記脆弱領域は、前記帯状部ならびに前記尿シースと同じ素材により形成され、前記帯状部ならびに前記尿シースよりも薄いこと、
を特徴とする尿シースの半製品。
【請求項4】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、1本の帯を備えること、
を特徴とする尿シースの半製品。
【請求項5】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、2本の帯を備えること、
を特徴とする尿シースの半製品。
【請求項6】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、前記底部ならびに前記先端部において前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項7】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、前記底部、前記中央部ならびに前記先端部において前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項8】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、前記中央部全体に沿って前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項9】
前記いずれかの請求項にかかる尿シースにおいて、前記取り付け領域は、前記本体部ならびに前記帯状部よりも弱い引き裂き強度を有すること、
を特徴とする尿シースの半製品。
【請求項10】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、当該帯状部の前記先端部においてそれらを結合するための取り付け手段を有する、2本の帯を備えること、
を特徴とする尿シースの半製品。
【請求項11】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、2本の帯を備え、さらに、当該2本の帯を接続するハンドルを備えること、
を特徴とする尿シースの半製品。
【請求項12】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、当該尿シースの下に位置し、前記帯状部は、前記底部より前記先端部から離れる方向へ伸張すること、
を特徴とする尿シースの半製品。
【請求項13】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、当該尿シースの上に位置し、前記帯状部は、前記底部より前記先端部に向かう方向へ伸張すること、
を特徴とする尿シースの半製品。
【請求項14】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、前記先端部の側面に位置すること、
を特徴とする尿シースの半製品。
【請求項15】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、前記先端部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項16】
前記いずれかの請求項にかかる尿シースにおいて、前記本体部は、シリコン製の本体部であること、
を特徴とする尿シースの半製品。
【請求項17】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、シリコン製の帯状部であること、
を特徴とする尿シースの半製品。
【請求項18】
本体部ならびに帯状部を備える尿シースの製造方法であって、
a)射出成形用の成形型を提供するステップと、
b)前記型内にシリコンを射出するステップと、
c)前記シリコンを硬化させるステップと、
d)前記成形型から製品を取り外すステップと、
e)前記帯を含めるため、当該尿シースを巻回するステップと、を備えること、
を特徴とする尿シースの製造方法。
【請求項19】
本体部、帯状部、底部、中央部ならびに先端部を備える巻回された尿シースにおいて、前記帯状部は、取り付け領域において、前記本体部に取り付けられること、
を特徴とする尿シース。
【請求項20】
本体部ならびに帯状部を備えた尿シースのための射出成形型であって、
当該型は、前記本体部のための空洞ならびに前記帯状部のための空洞を備えており、前記本体部のための前記空洞は、前記帯状部のための前記空洞と接続されていること、
を特徴とする射出成形型。
【請求項21】
前記いずれかの請求項にかかる射出成形型において、前記帯状部のための前記空洞は、1本の帯を備えること、
を特徴とする射出成形型。
【請求項22】
前記いずれかの請求項にかかる射出成形型において、前記帯状部のための前記空洞は、2本の帯を備えること、
を特徴とする射出成形型。
【請求項23】
前記いずれかの請求項にかかる射出成形型において、前記帯状部のための前記空洞と前記本体部のための前記空洞間の接続は、前記底部においてなされること、
を特徴とする射出成形型。
【請求項24】
前記いずれかの請求項にかかる射出成形型において、前記型は、芯部(core part)、上部シールド部ならびに下部シールド部の3つの立体部分(solid parts)を備えること、
を特徴とする射出成形型。
【請求項25】
前記いずれかの請求項にかかる射出成形型であって、さらに、2本の帯を接続するハンドルのための空洞を備えること、
を特徴とする射出成形型。
【請求項26】
前記いずれかの請求項にかかる射出成形型において、前記ハンドルの空洞は、前記上部シールド部と前記下部シールド部との間に形成されること、
を特徴とする射出成形型。
【請求項27】
前記いずれかの請求項にかかる射出成形型において、前記ハンドルの空洞は、前記上部シールド部又は下部シールド部のいずれかの内側に形成されること、
を特徴とする射出成形型。
【請求項28】
前記いずれかの請求項にかかる射出成形型において、前記ハンドルの空洞は、前記上部シールド部又は下部シールド部と、四番目の型エレメント(4th form element)との間に形成されること、
を特徴とする射出成形型。
【請求項1】
本体部、帯状部(strip portion)、底部(root part)、中央部ならびに先端部(tip part)を備えた尿シース(urisheath)の半製品であって、前記帯状部は、取り付け領域において前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項2】
請求項1にかかる尿シースにおいて、前記取り付け領域は、各々が前記帯状部および前記尿シースよりも弱い引き裂き強度を有する脆弱領域(weakened zones)として形成されること、
を特徴とする尿シースの半製品。
【請求項3】
請求項2にかかる尿シースにおいて、前記脆弱領域は、前記帯状部ならびに前記尿シースと同じ素材により形成され、前記帯状部ならびに前記尿シースよりも薄いこと、
を特徴とする尿シースの半製品。
【請求項4】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、1本の帯を備えること、
を特徴とする尿シースの半製品。
【請求項5】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、2本の帯を備えること、
を特徴とする尿シースの半製品。
【請求項6】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、前記底部ならびに前記先端部において前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項7】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、前記底部、前記中央部ならびに前記先端部において前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項8】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、前記中央部全体に沿って前記本体部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項9】
前記いずれかの請求項にかかる尿シースにおいて、前記取り付け領域は、前記本体部ならびに前記帯状部よりも弱い引き裂き強度を有すること、
を特徴とする尿シースの半製品。
【請求項10】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、当該帯状部の前記先端部においてそれらを結合するための取り付け手段を有する、2本の帯を備えること、
を特徴とする尿シースの半製品。
【請求項11】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、2本の帯を備え、さらに、当該2本の帯を接続するハンドルを備えること、
を特徴とする尿シースの半製品。
【請求項12】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、当該尿シースの下に位置し、前記帯状部は、前記底部より前記先端部から離れる方向へ伸張すること、
を特徴とする尿シースの半製品。
【請求項13】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、当該尿シースの上に位置し、前記帯状部は、前記底部より前記先端部に向かう方向へ伸張すること、
を特徴とする尿シースの半製品。
【請求項14】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、前記先端部の側面に位置すること、
を特徴とする尿シースの半製品。
【請求項15】
前記いずれかの請求項にかかる尿シースにおいて、前記ハンドルは、前記先端部に取り付けられること、
を特徴とする尿シースの半製品。
【請求項16】
前記いずれかの請求項にかかる尿シースにおいて、前記本体部は、シリコン製の本体部であること、
を特徴とする尿シースの半製品。
【請求項17】
前記いずれかの請求項にかかる尿シースにおいて、前記帯状部は、シリコン製の帯状部であること、
を特徴とする尿シースの半製品。
【請求項18】
本体部ならびに帯状部を備える尿シースの製造方法であって、
a)射出成形用の成形型を提供するステップと、
b)前記型内にシリコンを射出するステップと、
c)前記シリコンを硬化させるステップと、
d)前記成形型から製品を取り外すステップと、
e)前記帯を含めるため、当該尿シースを巻回するステップと、を備えること、
を特徴とする尿シースの製造方法。
【請求項19】
本体部、帯状部、底部、中央部ならびに先端部を備える巻回された尿シースにおいて、前記帯状部は、取り付け領域において、前記本体部に取り付けられること、
を特徴とする尿シース。
【請求項20】
本体部ならびに帯状部を備えた尿シースのための射出成形型であって、
当該型は、前記本体部のための空洞ならびに前記帯状部のための空洞を備えており、前記本体部のための前記空洞は、前記帯状部のための前記空洞と接続されていること、
を特徴とする射出成形型。
【請求項21】
前記いずれかの請求項にかかる射出成形型において、前記帯状部のための前記空洞は、1本の帯を備えること、
を特徴とする射出成形型。
【請求項22】
前記いずれかの請求項にかかる射出成形型において、前記帯状部のための前記空洞は、2本の帯を備えること、
を特徴とする射出成形型。
【請求項23】
前記いずれかの請求項にかかる射出成形型において、前記帯状部のための前記空洞と前記本体部のための前記空洞間の接続は、前記底部においてなされること、
を特徴とする射出成形型。
【請求項24】
前記いずれかの請求項にかかる射出成形型において、前記型は、芯部(core part)、上部シールド部ならびに下部シールド部の3つの立体部分(solid parts)を備えること、
を特徴とする射出成形型。
【請求項25】
前記いずれかの請求項にかかる射出成形型であって、さらに、2本の帯を接続するハンドルのための空洞を備えること、
を特徴とする射出成形型。
【請求項26】
前記いずれかの請求項にかかる射出成形型において、前記ハンドルの空洞は、前記上部シールド部と前記下部シールド部との間に形成されること、
を特徴とする射出成形型。
【請求項27】
前記いずれかの請求項にかかる射出成形型において、前記ハンドルの空洞は、前記上部シールド部又は下部シールド部のいずれかの内側に形成されること、
を特徴とする射出成形型。
【請求項28】
前記いずれかの請求項にかかる射出成形型において、前記ハンドルの空洞は、前記上部シールド部又は下部シールド部と、四番目の型エレメント(4th form element)との間に形成されること、
を特徴とする射出成形型。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2010−104798(P2010−104798A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2009−294225(P2009−294225)
【出願日】平成21年12月25日(2009.12.25)
【分割の表示】特願2008−556777(P2008−556777)の分割
【原出願日】平成19年2月28日(2007.2.28)
【出願人】(500085884)コロプラスト アクティーゼルスカブ (153)
【出願人】(508259560)ノラト メディカル ラバー アーベー (2)
【氏名又は名称原語表記】NOLATO MEDICAL RUBBER AB
【住所又は居所原語表記】S−242 93 Horby, Sweden
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成21年12月25日(2009.12.25)
【分割の表示】特願2008−556777(P2008−556777)の分割
【原出願日】平成19年2月28日(2007.2.28)
【出願人】(500085884)コロプラスト アクティーゼルスカブ (153)
【出願人】(508259560)ノラト メディカル ラバー アーベー (2)
【氏名又は名称原語表記】NOLATO MEDICAL RUBBER AB
【住所又は居所原語表記】S−242 93 Horby, Sweden
【Fターム(参考)】
[ Back to top ]