
成形方法及び成形装置

【課題】成形体の製造において、成形サイクルを短縮するとともに、設備のコンパクト化,省エネルギー化,環境負荷の低減を図る。
【解決手段】成形体材料18を加熱圧縮する上型12及び下型20には、型面に通じる通気孔14及び22が設けられている。上型12は、上槽11に接続された昇降装置16によって昇降可能となっており、その通気孔14は、隙間15及びバタフライ弁42を介してブロア44に接続される。下型20の下方には、開閉可能なスライドシャッター38を介して、蓄熱槽26が配置される。加熱時はスライドシャッター38を開き、加熱が終了したらスライドシャッター38を閉じて、下型20を上型12とともに上昇させる。そして、ブロア44をONにして通気孔22から外気を取り込み、成形体材料18を通過させて冷却する。冷却終了後、上型12と下型20を分離して成形体を取り出す。
【解決手段】成形体材料18を加熱圧縮する上型12及び下型20には、型面に通じる通気孔14及び22が設けられている。上型12は、上槽11に接続された昇降装置16によって昇降可能となっており、その通気孔14は、隙間15及びバタフライ弁42を介してブロア44に接続される。下型20の下方には、開閉可能なスライドシャッター38を介して、蓄熱槽26が配置される。加熱時はスライドシャッター38を開き、加熱が終了したらスライドシャッター38を閉じて、下型20を上型12とともに上昇させる。そして、ブロア44をONにして通気孔22から外気を取り込み、成形体材料18を通過させて冷却する。冷却終了後、上型12と下型20を分離して成形体を取り出す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、車両用のサイレンサ(吸音材)などを成形するための成形方法及び装置に関するものである。
【背景技術】
【0002】
車両用のサイレンサ(吸音材)は、フェルト(繊維体)とバインダの混ぜ物などの成形体材料を金型で熱圧縮して成形される。例えば、下記特許文献1には、主として軽量材質のチップ状固形物から原材料と熱可塑性の繊維状バインダとの混合物である処理材を、成形型内へ吹き込み充填し、更に加熱プレスにより防音材形状に成形する防音材の製造方法において、前記加熱プレス工程で処理材及び成形型に対して行われる加熱と、次いで行われる成形品取り出しのための冷却とを、成形型の上下型成形面に開口した通気孔にそれぞれ熱気又は冷気を一方向へ通気させることによって行うことを特徴とする防音材の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−60093公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した背景技術では、熱気を利用した加熱後に、そのままの位置で外気を利用した冷却を行って防音材を成形しているため、冷却効率が十分ではなく、成形サイクルの大幅な短縮が困難である。また、加熱に熱風(熱気)を利用しているため、設定温度を高くすることができず、良好なエネルギー効率が得られない。更に、成形体材料がガスに引火するおそれがあるという不都合もある。
【0005】
本発明は、以上の点に着目したもので、加熱効率及び冷却効率を高めて成形サイクルの短縮を図ることができる成形方法及び成形装置を提供することを、その目的とする。他の目的は、設備のコンパクト化,省エネルギー化,環境負荷の低減を図ることができる成形方法及び装置を提供することである。
【課題を解決するための手段】
【0006】
本発明の成形方法は、型面に通じる通気孔を有しており上槽との間に隙間を有するように前記上槽に固定される上型と、型面に通じる通気孔を有しており下槽内の蓄熱槽の上方に位置するように前記上型に着脱可能に固定される下型によって、成形体材料を圧縮する成形方法であって、前記下型と蓄熱槽の間に設けられた遮断手段を閉じて断熱し、前記蓄熱槽を蓄熱する工程,前記成形体材料を上型及び下型で圧縮するとともに、前記遮断手段を開いて前記下型を加熱する工程,加熱終了後、前記遮断手段を閉じて前記下型と蓄熱槽の間を遮断する工程,該遮断する工程後、前記上型との間に成形体材料を挟んだまま、前記下型を上型とともに上昇させ、前記下槽から分離する工程,前記上槽側に設けた吸気手段によって、前記下型の通気孔から外気を取り込んで前記成形体材料を通過させ、前記上型の通気孔を介して排気し冷却する工程,冷却終了後、前記上型と下型を分離し、成形体の取り出し又は成形体材料の交換を行う工程,を含むことを特徴とする。
【0007】
主要な形態の一つは、前記成形体の取り出し又は成形体材料の交換を行う工程において、前記下型ごと成形体を成形領域外へ移動させて、成形体の取り出し又は成形体材料の交換を行うことを特徴とする。他の形態は、前記加熱する工程における成形体材料の加熱を、過熱蒸気によって行うことを特徴とする。
【0008】
本発明の成形装置は、成形体材料を圧縮するとともに、型面に通じる通気孔をそれぞれ備えた上型及び下型,前記下型を下方から加熱する蓄熱槽と、該蓄熱槽と前記下型の間にスライド可能に配置されており断熱性を有する遮断手段とを含む下槽,前記上型との間に隙間を形成するように該上型が固定されるとともに、前記下型が前記蓄熱槽の上方に位置するように該下型が着脱可能に固定される上槽,前記上槽を昇降させる昇降機構,前記上型を前記上槽に対して固定する上型固定手段,前記下型を前記上槽に対して着脱可能に固定する下型固定手段,前記上型の通気孔に連通するように前記上槽に接続された吸気手段,を備えたことを特徴とする。
【0009】
主要な形態の一つは、前記下型を、成形体とともに成形領域外へ移動させるための搬送手段,を備えた事を特徴とする。他の形態は、前記蓄熱槽内に、蓄熱体を設けたことを特徴とする。更に他の形態は、前記蓄熱槽が、過熱蒸気を利用して前記下型を加熱することを特徴とする。
【発明の効果】
【0010】
本発明によれば、下槽を蓄熱しておき、型面に通じる通気孔をそれぞれ備えた上型と下型によって成形体材料を加熱圧縮した後、前記上型との間に成形体材料を挟んだまま、下型を上昇させて下槽から分離する。そして、上槽側に設けた吸気手段によって、下型の通気孔から外気を取り込み、前記成形体材料を通過させて冷却した後に、上型と下型を分離して成形体を取り出すこととした。このため、冷却効率を高めて成形サイクルの短縮を図ることができるという効果がある。また、前記加熱装置に過熱蒸気を利用することにより、加熱効率の向上,設備のコンパクト化,省エネルギー化,環境負荷の低減を図ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施例1の成形装置の全体構成を示す断面図である。
【図2】前記実施例1の作用を示す断面図である。
【図3】前記実施例1の作用を示す断面図である。
【図4】前記実施例1の成形工程を示すフローチャートである。
【図5】本発明の他の実施例を示す図である。
【発明を実施するための形態】
【0012】
以下、本発明を実施するための最良の形態を、実施例に基づいて詳細に説明する。
【実施例1】
【0013】
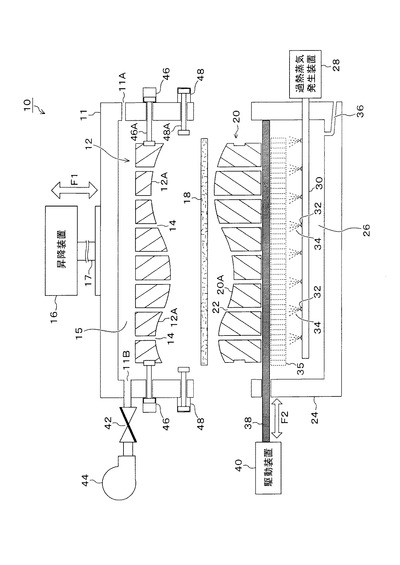
最初に、図1〜図4を参照しながら本発明の実施例1を説明する。図1は、本実施例の成形装置の全体構成を示す断面図,図2及び図3は、本実施例の作用を示す断面図,図4は、本実施例の成形工程を示すフローチャートである。図1に示すように、本実施例の成形装置10は、車両用のサイレンサ(吸音材)などの成形体を製造するものであって、マット状の成形体材料18を加熱圧縮するための上型12及び下型20を中心に構成されており、上槽(ないし型保持枠体)11,昇降装置16,下槽24,過熱蒸気発生装置28,スライドシャッター38及びその駆動装置40,吸気用のブロア44などにより構成されている。前記成形体材料18は、公知のように、例えば、布材などの端材からなるフェルト(繊維体)にバインダとなる熱可塑性樹脂を混合したものなどである。
【0014】
前記上型12は、上槽11との間に空気や蒸気が通過するための隙間15を形成するように上槽11に固定されており、下型20は、下槽24内の蓄熱槽26上に位置するように、前記上槽11に固定されている。該上槽11の対向する側面には、それぞれ上型固定用シリンダ(上型ロック装置)46と下型固定用シリンダ(下型ロック装置)48が設けられている。これらシリンダ46,48のロッド46A,48Aが図1に矢印F2方向に移動し、その先端が上型12及び下型20の側面を押え付けることにより、上槽11に固定されるようになっている。図示の例では、ロッド46A,48Aの先端が、上型12及び下型20の側面の凹部に嵌まり込むようになっている。なお、前記上型12は上型固定用シリンダ46によって常時固定されており、下型20は下型固定用シリンダ48で着脱可能に固定されている。むろん、前記上型12も、メンテンナンス時には取り外すようにしてもよい。
【0015】
前記上型12及び下型20は、型面12A及び20Aによって成形体材料18を圧縮して所定形状に成形するものであり、それぞれの型面12A,20Aに通じる複数の通気孔14,22を備えている。上型12の通気孔14は上方で隙間15に接続し、上槽11の側面に設けられた排気口11Bには、バタフライ弁42を介してブロア44が接続されている。また、前記上槽11の他の側面には、成形処理中の過熱蒸気を外部に逃がすための他の排気口11Aが設けられている。前記上槽11の上面にはロッド17の一端が固定されており、該ロッド17の他端側には昇降装置16が設けられている。そして、該昇降装置16の駆動によって、図1に矢印F1で示す方向に、上槽11を介して上型12が昇降可能になっている。なお、前記上槽11は、上述した下型固定用シリンダ48によって前記下型20が着脱可能となっているため、ロック状態においては、前記下型20は上型12とともに昇降する。
【0016】
一方、前記下型20の下方には、下槽24が設けられている。該下槽24内の蓄熱槽26には、過熱蒸気発生装置28で発生した過熱蒸気を送るための供給パイプ30が配設されており、該供給パイプ30に設けられた複数の射出口32から過熱蒸気34が噴射される。前記過熱蒸気発生装置28としては、公知の各種の構造のものが利用可能である。また、前記蓄熱槽26の底面には、液化した過熱蒸気を外部に排出するためのドレン36が設けられている。このような蓄熱槽26の上方には、前記下型20との間を遮断するためのスライドシャッター38が設けられている。該スライドシャッター38は、駆動装置40に接続されており、図1に矢印F2で示す方向にスライドすることによって、下型20と蓄熱槽26間を遮断し、蓄熱槽26に蓄熱させることが可能となっている。前記スライドシャッター38としては、例えば、断熱性を有する素材が用いられる。
【0017】
また、前記下型20の底面と供給パイプ30の間に、ハニカム状の蓄熱体35を配置してもよい。該蓄熱体35を設けることにより、蓄熱槽26の蓄熱効率をより向上させることができる。本実施例では、前記スライドシャッター38が閉じているときは、前記射出口32から噴射された過熱蒸気34によって蓄熱槽26全体が蓄熱される。また、スライドシャッター38を開いているときは、蓄熱槽26によって下型20が加熱されるとともに、一部の過熱蒸気34が、前記蓄熱体35のハニカム状の通路と下型20の通気孔22を通過して成形体材料18を直接加熱する。
【0018】
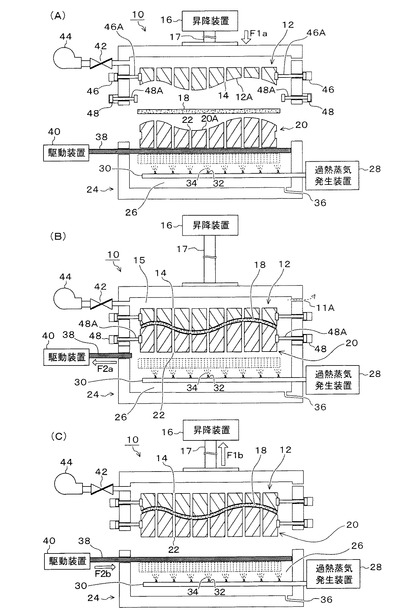
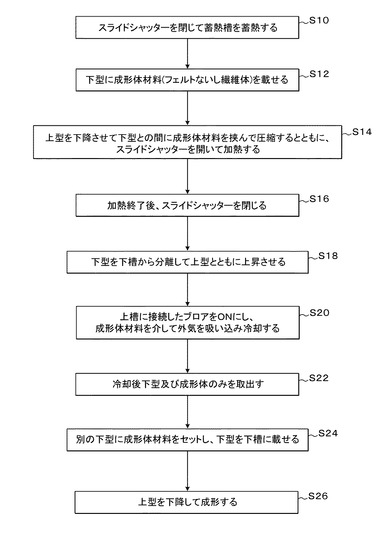
次に、図2〜図4も参照して、本実施例による成形手順を説明する。まず、スライドシャッター38を閉じるとともに過熱蒸気発生装置28からの過熱蒸気の供給を開始し、下槽24内の蓄熱槽26を蓄熱する(図4のステップS10,図2(A))。次に、下型20に成形体材料18を載せる(図4のステップS12)。そして、上型固定用シリンダ46によって上槽11に固定された上型12を図2(A)に矢印F1aで示す方向に下降させ、下型20との間に成形体材料18を挟んで圧縮するとともに、スライドシャッター38を図2(B)に矢印F2aで示す方向に開き、加熱を開始する(図4のステップS14)。このとき、通気孔22及び成形体材料18を介して通気孔14に入り込んだ過熱蒸気は、隙間15及び排気口11Aを介して排気される。また、下型固定用シリンダ48で下型20を固定する。本実施例では、加熱に400℃程度の過熱蒸気を利用しているため、200℃程度の熱風で加熱を行う従来の手法では18秒程度の加熱時間を要するのに対し、8秒程度で効率良く短時間で加熱を行うことができる。また、装置全体を小規模化することができる。
【0019】
加熱が終了したら、図2(C)に矢印F2bで示す方向にスライドシャッター38をスライドさせて蓄熱槽26の上方を閉じ(図4のステップS16)、次に、上型12と下型20で成形体材料18を挟んだまま、上型12及び下型20を図2(C)に矢印F1bに示すように上昇させ、下槽24(ないし蓄熱槽26)から分離する(図4のステップS18)。なお、下型20は、前記ステップS14のタイミングで、前記下型固定用シリンダ48によって上槽11に固定されている。本実施例では、上型12及び下型20の上昇後も、過熱蒸気発生装置28からの過熱蒸気の供給を継続しているため、蓄熱槽26を蓄熱しておくことができ、次の成形を行う場合に好都合である。
【0020】
そして、上槽11に接続したブロア44をONにするとともにバタフライ弁42を開き、図3(A)に示すように、下型20の下方から通気孔22を介して外気を取り入れ、成形体材料18を通過させて冷却する(図4のステップS20)。冷却に要する時間は、例えば、8秒程度であり、上述した熱風による従来方法で要する18秒程度と比べて、大幅に短縮できる。前記成形体材料18を通過した外気は、上型12の通気孔14,隙間15,排気口11Bを通過し、バタフライ弁42及びブロア44を介して外部に排気される。以上のようにして冷却が完了したら、下型固定用シリンダ48により下型20の固定を解除して、下型20を上型12から分離し、図3(B)に示すように、下型20ごと成形体50をロボットアーム52などで取り出し(図4のステップS22)、下槽24上から移動させる。いいかえれば、成形領域外へ移動させる。次に、別の下型20に次の成形のための成形体材料18をセットし、その下型20を下槽24に載せる(図4のステップS24)。そして、前記昇降装置16によって上槽11及び上型12を下降させて、上述した手順と同様に成形を行う(図3(C)及び図4のステップS26)。
【0021】
あるいは、前記下型固定用シリンダ48による下型20の固定を解除したのち、図示しないガイド部材などによって下型20のみを下槽24上に戻し、該下槽24上に載置された下型20をロボットなどに設定された図示しない下型保持装置により保持し、成形領域外へ移動させてもよい。この場合、前記下型20上の成形体50を取り出すとともに、次の成形のための成形体材料18を投入し、再度、下型20を下槽24の成形領域にセットする。上述したいずれの手順においても、下型20を上型12から分離するため、昇降装置16を作動させる必要がなく、成形サイクルを短縮できる。また、成形領域外で成形体材料18の交換や成形体50の取り出しが可能となるため、作業安全性の向上を図ることができる。
【0022】
また、あるいは、冷却終了後、上型12及び下型20を昇降装置16により下降させ、下型20を下槽24上においてから、下型固定用シリンダ48による固定を解除し、上型12のみを上昇させ、成形体50を取り出し、次の成形のための成形体材料18を下型20上に投入してもよい。
【0023】
このように、実施例1によれば、次のような効果がある。
(1)下槽24の蓄熱槽26を常時蓄熱しておき、型面12A,20Aに通じる通気孔14,22をそれぞれ備えた上型12と下型20によって成形体材料18を加熱圧縮した後、前記上型12との間に成形体材料18を挟んだまま、前記下型20を上昇させて下槽から分離する。そして、上槽11に接続したブロア44によって、下型20の通気孔22から外気を取り込み、前記成形体材料18を通過させて冷却した後に、上型12と下型20を分離して成形体50を取り出すため、加熱及び冷却効率を高めて成形サイクルの大幅な短縮を図ることができる。
(2)蓄熱槽26が過熱蒸気を利用して加熱を行うため、成形サイクルの更なる短縮,省エネルギー化,設備のコンパクト化が可能になるとともに、CO2の排出量を削減して環境負荷の低減を図ることができる。
【0024】
(3)前記蓄熱槽26に蓄熱体35を設けることとしたので、蓄熱効果の増大を図ることができる。
(4)冷却終了後、下型20ごと成形体50を上槽11から分離することで、昇降装置16の作動を低減し成形サイクルの短縮を図ることができる。
(5)成形体50の取り出しや成形体材料18の交換を、成形領域外で行うことで、作業安全性の向上が可能である。
【0025】
なお、本発明は、上述した実施例に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることができる。例えば、以下のものも含まれる。
(1)前記実施例で示した装置構成は一例であり、同様の効果を奏するように適宜設計変更してよい。例えば、前記実施例では、蓄熱槽26で過熱蒸気を利用することとしたが、これも一例であり、他の加熱方法を利用することを妨げるものではない。
(2)前記実施例で示した蓄熱体35も必要に応じて設けるようにすればよい。また、前記実施例では、ハニカム状の蓄熱体を例にあげたが、他の公知の各種の蓄熱体を利用することを妨げるものではない。
(3)前記スライドシャッター38のスライド機構や、上槽11の昇降機構,上型12及び下型20の固定機構も一例であり、同様の効果を奏するように適宜設計変更してよい。
(4)前記実施例で示した作用は一例であり、同様の効果を奏するように適宜変更してよい。例えば、上型12と下型20のロック及びその解除のタイミングなども一例であり、同様の効果を奏するように適宜変更してよい。また、前記実施例では、連続成形をする場合について説明したが、一回のみの成形に適用してもよい。
【0026】
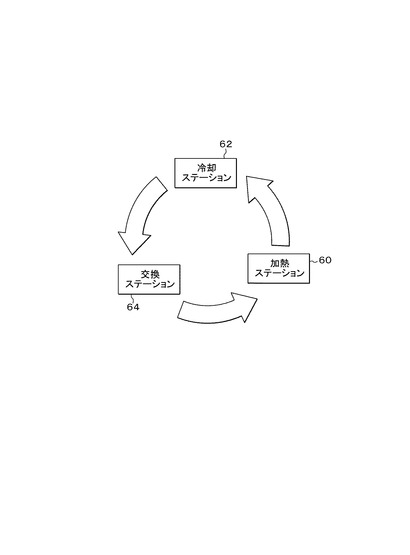
(5)前記実施例では、下槽24の直上で冷却を行うこととしたが、図示しない搬送手段を利用して、冷却も成形領域外で行うようにしてもよい。例えば、図5に示す例では、加熱ステーション60において図2(A)及び(B)に示す加熱が行われ、加熱が終了して下槽24から持ち上げられた上型12及び下型20は、図示しない搬送手段(例えば、ロボットアームなど)によって冷却ステーション62に送られて図3(A)に示す冷却が行われ、冷却の後に、交換ステーション64に送られて成形体50が取り出される。その間に、前記加熱ステーション60には、他の上型12及び下型20と成形体材料18がセットされ、加熱圧縮が行われる。このような移動式の構成とすることで、製造効率の更なる向上を図ることができる。
(6)前記実施例では、車両用のサイレンサ(吸音材)を成形する場合を例に挙げたが、本発明は、上型と下型で成形体材料を加熱圧縮して得られる公知の各種の成形体全般に適用可能である。
【産業上の利用可能性】
【0027】
本発明によれば、下槽を常時蓄熱しておき、型面に通じる通気孔をそれぞれ備えた上型と下型によって、成形体材料を加熱圧縮した後、前記上型との間に成形体材料を挟んだまま、下型を上昇させて下槽から分離する。そして、上槽に設けた吸気手段によって下型の通気孔から外気を取り込み、前記成形体材料を通過させて冷却したのちに、上型と下型を分離して成形体を取り出す(あるいは次の成形体材料と交換する)こととしたので、各種成形体の製造に適用できる。特に、車両用のサイレンサ(ないし吸音材),ドアトリム,クォータトリム,ピラーガーニッシュ,デッキボード,ルーフライニング,カーペットなどの内装材用の成形体を製造する場合に好適である。
【符号の説明】
【0028】
10:成形装置
11:上槽(型保持枠体)
11A,11B:排気口
12:上型
12A:型面
14:通気孔
15:隙間
16:昇降装置
17:ロッド
18:成形体材料
20:下型
20A:型面
22:通気孔
24:下槽
26:蓄熱槽
28:過熱蒸気発生装置
30:供給パイプ
32:射出口
34:過熱蒸気
35:蓄熱体
36:ドレン
38:スライドシャッター
40:駆動装置
42:バタフライ弁
44:ブロア
46:上型固定用シリンダ(上型ロック装置)
46A,48A:ロッド
48:下型固定用シリンダ(下型ロック装置)
50:成形体
52:ロボットアーム
60:加熱ステーション
62:冷却ステーション
64:交換ステーション
【技術分野】
【0001】
本発明は、例えば、車両用のサイレンサ(吸音材)などを成形するための成形方法及び装置に関するものである。
【背景技術】
【0002】
車両用のサイレンサ(吸音材)は、フェルト(繊維体)とバインダの混ぜ物などの成形体材料を金型で熱圧縮して成形される。例えば、下記特許文献1には、主として軽量材質のチップ状固形物から原材料と熱可塑性の繊維状バインダとの混合物である処理材を、成形型内へ吹き込み充填し、更に加熱プレスにより防音材形状に成形する防音材の製造方法において、前記加熱プレス工程で処理材及び成形型に対して行われる加熱と、次いで行われる成形品取り出しのための冷却とを、成形型の上下型成形面に開口した通気孔にそれぞれ熱気又は冷気を一方向へ通気させることによって行うことを特徴とする防音材の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001−60093公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した背景技術では、熱気を利用した加熱後に、そのままの位置で外気を利用した冷却を行って防音材を成形しているため、冷却効率が十分ではなく、成形サイクルの大幅な短縮が困難である。また、加熱に熱風(熱気)を利用しているため、設定温度を高くすることができず、良好なエネルギー効率が得られない。更に、成形体材料がガスに引火するおそれがあるという不都合もある。
【0005】
本発明は、以上の点に着目したもので、加熱効率及び冷却効率を高めて成形サイクルの短縮を図ることができる成形方法及び成形装置を提供することを、その目的とする。他の目的は、設備のコンパクト化,省エネルギー化,環境負荷の低減を図ることができる成形方法及び装置を提供することである。
【課題を解決するための手段】
【0006】
本発明の成形方法は、型面に通じる通気孔を有しており上槽との間に隙間を有するように前記上槽に固定される上型と、型面に通じる通気孔を有しており下槽内の蓄熱槽の上方に位置するように前記上型に着脱可能に固定される下型によって、成形体材料を圧縮する成形方法であって、前記下型と蓄熱槽の間に設けられた遮断手段を閉じて断熱し、前記蓄熱槽を蓄熱する工程,前記成形体材料を上型及び下型で圧縮するとともに、前記遮断手段を開いて前記下型を加熱する工程,加熱終了後、前記遮断手段を閉じて前記下型と蓄熱槽の間を遮断する工程,該遮断する工程後、前記上型との間に成形体材料を挟んだまま、前記下型を上型とともに上昇させ、前記下槽から分離する工程,前記上槽側に設けた吸気手段によって、前記下型の通気孔から外気を取り込んで前記成形体材料を通過させ、前記上型の通気孔を介して排気し冷却する工程,冷却終了後、前記上型と下型を分離し、成形体の取り出し又は成形体材料の交換を行う工程,を含むことを特徴とする。
【0007】
主要な形態の一つは、前記成形体の取り出し又は成形体材料の交換を行う工程において、前記下型ごと成形体を成形領域外へ移動させて、成形体の取り出し又は成形体材料の交換を行うことを特徴とする。他の形態は、前記加熱する工程における成形体材料の加熱を、過熱蒸気によって行うことを特徴とする。
【0008】
本発明の成形装置は、成形体材料を圧縮するとともに、型面に通じる通気孔をそれぞれ備えた上型及び下型,前記下型を下方から加熱する蓄熱槽と、該蓄熱槽と前記下型の間にスライド可能に配置されており断熱性を有する遮断手段とを含む下槽,前記上型との間に隙間を形成するように該上型が固定されるとともに、前記下型が前記蓄熱槽の上方に位置するように該下型が着脱可能に固定される上槽,前記上槽を昇降させる昇降機構,前記上型を前記上槽に対して固定する上型固定手段,前記下型を前記上槽に対して着脱可能に固定する下型固定手段,前記上型の通気孔に連通するように前記上槽に接続された吸気手段,を備えたことを特徴とする。
【0009】
主要な形態の一つは、前記下型を、成形体とともに成形領域外へ移動させるための搬送手段,を備えた事を特徴とする。他の形態は、前記蓄熱槽内に、蓄熱体を設けたことを特徴とする。更に他の形態は、前記蓄熱槽が、過熱蒸気を利用して前記下型を加熱することを特徴とする。
【発明の効果】
【0010】
本発明によれば、下槽を蓄熱しておき、型面に通じる通気孔をそれぞれ備えた上型と下型によって成形体材料を加熱圧縮した後、前記上型との間に成形体材料を挟んだまま、下型を上昇させて下槽から分離する。そして、上槽側に設けた吸気手段によって、下型の通気孔から外気を取り込み、前記成形体材料を通過させて冷却した後に、上型と下型を分離して成形体を取り出すこととした。このため、冷却効率を高めて成形サイクルの短縮を図ることができるという効果がある。また、前記加熱装置に過熱蒸気を利用することにより、加熱効率の向上,設備のコンパクト化,省エネルギー化,環境負荷の低減を図ることができる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施例1の成形装置の全体構成を示す断面図である。
【図2】前記実施例1の作用を示す断面図である。
【図3】前記実施例1の作用を示す断面図である。
【図4】前記実施例1の成形工程を示すフローチャートである。
【図5】本発明の他の実施例を示す図である。
【発明を実施するための形態】
【0012】
以下、本発明を実施するための最良の形態を、実施例に基づいて詳細に説明する。
【実施例1】
【0013】
最初に、図1〜図4を参照しながら本発明の実施例1を説明する。図1は、本実施例の成形装置の全体構成を示す断面図,図2及び図3は、本実施例の作用を示す断面図,図4は、本実施例の成形工程を示すフローチャートである。図1に示すように、本実施例の成形装置10は、車両用のサイレンサ(吸音材)などの成形体を製造するものであって、マット状の成形体材料18を加熱圧縮するための上型12及び下型20を中心に構成されており、上槽(ないし型保持枠体)11,昇降装置16,下槽24,過熱蒸気発生装置28,スライドシャッター38及びその駆動装置40,吸気用のブロア44などにより構成されている。前記成形体材料18は、公知のように、例えば、布材などの端材からなるフェルト(繊維体)にバインダとなる熱可塑性樹脂を混合したものなどである。
【0014】
前記上型12は、上槽11との間に空気や蒸気が通過するための隙間15を形成するように上槽11に固定されており、下型20は、下槽24内の蓄熱槽26上に位置するように、前記上槽11に固定されている。該上槽11の対向する側面には、それぞれ上型固定用シリンダ(上型ロック装置)46と下型固定用シリンダ(下型ロック装置)48が設けられている。これらシリンダ46,48のロッド46A,48Aが図1に矢印F2方向に移動し、その先端が上型12及び下型20の側面を押え付けることにより、上槽11に固定されるようになっている。図示の例では、ロッド46A,48Aの先端が、上型12及び下型20の側面の凹部に嵌まり込むようになっている。なお、前記上型12は上型固定用シリンダ46によって常時固定されており、下型20は下型固定用シリンダ48で着脱可能に固定されている。むろん、前記上型12も、メンテンナンス時には取り外すようにしてもよい。
【0015】
前記上型12及び下型20は、型面12A及び20Aによって成形体材料18を圧縮して所定形状に成形するものであり、それぞれの型面12A,20Aに通じる複数の通気孔14,22を備えている。上型12の通気孔14は上方で隙間15に接続し、上槽11の側面に設けられた排気口11Bには、バタフライ弁42を介してブロア44が接続されている。また、前記上槽11の他の側面には、成形処理中の過熱蒸気を外部に逃がすための他の排気口11Aが設けられている。前記上槽11の上面にはロッド17の一端が固定されており、該ロッド17の他端側には昇降装置16が設けられている。そして、該昇降装置16の駆動によって、図1に矢印F1で示す方向に、上槽11を介して上型12が昇降可能になっている。なお、前記上槽11は、上述した下型固定用シリンダ48によって前記下型20が着脱可能となっているため、ロック状態においては、前記下型20は上型12とともに昇降する。
【0016】
一方、前記下型20の下方には、下槽24が設けられている。該下槽24内の蓄熱槽26には、過熱蒸気発生装置28で発生した過熱蒸気を送るための供給パイプ30が配設されており、該供給パイプ30に設けられた複数の射出口32から過熱蒸気34が噴射される。前記過熱蒸気発生装置28としては、公知の各種の構造のものが利用可能である。また、前記蓄熱槽26の底面には、液化した過熱蒸気を外部に排出するためのドレン36が設けられている。このような蓄熱槽26の上方には、前記下型20との間を遮断するためのスライドシャッター38が設けられている。該スライドシャッター38は、駆動装置40に接続されており、図1に矢印F2で示す方向にスライドすることによって、下型20と蓄熱槽26間を遮断し、蓄熱槽26に蓄熱させることが可能となっている。前記スライドシャッター38としては、例えば、断熱性を有する素材が用いられる。
【0017】
また、前記下型20の底面と供給パイプ30の間に、ハニカム状の蓄熱体35を配置してもよい。該蓄熱体35を設けることにより、蓄熱槽26の蓄熱効率をより向上させることができる。本実施例では、前記スライドシャッター38が閉じているときは、前記射出口32から噴射された過熱蒸気34によって蓄熱槽26全体が蓄熱される。また、スライドシャッター38を開いているときは、蓄熱槽26によって下型20が加熱されるとともに、一部の過熱蒸気34が、前記蓄熱体35のハニカム状の通路と下型20の通気孔22を通過して成形体材料18を直接加熱する。
【0018】
次に、図2〜図4も参照して、本実施例による成形手順を説明する。まず、スライドシャッター38を閉じるとともに過熱蒸気発生装置28からの過熱蒸気の供給を開始し、下槽24内の蓄熱槽26を蓄熱する(図4のステップS10,図2(A))。次に、下型20に成形体材料18を載せる(図4のステップS12)。そして、上型固定用シリンダ46によって上槽11に固定された上型12を図2(A)に矢印F1aで示す方向に下降させ、下型20との間に成形体材料18を挟んで圧縮するとともに、スライドシャッター38を図2(B)に矢印F2aで示す方向に開き、加熱を開始する(図4のステップS14)。このとき、通気孔22及び成形体材料18を介して通気孔14に入り込んだ過熱蒸気は、隙間15及び排気口11Aを介して排気される。また、下型固定用シリンダ48で下型20を固定する。本実施例では、加熱に400℃程度の過熱蒸気を利用しているため、200℃程度の熱風で加熱を行う従来の手法では18秒程度の加熱時間を要するのに対し、8秒程度で効率良く短時間で加熱を行うことができる。また、装置全体を小規模化することができる。
【0019】
加熱が終了したら、図2(C)に矢印F2bで示す方向にスライドシャッター38をスライドさせて蓄熱槽26の上方を閉じ(図4のステップS16)、次に、上型12と下型20で成形体材料18を挟んだまま、上型12及び下型20を図2(C)に矢印F1bに示すように上昇させ、下槽24(ないし蓄熱槽26)から分離する(図4のステップS18)。なお、下型20は、前記ステップS14のタイミングで、前記下型固定用シリンダ48によって上槽11に固定されている。本実施例では、上型12及び下型20の上昇後も、過熱蒸気発生装置28からの過熱蒸気の供給を継続しているため、蓄熱槽26を蓄熱しておくことができ、次の成形を行う場合に好都合である。
【0020】
そして、上槽11に接続したブロア44をONにするとともにバタフライ弁42を開き、図3(A)に示すように、下型20の下方から通気孔22を介して外気を取り入れ、成形体材料18を通過させて冷却する(図4のステップS20)。冷却に要する時間は、例えば、8秒程度であり、上述した熱風による従来方法で要する18秒程度と比べて、大幅に短縮できる。前記成形体材料18を通過した外気は、上型12の通気孔14,隙間15,排気口11Bを通過し、バタフライ弁42及びブロア44を介して外部に排気される。以上のようにして冷却が完了したら、下型固定用シリンダ48により下型20の固定を解除して、下型20を上型12から分離し、図3(B)に示すように、下型20ごと成形体50をロボットアーム52などで取り出し(図4のステップS22)、下槽24上から移動させる。いいかえれば、成形領域外へ移動させる。次に、別の下型20に次の成形のための成形体材料18をセットし、その下型20を下槽24に載せる(図4のステップS24)。そして、前記昇降装置16によって上槽11及び上型12を下降させて、上述した手順と同様に成形を行う(図3(C)及び図4のステップS26)。
【0021】
あるいは、前記下型固定用シリンダ48による下型20の固定を解除したのち、図示しないガイド部材などによって下型20のみを下槽24上に戻し、該下槽24上に載置された下型20をロボットなどに設定された図示しない下型保持装置により保持し、成形領域外へ移動させてもよい。この場合、前記下型20上の成形体50を取り出すとともに、次の成形のための成形体材料18を投入し、再度、下型20を下槽24の成形領域にセットする。上述したいずれの手順においても、下型20を上型12から分離するため、昇降装置16を作動させる必要がなく、成形サイクルを短縮できる。また、成形領域外で成形体材料18の交換や成形体50の取り出しが可能となるため、作業安全性の向上を図ることができる。
【0022】
また、あるいは、冷却終了後、上型12及び下型20を昇降装置16により下降させ、下型20を下槽24上においてから、下型固定用シリンダ48による固定を解除し、上型12のみを上昇させ、成形体50を取り出し、次の成形のための成形体材料18を下型20上に投入してもよい。
【0023】
このように、実施例1によれば、次のような効果がある。
(1)下槽24の蓄熱槽26を常時蓄熱しておき、型面12A,20Aに通じる通気孔14,22をそれぞれ備えた上型12と下型20によって成形体材料18を加熱圧縮した後、前記上型12との間に成形体材料18を挟んだまま、前記下型20を上昇させて下槽から分離する。そして、上槽11に接続したブロア44によって、下型20の通気孔22から外気を取り込み、前記成形体材料18を通過させて冷却した後に、上型12と下型20を分離して成形体50を取り出すため、加熱及び冷却効率を高めて成形サイクルの大幅な短縮を図ることができる。
(2)蓄熱槽26が過熱蒸気を利用して加熱を行うため、成形サイクルの更なる短縮,省エネルギー化,設備のコンパクト化が可能になるとともに、CO2の排出量を削減して環境負荷の低減を図ることができる。
【0024】
(3)前記蓄熱槽26に蓄熱体35を設けることとしたので、蓄熱効果の増大を図ることができる。
(4)冷却終了後、下型20ごと成形体50を上槽11から分離することで、昇降装置16の作動を低減し成形サイクルの短縮を図ることができる。
(5)成形体50の取り出しや成形体材料18の交換を、成形領域外で行うことで、作業安全性の向上が可能である。
【0025】
なお、本発明は、上述した実施例に限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることができる。例えば、以下のものも含まれる。
(1)前記実施例で示した装置構成は一例であり、同様の効果を奏するように適宜設計変更してよい。例えば、前記実施例では、蓄熱槽26で過熱蒸気を利用することとしたが、これも一例であり、他の加熱方法を利用することを妨げるものではない。
(2)前記実施例で示した蓄熱体35も必要に応じて設けるようにすればよい。また、前記実施例では、ハニカム状の蓄熱体を例にあげたが、他の公知の各種の蓄熱体を利用することを妨げるものではない。
(3)前記スライドシャッター38のスライド機構や、上槽11の昇降機構,上型12及び下型20の固定機構も一例であり、同様の効果を奏するように適宜設計変更してよい。
(4)前記実施例で示した作用は一例であり、同様の効果を奏するように適宜変更してよい。例えば、上型12と下型20のロック及びその解除のタイミングなども一例であり、同様の効果を奏するように適宜変更してよい。また、前記実施例では、連続成形をする場合について説明したが、一回のみの成形に適用してもよい。
【0026】
(5)前記実施例では、下槽24の直上で冷却を行うこととしたが、図示しない搬送手段を利用して、冷却も成形領域外で行うようにしてもよい。例えば、図5に示す例では、加熱ステーション60において図2(A)及び(B)に示す加熱が行われ、加熱が終了して下槽24から持ち上げられた上型12及び下型20は、図示しない搬送手段(例えば、ロボットアームなど)によって冷却ステーション62に送られて図3(A)に示す冷却が行われ、冷却の後に、交換ステーション64に送られて成形体50が取り出される。その間に、前記加熱ステーション60には、他の上型12及び下型20と成形体材料18がセットされ、加熱圧縮が行われる。このような移動式の構成とすることで、製造効率の更なる向上を図ることができる。
(6)前記実施例では、車両用のサイレンサ(吸音材)を成形する場合を例に挙げたが、本発明は、上型と下型で成形体材料を加熱圧縮して得られる公知の各種の成形体全般に適用可能である。
【産業上の利用可能性】
【0027】
本発明によれば、下槽を常時蓄熱しておき、型面に通じる通気孔をそれぞれ備えた上型と下型によって、成形体材料を加熱圧縮した後、前記上型との間に成形体材料を挟んだまま、下型を上昇させて下槽から分離する。そして、上槽に設けた吸気手段によって下型の通気孔から外気を取り込み、前記成形体材料を通過させて冷却したのちに、上型と下型を分離して成形体を取り出す(あるいは次の成形体材料と交換する)こととしたので、各種成形体の製造に適用できる。特に、車両用のサイレンサ(ないし吸音材),ドアトリム,クォータトリム,ピラーガーニッシュ,デッキボード,ルーフライニング,カーペットなどの内装材用の成形体を製造する場合に好適である。
【符号の説明】
【0028】
10:成形装置
11:上槽(型保持枠体)
11A,11B:排気口
12:上型
12A:型面
14:通気孔
15:隙間
16:昇降装置
17:ロッド
18:成形体材料
20:下型
20A:型面
22:通気孔
24:下槽
26:蓄熱槽
28:過熱蒸気発生装置
30:供給パイプ
32:射出口
34:過熱蒸気
35:蓄熱体
36:ドレン
38:スライドシャッター
40:駆動装置
42:バタフライ弁
44:ブロア
46:上型固定用シリンダ(上型ロック装置)
46A,48A:ロッド
48:下型固定用シリンダ(下型ロック装置)
50:成形体
52:ロボットアーム
60:加熱ステーション
62:冷却ステーション
64:交換ステーション
【特許請求の範囲】
【請求項1】
型面に通じる通気孔を有しており上槽との間に隙間を有するように前記上槽に固定される上型と、型面に通じる通気孔を有しており下槽内の蓄熱槽の上方に位置するように前記上型に着脱可能に固定される下型によって、成形体材料を圧縮する成形方法であって、
前記下型と蓄熱槽の間に設けられた遮断手段を閉じて断熱し、前記蓄熱槽を蓄熱する工程,
前記成形体材料を上型及び下型で圧縮するとともに、前記遮断手段を開いて前記下型を加熱する工程,
加熱終了後、前記遮断手段を閉じて前記下型と蓄熱槽の間を遮断する工程,
該遮断する工程後、前記上型との間に成形体材料を挟んだまま、前記下型を上型とともに上昇させ、前記下槽から分離する工程,
前記上槽側に設けた吸気手段によって、前記下型の通気孔から外気を取り込んで前記成形体材料を通過させ、前記上型の通気孔を介して排気し冷却する工程,
冷却終了後、前記上型と下型を分離し、成形体の取り出し又は成形体材料の交換を行う工程,
を含むことを特徴とする成形方法。
【請求項2】
前記成形体の取り出し又は成形体材料の交換を行う工程において、前記下型ごと成形体を成形領域外へ移動させて、成形体の取り出し又は成形体材料の交換を行うことを特徴とする請求項1記載の成形方法。
【請求項3】
前記加熱する工程における成形体材料の加熱を、過熱蒸気によって行うことを特徴とする請求項1又は2記載の成形方法。
【請求項4】
成形体材料を圧縮するとともに、型面に通じる通気孔をそれぞれ備えた上型及び下型,
前記下型を下方から加熱する蓄熱槽と、該蓄熱槽と前記下型の間にスライド可能に配置されており断熱性を有する遮断手段とを含む下槽,
前記上型との間に隙間を形成するように該上型が固定されるとともに、前記下型が前記蓄熱槽の上方に位置するように該下型が着脱可能に固定される上槽,
前記上槽を昇降させる昇降機構,
前記上型を前記上槽に対して固定する上型固定手段,
前記下型を前記上槽に対して着脱可能に固定する下型固定手段,
前記上型の通気孔に連通するように前記上槽に接続された吸気手段,
を備えたことを特徴とする成形装置。
【請求項5】
前記下型を、成形体とともに成形領域外へ移動させるための搬送手段,
を備えた事を特徴とする請求項4記載の成形装置。
【請求項6】
前記蓄熱槽内に、蓄熱体を設けたことを特徴とする請求項4又は5記載の成形装置。
【請求項7】
前記蓄熱槽が、過熱蒸気を利用して前記下型を加熱することを特徴とする請求項4〜6のいずれかに記載の成形装置。
【請求項1】
型面に通じる通気孔を有しており上槽との間に隙間を有するように前記上槽に固定される上型と、型面に通じる通気孔を有しており下槽内の蓄熱槽の上方に位置するように前記上型に着脱可能に固定される下型によって、成形体材料を圧縮する成形方法であって、
前記下型と蓄熱槽の間に設けられた遮断手段を閉じて断熱し、前記蓄熱槽を蓄熱する工程,
前記成形体材料を上型及び下型で圧縮するとともに、前記遮断手段を開いて前記下型を加熱する工程,
加熱終了後、前記遮断手段を閉じて前記下型と蓄熱槽の間を遮断する工程,
該遮断する工程後、前記上型との間に成形体材料を挟んだまま、前記下型を上型とともに上昇させ、前記下槽から分離する工程,
前記上槽側に設けた吸気手段によって、前記下型の通気孔から外気を取り込んで前記成形体材料を通過させ、前記上型の通気孔を介して排気し冷却する工程,
冷却終了後、前記上型と下型を分離し、成形体の取り出し又は成形体材料の交換を行う工程,
を含むことを特徴とする成形方法。
【請求項2】
前記成形体の取り出し又は成形体材料の交換を行う工程において、前記下型ごと成形体を成形領域外へ移動させて、成形体の取り出し又は成形体材料の交換を行うことを特徴とする請求項1記載の成形方法。
【請求項3】
前記加熱する工程における成形体材料の加熱を、過熱蒸気によって行うことを特徴とする請求項1又は2記載の成形方法。
【請求項4】
成形体材料を圧縮するとともに、型面に通じる通気孔をそれぞれ備えた上型及び下型,
前記下型を下方から加熱する蓄熱槽と、該蓄熱槽と前記下型の間にスライド可能に配置されており断熱性を有する遮断手段とを含む下槽,
前記上型との間に隙間を形成するように該上型が固定されるとともに、前記下型が前記蓄熱槽の上方に位置するように該下型が着脱可能に固定される上槽,
前記上槽を昇降させる昇降機構,
前記上型を前記上槽に対して固定する上型固定手段,
前記下型を前記上槽に対して着脱可能に固定する下型固定手段,
前記上型の通気孔に連通するように前記上槽に接続された吸気手段,
を備えたことを特徴とする成形装置。
【請求項5】
前記下型を、成形体とともに成形領域外へ移動させるための搬送手段,
を備えた事を特徴とする請求項4記載の成形装置。
【請求項6】
前記蓄熱槽内に、蓄熱体を設けたことを特徴とする請求項4又は5記載の成形装置。
【請求項7】
前記蓄熱槽が、過熱蒸気を利用して前記下型を加熱することを特徴とする請求項4〜6のいずれかに記載の成形装置。
【図1】


【図2】
【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−201660(P2010−201660A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−47436(P2009−47436)
【出願日】平成21年2月28日(2009.2.28)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【出願人】(591275403)サーモ・エレクトロン株式会社 (6)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年2月28日(2009.2.28)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【出願人】(591275403)サーモ・エレクトロン株式会社 (6)
【Fターム(参考)】
[ Back to top ]