
成形性の優れた長繊維不織布およびその製造方法
【課題】取扱性を飛躍的に向上させ、優れた成形加工性、及び、成形品の保形性をも維持した優れた成形性に優れた不織布及びその製造方法を提供することにある。
【解決手段】ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない長繊維不織布。
【解決手段】ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない長繊維不織布。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、成形性に優れた長繊維不織布およびその製造方法に関する。更に詳しくは、優れた取扱性と優れた成形性を併せ持つ長繊維不織布およびその製造方法に関する。
【背景技術】
【0002】
汎用長繊維不織布としてポリエステル長繊維不織布が公知である。しかし、ポリエステル長繊維不織布は、高速紡糸による配向結晶化繊維を積層接合するため、伸度が低く、剛直なため、成形性に劣る問題があった。
長繊維不織布の成形性を向上させるため、配向結晶化させない繊維を用いる方法が提案されている(例えば、特許文献1参照)。この方法では、繊維伸度が高くなるので、成形加工性は向上する反面、低張力で伸びやすい不織布になるため取扱性が劣る問題がある。
【0003】
他方、高速紡糸の生産性向上方法として、高速紡糸でも配向結晶化を抑制して伸度を保つ方法として、ポリスチレン系ポリマー、ポリアクリレート系ポリマー、メチルペンテン系ポリマーのようなポリエステルに非相溶なポリマーを配合する方法が提案されている(例えば、特許文献2〜4参照)。これらの高伸度長繊維は、一旦巻き取られ、次いで延伸して繊維を利用する方法であり、不織布を連続して製造する方法は示唆されていない。
【0004】
上記方法を不織布製造に適用しようとした提案がされている(例えば、特許文献5参照)。即ち、上記ポリエステルに非相溶な樹脂を混合してポリエステルを複合繊維化して、4000〜9000m/分で紡糸した、縦及び横方向の伸度が70%以上の土木資材用高伸度不織布を得る方法であるが、不織布伸度が70%以上では、特許文献1と同様の低張力で伸びてしまい取扱性に劣る問題がある。
【0005】
以降も、高伸度繊維を得る方法が種々提案されている。
例えば、非相溶樹脂をブレンドしてノズルのL/Dを10〜20の範囲で紡糸することで、繊維断面の1/3〜2/3の部分に添加樹脂の分布を極大化させ、巻取り性を向上させる方法が提案されている(例えば、特許文献6参照)。しかし不織布としての取扱性向上に関する示唆は開示されていない。
また、分岐型ポリスチレン系樹脂を0.5〜5.0重量%添加して、3000〜8000m/分で紡糸する方法で、生産性を向上させる提案がされている(例えば、特許文献7参照)。しかし不織布の取扱性向上に関する示唆は開示されていない。
同様に、ポリエステルやナイロンなどのマトリックス成分に非相溶な樹脂を0.05〜5重量%添加する樹脂からなる繊維を2500m/分以上で製造することで、生産性を向上させる方法が提案されている(例えば、特許文献8参照)。しかして、前記提案の文献と同様に、不織布の取扱性向上に関する示唆は示されていない。
特許文献6の分割特許として、紡糸条件を限定した高伸度繊維の製造方法が特許文献9で提案されているが、特許文献6と同様に、不織布の取扱性向上に関する示唆は開示されていない。
【0006】
上述の配向結晶化抑制技術を応用したリン系難燃剤を含有するポリエステルに、ポリスチレン樹脂を0.1〜8重量%添加し、3000〜8000m/分で牽引する方法による、耐火被覆材の表面材及び、モジュラス低下率20〜50%で、伸度30〜70%の不織布が提案されている(例えば、特許文献10参照)。しかして、不織布は30〜70%の中伸度に限定されているが、好ましい範囲は4000〜6000m/分であり、特許文献5の複合形態がブレンド複合の場合は同一条件になり、難燃剤を含有し、160〜230℃でエンボス加工されることが異なるのみの製造方法である。高伸度繊維をエンボス加工のみで中伸度の不織布とする方法と理由はなんら開示されていない。しかし、不織布は低モジュラス化しており、取扱性が劣る問題は特許文献5と同様に解決されてはいない。
高伸度ポリエステル長繊維を用いる不織布の製造方法は提案されているが、取扱性を同時に満足できる不織布を得る課題は未だ解決されていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平8−19614号公報
【特許文献2】特開昭56−91013号公報
【特許文献3】特開昭57−47912号公報
【特許文献4】特許第3376744号公報
【特許文献5】特許第3674302号公報
【特許文献6】特許第3769379号公報
【特許文献7】特許第3918366号公報
【特許文献8】特表2003−534464号公報
【特許文献9】特開2005−314863号公報
【特許文献10】特開2008−214766号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる従来技術の課題を背景になされたものである。すなわち、本発明の目的は、取扱性を飛躍的に向上させ、優れた成形加工性、及び、成形品の保形性をも保持した、成形性に優れた不織布及びその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは鋭意検討した結果、ポリエステル(A成分)に、特定の熱可塑性樹脂(B成分)を選択の上、添加して、細化挙動を調整することにより、熱可塑性樹脂(B成分)を添加しなかった不織布に比べ、常温雰囲気中の縦方向の目付当りの屈曲点荷重を高くできて、同時に伸度も高くできることを知見し、以下に示す手段により、上記課題を解決できることを見出し、本発明に到達した。
すなわち、本発明は、以下の構成からなる。
【0010】
(1)ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない長繊維不織布。
【0011】
(2)ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を含有するポリエステルよりなる繊度が0.5〜5dtexの長繊維で構成され、エンボス加工による圧着面積率が10〜25%である不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.2〜2.0(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.15〜0.70(N/50mm)/(g/m2)であり、180℃の乾熱収縮率が5%以下である交絡処理していない長繊維不織布。
【0012】
(3)ポリエステル(A成分)がポリエチレンテレフタレートであり、熱可塑性樹脂(B成分)が、熱可塑性ポリスチレン系共重合体である(1)または(2)に記載の長繊維不織布。
【0013】
(4)熱可塑性樹脂(B成分)がスチレン・メタクリル酸メチル・無水マレイン酸共重合体またはスチレン・マレイン酸共重合体である(1)〜(3)のいずれかに記載の長繊維不織布。
【0014】
(5)同一紡糸速度で製造された、熱可塑性樹脂(B成分)を無添加の不織布と、熱可塑性樹脂(B成分)を添加した不織布との、常温雰囲気中の縦方向での目付当りの屈曲点荷重の比が、0.8〜1.6である(1)〜(4)のいずれかに記載の長繊維不織布。
【0015】
(6)ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を混合した樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブに、圧着面積率10〜25%のエンボス加工を施す長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【0016】
(7)ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を混合した樹脂であり、ポリエステル(A成分)がポリエチレンテレフタレートである樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブを、80〜130℃で予備圧縮を行い、次いで、100〜230℃にて圧着面積率10〜25%のエンボス加工を施す(6)に記載の長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【発明の効果】
【0017】
本発明により、常温雰囲気での屈曲点荷重を熱可塑性樹脂(B成分)を無添加の不織布より高くして、又は同等にして、同時に高い伸度をも付与した、実質的に熱可塑性樹脂(B成分)を無添加の不織布より破断までの仕事量(リキ)を飛躍的に向上させて、取扱による伸び変形が起こり難く取扱性に優れ、高温下では低モジュラスを示し成形性に優れ、成形品は保形性にも優れた、取扱性、成形性、保形性を同時に満たす、成形性の優れた長繊維不織布、及びその製造法を提供することができる。
【図面の簡単な説明】
【0018】
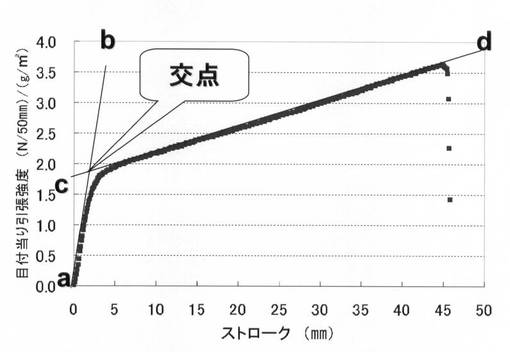
【図1】常温雰囲気中のSS曲線における屈曲点荷重の求め方を示した図である。初期立上り部分の接線:abと降伏後の接線:cdの交点での荷重を屈曲点荷重とする。
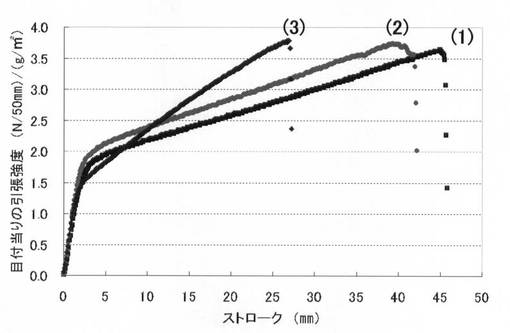
【図2】常温雰囲気中のSS曲線を示した図である。図中の(1)は実施例1、(2)は実施例2、(3)は比較例1を示す。
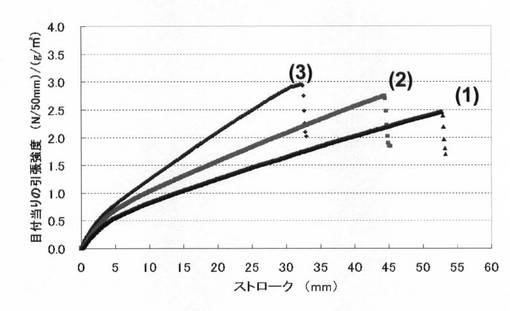
【図3】120℃雰囲気中のSS曲線を示した図である。図中の(1)は実施例1、(2)は実施例2、(3)は比較例1を示す。
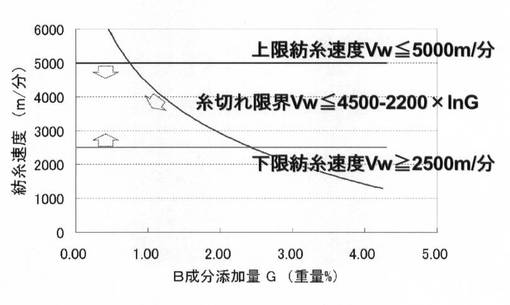
【図4】熱可塑性樹脂(B成分)添加量と適正紡糸速度の関係を示した図である。上限紡糸速度:5000m/分、下限紡糸速度:2500m/分の間では、糸切れ限界紡糸速度(Vw)≦4500−2200×lnG以下で紡糸を行う範囲を示す。
【発明を実施するための形態】
【0019】
以下、本発明を詳述する。
本発明は、ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が50〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない成形性の優れた長繊維不織布である。
【0020】
本発明におけるポリエステル(A成分)とは、融点が220℃以上のポリエステル樹脂をいい、好ましいポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリシクロヘキサンジメチルテレフタレート(PCHT)などが例示できる。本発明のA成分は、共重合ポリエステルでは、オリゴマーがホモポリエステルに比べて多くなるので、ホモポリエステルを95モル%以上含有させることで、耐熱性、耐久性が保持できるので好ましく、最も好ましくは汎用性の高いポリエチレンテレフタレート99モル%以上である。本発明では、特性を低下させない範囲で、必要に応じて、抗酸化剤、耐光剤、着色剤、抗菌剤、難燃剤などの改質剤を添加できる。
【0021】
本発明のポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)とは、ポリエステルと相溶性を有しないで、ポリエステル中で島成分として独立に存在する特性を有し、海成分であるポリエステルのガラス転移点温度より少なくとも40℃は高いガラス転移点温度とすることで、B成分が紡糸張力を受けてポリエステルの配向結晶化を抑制する効果を発揮する機能を保持する熱可塑性樹脂でありたとえば、ポリスチレン系樹脂(ポリスチレンを除く)、ポリアクリレート系樹脂、メチルペンテン系樹脂及びそれらの共重合体樹脂などがあげられる。ガラス転移点温度が115℃未満では、B成分を添加しなかった不織布より、常温雰囲気での縦方向の屈曲点荷重を高くすることができないので、取り扱い性が劣り好ましくない。B成分のガラス転移点温度が160℃を超えると、添加量を増やすと糸切れが多発するので好ましくない。
【0022】
本発明での好ましいB成分のガラス転移点温度は、120〜155℃、ポリエチレンテレフタレートを用いる場合のより好ましいガラス転移点温度は、120〜130℃である。この範囲のガラス転移点温度を有するB成分を添加して得られる不織布の常温雰囲気での縦方向の屈曲点荷重は無添加のものより高くできる。理由は明確ではないが、類推するに、溶融状態の細化変形はB成分のガラス転移点温度が高いほど、B成分の固化はノズル面から短い距離で早く終了するが、B成分が固化した状態でも細化が更に進み、実質的にポリエチレンテレフタレートが固化するまで細化完了点が遅延される状態になるのではないかと推測される。この間でのB成分は、著しく大きい伸張荷重を集中的に受けて、わずかに伸張され、又は、及び、伸張がほとんどない状態で大きい伸張歪を内在させることになり、実質的にB成分が高い内在歪を持つ成分として機能し、内在歪を十分緩和させない条件で不織布化すると、不織布圧着部分で作用して、高い屈曲点荷重をしめすのではないかと類推される。実質的に紡糸張力が低くなると効果が低減し、B成分のガラス転移点温度が低いと効果が低減する傾向を示すので、何らかの関与が類推される。
【0023】
本発明における好ましいB成分としては、スチレンーアクリレート系共重合樹脂が好ましく、PETを用いる場合、ガラス転移点温度が122℃のスチレン−メタクリル酸メチル−無水マレイン酸共重合体樹脂(市販品では、例えば、Rohm GmbH&Co.KGのPLEXIGLAS hw55)が少量の添加量で配向結晶化を抑制し、伸張時に高い屈曲点荷重を示す効果が大きいので特に好ましい。
【0024】
本発明では、B成分は、不織布を構成する樹脂に対し、0.05〜3.0重量%添加する必要がある。添加量が0.05重量%未満では、配向制御による不織布の屈曲点荷重を高くできなくなり、更には、配向結晶化抑制効果が少なくなり、好ましくない。添加量が3.0重量%を超えて添加すると、紡速が2500m/分を超えると、糸切れが激しくなり、低紡速では、屈曲点荷重が低くなり取扱性が劣るので好ましくない。本発明での好ましい添加量は0.08重量%〜2.0重量%であり、より好ましくは0.1〜1.5重量%である。
【0025】
本発明の不織布は長繊維不織布である。短繊維不織布では、屈曲点荷重が低くなり、取り扱い性が劣るので好ましくない。更には、ダストの発生による汚染が問題になるので好ましくない。
【0026】
本発明では、B成分を添加しない不織布より高い屈曲点荷重又は同等の屈曲点荷重を維持する必要から、絡合処理しない長繊維不織布に限定される。長繊維不織布としては、スパンボンド不織布、長繊維トウ不織布などがあげられるが、本発明では、スパンボンド不織布が高速紡糸により、高い生産性を維持して、上述の特性付与制御が容易なことから特に好ましい。
【0027】
本発明における常温雰囲気での縦方向における不織布の伸度は35〜70%である。縦方向の伸度が35%未満では、120〜150℃での加圧成形による成形体の形状形成性が劣り、高温でも加圧成形時間を短縮し難い問題があり好ましくない。縦方向の伸度が70%を越えると、屈曲点荷重が低くなりやすく、取扱性も低下するので好ましくない。本発明での好ましい縦方向の伸度は38〜70%であり、より好ましくは、40〜70%である。なお、本発明では、取扱性は主として、不織布の巻返しや巻取りが縦方向の伸張荷重を受けるので、力学特性は特に縦方向の伸度と伸張荷重曲線での屈曲点荷重に限定している。したがって本発明では横方向の伸度は特には限定されないが、好ましくは縦方向と同じ伸度、即ち、35〜70%が良好な取扱性が得られるので望ましい。
【0028】
本発明の常温雰囲気での伸張荷重曲線での屈曲点荷重は、B成分を添加しない不織布より高い屈曲点荷重又は同等の屈曲点荷重を維持する必要から目付当り1.0〜2.2(N/50mm)/(g/m2)である。目付当りの屈曲点荷重が1.0(N/50mm)/(g/m2)未満では、低荷重で伸び易くなり取扱性が劣るので好ましくない。目付当りの屈曲点荷重が2.2(N/50mm)/(g/m2)を越えるには、圧着面積を高くしたカレンダー加工によるフィルム化をする必要があり、不織布風合いを持つ厚みを有する成形体を得難くなり、加熱成形性も劣る場合があるので好ましくない。本発明の好ましい目付当りの屈曲点荷重は1.1〜2.1(N/50mm)/(g/m2)であり、より好ましくは、1.2〜2.0(N/50mm)/(g/m2)である。本発明では、常温雰囲気での横方向の伸張荷重曲線の屈曲点荷重は、特には限定されないが、伸度と同じ理由で、目付当り1.0〜2.2(N/50mm)/(g/m2)が望ましい。なお、本発明における、B成分を添加しない不織布より高い屈曲点荷重又は同等の屈曲点荷重を維持するとは、同一紡糸速度で製造された、B成分を無添加の不織布とB成分添加不織布との常温雰囲気中の縦方向での目付当りの屈曲点荷重の比が、0.8〜1.6であることをいう。0.8未満では、取扱性が劣る場合があり好ましくない。1.6を超える不織布とするには、厚みのある不織布風合いを失うので好ましくない。本発明の好ましい目付当りの屈曲点荷重の比は0.85〜1.55であり、より好ましくは0.9〜1.5である。
【0029】
本発明における120℃雰囲気での縦方向の伸度は40〜100%である。縦方向の伸度が40%未満では、成形加工での形状追随性が劣り好ましくない。100%を越えると成形加工時に伸び易くなり、厚み斑を生じるので好ましくない。本発明での好ましい120℃雰囲気での縦方向の伸度は45〜95%、より好ましく50〜90%である。本発明では120℃雰囲気での横方向の伸度は特には限定されないが、好ましくは縦方向と同じ伸度、即ち、40〜100%が良好な成形性が得られるので望ましい。
【0030】
本発明での120℃における伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である。目付当り0.05(N/50mm)/(g/m2)未満では、成形時に成形斑を生じ易いので好ましくない。目付当り0.80(N/50mm)/(g/m2)を越えると成形型への形状追随性が悪くなり、成形形状がシャープに仕上がり難くなるので好ましくない。本発明での好ましい屈曲点荷重は、目付当り0.1〜0.75(N/50mm)/(g/m2)であり、より好ましくは、目付当り0.15〜0.70(N/50mm)/(g/m2)である。本発明では、横方向の120℃における伸張荷重曲線での屈曲点荷重は、特には限定されないが、成形性が良好な目付当り0.05〜0.80(N/50mm)/(g/m2)が望ましい。
【0031】
本発明の不織布は、交絡処理していないことを特徴とする成形性の優れた長繊維不織布である。本発明での交絡処理とは、ニードルパンチ交絡処理、水流交絡処理などの交絡処理をいう。交絡処理を行うと、長繊維を用いても交絡点での繊維の固定が不完全になり屈曲点荷重が低くなり、取り扱い性が劣るので好ましくない。更には、繊維が切断され、ダストの原因を生じるので好ましくない。本発明では、高い屈曲点荷重を保持するため、交絡処理しない不織布に限定される。本発明でいう交絡処理しない不織布とは、エンボス加工、カレンダー加工などの圧着加工で不織布を固定された不織布を言う。本発明では、交絡処理されていない不織布であれば特には限定されないが、圧着面積が全面に及ぶとフィルム化してしまうので、成形加工性が低下するので問題がでる場合がある。フィルム化させない圧着方法として、エンボス加工が望ましい。本発明のエンボス加工文様は、特には制限されないが、好ましくは、横楕円ドットや織目柄などが挙げられる。
【0032】
本発明では、不織布を構成する長繊維の繊度は特には限定されないが、被覆性と剛軟性を維持できる0.5〜5dtexが好ましい。より好ましくは1〜5dtexである。
【0033】
本発明における不織布の180℃雰囲気下、10分間における乾熱収縮率は5%以下である。5%を超えると成形加工時、収縮によりシワが顕著に発生する問題があり好ましくない。本発明でのより好ましい乾熱収縮率は4%以下であり、特に好ましくは3.5%以下である。
【0034】
以下に、本発明の製造方法の一例を示す。なお、この開示で、本発明が限定されるものではない。
本発明の好ましいA成分としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどがあり、各樹脂のガラス転移点温度により、用いるB成分を選択する必要がある。即ち、B成分の固化温度(ガラス転移点温度)とA成分の固化温度(ガラス転移点温度)との組合せによる細化プロフィルにおける紡糸張力のバランスを調整して、常温雰囲気中の縦方向での目付当りの屈曲点荷重が最も高くなるA成分とB成分との組合せ、及び、紡糸温度と紡糸速度を設定するのが望ましい。
【0035】
ポリエチレンテレフタレートやポリブチレンテレフタレートの場合は、B成分をガラス転移点温度が110℃のスチレンでは、本発明の目的である同一紡糸速度での無添加の不織布より目付当りの屈曲点荷重を高くすることができないので好ましくない。本発明では、B成分として、スチレン・メタクリル酸メチル・無水マレイン酸(ガラス転移点温度122℃:市販品では、例えば、Rohm GmbH&Co.KGのPLEXIGLAS hw55など)が好ましく、ポリエチレンナフタレートでは、B成分はスチレン・無水マレイン酸共重合体(ガラス転移点温度155℃:市販品では、例えば、SARTOMER Company Inc.のSMA1000など)を用いるのが好ましい。スチレン系のB成分は、熱分解するとスチレンラジカルを発生し、分岐を生じると糸切れなどの問題を起こすので、できるだけ熱分解を抑制できる紡糸温度で紡糸できる組合せにして、分岐を起こさないようにするのが好ましい。
【0036】
最も好ましい、ポリエチレンテレフタレートを用いる製造法について以下に述べる。
A成分として固有粘度0.65のポリエチレンテレフタレート99部とB成分としてスチレン・メタクリル酸メチル・無水マレイン酸共重合体1部(例えば、PLEXIGLAS hw55)を乾燥機でブレンド乾燥し、次いで、通常の溶融紡糸機にて、紡糸ノズルは管長(L)と管径(D)の比(L/D)が1〜5のオリフィスを持つノズルを用いて、紡糸温度282℃にて紡糸する。紡糸ノズルのL/Dが、1未満では、バラス効果が大きくなりやすく高速紡糸では糸切れが発生しやすくなる。L/Dが5を越えると剪断力でA成分とB成分が分離しやすくなるので、配向結晶化抑制効果が繊維断面内で均質になりにくい問題がある。本発明では、繊維断面内で均質にA成分中にB成分が分散できるL/Dは、2〜4が好ましく、より好ましくは3である。吐出量は所望の繊度を得るために、設定牽引速度に応じて設定する。例えば、2dtexの繊維を得たい場合、牽引による紡糸速度を4500m/分に設定する時は、単孔吐出量を0.9g/分にて吐出する。
紡糸された吐出糸条はノズル直下〜10cm下で冷却風により冷却されつつ、下方に設置された牽引ジェットにて牽引細化されて固化する。A成分が固化する前にB成分が固化しても細化は完了しないと推測され、変形可能なA成分は更に伸張されるが、A成分の配向度は高くならないで伸張固化して、伸度の高い所望の繊度の繊維を得ることができる。
【0037】
本発明では、糸切れしない不織布を製造する必要から、牽引による紡糸速度(Vw:m/分)が2500m/分〜5000m/分の範囲において、紡糸速度(Vw:m/分)とB成分添加量(G:重量%)との関係が下記式(式1)の関係を満足する紡糸速度で紡糸することで、糸切れのない本発明の成形性に優れた長繊維不織布を得ることができる。2500m/分未満では、屈曲点が高くならないので好ましくない。
Vw(m/分)≦4500−2200×lnG(重量%)・・・式1
例えば、B成分添加量1重量%では、Vw≦4500m/分となり、4500m/分以下の紡糸速度で糸切れしないで紡糸できる。本発明での好ましい紡糸速度範囲は、式2の範囲であり、より好ましくは、式3の範囲である。
Vw(m/分)≦{4500−2200×lnG(重量%)}×0.95・・・式2
Vw(m/分)≦{4500−2200×lnG(重量%)}×0.90・・・式3
【0038】
牽引紡糸された長繊維は、下方に設置された吸引ネットコンベア上に振落されてウエッブ化される。連続して、ウエッブはバラケないように100〜130℃にて予備圧着されてハンドリング性を確保される。次いで巻き取られ、又は、連続して、エンボス加工される。本発明では、圧着面積率10〜25%が好ましいので、用いるエンボスローラーのエンボス文様は、圧着面積となる凸部面積が8〜23%に設定した文様を用いるのが好ましい。本発明でのエンボス加工温度は、素材と目付、加工速度、線圧により好ましい温度は異なる。120℃〜230℃の範囲で、最大伸度が得られるエンボス温度に設定する必要がある。例えば、A成分をポリエチレンテレフタレート、B成分をスチレン・メタクリル酸メチル・無水マレイン酸共重合体1部の組成で、目付が50g/m2の不織布では、横楕円凸型エンボスを線圧490N/cm(50kgf/cm)で行う場合、200〜220℃が好ましく、より好ましくは210℃である。このような条件では、横楕円ドットで圧着面積15%の最も好ましい成形性に優れた長繊維不織布が得られ、同一紡糸速度で得たB成分が無添加の最大強力で最大伸度を得られるエンボス加工条件で得た不織布より、高い屈曲点荷重の不織布(屈曲点荷重比:1.36)が得られる。
【0039】
なお、本発明の成形性に優れた長繊維不織布は、必要に応じて、片面を印刷加工、又はラミネート加工することができる。印刷加工がグラビア印刷、フレキソ印刷、オフセットのいずれかの印刷機を用いて表面全面に施されていることが好ましい。印刷加工に使用されるインキは、ポリエステル系樹脂やポリウレタン系樹脂をバインダーとするものがポリエステル不織布との接着性の点で好ましい。印刷加工の厚みは全面に20μm以上が好ましく、より好ましくは30μm以上である。印刷加工の代わりに、Tダイフィルム押出し機などを使用して、フィルムの押出ラミネート加工をしてもよい。フィルムとしては、好ましくはポリプロピレンフィルム、PBT或いはPTTフィルムであり、より好ましくはPBT或いはPTTフィルムである。押出ラミネートフィルムの厚みは、10〜100μm程度が好ましい。押出ラミネート加工は、両面に施されてもよい。
【0040】
かくして得られた取扱性と成形性及び保形性を同時に満たし、表面がフラットで印刷性にも優れる、成形性に優れた長繊維不織布は、車両用の天井材、インシュレーター表皮材、バネ受け材や、通気性が必要な食品容器や薬剤容器などに特に適した成形材料を提供できる。
【実施例】
【0041】
以下に実施例を示して本発明を具体的に説明するが、本発明は実施例に限定されるものではない。
なお、本発明における実施例で記載する評価は以下の方法による。
【0042】
1.熱可塑性樹脂成分のガラス転移点温度及び融点
各熱可塑性樹脂のサンプル5mgを採取し、示差走査型熱量計(TA instruments社製Q100)にて、窒素雰囲気下で20℃から10℃/分にて290℃まで昇温させたときの発熱ピーク位置の温度をガラス転移点温度、吸熱ピーク位置の温度を融点として評価した。
【0043】
2.不織布の目付:Ms(g/m2)
JIS L−1906 5.2(2000)に準じて単位面積あたりの質量(Ms)を測定した。
【0044】
3.不織布の圧着面積率:P(%)
任意の20箇所で30mm角に裁断し、SEMにて50倍の写真を撮る。撮影写真をA3サイズに印刷して圧着単位面積を切り抜き、面積(S0)を求める。次いで圧着単位面積内において圧着部のみを切り抜き圧着部面積(Sp)を求め、圧着面積率(P)を算出する。その圧着面積率P 20点の平均値を求めた。
P=Sp/S0 (n=20)
【0045】
4.不織布の縦方向の伸度
幅50mm、縦方向の測定長さ200mmのサンプルを、JIS L−1906 5.3.1(2000)に準拠して測定した引張り強さと伸び率の破断までの曲線(SS曲線)を測定して、グラフより、破断時の伸び率の平均値を縦方向の伸度として求める。なお、測定温度は常温(22℃)雰囲気と、120℃の条件では、東洋ボールドウイン社製の引張り試験用恒温槽TKC−R3型にて120℃雰囲気として測定した。
【0046】
5.不織布の縦方向の目付あたりの屈曲点荷重:Ws((N/50mm)/(g/m2))
4.で測定したSS曲線の初期立ち上がり部分の接線と降伏点を越えた部分の接線の交点の位置の荷重(Wi)を読み取り、平均値(Wa)を求め、目付(Ms)で徐した値を、目付あたりの屈曲点荷重(Ws)とする。
Wa=(1/n)Σ(Wi) (N/50mm)
Ws=Wa/Ms (N/50mm)/(g/m2)
【0047】
6.同一紡糸速度で製造された、B成分を無添加の不織布とB成分添加不織布との常温雰囲気中の縦方向での目付当りの屈曲点荷重の比
B成分添加条件と同一紡糸速度、繊度、目付、同一エンボス文様、同一線圧で製造したウエッブを最大引張り強さと伸び率となるエンボス条件(最適加熱温度)でエンボス加工して得た不織布の常温雰囲気での屈曲点荷重(Ws0)とB成分を添加して得た同一紡糸速度、繊度、目付、同一エンボス文様、同一線圧で製造したウエッブを最大引張り強さと伸び率となるエンボス条件(最適加熱温度)でエンボス加工して得た不織布の常温雰囲気での屈曲点荷重(Wss)の比(WR)を言い、下記式で求める。
WR=Wss/Ws0
【0048】
7.不織布の取扱性
幅50mm、縦方向の測定長さ200mmのサンプルに200mm間に印を記して、JIS L−1906 5.3.1(2000)に準拠した条件で、常温雰囲気中において、目付当り荷重1.0(N/50mm)の荷重まで伸張後、直ちに徐重して回復させ、サンプルを10分放置した後の伸張率を測定して(n=5の平均値)、伸張変形していないもの:◎、伸張変形5%未満:○、伸張変形10%未満:△、伸張変形10%を越える:×で評価した。なお、○までが取扱性がよいとした。
【0049】
8.不織布の成形性
三和興業社製真空圧空成形機TVP−33型にて、金型 温度150℃で、吸引せずに不織布を加熱して、上部開口直径4cm、底部直径4cm、深さ5cmの円筒型成形体を得た。得られた成形体について、不織布の浮き、破れ、金型追随性を目視観察で以下の評価をした。
金型追随性に優れ、浮き、破れが認められない:○、金型追随性が劣る:△、浮き、破れが認められる:×。
【0050】
9.成形品の形態保持性
8.で作成した成形品に荷重500gを載せて、変形状態を目視観察して、以下の評価をした。
型崩れしない:◎、少し変形するが徐重すると戻る:○、かなり変形し、除重しても元に戻らない:△、つぶれて、除重してもそのまま:×
【0051】
<実施例1>
固有粘度0.65のポリエチレンテレフタレート(PET)99重量%とRohm GmbH&Co.KGのPLEXIGLAS hw55(hw55)を1.0重量%を混合乾燥し、ノズルオリフィスはL/D3.0のノズルを用い、紡糸温度285℃、単孔吐出量1.12g/分にて溶融紡糸し、紡糸速度4500m/分にて引取り、ネットコンベア上に振落してウエッブを得た。連続して、ネット上で100℃の予備圧着ローラーにて押さえ処理を行い単糸繊度2.5dtexの長繊維からなるウエッブを得た。次いで、圧着面積率18%の横楕円エンボスローラーにて、最適加熱温度として210℃にて、線圧490N/cm(50kgf/cm)にてエンボス加工して、目付50g/m2の不織布を得た。
得られた不織布の評価結果を表1に示す。
本発明の要件を満たす実施例1の不織布は、常温雰囲気の屈曲点荷重及び伸度とも、無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0052】
<実施例2>
PET99.5重量%、Rohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を0.5重量%し、エンボス加工温度を220℃とした以外、実施例1と同様にして得られた不織布の評価結果を表1に示す。
本発明の要件を満たす実施例2の不織布は、常温雰囲気の屈曲点荷重及び伸度とも、無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0053】
<比較例1>
PET100重量%とし、紡糸温度285℃、エンボス加工温度を230℃とした以外、実施例1と同様にして得られたウエッブ及び不織布の評価結果を表1に示す。
比較例1は、B成分を含有していないため、成形性、保形性が劣る問題がある不織布であった。
【0054】
<比較例2>
B成分として分子量250000のスチレン(PS)を1重量%添加し、リン系難燃剤として、アデカスタブPFRを5重量%添加して、常法により混練ペレタイズした樹脂を用い、エンボス加工温度を130℃とした以外、比較例1と同様にして得た不織布の評価結果を表1に示す。
比較例2は、紡糸では糸切れがあり(スチレンの熱分解による分岐の生成と類推される)、不織布は本発明の要件を満たさず、耐久性は許容できるが、取扱性が悪く、収縮による成形時の問題も発生するなど、取扱性が悪い不織布であった。
【0055】
<比較例3>
PET96重量%、Rohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を4重量%とした以外、実施例1と同様の紡糸条件では糸切れが顕著でウエッブが得られない。単孔吐出量を0.5g/分、紡糸速度を2000m/分に下げても糸切れが発生するので、ウエッブ作成を断念した。
比較例3は、紡糸速度2000m/分でも糸切れが顕著で、長繊維ウエッブを得られなかったので、後加工を実施しなかった。
【0056】
<比較例4>
実施例2と同様にして作成したウエッブを、ペネ60でニードルパンチ加工して得た不織布の評価結果を表1に示す。
比較例4は交絡処理をしているため、常温雰囲気中の屈曲点荷重が低くなるため、取扱性がやや劣り、嵩高なため、成形性、保形性に問題がある不織布であった。
【0057】
<比較例5>
エンボスローラーの圧着面積率を50%の格子柄とし、線圧343N/cm(35kgf/cm)とした以外、実施例2と同様にして得た不織布の評価結果を表1に示す。
比較例5は、圧着面積率を高くしすぎて、常温雰囲気中の伸度が低く、成形性にやや問題がある不織布である。
【0058】
<比較例6>
B成分としてRohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を0.02重量%添加した以外、比較例2と同様にして得た不織布の評価結果を表1に示す。
比較例6はB成分の添加量が少なく、効果が全く認められない、成形性の劣る不織布であった。
【0059】
<実施例3>
固有粘度0.65のポリエチレンテレフタレート(PET)99重量%とRohm GmbH&Co.KGのPLEXIGLAS hw55(hw55)を1.0重量%を混合乾燥し、ノズルオリフィスはL/D3.0のノズルを用い、紡糸温度285℃、単孔吐出量0.88g/分にて常法により溶融紡糸し、紡糸速度3500m/分にて引取り、ネットコンベア上に振落してウエッブを得た。連続して、ネット上で100℃の予備圧着ローラーにて押さえ処理を行い単糸繊度2.5dtexの長繊維からなるウエッブを得た。次いで、圧着面積率18%の横楕円エンボスローラーにて、最適温度140℃、線圧343N/cm(30kgf/cm)にてエンボス加工して、目付50g/m2の不織布を得た。
得られた不織布の評価結果を表1に示す。
本発明の要件を満たす実施例1の不織布は、常温雰囲気の屈曲点荷重は無添加と同等で、常温雰囲気での伸度は無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0060】
<実施例4>
PET99.5重量%、Rohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を0.5重量%し、最適エンボス加工温度を170℃とした以外、実施例3と同様にして得られたウエッブ及び不織布の評価結果を表1に示す。
本発明の要件を満たす実施例4の不織布は、常温雰囲気の屈曲点荷重は無添加と同等で、常温雰囲気での伸度は無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0061】
<比較例7>
B成分を無添加とし、紡糸温度285℃、エンボス加工温度を230℃とした以外、実施例3と同様にして得た不織布の評価結果を表1に示す。
比較例7は、B成分を添加していないため、取扱性は良好だが、成形性、保形性ともやや劣る不織布であった。
【0062】
<比較例8>
B成分を2重量%、単孔吐出量を0.48g/分とし、紡糸速度を1900m/分、エンボス加工温度100℃とした以外、実施例3と同様にして得られたウエッブ及び不織布の評価結果を表1に示す。
比較例8は、本発明の要件を外れる常温雰囲気中の伸度が高く、屈曲点荷重が低くなるため、取扱性に問題があり、収縮による加工性の問題も残る不織布である。
【0063】
【表1】

【産業上の利用可能性】
【0064】
本発明により、常温雰囲気での屈曲点荷重をB成分を無添加の不織布より高くして、または同等にして、同時に高い伸度をも付与した、実質的にB成分を無添加の不織布より破断までの仕事量(リキ)を飛躍的に向上させて、優れた取扱性をもたせ、120℃雰囲気中での伸度を高くして屈曲点荷重を低くすることで、優れた成形性をもたせ、成形品は常温での屈曲点荷重が高くなるので優れた保形性を持てるので、取扱性、成型性及び保形性を同時に満たし、表面がフラットで印刷性にも優れる、成形性に優れた不織布及び、その製造方法を提供することができる。本発明の成形性に優れた長繊維不織布は、車両用の天井材、インシュレーター表皮材、バネ受け材や、通気性が必要な食品容器や薬剤容器などに特に適しており、これら用途に展開されることで生産性と品質の向上をもたらし、産業界に大きく寄与することが期待される。
【技術分野】
【0001】
本発明は、成形性に優れた長繊維不織布およびその製造方法に関する。更に詳しくは、優れた取扱性と優れた成形性を併せ持つ長繊維不織布およびその製造方法に関する。
【背景技術】
【0002】
汎用長繊維不織布としてポリエステル長繊維不織布が公知である。しかし、ポリエステル長繊維不織布は、高速紡糸による配向結晶化繊維を積層接合するため、伸度が低く、剛直なため、成形性に劣る問題があった。
長繊維不織布の成形性を向上させるため、配向結晶化させない繊維を用いる方法が提案されている(例えば、特許文献1参照)。この方法では、繊維伸度が高くなるので、成形加工性は向上する反面、低張力で伸びやすい不織布になるため取扱性が劣る問題がある。
【0003】
他方、高速紡糸の生産性向上方法として、高速紡糸でも配向結晶化を抑制して伸度を保つ方法として、ポリスチレン系ポリマー、ポリアクリレート系ポリマー、メチルペンテン系ポリマーのようなポリエステルに非相溶なポリマーを配合する方法が提案されている(例えば、特許文献2〜4参照)。これらの高伸度長繊維は、一旦巻き取られ、次いで延伸して繊維を利用する方法であり、不織布を連続して製造する方法は示唆されていない。
【0004】
上記方法を不織布製造に適用しようとした提案がされている(例えば、特許文献5参照)。即ち、上記ポリエステルに非相溶な樹脂を混合してポリエステルを複合繊維化して、4000〜9000m/分で紡糸した、縦及び横方向の伸度が70%以上の土木資材用高伸度不織布を得る方法であるが、不織布伸度が70%以上では、特許文献1と同様の低張力で伸びてしまい取扱性に劣る問題がある。
【0005】
以降も、高伸度繊維を得る方法が種々提案されている。
例えば、非相溶樹脂をブレンドしてノズルのL/Dを10〜20の範囲で紡糸することで、繊維断面の1/3〜2/3の部分に添加樹脂の分布を極大化させ、巻取り性を向上させる方法が提案されている(例えば、特許文献6参照)。しかし不織布としての取扱性向上に関する示唆は開示されていない。
また、分岐型ポリスチレン系樹脂を0.5〜5.0重量%添加して、3000〜8000m/分で紡糸する方法で、生産性を向上させる提案がされている(例えば、特許文献7参照)。しかし不織布の取扱性向上に関する示唆は開示されていない。
同様に、ポリエステルやナイロンなどのマトリックス成分に非相溶な樹脂を0.05〜5重量%添加する樹脂からなる繊維を2500m/分以上で製造することで、生産性を向上させる方法が提案されている(例えば、特許文献8参照)。しかして、前記提案の文献と同様に、不織布の取扱性向上に関する示唆は示されていない。
特許文献6の分割特許として、紡糸条件を限定した高伸度繊維の製造方法が特許文献9で提案されているが、特許文献6と同様に、不織布の取扱性向上に関する示唆は開示されていない。
【0006】
上述の配向結晶化抑制技術を応用したリン系難燃剤を含有するポリエステルに、ポリスチレン樹脂を0.1〜8重量%添加し、3000〜8000m/分で牽引する方法による、耐火被覆材の表面材及び、モジュラス低下率20〜50%で、伸度30〜70%の不織布が提案されている(例えば、特許文献10参照)。しかして、不織布は30〜70%の中伸度に限定されているが、好ましい範囲は4000〜6000m/分であり、特許文献5の複合形態がブレンド複合の場合は同一条件になり、難燃剤を含有し、160〜230℃でエンボス加工されることが異なるのみの製造方法である。高伸度繊維をエンボス加工のみで中伸度の不織布とする方法と理由はなんら開示されていない。しかし、不織布は低モジュラス化しており、取扱性が劣る問題は特許文献5と同様に解決されてはいない。
高伸度ポリエステル長繊維を用いる不織布の製造方法は提案されているが、取扱性を同時に満足できる不織布を得る課題は未だ解決されていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平8−19614号公報
【特許文献2】特開昭56−91013号公報
【特許文献3】特開昭57−47912号公報
【特許文献4】特許第3376744号公報
【特許文献5】特許第3674302号公報
【特許文献6】特許第3769379号公報
【特許文献7】特許第3918366号公報
【特許文献8】特表2003−534464号公報
【特許文献9】特開2005−314863号公報
【特許文献10】特開2008−214766号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、かかる従来技術の課題を背景になされたものである。すなわち、本発明の目的は、取扱性を飛躍的に向上させ、優れた成形加工性、及び、成形品の保形性をも保持した、成形性に優れた不織布及びその製造方法を提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは鋭意検討した結果、ポリエステル(A成分)に、特定の熱可塑性樹脂(B成分)を選択の上、添加して、細化挙動を調整することにより、熱可塑性樹脂(B成分)を添加しなかった不織布に比べ、常温雰囲気中の縦方向の目付当りの屈曲点荷重を高くできて、同時に伸度も高くできることを知見し、以下に示す手段により、上記課題を解決できることを見出し、本発明に到達した。
すなわち、本発明は、以下の構成からなる。
【0010】
(1)ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない長繊維不織布。
【0011】
(2)ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を含有するポリエステルよりなる繊度が0.5〜5dtexの長繊維で構成され、エンボス加工による圧着面積率が10〜25%である不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.2〜2.0(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.15〜0.70(N/50mm)/(g/m2)であり、180℃の乾熱収縮率が5%以下である交絡処理していない長繊維不織布。
【0012】
(3)ポリエステル(A成分)がポリエチレンテレフタレートであり、熱可塑性樹脂(B成分)が、熱可塑性ポリスチレン系共重合体である(1)または(2)に記載の長繊維不織布。
【0013】
(4)熱可塑性樹脂(B成分)がスチレン・メタクリル酸メチル・無水マレイン酸共重合体またはスチレン・マレイン酸共重合体である(1)〜(3)のいずれかに記載の長繊維不織布。
【0014】
(5)同一紡糸速度で製造された、熱可塑性樹脂(B成分)を無添加の不織布と、熱可塑性樹脂(B成分)を添加した不織布との、常温雰囲気中の縦方向での目付当りの屈曲点荷重の比が、0.8〜1.6である(1)〜(4)のいずれかに記載の長繊維不織布。
【0015】
(6)ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を混合した樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブに、圧着面積率10〜25%のエンボス加工を施す長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【0016】
(7)ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を混合した樹脂であり、ポリエステル(A成分)がポリエチレンテレフタレートである樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブを、80〜130℃で予備圧縮を行い、次いで、100〜230℃にて圧着面積率10〜25%のエンボス加工を施す(6)に記載の長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【発明の効果】
【0017】
本発明により、常温雰囲気での屈曲点荷重を熱可塑性樹脂(B成分)を無添加の不織布より高くして、又は同等にして、同時に高い伸度をも付与した、実質的に熱可塑性樹脂(B成分)を無添加の不織布より破断までの仕事量(リキ)を飛躍的に向上させて、取扱による伸び変形が起こり難く取扱性に優れ、高温下では低モジュラスを示し成形性に優れ、成形品は保形性にも優れた、取扱性、成形性、保形性を同時に満たす、成形性の優れた長繊維不織布、及びその製造法を提供することができる。
【図面の簡単な説明】
【0018】
【図1】常温雰囲気中のSS曲線における屈曲点荷重の求め方を示した図である。初期立上り部分の接線:abと降伏後の接線:cdの交点での荷重を屈曲点荷重とする。
【図2】常温雰囲気中のSS曲線を示した図である。図中の(1)は実施例1、(2)は実施例2、(3)は比較例1を示す。
【図3】120℃雰囲気中のSS曲線を示した図である。図中の(1)は実施例1、(2)は実施例2、(3)は比較例1を示す。
【図4】熱可塑性樹脂(B成分)添加量と適正紡糸速度の関係を示した図である。上限紡糸速度:5000m/分、下限紡糸速度:2500m/分の間では、糸切れ限界紡糸速度(Vw)≦4500−2200×lnG以下で紡糸を行う範囲を示す。
【発明を実施するための形態】
【0019】
以下、本発明を詳述する。
本発明は、ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が50〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない成形性の優れた長繊維不織布である。
【0020】
本発明におけるポリエステル(A成分)とは、融点が220℃以上のポリエステル樹脂をいい、好ましいポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、ポリシクロヘキサンジメチルテレフタレート(PCHT)などが例示できる。本発明のA成分は、共重合ポリエステルでは、オリゴマーがホモポリエステルに比べて多くなるので、ホモポリエステルを95モル%以上含有させることで、耐熱性、耐久性が保持できるので好ましく、最も好ましくは汎用性の高いポリエチレンテレフタレート99モル%以上である。本発明では、特性を低下させない範囲で、必要に応じて、抗酸化剤、耐光剤、着色剤、抗菌剤、難燃剤などの改質剤を添加できる。
【0021】
本発明のポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)とは、ポリエステルと相溶性を有しないで、ポリエステル中で島成分として独立に存在する特性を有し、海成分であるポリエステルのガラス転移点温度より少なくとも40℃は高いガラス転移点温度とすることで、B成分が紡糸張力を受けてポリエステルの配向結晶化を抑制する効果を発揮する機能を保持する熱可塑性樹脂でありたとえば、ポリスチレン系樹脂(ポリスチレンを除く)、ポリアクリレート系樹脂、メチルペンテン系樹脂及びそれらの共重合体樹脂などがあげられる。ガラス転移点温度が115℃未満では、B成分を添加しなかった不織布より、常温雰囲気での縦方向の屈曲点荷重を高くすることができないので、取り扱い性が劣り好ましくない。B成分のガラス転移点温度が160℃を超えると、添加量を増やすと糸切れが多発するので好ましくない。
【0022】
本発明での好ましいB成分のガラス転移点温度は、120〜155℃、ポリエチレンテレフタレートを用いる場合のより好ましいガラス転移点温度は、120〜130℃である。この範囲のガラス転移点温度を有するB成分を添加して得られる不織布の常温雰囲気での縦方向の屈曲点荷重は無添加のものより高くできる。理由は明確ではないが、類推するに、溶融状態の細化変形はB成分のガラス転移点温度が高いほど、B成分の固化はノズル面から短い距離で早く終了するが、B成分が固化した状態でも細化が更に進み、実質的にポリエチレンテレフタレートが固化するまで細化完了点が遅延される状態になるのではないかと推測される。この間でのB成分は、著しく大きい伸張荷重を集中的に受けて、わずかに伸張され、又は、及び、伸張がほとんどない状態で大きい伸張歪を内在させることになり、実質的にB成分が高い内在歪を持つ成分として機能し、内在歪を十分緩和させない条件で不織布化すると、不織布圧着部分で作用して、高い屈曲点荷重をしめすのではないかと類推される。実質的に紡糸張力が低くなると効果が低減し、B成分のガラス転移点温度が低いと効果が低減する傾向を示すので、何らかの関与が類推される。
【0023】
本発明における好ましいB成分としては、スチレンーアクリレート系共重合樹脂が好ましく、PETを用いる場合、ガラス転移点温度が122℃のスチレン−メタクリル酸メチル−無水マレイン酸共重合体樹脂(市販品では、例えば、Rohm GmbH&Co.KGのPLEXIGLAS hw55)が少量の添加量で配向結晶化を抑制し、伸張時に高い屈曲点荷重を示す効果が大きいので特に好ましい。
【0024】
本発明では、B成分は、不織布を構成する樹脂に対し、0.05〜3.0重量%添加する必要がある。添加量が0.05重量%未満では、配向制御による不織布の屈曲点荷重を高くできなくなり、更には、配向結晶化抑制効果が少なくなり、好ましくない。添加量が3.0重量%を超えて添加すると、紡速が2500m/分を超えると、糸切れが激しくなり、低紡速では、屈曲点荷重が低くなり取扱性が劣るので好ましくない。本発明での好ましい添加量は0.08重量%〜2.0重量%であり、より好ましくは0.1〜1.5重量%である。
【0025】
本発明の不織布は長繊維不織布である。短繊維不織布では、屈曲点荷重が低くなり、取り扱い性が劣るので好ましくない。更には、ダストの発生による汚染が問題になるので好ましくない。
【0026】
本発明では、B成分を添加しない不織布より高い屈曲点荷重又は同等の屈曲点荷重を維持する必要から、絡合処理しない長繊維不織布に限定される。長繊維不織布としては、スパンボンド不織布、長繊維トウ不織布などがあげられるが、本発明では、スパンボンド不織布が高速紡糸により、高い生産性を維持して、上述の特性付与制御が容易なことから特に好ましい。
【0027】
本発明における常温雰囲気での縦方向における不織布の伸度は35〜70%である。縦方向の伸度が35%未満では、120〜150℃での加圧成形による成形体の形状形成性が劣り、高温でも加圧成形時間を短縮し難い問題があり好ましくない。縦方向の伸度が70%を越えると、屈曲点荷重が低くなりやすく、取扱性も低下するので好ましくない。本発明での好ましい縦方向の伸度は38〜70%であり、より好ましくは、40〜70%である。なお、本発明では、取扱性は主として、不織布の巻返しや巻取りが縦方向の伸張荷重を受けるので、力学特性は特に縦方向の伸度と伸張荷重曲線での屈曲点荷重に限定している。したがって本発明では横方向の伸度は特には限定されないが、好ましくは縦方向と同じ伸度、即ち、35〜70%が良好な取扱性が得られるので望ましい。
【0028】
本発明の常温雰囲気での伸張荷重曲線での屈曲点荷重は、B成分を添加しない不織布より高い屈曲点荷重又は同等の屈曲点荷重を維持する必要から目付当り1.0〜2.2(N/50mm)/(g/m2)である。目付当りの屈曲点荷重が1.0(N/50mm)/(g/m2)未満では、低荷重で伸び易くなり取扱性が劣るので好ましくない。目付当りの屈曲点荷重が2.2(N/50mm)/(g/m2)を越えるには、圧着面積を高くしたカレンダー加工によるフィルム化をする必要があり、不織布風合いを持つ厚みを有する成形体を得難くなり、加熱成形性も劣る場合があるので好ましくない。本発明の好ましい目付当りの屈曲点荷重は1.1〜2.1(N/50mm)/(g/m2)であり、より好ましくは、1.2〜2.0(N/50mm)/(g/m2)である。本発明では、常温雰囲気での横方向の伸張荷重曲線の屈曲点荷重は、特には限定されないが、伸度と同じ理由で、目付当り1.0〜2.2(N/50mm)/(g/m2)が望ましい。なお、本発明における、B成分を添加しない不織布より高い屈曲点荷重又は同等の屈曲点荷重を維持するとは、同一紡糸速度で製造された、B成分を無添加の不織布とB成分添加不織布との常温雰囲気中の縦方向での目付当りの屈曲点荷重の比が、0.8〜1.6であることをいう。0.8未満では、取扱性が劣る場合があり好ましくない。1.6を超える不織布とするには、厚みのある不織布風合いを失うので好ましくない。本発明の好ましい目付当りの屈曲点荷重の比は0.85〜1.55であり、より好ましくは0.9〜1.5である。
【0029】
本発明における120℃雰囲気での縦方向の伸度は40〜100%である。縦方向の伸度が40%未満では、成形加工での形状追随性が劣り好ましくない。100%を越えると成形加工時に伸び易くなり、厚み斑を生じるので好ましくない。本発明での好ましい120℃雰囲気での縦方向の伸度は45〜95%、より好ましく50〜90%である。本発明では120℃雰囲気での横方向の伸度は特には限定されないが、好ましくは縦方向と同じ伸度、即ち、40〜100%が良好な成形性が得られるので望ましい。
【0030】
本発明での120℃における伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である。目付当り0.05(N/50mm)/(g/m2)未満では、成形時に成形斑を生じ易いので好ましくない。目付当り0.80(N/50mm)/(g/m2)を越えると成形型への形状追随性が悪くなり、成形形状がシャープに仕上がり難くなるので好ましくない。本発明での好ましい屈曲点荷重は、目付当り0.1〜0.75(N/50mm)/(g/m2)であり、より好ましくは、目付当り0.15〜0.70(N/50mm)/(g/m2)である。本発明では、横方向の120℃における伸張荷重曲線での屈曲点荷重は、特には限定されないが、成形性が良好な目付当り0.05〜0.80(N/50mm)/(g/m2)が望ましい。
【0031】
本発明の不織布は、交絡処理していないことを特徴とする成形性の優れた長繊維不織布である。本発明での交絡処理とは、ニードルパンチ交絡処理、水流交絡処理などの交絡処理をいう。交絡処理を行うと、長繊維を用いても交絡点での繊維の固定が不完全になり屈曲点荷重が低くなり、取り扱い性が劣るので好ましくない。更には、繊維が切断され、ダストの原因を生じるので好ましくない。本発明では、高い屈曲点荷重を保持するため、交絡処理しない不織布に限定される。本発明でいう交絡処理しない不織布とは、エンボス加工、カレンダー加工などの圧着加工で不織布を固定された不織布を言う。本発明では、交絡処理されていない不織布であれば特には限定されないが、圧着面積が全面に及ぶとフィルム化してしまうので、成形加工性が低下するので問題がでる場合がある。フィルム化させない圧着方法として、エンボス加工が望ましい。本発明のエンボス加工文様は、特には制限されないが、好ましくは、横楕円ドットや織目柄などが挙げられる。
【0032】
本発明では、不織布を構成する長繊維の繊度は特には限定されないが、被覆性と剛軟性を維持できる0.5〜5dtexが好ましい。より好ましくは1〜5dtexである。
【0033】
本発明における不織布の180℃雰囲気下、10分間における乾熱収縮率は5%以下である。5%を超えると成形加工時、収縮によりシワが顕著に発生する問題があり好ましくない。本発明でのより好ましい乾熱収縮率は4%以下であり、特に好ましくは3.5%以下である。
【0034】
以下に、本発明の製造方法の一例を示す。なお、この開示で、本発明が限定されるものではない。
本発明の好ましいA成分としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどがあり、各樹脂のガラス転移点温度により、用いるB成分を選択する必要がある。即ち、B成分の固化温度(ガラス転移点温度)とA成分の固化温度(ガラス転移点温度)との組合せによる細化プロフィルにおける紡糸張力のバランスを調整して、常温雰囲気中の縦方向での目付当りの屈曲点荷重が最も高くなるA成分とB成分との組合せ、及び、紡糸温度と紡糸速度を設定するのが望ましい。
【0035】
ポリエチレンテレフタレートやポリブチレンテレフタレートの場合は、B成分をガラス転移点温度が110℃のスチレンでは、本発明の目的である同一紡糸速度での無添加の不織布より目付当りの屈曲点荷重を高くすることができないので好ましくない。本発明では、B成分として、スチレン・メタクリル酸メチル・無水マレイン酸(ガラス転移点温度122℃:市販品では、例えば、Rohm GmbH&Co.KGのPLEXIGLAS hw55など)が好ましく、ポリエチレンナフタレートでは、B成分はスチレン・無水マレイン酸共重合体(ガラス転移点温度155℃:市販品では、例えば、SARTOMER Company Inc.のSMA1000など)を用いるのが好ましい。スチレン系のB成分は、熱分解するとスチレンラジカルを発生し、分岐を生じると糸切れなどの問題を起こすので、できるだけ熱分解を抑制できる紡糸温度で紡糸できる組合せにして、分岐を起こさないようにするのが好ましい。
【0036】
最も好ましい、ポリエチレンテレフタレートを用いる製造法について以下に述べる。
A成分として固有粘度0.65のポリエチレンテレフタレート99部とB成分としてスチレン・メタクリル酸メチル・無水マレイン酸共重合体1部(例えば、PLEXIGLAS hw55)を乾燥機でブレンド乾燥し、次いで、通常の溶融紡糸機にて、紡糸ノズルは管長(L)と管径(D)の比(L/D)が1〜5のオリフィスを持つノズルを用いて、紡糸温度282℃にて紡糸する。紡糸ノズルのL/Dが、1未満では、バラス効果が大きくなりやすく高速紡糸では糸切れが発生しやすくなる。L/Dが5を越えると剪断力でA成分とB成分が分離しやすくなるので、配向結晶化抑制効果が繊維断面内で均質になりにくい問題がある。本発明では、繊維断面内で均質にA成分中にB成分が分散できるL/Dは、2〜4が好ましく、より好ましくは3である。吐出量は所望の繊度を得るために、設定牽引速度に応じて設定する。例えば、2dtexの繊維を得たい場合、牽引による紡糸速度を4500m/分に設定する時は、単孔吐出量を0.9g/分にて吐出する。
紡糸された吐出糸条はノズル直下〜10cm下で冷却風により冷却されつつ、下方に設置された牽引ジェットにて牽引細化されて固化する。A成分が固化する前にB成分が固化しても細化は完了しないと推測され、変形可能なA成分は更に伸張されるが、A成分の配向度は高くならないで伸張固化して、伸度の高い所望の繊度の繊維を得ることができる。
【0037】
本発明では、糸切れしない不織布を製造する必要から、牽引による紡糸速度(Vw:m/分)が2500m/分〜5000m/分の範囲において、紡糸速度(Vw:m/分)とB成分添加量(G:重量%)との関係が下記式(式1)の関係を満足する紡糸速度で紡糸することで、糸切れのない本発明の成形性に優れた長繊維不織布を得ることができる。2500m/分未満では、屈曲点が高くならないので好ましくない。
Vw(m/分)≦4500−2200×lnG(重量%)・・・式1
例えば、B成分添加量1重量%では、Vw≦4500m/分となり、4500m/分以下の紡糸速度で糸切れしないで紡糸できる。本発明での好ましい紡糸速度範囲は、式2の範囲であり、より好ましくは、式3の範囲である。
Vw(m/分)≦{4500−2200×lnG(重量%)}×0.95・・・式2
Vw(m/分)≦{4500−2200×lnG(重量%)}×0.90・・・式3
【0038】
牽引紡糸された長繊維は、下方に設置された吸引ネットコンベア上に振落されてウエッブ化される。連続して、ウエッブはバラケないように100〜130℃にて予備圧着されてハンドリング性を確保される。次いで巻き取られ、又は、連続して、エンボス加工される。本発明では、圧着面積率10〜25%が好ましいので、用いるエンボスローラーのエンボス文様は、圧着面積となる凸部面積が8〜23%に設定した文様を用いるのが好ましい。本発明でのエンボス加工温度は、素材と目付、加工速度、線圧により好ましい温度は異なる。120℃〜230℃の範囲で、最大伸度が得られるエンボス温度に設定する必要がある。例えば、A成分をポリエチレンテレフタレート、B成分をスチレン・メタクリル酸メチル・無水マレイン酸共重合体1部の組成で、目付が50g/m2の不織布では、横楕円凸型エンボスを線圧490N/cm(50kgf/cm)で行う場合、200〜220℃が好ましく、より好ましくは210℃である。このような条件では、横楕円ドットで圧着面積15%の最も好ましい成形性に優れた長繊維不織布が得られ、同一紡糸速度で得たB成分が無添加の最大強力で最大伸度を得られるエンボス加工条件で得た不織布より、高い屈曲点荷重の不織布(屈曲点荷重比:1.36)が得られる。
【0039】
なお、本発明の成形性に優れた長繊維不織布は、必要に応じて、片面を印刷加工、又はラミネート加工することができる。印刷加工がグラビア印刷、フレキソ印刷、オフセットのいずれかの印刷機を用いて表面全面に施されていることが好ましい。印刷加工に使用されるインキは、ポリエステル系樹脂やポリウレタン系樹脂をバインダーとするものがポリエステル不織布との接着性の点で好ましい。印刷加工の厚みは全面に20μm以上が好ましく、より好ましくは30μm以上である。印刷加工の代わりに、Tダイフィルム押出し機などを使用して、フィルムの押出ラミネート加工をしてもよい。フィルムとしては、好ましくはポリプロピレンフィルム、PBT或いはPTTフィルムであり、より好ましくはPBT或いはPTTフィルムである。押出ラミネートフィルムの厚みは、10〜100μm程度が好ましい。押出ラミネート加工は、両面に施されてもよい。
【0040】
かくして得られた取扱性と成形性及び保形性を同時に満たし、表面がフラットで印刷性にも優れる、成形性に優れた長繊維不織布は、車両用の天井材、インシュレーター表皮材、バネ受け材や、通気性が必要な食品容器や薬剤容器などに特に適した成形材料を提供できる。
【実施例】
【0041】
以下に実施例を示して本発明を具体的に説明するが、本発明は実施例に限定されるものではない。
なお、本発明における実施例で記載する評価は以下の方法による。
【0042】
1.熱可塑性樹脂成分のガラス転移点温度及び融点
各熱可塑性樹脂のサンプル5mgを採取し、示差走査型熱量計(TA instruments社製Q100)にて、窒素雰囲気下で20℃から10℃/分にて290℃まで昇温させたときの発熱ピーク位置の温度をガラス転移点温度、吸熱ピーク位置の温度を融点として評価した。
【0043】
2.不織布の目付:Ms(g/m2)
JIS L−1906 5.2(2000)に準じて単位面積あたりの質量(Ms)を測定した。
【0044】
3.不織布の圧着面積率:P(%)
任意の20箇所で30mm角に裁断し、SEMにて50倍の写真を撮る。撮影写真をA3サイズに印刷して圧着単位面積を切り抜き、面積(S0)を求める。次いで圧着単位面積内において圧着部のみを切り抜き圧着部面積(Sp)を求め、圧着面積率(P)を算出する。その圧着面積率P 20点の平均値を求めた。
P=Sp/S0 (n=20)
【0045】
4.不織布の縦方向の伸度
幅50mm、縦方向の測定長さ200mmのサンプルを、JIS L−1906 5.3.1(2000)に準拠して測定した引張り強さと伸び率の破断までの曲線(SS曲線)を測定して、グラフより、破断時の伸び率の平均値を縦方向の伸度として求める。なお、測定温度は常温(22℃)雰囲気と、120℃の条件では、東洋ボールドウイン社製の引張り試験用恒温槽TKC−R3型にて120℃雰囲気として測定した。
【0046】
5.不織布の縦方向の目付あたりの屈曲点荷重:Ws((N/50mm)/(g/m2))
4.で測定したSS曲線の初期立ち上がり部分の接線と降伏点を越えた部分の接線の交点の位置の荷重(Wi)を読み取り、平均値(Wa)を求め、目付(Ms)で徐した値を、目付あたりの屈曲点荷重(Ws)とする。
Wa=(1/n)Σ(Wi) (N/50mm)
Ws=Wa/Ms (N/50mm)/(g/m2)
【0047】
6.同一紡糸速度で製造された、B成分を無添加の不織布とB成分添加不織布との常温雰囲気中の縦方向での目付当りの屈曲点荷重の比
B成分添加条件と同一紡糸速度、繊度、目付、同一エンボス文様、同一線圧で製造したウエッブを最大引張り強さと伸び率となるエンボス条件(最適加熱温度)でエンボス加工して得た不織布の常温雰囲気での屈曲点荷重(Ws0)とB成分を添加して得た同一紡糸速度、繊度、目付、同一エンボス文様、同一線圧で製造したウエッブを最大引張り強さと伸び率となるエンボス条件(最適加熱温度)でエンボス加工して得た不織布の常温雰囲気での屈曲点荷重(Wss)の比(WR)を言い、下記式で求める。
WR=Wss/Ws0
【0048】
7.不織布の取扱性
幅50mm、縦方向の測定長さ200mmのサンプルに200mm間に印を記して、JIS L−1906 5.3.1(2000)に準拠した条件で、常温雰囲気中において、目付当り荷重1.0(N/50mm)の荷重まで伸張後、直ちに徐重して回復させ、サンプルを10分放置した後の伸張率を測定して(n=5の平均値)、伸張変形していないもの:◎、伸張変形5%未満:○、伸張変形10%未満:△、伸張変形10%を越える:×で評価した。なお、○までが取扱性がよいとした。
【0049】
8.不織布の成形性
三和興業社製真空圧空成形機TVP−33型にて、金型 温度150℃で、吸引せずに不織布を加熱して、上部開口直径4cm、底部直径4cm、深さ5cmの円筒型成形体を得た。得られた成形体について、不織布の浮き、破れ、金型追随性を目視観察で以下の評価をした。
金型追随性に優れ、浮き、破れが認められない:○、金型追随性が劣る:△、浮き、破れが認められる:×。
【0050】
9.成形品の形態保持性
8.で作成した成形品に荷重500gを載せて、変形状態を目視観察して、以下の評価をした。
型崩れしない:◎、少し変形するが徐重すると戻る:○、かなり変形し、除重しても元に戻らない:△、つぶれて、除重してもそのまま:×
【0051】
<実施例1>
固有粘度0.65のポリエチレンテレフタレート(PET)99重量%とRohm GmbH&Co.KGのPLEXIGLAS hw55(hw55)を1.0重量%を混合乾燥し、ノズルオリフィスはL/D3.0のノズルを用い、紡糸温度285℃、単孔吐出量1.12g/分にて溶融紡糸し、紡糸速度4500m/分にて引取り、ネットコンベア上に振落してウエッブを得た。連続して、ネット上で100℃の予備圧着ローラーにて押さえ処理を行い単糸繊度2.5dtexの長繊維からなるウエッブを得た。次いで、圧着面積率18%の横楕円エンボスローラーにて、最適加熱温度として210℃にて、線圧490N/cm(50kgf/cm)にてエンボス加工して、目付50g/m2の不織布を得た。
得られた不織布の評価結果を表1に示す。
本発明の要件を満たす実施例1の不織布は、常温雰囲気の屈曲点荷重及び伸度とも、無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0052】
<実施例2>
PET99.5重量%、Rohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を0.5重量%し、エンボス加工温度を220℃とした以外、実施例1と同様にして得られた不織布の評価結果を表1に示す。
本発明の要件を満たす実施例2の不織布は、常温雰囲気の屈曲点荷重及び伸度とも、無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0053】
<比較例1>
PET100重量%とし、紡糸温度285℃、エンボス加工温度を230℃とした以外、実施例1と同様にして得られたウエッブ及び不織布の評価結果を表1に示す。
比較例1は、B成分を含有していないため、成形性、保形性が劣る問題がある不織布であった。
【0054】
<比較例2>
B成分として分子量250000のスチレン(PS)を1重量%添加し、リン系難燃剤として、アデカスタブPFRを5重量%添加して、常法により混練ペレタイズした樹脂を用い、エンボス加工温度を130℃とした以外、比較例1と同様にして得た不織布の評価結果を表1に示す。
比較例2は、紡糸では糸切れがあり(スチレンの熱分解による分岐の生成と類推される)、不織布は本発明の要件を満たさず、耐久性は許容できるが、取扱性が悪く、収縮による成形時の問題も発生するなど、取扱性が悪い不織布であった。
【0055】
<比較例3>
PET96重量%、Rohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を4重量%とした以外、実施例1と同様の紡糸条件では糸切れが顕著でウエッブが得られない。単孔吐出量を0.5g/分、紡糸速度を2000m/分に下げても糸切れが発生するので、ウエッブ作成を断念した。
比較例3は、紡糸速度2000m/分でも糸切れが顕著で、長繊維ウエッブを得られなかったので、後加工を実施しなかった。
【0056】
<比較例4>
実施例2と同様にして作成したウエッブを、ペネ60でニードルパンチ加工して得た不織布の評価結果を表1に示す。
比較例4は交絡処理をしているため、常温雰囲気中の屈曲点荷重が低くなるため、取扱性がやや劣り、嵩高なため、成形性、保形性に問題がある不織布であった。
【0057】
<比較例5>
エンボスローラーの圧着面積率を50%の格子柄とし、線圧343N/cm(35kgf/cm)とした以外、実施例2と同様にして得た不織布の評価結果を表1に示す。
比較例5は、圧着面積率を高くしすぎて、常温雰囲気中の伸度が低く、成形性にやや問題がある不織布である。
【0058】
<比較例6>
B成分としてRohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を0.02重量%添加した以外、比較例2と同様にして得た不織布の評価結果を表1に示す。
比較例6はB成分の添加量が少なく、効果が全く認められない、成形性の劣る不織布であった。
【0059】
<実施例3>
固有粘度0.65のポリエチレンテレフタレート(PET)99重量%とRohm GmbH&Co.KGのPLEXIGLAS hw55(hw55)を1.0重量%を混合乾燥し、ノズルオリフィスはL/D3.0のノズルを用い、紡糸温度285℃、単孔吐出量0.88g/分にて常法により溶融紡糸し、紡糸速度3500m/分にて引取り、ネットコンベア上に振落してウエッブを得た。連続して、ネット上で100℃の予備圧着ローラーにて押さえ処理を行い単糸繊度2.5dtexの長繊維からなるウエッブを得た。次いで、圧着面積率18%の横楕円エンボスローラーにて、最適温度140℃、線圧343N/cm(30kgf/cm)にてエンボス加工して、目付50g/m2の不織布を得た。
得られた不織布の評価結果を表1に示す。
本発明の要件を満たす実施例1の不織布は、常温雰囲気の屈曲点荷重は無添加と同等で、常温雰囲気での伸度は無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0060】
<実施例4>
PET99.5重量%、Rohm GmbH&Co.KGのPLEXIGLAS hw55(hw)を0.5重量%し、最適エンボス加工温度を170℃とした以外、実施例3と同様にして得られたウエッブ及び不織布の評価結果を表1に示す。
本発明の要件を満たす実施例4の不織布は、常温雰囲気の屈曲点荷重は無添加と同等で、常温雰囲気での伸度は無添加より高くなり、取扱性、成形性、保形性とも優れた不織布であった。
【0061】
<比較例7>
B成分を無添加とし、紡糸温度285℃、エンボス加工温度を230℃とした以外、実施例3と同様にして得た不織布の評価結果を表1に示す。
比較例7は、B成分を添加していないため、取扱性は良好だが、成形性、保形性ともやや劣る不織布であった。
【0062】
<比較例8>
B成分を2重量%、単孔吐出量を0.48g/分とし、紡糸速度を1900m/分、エンボス加工温度100℃とした以外、実施例3と同様にして得られたウエッブ及び不織布の評価結果を表1に示す。
比較例8は、本発明の要件を外れる常温雰囲気中の伸度が高く、屈曲点荷重が低くなるため、取扱性に問題があり、収縮による加工性の問題も残る不織布である。
【0063】
【表1】
【産業上の利用可能性】
【0064】
本発明により、常温雰囲気での屈曲点荷重をB成分を無添加の不織布より高くして、または同等にして、同時に高い伸度をも付与した、実質的にB成分を無添加の不織布より破断までの仕事量(リキ)を飛躍的に向上させて、優れた取扱性をもたせ、120℃雰囲気中での伸度を高くして屈曲点荷重を低くすることで、優れた成形性をもたせ、成形品は常温での屈曲点荷重が高くなるので優れた保形性を持てるので、取扱性、成型性及び保形性を同時に満たし、表面がフラットで印刷性にも優れる、成形性に優れた不織布及び、その製造方法を提供することができる。本発明の成形性に優れた長繊維不織布は、車両用の天井材、インシュレーター表皮材、バネ受け材や、通気性が必要な食品容器や薬剤容器などに特に適しており、これら用途に展開されることで生産性と品質の向上をもたらし、産業界に大きく寄与することが期待される。
【特許請求の範囲】
【請求項1】
ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない長繊維不織布。
【請求項2】
ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を含有するポリエステルよりなる繊度が0.5〜5dtexの長繊維で構成され、エンボス加工による圧着面積率が10〜25%である不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.2〜2.0(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.15〜0.70(N/50mm)/(g/m2)であり、180℃の乾熱収縮率が5%以下である交絡処理していない長繊維不織布。
【請求項3】
ポリエステル(A成分)がポリエチレンテレフタレートであり、熱可塑性樹脂(B成分)が、熱可塑性ポリスチレン系共重合体である請求項1または2に記載の長繊維不織布。
【請求項4】
熱可塑性樹脂(B成分)がスチレン・メタクリル酸メチル・無水マレイン酸共重合体またはスチレン・マレイン酸共重合体である請求項1〜3のいずれかに記載の長繊維不織布。
【請求項5】
同一紡糸速度で製造された、熱可塑性樹脂(B成分)を無添加の不織布と、熱可塑性樹脂(B成分)を添加した不織布との、常温雰囲気中の縦方向での目付当りの屈曲点荷重の比が、0.8〜1.6である請求項1〜4のいずれかに記載の長繊維不織布。
【請求項6】
ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を混合した樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブに、圧着面積率10〜25%のエンボス加工を施す長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【請求項7】
ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を混合した樹脂であり、ポリエステル(A成分)がポリエチレンテレフタレートである樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブを、80〜130℃で予備圧縮を行い、次いで、100〜230℃にて圧着面積率10〜25%のエンボス加工を施す請求項6に記載の長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【請求項1】
ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を含有するポリエステルよりなる長繊維で構成された不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.0〜2.2(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.05〜0.80(N/50mm)/(g/m2)である交絡処理していない長繊維不織布。
【請求項2】
ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を含有するポリエステルよりなる繊度が0.5〜5dtexの長繊維で構成され、エンボス加工による圧着面積率が10〜25%である不織布であって、常温雰囲気での縦方向の伸度が35〜70%で、伸張荷重曲線での屈曲点荷重が目付当り1.2〜2.0(N/50mm)/(g/m2)であり、120℃雰囲気での縦方向の伸度が40〜100%で、伸張荷重曲線での屈曲点荷重が目付当り0.15〜0.70(N/50mm)/(g/m2)であり、180℃の乾熱収縮率が5%以下である交絡処理していない長繊維不織布。
【請求項3】
ポリエステル(A成分)がポリエチレンテレフタレートであり、熱可塑性樹脂(B成分)が、熱可塑性ポリスチレン系共重合体である請求項1または2に記載の長繊維不織布。
【請求項4】
熱可塑性樹脂(B成分)がスチレン・メタクリル酸メチル・無水マレイン酸共重合体またはスチレン・マレイン酸共重合体である請求項1〜3のいずれかに記載の長繊維不織布。
【請求項5】
同一紡糸速度で製造された、熱可塑性樹脂(B成分)を無添加の不織布と、熱可塑性樹脂(B成分)を添加した不織布との、常温雰囲気中の縦方向での目付当りの屈曲点荷重の比が、0.8〜1.6である請求項1〜4のいずれかに記載の長繊維不織布。
【請求項6】
ポリエステル(A成分)97.0〜99.95重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.05〜3.0重量%を混合した樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブに、圧着面積率10〜25%のエンボス加工を施す長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【請求項7】
ポリエステル(A成分)98.5〜99.9重量%と、ポリエステル(A成分)と非相溶でガラス転移点温度が115℃〜160℃の熱可塑性樹脂(B成分)0.1〜1.5重量%を混合した樹脂であり、ポリエステル(A成分)がポリエチレンテレフタレートである樹脂を、オリフィスの孔長(L)と孔径(D)の比が1.0〜5.0の紡糸ノズルより、ポリエステル(A成分)の融点+15〜50℃である紡糸温度で紡糸し、ノズル下に設置した牽引ジェットにて、紡糸速度(Vw)2500〜5000m/分の範囲で、下記式を満足する条件にて、長繊維を引取り、振落として得たウエッブを、80〜130℃で予備圧縮を行い、次いで、100〜230℃にて圧着面積率10〜25%のエンボス加工を施す請求項6に記載の長繊維不織布の製造方法。
Vw≦4500−2200×lnG
Vw:紡糸速度(m/分)
G :混合樹脂中の熱可塑性樹脂(B成分)重量比率(重量%)
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−196235(P2010−196235A)
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2009−145425(P2009−145425)
【出願日】平成21年6月18日(2009.6.18)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成21年6月18日(2009.6.18)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]