
成形品
【課題】電磁波シールド性と力学特性に優れた成形品を得るための繊維強化熱可塑性樹脂組成物を提供すること。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
【解決手段】(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、成形品に関するものであり、特に導電性や電磁波シールド性、軽量化、力学特性に優れた成形品に関する。
【背景技術】
【0002】
強化繊維と熱可塑性樹脂からなる組成物は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらの繊維強化熱可塑性樹脂組成物に使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。強化繊維の中で特に比強度、比剛性および軽量性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。
【0003】
炭素繊維で強化した熱可塑性材料は導電性材料となるが、金属材料と同等の電磁波シールド性と電気導電性を得るためには熱可塑性材料中の炭素繊維の量を増やす必要があり、表面外観とコストの面で優れない。
【0004】
また、金属繊維で強化した熱可塑性材料は高い導電性材料となるが、比重が重く、繊維と樹脂との接着性が著しく悪いために機械強度も低下する。
【0005】
炭素繊維と金属繊維で強化した導電性熱可塑性樹脂組成物として特許文献1に炭素繊維、金属繊維および熱可塑性樹脂からなる長繊維強化熱可塑性樹脂組成物が記載されているが、特許文献1に記載された樹脂組成物からなる成形品は金属繊維の配合量が多く、軽量化が不十分である。また、成形体中の炭素繊維と金属繊維の繊維長に関する記載が無く、低比重における電磁波シールド性が不十分である。特許文献2には炭素繊維、金属繊維および熱可塑性樹脂を溶融混練することによって得られる樹脂組成物が記載されているが、溶融混練によって成形品の繊維長が短くなり、電磁波シールド性、電気導電性および力学特性に劣る。
【0006】
このように、従来技術では熱可塑性樹脂をマトリックスとして成形した際に、軽量で電磁波シールド性、電気導電性および力学特性を両立できておらず、軽量で電磁波シールド性、電気導電性および力学特性に優れた繊維強化の成形品の開発が望まれていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平4−279638号公報
【特許文献2】特開2006−45330号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、従来技術の背景に鑑み、軽量で電磁波シールド性、電気導電性および力学特性に優れた成形品を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは上記目的を達成すべく鋭意検討した結果、上記課題を達成することができる、次の成形品を見出した。
(1)(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(2)前記成形材料が、(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレットである(1)に記載の成形品。
(3)前記成形材料が、(C)熱可塑性樹脂100重量部に対して、(A)、(B)以外の(D)導電性フィラーを0.1〜10重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである(2)に記載の成形品。
(4)前記(D)導電性フィラーが、カーボンブラック、カーボンナノチューブ、および気相成長炭素繊維から選ばれる少なくとも1種であることを特徴とする(3)に記載の成形品。
(5)前記成形材料が、(C)熱可塑性樹脂100重量部に対して(E)帯電防止剤を1〜20重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである(2)〜(4)のいずれかに記載の成形品。
(6)(E)帯電防止剤が高分子型帯電防止剤および/またはイオン性液体である(5)記載の成形品。
(7)成形品が電気部品収納容器であることを特徴とする(1)〜(6)のいずれかに記載の成形品。
(8)(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25の範囲の(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレット。
【発明の効果】
【0010】
本発明の成形品は、軽量で電磁波シールド性、電気導電性、力学特性に優れた成形品である。本発明の成形品は、電気・電子機器、OA機器、家電機器、筐体または自動車の部品、特には電気自動車の電気部品収納容器に極めて有用である。
【図面の簡単な説明】
【0011】
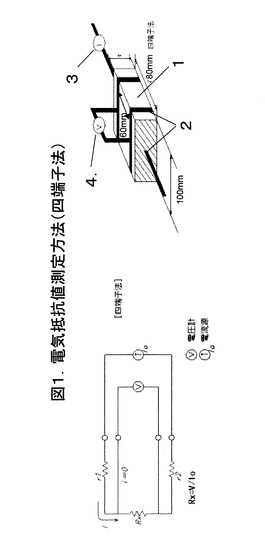
【図1】実施例で成形品の体積抵抗値の測定方法を示す図である。
【発明を実施するための形態】
【0012】
本発明に用いられる(A)炭素繊維は、特に限定されないが、高強度、高弾性率炭素繊維が使用でき、これらは1種または2種を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。得られる成形品の電気導電性、強度および弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。
【0013】
さらに炭素繊維は、強度、弾性率およびハンドリング性の観点からサイジング処理された炭素繊維が好ましい。
サイジング処理としては一般的に公知の表面処理工程と水洗工程などで水に濡れた水分率20〜80重量%程度の水濡れ炭素繊維束を乾燥させた後にサイジング剤を含有する液体(サイジング液)を付着させる処理方法である。
【0014】
表面処理としては、酸性またはアルカリ性水溶液で電界表面処理を施すことが好ましい。
【0015】
サイジング剤としては、特に限定されないが、エポキシ基、ウレタン基、アミノ基およびカルボキシル基等の官能基を有する化合物が使用でき、これらは1種または2種以上を併用してもよい。
【0016】
サイジング剤付着量は、炭素繊維のみの質量に対して、0.01質量%以上10質量%以下が好ましく、0.05質量%以上5質量%以下がより好ましく、0.1質量%以上2質量%以下付与することがさらに好ましい。0.01質量%以下では接着性向上効果が現れにくい。10質量%以上では、成形品の物性低下させることがある。
【0017】
サイジング剤の付与手段としては特に限定されるものではないが、例えばローラを介してサイジング液に浸漬する方法、サイジング液の付着したローラに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、炭素繊維に対するサイジング剤有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤付与時に炭素繊維を超音波で加振させることはより好ましい。
【0018】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤の熱劣化を防止し、炭素繊維束が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0019】
サイジング剤に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメチルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。
【0020】
また、炭素繊維束とした場合の単糸数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また炭素繊維の生産性の観点からは、単糸数が多いものが好ましく、20,000〜100,000本の範囲内で使用することが好ましい。
【0021】
炭素繊維の含有量は(C)熱可塑性樹脂100重量部に対して5〜60重量部が好ましく、5重量部未満では電磁波シールド性と力学特性が劣り60重量部を超えると比重が重くなり、コスト面で優れない。軽量と電磁波シールド性、電気抵抗、力学特性の観点から、好ましくは7〜50重量部、更に好ましくは10〜40重量部であることが好ましい。
【0022】
(B)金属繊維は、特に限定されないが、ステンレス繊維、アルミニウム繊維、銅繊維および黄銅繊維から選ばれる少なくとも1種類を使用することができ、特に導電性と強度のバランスからステンレス繊維が好ましい。
【0023】
さらに金属繊維の繊維径は導電性と力学特性のバランスから、1〜50μmが好ましく、さらに好ましくは1〜20μmである。
【0024】
金属繊維の含有量は、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25である。好ましくは1/5〜1/10である。重量比が1/25未満では電磁波シールド性が劣り、1/5を超えると力学特性と外観が悪化し、比重が重くなるため好ましくない。
【0025】
(C)熱可塑性樹脂としては、特に限定されないが、ポリカーボネート、ポリスチレン、ポリエステル、ポリアミド、ポリオレフィン、アクリル樹脂、ポリオキシメチレン、ポリフェニレンサルファイド、ポリフェニレンエーテル、ポリフェニレンオキシド、ポリブチレンテレフタレート、ポリエーテル・エーテルケトン、ポリフェニレンスルホン、液晶ポリマー、フッ素樹脂などのポリマー類又はこれらのコポリマー類などの公知の熱可塑性樹脂あるいはそれらのポリマーアロイが挙げられ、軽量化の観点から好ましくは、ポリオレフィン、ポリアミド、ポリカーボネート、ポリオキシメチレン、ポリブチレンテレフタレート、ポリフェニレンオキシド、液晶ポリエステル、ポリフェニレンサルファイドを用いるのが良い。
【0026】
ここで、ポリアミドとは、アミド結合を有する高分子からなる樹脂のことであり、アミノ酸、ラクタムあるいはジアミンとジカルボン酸を主たる原料とするものである。その原料の代表例としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、テトラメチレンジアミン、ペンタメチレンジアミン、ヘキサメチレンジアミン、2−メチルペンタメチレンジアミン、ノナメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4−/2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミン、メタキシレンジアミン、パラキシリレンジアミン、1,3−ビス(アミノメチル)シクロヘキサン、1,4−ビス(アミノメチル)シクロヘキサン、1−アミノ−3−アミノメチル−3,5,5−トリメチルシクロヘキサン、ビス(4−アミノシクロヘキシル)メタン、ビス(3−メチル−4−アミノシクロヘキシル)メタン、2,2−ビス(4−アミノシクロヘキシル)プロパン、ビス(アミノプロピル)ピペラジン、アミノエチルピペラジンなどの脂肪族、脂環族、芳香族のジアミン、およびアジピン酸、スペリン酸、アゼライン酸、セバシン酸、ドデカン二酸、テレフタル酸、イソフタル酸、2−クロロテレフタル酸、2−メチルテレフタル酸、5−メチルイソフタル酸、5−ナトリウムスルホイソフタル酸、2,6−ナフタレンジカルボン酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂肪族、脂環族、芳香族のジカルボン酸が挙げられ、本発明においては、これらの原料から誘導されるポリアミドホモポリマーまたはコポリマーを各々単独または混合物の形で用いることができる。
【0027】
本発明において、特に有用なポリアミドは、150℃以上の結晶融解温度を有する耐熱性や強度に優れたポリアミドであり、具体的な例としてはポリカプロアミド(ポリアミド6)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリペンタメチレンアジパミド(ポリアミド56)、ポリテトラメチレンアジパミド(ポリアミド46)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリペンタメチレンセバカミド(ポリアミド510)、ポリテトラメチレンセバカミド(ポリアミド410)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリウンデカンアミド(ポリアミド11)、ポリドデカンアミド(ポリアミド12)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ポリアミド6/66)、ポリカプロアミド/ポリヘキサメチレンテレフタルアミドコポリマー(ポリアミド6/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ポリアミド66/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンイソフタルアミドコポリマー(ポリアミド66/6I)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンイソフタルアミド/ポリカプロアミドコポリマー(ポリアミド66/6I/6)、ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ポリアミド6T/6I)、ポリヘキサメチレンテレフタルアミド/ポリデカンアミドコポリマー(ポリアミド6T/12)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ポリアミド66/6T/6I)、ポリキシリレンアジパミド(ポリアミドXD6)、ポリヘキサメチレンテッレフタルアミド/ポリ−2−メチルペンタメチレンテレフタルアミドコポリマー(ポリアミド6T/M5T)、ポリヘキサメチレンテレフタルアミド/ポリペンタメチレンテレフタルアミドコポリマー(ポリアミド6T/5T)、ポリペンタメチレンテレフタルアミド/ポリペンタメチレンアジパミドコポリマー(5T/56)、ポリノナメチレンテレフタルアミド(ポリアミド9T)およびこれらの混合物ないし共重合体などが挙げられる。
【0028】
とりわけ好ましいものとしては、ポリアミド6、ポリアミド66、ポリアミド56、ポリアミド610、ポリアミド510、ポリアミド410、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド6/66、ポリアミド66/6T、ポリアミド6T/6I、ポリアミド66/6I/6、ポリアミド6T/5Tなどの例を挙げることができる。更にこれらのポリアミドを成形性、耐熱性、靱性、表面性などの必要特性に応じて混合物として用いることも実用上好適であるが、これらの中でポリアミド6、ポリアミド66、ポリアミド610、ポリアミド11、ポリアミド12、ポリアミド66/6Tが最も好ましい。
【0029】
これらポリアミドの末端基濃度には特に制限はないが、末端アミノ基濃度が3×10−5mol/g以上であるものが、反応性官能基を有する樹脂(B)、もしくは反応性官能基を有する化合物(D)との反応性の面で好ましい。ここでいう末端アミノ基濃度とは、85%フェノール−エタノール溶液にサンプルを溶解し、チモールブルーを指示薬として使用し、塩酸水溶液で滴定することで測定できる。
【0030】
これらポリアミドの重合度には特に制限がなく、サンプル濃度0.01g/mlの98%濃硫酸溶液中、25℃で測定した相対粘度として、1.5〜7.0の範囲が好ましく、特に1.8〜6.0の範囲のポリアミド樹脂が好ましい。相対粘度が1.5よりも小さい場合は本発明の熱可塑性樹脂組成物の特徴である耐衝撃性や衝撃吸収性を発現することが困難となり、7.0よりも大きい場合は熱可塑性樹脂組成物の溶融粘度が著しく増加し、成形体を成形することが困難となるため好ましくない。
【0031】
また、ポリカーボネートとしては、ビスフェノールA、つまり2,2’−ビス(4−ヒドロキシフェニル)プロパン、4,4’−ジヒドロキシジフェニルアルカンあるいは4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルエーテルから選ばれた1種以上のジヒドロキシ化合物を主原料とするものが好ましく挙げられる。なかでもビスフェノールA、つまり2,2’−ビス(4−ヒドロキシフェニル)プロパンを主原料として製造されたものが好ましい。具体的には、上記ビスフェノールAなどをジヒドロキシ成分として用い、エステル交換法あるいはホスゲン法により得られたポリカーボネートが好ましい。さらに、上記ビスフェノールA等のジヒドロキシ化合物は、これと共重合可能なその他のジヒドロキシ化合物、例えば4,4’−ジヒドロキシジフェニルアルカンあるいは4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルエーテルなどと併用することも可能であり、その他のジヒドロキシ化合物の使用量は、ジヒドロキシ化合物の総量に対し、10モル%以下であることが好ましい。
【0032】
またポリカーボネートは、優れた耐衝撃性と成形性の観点から、ポリカーボネート0.7gを100mlの塩化メチレンに溶解し20℃で測定したときの比粘度が0.1〜2.0、特に0.5〜1.5の範囲にあるものが好適であり、さらには0.8〜1.5の範囲にあるものが最も好ましい。
【0033】
ポリオレフィンとは、エチレン、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−オクタデセンなどのオレフィン等のオレフィン類を重合または共重合して得られる未変性のオレフィン樹脂と、不飽和カルボン酸またはその酸無水物またはその誘導体から選ばれる化合物で変性した変性ポリオレフィン樹脂が好ましく挙げられる。
【0034】
具体例としては、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ1−ブテン樹脂、ポリ1−ペンテン樹脂、ポリ4−メチル−1−ペンテン樹脂などの単独重合体、または、これらに1,4−ヘキサジエン、ジシクロペンタジエン、2,5−ノルボルナジエン、5−エチリデンノルボルネン、5−エチル−2,5−ノルボルナジエン、5−(1’−プロペニル)−2−ノルボルネンなどの非共役ジエンモノマーを一種以上共重合させた共重合体などが挙げられる。
【0035】
本発明において、相構造が制御しやすくなり、耐熱性または耐衝撃性が向上するという点で、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ4−メチル−1−ペンテン樹脂が好ましく、耐熱性の点から、ポリプロピレン樹脂がより好ましく、靭性の点から、ポリエチレン樹脂がより好ましい。
【0036】
変性したポリオレフィン系樹脂を用いる事により、機械特性が向上する組成物を得る事が出来る。変性剤として使用される不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物の例を挙げると、アクリル酸、メタアクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、メチルマレイン酸、メチルフマル酸、メサコン酸、シトラコン酸、グルタコン酸およびこれらカルボン酸の金属塩、マレイン酸水素メチル、イタコン酸水素メチル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸ヒドロキシエチル、メタアクリル酸メチル、メタアクリル酸2−エチルヘキシル、メタアクリル酸ヒドロキシエチル、メタアクリル酸アミノエチル、マレイン酸ジメチル、イタコン酸ジメチル、無水マレイン酸、無水イタコン酸、無水シトラコン酸、エンドビシクロ−(2,2,1)−5−ヘプテン−2,3−ジカルボン酸、エンドビシクロ−(2,2,1)−5−ヘプテン−2,3−ジカルボン酸無水物、マレイミド、N−エチルマレイミド、N−ブチルマレイミド、N−フェニルマレイミド、アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジル、および5−ノルボルネン−2,3−ジカルボン酸などである。これらの中では、不飽和ジカルボン酸およびその酸無水物が好適であり、特にマレイン酸、5−ノルボルネン−2,3−ジカルボン酸またはこれらの酸無水物が好適である。
【0037】
また、これらの不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物をポリオレフィン系樹脂に導入する方法は特に制限なく、予め主成分であるポリオレフィン系樹脂と不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物を共重合せしめたり、未変性ポリオレフィン系樹脂に不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物とラジカル開始剤を用いてグラフト導入するなどの方法を用いることができる。変性剤成分の導入量は変性ポリオレフィン系樹脂中のオレフィンモノマ全体に対して好ましくは0.001〜40モル%、より好ましくは0.01〜35モル%の範囲内であることが適当である。
【0038】
また、本発明では、後で述べるように、(A)炭素繊維、(B)金属繊維を(C)熱可塑性樹脂から構成される長繊維ペレットとし、長繊維ペレットを成形材料として成形して成形品を得ることが好ましい、このとき、(C)熱可塑性樹脂には、本発明の目的を損なわない範囲で、他のエラストマーや充填材、添加剤を含有しても良い。
【0039】
他のエラストマーとしては、未変性のオレフィン系エラストマー、スチレン系エラストマー、ウレタン系エラストマー、エステル系エラストマー、アミド系エラストマー等が挙げられ、オレフィン系エラストマーとして具体的には、エチレン−α−オレフィン共重合体、エチレン−プロピレン−エチリデンノルボルネン共重合体、エチレン−プロピレン−ヘキサジエン共重合体などのエチレン−プロピレン非共役ジエン3元共重合体等が挙げられる。また、スチレン系エラストマーとして具体的には、スチレン−ブタジエン、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン−ブタジエン−スチレン、スチレン−エチレン−プロピレン−スチレンのランダム共重合体、およびブロック共重合体、該ブロック共重合体の水素添加物、アクリロニトリル−ブタジエン−スチレン共重合体等が挙げられる。
【0040】
充填剤と添加剤としては、分散剤、難燃剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤が挙げられる。これらのエラストマーや充填材、添加剤は1種または2種以上を選択し用いることができる。
【0041】
本発明では、さらに(C)熱可塑性樹脂中に(A)、(B)以外の(D)導電性フィラーを配合してもよい。(D)導電性フィラーとしては、例えばカーボンブラック、気相成長炭素繊維およびカーボンナノチューブなどが例として挙げられる。
【0042】
カーボンブラックとしては、例えばファーネスブラック、アセチレンブラック、サーマルブラック、チャンネルブラック、ケッチェンブラック等が挙げられる。
【0043】
気相成長炭素繊維とは、炭化水素、例えばベンゼン、トルエンなどを気相化して高温の炉内で結晶を成長させる製造方法により得られる平均繊維直径10〜200nmの微細炭素繊維であり、気相成長炭素繊維としては、例えば昭和電工社のVGCFが挙げられる。
【0044】
カーボンナノチューブとしては、例えば、たとえば気相成長法、アーク放電法、レーザー蒸発法などにより得られる平均直径0.4〜50nmの単層ナノチューブや多層ナノチューブが挙げられ、これらは、針状、コイル状、チューブ状の形態など任意の形態をとることができる。
【0045】
これら(D)導電性フィラーを配合する場合、配合量は、(C)熱可塑性樹脂100重量部に対して0.1〜10重量部の範囲内が好ましい。0.1重量部未満であると十分な導電性を得ることができず、10重量部を超えると樹脂組成物の増粘により、成形性が低下する可能性がある。
【0046】
本発明では、さらに(C)熱可塑性樹脂中に(E)帯電防止剤を配合してもよい。(E)帯電防止剤としては、例えば高分子型帯電防止剤、イオン性液体などが例として挙げられる。高分子型帯電防止剤としては、ポリエーテル、4級アンモニウム塩、スルホン酸塩等の導電性ユニットをブロックあるいはランダムに組み込んだ高分子、あるいは高分子電荷移動型結合体などを用いることが出来る。
【0047】
これらの中でも、ポリエーテル系帯電防止剤がマトリックス樹脂との分散性の点で好ましく、具体的には、ポリエチレンオキシド、ポリエーテルエステルアミド、ポリエーテルアミドイミド、エチレンオキシド―エピハロヒドリン共重合体、メトキシポリエチレングリコール(メタ)アクリレート共重合体、特開2001−278985に記載のポリオレフィンのブロックと親水性ポリマーのブロックとの共重合体などが挙げられるが、ポリオレフィン樹脂との分散性の点からポリオレフィン系ブロックと親水性ポリマーのブロック共重合体がより好ましい。
【0048】
本発明で用いる高分子型帯電防止剤の数平均分子量は樹脂物性および帯電防止性の観点から2,000〜1,000,000であることが好ましい。
【0049】
ここで、数平均分子量はゲルパーミエーションクロマトグラフィー(GPC)により求められた値である。
【0050】
本発明の高分子型帯電防止剤は市販品をそのまま用いることも可能であり、例えばペレスタット300(高分子帯電防止剤:三洋化成社製)、ペレスタット230(高分子帯電防止剤:三洋化成社製)などが挙げられる。
【0051】
イオン性液体としては、常温で液体のイミダゾリウム塩、ピリジニウム塩、アンモニウム塩およびホスホニウム塩等の有機化合物塩などであって、常温で液体のものが好ましく用いられる。
【0052】
イミダゾリウム塩であるイオン性液体としては、例えば、1,3−ジメチルイミダゾリウム・メチルスルファート、1−エチル−3−メチルイミダゾリウム・ビス(ペンタフルオロエチルスルホニル)イミド、1−エチル−3−メチルイミダゾリウム・ビス(トリフルオロエチルスルホニル)イミド、1−エチル−3−メチルイミダゾリウム・ブロミド、1−エチル−3−メチルイミダゾリウムクロライド、1−エチル−3−メチルイミダゾリウムナイトレイト、1−エチル−3−メチルイミダゾリウムヘキサフルオロフォスフェイト、1−エチル−3−メチルイミダゾリウム・クロリド、1−エチル−3−メチルイミダゾリウム・ニトラート、1−エチル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−エチル−3−メチルイミダゾリウム・テトラフルオロボラート、1−エチル−3−メチルイミダゾリウム・トシラート、1−エチル−3−メチルイミダゾリウム・トリフルオロメタンスルホナート、1−n−ブチル−3−メチルイミダゾリウム・トリフルオロメタンスルホナート、1−ブチル−3−メチルイミダゾリウム・ビス(トリフルオロメチルスルホニル)イミド、1−ブチル−3−メチルイミダゾリウム・ブロミド、1−ブチル−3−メチルイミダゾリウム・クロリド、1−ブチル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−ブチル−3−メチルイミダゾリウム・2−(2−メトキシエトキシ)エチルスルファート、1−ブチル−3−メチルイミダゾリウム・メチルスルファート、1−ブチル−3−メチルイミダゾリウム・テトラフルオロボラート、1−ヘキシル−3−メチルイミダゾリウム・クロリド、1−ヘキシル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−ヘキシル−3−メチルイミダゾリウム・テトラフルオロボラート、1−メチル−3−オクチルイミダゾリウム・クロリド、1−メチル−3−オクチルイミダゾリウム・テトラフルオロボラート、1,2−ジメチル−3−プロピルオクチルイミダゾリウム・トリス(トリフルオロメチルスルフォニル)メチド、1−ブチル−2,3−ジメチルイミダゾリウム・クロリド、1−ブチル−2,3−ジメチルイミダゾリウム・ヘキサフルオロホスファート、1−ブチル−2,3−ジメチルイミダゾリウム・テトラフルオロボラート、1−メチル−3−(3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチル)イミダゾリウム・ヘキサフルオロホスファート、および1−ブチル−3−(3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチル)イミダゾリウム・ヘキサフルオロホスファート等が挙げられる。
【0053】
ピリジニウム塩であるイオン性液体としては、例えば、3−メチル−1−プロピルピリジニウム・ビス(トリフルオロメチルスルホニル)イミド、1−ブチル−3−メチルピリジニウム・ビス(トリフルオロメチルスルホニル)イミド、1−プロピル−3−メチルピリジニウム・トリフルオロメタンスルホナート、1−ブチル−3−メチルピリジニウム・トリフルオロメタンスルホナート、1−ブチル−4−メチルピリジニウム・ブロミド、1−ブチル−4−メチルピリジニウム・クロリド、1−ブチル−4−メチルピリジニウム・ヘキサフルオロホスファートおよび1−ブチル−4−メチルピリジニウム・テトラフルオロボラート等が挙げられる。
【0054】
アンモニウム塩であるイオン性液体としては、例えば、テトラブチルアンモニウム・ヘプタデカフルオロオクタンスルホナート、テトラブチルアンモニウム・ノナフルオロブタンスルホナート、テトラペンチルアンモニウム・メタンスルホナート、テトラペンチルアンモニウム・チオシアナート、およびメチル−トリ−n−ブチルアンモニウム・メチルスルファート等が挙げられる。
【0055】
ホスホニウム塩であるイオン性液体としては、例えば、テトラブチルホスホニウム・メタンスルホナート、テトラブチルホスホニウムニウム・p−トルエンスルホナート、トリヘキシルテトラデシルホスホニウム・ビス(トリフルオロエチルスルホニル)イミド、トリヘキシルテトラデシルホスホニウム・ビス(2,4,4−トリメチルペンチル)ホスフィナート、トリヘキシルテトラデシルホスホニウム・ブロミド、トリヘキシルテトラデシルホスホニウム・クロリド、トリヘキシルテトラデシルホスホニウム・デカノアート、トリヘキシルテトラデシルホスホニウム・ヘキサフルオロホスフィナート、トリエチルテトラデシルホスホニウム・テトラフルオロボラートおよびトリブチルメチルホスホニウム・トシラート等が挙げられる。
【0056】
本発明のイオン性液体は市販品をそのまま用いることも可能であり、例えばCIL−313(1−ブチル−3−メチルピリジン−1−イウムトリフルオロメタンスルホナート:日本カーリット社製)、CIL−312(N−ブチル−3−メチルピリジニウム・ビストリフルオロメタンスルホニルイミド:日本カーリット社製)などが挙げられる。
【0057】
これら帯電防止剤の配合量は、(C)熱可塑性樹脂100重量部に対して0.1〜20重量部の範囲内が好ましく、高分子型帯電防止剤の場合は5〜20重量部、イオン性液体の場合は0.1〜5重量部の範囲内であることがより好ましい。0.1重量部未満であると十分な導電性を得ることができず、20重量部を超えると成形体の機械特性や耐熱性の低下を引き起こす可能性がある。
【0058】
本発明では、成形品中の炭素繊維の重量平均繊維長が0.3mmを超え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることが重要であり、このような成形品を得るためには、次の様な成形材料を用いることが好ましい。たとえば、(A)炭素繊維のロービングを(C)熱可塑性樹脂を溶融混錬した樹脂組成物で満たした含浸ダイに導き、炭素繊維のフィラメント間に該樹脂組成物を均一に含浸させた後ノズルを通して引き抜き、冷却固化後所定の長さにペレタイズして炭素繊維含有の長繊維ペレットと(B)金属繊維のロービングを(C)熱可塑性樹脂を溶融混錬した樹脂組成物で満たした含浸ダイに導き、金属繊維のフィラメント間に該樹脂組成物を均一に含浸させた後ノズルを通して引き抜き、冷却固化後所定の長さにペレタイズして金属繊維含有の長繊維ペレットをドライブレンドして(A)と(B)の比率が範囲内になるように得る方法である。ここで、長繊維ペレットとは、特公昭63−37694号公報に示されるような、導電性繊維束がペレットの長手方向にほぼ平行に配列し、ペレット中の導電性繊維束の長さがペレット長さと実質的に同じであるものを指す。
【0059】
また、(A)炭素繊維と(B)金属繊維からなるロービングを(C)熱可塑性樹脂を溶融混錬した樹脂組成物で満たした含浸ダイに導き、炭素繊維のフィラメント間に該樹脂組成物を均一に含浸させた後ノズルを通して引き抜き、冷却固化後所定の長さにペレタイズして炭素繊維と金属繊維を両方含む長繊維ペレットを用いてもよい。
【0060】
より好ましくは、クロスヘッドダイを用いて(A)炭素繊維のロービングに(C)熱可塑性樹脂を溶融混錬した樹脂組成物を含浸被覆した後、冷却固化して所定の長さにペレタイズした樹脂組成物と(B)金属繊維のロービングに(C)熱可塑性樹脂を溶融混錬した樹脂組成物を含浸被覆した後、冷却固化して所定の長さにペレタイズした長繊維ペレットをドライブレンドして得る方法である。
【0061】
また、(A)炭素繊維からなるロービングと(B)金属繊維からなるロービングは、成形時に繊維分散性を良くするために(C)熱可塑性樹脂によって含浸被覆する前に分散助剤が予め繊維中に含浸していてもよい。
【0062】
長繊維ペレットの長さは特に制限はないが、通常3〜15mmの範囲である。ペレット長が短すぎると、繊維が短くなり電磁波シールド性、電気導電性、強度、衝撃、電磁波シールド性が低下する恐れがあり、ペレット長が長すぎると成形機での噛み込み不良を生じる場合がある。ペレット長は3〜12mmが好ましく、5〜10mmが更に好ましい。
【0063】
本発明の成形品は、このような長繊維ペレットをインラインスクリュー型やプリプランジャー式など通常既知の射出成形機を用いて得ることができる。特に、予め金型を所定量開けておき、樹脂を金型内に充填後に型締めを完了するインジェクションプレス成形が、充填圧力の低減、繊維の破断防止、そりの低減の観点から好ましい。該インジェクションプレス成形においては樹脂の充填開始とともに型締めを開始しても良いし、樹脂の充填途中から型締めを開始しても良い。
【0064】
成形品中の炭素繊維と金属繊維の重量平均繊維長は、成形品を500℃で2時間灰化処理して、サンプル中の炭素繊維と金属繊維を取り出し、取り出した炭素繊維と金属繊維を3リッターの水とともにビーカーに入れ、超音波洗浄機を用い炭素繊維と金属繊維を水に均一分散させ、先端の直径が8mmのスポイトで炭素繊維と金属繊維が均一分散した水溶液を1cc吸い取り、10×10mmの窪みを持つシャーレにサンプリンリングした後乾燥させ、シャーレ中の炭素繊維と金属繊維の写真を撮り、約1000本の長さを計測し、下式により求めた値である。
重量平均繊維長=Σ(Mi2×Ni)/Σ(Mi×Ni)
Mi:繊維長(mm)
Ni:個数。
【0065】
本発明では、成形品中の(A)炭素繊維の重量平均繊維長が0.3mmを超え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることが重要であり、この範囲とすることで、電磁波シールド性と力学特性のよい成形品を得ることができる。成形品中の(A)炭素繊維の重量平均繊維長は、0.3〜5mmが好ましく、より好ましくは0.3〜3mmであり、さらに好ましくは0.3〜2mmである。
【0066】
金属繊維の重量平均繊維長は0.6〜30mmが好ましく、より好ましくは0.6〜18mmであり、さらに好ましくは、0.6〜12mmである。
【0067】
成形品としては、インストルメントパネル、ドアビーム、アンダーカバー、ランプハウジング、ペダルハウジング、ラジエータサポート、スペアタイヤカバー、フロントエンドなどの各種モジュール等の自動車部品に好適である。さらに電話、ファクシミリ、VTR、コピー機、テレビ、電子レンジ、音響機器、トイレタリー用品、レーザーディスク、冷蔵庫、エアコンなどの家庭・事務電気製品部品も挙げられる。またパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材なども挙げられる。本発明の成形品は、軽量性と機械強度特性、電気導電性、電磁波シールド性がバランスして優れることから、携帯用電気・電子機器部品や電気自動車の電気部品収納容器、例えばバッテリーケース、インバーターケース、ECUケースとしての使用に特に適している。
【実施例】
【0068】
以下、実施例により本発明をさらに詳細に説明する。実施例・比較例における成形品の評価方法は以下のとおりである。
【0069】
[曲げ弾性率、曲げ強度]
ISO型試験片の平行部を切り出し、インストロン社製5566型試験にてISO178に準拠して曲げ試験を実施し、曲げ弾性率(GPa)および曲げ強度(MPa)を求めた。
【0070】
[シャルピー衝撃試験]
ISO型試験片の平行部を切り出し、東京試験機社製C1−4−01型試験機を用い、ISO179に準拠してVノッチなしシャルピー衝撃試験を実施し衝撃値(kJ/m2)を算出した。
【0071】
[体積抵抗率]
ISO型引張試験片を帯ノコで80×10mm(4mmt)の寸法に切断し、切断面を荒さ400番のサンドペーパーで平滑化し、体積抵抗率測定用試験片を得た。JIS K 6271に準拠し、抵抗計HIOKI3541を用いて、図1に示す四端子法にて体積低効率(Ω・cm)を測定した。
【0072】
[電磁波シールド性]
マイクロウェーブ・ファクトリー社製の評価装置を用いて、KEC法に準拠し、近傍電界10(MHz)〜1(GHz)の領域において平均シールド効果(dB)を測定した。なお、シールド効果は次式(1)により算出した。試験片は150×150mm(3mmt)の角板を用いた。
SE=20×log10E0/EX (1)
SE:シールド効果(dB)
E0:シールド材が無い場合の空間電界強度
EX:シールド材が有る場合の空間電界強度。
【0073】
[外観]
前記電磁波シールド性用に成形した150×150mm(3mmt)の角板を用いて、目視にて成形品を10個観察し、以下の基準で判定を行い、◎、○を合格とした。
◎:表面光沢があり、成形品のそりもない
○:表面光沢が少ないが、成形品のそりは無い
×:表面に凹凸が見られるが、成形品のそりは無い
××:成形品にそりが生じている。
【0074】
[重量平均繊維長]
ISO型引張ダンベル試験片(4mmt)の中央部を20×10mm(4mmt)に切断し、500℃で2時間灰化処理して、サンプル中の炭素繊維と金属繊維を取り出した。取り出した炭素繊維と金属繊維を3リッターの水とともにビーカーに入れ、超音波洗浄機を用い炭素繊維と金属繊維を水に均一分散させた。先端の直径が8mmのスポイトで炭素繊維と金属繊維が均一分散した水溶液を1cc吸い取り、10×10mmの窪みを持つシャーレにサンプリンリングした後乾燥させた。シャーレ中の炭素繊維と金属繊維の写真を撮り、約1000本の長さを計測して平均繊維長を算出した。計算式は下記の通り。
重量平均繊維長=Σ(Mi2×Ni)/Σ(Mi×Ni)
Mi:繊維長(mm)
Ni:個数。
【0075】
[実施例1]
まず構成要素(A)である炭素繊維束を200℃に過熱しながら開繊させ、溶融させた分散剤(テルペン系樹脂)を炭素繊維束100重量部に対して、5重量部付着するようギアポンプにて計量し、カーテンコーターにて塗布した。次いで、テルペン系樹脂の溶融温度より50℃高い温度に加熱した雰囲気中の複数のスクイーズバーを通過させることによりテルペン系樹脂を炭素繊維束中に十分含浸させ、連続した炭素繊維束とテルペン系樹脂との複合体を得た(含浸工程)
次に構成要素(C)を押出機のホッパーに投入し、溶融混錬した状態で被覆ダイに押出すと同時に、前記の被覆した複合体を前記被覆ダイ中に連続して供給することにより、前記の複合体に被覆し、押出機の吐出量と複合体の供給量を調整しCF含有量が40wt%の連続炭素繊維強化樹脂ストランドを得た(コーティング工程)。
【0076】
その後、前記連続炭素繊維強化樹脂組ストランドを100℃以下まで冷却・固化させ、カッターを用いて6.0mm長に切断して芯鞘型の炭素繊維からなる長繊維ペレットを得た。
【0077】
次に構成要素(B)である金属繊維束を200℃に過熱しながら開繊させ、溶融させた分散剤(テルペン系樹脂)を金属繊維束100重量部に対して、5重量部付着するようギアポンプにて計量し、カーテンコーターにて塗布した。次いで、テルペン系樹脂の溶融温度より50℃高い温度に加熱した雰囲気中の複数のスクイーズバーを通過させることによりテルペン系樹脂を金属繊維束中に十分含浸させ、連続した金属繊維束とテルペン系樹脂との複合体を得た(含浸工程)。
【0078】
次に構成要素(C)を押出機のホッパーに投入し、溶融混錬した状態で被覆ダイに押出すと同時に、前記の被覆した複合体を前記被覆ダイ中に連続して供給することにより、前記の複合体に被覆し、押出機の吐出量と複合体の供給量を調整し金属繊維含有量が20wt%の連続金属繊維強化樹脂ストランドを得た(コーティング工程)。
【0079】
その後、前記連続金属繊維強化樹脂組ストランドを100℃以下まで冷却・固化させ、カッターを用いて6.0mm長に切断して芯鞘型の金属繊維からなる長繊維ペレットを得た。
【0080】
次に得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C)を、表1に示す比率になるようにドライブレンドした後に射出成形機(日本製鋼所社製J110AD)を用いて、シリンダー温度:220℃、金型温度:60℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた成形品を前記の評価方法に従い評価した。評価結果を、まとめて表1に示した。
【0081】
本成形品の評価結果は表1に示す通り、電磁波シールド性、電気導電性、力学特性に優れるものであった。
【0082】
[実施例2〜5]
得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C)を、表1に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。本成形品の評価結果を表1に示す。
【0083】
[実施例6]
押出機のホッパーに投入する構成要素(C)を(C−2)とし、得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−2)を、表1に示す比率になるようにドライブレンドした後に前記射出成形機を用いて、シリンダー温度:260℃、金型温度:80℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度80℃、真空度1013hPaの真空乾燥機にて8時間乾燥を行った後に特性評価試験に供した。次に、得られた成形品を前記の評価方法に従い評価した。
【0084】
[実施例7]
押出機のホッパーに投入する構成要素(C)を(C−3)とし、得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−3)を、表1に示す比率になるようにドライブレンドした後に前記射出成形機を用いて、シリンダー温度:300℃、金型温度:100℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた成形品を前記の評価方法に従い評価した。
【0085】
[実施例8、9]
構成要素(C)を押出機のメインホッパーから供給し、次いで、その下流のサイドホッパーから(D−1)を供給し、バレル温度220℃で十分混練し、さらに下流の真空ベントより脱気を行い、(C−1)と(D−1)の混合物で被覆した炭素繊維からなる長繊維ペレットと(C−1)と(D−1)の混合物で被覆した金属繊維からなる長繊維ペレットを得た。
【0086】
次に得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−1)と(D−1)の混合物を表1に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。
【0087】
[実施例10]
構成要素(C)を(C−1)と(E−1)の混合物とし、表1に示す比率とした以外は実施例1と同様に長繊維ペレットを得て、成形し、評価を行った。
【0088】
[実施例11]
構成要素(C)を(C−1)と(E−2)の混合物とし、表1に示す比率とした以外は実施例1と同様に長繊維ペレットを得て、成形し、評価を行った。
【0089】
[実施例12]
構成要素(C−1)と(E−2)の混合物を押出機のメインホッパーから供給し、次いで、その下流のサイドホッパーから(D−1)を供給し、バレル温度220℃で十分混練し、さらに下流の真空ベントより脱気を行い、(C−1)、(D−1)および(E−2)の混合物で被覆した炭素繊維からなる長繊維ペレットと(C−1)、(D−1)および(E−2)の混合物で被覆した金属繊維からなる長繊維ペレットを得た。
【0090】
次に得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−1)、(D−1)および(E−2)の混合物を表1に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。
【0091】
[実施例13]
構成要素(A)炭素繊維束と(B)金属繊維束を表1に示す比率になるように複合繊維束とし、を200℃に過熱しながら開繊させ、溶融させた分散剤(テルペン系樹脂)を複合繊維束100重量部に対して、5重量部付着するようギアポンプにて計量し、カーテンコーターにて塗布した。次いで、テルペン系樹脂の溶融温度より50℃高い温度に加熱した雰囲気中の複数のスクイーズバーを通過させることによりテルペン系樹脂を複合繊維束中に十分含浸させ、連続した複合繊維束とテルペン系樹脂との複合体を得た。
【0092】
次に構成要素(C)を押出機のホッパーに投入し、溶融混錬した状態で被覆ダイに押出すと同時に、前記の被覆した複合体を前記被覆ダイ中に連続して供給することにより、前記の複合体に被覆し、押出機の吐出量と複合体の供給量を調整し表1に示す比率になるように連続複合繊維強化樹脂ストランドを得た。
【0093】
その後、前記連続複合繊維強化樹脂ストランドを100℃以下まで冷却・固化させ、カッターを用いて6.0mm長に切断して芯鞘型の炭素繊維と金属繊維からなる長繊維ペレットを得た。
【0094】
次に得られた炭素繊維と金属繊維からなる長繊維ペレットを前記記載の射出成形機を用いて、実施例1と同様に成形し、評価を行った。
【0095】
[比較例1〜3]
得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−1)を、表2に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。本成形品の評価結果を表2に示す。比較例1は電磁波シールド性と電気導電性に劣り、また比較例2および3は力学特性に劣り、目視にて表面凹凸が観察され、外観も劣るものであった。
【0096】
[比較例4]
構成要素(A)および(B)をカートリッジカッターにて1/4インチにカットした。次に日本製鋼所(株)TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)を使用し、構成要素(C−1)をメインホッパーから供給し、次いで、その下流のサイドホッパーから上記でカットした(A)と(B)を供給し、バレル温度220℃、回転数150rpmで十分混練し、さらに下流の真空ベントより脱気を行った。供給は、重量フィーダーにより表2に示す比率になるように調整した。溶融樹脂をダイス口(直径5mm)から吐出し、得られたストランドを冷却後、カッターで切断して短繊維ペレットを得た。
【0097】
次に得られた短繊維ペレットを、実施例1と同様に成形し、評価を行った。本成形品の評価結果を表2に示す。
【0098】
比較例は電磁波シールド性、電気導電性、力学特性に劣り、また成形品にそりが生じ、外観も劣るものであった。
【0099】
[比較例5]
構成要素(C−2)をメインホッパーから供給し、バレル温度を260℃にした以外は比較例4と同様に成形し、評価を行った。比較例は電磁波シールド性、電気導電性、力学特性に劣り、また成形品にそりが生じ、外観も劣るものであった。
【0100】
本実施例は比較例1〜5に比べ電磁波シールド性、電気導電性、力学特性に優れるものであった。
【0101】
本実施例および比較例に用いた(A)炭素繊維は以下の通りである。
(A):直径7μ、炭素繊維(東レ社製“トレカ”T700SC)
同様に、(B)金属繊維は以下の通りである。
(B):直径12μ、金属繊維(日本精線株式会社製“NASLON FILAMENT YARN”)
同様に、(C)熱可塑性樹脂は以下の通りである。
(C−1):ポリプロピレン(プライムポリマー社製“プライムポリプロ”J137)
(C−2):ポリアミド(東レ社製“アミラン”CM3001 融点265℃)
(C−3):ポリカーボネート(出光興産社製“タフロン”A2200)
同様に、(D)導電性フィラーは以下の通りである。
(D−1):ファーネスブッラク(三菱化学社製“三菱カーボンブッラク”MA100)
同様に、(E)帯電防止剤は以下の通りである。
(E−1):高分子型帯電防止剤(三洋化成社製 ペレスタット300)
(E−1):イオン性液体(日本カーリット社製 CIL−313)
同様に、分散剤は以下の通りである。
軟化点150℃のテルペン系樹脂(ヤスハラケミカル社製“マイティエースG”150)。
【0102】
【表1】

【0103】
【表2】
【産業上の利用可能性】
【0104】
本発明の成形品は、電磁波シールド性と力学特性に優れた成形品を製造できる成形品であり、電気・電子機器、OA機器、家電機器または自動車の部品、内部部材および筐体などに好適に用いられる。
【符号の説明】
【0105】
1.試験片
2.電極
3.電流計
4.電圧計
【技術分野】
【0001】
本発明は、成形品に関するものであり、特に導電性や電磁波シールド性、軽量化、力学特性に優れた成形品に関する。
【背景技術】
【0002】
強化繊維と熱可塑性樹脂からなる組成物は、軽量で優れた力学特性を有するために、スポーツ用品用途、航空宇宙用途および一般産業用途に広く用いられている。これらの繊維強化熱可塑性樹脂組成物に使用される強化繊維は、その使用用途によって様々な形態で成形品を強化している。強化繊維の中で特に比強度、比剛性および軽量性のバランスの観点から炭素繊維が好適であり、その中でもポリアクリロニトリル系炭素繊維が好適に用いられる。
【0003】
炭素繊維で強化した熱可塑性材料は導電性材料となるが、金属材料と同等の電磁波シールド性と電気導電性を得るためには熱可塑性材料中の炭素繊維の量を増やす必要があり、表面外観とコストの面で優れない。
【0004】
また、金属繊維で強化した熱可塑性材料は高い導電性材料となるが、比重が重く、繊維と樹脂との接着性が著しく悪いために機械強度も低下する。
【0005】
炭素繊維と金属繊維で強化した導電性熱可塑性樹脂組成物として特許文献1に炭素繊維、金属繊維および熱可塑性樹脂からなる長繊維強化熱可塑性樹脂組成物が記載されているが、特許文献1に記載された樹脂組成物からなる成形品は金属繊維の配合量が多く、軽量化が不十分である。また、成形体中の炭素繊維と金属繊維の繊維長に関する記載が無く、低比重における電磁波シールド性が不十分である。特許文献2には炭素繊維、金属繊維および熱可塑性樹脂を溶融混練することによって得られる樹脂組成物が記載されているが、溶融混練によって成形品の繊維長が短くなり、電磁波シールド性、電気導電性および力学特性に劣る。
【0006】
このように、従来技術では熱可塑性樹脂をマトリックスとして成形した際に、軽量で電磁波シールド性、電気導電性および力学特性を両立できておらず、軽量で電磁波シールド性、電気導電性および力学特性に優れた繊維強化の成形品の開発が望まれていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平4−279638号公報
【特許文献2】特開2006−45330号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、従来技術の背景に鑑み、軽量で電磁波シールド性、電気導電性および力学特性に優れた成形品を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者らは上記目的を達成すべく鋭意検討した結果、上記課題を達成することができる、次の成形品を見出した。
(1)(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
(2)前記成形材料が、(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレットである(1)に記載の成形品。
(3)前記成形材料が、(C)熱可塑性樹脂100重量部に対して、(A)、(B)以外の(D)導電性フィラーを0.1〜10重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである(2)に記載の成形品。
(4)前記(D)導電性フィラーが、カーボンブラック、カーボンナノチューブ、および気相成長炭素繊維から選ばれる少なくとも1種であることを特徴とする(3)に記載の成形品。
(5)前記成形材料が、(C)熱可塑性樹脂100重量部に対して(E)帯電防止剤を1〜20重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである(2)〜(4)のいずれかに記載の成形品。
(6)(E)帯電防止剤が高分子型帯電防止剤および/またはイオン性液体である(5)記載の成形品。
(7)成形品が電気部品収納容器であることを特徴とする(1)〜(6)のいずれかに記載の成形品。
(8)(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25の範囲の(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレット。
【発明の効果】
【0010】
本発明の成形品は、軽量で電磁波シールド性、電気導電性、力学特性に優れた成形品である。本発明の成形品は、電気・電子機器、OA機器、家電機器、筐体または自動車の部品、特には電気自動車の電気部品収納容器に極めて有用である。
【図面の簡単な説明】
【0011】
【図1】実施例で成形品の体積抵抗値の測定方法を示す図である。
【発明を実施するための形態】
【0012】
本発明に用いられる(A)炭素繊維は、特に限定されないが、高強度、高弾性率炭素繊維が使用でき、これらは1種または2種を併用してもよい。中でも、PAN系、ピッチ系、レーヨン系などの炭素繊維が挙げられる。得られる成形品の電気導電性、強度および弾性率とのバランスの観点から、PAN系炭素繊維がさらに好ましい。
【0013】
さらに炭素繊維は、強度、弾性率およびハンドリング性の観点からサイジング処理された炭素繊維が好ましい。
サイジング処理としては一般的に公知の表面処理工程と水洗工程などで水に濡れた水分率20〜80重量%程度の水濡れ炭素繊維束を乾燥させた後にサイジング剤を含有する液体(サイジング液)を付着させる処理方法である。
【0014】
表面処理としては、酸性またはアルカリ性水溶液で電界表面処理を施すことが好ましい。
【0015】
サイジング剤としては、特に限定されないが、エポキシ基、ウレタン基、アミノ基およびカルボキシル基等の官能基を有する化合物が使用でき、これらは1種または2種以上を併用してもよい。
【0016】
サイジング剤付着量は、炭素繊維のみの質量に対して、0.01質量%以上10質量%以下が好ましく、0.05質量%以上5質量%以下がより好ましく、0.1質量%以上2質量%以下付与することがさらに好ましい。0.01質量%以下では接着性向上効果が現れにくい。10質量%以上では、成形品の物性低下させることがある。
【0017】
サイジング剤の付与手段としては特に限定されるものではないが、例えばローラを介してサイジング液に浸漬する方法、サイジング液の付着したローラに接する方法、サイジング液を霧状にして吹き付ける方法などがある。また、バッチ式、連続式いずれでもよいが、生産性がよくバラツキが小さくできる連続式が好ましい。この際、炭素繊維に対するサイジング剤有効成分の付着量が適正範囲内で均一に付着するように、サイジング液濃度、温度、糸条張力などをコントロールすることが好ましい。また、サイジング剤付与時に炭素繊維を超音波で加振させることはより好ましい。
【0018】
乾燥温度と乾燥時間は化合物の付着量によって調整すべきであるが、サイジング剤の付与に用いる溶媒の完全な除去、乾燥に要する時間を短くし、一方、サイジング剤の熱劣化を防止し、炭素繊維束が固くなって束の拡がり性が悪化するのを防止する観点から、乾燥温度は、150℃以上350℃以下であることがこのましく、180℃以上250℃以下であることがより好ましい。
【0019】
サイジング剤に使用する溶媒は、水、メタノール、エタノール、ジメチルホルムアミド、ジメチルアセトアミド、アセトン等が挙げられるが、取扱いが容易で防災の観点から水が好ましい。従って、水に不溶、若しくは難溶の化合物をサイジング剤として用いる場合には、乳化剤、界面活性剤を添加し、水分散して用いるのが良い。
【0020】
また、炭素繊維束とした場合の単糸数には、特に制限はなく、100〜350,000本の範囲内で使用することができ、とりわけ1,000〜250,000本の範囲内で使用することが好ましい。また炭素繊維の生産性の観点からは、単糸数が多いものが好ましく、20,000〜100,000本の範囲内で使用することが好ましい。
【0021】
炭素繊維の含有量は(C)熱可塑性樹脂100重量部に対して5〜60重量部が好ましく、5重量部未満では電磁波シールド性と力学特性が劣り60重量部を超えると比重が重くなり、コスト面で優れない。軽量と電磁波シールド性、電気抵抗、力学特性の観点から、好ましくは7〜50重量部、更に好ましくは10〜40重量部であることが好ましい。
【0022】
(B)金属繊維は、特に限定されないが、ステンレス繊維、アルミニウム繊維、銅繊維および黄銅繊維から選ばれる少なくとも1種類を使用することができ、特に導電性と強度のバランスからステンレス繊維が好ましい。
【0023】
さらに金属繊維の繊維径は導電性と力学特性のバランスから、1〜50μmが好ましく、さらに好ましくは1〜20μmである。
【0024】
金属繊維の含有量は、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25である。好ましくは1/5〜1/10である。重量比が1/25未満では電磁波シールド性が劣り、1/5を超えると力学特性と外観が悪化し、比重が重くなるため好ましくない。
【0025】
(C)熱可塑性樹脂としては、特に限定されないが、ポリカーボネート、ポリスチレン、ポリエステル、ポリアミド、ポリオレフィン、アクリル樹脂、ポリオキシメチレン、ポリフェニレンサルファイド、ポリフェニレンエーテル、ポリフェニレンオキシド、ポリブチレンテレフタレート、ポリエーテル・エーテルケトン、ポリフェニレンスルホン、液晶ポリマー、フッ素樹脂などのポリマー類又はこれらのコポリマー類などの公知の熱可塑性樹脂あるいはそれらのポリマーアロイが挙げられ、軽量化の観点から好ましくは、ポリオレフィン、ポリアミド、ポリカーボネート、ポリオキシメチレン、ポリブチレンテレフタレート、ポリフェニレンオキシド、液晶ポリエステル、ポリフェニレンサルファイドを用いるのが良い。
【0026】
ここで、ポリアミドとは、アミド結合を有する高分子からなる樹脂のことであり、アミノ酸、ラクタムあるいはジアミンとジカルボン酸を主たる原料とするものである。その原料の代表例としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸、パラアミノメチル安息香酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、テトラメチレンジアミン、ペンタメチレンジアミン、ヘキサメチレンジアミン、2−メチルペンタメチレンジアミン、ノナメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4−/2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミン、メタキシレンジアミン、パラキシリレンジアミン、1,3−ビス(アミノメチル)シクロヘキサン、1,4−ビス(アミノメチル)シクロヘキサン、1−アミノ−3−アミノメチル−3,5,5−トリメチルシクロヘキサン、ビス(4−アミノシクロヘキシル)メタン、ビス(3−メチル−4−アミノシクロヘキシル)メタン、2,2−ビス(4−アミノシクロヘキシル)プロパン、ビス(アミノプロピル)ピペラジン、アミノエチルピペラジンなどの脂肪族、脂環族、芳香族のジアミン、およびアジピン酸、スペリン酸、アゼライン酸、セバシン酸、ドデカン二酸、テレフタル酸、イソフタル酸、2−クロロテレフタル酸、2−メチルテレフタル酸、5−メチルイソフタル酸、5−ナトリウムスルホイソフタル酸、2,6−ナフタレンジカルボン酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸などの脂肪族、脂環族、芳香族のジカルボン酸が挙げられ、本発明においては、これらの原料から誘導されるポリアミドホモポリマーまたはコポリマーを各々単独または混合物の形で用いることができる。
【0027】
本発明において、特に有用なポリアミドは、150℃以上の結晶融解温度を有する耐熱性や強度に優れたポリアミドであり、具体的な例としてはポリカプロアミド(ポリアミド6)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリペンタメチレンアジパミド(ポリアミド56)、ポリテトラメチレンアジパミド(ポリアミド46)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリペンタメチレンセバカミド(ポリアミド510)、ポリテトラメチレンセバカミド(ポリアミド410)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリウンデカンアミド(ポリアミド11)、ポリドデカンアミド(ポリアミド12)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ポリアミド6/66)、ポリカプロアミド/ポリヘキサメチレンテレフタルアミドコポリマー(ポリアミド6/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ポリアミド66/6T)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンイソフタルアミドコポリマー(ポリアミド66/6I)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンイソフタルアミド/ポリカプロアミドコポリマー(ポリアミド66/6I/6)、ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ポリアミド6T/6I)、ポリヘキサメチレンテレフタルアミド/ポリデカンアミドコポリマー(ポリアミド6T/12)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミド/ポリヘキサメチレンイソフタルアミドコポリマー(ポリアミド66/6T/6I)、ポリキシリレンアジパミド(ポリアミドXD6)、ポリヘキサメチレンテッレフタルアミド/ポリ−2−メチルペンタメチレンテレフタルアミドコポリマー(ポリアミド6T/M5T)、ポリヘキサメチレンテレフタルアミド/ポリペンタメチレンテレフタルアミドコポリマー(ポリアミド6T/5T)、ポリペンタメチレンテレフタルアミド/ポリペンタメチレンアジパミドコポリマー(5T/56)、ポリノナメチレンテレフタルアミド(ポリアミド9T)およびこれらの混合物ないし共重合体などが挙げられる。
【0028】
とりわけ好ましいものとしては、ポリアミド6、ポリアミド66、ポリアミド56、ポリアミド610、ポリアミド510、ポリアミド410、ポリアミド612、ポリアミド11、ポリアミド12、ポリアミド6/66、ポリアミド66/6T、ポリアミド6T/6I、ポリアミド66/6I/6、ポリアミド6T/5Tなどの例を挙げることができる。更にこれらのポリアミドを成形性、耐熱性、靱性、表面性などの必要特性に応じて混合物として用いることも実用上好適であるが、これらの中でポリアミド6、ポリアミド66、ポリアミド610、ポリアミド11、ポリアミド12、ポリアミド66/6Tが最も好ましい。
【0029】
これらポリアミドの末端基濃度には特に制限はないが、末端アミノ基濃度が3×10−5mol/g以上であるものが、反応性官能基を有する樹脂(B)、もしくは反応性官能基を有する化合物(D)との反応性の面で好ましい。ここでいう末端アミノ基濃度とは、85%フェノール−エタノール溶液にサンプルを溶解し、チモールブルーを指示薬として使用し、塩酸水溶液で滴定することで測定できる。
【0030】
これらポリアミドの重合度には特に制限がなく、サンプル濃度0.01g/mlの98%濃硫酸溶液中、25℃で測定した相対粘度として、1.5〜7.0の範囲が好ましく、特に1.8〜6.0の範囲のポリアミド樹脂が好ましい。相対粘度が1.5よりも小さい場合は本発明の熱可塑性樹脂組成物の特徴である耐衝撃性や衝撃吸収性を発現することが困難となり、7.0よりも大きい場合は熱可塑性樹脂組成物の溶融粘度が著しく増加し、成形体を成形することが困難となるため好ましくない。
【0031】
また、ポリカーボネートとしては、ビスフェノールA、つまり2,2’−ビス(4−ヒドロキシフェニル)プロパン、4,4’−ジヒドロキシジフェニルアルカンあるいは4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルエーテルから選ばれた1種以上のジヒドロキシ化合物を主原料とするものが好ましく挙げられる。なかでもビスフェノールA、つまり2,2’−ビス(4−ヒドロキシフェニル)プロパンを主原料として製造されたものが好ましい。具体的には、上記ビスフェノールAなどをジヒドロキシ成分として用い、エステル交換法あるいはホスゲン法により得られたポリカーボネートが好ましい。さらに、上記ビスフェノールA等のジヒドロキシ化合物は、これと共重合可能なその他のジヒドロキシ化合物、例えば4,4’−ジヒドロキシジフェニルアルカンあるいは4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルエーテルなどと併用することも可能であり、その他のジヒドロキシ化合物の使用量は、ジヒドロキシ化合物の総量に対し、10モル%以下であることが好ましい。
【0032】
またポリカーボネートは、優れた耐衝撃性と成形性の観点から、ポリカーボネート0.7gを100mlの塩化メチレンに溶解し20℃で測定したときの比粘度が0.1〜2.0、特に0.5〜1.5の範囲にあるものが好適であり、さらには0.8〜1.5の範囲にあるものが最も好ましい。
【0033】
ポリオレフィンとは、エチレン、プロピレン、1−ブテン、1−ペンテン、4−メチル−1−ペンテン、1−ヘキセン、1−ヘプテン、1−オクテン、1−デセン、1−ドデセン、1−テトラデセン、1−ヘキサデセン、1−オクタデセンなどのオレフィン等のオレフィン類を重合または共重合して得られる未変性のオレフィン樹脂と、不飽和カルボン酸またはその酸無水物またはその誘導体から選ばれる化合物で変性した変性ポリオレフィン樹脂が好ましく挙げられる。
【0034】
具体例としては、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ1−ブテン樹脂、ポリ1−ペンテン樹脂、ポリ4−メチル−1−ペンテン樹脂などの単独重合体、または、これらに1,4−ヘキサジエン、ジシクロペンタジエン、2,5−ノルボルナジエン、5−エチリデンノルボルネン、5−エチル−2,5−ノルボルナジエン、5−(1’−プロペニル)−2−ノルボルネンなどの非共役ジエンモノマーを一種以上共重合させた共重合体などが挙げられる。
【0035】
本発明において、相構造が制御しやすくなり、耐熱性または耐衝撃性が向上するという点で、ポリエチレン樹脂、ポリプロピレン樹脂、ポリ4−メチル−1−ペンテン樹脂が好ましく、耐熱性の点から、ポリプロピレン樹脂がより好ましく、靭性の点から、ポリエチレン樹脂がより好ましい。
【0036】
変性したポリオレフィン系樹脂を用いる事により、機械特性が向上する組成物を得る事が出来る。変性剤として使用される不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物の例を挙げると、アクリル酸、メタアクリル酸、マレイン酸、フマル酸、イタコン酸、クロトン酸、メチルマレイン酸、メチルフマル酸、メサコン酸、シトラコン酸、グルタコン酸およびこれらカルボン酸の金属塩、マレイン酸水素メチル、イタコン酸水素メチル、アクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸ヒドロキシエチル、メタアクリル酸メチル、メタアクリル酸2−エチルヘキシル、メタアクリル酸ヒドロキシエチル、メタアクリル酸アミノエチル、マレイン酸ジメチル、イタコン酸ジメチル、無水マレイン酸、無水イタコン酸、無水シトラコン酸、エンドビシクロ−(2,2,1)−5−ヘプテン−2,3−ジカルボン酸、エンドビシクロ−(2,2,1)−5−ヘプテン−2,3−ジカルボン酸無水物、マレイミド、N−エチルマレイミド、N−ブチルマレイミド、N−フェニルマレイミド、アクリル酸グリシジル、メタクリル酸グリシジル、エタクリル酸グリシジル、イタコン酸グリシジル、シトラコン酸グリシジル、および5−ノルボルネン−2,3−ジカルボン酸などである。これらの中では、不飽和ジカルボン酸およびその酸無水物が好適であり、特にマレイン酸、5−ノルボルネン−2,3−ジカルボン酸またはこれらの酸無水物が好適である。
【0037】
また、これらの不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物をポリオレフィン系樹脂に導入する方法は特に制限なく、予め主成分であるポリオレフィン系樹脂と不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物を共重合せしめたり、未変性ポリオレフィン系樹脂に不飽和カルボン酸、その酸無水物またはその誘導体から選ばれる化合物とラジカル開始剤を用いてグラフト導入するなどの方法を用いることができる。変性剤成分の導入量は変性ポリオレフィン系樹脂中のオレフィンモノマ全体に対して好ましくは0.001〜40モル%、より好ましくは0.01〜35モル%の範囲内であることが適当である。
【0038】
また、本発明では、後で述べるように、(A)炭素繊維、(B)金属繊維を(C)熱可塑性樹脂から構成される長繊維ペレットとし、長繊維ペレットを成形材料として成形して成形品を得ることが好ましい、このとき、(C)熱可塑性樹脂には、本発明の目的を損なわない範囲で、他のエラストマーや充填材、添加剤を含有しても良い。
【0039】
他のエラストマーとしては、未変性のオレフィン系エラストマー、スチレン系エラストマー、ウレタン系エラストマー、エステル系エラストマー、アミド系エラストマー等が挙げられ、オレフィン系エラストマーとして具体的には、エチレン−α−オレフィン共重合体、エチレン−プロピレン−エチリデンノルボルネン共重合体、エチレン−プロピレン−ヘキサジエン共重合体などのエチレン−プロピレン非共役ジエン3元共重合体等が挙げられる。また、スチレン系エラストマーとして具体的には、スチレン−ブタジエン、スチレン−イソプレン−スチレン、スチレン−ブタジエン−スチレン、スチレン−エチレン−ブタジエン−スチレン、スチレン−エチレン−プロピレン−スチレンのランダム共重合体、およびブロック共重合体、該ブロック共重合体の水素添加物、アクリロニトリル−ブタジエン−スチレン共重合体等が挙げられる。
【0040】
充填剤と添加剤としては、分散剤、難燃剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤が挙げられる。これらのエラストマーや充填材、添加剤は1種または2種以上を選択し用いることができる。
【0041】
本発明では、さらに(C)熱可塑性樹脂中に(A)、(B)以外の(D)導電性フィラーを配合してもよい。(D)導電性フィラーとしては、例えばカーボンブラック、気相成長炭素繊維およびカーボンナノチューブなどが例として挙げられる。
【0042】
カーボンブラックとしては、例えばファーネスブラック、アセチレンブラック、サーマルブラック、チャンネルブラック、ケッチェンブラック等が挙げられる。
【0043】
気相成長炭素繊維とは、炭化水素、例えばベンゼン、トルエンなどを気相化して高温の炉内で結晶を成長させる製造方法により得られる平均繊維直径10〜200nmの微細炭素繊維であり、気相成長炭素繊維としては、例えば昭和電工社のVGCFが挙げられる。
【0044】
カーボンナノチューブとしては、例えば、たとえば気相成長法、アーク放電法、レーザー蒸発法などにより得られる平均直径0.4〜50nmの単層ナノチューブや多層ナノチューブが挙げられ、これらは、針状、コイル状、チューブ状の形態など任意の形態をとることができる。
【0045】
これら(D)導電性フィラーを配合する場合、配合量は、(C)熱可塑性樹脂100重量部に対して0.1〜10重量部の範囲内が好ましい。0.1重量部未満であると十分な導電性を得ることができず、10重量部を超えると樹脂組成物の増粘により、成形性が低下する可能性がある。
【0046】
本発明では、さらに(C)熱可塑性樹脂中に(E)帯電防止剤を配合してもよい。(E)帯電防止剤としては、例えば高分子型帯電防止剤、イオン性液体などが例として挙げられる。高分子型帯電防止剤としては、ポリエーテル、4級アンモニウム塩、スルホン酸塩等の導電性ユニットをブロックあるいはランダムに組み込んだ高分子、あるいは高分子電荷移動型結合体などを用いることが出来る。
【0047】
これらの中でも、ポリエーテル系帯電防止剤がマトリックス樹脂との分散性の点で好ましく、具体的には、ポリエチレンオキシド、ポリエーテルエステルアミド、ポリエーテルアミドイミド、エチレンオキシド―エピハロヒドリン共重合体、メトキシポリエチレングリコール(メタ)アクリレート共重合体、特開2001−278985に記載のポリオレフィンのブロックと親水性ポリマーのブロックとの共重合体などが挙げられるが、ポリオレフィン樹脂との分散性の点からポリオレフィン系ブロックと親水性ポリマーのブロック共重合体がより好ましい。
【0048】
本発明で用いる高分子型帯電防止剤の数平均分子量は樹脂物性および帯電防止性の観点から2,000〜1,000,000であることが好ましい。
【0049】
ここで、数平均分子量はゲルパーミエーションクロマトグラフィー(GPC)により求められた値である。
【0050】
本発明の高分子型帯電防止剤は市販品をそのまま用いることも可能であり、例えばペレスタット300(高分子帯電防止剤:三洋化成社製)、ペレスタット230(高分子帯電防止剤:三洋化成社製)などが挙げられる。
【0051】
イオン性液体としては、常温で液体のイミダゾリウム塩、ピリジニウム塩、アンモニウム塩およびホスホニウム塩等の有機化合物塩などであって、常温で液体のものが好ましく用いられる。
【0052】
イミダゾリウム塩であるイオン性液体としては、例えば、1,3−ジメチルイミダゾリウム・メチルスルファート、1−エチル−3−メチルイミダゾリウム・ビス(ペンタフルオロエチルスルホニル)イミド、1−エチル−3−メチルイミダゾリウム・ビス(トリフルオロエチルスルホニル)イミド、1−エチル−3−メチルイミダゾリウム・ブロミド、1−エチル−3−メチルイミダゾリウムクロライド、1−エチル−3−メチルイミダゾリウムナイトレイト、1−エチル−3−メチルイミダゾリウムヘキサフルオロフォスフェイト、1−エチル−3−メチルイミダゾリウム・クロリド、1−エチル−3−メチルイミダゾリウム・ニトラート、1−エチル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−エチル−3−メチルイミダゾリウム・テトラフルオロボラート、1−エチル−3−メチルイミダゾリウム・トシラート、1−エチル−3−メチルイミダゾリウム・トリフルオロメタンスルホナート、1−n−ブチル−3−メチルイミダゾリウム・トリフルオロメタンスルホナート、1−ブチル−3−メチルイミダゾリウム・ビス(トリフルオロメチルスルホニル)イミド、1−ブチル−3−メチルイミダゾリウム・ブロミド、1−ブチル−3−メチルイミダゾリウム・クロリド、1−ブチル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−ブチル−3−メチルイミダゾリウム・2−(2−メトキシエトキシ)エチルスルファート、1−ブチル−3−メチルイミダゾリウム・メチルスルファート、1−ブチル−3−メチルイミダゾリウム・テトラフルオロボラート、1−ヘキシル−3−メチルイミダゾリウム・クロリド、1−ヘキシル−3−メチルイミダゾリウム・ヘキサフルオロホスファート、1−ヘキシル−3−メチルイミダゾリウム・テトラフルオロボラート、1−メチル−3−オクチルイミダゾリウム・クロリド、1−メチル−3−オクチルイミダゾリウム・テトラフルオロボラート、1,2−ジメチル−3−プロピルオクチルイミダゾリウム・トリス(トリフルオロメチルスルフォニル)メチド、1−ブチル−2,3−ジメチルイミダゾリウム・クロリド、1−ブチル−2,3−ジメチルイミダゾリウム・ヘキサフルオロホスファート、1−ブチル−2,3−ジメチルイミダゾリウム・テトラフルオロボラート、1−メチル−3−(3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチル)イミダゾリウム・ヘキサフルオロホスファート、および1−ブチル−3−(3,3,4,4,5,5,6,6,7,7,8,8,8−トリデカフルオロオクチル)イミダゾリウム・ヘキサフルオロホスファート等が挙げられる。
【0053】
ピリジニウム塩であるイオン性液体としては、例えば、3−メチル−1−プロピルピリジニウム・ビス(トリフルオロメチルスルホニル)イミド、1−ブチル−3−メチルピリジニウム・ビス(トリフルオロメチルスルホニル)イミド、1−プロピル−3−メチルピリジニウム・トリフルオロメタンスルホナート、1−ブチル−3−メチルピリジニウム・トリフルオロメタンスルホナート、1−ブチル−4−メチルピリジニウム・ブロミド、1−ブチル−4−メチルピリジニウム・クロリド、1−ブチル−4−メチルピリジニウム・ヘキサフルオロホスファートおよび1−ブチル−4−メチルピリジニウム・テトラフルオロボラート等が挙げられる。
【0054】
アンモニウム塩であるイオン性液体としては、例えば、テトラブチルアンモニウム・ヘプタデカフルオロオクタンスルホナート、テトラブチルアンモニウム・ノナフルオロブタンスルホナート、テトラペンチルアンモニウム・メタンスルホナート、テトラペンチルアンモニウム・チオシアナート、およびメチル−トリ−n−ブチルアンモニウム・メチルスルファート等が挙げられる。
【0055】
ホスホニウム塩であるイオン性液体としては、例えば、テトラブチルホスホニウム・メタンスルホナート、テトラブチルホスホニウムニウム・p−トルエンスルホナート、トリヘキシルテトラデシルホスホニウム・ビス(トリフルオロエチルスルホニル)イミド、トリヘキシルテトラデシルホスホニウム・ビス(2,4,4−トリメチルペンチル)ホスフィナート、トリヘキシルテトラデシルホスホニウム・ブロミド、トリヘキシルテトラデシルホスホニウム・クロリド、トリヘキシルテトラデシルホスホニウム・デカノアート、トリヘキシルテトラデシルホスホニウム・ヘキサフルオロホスフィナート、トリエチルテトラデシルホスホニウム・テトラフルオロボラートおよびトリブチルメチルホスホニウム・トシラート等が挙げられる。
【0056】
本発明のイオン性液体は市販品をそのまま用いることも可能であり、例えばCIL−313(1−ブチル−3−メチルピリジン−1−イウムトリフルオロメタンスルホナート:日本カーリット社製)、CIL−312(N−ブチル−3−メチルピリジニウム・ビストリフルオロメタンスルホニルイミド:日本カーリット社製)などが挙げられる。
【0057】
これら帯電防止剤の配合量は、(C)熱可塑性樹脂100重量部に対して0.1〜20重量部の範囲内が好ましく、高分子型帯電防止剤の場合は5〜20重量部、イオン性液体の場合は0.1〜5重量部の範囲内であることがより好ましい。0.1重量部未満であると十分な導電性を得ることができず、20重量部を超えると成形体の機械特性や耐熱性の低下を引き起こす可能性がある。
【0058】
本発明では、成形品中の炭素繊維の重量平均繊維長が0.3mmを超え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることが重要であり、このような成形品を得るためには、次の様な成形材料を用いることが好ましい。たとえば、(A)炭素繊維のロービングを(C)熱可塑性樹脂を溶融混錬した樹脂組成物で満たした含浸ダイに導き、炭素繊維のフィラメント間に該樹脂組成物を均一に含浸させた後ノズルを通して引き抜き、冷却固化後所定の長さにペレタイズして炭素繊維含有の長繊維ペレットと(B)金属繊維のロービングを(C)熱可塑性樹脂を溶融混錬した樹脂組成物で満たした含浸ダイに導き、金属繊維のフィラメント間に該樹脂組成物を均一に含浸させた後ノズルを通して引き抜き、冷却固化後所定の長さにペレタイズして金属繊維含有の長繊維ペレットをドライブレンドして(A)と(B)の比率が範囲内になるように得る方法である。ここで、長繊維ペレットとは、特公昭63−37694号公報に示されるような、導電性繊維束がペレットの長手方向にほぼ平行に配列し、ペレット中の導電性繊維束の長さがペレット長さと実質的に同じであるものを指す。
【0059】
また、(A)炭素繊維と(B)金属繊維からなるロービングを(C)熱可塑性樹脂を溶融混錬した樹脂組成物で満たした含浸ダイに導き、炭素繊維のフィラメント間に該樹脂組成物を均一に含浸させた後ノズルを通して引き抜き、冷却固化後所定の長さにペレタイズして炭素繊維と金属繊維を両方含む長繊維ペレットを用いてもよい。
【0060】
より好ましくは、クロスヘッドダイを用いて(A)炭素繊維のロービングに(C)熱可塑性樹脂を溶融混錬した樹脂組成物を含浸被覆した後、冷却固化して所定の長さにペレタイズした樹脂組成物と(B)金属繊維のロービングに(C)熱可塑性樹脂を溶融混錬した樹脂組成物を含浸被覆した後、冷却固化して所定の長さにペレタイズした長繊維ペレットをドライブレンドして得る方法である。
【0061】
また、(A)炭素繊維からなるロービングと(B)金属繊維からなるロービングは、成形時に繊維分散性を良くするために(C)熱可塑性樹脂によって含浸被覆する前に分散助剤が予め繊維中に含浸していてもよい。
【0062】
長繊維ペレットの長さは特に制限はないが、通常3〜15mmの範囲である。ペレット長が短すぎると、繊維が短くなり電磁波シールド性、電気導電性、強度、衝撃、電磁波シールド性が低下する恐れがあり、ペレット長が長すぎると成形機での噛み込み不良を生じる場合がある。ペレット長は3〜12mmが好ましく、5〜10mmが更に好ましい。
【0063】
本発明の成形品は、このような長繊維ペレットをインラインスクリュー型やプリプランジャー式など通常既知の射出成形機を用いて得ることができる。特に、予め金型を所定量開けておき、樹脂を金型内に充填後に型締めを完了するインジェクションプレス成形が、充填圧力の低減、繊維の破断防止、そりの低減の観点から好ましい。該インジェクションプレス成形においては樹脂の充填開始とともに型締めを開始しても良いし、樹脂の充填途中から型締めを開始しても良い。
【0064】
成形品中の炭素繊維と金属繊維の重量平均繊維長は、成形品を500℃で2時間灰化処理して、サンプル中の炭素繊維と金属繊維を取り出し、取り出した炭素繊維と金属繊維を3リッターの水とともにビーカーに入れ、超音波洗浄機を用い炭素繊維と金属繊維を水に均一分散させ、先端の直径が8mmのスポイトで炭素繊維と金属繊維が均一分散した水溶液を1cc吸い取り、10×10mmの窪みを持つシャーレにサンプリンリングした後乾燥させ、シャーレ中の炭素繊維と金属繊維の写真を撮り、約1000本の長さを計測し、下式により求めた値である。
重量平均繊維長=Σ(Mi2×Ni)/Σ(Mi×Ni)
Mi:繊維長(mm)
Ni:個数。
【0065】
本発明では、成形品中の(A)炭素繊維の重量平均繊維長が0.3mmを超え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることが重要であり、この範囲とすることで、電磁波シールド性と力学特性のよい成形品を得ることができる。成形品中の(A)炭素繊維の重量平均繊維長は、0.3〜5mmが好ましく、より好ましくは0.3〜3mmであり、さらに好ましくは0.3〜2mmである。
【0066】
金属繊維の重量平均繊維長は0.6〜30mmが好ましく、より好ましくは0.6〜18mmであり、さらに好ましくは、0.6〜12mmである。
【0067】
成形品としては、インストルメントパネル、ドアビーム、アンダーカバー、ランプハウジング、ペダルハウジング、ラジエータサポート、スペアタイヤカバー、フロントエンドなどの各種モジュール等の自動車部品に好適である。さらに電話、ファクシミリ、VTR、コピー機、テレビ、電子レンジ、音響機器、トイレタリー用品、レーザーディスク、冷蔵庫、エアコンなどの家庭・事務電気製品部品も挙げられる。またパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材なども挙げられる。本発明の成形品は、軽量性と機械強度特性、電気導電性、電磁波シールド性がバランスして優れることから、携帯用電気・電子機器部品や電気自動車の電気部品収納容器、例えばバッテリーケース、インバーターケース、ECUケースとしての使用に特に適している。
【実施例】
【0068】
以下、実施例により本発明をさらに詳細に説明する。実施例・比較例における成形品の評価方法は以下のとおりである。
【0069】
[曲げ弾性率、曲げ強度]
ISO型試験片の平行部を切り出し、インストロン社製5566型試験にてISO178に準拠して曲げ試験を実施し、曲げ弾性率(GPa)および曲げ強度(MPa)を求めた。
【0070】
[シャルピー衝撃試験]
ISO型試験片の平行部を切り出し、東京試験機社製C1−4−01型試験機を用い、ISO179に準拠してVノッチなしシャルピー衝撃試験を実施し衝撃値(kJ/m2)を算出した。
【0071】
[体積抵抗率]
ISO型引張試験片を帯ノコで80×10mm(4mmt)の寸法に切断し、切断面を荒さ400番のサンドペーパーで平滑化し、体積抵抗率測定用試験片を得た。JIS K 6271に準拠し、抵抗計HIOKI3541を用いて、図1に示す四端子法にて体積低効率(Ω・cm)を測定した。
【0072】
[電磁波シールド性]
マイクロウェーブ・ファクトリー社製の評価装置を用いて、KEC法に準拠し、近傍電界10(MHz)〜1(GHz)の領域において平均シールド効果(dB)を測定した。なお、シールド効果は次式(1)により算出した。試験片は150×150mm(3mmt)の角板を用いた。
SE=20×log10E0/EX (1)
SE:シールド効果(dB)
E0:シールド材が無い場合の空間電界強度
EX:シールド材が有る場合の空間電界強度。
【0073】
[外観]
前記電磁波シールド性用に成形した150×150mm(3mmt)の角板を用いて、目視にて成形品を10個観察し、以下の基準で判定を行い、◎、○を合格とした。
◎:表面光沢があり、成形品のそりもない
○:表面光沢が少ないが、成形品のそりは無い
×:表面に凹凸が見られるが、成形品のそりは無い
××:成形品にそりが生じている。
【0074】
[重量平均繊維長]
ISO型引張ダンベル試験片(4mmt)の中央部を20×10mm(4mmt)に切断し、500℃で2時間灰化処理して、サンプル中の炭素繊維と金属繊維を取り出した。取り出した炭素繊維と金属繊維を3リッターの水とともにビーカーに入れ、超音波洗浄機を用い炭素繊維と金属繊維を水に均一分散させた。先端の直径が8mmのスポイトで炭素繊維と金属繊維が均一分散した水溶液を1cc吸い取り、10×10mmの窪みを持つシャーレにサンプリンリングした後乾燥させた。シャーレ中の炭素繊維と金属繊維の写真を撮り、約1000本の長さを計測して平均繊維長を算出した。計算式は下記の通り。
重量平均繊維長=Σ(Mi2×Ni)/Σ(Mi×Ni)
Mi:繊維長(mm)
Ni:個数。
【0075】
[実施例1]
まず構成要素(A)である炭素繊維束を200℃に過熱しながら開繊させ、溶融させた分散剤(テルペン系樹脂)を炭素繊維束100重量部に対して、5重量部付着するようギアポンプにて計量し、カーテンコーターにて塗布した。次いで、テルペン系樹脂の溶融温度より50℃高い温度に加熱した雰囲気中の複数のスクイーズバーを通過させることによりテルペン系樹脂を炭素繊維束中に十分含浸させ、連続した炭素繊維束とテルペン系樹脂との複合体を得た(含浸工程)
次に構成要素(C)を押出機のホッパーに投入し、溶融混錬した状態で被覆ダイに押出すと同時に、前記の被覆した複合体を前記被覆ダイ中に連続して供給することにより、前記の複合体に被覆し、押出機の吐出量と複合体の供給量を調整しCF含有量が40wt%の連続炭素繊維強化樹脂ストランドを得た(コーティング工程)。
【0076】
その後、前記連続炭素繊維強化樹脂組ストランドを100℃以下まで冷却・固化させ、カッターを用いて6.0mm長に切断して芯鞘型の炭素繊維からなる長繊維ペレットを得た。
【0077】
次に構成要素(B)である金属繊維束を200℃に過熱しながら開繊させ、溶融させた分散剤(テルペン系樹脂)を金属繊維束100重量部に対して、5重量部付着するようギアポンプにて計量し、カーテンコーターにて塗布した。次いで、テルペン系樹脂の溶融温度より50℃高い温度に加熱した雰囲気中の複数のスクイーズバーを通過させることによりテルペン系樹脂を金属繊維束中に十分含浸させ、連続した金属繊維束とテルペン系樹脂との複合体を得た(含浸工程)。
【0078】
次に構成要素(C)を押出機のホッパーに投入し、溶融混錬した状態で被覆ダイに押出すと同時に、前記の被覆した複合体を前記被覆ダイ中に連続して供給することにより、前記の複合体に被覆し、押出機の吐出量と複合体の供給量を調整し金属繊維含有量が20wt%の連続金属繊維強化樹脂ストランドを得た(コーティング工程)。
【0079】
その後、前記連続金属繊維強化樹脂組ストランドを100℃以下まで冷却・固化させ、カッターを用いて6.0mm長に切断して芯鞘型の金属繊維からなる長繊維ペレットを得た。
【0080】
次に得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C)を、表1に示す比率になるようにドライブレンドした後に射出成形機(日本製鋼所社製J110AD)を用いて、シリンダー温度:220℃、金型温度:60℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた成形品を前記の評価方法に従い評価した。評価結果を、まとめて表1に示した。
【0081】
本成形品の評価結果は表1に示す通り、電磁波シールド性、電気導電性、力学特性に優れるものであった。
【0082】
[実施例2〜5]
得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C)を、表1に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。本成形品の評価結果を表1に示す。
【0083】
[実施例6]
押出機のホッパーに投入する構成要素(C)を(C−2)とし、得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−2)を、表1に示す比率になるようにドライブレンドした後に前記射出成形機を用いて、シリンダー温度:260℃、金型温度:80℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度80℃、真空度1013hPaの真空乾燥機にて8時間乾燥を行った後に特性評価試験に供した。次に、得られた成形品を前記の評価方法に従い評価した。
【0084】
[実施例7]
押出機のホッパーに投入する構成要素(C)を(C−3)とし、得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−3)を、表1に示す比率になるようにドライブレンドした後に前記射出成形機を用いて、シリンダー温度:300℃、金型温度:100℃で特性評価用試験片(成形品)を成形した。得られた試験片は、温度23℃、50%RHに調整された恒温恒湿室に24時間放置後に特性評価試験に供した。次に、得られた成形品を前記の評価方法に従い評価した。
【0085】
[実施例8、9]
構成要素(C)を押出機のメインホッパーから供給し、次いで、その下流のサイドホッパーから(D−1)を供給し、バレル温度220℃で十分混練し、さらに下流の真空ベントより脱気を行い、(C−1)と(D−1)の混合物で被覆した炭素繊維からなる長繊維ペレットと(C−1)と(D−1)の混合物で被覆した金属繊維からなる長繊維ペレットを得た。
【0086】
次に得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−1)と(D−1)の混合物を表1に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。
【0087】
[実施例10]
構成要素(C)を(C−1)と(E−1)の混合物とし、表1に示す比率とした以外は実施例1と同様に長繊維ペレットを得て、成形し、評価を行った。
【0088】
[実施例11]
構成要素(C)を(C−1)と(E−2)の混合物とし、表1に示す比率とした以外は実施例1と同様に長繊維ペレットを得て、成形し、評価を行った。
【0089】
[実施例12]
構成要素(C−1)と(E−2)の混合物を押出機のメインホッパーから供給し、次いで、その下流のサイドホッパーから(D−1)を供給し、バレル温度220℃で十分混練し、さらに下流の真空ベントより脱気を行い、(C−1)、(D−1)および(E−2)の混合物で被覆した炭素繊維からなる長繊維ペレットと(C−1)、(D−1)および(E−2)の混合物で被覆した金属繊維からなる長繊維ペレットを得た。
【0090】
次に得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−1)、(D−1)および(E−2)の混合物を表1に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。
【0091】
[実施例13]
構成要素(A)炭素繊維束と(B)金属繊維束を表1に示す比率になるように複合繊維束とし、を200℃に過熱しながら開繊させ、溶融させた分散剤(テルペン系樹脂)を複合繊維束100重量部に対して、5重量部付着するようギアポンプにて計量し、カーテンコーターにて塗布した。次いで、テルペン系樹脂の溶融温度より50℃高い温度に加熱した雰囲気中の複数のスクイーズバーを通過させることによりテルペン系樹脂を複合繊維束中に十分含浸させ、連続した複合繊維束とテルペン系樹脂との複合体を得た。
【0092】
次に構成要素(C)を押出機のホッパーに投入し、溶融混錬した状態で被覆ダイに押出すと同時に、前記の被覆した複合体を前記被覆ダイ中に連続して供給することにより、前記の複合体に被覆し、押出機の吐出量と複合体の供給量を調整し表1に示す比率になるように連続複合繊維強化樹脂ストランドを得た。
【0093】
その後、前記連続複合繊維強化樹脂ストランドを100℃以下まで冷却・固化させ、カッターを用いて6.0mm長に切断して芯鞘型の炭素繊維と金属繊維からなる長繊維ペレットを得た。
【0094】
次に得られた炭素繊維と金属繊維からなる長繊維ペレットを前記記載の射出成形機を用いて、実施例1と同様に成形し、評価を行った。
【0095】
[比較例1〜3]
得られた炭素繊維からなる長繊維ペレット、金属繊維からなる長繊維ペレットおよび(C−1)を、表2に示す比率になるようにドライブレンドした以外は実施例1と同様に成形し、評価を行った。本成形品の評価結果を表2に示す。比較例1は電磁波シールド性と電気導電性に劣り、また比較例2および3は力学特性に劣り、目視にて表面凹凸が観察され、外観も劣るものであった。
【0096】
[比較例4]
構成要素(A)および(B)をカートリッジカッターにて1/4インチにカットした。次に日本製鋼所(株)TEX−30α型2軸押出機(スクリュー直径30mm、L/D=32)を使用し、構成要素(C−1)をメインホッパーから供給し、次いで、その下流のサイドホッパーから上記でカットした(A)と(B)を供給し、バレル温度220℃、回転数150rpmで十分混練し、さらに下流の真空ベントより脱気を行った。供給は、重量フィーダーにより表2に示す比率になるように調整した。溶融樹脂をダイス口(直径5mm)から吐出し、得られたストランドを冷却後、カッターで切断して短繊維ペレットを得た。
【0097】
次に得られた短繊維ペレットを、実施例1と同様に成形し、評価を行った。本成形品の評価結果を表2に示す。
【0098】
比較例は電磁波シールド性、電気導電性、力学特性に劣り、また成形品にそりが生じ、外観も劣るものであった。
【0099】
[比較例5]
構成要素(C−2)をメインホッパーから供給し、バレル温度を260℃にした以外は比較例4と同様に成形し、評価を行った。比較例は電磁波シールド性、電気導電性、力学特性に劣り、また成形品にそりが生じ、外観も劣るものであった。
【0100】
本実施例は比較例1〜5に比べ電磁波シールド性、電気導電性、力学特性に優れるものであった。
【0101】
本実施例および比較例に用いた(A)炭素繊維は以下の通りである。
(A):直径7μ、炭素繊維(東レ社製“トレカ”T700SC)
同様に、(B)金属繊維は以下の通りである。
(B):直径12μ、金属繊維(日本精線株式会社製“NASLON FILAMENT YARN”)
同様に、(C)熱可塑性樹脂は以下の通りである。
(C−1):ポリプロピレン(プライムポリマー社製“プライムポリプロ”J137)
(C−2):ポリアミド(東レ社製“アミラン”CM3001 融点265℃)
(C−3):ポリカーボネート(出光興産社製“タフロン”A2200)
同様に、(D)導電性フィラーは以下の通りである。
(D−1):ファーネスブッラク(三菱化学社製“三菱カーボンブッラク”MA100)
同様に、(E)帯電防止剤は以下の通りである。
(E−1):高分子型帯電防止剤(三洋化成社製 ペレスタット300)
(E−1):イオン性液体(日本カーリット社製 CIL−313)
同様に、分散剤は以下の通りである。
軟化点150℃のテルペン系樹脂(ヤスハラケミカル社製“マイティエースG”150)。
【0102】
【表1】
【0103】
【表2】
【産業上の利用可能性】
【0104】
本発明の成形品は、電磁波シールド性と力学特性に優れた成形品を製造できる成形品であり、電気・電子機器、OA機器、家電機器または自動車の部品、内部部材および筐体などに好適に用いられる。
【符号の説明】
【0105】
1.試験片
2.電極
3.電流計
4.電圧計
【特許請求の範囲】
【請求項1】
(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
【請求項2】
前記成形材料が、(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレットである請求項1に記載の成形品。
【請求項3】
前期成形材料が、(C)熱可塑性樹脂100重量部に対して、(A)、(B)以外の(D)導電性フィラーを0.1〜10重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである請求項2に記載の成形品。
【請求項4】
前記(D)導電性フィラーが、カーボンブラック、カーボンナノチューブ、および気相成長炭素繊維から選ばれる少なくとも1種であることを特徴とする請求項3に記載の成形品。
【請求項5】
前期成形材料が、(C)熱可塑性樹脂100重量部に対して(E)帯電防止剤を1〜20重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである請求項2〜4のいずれかに記載の成形品。
【請求項6】
(E)帯電防止剤が高分子型帯電防止剤および/またはイオン性液体である請求項5記載の成形品。
【請求項7】
成形品が電気部品収納容器であることを特徴とする請求項1〜6のいずれかに記載の成形品。
【請求項8】
(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25の範囲の(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレット。
【請求項1】
(A)炭素繊維、(B)金属繊維および(C)熱可塑性樹脂を含む成形材料を成形してなる成形品であって、(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25であり、成形品における(A)炭素繊維の重量平均繊維長が0.3mmを越え、(A)炭素繊維の重量平均繊維長/(B)金属繊維の重量平均繊維長が1/2〜1/6であることを特徴とする成形品。
【請求項2】
前記成形材料が、(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレットである請求項1に記載の成形品。
【請求項3】
前期成形材料が、(C)熱可塑性樹脂100重量部に対して、(A)、(B)以外の(D)導電性フィラーを0.1〜10重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである請求項2に記載の成形品。
【請求項4】
前記(D)導電性フィラーが、カーボンブラック、カーボンナノチューブ、および気相成長炭素繊維から選ばれる少なくとも1種であることを特徴とする請求項3に記載の成形品。
【請求項5】
前期成形材料が、(C)熱可塑性樹脂100重量部に対して(E)帯電防止剤を1〜20重量部配合してなる熱可塑性樹脂組成物で被覆した長繊維ペレットである請求項2〜4のいずれかに記載の成形品。
【請求項6】
(E)帯電防止剤が高分子型帯電防止剤および/またはイオン性液体である請求項5記載の成形品。
【請求項7】
成形品が電気部品収納容器であることを特徴とする請求項1〜6のいずれかに記載の成形品。
【請求項8】
(A)炭素繊維と(B)金属繊維の重量比が(B)/(A)=1/5〜1/25の範囲の(A)炭素繊維および(B)金属繊維を(C)熱可塑性樹脂で被覆した長繊維ペレット。
【図1】

【公開番号】特開2012−229345(P2012−229345A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2011−98914(P2011−98914)
【出願日】平成23年4月27日(2011.4.27)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.レーザーディスク
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成23年4月27日(2011.4.27)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.レーザーディスク
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]