
成形品を生産する方法
本発明は、微細粒〜中程度細粒の混合材料から有機結合剤を使用して成形品、特にブリケットを生産するための方法に関する。この方法においては、第1の段階において混合材料の成形操業に対して必要とされる温度への加熱が行われ、大気によって隔離された第2の段階において、混合材料の結合剤との混合がプロセスの下流のステップと同様に行われる。この方法は、有害物質が排出されることを回避する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、有機結合剤を使用して微細粒〜中程度細粒の混合材料から成形品、特にブリケットを生産する方法に関する。
【背景技術】
【0002】
コークスを用いるブラスト炉中における銑鉄の生産は、エネルギー源、還元手段、及び固定床の支持フレームワークとして人工的に生産された塊状の炭素担持体を使用するが、COREX(登録商標)/FINEX(登録商標)法に基づく溶融還元プロセスは、この機能に塊状の石炭を使用する。商業的に入手可能な石炭の場合、所定の比率部分は粒径の点において微細すぎ、ガスが貫通する固定床の上部部分及び液状の銑鉄及び液状のスラグによって貫通される固定床の下部部分における支持フレームワークの機能を果たすことができない。したがって、この小粒径部分は、篩い分けによって溶融還元プロセスに使用される塊状の石炭から分離され、この篩い分けは石炭の乾燥の前及び/又は後に行うことができる。石炭の乾燥された前記小粒径部分は、例えばブリケット化の手段によって塊状に変換させることができ、続いて溶融還元プロセスにおいて塊状の石炭と同じように使用可能とすることができる。ブリケット化のために好適な粒径を得るためには、篩い分けされた小径の石炭又はブリケット化のための石炭を、実際のブリケット化を行うことが可能となる前に、任意に粉砕機を通過させる必要がある場合がある。使用される結合剤のタイプによって、ブリケット化プレスから排出されるブリケットは通常、強度を上げるために冷却又は加熱又は所定の保持時間という形態の後続処理を必要とする。その後、ブリケットは搬送及び貯蔵(bunkering)に好適となり、上述された方法に基づく溶融還元プロセスに使用することができる。
【0003】
例えばコールタールピッチ(又はアスファルトビチューメン)のような有機結合材による硬質石炭のブリケット化のための従来の方法は本質的に、石炭を粒径と含水量に対して準備し、続いて生蒸気の同時使用を伴って結合材の混合を行い、必要とされる混合温度を設定するステップを備える。混合は、例えば90〜100℃の温度において、生蒸気を供給しつつ混練を行うことによって実施される。水蒸気及びガスを引き抜くことによって、水蒸気は混合物から取り除かれ、よって含水量は減少する。その後のステップにおいて、ブリケットの生産が行われる。
【0004】
ここでの特定の欠点は、水蒸気の除去の間に、有機汚染物が水蒸気とともに排出されることであり、これはまたストリッピング効果(stripping effect)として知られている。有機結合材としてのコールタールピッチの場合には、有機汚染物は発がん性物質にクラス分けされる複合物を含有する。人材の運営及び維持に対する有害な潜在性の理由によって、結合剤としてのコールタールピッチの使用は、ヨーロッパにおいて大幅に制限されるか又は禁止されている(例えばドイツにおけるTRGS 551)。したがって、硬質炭のブリケット化(家庭用石炭のためのブリケット)においては、コールタールピッチはアスファルトビチューメン又は糖蜜によって置き換えられてきた。
【0005】
家庭用石炭の場合とは異なり、溶融還元プロセスにおける使用のための石炭ブリケットは機械的特性のみではなく、例えば熱衝撃耐性、熱機械的耐性、及びCO2に対する低い反応性のような十分な冶金学的特性を有さなければならない。
【0006】
しかし、商業的に入手可能なグレードの、高いアルカリ濃度及びこの場合にブリケット化中に必要な消石灰の添加のために、糖蜜によって結合された(例えば特許文献1、特許文献2、及び特許文献3によるような)従来技術のブリケットは、高温のCO2ガスに対して極度に不安定である。したがって、溶融還元プロセスにおけるこのようなブリケットの相対的に大きな比率の使用は、良好な冶金学的特性及び/又は冶金学的コークスを有する塊状の石炭の大きな比率によってそれ相応に補償される。
【0007】
結合剤としてのアスファルトビチューメンによって生産されたブリケットは通常、溶融還元プロセスの冶金学的要求を満たす、すなわちブリケットの反応性特性に関して糖蜜によって結合されたブリケットとコールタールピッチによって結合されたブリケットとの間の中間位置を取るが、この方法の変形体は高い原油価格の故に現状ではあまり魅力的ではない。
【0008】
コールタールピッチは比較的廉価にて入手できるが原油及び糖蜜は輸入品である、コークス用炭の生産量の多い国々においては、コールタールピッチの結合剤としての使用に対する支持にはある程度経済的利点がある。
【0009】
この観点において、コールタールピッチによって結合されたブリケットが、冶金学的コークス及び/又は半生コークス用炭又は装入石炭を混合するための他のコークス用炭のような比較的高価な成分の添加の必要を無しに済ます可能性を有することを考慮しなければならない。
【0010】
他方で、アジアの発展途上国においてさえ、環境及び安全に対する認識の高まりが定着し、ヨーロッパ標準が適用されている。このような国々においても、結合剤としてのコールタールピッチによるブリケット化工場の操業に対する認可は、有機汚染物質の漏れが確実に防止される場合にのみ可能である。
【0011】
有機汚染物質の排出の防止は、工場が環境に対して概して封入されるような構成でなければならないということを意味している。工場の内側は、周囲に対して負圧でなければならない。負圧を維持するために抜き出されるガスの全量は湿式又は乾式のダスト除去装置を通過しなければならず、有機物を有さないダスト除去されたガスは、後続の熱処理の方法によってもそのまま維持される。湿式のダスト除去装置の場合には、排水が適切な処理にかけられなければならない。排水浄化の濾過残渣は、適切な廃棄に供されなければならない。しかし、このことは、この場合、大量の汚染された凝縮物又は排水が湿式のダスト除去設備から生み出されるので、従来の方法によっては費用効率的には達成できない。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】国際公開第02/50219号パンフレット
【特許文献2】国際公開第020555号パンフレット
【特許文献3】国際公開第2005/071119号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0013】
したがって、本発明の目的は、有機物質によってもたらされる危険要因を除外し、かつ、それでもなお多数の結合剤を許容する成形品を生産する方法を提供することである。
【課題を解決するための手段】
【0014】
本発明にかかる目的は、請求項1の特徴部分に対応する方法において達成される。塊状の混合材料を加熱するステップの、結合材との更なる混合のステップからの分離によって、脱ガス、したがって有機物の有害な物質による水蒸気の汚染を避けることができ、よって複雑かつ高価な排ガス処理もまた不必要となる。
【0015】
例えばブリケットのような成形品を、現状の環境標準に従う、特に有機結合剤によって生産する方法を実現可能にするためには、有機物又は汚染物質を有する水蒸気、若しくは前記水蒸気が凝縮した際に生産される汚染された排水の排出を避けることが特に必要である。
【0016】
これは、方法を互いから概して孤立された2つの段階に分離することによって保証される。第1の段階においては、混合された材料はいずれの追加的な結合剤無しに加熱され、水蒸気又は凝縮物は、それによって周囲環境中に排出される場合に結合剤からの有機汚染物質からの汚染を有さない。
【0017】
本発明による方法の特定の改良形態によれば、第2の段階において、混合材料及び結合剤の温度は、混合の間、略一定に維持されている。事前の加熱の故に、微小な温度損失を補償することしか必要とされない。
【0018】
本発明による方法の第1の変形態様によれば、結合剤又は結合剤の少なくとも1つの成分は、混合の前に、特にその結合剤又は結合剤の成分の軟化点より高い温度まで、加熱される。このことは、混合材料の結合剤との均一な混合が達成されることを保証する。
【0019】
混合された材料の加熱は、第1の段階において60〜140℃、特に80〜100℃の温度まで実施される。したがって、温度は成形操作の要求に合わせることができる。
【0020】
本発明による方法の特定の改良形態によれば、結合材料又は少なくとも1つの結合剤成分は熱可塑性を有している。熱可塑性の性質は、結合剤が熱的に軟化するという効果を有する。このことは、より容易な混合を可能にする。
【0021】
この方法の1つの可能性のある変形形態においては、第2の段階に続く処理段階において、成形品が結合剤の軟化点より低い温度、特に60℃より低い温度に冷却され、これによって成形品の輸送及び貯蔵を可能にする。高温における制限的な機械的強度の故に、冷却は、損傷して貯蔵される成形品の割合を最小化するために重要である。
【0022】
本発明による方法の独特な変形形態によれば、加熱は、液体又はガスの加熱媒体の手段、特に蒸気、プロセスガス、又は燃焼排ガスによる間接的な加熱によって、第1段階において実施される。このことは、加熱される混合材料が加熱媒体に接触するようになり、凝縮物が混合材料の中に導入されることなく潜熱を加熱用に使用することができ、その結果望ましい含水量を設定できるという利点を有する。エネルギー交換はこの場合、熱交換の原理に基づいて行われる。
【0023】
本発明による方法の代替的な変形態様によれば、加熱は、高温ガス、具体的には燃焼排ガス又は燃焼排ガス/空気の混合物による直接的な加熱によって第1の段階において実施され、この高温ガスは逆流原理に基づいて混合された材料を通過する。使用される冶金学的設備の操業に存在する高温燃焼排ガスによる高温ガスの手段による直接的な加熱は、既存のエネルギー源を使用することを可能とし、よって低いエネルギー経費を可能にする。
【0024】
本発明による方法の有利な変形形態によれば、加熱は、少なくとも2つの段階における第1の段階において実施される。多くのステップへの分離は、湿気及び水蒸気の抜き取りが、より可能であることを意味している。
【0025】
本発明による方法のさらなる有利な変形形態によれば、高温蒸気が第1及び/又は第2の段階において混合された材料を加熱するために添加される。よって、必要とされる温度の設定もまた、プロセスの下流の段階における水の沸点より高い温度まで可能である。
【0026】
本発明による方法の有利な変形形態では、加熱された混合材料は、第1及び/又は第2の段階における、プロセスの下流のステップのさらなる隔離のために、さらなる処理の前に一時的に貯蔵される。よって、これら段階はより容易に操業することができ、2つの段階の一方において外乱が生じた場合であってさえ、他方の段階は操業し続けることができる。
【0027】
本発明による方法の有利な変形形態によれば、第1の段階における混合材料の加熱の後に、存在するガス状物質及び水蒸気は引き抜かれ、凝縮器中において析出する。またこの方法は、汚染された混合材料を確実にプロセスすることを可能にし、有害な排出を回避することができる。引き抜かれたガス状物質又は水素は有機不純物によって汚染されることが無い。
【0028】
引き抜かれたガス状物質及び水蒸気は、周囲環境中に排出される前に、好都合に湿式ダスト除去を経て、このようにして有害な排出をなくす。材料を加熱するために使用される、例えば引き抜かれた水蒸気又は燃焼排ガス/空気混合物のようなこれら物質及び蒸気は、有機不純物によって汚染されていないので、容易に処理することができ、ダストの排出は防止される。
【0029】
本発明によれば、第2の段階は、第1の段階の圧力及び/又は周囲環境圧力より低い圧力のもとで行われる。第1の段階への、又は周囲環境への有機汚染物の移動を排除するために、第2の段階の圧力は、第1の部分及び周囲環境に対してわずかに負圧に維持される。
【0030】
本発明による方法の1つの変形形態によれば、加熱された混合材料及び結合剤は、測量される方法によって混合器の中に導入され、結合剤の添加が粒子サイズ、混合材料の量、及び成形品の強度特性に依存して行われる。強度特性は圧縮強度及び粉砕耐性によって特徴付けられる。粉砕耐性は、試験にかけられるアイテムの破裂挙動が自由落下に基づいて決定される標準化された試験によって測定される特性として理解される。結合剤の量を適応させることによって、成形品の成形性及び強度特性を明確に制御することが可能になる。結合剤の添加前の加熱された混合材料の一時的貯蔵は必要に応じて可能である。
【0031】
本発明によれば、加熱された混合材料の結合剤との混合の後に、任意に生蒸気の添加を伴って、混錬処理が行われる。混錬処理は均一かつ密度の高い混合物を生産し、よって混合物の安定したさらなる処理が可能になる。生蒸気は含水量を設定する必要がある場合に添加することができる。生蒸気の代わりに、飽和蒸気を使用することもできる。
【0032】
本発明による方法の変形形態によれば、加熱された混合材料と結合剤との混合物は、プレス機中において成形品に成形、特にブリケット化される。この成形は、成形品のさらなる使用の要求に従って選択することができ、この要求は、例えば成形品が使用される冶金学的プロセスによって決定される。
【0033】
本発明による方法の変形形態においては、混合中、及び/又はプレス中に生産される水蒸気は引き抜かれ、600℃以上、特に850℃以上の温度で燃焼器中において、任意に燃料ガスの添加を伴って燃焼される。燃焼は、水蒸気の無害な排ガスへの変換をもたらし、この無害な排ガスが排出される。
【0034】
本発明によれば、水蒸気は中間加熱及び/又はそれに続く燃焼器への途中の乾式ダスト除去にかけられる。これら手段によって、ライン中の凝縮物を回避することができ、腐食による損傷を排除することができる。ダスト除去は、きれいなダストのない排ガスの生成を可能にし、安定した燃焼を可能にする。加熱は、直接的に又は間接的に実施することができ、後続の燃焼からの燃焼排ガスのエネルギーを使用することが任意に可能である。
【0035】
本発明においてはさらに、水蒸気が燃焼器への途中においてバルク材料フィルターを通過する。バルク材料フィルターは水蒸気の低コストでの洗浄を可能にする。バルク材料フィルターは、中間加熱、ダスト除去、及びそれに続く燃焼が成形装置の近傍において実施される場合には任意に割愛することができる。このことは、成形装置とそれに続く燃焼との間のライン中の堆積物が回避されるという利点を有する。
【0036】
本発明によれば、混合材料の小粒径部分及び/又は活性炭、及び/又は石油コークス、及び/又は粉コークスはフィルター媒体として使用される。したがって、冶金学的プロセスにおいて容易にさらに処理される低コストのフィルター媒体が入手可能となる。
【0037】
本発明による方法の特定の有利な改善形態においては、燃焼中に開放される熱は、間接的及び/又は直接的加熱のために第1の段階に供給される。よって、間接的加熱の場合には、加熱される混合材料は接触領域を介して間接的に加熱され、そこで次に、熱交換の原理が満たされるように、高温燃焼ガスによって加熱される。間接的加熱は、特に第1の加熱ステップにおいて実施される。直接的加熱の場合には、高温燃焼ガスが加熱される混合材料に直接的に接触する。これは、両方の加熱ステップにおいて使用することができる。熱の使用によって、特にエネルギー効率の良い方法を保証することができる。
【0038】
本発明においては、成形の操業中に生産される破片は、加熱された混合材料と結合剤との混合物に添加される。成形操業における破片は、低コストの方法で成形操業に戻され、損失が低く維持される。
【0039】
本発明の変形形態によれば、微細粒〜中程度細粒の混合材料は少なくとも部分的に、例えば銑鉄の生産又は鉄鋼生産中に生じる、又は銑鉄の生産又は鉄鋼生産に使用される物質、特に石炭、活性炭、粉コークス、石油コークス、添加物、スラリー、ダスト、濾過ケーキ、又は炭素を含むガス化媒体、又はこれら物質の混合物からなる。このような物質は、大量に生産され、冶金学的プロセスに戻すことができるという価値を有する材料を代表している。このことは、廃棄物を減少し、コストを削減するのを可能にする。
【0040】
本発明による方法の1つの可能な変形形態によれば、微細粒〜中程度細粒の混合材料は0.01mm〜5mm、特に1mmの平均粒子サイズを有している。この粒子サイズが、最良の成形品を可能にすることが証明されている。
【0041】
本発明による方法の特に有利な変形形態によれば、有機結合剤は少なくとも部分的にコールタール又はコールタールピッチを備えている。これら結合剤は非常に廉価にて入手可能であり、本発明による方法によって環境又は人間に対する危険無く処理することができる。
【0042】
本発明による方法の特定の変形形態によれば、結合剤はそれ自体又は添加物とともに、第2段階において又は第2の段階後に続く任意の処理段階において、加熱によって硬化し、その後に任意に冷却のために次工程に送られる。この特定の結合剤は、熱処理又は加熱によって硬化し、再加熱の場合でさえも軟化することはない。
【0043】
請求項1〜26のうちの1項に記載の発明による方法によって生産された成形品は強度を増すための添加物を含み、成形品は後続の工程における加熱中又は加熱後に半成コークスに変換され、この結果として半成コークスは高い機械的強度及び/又は高温CO2含有ガスによるアタックに対する高い耐性を有する。この機械的加重に対するのみではなくCO2含有ガスによるアタックに対する高い耐性は、成形品が冶金学的プロセスに使用される際に非常に大きな利点を提供する。コークス用石炭又は石油コークスは、例えば添加物として使用することができる。
【0044】
本発明は、例示の形態をベースにした効果を限定されること無く、例示及び添付の図面によって、より詳細に記載される。
【図面の簡単な説明】
【0045】
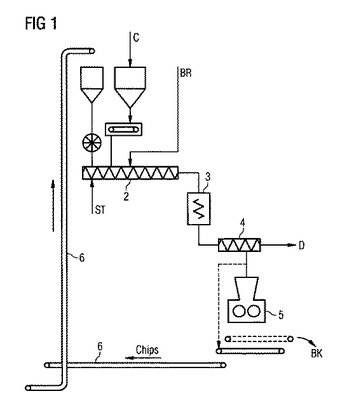
【図1】従来技術による方法を示す図である。
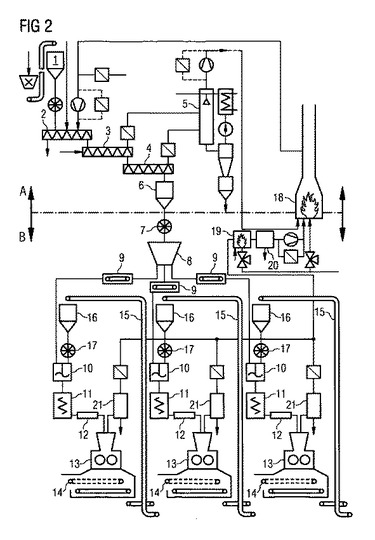
【図2】本発明による方法を示す図である。
【発明を実施するための形態】
【0046】
図1によれば、バンカー1からの石炭(C)は、結合剤(BR)と共に混合器2中にて混合されて、加熱され、蒸気(ST)が加熱のために混合器2の中に導入される。下流の混錬機3において、物質は密に混合され、生産された水蒸気(D)は混合器4から引き抜かれる。混合された大部分は次いで、連続的にブリケット化設備においてブリケットへとプレスされ、ブリケット(BK)が取り出される。これによって生産された破片(チップ)は、搬送装置6の手段によって戻される。
【0047】
図2によれば、第1の段階Aにおいて、例えばクラッシャーによって任意に準備された石炭のような粗く混合された材料は、バンカー1の中に装入され、加熱された混合器2及び3において、2つのステップにおける有機結合剤の混合の前においてさえ、混合操作に必要とされる温度まで加熱される。
【0048】
この方法の効率は、粗く混合された材料がバンカー1の中に装入される際に、例えば石炭の上流の乾燥に基づいて、既に余熱されることによって上げることができる。
【0049】
第1のステップにおいて、石炭は加熱された混合器2の中において蒸気によって間接的に、及び/又は燃焼排ガス又は燃焼排ガス/空気の混合物によって直接的に、加熱され、逆流の原理が好ましく実現される。
【0050】
第2のステップにおいて、加熱状態の蒸気による粗い混合材料の処理を、工程の下流のステップにおいて必要とされる温度及び/又は含水量を設定するのに必要な程度まで、加熱された混合器3において実施することができる。
【0051】
過剰の水蒸気は加熱された混合器3の出口、及び任意的な水蒸気排出スクリュー4の出口において引き抜かれ、凝縮機5の中に析出する。浮遊している石炭の粒子の先立つ分離の後に、有機汚染物によって汚染されていない凝縮物は、任意的に工業用水循環システムに供給することができる。また、加熱された塊状の混合材料は、調整された混合材料とされるか、又は石炭の場合には調整された石炭とされ、バンカー6において一時的に貯蔵される。
【0052】
第2の段階Bは3つの平行なラインによって示されている。これらはセル状のホィール供給装置7と貯蔵用のバンカー8によって第1の段階から離隔されている。この配置は、第2の段階における、第1の段階及び周囲環境に対する望ましい負圧の設定を可能にしている。
【0053】
バンカー8の出口において、調整された粒状の混合材料は、測量等の搬送秤9の手段によって複数のラインに分けられている。それぞれのラインにおいて、最初に結合剤の混合が混合器10中において行われる。混錬機11における後続の処理において、生蒸気、好ましくは飽和蒸気が必要とされる程度だけ供給されて、混合材料の望ましい濡れを設定する。ブリケット化とすることができる実際の成形の前には蒸気の除去は行われない。
【0054】
混錬機11の排出におけるスクリュー12は単に、プレス13に仕上げられた装入混合物を供給し、このプレス13において成形品の成形が行われる。プレスからの排出において成形品は、成形中に生産される場合のある破片から篩ベルト14の手段によって分離される。チップとしても参照される破片は、大きく傾斜された搬送機15の手段によって混合器10に戻される。本方法の好ましい実施形態においては、このように生産された成形品は従来技術による冷却器に送られて、よって成形品の硬化を保証される。冷却は、自由大気中の自然かつ自由な対流状態において、又は空気、及び/又は空気それ自体を伴う水、又は水による成形品の濡れに関する空気の助けを伴う特定の手段によって、行うことができ、これによって蒸発が開始されるか、及び/又は水そのものが冷却媒体として作用する。
【0055】
圧力勾配を維持するために、セル状ホィール供給装置17を有する装入バンカー16が挿入されている。生産における変動を保証するために必要とされる破片のための輸送装置(チップベルト)へのプレスのオーバーフローは、空間の理由のために図2には示されていない。このプレスのオーバーフローは、同様にセル状ホィール供給装置によって短絡流を回避し、よってシステム中に負圧を生じさせるために保護されていなければならない。
【0056】
第2の段階における負圧を維持するための抜き取りは、プレス13への材料入口において好適に行われ、このプレス13において成形品の成形が行われる。任意にさらなる抜き取りが混合器10及び混錬機11の入り口において行われても良い。抜き取られた蒸気/濾過されていない空気の混合物は、バーナー18中において800℃より高い温度で燃料ガスと共に燃焼される。これら状況の下では、有機物質は完全に無害な混合物に変換され、この無害な混合物は煙突を介して周囲環境中に燃焼排ガスと共に排出される。汚染された蒸気/濾過されていない空気の混合物が流れるラインと吸入ファンとを、ダスト及び凝縮物の堆積物から保護するために、中間加熱19が行われ、ダストフィルター20が下流に配置される。堆積したダストは成形プロセスに戻される。また、バルク材料フィルター21を第1の洗浄段階として上流に配置することができる。ブリケット化用石炭の中程度の破片、活性炭、又は粉コークスは、濾過媒体として特にここでは好適である。フィルターの適切な配置によって、有機成分によって汚染された濾過媒体は、代替的に混合器、混錬機、プレス挿入装置、又はチップベルトを介して間接的に成形プロセスへ供給することができ、よって、廃棄物を離隔する必要は無い。吸入ライン中の凝縮物を回避するために、バルク材料フィルターの代わりにブリケット化ラインのそれぞれに、バルク材料フィルター、中間加熱、及び乾式ダスト除去を備えるユニットを割り当てることもできる。
【0057】
本方法の特に有利な変形形態は、高温燃焼排ガス又は燃焼排ガス/空気の混合物を例えば第2の混合器3において粒状の混合材料を通過させることによってバーナーに直接開放される熱、又は第1の加熱された混合器2中の熱交換器を介して間接的に開放される熱を使用するステップを備えている。
【0058】
殆ど汚染されてない凝縮物と、第1の段階において生産されるスラリーと、同様に汚染されていない燃焼排ガスとはさておき、最良の形態によって示されたような本発明による方法の場合には、副産物は生じない。
【0059】
第2の段階の負圧システムの周囲環境との界面はこの方法が実施される建物の外側に配置される。破片(チップ)の戻りは封止され、この領域に従事している人は、プレスから、若しくはチップから排出されるブリケットの蒸気排出物に、決して触れることはできない。
【符号の説明】
【0060】
1、8、16 バンカー
2、4、10 混合器
3、11 混錬機
5 凝縮機
6、9 搬送装置
7、17 ホィール供給機
13 プレス
18 燃焼器
19 中間加熱
20 ダストフィルター
C 石炭
BR 結合剤
ST 蒸気
D 水蒸気
BK ブリケット
【技術分野】
【0001】
本発明は、有機結合剤を使用して微細粒〜中程度細粒の混合材料から成形品、特にブリケットを生産する方法に関する。
【背景技術】
【0002】
コークスを用いるブラスト炉中における銑鉄の生産は、エネルギー源、還元手段、及び固定床の支持フレームワークとして人工的に生産された塊状の炭素担持体を使用するが、COREX(登録商標)/FINEX(登録商標)法に基づく溶融還元プロセスは、この機能に塊状の石炭を使用する。商業的に入手可能な石炭の場合、所定の比率部分は粒径の点において微細すぎ、ガスが貫通する固定床の上部部分及び液状の銑鉄及び液状のスラグによって貫通される固定床の下部部分における支持フレームワークの機能を果たすことができない。したがって、この小粒径部分は、篩い分けによって溶融還元プロセスに使用される塊状の石炭から分離され、この篩い分けは石炭の乾燥の前及び/又は後に行うことができる。石炭の乾燥された前記小粒径部分は、例えばブリケット化の手段によって塊状に変換させることができ、続いて溶融還元プロセスにおいて塊状の石炭と同じように使用可能とすることができる。ブリケット化のために好適な粒径を得るためには、篩い分けされた小径の石炭又はブリケット化のための石炭を、実際のブリケット化を行うことが可能となる前に、任意に粉砕機を通過させる必要がある場合がある。使用される結合剤のタイプによって、ブリケット化プレスから排出されるブリケットは通常、強度を上げるために冷却又は加熱又は所定の保持時間という形態の後続処理を必要とする。その後、ブリケットは搬送及び貯蔵(bunkering)に好適となり、上述された方法に基づく溶融還元プロセスに使用することができる。
【0003】
例えばコールタールピッチ(又はアスファルトビチューメン)のような有機結合材による硬質石炭のブリケット化のための従来の方法は本質的に、石炭を粒径と含水量に対して準備し、続いて生蒸気の同時使用を伴って結合材の混合を行い、必要とされる混合温度を設定するステップを備える。混合は、例えば90〜100℃の温度において、生蒸気を供給しつつ混練を行うことによって実施される。水蒸気及びガスを引き抜くことによって、水蒸気は混合物から取り除かれ、よって含水量は減少する。その後のステップにおいて、ブリケットの生産が行われる。
【0004】
ここでの特定の欠点は、水蒸気の除去の間に、有機汚染物が水蒸気とともに排出されることであり、これはまたストリッピング効果(stripping effect)として知られている。有機結合材としてのコールタールピッチの場合には、有機汚染物は発がん性物質にクラス分けされる複合物を含有する。人材の運営及び維持に対する有害な潜在性の理由によって、結合剤としてのコールタールピッチの使用は、ヨーロッパにおいて大幅に制限されるか又は禁止されている(例えばドイツにおけるTRGS 551)。したがって、硬質炭のブリケット化(家庭用石炭のためのブリケット)においては、コールタールピッチはアスファルトビチューメン又は糖蜜によって置き換えられてきた。
【0005】
家庭用石炭の場合とは異なり、溶融還元プロセスにおける使用のための石炭ブリケットは機械的特性のみではなく、例えば熱衝撃耐性、熱機械的耐性、及びCO2に対する低い反応性のような十分な冶金学的特性を有さなければならない。
【0006】
しかし、商業的に入手可能なグレードの、高いアルカリ濃度及びこの場合にブリケット化中に必要な消石灰の添加のために、糖蜜によって結合された(例えば特許文献1、特許文献2、及び特許文献3によるような)従来技術のブリケットは、高温のCO2ガスに対して極度に不安定である。したがって、溶融還元プロセスにおけるこのようなブリケットの相対的に大きな比率の使用は、良好な冶金学的特性及び/又は冶金学的コークスを有する塊状の石炭の大きな比率によってそれ相応に補償される。
【0007】
結合剤としてのアスファルトビチューメンによって生産されたブリケットは通常、溶融還元プロセスの冶金学的要求を満たす、すなわちブリケットの反応性特性に関して糖蜜によって結合されたブリケットとコールタールピッチによって結合されたブリケットとの間の中間位置を取るが、この方法の変形体は高い原油価格の故に現状ではあまり魅力的ではない。
【0008】
コールタールピッチは比較的廉価にて入手できるが原油及び糖蜜は輸入品である、コークス用炭の生産量の多い国々においては、コールタールピッチの結合剤としての使用に対する支持にはある程度経済的利点がある。
【0009】
この観点において、コールタールピッチによって結合されたブリケットが、冶金学的コークス及び/又は半生コークス用炭又は装入石炭を混合するための他のコークス用炭のような比較的高価な成分の添加の必要を無しに済ます可能性を有することを考慮しなければならない。
【0010】
他方で、アジアの発展途上国においてさえ、環境及び安全に対する認識の高まりが定着し、ヨーロッパ標準が適用されている。このような国々においても、結合剤としてのコールタールピッチによるブリケット化工場の操業に対する認可は、有機汚染物質の漏れが確実に防止される場合にのみ可能である。
【0011】
有機汚染物質の排出の防止は、工場が環境に対して概して封入されるような構成でなければならないということを意味している。工場の内側は、周囲に対して負圧でなければならない。負圧を維持するために抜き出されるガスの全量は湿式又は乾式のダスト除去装置を通過しなければならず、有機物を有さないダスト除去されたガスは、後続の熱処理の方法によってもそのまま維持される。湿式のダスト除去装置の場合には、排水が適切な処理にかけられなければならない。排水浄化の濾過残渣は、適切な廃棄に供されなければならない。しかし、このことは、この場合、大量の汚染された凝縮物又は排水が湿式のダスト除去設備から生み出されるので、従来の方法によっては費用効率的には達成できない。
【先行技術文献】
【特許文献】
【0012】
【特許文献1】国際公開第02/50219号パンフレット
【特許文献2】国際公開第020555号パンフレット
【特許文献3】国際公開第2005/071119号パンフレット
【発明の概要】
【発明が解決しようとする課題】
【0013】
したがって、本発明の目的は、有機物質によってもたらされる危険要因を除外し、かつ、それでもなお多数の結合剤を許容する成形品を生産する方法を提供することである。
【課題を解決するための手段】
【0014】
本発明にかかる目的は、請求項1の特徴部分に対応する方法において達成される。塊状の混合材料を加熱するステップの、結合材との更なる混合のステップからの分離によって、脱ガス、したがって有機物の有害な物質による水蒸気の汚染を避けることができ、よって複雑かつ高価な排ガス処理もまた不必要となる。
【0015】
例えばブリケットのような成形品を、現状の環境標準に従う、特に有機結合剤によって生産する方法を実現可能にするためには、有機物又は汚染物質を有する水蒸気、若しくは前記水蒸気が凝縮した際に生産される汚染された排水の排出を避けることが特に必要である。
【0016】
これは、方法を互いから概して孤立された2つの段階に分離することによって保証される。第1の段階においては、混合された材料はいずれの追加的な結合剤無しに加熱され、水蒸気又は凝縮物は、それによって周囲環境中に排出される場合に結合剤からの有機汚染物質からの汚染を有さない。
【0017】
本発明による方法の特定の改良形態によれば、第2の段階において、混合材料及び結合剤の温度は、混合の間、略一定に維持されている。事前の加熱の故に、微小な温度損失を補償することしか必要とされない。
【0018】
本発明による方法の第1の変形態様によれば、結合剤又は結合剤の少なくとも1つの成分は、混合の前に、特にその結合剤又は結合剤の成分の軟化点より高い温度まで、加熱される。このことは、混合材料の結合剤との均一な混合が達成されることを保証する。
【0019】
混合された材料の加熱は、第1の段階において60〜140℃、特に80〜100℃の温度まで実施される。したがって、温度は成形操作の要求に合わせることができる。
【0020】
本発明による方法の特定の改良形態によれば、結合材料又は少なくとも1つの結合剤成分は熱可塑性を有している。熱可塑性の性質は、結合剤が熱的に軟化するという効果を有する。このことは、より容易な混合を可能にする。
【0021】
この方法の1つの可能性のある変形形態においては、第2の段階に続く処理段階において、成形品が結合剤の軟化点より低い温度、特に60℃より低い温度に冷却され、これによって成形品の輸送及び貯蔵を可能にする。高温における制限的な機械的強度の故に、冷却は、損傷して貯蔵される成形品の割合を最小化するために重要である。
【0022】
本発明による方法の独特な変形形態によれば、加熱は、液体又はガスの加熱媒体の手段、特に蒸気、プロセスガス、又は燃焼排ガスによる間接的な加熱によって、第1段階において実施される。このことは、加熱される混合材料が加熱媒体に接触するようになり、凝縮物が混合材料の中に導入されることなく潜熱を加熱用に使用することができ、その結果望ましい含水量を設定できるという利点を有する。エネルギー交換はこの場合、熱交換の原理に基づいて行われる。
【0023】
本発明による方法の代替的な変形態様によれば、加熱は、高温ガス、具体的には燃焼排ガス又は燃焼排ガス/空気の混合物による直接的な加熱によって第1の段階において実施され、この高温ガスは逆流原理に基づいて混合された材料を通過する。使用される冶金学的設備の操業に存在する高温燃焼排ガスによる高温ガスの手段による直接的な加熱は、既存のエネルギー源を使用することを可能とし、よって低いエネルギー経費を可能にする。
【0024】
本発明による方法の有利な変形形態によれば、加熱は、少なくとも2つの段階における第1の段階において実施される。多くのステップへの分離は、湿気及び水蒸気の抜き取りが、より可能であることを意味している。
【0025】
本発明による方法のさらなる有利な変形形態によれば、高温蒸気が第1及び/又は第2の段階において混合された材料を加熱するために添加される。よって、必要とされる温度の設定もまた、プロセスの下流の段階における水の沸点より高い温度まで可能である。
【0026】
本発明による方法の有利な変形形態では、加熱された混合材料は、第1及び/又は第2の段階における、プロセスの下流のステップのさらなる隔離のために、さらなる処理の前に一時的に貯蔵される。よって、これら段階はより容易に操業することができ、2つの段階の一方において外乱が生じた場合であってさえ、他方の段階は操業し続けることができる。
【0027】
本発明による方法の有利な変形形態によれば、第1の段階における混合材料の加熱の後に、存在するガス状物質及び水蒸気は引き抜かれ、凝縮器中において析出する。またこの方法は、汚染された混合材料を確実にプロセスすることを可能にし、有害な排出を回避することができる。引き抜かれたガス状物質又は水素は有機不純物によって汚染されることが無い。
【0028】
引き抜かれたガス状物質及び水蒸気は、周囲環境中に排出される前に、好都合に湿式ダスト除去を経て、このようにして有害な排出をなくす。材料を加熱するために使用される、例えば引き抜かれた水蒸気又は燃焼排ガス/空気混合物のようなこれら物質及び蒸気は、有機不純物によって汚染されていないので、容易に処理することができ、ダストの排出は防止される。
【0029】
本発明によれば、第2の段階は、第1の段階の圧力及び/又は周囲環境圧力より低い圧力のもとで行われる。第1の段階への、又は周囲環境への有機汚染物の移動を排除するために、第2の段階の圧力は、第1の部分及び周囲環境に対してわずかに負圧に維持される。
【0030】
本発明による方法の1つの変形形態によれば、加熱された混合材料及び結合剤は、測量される方法によって混合器の中に導入され、結合剤の添加が粒子サイズ、混合材料の量、及び成形品の強度特性に依存して行われる。強度特性は圧縮強度及び粉砕耐性によって特徴付けられる。粉砕耐性は、試験にかけられるアイテムの破裂挙動が自由落下に基づいて決定される標準化された試験によって測定される特性として理解される。結合剤の量を適応させることによって、成形品の成形性及び強度特性を明確に制御することが可能になる。結合剤の添加前の加熱された混合材料の一時的貯蔵は必要に応じて可能である。
【0031】
本発明によれば、加熱された混合材料の結合剤との混合の後に、任意に生蒸気の添加を伴って、混錬処理が行われる。混錬処理は均一かつ密度の高い混合物を生産し、よって混合物の安定したさらなる処理が可能になる。生蒸気は含水量を設定する必要がある場合に添加することができる。生蒸気の代わりに、飽和蒸気を使用することもできる。
【0032】
本発明による方法の変形形態によれば、加熱された混合材料と結合剤との混合物は、プレス機中において成形品に成形、特にブリケット化される。この成形は、成形品のさらなる使用の要求に従って選択することができ、この要求は、例えば成形品が使用される冶金学的プロセスによって決定される。
【0033】
本発明による方法の変形形態においては、混合中、及び/又はプレス中に生産される水蒸気は引き抜かれ、600℃以上、特に850℃以上の温度で燃焼器中において、任意に燃料ガスの添加を伴って燃焼される。燃焼は、水蒸気の無害な排ガスへの変換をもたらし、この無害な排ガスが排出される。
【0034】
本発明によれば、水蒸気は中間加熱及び/又はそれに続く燃焼器への途中の乾式ダスト除去にかけられる。これら手段によって、ライン中の凝縮物を回避することができ、腐食による損傷を排除することができる。ダスト除去は、きれいなダストのない排ガスの生成を可能にし、安定した燃焼を可能にする。加熱は、直接的に又は間接的に実施することができ、後続の燃焼からの燃焼排ガスのエネルギーを使用することが任意に可能である。
【0035】
本発明においてはさらに、水蒸気が燃焼器への途中においてバルク材料フィルターを通過する。バルク材料フィルターは水蒸気の低コストでの洗浄を可能にする。バルク材料フィルターは、中間加熱、ダスト除去、及びそれに続く燃焼が成形装置の近傍において実施される場合には任意に割愛することができる。このことは、成形装置とそれに続く燃焼との間のライン中の堆積物が回避されるという利点を有する。
【0036】
本発明によれば、混合材料の小粒径部分及び/又は活性炭、及び/又は石油コークス、及び/又は粉コークスはフィルター媒体として使用される。したがって、冶金学的プロセスにおいて容易にさらに処理される低コストのフィルター媒体が入手可能となる。
【0037】
本発明による方法の特定の有利な改善形態においては、燃焼中に開放される熱は、間接的及び/又は直接的加熱のために第1の段階に供給される。よって、間接的加熱の場合には、加熱される混合材料は接触領域を介して間接的に加熱され、そこで次に、熱交換の原理が満たされるように、高温燃焼ガスによって加熱される。間接的加熱は、特に第1の加熱ステップにおいて実施される。直接的加熱の場合には、高温燃焼ガスが加熱される混合材料に直接的に接触する。これは、両方の加熱ステップにおいて使用することができる。熱の使用によって、特にエネルギー効率の良い方法を保証することができる。
【0038】
本発明においては、成形の操業中に生産される破片は、加熱された混合材料と結合剤との混合物に添加される。成形操業における破片は、低コストの方法で成形操業に戻され、損失が低く維持される。
【0039】
本発明の変形形態によれば、微細粒〜中程度細粒の混合材料は少なくとも部分的に、例えば銑鉄の生産又は鉄鋼生産中に生じる、又は銑鉄の生産又は鉄鋼生産に使用される物質、特に石炭、活性炭、粉コークス、石油コークス、添加物、スラリー、ダスト、濾過ケーキ、又は炭素を含むガス化媒体、又はこれら物質の混合物からなる。このような物質は、大量に生産され、冶金学的プロセスに戻すことができるという価値を有する材料を代表している。このことは、廃棄物を減少し、コストを削減するのを可能にする。
【0040】
本発明による方法の1つの可能な変形形態によれば、微細粒〜中程度細粒の混合材料は0.01mm〜5mm、特に1mmの平均粒子サイズを有している。この粒子サイズが、最良の成形品を可能にすることが証明されている。
【0041】
本発明による方法の特に有利な変形形態によれば、有機結合剤は少なくとも部分的にコールタール又はコールタールピッチを備えている。これら結合剤は非常に廉価にて入手可能であり、本発明による方法によって環境又は人間に対する危険無く処理することができる。
【0042】
本発明による方法の特定の変形形態によれば、結合剤はそれ自体又は添加物とともに、第2段階において又は第2の段階後に続く任意の処理段階において、加熱によって硬化し、その後に任意に冷却のために次工程に送られる。この特定の結合剤は、熱処理又は加熱によって硬化し、再加熱の場合でさえも軟化することはない。
【0043】
請求項1〜26のうちの1項に記載の発明による方法によって生産された成形品は強度を増すための添加物を含み、成形品は後続の工程における加熱中又は加熱後に半成コークスに変換され、この結果として半成コークスは高い機械的強度及び/又は高温CO2含有ガスによるアタックに対する高い耐性を有する。この機械的加重に対するのみではなくCO2含有ガスによるアタックに対する高い耐性は、成形品が冶金学的プロセスに使用される際に非常に大きな利点を提供する。コークス用石炭又は石油コークスは、例えば添加物として使用することができる。
【0044】
本発明は、例示の形態をベースにした効果を限定されること無く、例示及び添付の図面によって、より詳細に記載される。
【図面の簡単な説明】
【0045】
【図1】従来技術による方法を示す図である。
【図2】本発明による方法を示す図である。
【発明を実施するための形態】
【0046】
図1によれば、バンカー1からの石炭(C)は、結合剤(BR)と共に混合器2中にて混合されて、加熱され、蒸気(ST)が加熱のために混合器2の中に導入される。下流の混錬機3において、物質は密に混合され、生産された水蒸気(D)は混合器4から引き抜かれる。混合された大部分は次いで、連続的にブリケット化設備においてブリケットへとプレスされ、ブリケット(BK)が取り出される。これによって生産された破片(チップ)は、搬送装置6の手段によって戻される。
【0047】
図2によれば、第1の段階Aにおいて、例えばクラッシャーによって任意に準備された石炭のような粗く混合された材料は、バンカー1の中に装入され、加熱された混合器2及び3において、2つのステップにおける有機結合剤の混合の前においてさえ、混合操作に必要とされる温度まで加熱される。
【0048】
この方法の効率は、粗く混合された材料がバンカー1の中に装入される際に、例えば石炭の上流の乾燥に基づいて、既に余熱されることによって上げることができる。
【0049】
第1のステップにおいて、石炭は加熱された混合器2の中において蒸気によって間接的に、及び/又は燃焼排ガス又は燃焼排ガス/空気の混合物によって直接的に、加熱され、逆流の原理が好ましく実現される。
【0050】
第2のステップにおいて、加熱状態の蒸気による粗い混合材料の処理を、工程の下流のステップにおいて必要とされる温度及び/又は含水量を設定するのに必要な程度まで、加熱された混合器3において実施することができる。
【0051】
過剰の水蒸気は加熱された混合器3の出口、及び任意的な水蒸気排出スクリュー4の出口において引き抜かれ、凝縮機5の中に析出する。浮遊している石炭の粒子の先立つ分離の後に、有機汚染物によって汚染されていない凝縮物は、任意的に工業用水循環システムに供給することができる。また、加熱された塊状の混合材料は、調整された混合材料とされるか、又は石炭の場合には調整された石炭とされ、バンカー6において一時的に貯蔵される。
【0052】
第2の段階Bは3つの平行なラインによって示されている。これらはセル状のホィール供給装置7と貯蔵用のバンカー8によって第1の段階から離隔されている。この配置は、第2の段階における、第1の段階及び周囲環境に対する望ましい負圧の設定を可能にしている。
【0053】
バンカー8の出口において、調整された粒状の混合材料は、測量等の搬送秤9の手段によって複数のラインに分けられている。それぞれのラインにおいて、最初に結合剤の混合が混合器10中において行われる。混錬機11における後続の処理において、生蒸気、好ましくは飽和蒸気が必要とされる程度だけ供給されて、混合材料の望ましい濡れを設定する。ブリケット化とすることができる実際の成形の前には蒸気の除去は行われない。
【0054】
混錬機11の排出におけるスクリュー12は単に、プレス13に仕上げられた装入混合物を供給し、このプレス13において成形品の成形が行われる。プレスからの排出において成形品は、成形中に生産される場合のある破片から篩ベルト14の手段によって分離される。チップとしても参照される破片は、大きく傾斜された搬送機15の手段によって混合器10に戻される。本方法の好ましい実施形態においては、このように生産された成形品は従来技術による冷却器に送られて、よって成形品の硬化を保証される。冷却は、自由大気中の自然かつ自由な対流状態において、又は空気、及び/又は空気それ自体を伴う水、又は水による成形品の濡れに関する空気の助けを伴う特定の手段によって、行うことができ、これによって蒸発が開始されるか、及び/又は水そのものが冷却媒体として作用する。
【0055】
圧力勾配を維持するために、セル状ホィール供給装置17を有する装入バンカー16が挿入されている。生産における変動を保証するために必要とされる破片のための輸送装置(チップベルト)へのプレスのオーバーフローは、空間の理由のために図2には示されていない。このプレスのオーバーフローは、同様にセル状ホィール供給装置によって短絡流を回避し、よってシステム中に負圧を生じさせるために保護されていなければならない。
【0056】
第2の段階における負圧を維持するための抜き取りは、プレス13への材料入口において好適に行われ、このプレス13において成形品の成形が行われる。任意にさらなる抜き取りが混合器10及び混錬機11の入り口において行われても良い。抜き取られた蒸気/濾過されていない空気の混合物は、バーナー18中において800℃より高い温度で燃料ガスと共に燃焼される。これら状況の下では、有機物質は完全に無害な混合物に変換され、この無害な混合物は煙突を介して周囲環境中に燃焼排ガスと共に排出される。汚染された蒸気/濾過されていない空気の混合物が流れるラインと吸入ファンとを、ダスト及び凝縮物の堆積物から保護するために、中間加熱19が行われ、ダストフィルター20が下流に配置される。堆積したダストは成形プロセスに戻される。また、バルク材料フィルター21を第1の洗浄段階として上流に配置することができる。ブリケット化用石炭の中程度の破片、活性炭、又は粉コークスは、濾過媒体として特にここでは好適である。フィルターの適切な配置によって、有機成分によって汚染された濾過媒体は、代替的に混合器、混錬機、プレス挿入装置、又はチップベルトを介して間接的に成形プロセスへ供給することができ、よって、廃棄物を離隔する必要は無い。吸入ライン中の凝縮物を回避するために、バルク材料フィルターの代わりにブリケット化ラインのそれぞれに、バルク材料フィルター、中間加熱、及び乾式ダスト除去を備えるユニットを割り当てることもできる。
【0057】
本方法の特に有利な変形形態は、高温燃焼排ガス又は燃焼排ガス/空気の混合物を例えば第2の混合器3において粒状の混合材料を通過させることによってバーナーに直接開放される熱、又は第1の加熱された混合器2中の熱交換器を介して間接的に開放される熱を使用するステップを備えている。
【0058】
殆ど汚染されてない凝縮物と、第1の段階において生産されるスラリーと、同様に汚染されていない燃焼排ガスとはさておき、最良の形態によって示されたような本発明による方法の場合には、副産物は生じない。
【0059】
第2の段階の負圧システムの周囲環境との界面はこの方法が実施される建物の外側に配置される。破片(チップ)の戻りは封止され、この領域に従事している人は、プレスから、若しくはチップから排出されるブリケットの蒸気排出物に、決して触れることはできない。
【符号の説明】
【0060】
1、8、16 バンカー
2、4、10 混合器
3、11 混錬機
5 凝縮機
6、9 搬送装置
7、17 ホィール供給機
13 プレス
18 燃焼器
19 中間加熱
20 ダストフィルター
C 石炭
BR 結合剤
ST 蒸気
D 水蒸気
BK ブリケット
【特許請求の範囲】
【請求項1】
結合剤を使用して微細粒〜中程度細粒の混合材料から成形品、特にブリケットを生産する方法であって、
第1の段階において、前記混合材料の、成形操業に必要とされる温度への加熱が行われ、プロセスの下流の段階と同様に、気圧的に離隔された第2の段階において、混前記合材料の前記結合剤との混合が実施される方法。
【請求項2】
前記第2の段階において、前記混合材料及び前記結合剤の温度は、混合の間、略一定に維持されていることを特徴とする請求項1に記載の方法。
【請求項3】
前記結合剤又は前記結合剤の少なくとも1つの成分は、混合の前に、特に前記結合剤又は前記結合剤の成分の軟化点より高い温度まで加熱されることを特徴とする請求項1又は2に記載の方法。
【請求項4】
前記結合材料又は少なくとも1つの前記結合剤成分は熱可塑性を有していることを特徴とする請求項3に記載の方法。
【請求項5】
前記第2の段階に続く処理段階において、成形品が前記結合剤の軟化点より低い温度、特に60℃より低い温度に冷却され、これによって成形品の輸送及び貯蔵を可能にすることを特徴とする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
加熱は、液体又はガスの加熱媒体の手段、特に蒸気、プロセスガス、又は燃焼排ガスによる間接的な加熱によって、前記第1段階において実施されることを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
加熱は、高温ガス、特に燃焼排ガス又は燃焼排ガス/空気の混合物による直接的な加熱によって前記第1の段階において実施され、前記高温ガスは逆流原理にて前記混合材料を通過することを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項8】
加熱は、前記第1の段階において少なくとも2つのステップにおいて実施されることを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
高温蒸気が前記第1の段階及び/又は第2の段階において混合された材料を加熱するために添加されることを特徴とする請求項8に記載の方法。
【請求項10】
加熱された混合材料は第1及び/又は前記第2の段階において、プロセスの下流の段階のさらなる隔離のためにさらなる処理の前に一時的に貯蔵されることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記第1の段階における前記混合材料の加熱の後に、存在するガス状物質及び蒸気は引き抜かれ、凝縮期中において析出することを特徴とする請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記ガス状物質及び蒸気は、周囲環境中に排出される前に湿式ダスト除去を受けることを特徴とする請求項11に記載の方法。
【請求項13】
前記第1の段階は、前記第1の段階の圧力及び/又は周囲環境の圧力より低い圧力の下で行われることを特徴とする請求項1〜12のいずれか一項に記載の方法。
【請求項14】
加熱された前記混合材料及び前記結合剤は、測量される方法によって前記混合器の中に導入され、前記結合剤の量は、粒子サイズ、混合材料の量、及び成形品の強度特性に基づいて適用されることを特徴とする請求項10〜13に記載の方法。
【請求項15】
加熱された前記混合材料の前記結合剤との混合の後に、任意に生蒸気の添加を伴う、混錬処理が行われることを特徴とする請求項1〜14のいずれか一項に記載の方法。
【請求項16】
前記加熱された混合材料と結合剤との混合物は、プレス機中において成形品に成形、特にブリケット化されることを特徴とする請求項1〜15のいずれか一項に記載の方法。
【請求項17】
混合中、及び/又は混錬中、及び/又はプレス中に生産される水蒸気が引き抜かれ、600℃以上、特に850℃以上の温度で燃焼器中において、任意に燃料ガスの添加を伴って燃焼されることを特徴とする請求項1〜16のいずれか一項に記載の方法。
【請求項18】
水蒸気は中間加熱及び/又はそれに続く燃焼器への途中の乾式ダスト除去にかけられることを特徴とする請求項17に記載の方法。
【請求項19】
水蒸気が前記燃焼器への途中においてバルク材料フィルターを通過することを特徴とする請求項17又は18に記載の方法。
【請求項20】
前記混合材料の小粒径部分及び/又は活性炭、及び/又は石油コークス、及び/又は粉コークスが前記フィルター媒体として使用されることを特徴とする請求項19に記載の方法。
【請求項21】
燃焼中に開放される熱は、間接的及び/又は直接的加熱のために前記第1の段階に供給されることを特徴とする請求項17〜20のいずれか一項に記載の方法。
【請求項22】
成形の操業中に生産される破片は、前記加熱された混合材料と結合剤との混合物に添加されることを特徴とする請求項1〜21のいずれか一項に記載の方法。
【請求項23】
前記微細粒〜中程度細粒の混合材料は少なくとも部分的に、例えば銑鉄の生産又は鉄鋼生産中に生じる、又は銑鉄の生産又は鉄鋼生産に使用される、石炭、活性炭、粉コークス、石油コークス、添加物、スラリー、ダスト、濾過ケーキ、又は炭素を含むガス化媒体物質、又はこれら物質の混合物からなることを特徴とする請求項1〜22のいずれか一項に記載の方法。
【請求項24】
前記微細粒〜中程度細粒の混合材料は、0.01〜5mm、特に1mmの平均粒子サイズを有していることを特徴とする請求項1〜23に記載の方法。
【請求項25】
前記有機結合剤は少なくとも部分的にコールタール又はコールタールピッチを備えていることを特徴とする請求項1〜24に記載の方法。
【請求項26】
前記結合剤はそれ自体又は添加物とともに、前記第2段階において又は前記第2の段階後に続く任意の処理段階において、加熱によって硬化し、任意に冷却のために次工程に送られることを特徴とする請求項1〜25のいずれか一項に記載の方法。
【請求項27】
請求項1〜26のいずれか一項に記載の方法によって生産された成形品であって、
該成形品は、強度を増すための添加物を含有し、よって、後続の加熱の間及び/又は後に半成コークスへの変換を経、この結果として、前記半成コークスは、高い機械的強度及び/又は高温のCO2含有ガスによるアタックに対する高い耐性を有していることを特徴とする成形品。
【請求項1】
結合剤を使用して微細粒〜中程度細粒の混合材料から成形品、特にブリケットを生産する方法であって、
第1の段階において、前記混合材料の、成形操業に必要とされる温度への加熱が行われ、プロセスの下流の段階と同様に、気圧的に離隔された第2の段階において、混前記合材料の前記結合剤との混合が実施される方法。
【請求項2】
前記第2の段階において、前記混合材料及び前記結合剤の温度は、混合の間、略一定に維持されていることを特徴とする請求項1に記載の方法。
【請求項3】
前記結合剤又は前記結合剤の少なくとも1つの成分は、混合の前に、特に前記結合剤又は前記結合剤の成分の軟化点より高い温度まで加熱されることを特徴とする請求項1又は2に記載の方法。
【請求項4】
前記結合材料又は少なくとも1つの前記結合剤成分は熱可塑性を有していることを特徴とする請求項3に記載の方法。
【請求項5】
前記第2の段階に続く処理段階において、成形品が前記結合剤の軟化点より低い温度、特に60℃より低い温度に冷却され、これによって成形品の輸送及び貯蔵を可能にすることを特徴とする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
加熱は、液体又はガスの加熱媒体の手段、特に蒸気、プロセスガス、又は燃焼排ガスによる間接的な加熱によって、前記第1段階において実施されることを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
加熱は、高温ガス、特に燃焼排ガス又は燃焼排ガス/空気の混合物による直接的な加熱によって前記第1の段階において実施され、前記高温ガスは逆流原理にて前記混合材料を通過することを特徴とする請求項1〜5のいずれか一項に記載の方法。
【請求項8】
加熱は、前記第1の段階において少なくとも2つのステップにおいて実施されることを特徴とする請求項1〜7のいずれか一項に記載の方法。
【請求項9】
高温蒸気が前記第1の段階及び/又は第2の段階において混合された材料を加熱するために添加されることを特徴とする請求項8に記載の方法。
【請求項10】
加熱された混合材料は第1及び/又は前記第2の段階において、プロセスの下流の段階のさらなる隔離のためにさらなる処理の前に一時的に貯蔵されることを特徴とする請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記第1の段階における前記混合材料の加熱の後に、存在するガス状物質及び蒸気は引き抜かれ、凝縮期中において析出することを特徴とする請求項1〜10のいずれか一項に記載の方法。
【請求項12】
前記ガス状物質及び蒸気は、周囲環境中に排出される前に湿式ダスト除去を受けることを特徴とする請求項11に記載の方法。
【請求項13】
前記第1の段階は、前記第1の段階の圧力及び/又は周囲環境の圧力より低い圧力の下で行われることを特徴とする請求項1〜12のいずれか一項に記載の方法。
【請求項14】
加熱された前記混合材料及び前記結合剤は、測量される方法によって前記混合器の中に導入され、前記結合剤の量は、粒子サイズ、混合材料の量、及び成形品の強度特性に基づいて適用されることを特徴とする請求項10〜13に記載の方法。
【請求項15】
加熱された前記混合材料の前記結合剤との混合の後に、任意に生蒸気の添加を伴う、混錬処理が行われることを特徴とする請求項1〜14のいずれか一項に記載の方法。
【請求項16】
前記加熱された混合材料と結合剤との混合物は、プレス機中において成形品に成形、特にブリケット化されることを特徴とする請求項1〜15のいずれか一項に記載の方法。
【請求項17】
混合中、及び/又は混錬中、及び/又はプレス中に生産される水蒸気が引き抜かれ、600℃以上、特に850℃以上の温度で燃焼器中において、任意に燃料ガスの添加を伴って燃焼されることを特徴とする請求項1〜16のいずれか一項に記載の方法。
【請求項18】
水蒸気は中間加熱及び/又はそれに続く燃焼器への途中の乾式ダスト除去にかけられることを特徴とする請求項17に記載の方法。
【請求項19】
水蒸気が前記燃焼器への途中においてバルク材料フィルターを通過することを特徴とする請求項17又は18に記載の方法。
【請求項20】
前記混合材料の小粒径部分及び/又は活性炭、及び/又は石油コークス、及び/又は粉コークスが前記フィルター媒体として使用されることを特徴とする請求項19に記載の方法。
【請求項21】
燃焼中に開放される熱は、間接的及び/又は直接的加熱のために前記第1の段階に供給されることを特徴とする請求項17〜20のいずれか一項に記載の方法。
【請求項22】
成形の操業中に生産される破片は、前記加熱された混合材料と結合剤との混合物に添加されることを特徴とする請求項1〜21のいずれか一項に記載の方法。
【請求項23】
前記微細粒〜中程度細粒の混合材料は少なくとも部分的に、例えば銑鉄の生産又は鉄鋼生産中に生じる、又は銑鉄の生産又は鉄鋼生産に使用される、石炭、活性炭、粉コークス、石油コークス、添加物、スラリー、ダスト、濾過ケーキ、又は炭素を含むガス化媒体物質、又はこれら物質の混合物からなることを特徴とする請求項1〜22のいずれか一項に記載の方法。
【請求項24】
前記微細粒〜中程度細粒の混合材料は、0.01〜5mm、特に1mmの平均粒子サイズを有していることを特徴とする請求項1〜23に記載の方法。
【請求項25】
前記有機結合剤は少なくとも部分的にコールタール又はコールタールピッチを備えていることを特徴とする請求項1〜24に記載の方法。
【請求項26】
前記結合剤はそれ自体又は添加物とともに、前記第2段階において又は前記第2の段階後に続く任意の処理段階において、加熱によって硬化し、任意に冷却のために次工程に送られることを特徴とする請求項1〜25のいずれか一項に記載の方法。
【請求項27】
請求項1〜26のいずれか一項に記載の方法によって生産された成形品であって、
該成形品は、強度を増すための添加物を含有し、よって、後続の加熱の間及び/又は後に半成コークスへの変換を経、この結果として、前記半成コークスは、高い機械的強度及び/又は高温のCO2含有ガスによるアタックに対する高い耐性を有していることを特徴とする成形品。
【図1】

【図2】
【図2】
【公表番号】特表2010−526193(P2010−526193A)
【公表日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願番号】特願2010−506831(P2010−506831)
【出願日】平成20年4月28日(2008.4.28)
【国際出願番号】PCT/EP2008/003418
【国際公開番号】WO2008/138478
【国際公開日】平成20年11月20日(2008.11.20)
【出願人】(301041586)シーメンス・ファオアーイー・メタルズ・テクノロジーズ・ゲーエムベーハー・ウント・コ (41)
【Fターム(参考)】
【公表日】平成22年7月29日(2010.7.29)
【国際特許分類】
【出願日】平成20年4月28日(2008.4.28)
【国際出願番号】PCT/EP2008/003418
【国際公開番号】WO2008/138478
【国際公開日】平成20年11月20日(2008.11.20)
【出願人】(301041586)シーメンス・ファオアーイー・メタルズ・テクノロジーズ・ゲーエムベーハー・ウント・コ (41)
【Fターム(参考)】
[ Back to top ]