
成形品の成形方法
【課題】微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供する。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
【解決手段】アスペクト比が0.5以上20.0以下、長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法に関する。
【背景技術】
【0002】
現在、数十nmから数百μmの微小な凹凸形状を表面に有するとともに、高アスペクト比の形状を有する成形品が、モスアイのような電子ディスプレイ用光学部品、半導体デバイスのような電子部品、細胞培養シートや微細針のような医療、化粧品等として求められている。
【0003】
一般にこのような成形品は、上金型および下金型の少なくとも一方の表面に微小な凹凸部を有する金型を用い、該下金型上(もしくは下金型と上金型の間)に熱可塑性樹脂を設置し、金型を閉鎖させて加圧し、その後、得られた成形品を金型から離型することによって製造されている。
【0004】
従来、微小な高アスペクト比の凹凸部を有する成形品を成形機の金型から取り出す場合、任意の微小な高アスペクト比形状を成形するための金型側に成形品が取られたり、若しくは任意の形状を成形するための金型から離型する時に成形品が変形することが多くあった。また、任意の形状を成形するための金型側に成形品が取られた場合、成形品を取り出すのが困難であった。そのために、任意の形状を成形するための金型側に成形品が取られないように、金型に離型膜を施す様な処理をする方法等があるが不十分であった。
【0005】
特許文献1には、成形型より光学物品を離型するに際し、両者の接合部に局所的な温度差を与えて接合部を局所的に剥離し、該局所的な温度差による剥離域を順次拡大させて全域の離型を行う光学物品の製造方法および装置が開示されている。しかしこの技術は、成形型と光学物品の温度差によるソリを利用するため、光学物品が成形型から斜め方向に離型することになり、微小な凹凸形状が損傷するという問題点がある。とくにこの問題点は、微小な凹凸形状が円柱や角柱等の形状を有する場合に顕著であり、これにより微小な凹凸形状によっては適用できないものがある。また装置についても冷却用のエアー配管や押上部(機械式イジェクタ部)を設置する必要があり、装置構成が複雑になり、コストが増加するという問題点もある。
【0006】
特許文献2には、固定側金型と可動側金型とで形成される微小な凹凸を有するキャビティ内に成形原料を充填し、両金型を加熱し、両金型のいずれか一方もしくは両方に設けられた超音波振動子によって超音波振動させながら加圧、及び離型するエンボス加工成形方法および装置が開示されている。超音波振動子を使用することにより、成形品の離型は可能であるが、金型に超音波振動子を設置する必要があり、この場合も前記特許文献1と同様に装置構成が複雑になり、コストが増加するという問題点がある。また、超音波振動が原因で微小な凹凸が損傷する可能性がある。
【0007】
特許文献3には、微小な凹凸部の形状を転写し、樹脂層を冷却固化して転写体を調製する工程と、転写体を付着させるべき金型の温度を転写体のガラス転移温度(Tg)付近に設定するとともに、転写体を付着させるべき金型と他方の金型との温度差を5℃以上に設定し、転写体を付着させるべき金型に転写体を付着させながら、金型を開放する工程とを有することを特徴とする成形体の製造方法が開示されている。しかしながら、この場合も微小な高アスペクト比の凹凸部を有する成形品では、成形品の形状を損傷する可能性がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−59440号公報
【特許文献2】特開2003−154573号公報
【特許文献3】特開2008−290461号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明によれば、
1.下記式(1)で示されるアスペクト比が0.5以上20.0以下であり、その長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、
(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、
(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、
(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および
(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、
を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いることを特徴とする成形品の成形方法。
アスペクト比=L/D (1)
(L:長さ、D:最大幅(径))
2.成形品を保持する加工がされた金型として、微細加工を施している金型を用いる前項1記載の成形方法。
3.微細加工がシボ加工である前項2記載の成形方法。
4.シボ加工の深さ平均値Rz(十点平均粗さ)が、1μm以上300μm以下である前項3記載の成形方法。
5.成形品を保持する加工がされた金型として、凹加工を施している金型を用いる前項1記載の成形方法。
6.凹加工の抜き勾配が−3.0度以上−0.01度以下である前項5記載の成形方法。
7.離型剤で表面処理を施した金型を用いる前項1記載の成形方法。
8.樹脂は、熱可塑性樹脂を主たる成分とする前項1記載の成形方法。
9.樹脂は、生体分解性樹脂を主たる成分とする前項1記載の成形方法。
10.金型の加熱・冷却方式として、急速加熱冷却装置を使用した前項1記載の成形方法。
11.急速加熱冷却装置の加熱方法として、蒸気式、加圧熱水式、熱水式、熱油式、電気ヒータ式、電磁誘導過熱式のいずれか1方式またはそれらを複数組み合わせた方式である前項10記載の成形方法。
12.急速加熱冷却装置の冷却方法として、冷水式、冷油式のいずれか1方式またはそれらを組み合わせた方式である前項10記載の成形方法。
13.前項1に記載の成形方法で成形して得られた成形品。
14.成形品が微小針及びまたは微小針が複数設置された微小針集合体である前項13記載の成形品。
が提供される。
【発明の効果】
【0011】
本発明によれば、微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供することができる。また、任意の形状を成形するための金型に離型膜処理を施した場合には、さらに離型が容易となり、より大きな効果を得ることができる。
【図面の簡単な説明】
【0012】
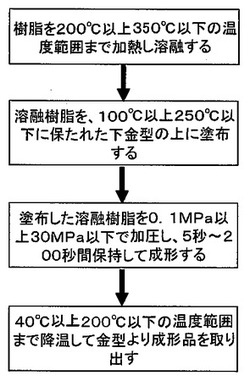
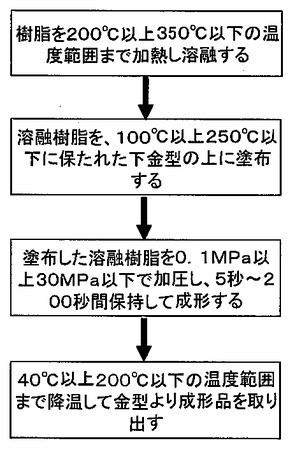
【図1】成形品の成形工程図である。
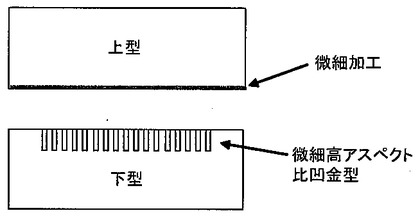
【図2】上金型:微細加工、下金型:微細高アスペクト比凹金型を示した図である。
【図3】上金型:シボ加工、深さ平均値Rz40μmの写真を示した図である。
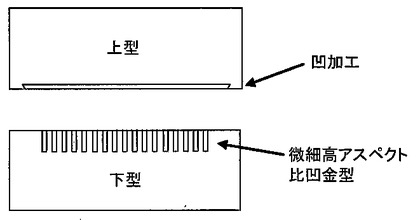
【図4】上金型:凹加工、下金型:微細高アスペクト比凹金型を示した図である。
【図5】実施例1で成形された微小針成形体の電子顕微鏡写真を示した図である。
【図6】比較例2で折れた微小針の電子顕微鏡写真を示した図である。
【図7】比較例2で曲がった微小針の電子顕微鏡写真を示した図である。
【発明を実施するための形態】
【0013】
以下、詳細に説明する。
本発明は、下記式(1)で示されるアスペクト比が0.5以上20.0以下であり、その長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法である。
アスペクト比=L/D (1)
(L:長さ、D:最大幅(径))
成形品の成形方法としては、図1の成形工程図の通り、下記(i)〜(iv)の工程を含む。
(i)樹脂を200℃以上350℃以下の温度範囲、好ましくは210℃以上340℃以下の温度範囲、より好ましくは220℃以上330℃以下の温度範囲まで加熱し溶融する工程、
(ii)溶融樹脂を、100℃以上250℃以下、好ましくは110℃以上240℃以下、より好ましくは120℃以上230℃以下に保たれた下金型の上に塗布する工程、
(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下、好ましくは1MPa以上29MPa以下、より好ましくは5MPa以上28MPa以下で加圧し、5秒〜200秒間、好ましくは8秒〜150秒間、より好ましくは10秒〜130秒間保持して成形する工程、および
(iv)40℃以上200℃以下、好ましくは45℃以上190℃以下、より好ましくは50℃以上180℃以下の温度範囲まで降温して金型より成形品を取り出す工程、
この成形方法において、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いることを特徴とする(図2、図4参照)。
【0014】
金型より取り出す時に成形品を保持する加工として、図2の様な微細加工を施している金型を備えた装置での成形方法があり、微細加工としてシボ加工であれば安価で容易に加工ができる。
シボ加工としては、薬品によって金属を溶解する化学腐食(エッチング)、ガラス粒や金属粒等を金属面に吹き付けるサンドブラスト等が好ましい(図3参照)。
シボ加工の深さ平均値Rz(十点平均粗さ)は、1μm以上300μm以下であることが好ましい。より好ましくは、3μm以上200μm以下である。1μm未満だと効果が小さく、300μmを超えると保持金型から取り難くなる。
【0015】
金型より取り出す時に成形品を保持する加工として、図4の様な凹加工を施しても良い。さらには、凹加工の抜き勾配が−3.0度以上−0.01度以下であれば効果が大きい。より好ましくは、−2.0度以上−0.1度以下である。−3.0度を超えると保持金型から取り難くなる。−0.01未満では効果が小さい。
任意の形状を成形するための金型に離型剤で表面処理を施すとさらに離型が容易となり、より大きな効果を得ることができる。離型剤としては、シリコーン系やフッ素系化合物など公知の離型剤が挙げられる。
【0016】
該成形方法はフィルムをインプリントする方法に比べると、溶融樹脂を用いることにより樹脂昇温時間が不要となり成形時間が短い。また樹脂内部まで所定の温度に均一となっており精度の高い転写が可能となる。射出成形と比べても微小な高アスペクト比の成形が可能である。
【0017】
金型の加熱・冷却方式として、急速加熱冷却装置を使用した場合、成形サイクルが短くなり、成形品のコストダウンが可能である。急速加熱冷却装置は、一般的に使用されている方式で構わない。加熱方法として、蒸気式、加圧熱水式、熱水式、熱油式、電気ヒータ式、電磁誘導過熱式のいずれか1方式またはそれらを複数組み合わせた方式で良い。冷却方法としては、冷水式、冷油式のいずれか1方式またはそれらを組み合わせた方式で良い。
【0018】
本発明の成形方法において成形する微小な凹凸部を有する成形品は、そのアスペクト比が0.5以上20.0以下であり、0.8以上18以下が好ましく、1以上16以下がより好ましい。アスペクト比が0.5未満であると比較的容易に金型から取り出せるため本発明の成形方法に適さない。アスペクト比が20を超えると成形品の成形自体が難しい。
【0019】
微小な凹凸部を有する成形品は、その長さ(L)が50μm以上1000μm以下であり、好ましくは100μm以上950μm以下であり、より好ましくは200μm以上900μm以下である。また、その最大幅(D)が好ましくは10μm以上300μm以下であり、より好ましくは20μm以上250μm以下であり、さらに好ましくは30μm以上200μm以下である。
【0020】
本発明の成形方法は、モスアイのような電子ディスプレイ用光学部品、半導体デバイスのような電子部品、細胞培養シートや微小針のような医療部品等の微細な高アスペクト比の成形品の成形方法に適している。特に微小針は、微小で高アスペクト比であり該成形方法に適している。微小針は、単独、または複数本含む微細針集合体である。
本発明の成形方法で使用する樹脂は、熱可塑性樹脂を主たる成分とすることが好ましい。樹脂中の熱可塑性樹脂の含有量は、好ましくは50重量%以上、より好ましくは90重量%以上、さらに好ましくは100重量%である。
【0021】
熱可塑性樹脂として、ポリスチレン、ポリプロピレン、ポリカーボネート、アクリル樹脂、ABS樹脂、AS樹脂、シクロオレフィンポリマー、シクロオレフィンコポリマー、ポリアミド、ポリエチレンテレフタレート、またはこれらの混合物が好ましい。
熱可塑性樹脂として生体分解性樹脂が好ましい。生体分解性樹脂として、ポリグリコール酸、ポリ乳酸、ステレオコンプレックスポリ乳酸、植物由来ポリカーボネート樹脂またはこれらの混合物が好ましい。
【実施例】
【0022】
本実施の形態における実施例を以下に示す。
(評価)
それぞれの実施例、比較例に従って微小針集合体を100個得た。
(1)離型時の保持金型への保持率(微小針集合体100個中)。
(2)成形機の金型から取り出した後の観察における変形率(微小針集合体100個中)。
【0023】
[実施例1]
微小針集合体は以下のように作製した。
(金型)
任意の形状を成形するための下金型は、金型のもととなるマスターを、金属を切削加工して製作し、次いでマスター型をニッケル電鋳にて反転し作製した。微小針の形状は、先端直径7μm、長さ(高さ)(L)が600μm、最大幅(底面の直径)(D)が100μm、先端の頂角が45°、9mm径の面積の部分に針が97本とした。また、上金型から離型しやすいように離型剤(信越化学工業株式会社製KM−9736)で表面処理をした。これを下金型とした。
金型より取り出す時に成形品を保持する微細加工がされた上金型は、ニッケル電鋳板1mm厚さにサンドブラスト加工で図3に示したシボ金型を作成し、これを上金型とした。深さ平均値Rz(十点平均粗さ)40μmである。
金型の構成は、図2の通りである。
(成形)
装置は、日本製鋼所製 MTM100−15を使用した。
樹脂にはポリグリコール酸を用いて、260℃で溶融させ、200℃の金型の上に塗布した。次いで20MPaの圧力で30秒プレスした後、金型を80℃まで冷却し金型から図5の様な微小針集合体を得た。
次いで、得られた微小針集合体について走査型電子顕微鏡による観察を行った。
【0024】
[実施例2]
金型より取り出す時に成形品を保持する上金型として凹加工がされた上金型を用い、該凹加工がされた上金型は、3mmのステンレス製の板の中心に径10mm、深さ0.5mmの凹加工を施し、その凹加工の抜き勾配を−0.5度とした上金型を用いた以外は実施例1と同じ方法で、金型から微小針集合体を得た。
金型の構成は、図4の通りである。
【0025】
[実施例3]
樹脂にはポリカーボネート[帝人化成株式会社製、パンライトAD−5503]を用いて、260℃で溶融させ、185℃の金型の上に塗布し、次いで20MPaの圧力で30秒プレスした後、金型を80℃まで冷却する以外は実施例1と同じ方法で、金型から微小針集合体を得た。
【0026】
[比較例1]
上金型は、金型より取り出す時に成形品を保持する加工がされておらず鏡面である以外は実施例1と同じ方法で、金型から微小針集合体を得た。
【0027】
[比較例2]
上金型は、金型より取り出す時に成形品を保持する加工がされておらず鏡面である以外は実施例3と同じ方法で、金型から微小針集合体を得た。
【0028】
【表1】

【産業上の利用可能性】
【0029】
本発明の成形方法は、モスアイのような電子ディスプレイ用光学部品、半導体デバイスのような電子部品、細胞培養シートや微細針のような医療、化粧品等の微小な高アスペクト比の凹凸部を有する成形品の成形方法に有用である。
【技術分野】
【0001】
本発明は、微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法に関する。
【背景技術】
【0002】
現在、数十nmから数百μmの微小な凹凸形状を表面に有するとともに、高アスペクト比の形状を有する成形品が、モスアイのような電子ディスプレイ用光学部品、半導体デバイスのような電子部品、細胞培養シートや微細針のような医療、化粧品等として求められている。
【0003】
一般にこのような成形品は、上金型および下金型の少なくとも一方の表面に微小な凹凸部を有する金型を用い、該下金型上(もしくは下金型と上金型の間)に熱可塑性樹脂を設置し、金型を閉鎖させて加圧し、その後、得られた成形品を金型から離型することによって製造されている。
【0004】
従来、微小な高アスペクト比の凹凸部を有する成形品を成形機の金型から取り出す場合、任意の微小な高アスペクト比形状を成形するための金型側に成形品が取られたり、若しくは任意の形状を成形するための金型から離型する時に成形品が変形することが多くあった。また、任意の形状を成形するための金型側に成形品が取られた場合、成形品を取り出すのが困難であった。そのために、任意の形状を成形するための金型側に成形品が取られないように、金型に離型膜を施す様な処理をする方法等があるが不十分であった。
【0005】
特許文献1には、成形型より光学物品を離型するに際し、両者の接合部に局所的な温度差を与えて接合部を局所的に剥離し、該局所的な温度差による剥離域を順次拡大させて全域の離型を行う光学物品の製造方法および装置が開示されている。しかしこの技術は、成形型と光学物品の温度差によるソリを利用するため、光学物品が成形型から斜め方向に離型することになり、微小な凹凸形状が損傷するという問題点がある。とくにこの問題点は、微小な凹凸形状が円柱や角柱等の形状を有する場合に顕著であり、これにより微小な凹凸形状によっては適用できないものがある。また装置についても冷却用のエアー配管や押上部(機械式イジェクタ部)を設置する必要があり、装置構成が複雑になり、コストが増加するという問題点もある。
【0006】
特許文献2には、固定側金型と可動側金型とで形成される微小な凹凸を有するキャビティ内に成形原料を充填し、両金型を加熱し、両金型のいずれか一方もしくは両方に設けられた超音波振動子によって超音波振動させながら加圧、及び離型するエンボス加工成形方法および装置が開示されている。超音波振動子を使用することにより、成形品の離型は可能であるが、金型に超音波振動子を設置する必要があり、この場合も前記特許文献1と同様に装置構成が複雑になり、コストが増加するという問題点がある。また、超音波振動が原因で微小な凹凸が損傷する可能性がある。
【0007】
特許文献3には、微小な凹凸部の形状を転写し、樹脂層を冷却固化して転写体を調製する工程と、転写体を付着させるべき金型の温度を転写体のガラス転移温度(Tg)付近に設定するとともに、転写体を付着させるべき金型と他方の金型との温度差を5℃以上に設定し、転写体を付着させるべき金型に転写体を付着させながら、金型を開放する工程とを有することを特徴とする成形体の製造方法が開示されている。しかしながら、この場合も微小な高アスペクト比の凹凸部を有する成形品では、成形品の形状を損傷する可能性がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2002−59440号公報
【特許文献2】特開2003−154573号公報
【特許文献3】特開2008−290461号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明の目的は、微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明によれば、
1.下記式(1)で示されるアスペクト比が0.5以上20.0以下であり、その長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、
(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、
(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、
(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および
(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、
を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いることを特徴とする成形品の成形方法。
アスペクト比=L/D (1)
(L:長さ、D:最大幅(径))
2.成形品を保持する加工がされた金型として、微細加工を施している金型を用いる前項1記載の成形方法。
3.微細加工がシボ加工である前項2記載の成形方法。
4.シボ加工の深さ平均値Rz(十点平均粗さ)が、1μm以上300μm以下である前項3記載の成形方法。
5.成形品を保持する加工がされた金型として、凹加工を施している金型を用いる前項1記載の成形方法。
6.凹加工の抜き勾配が−3.0度以上−0.01度以下である前項5記載の成形方法。
7.離型剤で表面処理を施した金型を用いる前項1記載の成形方法。
8.樹脂は、熱可塑性樹脂を主たる成分とする前項1記載の成形方法。
9.樹脂は、生体分解性樹脂を主たる成分とする前項1記載の成形方法。
10.金型の加熱・冷却方式として、急速加熱冷却装置を使用した前項1記載の成形方法。
11.急速加熱冷却装置の加熱方法として、蒸気式、加圧熱水式、熱水式、熱油式、電気ヒータ式、電磁誘導過熱式のいずれか1方式またはそれらを複数組み合わせた方式である前項10記載の成形方法。
12.急速加熱冷却装置の冷却方法として、冷水式、冷油式のいずれか1方式またはそれらを組み合わせた方式である前項10記載の成形方法。
13.前項1に記載の成形方法で成形して得られた成形品。
14.成形品が微小針及びまたは微小針が複数設置された微小針集合体である前項13記載の成形品。
が提供される。
【発明の効果】
【0011】
本発明によれば、微小な高アスペクト比の凹凸部を有する成形品の成形方法であって、成形品を金型から変形なく簡単に安全に取り出すための成形方法を提供することができる。また、任意の形状を成形するための金型に離型膜処理を施した場合には、さらに離型が容易となり、より大きな効果を得ることができる。
【図面の簡単な説明】
【0012】
【図1】成形品の成形工程図である。
【図2】上金型:微細加工、下金型:微細高アスペクト比凹金型を示した図である。
【図3】上金型:シボ加工、深さ平均値Rz40μmの写真を示した図である。
【図4】上金型:凹加工、下金型:微細高アスペクト比凹金型を示した図である。
【図5】実施例1で成形された微小針成形体の電子顕微鏡写真を示した図である。
【図6】比較例2で折れた微小針の電子顕微鏡写真を示した図である。
【図7】比較例2で曲がった微小針の電子顕微鏡写真を示した図である。
【発明を実施するための形態】
【0013】
以下、詳細に説明する。
本発明は、下記式(1)で示されるアスペクト比が0.5以上20.0以下であり、その長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法である。
アスペクト比=L/D (1)
(L:長さ、D:最大幅(径))
成形品の成形方法としては、図1の成形工程図の通り、下記(i)〜(iv)の工程を含む。
(i)樹脂を200℃以上350℃以下の温度範囲、好ましくは210℃以上340℃以下の温度範囲、より好ましくは220℃以上330℃以下の温度範囲まで加熱し溶融する工程、
(ii)溶融樹脂を、100℃以上250℃以下、好ましくは110℃以上240℃以下、より好ましくは120℃以上230℃以下に保たれた下金型の上に塗布する工程、
(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下、好ましくは1MPa以上29MPa以下、より好ましくは5MPa以上28MPa以下で加圧し、5秒〜200秒間、好ましくは8秒〜150秒間、より好ましくは10秒〜130秒間保持して成形する工程、および
(iv)40℃以上200℃以下、好ましくは45℃以上190℃以下、より好ましくは50℃以上180℃以下の温度範囲まで降温して金型より成形品を取り出す工程、
この成形方法において、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いることを特徴とする(図2、図4参照)。
【0014】
金型より取り出す時に成形品を保持する加工として、図2の様な微細加工を施している金型を備えた装置での成形方法があり、微細加工としてシボ加工であれば安価で容易に加工ができる。
シボ加工としては、薬品によって金属を溶解する化学腐食(エッチング)、ガラス粒や金属粒等を金属面に吹き付けるサンドブラスト等が好ましい(図3参照)。
シボ加工の深さ平均値Rz(十点平均粗さ)は、1μm以上300μm以下であることが好ましい。より好ましくは、3μm以上200μm以下である。1μm未満だと効果が小さく、300μmを超えると保持金型から取り難くなる。
【0015】
金型より取り出す時に成形品を保持する加工として、図4の様な凹加工を施しても良い。さらには、凹加工の抜き勾配が−3.0度以上−0.01度以下であれば効果が大きい。より好ましくは、−2.0度以上−0.1度以下である。−3.0度を超えると保持金型から取り難くなる。−0.01未満では効果が小さい。
任意の形状を成形するための金型に離型剤で表面処理を施すとさらに離型が容易となり、より大きな効果を得ることができる。離型剤としては、シリコーン系やフッ素系化合物など公知の離型剤が挙げられる。
【0016】
該成形方法はフィルムをインプリントする方法に比べると、溶融樹脂を用いることにより樹脂昇温時間が不要となり成形時間が短い。また樹脂内部まで所定の温度に均一となっており精度の高い転写が可能となる。射出成形と比べても微小な高アスペクト比の成形が可能である。
【0017】
金型の加熱・冷却方式として、急速加熱冷却装置を使用した場合、成形サイクルが短くなり、成形品のコストダウンが可能である。急速加熱冷却装置は、一般的に使用されている方式で構わない。加熱方法として、蒸気式、加圧熱水式、熱水式、熱油式、電気ヒータ式、電磁誘導過熱式のいずれか1方式またはそれらを複数組み合わせた方式で良い。冷却方法としては、冷水式、冷油式のいずれか1方式またはそれらを組み合わせた方式で良い。
【0018】
本発明の成形方法において成形する微小な凹凸部を有する成形品は、そのアスペクト比が0.5以上20.0以下であり、0.8以上18以下が好ましく、1以上16以下がより好ましい。アスペクト比が0.5未満であると比較的容易に金型から取り出せるため本発明の成形方法に適さない。アスペクト比が20を超えると成形品の成形自体が難しい。
【0019】
微小な凹凸部を有する成形品は、その長さ(L)が50μm以上1000μm以下であり、好ましくは100μm以上950μm以下であり、より好ましくは200μm以上900μm以下である。また、その最大幅(D)が好ましくは10μm以上300μm以下であり、より好ましくは20μm以上250μm以下であり、さらに好ましくは30μm以上200μm以下である。
【0020】
本発明の成形方法は、モスアイのような電子ディスプレイ用光学部品、半導体デバイスのような電子部品、細胞培養シートや微小針のような医療部品等の微細な高アスペクト比の成形品の成形方法に適している。特に微小針は、微小で高アスペクト比であり該成形方法に適している。微小針は、単独、または複数本含む微細針集合体である。
本発明の成形方法で使用する樹脂は、熱可塑性樹脂を主たる成分とすることが好ましい。樹脂中の熱可塑性樹脂の含有量は、好ましくは50重量%以上、より好ましくは90重量%以上、さらに好ましくは100重量%である。
【0021】
熱可塑性樹脂として、ポリスチレン、ポリプロピレン、ポリカーボネート、アクリル樹脂、ABS樹脂、AS樹脂、シクロオレフィンポリマー、シクロオレフィンコポリマー、ポリアミド、ポリエチレンテレフタレート、またはこれらの混合物が好ましい。
熱可塑性樹脂として生体分解性樹脂が好ましい。生体分解性樹脂として、ポリグリコール酸、ポリ乳酸、ステレオコンプレックスポリ乳酸、植物由来ポリカーボネート樹脂またはこれらの混合物が好ましい。
【実施例】
【0022】
本実施の形態における実施例を以下に示す。
(評価)
それぞれの実施例、比較例に従って微小針集合体を100個得た。
(1)離型時の保持金型への保持率(微小針集合体100個中)。
(2)成形機の金型から取り出した後の観察における変形率(微小針集合体100個中)。
【0023】
[実施例1]
微小針集合体は以下のように作製した。
(金型)
任意の形状を成形するための下金型は、金型のもととなるマスターを、金属を切削加工して製作し、次いでマスター型をニッケル電鋳にて反転し作製した。微小針の形状は、先端直径7μm、長さ(高さ)(L)が600μm、最大幅(底面の直径)(D)が100μm、先端の頂角が45°、9mm径の面積の部分に針が97本とした。また、上金型から離型しやすいように離型剤(信越化学工業株式会社製KM−9736)で表面処理をした。これを下金型とした。
金型より取り出す時に成形品を保持する微細加工がされた上金型は、ニッケル電鋳板1mm厚さにサンドブラスト加工で図3に示したシボ金型を作成し、これを上金型とした。深さ平均値Rz(十点平均粗さ)40μmである。
金型の構成は、図2の通りである。
(成形)
装置は、日本製鋼所製 MTM100−15を使用した。
樹脂にはポリグリコール酸を用いて、260℃で溶融させ、200℃の金型の上に塗布した。次いで20MPaの圧力で30秒プレスした後、金型を80℃まで冷却し金型から図5の様な微小針集合体を得た。
次いで、得られた微小針集合体について走査型電子顕微鏡による観察を行った。
【0024】
[実施例2]
金型より取り出す時に成形品を保持する上金型として凹加工がされた上金型を用い、該凹加工がされた上金型は、3mmのステンレス製の板の中心に径10mm、深さ0.5mmの凹加工を施し、その凹加工の抜き勾配を−0.5度とした上金型を用いた以外は実施例1と同じ方法で、金型から微小針集合体を得た。
金型の構成は、図4の通りである。
【0025】
[実施例3]
樹脂にはポリカーボネート[帝人化成株式会社製、パンライトAD−5503]を用いて、260℃で溶融させ、185℃の金型の上に塗布し、次いで20MPaの圧力で30秒プレスした後、金型を80℃まで冷却する以外は実施例1と同じ方法で、金型から微小針集合体を得た。
【0026】
[比較例1]
上金型は、金型より取り出す時に成形品を保持する加工がされておらず鏡面である以外は実施例1と同じ方法で、金型から微小針集合体を得た。
【0027】
[比較例2]
上金型は、金型より取り出す時に成形品を保持する加工がされておらず鏡面である以外は実施例3と同じ方法で、金型から微小針集合体を得た。
【0028】
【表1】
【産業上の利用可能性】
【0029】
本発明の成形方法は、モスアイのような電子ディスプレイ用光学部品、半導体デバイスのような電子部品、細胞培養シートや微細針のような医療、化粧品等の微小な高アスペクト比の凹凸部を有する成形品の成形方法に有用である。
【特許請求の範囲】
【請求項1】
下記式(1)で示されるアスペクト比が0.5以上20.0以下であり、その長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、
(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、
(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、
(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および
(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、
を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いることを特徴とする成形品の成形方法。
アスペクト比=L/D (1)
(L:長さ、D:最大幅(径))
【請求項2】
成形品を保持する加工がされた金型として、微細加工を施している金型を用いる請求項1記載の成形方法。
【請求項3】
微細加工がシボ加工である請求項2記載の成形方法。
【請求項4】
シボ加工の深さ平均値Rz(十点平均粗さ)が、1μm以上300μm以下である請求項3記載の成形方法。
【請求項5】
成形品を保持する加工がされた金型として、凹加工を施している金型を用いる請求項1記載の成形方法。
【請求項6】
凹加工の抜き勾配が−3.0度以上−0.01度以下である請求項5記載の成形方法。
【請求項7】
離型剤で表面処理を施した金型を用いる請求項1記載の成形方法。
【請求項8】
樹脂は、熱可塑性樹脂を主たる成分とする請求項1記載の成形方法。
【請求項9】
樹脂は、生体分解性樹脂を主たる成分とする請求項1記載の成形方法。
【請求項10】
金型の加熱・冷却方式として、急速加熱冷却装置を使用した請求項1記載の成形方法。
【請求項11】
急速加熱冷却装置の加熱方法として、蒸気式、加圧熱水式、熱水式、熱油式、電気ヒータ式、電磁誘導過熱式のいずれか1方式またはそれらを複数組み合わせた方式である請求項10記載の成形方法。
【請求項12】
急速加熱冷却装置の冷却方法として、冷水式、冷油式のいずれか1方式またはそれらを組み合わせた方式である請求項10記載の成形方法。
【請求項13】
請求項1に記載の成形方法で成形して得られた成形品。
【請求項14】
成形品が微小針及びまたは微小針が複数設置された微小針集合体である請求項13記載の成形品。
【請求項1】
下記式(1)で示されるアスペクト比が0.5以上20.0以下であり、その長さ(L)が50μm以上1000μm以下である微小な凹凸部を有する成形品の成形方法であって、
(i)樹脂を200℃以上350℃以下の温度範囲まで加熱し溶融する工程、
(ii)溶融樹脂を、100℃以上250℃以下に保たれた下金型の上に塗布する工程、
(iii)塗布した溶融樹脂を上金型と下金型との間に挟持し、0.1MPa以上30MPa以下で加圧し、5秒〜200秒間保持して成形する工程、および
(iv)40℃以上200℃以下の温度範囲まで降温して金型より成形品を取り出す工程、
を含み、上金型と下金型のどちらか一方に任意の形状を成形するための金型、もう一方に金型より取り出す時に成形品を保持する加工がされた金型を用いることを特徴とする成形品の成形方法。
アスペクト比=L/D (1)
(L:長さ、D:最大幅(径))
【請求項2】
成形品を保持する加工がされた金型として、微細加工を施している金型を用いる請求項1記載の成形方法。
【請求項3】
微細加工がシボ加工である請求項2記載の成形方法。
【請求項4】
シボ加工の深さ平均値Rz(十点平均粗さ)が、1μm以上300μm以下である請求項3記載の成形方法。
【請求項5】
成形品を保持する加工がされた金型として、凹加工を施している金型を用いる請求項1記載の成形方法。
【請求項6】
凹加工の抜き勾配が−3.0度以上−0.01度以下である請求項5記載の成形方法。
【請求項7】
離型剤で表面処理を施した金型を用いる請求項1記載の成形方法。
【請求項8】
樹脂は、熱可塑性樹脂を主たる成分とする請求項1記載の成形方法。
【請求項9】
樹脂は、生体分解性樹脂を主たる成分とする請求項1記載の成形方法。
【請求項10】
金型の加熱・冷却方式として、急速加熱冷却装置を使用した請求項1記載の成形方法。
【請求項11】
急速加熱冷却装置の加熱方法として、蒸気式、加圧熱水式、熱水式、熱油式、電気ヒータ式、電磁誘導過熱式のいずれか1方式またはそれらを複数組み合わせた方式である請求項10記載の成形方法。
【請求項12】
急速加熱冷却装置の冷却方法として、冷水式、冷油式のいずれか1方式またはそれらを組み合わせた方式である請求項10記載の成形方法。
【請求項13】
請求項1に記載の成形方法で成形して得られた成形品。
【請求項14】
成形品が微小針及びまたは微小針が複数設置された微小針集合体である請求項13記載の成形品。
【図1】

【図2】
【図4】
【図3】
【図5】
【図6】
【図7】
【図2】
【図4】
【図3】
【図5】
【図6】
【図7】
【公開番号】特開2013−28150(P2013−28150A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−190578(P2011−190578)
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000215888)帝人化成株式会社 (504)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年9月1日(2011.9.1)
【出願人】(000215888)帝人化成株式会社 (504)
【出願人】(000003001)帝人株式会社 (1,209)
【Fターム(参考)】
[ Back to top ]