
成形材料、成形体、及びRFIDシステム
【課題】 交信距離やRFタグの動作を確保し、帯電防止性を得ることのできる成形材料、成形体、及びRFIDシステムを提供する。
【解決手段】 熱可塑性樹脂に少なくとも導電性材料が配合された成形材料により、RFIDシステム1のRFタグ2が貼着される半導体ウェーハ用のダイシングフレーム10を成形する。成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間が5秒以下となるよう選択するとともに、ダイシングフレーム10の表面抵抗率を1.E+10Ω〜5.E+12Ωの範囲とする。
【解決手段】 熱可塑性樹脂に少なくとも導電性材料が配合された成形材料により、RFIDシステム1のRFタグ2が貼着される半導体ウェーハ用のダイシングフレーム10を成形する。成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間が5秒以下となるよう選択するとともに、ダイシングフレーム10の表面抵抗率を1.E+10Ω〜5.E+12Ωの範囲とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、交信距離やRFタグの動作を確保し、帯電防止性を得ることのできる成形材料、成形体、及びRFIDシステムに関するものである。
【背景技術】
【0002】
近年、バーコードに代わる次世代技術として、データ容量が多く汚れに強いRFIDシステムが期待されている。このRFIDシステムは、移動体識別装置、移動体識別システム、あるいはICタグシステムとも呼ばれ、図示しない移動体に取り付けられるRFタグと、このRFタグとの間で電磁誘導方式により電波を送受信してRFタグの内部メモリにアクセスするリーダ/ライタと、このリーダ/ライタを制御するコンピュータとを備えて構成され、製品の情報管理や加工工程履歴の情報管理等に使用されている(特許文献1、2参照)。
【0003】
移動体は、各種の金属や合成樹脂等からなる材料を使用して製造されるが、利用される分野や材料の特徴により、問題が発生するので、各種の技術によりカバーされる。例えば移動体やRFIDシステムが電子や半導体等の分野で使用される場合には、電子部品や半導体の静電破壊という問題を防ぐ観点から帯電防止技術が用いられる。この帯電防止技術としては、所定の表面抵抗率の成形材料を使用して移動体を成形する技術、あるいは絶縁性の成形材料を使用して移動体を成形した後、この移動体の表面に所定の表面処理を施して上記表面抵抗率を獲得し、静電気を拡散可能な状態を作り出す技術があげられる。
【0004】
なお、移動体の抵抗値が余りに低すぎると、いわゆる「電撃」が生じ、外観上や性能上の不具合を発生させてしまうので、表面抵抗率を調整した成形材料を使用して移動体を成形する必要がある。
【0005】
RFIDシステムのRFタグは、ICタグとも、トランスポンダとも呼ばれ、所定の材料からなる移動体に取り付けられるカード等の装着片と、この装着片に装着されるICチップと、このICチップに接続されたアンテナとを備えて構成され、交流磁界によるコイルの相互誘導を利用してリーダ/ライタから情報や電力が伝送される。また、リーダ/ライタは、RFタグのアンテナに対して電波を送受信してデータを非接触で読み書きするアンテナと、RFタグとの交信を制御等するコントローラとを備え、コンピュータ等に接続されている。
【特許文献1】特開2006‐081140号公報
【特許文献2】特開2006‐079134号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
RFIDシステムは、以上のように構成され、移動体が金属のような低抵抗値の材料を使用して半導体ウェーハ用のダイシングフレーム等として製造される場合には、リーダ/ライタからの磁束が移動体、すなわち金属の表面で平行化してRFタグのアンテナを通過しにくくなり、誘導起電力が十分に発生せず、本来の交信距離を確保することができないという問題がある。
【0007】
また、RFタグのアンテナのインダクタンスが金属の影響により変化して共振周波数を変化させ、交信距離の低下を招くという問題がある。さらに、リーダ/ライタからのエネルギーにより金属に渦電流が発生してジュール熱を生じさせ、このジュール熱によりエネルギー損失が生じてRFタグの動作に支障を来たすという問題もある。
【0008】
このような問題を解消する手段としては、(1)金属製の移動体とRFタグとの間に透磁率の高い軟磁性シートを介在するとともに、所定の共振周波数となるようインダクタンスとコンデンサとを再設計し、金属製の移動体と軟磁性シートとの間に高導電性金属を介在する方法、(2)金属製の移動体の代わりに導電性プラスチックを使用して移動体を成形する方法、(3)金属製の移動体の代わりに絶縁性プラスチックを使用して移動体を成形するという方法が考えられる。
【0009】
しかしながら、(1)の方法では、交信距離やRFタグの動作を確保することができるものの、コストの増大を招き、しかも、軟磁性シートや高導電性金属を介在する必要があるので、RFタグの重量増大、巨大化、肉厚化という大きな問題が新たに生じることとなる。また、(2)の方法では、コストの削減、軽量化、帯電防止を図ることができるものの、抵抗値が低すぎるので、交信距離の低下を招き、しかも、電撃により外観上や性能上の不具合を発生させてしまうこととなる。さらに、(3)の方法では、交信距離やRFタグの動作を確保することができる反面、静電気により電子部品や半導体が破損したり、塵埃が付着してしまうこととなる。
【0010】
本発明は上記に鑑みなされたもので、交信距離やRFタグの動作を確保し、帯電防止性を得ることのできる成形材料、成形体、及びRFIDシステムを提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明においては上記課題を解決するため、熱可塑性樹脂に少なくとも導電性材料が配合され、RFIDシステムのRFタグが取り付けられる成形材料であって、
FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVを500Vに減衰するまでの時間を5秒以下とし、表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲とすることを特徴としている。
なお、導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料であると良い。
【0012】
また、本発明においては上記課題を解決するため、熱可塑性樹脂に少なくとも導電性材料を配合した成形材料により、RFIDシステムのRFタグが取り付けられる移動体を成形した成形体であって、
成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間が5秒以下となるよう選択するとともに、移動体の表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲としたことを特徴としている。
【0013】
なお、導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料であると良い。
また、移動体を、半導体ウェーハ用のダイシングフレーム、ICトレイ、キャリアテープ、リードフレームケース、あるいはマスクケースとすることができる。
【0014】
また、本発明においては上記課題を解決するため、請求項1又は2記載の成形材料により成形された移動体に取り付けられるRFタグと、このRFタグとの間で電波を送受信する読取装置と、この読取装置を制御する制御装置とを含んでなることを特徴としている。
【0015】
ここで、特許請求の範囲におけるRFIDシステムは、電磁結合方式、電磁誘導方式、電波方式等に分類されるが、特に問うものではない。このRFIDシステムで使用する周波数は、電波法、電波法施行規則、安全規格等を満たすものであれば、特に限定されないが、殆どの国で使用することのできる13.56MHz帯域、950MHz帯域、2.45GHzの他、世界的に使用できる135kHz以下が好ましい。
【0016】
RFIDシステムのRFタグには、ラベル形、円筒形、カード形、箱形等があるが、特に問うものではない。また、RFタグとの間で電波を送受信する読取装置は、アンテナとコントローラとを一体あるいは別体に備え、コンピュータ等からなる制御装置に接続される。
【0017】
移動体は、各種分野のシステム(例えば、自動車生産ラインの搬送部品、クリーニング用衣服管理システムのハンガー等、回転寿司清算システムの皿、入退室管理システムの入退室証等)で使用される物品であれば、特に限定されるものではないが、電気電子、半導体、液晶等の分野で使用される半導体ウェーハ用のダイシングフレーム、ICトレイ、キャリアテープのリール、リードフレームケース、あるいはマスクケースが好ましい。また、半導体の製造に使用される各種の半導体ウェーハ収納容器(例えば、FOUPやFOSB等)やカセット等でも良い。
【0018】
成形には、少なくとも射出成形、圧縮成形、押出成形等の成形法が含まれる。さらに、成形材料や移動体の表面抵抗率〔Ω〕は、好ましくは表面抵抗値〔Ω/□〕として表すことができる。
【0019】
本発明によれば、移動体を成形する成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間を5秒以下とするよう調製し、かつ移動体の表面抵抗率を好ましくは1.E+10Ω〜2.E+13Ωの範囲とするので、RFIDシステム本来の交信距離を略確保したり、ジュール熱の発生に伴いRFタグの動作に支障を来たすのを防ぐことができる。また、静電気の発生により移動体等が破損したり、移動体に塵埃が付着するのを防ぐことができる。
【発明の効果】
【0020】
本発明によれば、交信距離やRFタグの動作を確保し、しかも、帯電防止効果により、移動体の静電破壊を防いだり、塵埃の付着を抑制することができるという効果がある。
また、導電性材料をリチウム系のイオン導電材料とすれば、帯電防止性とRFタグの動作性を容易に両立させることができる。
【発明を実施するための最良の形態】
【0021】
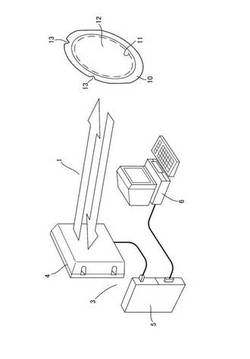
以下、図面を参照して本発明の好ましい実施の形態を説明する。本実施形態における成形体は、図1や図2に示すように、熱可塑性樹脂に導電性材料が配合された成形材料により、RFIDシステム1のRFタグ2が貼着される半導体ウェーハ用のダイシングフレーム10を成形するようにしている。
【0022】
成形材料(後述する実施例のペレットに相当する)は、例えば熱可塑性樹脂に導電性材料が所定の範囲で混合して配合され、RFタグ2の動作性と帯電防止の両立を図る観点から、FTMS 101B Method 4046−1969規格(米国のミル規格)におけるチャージ電圧5KVが500Vに減衰するまでの時間(ディケイタイム)を5秒以下とするよう調製されるとともに、ダイシングフレーム10の表面抵抗率を好ましくは1.E+10Ω〜2.E+13Ωの範囲、より好ましくは1.E+10Ω〜5.E+12Ωの範囲とするよう調製される。
【0023】
熱可塑性樹脂としては、特に限定されるものではないが、例えば射出成形に適するポリプロピレン、ABS、ポリスチレン、ポリメチルメタクリレート等のアクリル系樹脂、塩化ビニル、ポリフェニレンオキシド、ポリカーボネート、ナイロン系樹脂、ポリフェニレンスルフィド、芳香族ポリスルホン等があげられる。また、導電性材料としては、ケッチェンブラック、アセチレンブラック等の導電性カーボン、酸化錫、酸化インジウム等の金属酸化物、過塩素酸リチウムや有機ホウ素錯体リチウム塩等のリチウム系イオン導電材料等があげられる。
【0024】
ダイシングフレーム10の表面抵抗率の下限値は1.E+10Ωであるが、これは、この値未満の場合には、安定して成形することができなくなるからである。
【0025】
RFIDシステム1は、図1や図2に示すように、移動体である半導体ウェーハ用のダイシングフレーム10に貼着される小さいRFタグ2と、このRFタグ2との間で電磁誘導方式により電波を送受信してRFタグ2の内部メモリにアクセスするリーダ/ライタ3と、このリーダ/ライタ3を制御するコンピュータ6とを備えて構成され、RFタグ2とリーダ/ライタ3との間で送受信される電波の共振周波数が13.56MHz帯域、例えば13.56MHz±7kHz、13.56MHz±150kHz、13.56MHz±450kHz等とされる。
【0026】
RFタグ2は、ダイシングフレーム10の表面に貼着される可撓性の薄いフィルム基板と、このフィルム基板に装着されるICチップと、このICチップに接続されたアンテナとを備え、フィルム基板の裏面に、ダイシングフレーム10取付用の粘着剤層が積層されてラベル型に構成されている。このRFタグ2は、記憶容量の大容量化が可能なS−RAM、記憶保持用の電池が不要なEEP−ROM、読み出しや書き込み時間の速いFe−RAM等が選択して採用される。
【0027】
リーダ/ライタ3は、RFタグ2のアンテナに対して電波を送受信するアンテナ4と、RFタグ2とコンピュータ6との間のプロトコル交換を行うコントローラ5とを備え、システムの制御装置であるコンピュータ6に有線あるいは無線により接続される。
【0028】
半導体ウェーハ用のダイシングフレーム10は、上記した成形材料により図1や図2に示す中空の平面略リング形に射出成形されている。このダイシングフレーム10は、その丸い中空部11に例えば口径300mmの半導体ウェーハWが嵌合され、ダイシング用の粘着シート12で共に貼着されて半導体ウェーハWを一体に支持固定する。半導体ウェーハWは、ダイシングフレーム10に支持されてダイシング工程等で処理される。
【0029】
ダイシングフレーム10は、半導体ウェーハWよりも一回り大きい平面略リング形に形成されるとともに、2〜3mmの厚さを有する平坦な薄板に形成され、工業規格ASTM D790における常温の曲げ弾性率が好ましくは25〜50GPa、より好ましくは25〜40GPaの範囲とされており、ASTM D790における常温の曲げ強度が好ましくは150〜600MPa、より好ましくは150〜400MPaの範囲とされる。これは、曲げ弾性率や曲げ強度の値が係る範囲から外れると、ダイシングフレーム10の強度が低下したり、ダイシングフレーム10が容易に破損してしまうからである。
【0030】
ダイシングフレーム10の前部両側には位置決め用のノッチ13がそれぞれ切り欠かれ、ダイシングフレーム10の表面後部には横長の収納穴14が穿孔されており、この収納穴14にはRFタグ2が粘着剤層を介して貼着される。
【0031】
上記によれば、ダイシングフレーム10の成形材料に導電性カーボンを安易に添加するのではなく、成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間を5秒以下とするよう調製し、かつダイシングフレーム10の表面抵抗率を好ましくは1.E+10Ω〜2.E+13Ωの範囲とするので、RFIDシステム本来の交信距離(例えば、20〜30mm)を十分に確保することができる。
【0032】
また、ダイシングフレーム10の表面抵抗率の下限値を1.E+10Ωとするので、帯電防止性や成形性を確保し、しかも、交信距離の短縮防止を図ることができる。また、ジュール熱の発生を抑制することができるので、エネルギー損失が生じてRFタグ2の動作に支障を来たすこともない。
【0033】
また、ダイシングフレーム10とRFタグ2との間に、透磁率の高い軟磁性シートや高導電性金属を交信距離維持のために介在させるような特別の処置が必要がないので、ダイシングフレーム10やRFタグ2の重量増大、巨大化、肉厚化を防止することができる。この効果は、半導体の製造ラインや加工装置等との関係で高さ制限、剛性や薄さを要求されるダイシングフレーム10に関してきわめて重要である。
【0034】
また、静電気により半導体ウェーハWのパターン回路が破損したり、半導体の製造分野では特に重要視される塵埃が付着してしまうこともない。また、導電性材料として、導電性のカーボンではなく、カーボンよりも抵抗値の高いリチウム系イオン導電材料を選択すれば、帯電防止性とRFタグ2の動作性の両立をさらに容易に図ることが可能になる。
【0035】
また、RFタグ2とリーダ/ライタ3との間で送受信される電波の共振周波数を13.56MHz帯域とすれば、金属の影響を蒙りやすいものの、日本のみならず、米国やヨーロッパを含む殆どの国で周波数を変更することなくそのまま使用することが可能となり、汎用性の著しい向上が期待できる。
【0036】
また、バーコードシステムではなく、RFIDシステム1を採用するので、(1)非接触の読み取りが可能になる、(2)人為的なミスを回避できる自動読み取りが可能になる、(3)データの書き換えやデータの記憶容量増大が大いに期待できる、(4)情報の分散処理によりシステムの拡張や変更に柔軟に対応することができる、という様々な効果を得ることができる。さらに、ダイシングフレーム10を射出成形するので、他の成形法に比べ、生産性、品質安定性、応用性等の点で優れた効果が期待できる。
【0037】
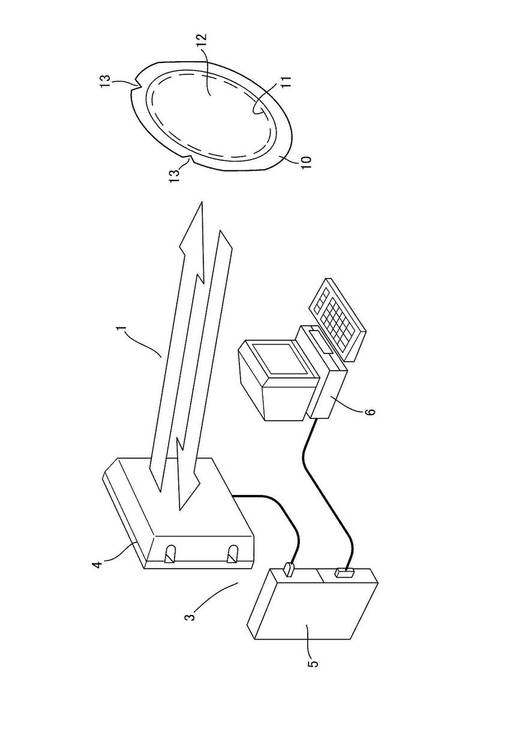
次に、図3は本発明の第2の実施形態を示すもので、この場合には、上記した成形材料により、RFIDシステム1のRFタグ2が貼着されるICトレイ20を射出成形するようにしている。
【0038】
ICトレイ20は、例えば横長の板形に形成され、表面のXY方向にはIC用の複数の収納穴21が配列して凹み形成されるとともに、周縁部にはRFタグ2が貼着されており、製造用、テスト用、あるいは出荷用として利用される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても上記実施形態と同様の作用効果が期待でき、用途の拡大が期待できるのは明らかである。
【0039】
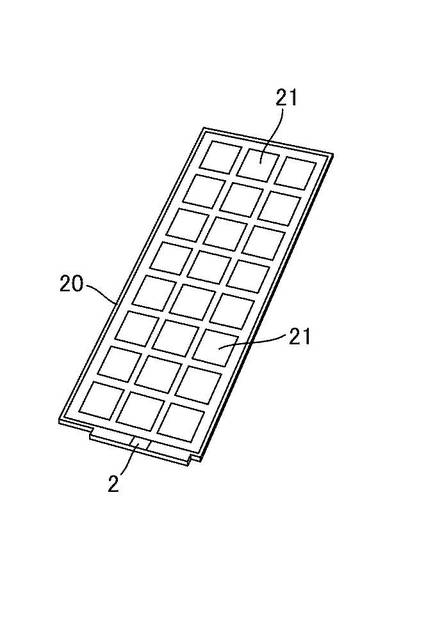
次に、図4は本発明の第3の実施形態を示すもので、この場合には、上記した成形材料により、RFタグ2が貼着されるキャリアテープ30のリール31を射出成形するようにしている。
【0040】
キャリアテープ30は、リール31に巻回される細長い長尺のテープ32の長手方向に、ICチップ、コンデンサ、トランジスタ等の電子部品を収納する複数の凹部33が間隔をおいて凹み形成される。リール31の表面には、薄いRFタグ2が貼着される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても、上記実施形態と同様の作用効果が期待でき、用途の拡大が期待できるのは明らかである。
【0041】
次に、図5は本発明の第4の実施形態を示すもので、この場合には、上記した成形材料により、RFタグ2が貼着されるリードフレームケース40を射出成形するようにしている。
【0042】
リードフレームケース40は、平面視で横長に成形されて相互に嵌合する上下一対の外箱41と、この一対の外箱41の内部に着脱自在に収納されてリードフレームの変形を防止しつつ保管する平面視横長の内箱42とを備え、リードフレームの保管や搬送に使用される。一対の外箱41は、それぞれ半透明に成形され、一方の外箱41の表面周縁部には、薄いRFタグ2が貼着される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても、上記実施形態と同様の作用効果が期待できるのは明白である。
【0043】
次に、図6は本発明の第5の実施形態を示すもので、この場合には、上記した成形材料により、RFタグ2が貼着されるマスクケース50を射出成形するようにしている。
【0044】
マスクケース50は、相互に嵌合する上下一対の外箱51と、この一対の外箱51の内部に着脱自在に収納されてフォトマスク材の石英ガラスを横一列に整列収納する内箱52とを備え、矩形を呈した薄い石英ガラスの収納や搬送に使用される。一対の外箱51は、それぞれ透明あるいは半透明に成形され、一方の外箱51の周壁正面には、薄いRFタグ2が貼着される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても、上記実施形態と同様の作用効果が期待できるのは明白である。
【0045】
なお、上記実施形態では熱可塑性樹脂に導電性材料のみを配合したが、この導電性材料以外に難燃剤、紫外線吸収剤、着色剤、強化材等を配合しても良い。また、RFIDシステム1の制御装置としてコンピュータ6を示したが、同様の機能を発揮するのであれば、各種のコントローラや情報通信機器を使用しても良い。また、半導体ウェーハWは、口径300mmタイプの他、口径200mmや口径450mmタイプ等でも良い。
【実施例】
【0046】
以下、本発明に係る成形材料、成形体、及びRFIDシステムの実施例を比較例と共に説明する。
実施例1
先ず、芳香族ポリスルホン(BASF社製 商品名ULTRASON−E1010P)80重量%、ポリフェニレンスルフィド樹脂(東レ社製 商品名ライトンE−1880)20重量%からなる樹脂組成物100重量部に対して導電性材料であるカーボンブラック(Columbian社製 商品名N−550U)18重量部を配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
【0047】
成形品を射出成形したら、成形品の表面抵抗率、及びFTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの静電気減衰時間を測定し、その後、成形品をRFIDシステムの移動体とした場合の性能を評価して表1にまとめた。
【0048】
成形品の表面抵抗率の測定に際しては、ダイアインスツルメンツ社製の測定装置(商品名ハイレスタUP MCP−HT450)を使用して測定した。また、静電気減衰時間は、Electro−techsystem,inc社製の測定装置(商品名StaticDecay Meter Model 406B)を使用して測定した。
【0049】
RFIDシステムを構成するRFタグは、共振周波数が13.56MHz帯域のリンテック株式会社製(商品名Britem TS−L)を使用した。また、リーダ/ライタは、リンテック株式会社製(商品名PRF1356−T4(微弱タイプ))とした。
【0050】
交信距離については、板状の成形品の中心にRFタグを貼付し、このRFタグとリーダ/ライタのそれぞれの中心部を接触させた後、徐々に平行に離間してリーダ/ライタがRFタグを検知する最大の間隔を交信距離とした。
なお、成形品無しでRFタグとリーダ/ライタとの交信距離を測定したところ、32mmであり、これを初期値とした。
【0051】
RFIDシステムにおける成形品の評価については、交信距離において初期値との比率が90%以上であり、かつ静電気の減衰時間が5秒以下であることを基準とし、この基準を満たす場合を○、基準を満たさない場合を×で表記した。
【0052】
実施例2
ナイロン系樹脂(三菱エンジニアリングプラスチックス社製)に対して導電性材料であるリチウム系のイオン導電剤(三光化学社製 商品名TBX310)を重量比10%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0053】
実施例3
ABS系樹脂(東レ社製)に対して導電性材料であるリチウム系のイオン導電剤(三光化学社製 商品名TBX310)を重量比10%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0054】
実施例4
PPS系樹脂(大日本インキ化学工業社製)に対して導電性材料である高分子型の帯電防止剤(三洋化成工業社製)を重量比10%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0055】
比較例1
ナイロン系樹脂(三菱エンジニアリングプラスチックス社製)に対して導電性材料であるケッチェンブラック(デグサ社製 商品名♯4)を重量比4%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0056】
比較例2
ABS系樹脂(東レ社製)に対して導電性材料であるケッチェンブラック(デグサ社製 商品名♯4)を重量比20%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0057】
比較例3
PPS系樹脂(住友ベークライト社製)を成形材料とし、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。PPS系樹脂の組成は、PPS25wt%、炭酸カルシウム50wt%、カーボンファイバ25wt%である。また、射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0058】
【表1】

【0059】
表1から明らかなように、実施例1〜4の場合には、静電気の減衰時間やRFIDシステムの交信距離に関し、実に良好な結果を得た。
これに対し、比較例1〜3の場合には、静電気の減衰時間や交信距離について、不十分な結果しか得られなかった。なお、比較例2の表面抵抗率と交信距離とは、成形材料にケッチェンブラックを採用した関係上、安定せずにばらつきが生じたので、範囲で示さざるを得なかった。
【図面の簡単な説明】
【0060】
【図1】本発明に係る成形体及びRFIDシステムの実施形態を模式的に示す斜視説明図である。
【図2】本発明に係る成形体、及びRFIDシステムの実施形態における半導体ウェーハ用のダイシングフレームを模式的に示す平面説明図である。
【図3】本発明に係る成形体、及びRFIDシステムの第2の実施形態を模式的に示す斜視説明図である。
【図4】本発明に係る成形体、及びRFIDシステムの第3の実施形態を模式的に示す斜視説明図である。
【図5】本発明に係る成形体、及びRFIDシステムの第4の実施形態を模式的に示す斜視説明図である。
【図6】本発明に係る成形体、及びRFIDシステムの第5の実施形態を模式的に示す斜視説明図である。
【符号の説明】
【0061】
1 RFIDシステム
2 RFタグ
3 リーダ/ライタ(読取装置)
4 アンテナ
5 コントローラ
6 コンピュータ(制御装置)
10 ダイシングフレーム(移動体)
11 中空部
12 粘着シート
20 ICトレイ(移動体)
21 収納穴
30 キャリアテープ(移動体)
31 リール
40 リードフレームケース(移動体)
50 マスクケース(移動体)
W 半導体ウェーハ
【技術分野】
【0001】
本発明は、交信距離やRFタグの動作を確保し、帯電防止性を得ることのできる成形材料、成形体、及びRFIDシステムに関するものである。
【背景技術】
【0002】
近年、バーコードに代わる次世代技術として、データ容量が多く汚れに強いRFIDシステムが期待されている。このRFIDシステムは、移動体識別装置、移動体識別システム、あるいはICタグシステムとも呼ばれ、図示しない移動体に取り付けられるRFタグと、このRFタグとの間で電磁誘導方式により電波を送受信してRFタグの内部メモリにアクセスするリーダ/ライタと、このリーダ/ライタを制御するコンピュータとを備えて構成され、製品の情報管理や加工工程履歴の情報管理等に使用されている(特許文献1、2参照)。
【0003】
移動体は、各種の金属や合成樹脂等からなる材料を使用して製造されるが、利用される分野や材料の特徴により、問題が発生するので、各種の技術によりカバーされる。例えば移動体やRFIDシステムが電子や半導体等の分野で使用される場合には、電子部品や半導体の静電破壊という問題を防ぐ観点から帯電防止技術が用いられる。この帯電防止技術としては、所定の表面抵抗率の成形材料を使用して移動体を成形する技術、あるいは絶縁性の成形材料を使用して移動体を成形した後、この移動体の表面に所定の表面処理を施して上記表面抵抗率を獲得し、静電気を拡散可能な状態を作り出す技術があげられる。
【0004】
なお、移動体の抵抗値が余りに低すぎると、いわゆる「電撃」が生じ、外観上や性能上の不具合を発生させてしまうので、表面抵抗率を調整した成形材料を使用して移動体を成形する必要がある。
【0005】
RFIDシステムのRFタグは、ICタグとも、トランスポンダとも呼ばれ、所定の材料からなる移動体に取り付けられるカード等の装着片と、この装着片に装着されるICチップと、このICチップに接続されたアンテナとを備えて構成され、交流磁界によるコイルの相互誘導を利用してリーダ/ライタから情報や電力が伝送される。また、リーダ/ライタは、RFタグのアンテナに対して電波を送受信してデータを非接触で読み書きするアンテナと、RFタグとの交信を制御等するコントローラとを備え、コンピュータ等に接続されている。
【特許文献1】特開2006‐081140号公報
【特許文献2】特開2006‐079134号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
RFIDシステムは、以上のように構成され、移動体が金属のような低抵抗値の材料を使用して半導体ウェーハ用のダイシングフレーム等として製造される場合には、リーダ/ライタからの磁束が移動体、すなわち金属の表面で平行化してRFタグのアンテナを通過しにくくなり、誘導起電力が十分に発生せず、本来の交信距離を確保することができないという問題がある。
【0007】
また、RFタグのアンテナのインダクタンスが金属の影響により変化して共振周波数を変化させ、交信距離の低下を招くという問題がある。さらに、リーダ/ライタからのエネルギーにより金属に渦電流が発生してジュール熱を生じさせ、このジュール熱によりエネルギー損失が生じてRFタグの動作に支障を来たすという問題もある。
【0008】
このような問題を解消する手段としては、(1)金属製の移動体とRFタグとの間に透磁率の高い軟磁性シートを介在するとともに、所定の共振周波数となるようインダクタンスとコンデンサとを再設計し、金属製の移動体と軟磁性シートとの間に高導電性金属を介在する方法、(2)金属製の移動体の代わりに導電性プラスチックを使用して移動体を成形する方法、(3)金属製の移動体の代わりに絶縁性プラスチックを使用して移動体を成形するという方法が考えられる。
【0009】
しかしながら、(1)の方法では、交信距離やRFタグの動作を確保することができるものの、コストの増大を招き、しかも、軟磁性シートや高導電性金属を介在する必要があるので、RFタグの重量増大、巨大化、肉厚化という大きな問題が新たに生じることとなる。また、(2)の方法では、コストの削減、軽量化、帯電防止を図ることができるものの、抵抗値が低すぎるので、交信距離の低下を招き、しかも、電撃により外観上や性能上の不具合を発生させてしまうこととなる。さらに、(3)の方法では、交信距離やRFタグの動作を確保することができる反面、静電気により電子部品や半導体が破損したり、塵埃が付着してしまうこととなる。
【0010】
本発明は上記に鑑みなされたもので、交信距離やRFタグの動作を確保し、帯電防止性を得ることのできる成形材料、成形体、及びRFIDシステムを提供することを目的としている。
【課題を解決するための手段】
【0011】
本発明においては上記課題を解決するため、熱可塑性樹脂に少なくとも導電性材料が配合され、RFIDシステムのRFタグが取り付けられる成形材料であって、
FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVを500Vに減衰するまでの時間を5秒以下とし、表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲とすることを特徴としている。
なお、導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料であると良い。
【0012】
また、本発明においては上記課題を解決するため、熱可塑性樹脂に少なくとも導電性材料を配合した成形材料により、RFIDシステムのRFタグが取り付けられる移動体を成形した成形体であって、
成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間が5秒以下となるよう選択するとともに、移動体の表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲としたことを特徴としている。
【0013】
なお、導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料であると良い。
また、移動体を、半導体ウェーハ用のダイシングフレーム、ICトレイ、キャリアテープ、リードフレームケース、あるいはマスクケースとすることができる。
【0014】
また、本発明においては上記課題を解決するため、請求項1又は2記載の成形材料により成形された移動体に取り付けられるRFタグと、このRFタグとの間で電波を送受信する読取装置と、この読取装置を制御する制御装置とを含んでなることを特徴としている。
【0015】
ここで、特許請求の範囲におけるRFIDシステムは、電磁結合方式、電磁誘導方式、電波方式等に分類されるが、特に問うものではない。このRFIDシステムで使用する周波数は、電波法、電波法施行規則、安全規格等を満たすものであれば、特に限定されないが、殆どの国で使用することのできる13.56MHz帯域、950MHz帯域、2.45GHzの他、世界的に使用できる135kHz以下が好ましい。
【0016】
RFIDシステムのRFタグには、ラベル形、円筒形、カード形、箱形等があるが、特に問うものではない。また、RFタグとの間で電波を送受信する読取装置は、アンテナとコントローラとを一体あるいは別体に備え、コンピュータ等からなる制御装置に接続される。
【0017】
移動体は、各種分野のシステム(例えば、自動車生産ラインの搬送部品、クリーニング用衣服管理システムのハンガー等、回転寿司清算システムの皿、入退室管理システムの入退室証等)で使用される物品であれば、特に限定されるものではないが、電気電子、半導体、液晶等の分野で使用される半導体ウェーハ用のダイシングフレーム、ICトレイ、キャリアテープのリール、リードフレームケース、あるいはマスクケースが好ましい。また、半導体の製造に使用される各種の半導体ウェーハ収納容器(例えば、FOUPやFOSB等)やカセット等でも良い。
【0018】
成形には、少なくとも射出成形、圧縮成形、押出成形等の成形法が含まれる。さらに、成形材料や移動体の表面抵抗率〔Ω〕は、好ましくは表面抵抗値〔Ω/□〕として表すことができる。
【0019】
本発明によれば、移動体を成形する成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間を5秒以下とするよう調製し、かつ移動体の表面抵抗率を好ましくは1.E+10Ω〜2.E+13Ωの範囲とするので、RFIDシステム本来の交信距離を略確保したり、ジュール熱の発生に伴いRFタグの動作に支障を来たすのを防ぐことができる。また、静電気の発生により移動体等が破損したり、移動体に塵埃が付着するのを防ぐことができる。
【発明の効果】
【0020】
本発明によれば、交信距離やRFタグの動作を確保し、しかも、帯電防止効果により、移動体の静電破壊を防いだり、塵埃の付着を抑制することができるという効果がある。
また、導電性材料をリチウム系のイオン導電材料とすれば、帯電防止性とRFタグの動作性を容易に両立させることができる。
【発明を実施するための最良の形態】
【0021】
以下、図面を参照して本発明の好ましい実施の形態を説明する。本実施形態における成形体は、図1や図2に示すように、熱可塑性樹脂に導電性材料が配合された成形材料により、RFIDシステム1のRFタグ2が貼着される半導体ウェーハ用のダイシングフレーム10を成形するようにしている。
【0022】
成形材料(後述する実施例のペレットに相当する)は、例えば熱可塑性樹脂に導電性材料が所定の範囲で混合して配合され、RFタグ2の動作性と帯電防止の両立を図る観点から、FTMS 101B Method 4046−1969規格(米国のミル規格)におけるチャージ電圧5KVが500Vに減衰するまでの時間(ディケイタイム)を5秒以下とするよう調製されるとともに、ダイシングフレーム10の表面抵抗率を好ましくは1.E+10Ω〜2.E+13Ωの範囲、より好ましくは1.E+10Ω〜5.E+12Ωの範囲とするよう調製される。
【0023】
熱可塑性樹脂としては、特に限定されるものではないが、例えば射出成形に適するポリプロピレン、ABS、ポリスチレン、ポリメチルメタクリレート等のアクリル系樹脂、塩化ビニル、ポリフェニレンオキシド、ポリカーボネート、ナイロン系樹脂、ポリフェニレンスルフィド、芳香族ポリスルホン等があげられる。また、導電性材料としては、ケッチェンブラック、アセチレンブラック等の導電性カーボン、酸化錫、酸化インジウム等の金属酸化物、過塩素酸リチウムや有機ホウ素錯体リチウム塩等のリチウム系イオン導電材料等があげられる。
【0024】
ダイシングフレーム10の表面抵抗率の下限値は1.E+10Ωであるが、これは、この値未満の場合には、安定して成形することができなくなるからである。
【0025】
RFIDシステム1は、図1や図2に示すように、移動体である半導体ウェーハ用のダイシングフレーム10に貼着される小さいRFタグ2と、このRFタグ2との間で電磁誘導方式により電波を送受信してRFタグ2の内部メモリにアクセスするリーダ/ライタ3と、このリーダ/ライタ3を制御するコンピュータ6とを備えて構成され、RFタグ2とリーダ/ライタ3との間で送受信される電波の共振周波数が13.56MHz帯域、例えば13.56MHz±7kHz、13.56MHz±150kHz、13.56MHz±450kHz等とされる。
【0026】
RFタグ2は、ダイシングフレーム10の表面に貼着される可撓性の薄いフィルム基板と、このフィルム基板に装着されるICチップと、このICチップに接続されたアンテナとを備え、フィルム基板の裏面に、ダイシングフレーム10取付用の粘着剤層が積層されてラベル型に構成されている。このRFタグ2は、記憶容量の大容量化が可能なS−RAM、記憶保持用の電池が不要なEEP−ROM、読み出しや書き込み時間の速いFe−RAM等が選択して採用される。
【0027】
リーダ/ライタ3は、RFタグ2のアンテナに対して電波を送受信するアンテナ4と、RFタグ2とコンピュータ6との間のプロトコル交換を行うコントローラ5とを備え、システムの制御装置であるコンピュータ6に有線あるいは無線により接続される。
【0028】
半導体ウェーハ用のダイシングフレーム10は、上記した成形材料により図1や図2に示す中空の平面略リング形に射出成形されている。このダイシングフレーム10は、その丸い中空部11に例えば口径300mmの半導体ウェーハWが嵌合され、ダイシング用の粘着シート12で共に貼着されて半導体ウェーハWを一体に支持固定する。半導体ウェーハWは、ダイシングフレーム10に支持されてダイシング工程等で処理される。
【0029】
ダイシングフレーム10は、半導体ウェーハWよりも一回り大きい平面略リング形に形成されるとともに、2〜3mmの厚さを有する平坦な薄板に形成され、工業規格ASTM D790における常温の曲げ弾性率が好ましくは25〜50GPa、より好ましくは25〜40GPaの範囲とされており、ASTM D790における常温の曲げ強度が好ましくは150〜600MPa、より好ましくは150〜400MPaの範囲とされる。これは、曲げ弾性率や曲げ強度の値が係る範囲から外れると、ダイシングフレーム10の強度が低下したり、ダイシングフレーム10が容易に破損してしまうからである。
【0030】
ダイシングフレーム10の前部両側には位置決め用のノッチ13がそれぞれ切り欠かれ、ダイシングフレーム10の表面後部には横長の収納穴14が穿孔されており、この収納穴14にはRFタグ2が粘着剤層を介して貼着される。
【0031】
上記によれば、ダイシングフレーム10の成形材料に導電性カーボンを安易に添加するのではなく、成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間を5秒以下とするよう調製し、かつダイシングフレーム10の表面抵抗率を好ましくは1.E+10Ω〜2.E+13Ωの範囲とするので、RFIDシステム本来の交信距離(例えば、20〜30mm)を十分に確保することができる。
【0032】
また、ダイシングフレーム10の表面抵抗率の下限値を1.E+10Ωとするので、帯電防止性や成形性を確保し、しかも、交信距離の短縮防止を図ることができる。また、ジュール熱の発生を抑制することができるので、エネルギー損失が生じてRFタグ2の動作に支障を来たすこともない。
【0033】
また、ダイシングフレーム10とRFタグ2との間に、透磁率の高い軟磁性シートや高導電性金属を交信距離維持のために介在させるような特別の処置が必要がないので、ダイシングフレーム10やRFタグ2の重量増大、巨大化、肉厚化を防止することができる。この効果は、半導体の製造ラインや加工装置等との関係で高さ制限、剛性や薄さを要求されるダイシングフレーム10に関してきわめて重要である。
【0034】
また、静電気により半導体ウェーハWのパターン回路が破損したり、半導体の製造分野では特に重要視される塵埃が付着してしまうこともない。また、導電性材料として、導電性のカーボンではなく、カーボンよりも抵抗値の高いリチウム系イオン導電材料を選択すれば、帯電防止性とRFタグ2の動作性の両立をさらに容易に図ることが可能になる。
【0035】
また、RFタグ2とリーダ/ライタ3との間で送受信される電波の共振周波数を13.56MHz帯域とすれば、金属の影響を蒙りやすいものの、日本のみならず、米国やヨーロッパを含む殆どの国で周波数を変更することなくそのまま使用することが可能となり、汎用性の著しい向上が期待できる。
【0036】
また、バーコードシステムではなく、RFIDシステム1を採用するので、(1)非接触の読み取りが可能になる、(2)人為的なミスを回避できる自動読み取りが可能になる、(3)データの書き換えやデータの記憶容量増大が大いに期待できる、(4)情報の分散処理によりシステムの拡張や変更に柔軟に対応することができる、という様々な効果を得ることができる。さらに、ダイシングフレーム10を射出成形するので、他の成形法に比べ、生産性、品質安定性、応用性等の点で優れた効果が期待できる。
【0037】
次に、図3は本発明の第2の実施形態を示すもので、この場合には、上記した成形材料により、RFIDシステム1のRFタグ2が貼着されるICトレイ20を射出成形するようにしている。
【0038】
ICトレイ20は、例えば横長の板形に形成され、表面のXY方向にはIC用の複数の収納穴21が配列して凹み形成されるとともに、周縁部にはRFタグ2が貼着されており、製造用、テスト用、あるいは出荷用として利用される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても上記実施形態と同様の作用効果が期待でき、用途の拡大が期待できるのは明らかである。
【0039】
次に、図4は本発明の第3の実施形態を示すもので、この場合には、上記した成形材料により、RFタグ2が貼着されるキャリアテープ30のリール31を射出成形するようにしている。
【0040】
キャリアテープ30は、リール31に巻回される細長い長尺のテープ32の長手方向に、ICチップ、コンデンサ、トランジスタ等の電子部品を収納する複数の凹部33が間隔をおいて凹み形成される。リール31の表面には、薄いRFタグ2が貼着される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても、上記実施形態と同様の作用効果が期待でき、用途の拡大が期待できるのは明らかである。
【0041】
次に、図5は本発明の第4の実施形態を示すもので、この場合には、上記した成形材料により、RFタグ2が貼着されるリードフレームケース40を射出成形するようにしている。
【0042】
リードフレームケース40は、平面視で横長に成形されて相互に嵌合する上下一対の外箱41と、この一対の外箱41の内部に着脱自在に収納されてリードフレームの変形を防止しつつ保管する平面視横長の内箱42とを備え、リードフレームの保管や搬送に使用される。一対の外箱41は、それぞれ半透明に成形され、一方の外箱41の表面周縁部には、薄いRFタグ2が貼着される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても、上記実施形態と同様の作用効果が期待できるのは明白である。
【0043】
次に、図6は本発明の第5の実施形態を示すもので、この場合には、上記した成形材料により、RFタグ2が貼着されるマスクケース50を射出成形するようにしている。
【0044】
マスクケース50は、相互に嵌合する上下一対の外箱51と、この一対の外箱51の内部に着脱自在に収納されてフォトマスク材の石英ガラスを横一列に整列収納する内箱52とを備え、矩形を呈した薄い石英ガラスの収納や搬送に使用される。一対の外箱51は、それぞれ透明あるいは半透明に成形され、一方の外箱51の周壁正面には、薄いRFタグ2が貼着される。その他の部分については、上記実施形態と同様であるので説明を省略する。
本実施形態においても、上記実施形態と同様の作用効果が期待できるのは明白である。
【0045】
なお、上記実施形態では熱可塑性樹脂に導電性材料のみを配合したが、この導電性材料以外に難燃剤、紫外線吸収剤、着色剤、強化材等を配合しても良い。また、RFIDシステム1の制御装置としてコンピュータ6を示したが、同様の機能を発揮するのであれば、各種のコントローラや情報通信機器を使用しても良い。また、半導体ウェーハWは、口径300mmタイプの他、口径200mmや口径450mmタイプ等でも良い。
【実施例】
【0046】
以下、本発明に係る成形材料、成形体、及びRFIDシステムの実施例を比較例と共に説明する。
実施例1
先ず、芳香族ポリスルホン(BASF社製 商品名ULTRASON−E1010P)80重量%、ポリフェニレンスルフィド樹脂(東レ社製 商品名ライトンE−1880)20重量%からなる樹脂組成物100重量部に対して導電性材料であるカーボンブラック(Columbian社製 商品名N−550U)18重量部を配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
【0047】
成形品を射出成形したら、成形品の表面抵抗率、及びFTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの静電気減衰時間を測定し、その後、成形品をRFIDシステムの移動体とした場合の性能を評価して表1にまとめた。
【0048】
成形品の表面抵抗率の測定に際しては、ダイアインスツルメンツ社製の測定装置(商品名ハイレスタUP MCP−HT450)を使用して測定した。また、静電気減衰時間は、Electro−techsystem,inc社製の測定装置(商品名StaticDecay Meter Model 406B)を使用して測定した。
【0049】
RFIDシステムを構成するRFタグは、共振周波数が13.56MHz帯域のリンテック株式会社製(商品名Britem TS−L)を使用した。また、リーダ/ライタは、リンテック株式会社製(商品名PRF1356−T4(微弱タイプ))とした。
【0050】
交信距離については、板状の成形品の中心にRFタグを貼付し、このRFタグとリーダ/ライタのそれぞれの中心部を接触させた後、徐々に平行に離間してリーダ/ライタがRFタグを検知する最大の間隔を交信距離とした。
なお、成形品無しでRFタグとリーダ/ライタとの交信距離を測定したところ、32mmであり、これを初期値とした。
【0051】
RFIDシステムにおける成形品の評価については、交信距離において初期値との比率が90%以上であり、かつ静電気の減衰時間が5秒以下であることを基準とし、この基準を満たす場合を○、基準を満たさない場合を×で表記した。
【0052】
実施例2
ナイロン系樹脂(三菱エンジニアリングプラスチックス社製)に対して導電性材料であるリチウム系のイオン導電剤(三光化学社製 商品名TBX310)を重量比10%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0053】
実施例3
ABS系樹脂(東レ社製)に対して導電性材料であるリチウム系のイオン導電剤(三光化学社製 商品名TBX310)を重量比10%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0054】
実施例4
PPS系樹脂(大日本インキ化学工業社製)に対して導電性材料である高分子型の帯電防止剤(三洋化成工業社製)を重量比10%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0055】
比較例1
ナイロン系樹脂(三菱エンジニアリングプラスチックス社製)に対して導電性材料であるケッチェンブラック(デグサ社製 商品名♯4)を重量比4%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0056】
比較例2
ABS系樹脂(東レ社製)に対して導電性材料であるケッチェンブラック(デグサ社製 商品名♯4)を重量比20%で配合し、330〜340℃の範囲で混練、ペレット化して成形材料を調製し、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0057】
比較例3
PPS系樹脂(住友ベークライト社製)を成形材料とし、この成形材料と射出成形機とを使用して厚さ2.5mm、幅90mm、長さ150mmの板状の成形品をサンプルとして射出成形した。PPS系樹脂の組成は、PPS25wt%、炭酸カルシウム50wt%、カーボンファイバ25wt%である。また、射出成形は、樹脂温度360℃、金型の温度150℃の条件で行った。
成形品を射出成形したら、実施例1と同様に性能を評価して表1にまとめた。
【0058】
【表1】
【0059】
表1から明らかなように、実施例1〜4の場合には、静電気の減衰時間やRFIDシステムの交信距離に関し、実に良好な結果を得た。
これに対し、比較例1〜3の場合には、静電気の減衰時間や交信距離について、不十分な結果しか得られなかった。なお、比較例2の表面抵抗率と交信距離とは、成形材料にケッチェンブラックを採用した関係上、安定せずにばらつきが生じたので、範囲で示さざるを得なかった。
【図面の簡単な説明】
【0060】
【図1】本発明に係る成形体及びRFIDシステムの実施形態を模式的に示す斜視説明図である。
【図2】本発明に係る成形体、及びRFIDシステムの実施形態における半導体ウェーハ用のダイシングフレームを模式的に示す平面説明図である。
【図3】本発明に係る成形体、及びRFIDシステムの第2の実施形態を模式的に示す斜視説明図である。
【図4】本発明に係る成形体、及びRFIDシステムの第3の実施形態を模式的に示す斜視説明図である。
【図5】本発明に係る成形体、及びRFIDシステムの第4の実施形態を模式的に示す斜視説明図である。
【図6】本発明に係る成形体、及びRFIDシステムの第5の実施形態を模式的に示す斜視説明図である。
【符号の説明】
【0061】
1 RFIDシステム
2 RFタグ
3 リーダ/ライタ(読取装置)
4 アンテナ
5 コントローラ
6 コンピュータ(制御装置)
10 ダイシングフレーム(移動体)
11 中空部
12 粘着シート
20 ICトレイ(移動体)
21 収納穴
30 キャリアテープ(移動体)
31 リール
40 リードフレームケース(移動体)
50 マスクケース(移動体)
W 半導体ウェーハ
【特許請求の範囲】
【請求項1】
熱可塑性樹脂に少なくとも導電性材料が配合され、RFIDシステムのRFタグが取り付けられる成形材料であって、
FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVを500Vに減衰するまでの時間を5秒以下とし、表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲とすることを特徴とする成形材料。
【請求項2】
導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料である請求項1記載の成形材料。
【請求項3】
熱可塑性樹脂に少なくとも導電性材料を配合した成形材料により、RFIDシステムのRFタグが取り付けられる移動体を成形した成形体であって、
成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間が5秒以下となるよう選択するとともに、移動体の表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲としたことを特徴とする成形体。
【請求項4】
導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料である請求項3記載の成形体。
【請求項5】
移動体を、半導体ウェーハ用のダイシングフレーム、ICトレイ、キャリアテープ、リードフレームケース、あるいはマスクケースとした請求項3又は4記載の成形体。
【請求項6】
請求項1又は2記載の成形材料により成形された移動体に取り付けられるRFタグと、このRFタグとの間で電波を送受信する読取装置と、この読取装置を制御する制御装置とを含んでなることを特徴とするRFIDシステム。
【請求項1】
熱可塑性樹脂に少なくとも導電性材料が配合され、RFIDシステムのRFタグが取り付けられる成形材料であって、
FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVを500Vに減衰するまでの時間を5秒以下とし、表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲とすることを特徴とする成形材料。
【請求項2】
導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料である請求項1記載の成形材料。
【請求項3】
熱可塑性樹脂に少なくとも導電性材料を配合した成形材料により、RFIDシステムのRFタグが取り付けられる移動体を成形した成形体であって、
成形材料を、FTMS 101B Method 4046−1969規格におけるチャージ電圧5KVが500Vに減衰するまでの時間が5秒以下となるよう選択するとともに、移動体の表面抵抗率を1.E+10Ω〜2.E+13Ωの範囲としたことを特徴とする成形体。
【請求項4】
導電性材料が導電性カーボン、金属酸化物、あるいはリチウム系のイオン導電材料である請求項3記載の成形体。
【請求項5】
移動体を、半導体ウェーハ用のダイシングフレーム、ICトレイ、キャリアテープ、リードフレームケース、あるいはマスクケースとした請求項3又は4記載の成形体。
【請求項6】
請求項1又は2記載の成形材料により成形された移動体に取り付けられるRFタグと、このRFタグとの間で電波を送受信する読取装置と、この読取装置を制御する制御装置とを含んでなることを特徴とするRFIDシステム。
【図1】

【図2】

【図3】
【図4】
【図5】

【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−314650(P2007−314650A)
【公開日】平成19年12月6日(2007.12.6)
【国際特許分類】
【出願番号】特願2006−145147(P2006−145147)
【出願日】平成18年5月25日(2006.5.25)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
【公開日】平成19年12月6日(2007.12.6)
【国際特許分類】
【出願日】平成18年5月25日(2006.5.25)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【出願人】(000102980)リンテック株式会社 (1,750)
【Fターム(参考)】
[ Back to top ]