
成形材料およびその製造方法
【課題】 一方向に配向された強化繊維群に熱可塑性樹脂を付着一体化した成形材料について、耐熱性と成形性を同時に満たすことができるようにする。
【解決手段】 強化繊維群にポリフェニレンエーテルを付着一体化し、さらに該ポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化した成形材料とする。
【解決手段】 強化繊維群にポリフェニレンエーテルを付着一体化し、さらに該ポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化した成形材料とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、強化繊維と熱可塑性樹脂を一体化した成形材料およびその製造方法に関する。さらに詳しくは、積層、フィラメントワインディング、ファイバープレースメント成形に用いることができる成形材料であって、一方向に配向された強化繊維群に熱可塑性樹脂を付着一体化した成形材料およびその製造方法に関する。
【背景技術】
【0002】
従来、強化繊維と熱可塑性樹脂を一体化した成形材料およびその製造方法としては、平均粒子径5〜20μmの熱可塑性樹脂微粉末のサスペンジョン液中に、一方向に配向された強化繊維群を通過させて該微粉末を付着させ、次いで加熱炉で加熱して該微粉末を溶融させ、さらにローラー間に挟み込んで成形して成形材料とすること、および、上記熱可塑性樹脂としては、例えばポリエチレンなどの汎用樹脂、例えばポリアミドなどの汎用エンジニアリング樹脂、例えばポリスルホンなどの特殊エンジニアリング樹脂を用いることができることが知られている(例えば、特許文献1参照)。
【0003】
【特許文献1】特開2000−355629号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、熱可塑性樹脂として、汎用樹脂や汎用エンジニアリング樹脂を用いた場合、良好な成形性を得やすい反面、耐熱性がなく、加熱されると急激に強度が低下してしまうため、使用環境温度が高くなる成形品の成形材料としては使用できない問題がある。
【0005】
一方、熱可塑性樹脂として特殊エンジニアリング樹脂を用いた場合、耐熱性に優れることから、使用環境温度が高くなる成形品の成形にも使用できる反面、溶融粘度が高く、良好な成形性、接着性(融着性)、積層性が得にくい問題がある。特に、上記特許文献1には明示されていないポリフェニレンエーテルは、特殊エンジニアリング樹脂の中でも、耐熱性に優れるが、溶融粘度がきわめて高く、これを強化繊維と一体化した成形材料では良好な成形性が得にくい問題がある。また、ポリフェニレンエーテルは、例えばオイル類や芳香族系の化合物などに侵されやすく、ガスバリアー性も十分ではないことから、オイル類や芳香族系の化合物と接触したり高いガスバリアー性が要求される用途の成形品の成形には使用しにくい問題もある。
【0006】
本発明は、上記従来の問題点に鑑みてなされたもので、一方向に配向された強化繊維の強化繊維群に熱可塑性樹脂を付着一体化した成形材料について、耐熱性と共に、成形性、接着性、積層性を同時に満たすことができるようにすることを第1の目的とする。また、本発明は、オイル類や芳香族系の化合物に対する耐薬品性やガスバリアー性に優れた成形材料とすることを第2の目的とする。
【課題を解決するための手段】
【0007】
上記目的のために、本発明の第1は、一方向に配向された強化繊維群にポリフェニレンエーテルが付着一体化されており、さらに該ポリフェニレンエーテルを覆って、結晶性熱可塑性樹脂が付着一体化されていることを特徴とする成形材料を提供するものである。
【0008】
上記本発明の第1は、全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量が30〜90重量%であり、合計樹脂付着量中、ポリフェニレンエーテルが5〜90重量%、結晶性熱可塑性樹脂が90〜5重量%であること、
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであること、
をその好ましい態様として含むものである。
【0009】
また、本発明の第2は、一方向に配向された強化繊維群に、重量平均粒径が30μm以下のポリフェニレンエーテル微粉末を付着させた後、該ポリフェニレンエーテル微粉末が付着した強化繊維群を加熱・加圧して、ポリフェニレンエーテルが付着一体化したプレシートとし、さらに該プレシートのポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化することを特徴とする成形材料の製造方法を提供するものである。
【0010】
上記本発明の第2は、強化繊維群へのポリフェニレンエーテル微粉末の付着を、ポリフェニレンエーテル微粉末のサスペンジョン液に強化繊維群を浸漬した後乾燥することで行うこと、
プレシートへの結晶性熱可塑性樹脂の付着一体化を、結晶性熱可塑性樹脂フィルムで挟んだプレシートを加熱・加圧することで行うこと、
全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量を30〜90重量%とし、合計樹脂付着量中、ポリフェニレンエーテルを5〜90重量%、結晶性熱可塑性樹脂を90〜5重量%とすること、
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであること、
をその好ましい態様として含むものである。
【発明の効果】
【0011】
本発明の成形材料は、強化繊維に付着一体化した樹脂が、ポリフェニレンエーテルと、その外側に付着した結晶性熱可塑性樹脂の2層構造をなす。成形、接着および積層時に必要な樹脂の流動性は、外側に付着した結晶性熱可塑性樹脂によって得ることができ、しかも、高温下における強度は、内側に付着したポリフェニレンエーテルによって維持されるので、良好な成形性、接着性、積層性と共に耐熱性を同時に得ることができる。特に結晶性樹脂としてポリアミドまたはポリフェニレンサルファイドを用いると、これらがポリフェニレンエーテルを覆うことにより、オイル類や芳香族系の化合物に対する耐薬品性やガスバリアー性を補うことができ、全体としてオイル類や芳香族系の化合物に対する耐薬品性やガスバリアー性に優れる成形材料とすることができ、例えば自動車の部品としてボディー骨格、クラッシュボックス、バンパービーム、各種レインフォース類や外板の成形、高圧ガスタンクや高圧ケミカルタンクの成形に使用可能な成形材料とすることができる。
【0012】
本発明の成形材料の製造方法によれば、30μm以下のポリフェニレンエーテル微粉末を付着させた強化繊維群を加熱・加圧することで、均一に付着させにくいポリフェニレンエーテルを均一かつ強固に強化繊維群に付着一体化させることができる。また、これによって得られるプレシートに結晶性熱可塑性樹脂を付着一体化させることで、上記2層構造を容易に得ることができる。
【発明を実施するための最良の形態】
【0013】
まず、本発明に係る成形材料について説明する。
【0014】
本発明に係る成形材料は、一方向に配向された強化繊維群にポリフェニレンエーテルが付着一体化されており、さらに該ポリフェニレンエーテルを覆って、結晶性熱可塑性樹脂が付着一体化されたものとなっている。
【0015】
上記本発明における強化繊維群は、強化繊維の集合体で、この強化繊維群を構成する強化繊維としては、ポリフェニレンエーテルより耐熱性および引っ張り強度の高い繊維が用いられる。具体的には、炭素繊維、金属被覆炭素繊維、アラミド繊維、ガラス繊維などを用いることができる。
【0016】
炭素繊維は、ポリアクリロニトリル、ピッチ、レーヨンなどを既知の方法で焼成して得られるもので、通常は表面処理やサイズ処理が施されているが、これらが施されていないものも用いることができる。また、金属被覆炭素繊維は、炭素繊維の表面にニッケルなどの金属被膜を形成した繊維である。
【0017】
アラミド繊維は、アミド結合を介して結びついた芳香族基よりなる合成繊維状高分子で、該アミド結合の85%以上が2個の芳香族環と直接結合しており、該アミド基の50%以上がイミド基で置換されていてもよい。アラミド繊維には、メタ系芳香族化合物を主原料とするメタ系アラミド繊維と、パラ系芳香族化合物を主原料とするパラ系アラミド繊維とがある。メタ系アラミド繊維は、ポリメタフェニレンイソフタルアミドからなる繊維で、これにはデュポン(DuPont)社の「ノーメックス」(商品名)や帝人(株)の「コーネックス」(商品名)などがある。また、パラ系アラミド繊維は、ポリパラフェニレンイソフタルアミドからなる繊維で、これにはデュポン(DuPont)社の「ケブラー」(商品名)などがある。また、共重合型パラ系アラミド繊維としては、帝人(株)の「テクノーラ」(商品名)などを用いることができる。
【0018】
ガラス繊維としては、けい砂、アルミナなどからなる各種ガラス原料をマーブルと呼ばれるビー玉状の小球に一旦成形し、それを再溶融して紡糸するマーブルメルト法や、溶融炉から溶融ガラスの流れを作り、その流れに沿って設けられている多数の紡糸炉から直接紡糸されるディレクトメルト法により得られるもので、Eガラス、Sガラス、Aガラス、Tガラスといわれている繊維を挙げることができる。
【0019】
本発明における強化繊維群は、上記いずれかの単独繊維の集合体でも、上記繊維の2種以上の複合または混合繊維の集合体であっても良い。
【0020】
本発明の成形材料における強化繊維群は、構成強化繊維を一方向に配向させたもので、通常、テープ状、帯状またはシート状をなし、ほぼ均等な強化繊維の分布状態となっていることが好ましい。ただし、強化繊維群は、通常、後述するプレシートとしたときにテープ状、帯状またはシート状となっていれば良く、後述するポリフェニレンエーテル微粉末の付着処理時、具体的にはポリフェニレンエーテル微粉末のサスペンジョン液への浸漬時にはロービングの状態とすることができる。
【0021】
上記強化繊維群に付着一体化されたポリフェニレンエーテルとしては、ポリフェニレンエーテルの単独重合体と、ポリフェニレンエーテル構造を主体とするポリフェニレンエーテル共重合体のいずれでも良いが、耐熱性に優れることから、ポリフェニレンエーテルの単独重合体が好ましい。また、ポニフェニレンエーテルの製造方法としては、2,6−ジメチルフェノールに代表されるフェーノール性化合物をモノマーとして利用する多くの合成方法が知られているが、既知のいかなるモノマーおよび重合方法によって製造されたポリフェニレンエーテルでも用いることができる。
【0022】
ポリフェニレンエーテル単独重合体の例としては、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−エチル1,4フェニレン)エーテル、ポリ(2,6−ジエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−n−プロピル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−n−プロピル−1,4−フェニレン)エーテル、ポリ(2,6−ジ−n−プロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−i−プロピル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−i−プロピル−1,4−フェニレン)エーテル、ポリ(2,6−ジ−i−プロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−フェニル−1,4−フェニレン)エーテル、ポリ(2,6−ジフェニル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロ−1,4−フェニレン)エーテル、ポリ(2−メチル−6−ヒドロキシエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−メトキシ−1,4−フェニレン)エーテル、ポリ(2−メチル1,4−フェニレン)エーテル、ポリ(−1,4−フェニレン)エーテル、ポリ(2,6−ジ(p−フルオロフェニル)−1,4−フェニレン)エーテルなどのホモポリマーを挙げることができる。
【0023】
ポリフェニレンエーテル共重合体の例としては、2,6−ジメチルフェノールとo−クレゾールの共重合体、2,6−ジメチルフェノールと2,3,6−トリメチルフェノールの共重合体などを挙げることができる。
【0024】
また、本発明で用いるポリフェニレンエーテルは、従来ポリフェニレンエーテルに存在させても良いことが提案されている他の種々のフェニレンエーテルユニットを含有することができる。例えば、2,6−ジメチルフェノールを主体とするモノマーから誘導されるポリフェニレンエーテルについての例を挙げれば、次のような異種構造体を挙げることができる。
【0025】
まず、末端に異種構造を有するポリフェニレンエーテルとしては、化1に示すようなアミノアルキル置換末端基や、化2に示すような4−ヒドロキシビフェニル末端基を有するポリフェニレンエーテルを挙げることができる。
【0026】
【化1】

(式中、R3,R4は各々独立に炭素数1〜20の炭化水素基を示す)
【0027】
【化2】
【0028】
高分子鎖中に異種構造を有するポリフェニレンエーテルとしては、化3に示すような2−(ジアルキルアミノメチル)−6−メチルフェニレンエーテルユニットや、化4に示すような2−(N−アルキル−N−フェニル−アミノメチル)−6−メチルフェニレンエーテルユニットを有するポリフェニレンエーテルを挙げることができる。
【0029】
【化3】
(式中、R3,R4は各々独立に炭素数1〜20の炭化水素基を示す)
【0030】
【化4】
(式中、R5は炭素数1〜20のアルキル基、アルカノール基を示し、R6は層素、炭素数1〜10の置換あるいは非置換アルキル基を示し、mは該フェニル環の置換基の数で1から5の整数である)
【0031】
さらに、特殊な構造を有するポリフェニレンエーテルとしては、化5に示すようなキノン結合ポリフェニレンエーテルや、化6に示すような二官能性ポリフェニレンエーテルを挙げることができる。
【0032】
【化5】
(式中、p、qは連鎖の数で1以上の整数である)
【0033】
【化6】
(式中、x、yは連鎖の数で0または1以上の整数であるが同時に0ではない)
【0034】
また、該ポリフェニレンエーテル樹脂をマレイン酸、無水マレイン酸、マレイン酸イミド、ビニルメトキシシラン、y−アミノプロピルメトキシシラン、クエン酸、リンゴ酸等で変性して用いることができる。
【0035】
前記強化繊維群に付着一体化されたポリフェニレンエーテルを覆って付着一体化された結晶性熱可塑性樹脂としては、比較的耐熱性に優れ、成形性にも優れることから、ポリアミド、ポリフェニレンサルファイド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンなどを用いることができるが、耐薬品性やガスバリアー性に優れることから、ポリアミドまたはポリフェニレンサルファイドが好ましい。
【0036】
ポリアミドとしては、ポリアミド6、66、46、11、12、610、612、MXD6、9T、6/6T共重合体、66/6I共重合体などを挙げることができる。これらは1種単独で用いても2種以上を組み合わせて用いても良く、さらには共重合体であっても良い。ポリアミドの選択は、成形する成形品の用途上要求される耐熱性、ガスバリアー性、接着性、積層性、後加工性などを考慮して行うことができる。
【0037】
ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量は、耐熱性と共に、成形性、接着性、積層性を効果的に満たす上で、本成形材料の全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量が30〜90重量%であり、合計樹脂付着量中、ポリフェニレンエーテルが5〜90重量%、結晶性熱可塑性樹脂が90〜5重量%であることが好ましく、より高温時の剛性を高くする点で、樹脂付着量が30〜70重量%で、合計樹脂付着量中、ポリフェニレンエーテルが15〜80重量%、結晶性熱可塑性樹脂が80〜15重量%であることがより好ましい。合計樹脂付着量の上限は、強化繊維群を構成する強化繊維の種類によっても影響され、例えば炭素繊維に比してガラス繊維の方が大きくなることから、成形する成形品の用途に応じて、強化繊維を選択すると共に合計樹脂付着量を設定することが好ましい。
【0038】
次に、本発明の製造方法について説明する。
【0039】
上記本発明の成形材料は、一方向に配向された強化繊維群に、重量平均粒径が30μm以下のポリフェニレンエーテル微粉末を付着させた後、該ポリフェニレンエーテル微粉末が付着した強化繊維群を加熱・加圧して、ポリフェニレンエーテルが付着一体化したプレシートとし、さらに該プレシートのポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化することで製造することができる。
【0040】
強化繊維群に付着させるポリフェニレンエーテル微粉末の重量平均粒径が30μmを超えると、この微粉末を強化繊維群に付着させるときに、強化繊維群を構成する強化繊維間の隙間に深く浸透しにくくなると共に、ポリフェニレンエーテルが溶融粘度が高く、その後の加熱加圧によっても展延しにくいことから、強化繊維群を構成する強化繊維に対して均一に一体化させにくくなる。強化繊維間の隙間への浸透性と、加熱・加圧による均一な付着一体化性を高める上で、ポリフェニレンエーテルの微粉末は20μm以下であることが好ましい。
【0041】
ポリフェニレンエーテルの微粉末化は、本来粉粒状をなすポリフェニレンエーテルを気流で搬送し、金属などの硬質の衝壁に吹き付けて粉砕し、必要に応じて分級することで容易かつ効率的に行うことができる。特にポリフェニレンエーテルは微粉化しやすい性質を有することから、他の熱可塑性樹脂のように、冷凍粉砕することなく容易に重量平均粒径が30μm以下の微粉末とすることができる。
【0042】
上記ポリフェニレンエーテル微粉末の強化繊維群への付着は、強化繊維群をポリフェニレンエーテル微粉末の流動床中に通したり、ポリフェニレンエーテル微粉末を帯電させて帯電付着させることなどによって行うこともできる。しかし、微粉末の付着包含量の調整がしやすく、しかも強化繊維間の隙間に深く浸透させて付着させやすいことから、ポリフェニレンエーテル微粉末のサスペンジョン液に強化繊維群を開繊させながら浸漬することで行うことが好ましい。
【0043】
ポリフェニレンエーテル微粉末のサスペンジョン液に用いる分散媒としては、例えばアルコール(エチルアルコール、メチルアルコール、イソプロピルアルコールなど)、アセトン、メチルエチルケトン、これらの混合液など、有機溶媒系液体を挙げることができる。ポリフェニレンエーテル微粉末の添加量は、ゲル化しない範囲で、強化繊維群への付着量に応じて選択することができるが、通常分散媒1リットルに対してポリフェニレンエーテル微粉末が30〜500gであることが好ましい。ポリフェニレンエーテル微粉末の添加量が少なすぎると、得られる成形材料中のポリフェニレンエーテル量が少なくなって、良好な耐熱性が得にくく、添加量が多すぎると、強化繊維群の深部まで浸透させにくくなったり、付着ムラを生じやすくなる。
【0044】
強化繊維が、取り扱い性を向上させるために収束剤を含有している場合において、この収束剤の存在が、ポリフェニレンエーテル微粉末の繊維間への侵入を妨げたり、得られる成形材料の特性に悪影響を及ぼす恐れがある場合、強化繊維群をポリフェニレンエーテル微粉末のサスペンジョン液に浸漬する前に、溶剤や焼成によって収束剤を除去することが好ましい。
【0045】
上記のようにしてポリフェニレンエーテル微粉末を付着させた強化繊維群を加熱・加圧し、付着したポリフェニレンエーテル微粉末を、強化繊維群を構成する強化繊維に融着させて一体化することでプレシートを得ることができる。上記加熱・加圧は、ポリフェニレンエーテル微粉末を、そのサスペンジョン液を用いて付着させた場合、通常、分散媒を気化乾燥させ、余剰の微粉末を軽く払い落とした後に行うことが好ましい。
【0046】
上記加熱・加圧は、ポリフェニレンエーテルのガラス転移温度以上に加熱した金型またはローラ間に、ポリフェニレンエーテル微粉末を付着させた強化繊維群を挟み込むことで行うことができる。圧力は、0.1〜10MPaであることが好ましい。圧力が低すぎると、ポリフェニレンエーテルと強化繊維の一体化が不十分で、得られる成形材料の強度および耐熱性が低下しやすい。また、過剰に圧力を高くしても、ポリフェニレンエーテルと強化繊維の一体化を大きく向上させることはできない反面、設備的負担が大きくなる。
【0047】
上記のようにして、強化繊維群にポリフェニレンエーテルを付着一体化したプレシートを得た後、プレシートのポリフェニレンエーテルを覆って前述した結晶性熱可塑性樹脂を付着一体化する。このプレシートへの結晶性熱可塑性樹脂の付着一体化は、結晶性熱可塑性樹脂微粉末をプレシートに付着させた後に加熱・加圧する方法、プレシートを結晶性熱可塑性樹脂の溶融浴に浸漬し、必要に応じて加熱・加圧する方法、プレシートを結晶性熱可塑性樹脂フィルムで挟んで加熱・加圧する方法などで行うことができる。これらの方法のうち、プレシートを結晶性熱可塑性樹脂フィルムで挟んで加熱・加圧する方法は、付着一体化させる結晶性熱可塑性樹脂量を調整しやすく、作業性もよいので好ましい。
【0048】
結晶性熱可塑性樹脂の付着一体化は、単なるテープ状または帯状のプレシートに対して行うだけでなく、テープ状または帯状のプレシートを用いた、例えば平織りの織布状のプレシートに対して行ったり、テープ状または帯状のプレシートを並列して加熱圧着した面状プレシートに対して行うこともできる。
【0049】
本発明の成形材料は、単層で成形に供する他、強化繊維の方向をずらせて複数枚貼り合わせることで、方向性の少ない強度の高い成形品の成形に供することもできる。また、本発明の成形材料を表皮材とし、コア材として発泡材やハニカム構造体を挟み込ませることで、軽量で高剛性のパネル材を得ることができる。更に、本発明の成形材料を加熱・加圧成形してプリフォームを得、インモールド射出成形することで高剛性のパネル材を成形することもできる。この場合、射出する樹脂との収縮差による反りを抑制するため、射出する樹脂としては、線膨張係数が5×10-1l/℃以下のものを用いることが好ましい。
【実施例】
【0050】
以下、実施例および比較例によって本発明をさらに説明する。
【0051】
実施例1
まず、使用材料を以下に列挙する。
【0052】
A:強化繊維群(炭素繊維のロービング)
東邦テナックス株式会社製の炭素繊維「BESFIGHT UT500−12K」を用いた。繊維径は7μmで、引き揃え本数は12000本である。
【0053】
B:ポリフェニレンエーテル
重量平均粒径300μm(最小径40μm、最大径3000μm)の旭化成ケミカルズ株式会社製のポリフェニレンエーテルを、常温でジェットミルにより粉砕して空気分級した、重量平均粒径12μmの微粉末を用いた。
【0054】
C:結晶性熱可塑性樹脂(ポリアミド)
佐々木化学株式会社製のポリアミド6「HK−5000」を用いた。重量平均粒径10μmの微粉末である。
【0055】
ポリフェニレンエーテル微粉末を10重量%の濃度でイソプロピルアルコールに分散させたサスペンジョン液に、液中でローラにより平坦なテープ状に開繊させながら強化繊維群を浸漬した。
【0056】
上記浸漬後、イソプロピルアルコールを揮散させて乾燥し、約300℃のローラによって0.3MPaの圧力で挟み込んで加熱・加圧し、強化繊維群にポリフェニレンエーテルを付着一体化させたプレシートを作製した。得られたプレシートの幅は約8mm、厚みは約0.18mmで、プレシート全体におけるポリフェニレンエーテルの付着量は約40重量%であった。
【0057】
上記プレシートに乾燥したポリアミド微粉末を付着させた後、280℃のローラで加熱・加圧し、プレシートのポリフェニレンエーテルを覆ってポリアミドを付着一体化して本発明の成形材料を得た。得られた成形材料の幅は約10mm、厚みは約0.16mmで、成形材料全体におけるポリアミドの付着量は約17重量%、ポリフェニレンエーテルの付着量は約33重量%であった。
【0058】
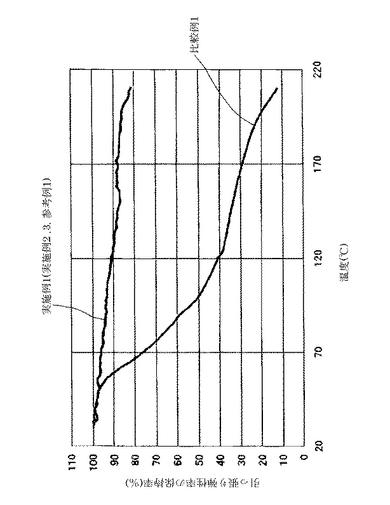
得られた成形材料について、粘弾性測定装置「DVE−V4 9111−DVE−071」を用い、常温から210℃までの引っ張り弾性率の温度依存性を測定した。結果を図1に示す。なお、常温での引っ張り弾性率は約55GPaであった。
【0059】
実施例2
実施例1のプレシートを切り出し、厚さ2.5μmのポリアミド6のフィルムで上下を挟み、250℃、圧力0.3MPaで加熱/加圧し、プレシートにポリアミドを付着一体化して本発明の成形材料とした。得られた成形材料全体におけるポリアミドおよびポリフェニレンエーテルの付着量はほぼ実施例1と同様であった。
【0060】
得られた成形材料について、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定したところ、ほぼ実施例1と同様の結果が得られた。なお、常温での引っ張り弾性率は約55GPaであった。
【0061】
実施例3
実施例1のプレシートを切り出し、厚さ2.5μmのポリフェニレンサルファイドのフィルムで上下を挟み、250℃、圧力0.3MPaで加熱/加圧し、プレシートにポリフェニレンサルファイドを付着一体化して本発明の成形材料とした。得られた成形材料全体におけるポリフェニレンサルファイドおよびポリフェニレンエーテルの付着量はほぼ実施例1におけるポリアミドおよびポリフェニレンエーテルの付着量と同様であった。
【0062】
得られた成形材料について、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定したところ、ほぼ実施例1と同様の結果が得られた。なお、常温での引っ張り弾性率は約55GPaであった。
【0063】
参考例1
実施例1で得たプレシートについて、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定したところ、ほぼ実施例1と同様の結果が得られた。なお、常温での引っ張り弾性率は約55GPaであった。
【0064】
比較例1
実施例1で用いたポリアミド微粉末を10重量%の濃度でイソプロピルアルコールに分散させたサスペンジョン液に、実施例1と同じ強化繊維群を、液中でローラにより平坦なテープ状に開繊させながら浸漬した。
【0065】
上記浸漬後、イソプロピルアルコールを揮散させて乾燥し、約300℃のローラで加熱・加圧し、強化繊維群にポリアミドを付着一体化させた比較品を作製した。得られた比較品の幅は約10mm、厚みは約0.16mmで、比較品全体におけるポリアミドの付着量は約40重量%であった。
【0066】
得られた比較品について、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定した。結果を図1に示す。なお、常温での引っ張り弾性率は約55GPaであった。
【図面の簡単な説明】
【0067】
【図1】実施例1及び比較例1で測定した、常温から210℃までの引っ張り弾性率の温度依存性を示すグラフである。
【技術分野】
【0001】
本発明は、強化繊維と熱可塑性樹脂を一体化した成形材料およびその製造方法に関する。さらに詳しくは、積層、フィラメントワインディング、ファイバープレースメント成形に用いることができる成形材料であって、一方向に配向された強化繊維群に熱可塑性樹脂を付着一体化した成形材料およびその製造方法に関する。
【背景技術】
【0002】
従来、強化繊維と熱可塑性樹脂を一体化した成形材料およびその製造方法としては、平均粒子径5〜20μmの熱可塑性樹脂微粉末のサスペンジョン液中に、一方向に配向された強化繊維群を通過させて該微粉末を付着させ、次いで加熱炉で加熱して該微粉末を溶融させ、さらにローラー間に挟み込んで成形して成形材料とすること、および、上記熱可塑性樹脂としては、例えばポリエチレンなどの汎用樹脂、例えばポリアミドなどの汎用エンジニアリング樹脂、例えばポリスルホンなどの特殊エンジニアリング樹脂を用いることができることが知られている(例えば、特許文献1参照)。
【0003】
【特許文献1】特開2000−355629号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、熱可塑性樹脂として、汎用樹脂や汎用エンジニアリング樹脂を用いた場合、良好な成形性を得やすい反面、耐熱性がなく、加熱されると急激に強度が低下してしまうため、使用環境温度が高くなる成形品の成形材料としては使用できない問題がある。
【0005】
一方、熱可塑性樹脂として特殊エンジニアリング樹脂を用いた場合、耐熱性に優れることから、使用環境温度が高くなる成形品の成形にも使用できる反面、溶融粘度が高く、良好な成形性、接着性(融着性)、積層性が得にくい問題がある。特に、上記特許文献1には明示されていないポリフェニレンエーテルは、特殊エンジニアリング樹脂の中でも、耐熱性に優れるが、溶融粘度がきわめて高く、これを強化繊維と一体化した成形材料では良好な成形性が得にくい問題がある。また、ポリフェニレンエーテルは、例えばオイル類や芳香族系の化合物などに侵されやすく、ガスバリアー性も十分ではないことから、オイル類や芳香族系の化合物と接触したり高いガスバリアー性が要求される用途の成形品の成形には使用しにくい問題もある。
【0006】
本発明は、上記従来の問題点に鑑みてなされたもので、一方向に配向された強化繊維の強化繊維群に熱可塑性樹脂を付着一体化した成形材料について、耐熱性と共に、成形性、接着性、積層性を同時に満たすことができるようにすることを第1の目的とする。また、本発明は、オイル類や芳香族系の化合物に対する耐薬品性やガスバリアー性に優れた成形材料とすることを第2の目的とする。
【課題を解決するための手段】
【0007】
上記目的のために、本発明の第1は、一方向に配向された強化繊維群にポリフェニレンエーテルが付着一体化されており、さらに該ポリフェニレンエーテルを覆って、結晶性熱可塑性樹脂が付着一体化されていることを特徴とする成形材料を提供するものである。
【0008】
上記本発明の第1は、全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量が30〜90重量%であり、合計樹脂付着量中、ポリフェニレンエーテルが5〜90重量%、結晶性熱可塑性樹脂が90〜5重量%であること、
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであること、
をその好ましい態様として含むものである。
【0009】
また、本発明の第2は、一方向に配向された強化繊維群に、重量平均粒径が30μm以下のポリフェニレンエーテル微粉末を付着させた後、該ポリフェニレンエーテル微粉末が付着した強化繊維群を加熱・加圧して、ポリフェニレンエーテルが付着一体化したプレシートとし、さらに該プレシートのポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化することを特徴とする成形材料の製造方法を提供するものである。
【0010】
上記本発明の第2は、強化繊維群へのポリフェニレンエーテル微粉末の付着を、ポリフェニレンエーテル微粉末のサスペンジョン液に強化繊維群を浸漬した後乾燥することで行うこと、
プレシートへの結晶性熱可塑性樹脂の付着一体化を、結晶性熱可塑性樹脂フィルムで挟んだプレシートを加熱・加圧することで行うこと、
全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量を30〜90重量%とし、合計樹脂付着量中、ポリフェニレンエーテルを5〜90重量%、結晶性熱可塑性樹脂を90〜5重量%とすること、
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであること、
をその好ましい態様として含むものである。
【発明の効果】
【0011】
本発明の成形材料は、強化繊維に付着一体化した樹脂が、ポリフェニレンエーテルと、その外側に付着した結晶性熱可塑性樹脂の2層構造をなす。成形、接着および積層時に必要な樹脂の流動性は、外側に付着した結晶性熱可塑性樹脂によって得ることができ、しかも、高温下における強度は、内側に付着したポリフェニレンエーテルによって維持されるので、良好な成形性、接着性、積層性と共に耐熱性を同時に得ることができる。特に結晶性樹脂としてポリアミドまたはポリフェニレンサルファイドを用いると、これらがポリフェニレンエーテルを覆うことにより、オイル類や芳香族系の化合物に対する耐薬品性やガスバリアー性を補うことができ、全体としてオイル類や芳香族系の化合物に対する耐薬品性やガスバリアー性に優れる成形材料とすることができ、例えば自動車の部品としてボディー骨格、クラッシュボックス、バンパービーム、各種レインフォース類や外板の成形、高圧ガスタンクや高圧ケミカルタンクの成形に使用可能な成形材料とすることができる。
【0012】
本発明の成形材料の製造方法によれば、30μm以下のポリフェニレンエーテル微粉末を付着させた強化繊維群を加熱・加圧することで、均一に付着させにくいポリフェニレンエーテルを均一かつ強固に強化繊維群に付着一体化させることができる。また、これによって得られるプレシートに結晶性熱可塑性樹脂を付着一体化させることで、上記2層構造を容易に得ることができる。
【発明を実施するための最良の形態】
【0013】
まず、本発明に係る成形材料について説明する。
【0014】
本発明に係る成形材料は、一方向に配向された強化繊維群にポリフェニレンエーテルが付着一体化されており、さらに該ポリフェニレンエーテルを覆って、結晶性熱可塑性樹脂が付着一体化されたものとなっている。
【0015】
上記本発明における強化繊維群は、強化繊維の集合体で、この強化繊維群を構成する強化繊維としては、ポリフェニレンエーテルより耐熱性および引っ張り強度の高い繊維が用いられる。具体的には、炭素繊維、金属被覆炭素繊維、アラミド繊維、ガラス繊維などを用いることができる。
【0016】
炭素繊維は、ポリアクリロニトリル、ピッチ、レーヨンなどを既知の方法で焼成して得られるもので、通常は表面処理やサイズ処理が施されているが、これらが施されていないものも用いることができる。また、金属被覆炭素繊維は、炭素繊維の表面にニッケルなどの金属被膜を形成した繊維である。
【0017】
アラミド繊維は、アミド結合を介して結びついた芳香族基よりなる合成繊維状高分子で、該アミド結合の85%以上が2個の芳香族環と直接結合しており、該アミド基の50%以上がイミド基で置換されていてもよい。アラミド繊維には、メタ系芳香族化合物を主原料とするメタ系アラミド繊維と、パラ系芳香族化合物を主原料とするパラ系アラミド繊維とがある。メタ系アラミド繊維は、ポリメタフェニレンイソフタルアミドからなる繊維で、これにはデュポン(DuPont)社の「ノーメックス」(商品名)や帝人(株)の「コーネックス」(商品名)などがある。また、パラ系アラミド繊維は、ポリパラフェニレンイソフタルアミドからなる繊維で、これにはデュポン(DuPont)社の「ケブラー」(商品名)などがある。また、共重合型パラ系アラミド繊維としては、帝人(株)の「テクノーラ」(商品名)などを用いることができる。
【0018】
ガラス繊維としては、けい砂、アルミナなどからなる各種ガラス原料をマーブルと呼ばれるビー玉状の小球に一旦成形し、それを再溶融して紡糸するマーブルメルト法や、溶融炉から溶融ガラスの流れを作り、その流れに沿って設けられている多数の紡糸炉から直接紡糸されるディレクトメルト法により得られるもので、Eガラス、Sガラス、Aガラス、Tガラスといわれている繊維を挙げることができる。
【0019】
本発明における強化繊維群は、上記いずれかの単独繊維の集合体でも、上記繊維の2種以上の複合または混合繊維の集合体であっても良い。
【0020】
本発明の成形材料における強化繊維群は、構成強化繊維を一方向に配向させたもので、通常、テープ状、帯状またはシート状をなし、ほぼ均等な強化繊維の分布状態となっていることが好ましい。ただし、強化繊維群は、通常、後述するプレシートとしたときにテープ状、帯状またはシート状となっていれば良く、後述するポリフェニレンエーテル微粉末の付着処理時、具体的にはポリフェニレンエーテル微粉末のサスペンジョン液への浸漬時にはロービングの状態とすることができる。
【0021】
上記強化繊維群に付着一体化されたポリフェニレンエーテルとしては、ポリフェニレンエーテルの単独重合体と、ポリフェニレンエーテル構造を主体とするポリフェニレンエーテル共重合体のいずれでも良いが、耐熱性に優れることから、ポリフェニレンエーテルの単独重合体が好ましい。また、ポニフェニレンエーテルの製造方法としては、2,6−ジメチルフェノールに代表されるフェーノール性化合物をモノマーとして利用する多くの合成方法が知られているが、既知のいかなるモノマーおよび重合方法によって製造されたポリフェニレンエーテルでも用いることができる。
【0022】
ポリフェニレンエーテル単独重合体の例としては、ポリ(2,6−ジメチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−エチル1,4フェニレン)エーテル、ポリ(2,6−ジエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−n−プロピル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−n−プロピル−1,4−フェニレン)エーテル、ポリ(2,6−ジ−n−プロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−i−プロピル−1,4−フェニレン)エーテル、ポリ(2−エチル−6−i−プロピル−1,4−フェニレン)エーテル、ポリ(2,6−ジ−i−プロピル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−フェニル−1,4−フェニレン)エーテル、ポリ(2,6−ジフェニル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロ−1,4−フェニレン)エーテル、ポリ(2−メチル−6−ヒドロキシエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−クロロエチル−1,4−フェニレン)エーテル、ポリ(2−メチル−6−メトキシ−1,4−フェニレン)エーテル、ポリ(2−メチル1,4−フェニレン)エーテル、ポリ(−1,4−フェニレン)エーテル、ポリ(2,6−ジ(p−フルオロフェニル)−1,4−フェニレン)エーテルなどのホモポリマーを挙げることができる。
【0023】
ポリフェニレンエーテル共重合体の例としては、2,6−ジメチルフェノールとo−クレゾールの共重合体、2,6−ジメチルフェノールと2,3,6−トリメチルフェノールの共重合体などを挙げることができる。
【0024】
また、本発明で用いるポリフェニレンエーテルは、従来ポリフェニレンエーテルに存在させても良いことが提案されている他の種々のフェニレンエーテルユニットを含有することができる。例えば、2,6−ジメチルフェノールを主体とするモノマーから誘導されるポリフェニレンエーテルについての例を挙げれば、次のような異種構造体を挙げることができる。
【0025】
まず、末端に異種構造を有するポリフェニレンエーテルとしては、化1に示すようなアミノアルキル置換末端基や、化2に示すような4−ヒドロキシビフェニル末端基を有するポリフェニレンエーテルを挙げることができる。
【0026】
【化1】
(式中、R3,R4は各々独立に炭素数1〜20の炭化水素基を示す)
【0027】
【化2】
【0028】
高分子鎖中に異種構造を有するポリフェニレンエーテルとしては、化3に示すような2−(ジアルキルアミノメチル)−6−メチルフェニレンエーテルユニットや、化4に示すような2−(N−アルキル−N−フェニル−アミノメチル)−6−メチルフェニレンエーテルユニットを有するポリフェニレンエーテルを挙げることができる。
【0029】
【化3】
(式中、R3,R4は各々独立に炭素数1〜20の炭化水素基を示す)
【0030】
【化4】
(式中、R5は炭素数1〜20のアルキル基、アルカノール基を示し、R6は層素、炭素数1〜10の置換あるいは非置換アルキル基を示し、mは該フェニル環の置換基の数で1から5の整数である)
【0031】
さらに、特殊な構造を有するポリフェニレンエーテルとしては、化5に示すようなキノン結合ポリフェニレンエーテルや、化6に示すような二官能性ポリフェニレンエーテルを挙げることができる。
【0032】
【化5】
(式中、p、qは連鎖の数で1以上の整数である)
【0033】
【化6】
(式中、x、yは連鎖の数で0または1以上の整数であるが同時に0ではない)
【0034】
また、該ポリフェニレンエーテル樹脂をマレイン酸、無水マレイン酸、マレイン酸イミド、ビニルメトキシシラン、y−アミノプロピルメトキシシラン、クエン酸、リンゴ酸等で変性して用いることができる。
【0035】
前記強化繊維群に付着一体化されたポリフェニレンエーテルを覆って付着一体化された結晶性熱可塑性樹脂としては、比較的耐熱性に優れ、成形性にも優れることから、ポリアミド、ポリフェニレンサルファイド、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリプロピレンなどを用いることができるが、耐薬品性やガスバリアー性に優れることから、ポリアミドまたはポリフェニレンサルファイドが好ましい。
【0036】
ポリアミドとしては、ポリアミド6、66、46、11、12、610、612、MXD6、9T、6/6T共重合体、66/6I共重合体などを挙げることができる。これらは1種単独で用いても2種以上を組み合わせて用いても良く、さらには共重合体であっても良い。ポリアミドの選択は、成形する成形品の用途上要求される耐熱性、ガスバリアー性、接着性、積層性、後加工性などを考慮して行うことができる。
【0037】
ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量は、耐熱性と共に、成形性、接着性、積層性を効果的に満たす上で、本成形材料の全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量が30〜90重量%であり、合計樹脂付着量中、ポリフェニレンエーテルが5〜90重量%、結晶性熱可塑性樹脂が90〜5重量%であることが好ましく、より高温時の剛性を高くする点で、樹脂付着量が30〜70重量%で、合計樹脂付着量中、ポリフェニレンエーテルが15〜80重量%、結晶性熱可塑性樹脂が80〜15重量%であることがより好ましい。合計樹脂付着量の上限は、強化繊維群を構成する強化繊維の種類によっても影響され、例えば炭素繊維に比してガラス繊維の方が大きくなることから、成形する成形品の用途に応じて、強化繊維を選択すると共に合計樹脂付着量を設定することが好ましい。
【0038】
次に、本発明の製造方法について説明する。
【0039】
上記本発明の成形材料は、一方向に配向された強化繊維群に、重量平均粒径が30μm以下のポリフェニレンエーテル微粉末を付着させた後、該ポリフェニレンエーテル微粉末が付着した強化繊維群を加熱・加圧して、ポリフェニレンエーテルが付着一体化したプレシートとし、さらに該プレシートのポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化することで製造することができる。
【0040】
強化繊維群に付着させるポリフェニレンエーテル微粉末の重量平均粒径が30μmを超えると、この微粉末を強化繊維群に付着させるときに、強化繊維群を構成する強化繊維間の隙間に深く浸透しにくくなると共に、ポリフェニレンエーテルが溶融粘度が高く、その後の加熱加圧によっても展延しにくいことから、強化繊維群を構成する強化繊維に対して均一に一体化させにくくなる。強化繊維間の隙間への浸透性と、加熱・加圧による均一な付着一体化性を高める上で、ポリフェニレンエーテルの微粉末は20μm以下であることが好ましい。
【0041】
ポリフェニレンエーテルの微粉末化は、本来粉粒状をなすポリフェニレンエーテルを気流で搬送し、金属などの硬質の衝壁に吹き付けて粉砕し、必要に応じて分級することで容易かつ効率的に行うことができる。特にポリフェニレンエーテルは微粉化しやすい性質を有することから、他の熱可塑性樹脂のように、冷凍粉砕することなく容易に重量平均粒径が30μm以下の微粉末とすることができる。
【0042】
上記ポリフェニレンエーテル微粉末の強化繊維群への付着は、強化繊維群をポリフェニレンエーテル微粉末の流動床中に通したり、ポリフェニレンエーテル微粉末を帯電させて帯電付着させることなどによって行うこともできる。しかし、微粉末の付着包含量の調整がしやすく、しかも強化繊維間の隙間に深く浸透させて付着させやすいことから、ポリフェニレンエーテル微粉末のサスペンジョン液に強化繊維群を開繊させながら浸漬することで行うことが好ましい。
【0043】
ポリフェニレンエーテル微粉末のサスペンジョン液に用いる分散媒としては、例えばアルコール(エチルアルコール、メチルアルコール、イソプロピルアルコールなど)、アセトン、メチルエチルケトン、これらの混合液など、有機溶媒系液体を挙げることができる。ポリフェニレンエーテル微粉末の添加量は、ゲル化しない範囲で、強化繊維群への付着量に応じて選択することができるが、通常分散媒1リットルに対してポリフェニレンエーテル微粉末が30〜500gであることが好ましい。ポリフェニレンエーテル微粉末の添加量が少なすぎると、得られる成形材料中のポリフェニレンエーテル量が少なくなって、良好な耐熱性が得にくく、添加量が多すぎると、強化繊維群の深部まで浸透させにくくなったり、付着ムラを生じやすくなる。
【0044】
強化繊維が、取り扱い性を向上させるために収束剤を含有している場合において、この収束剤の存在が、ポリフェニレンエーテル微粉末の繊維間への侵入を妨げたり、得られる成形材料の特性に悪影響を及ぼす恐れがある場合、強化繊維群をポリフェニレンエーテル微粉末のサスペンジョン液に浸漬する前に、溶剤や焼成によって収束剤を除去することが好ましい。
【0045】
上記のようにしてポリフェニレンエーテル微粉末を付着させた強化繊維群を加熱・加圧し、付着したポリフェニレンエーテル微粉末を、強化繊維群を構成する強化繊維に融着させて一体化することでプレシートを得ることができる。上記加熱・加圧は、ポリフェニレンエーテル微粉末を、そのサスペンジョン液を用いて付着させた場合、通常、分散媒を気化乾燥させ、余剰の微粉末を軽く払い落とした後に行うことが好ましい。
【0046】
上記加熱・加圧は、ポリフェニレンエーテルのガラス転移温度以上に加熱した金型またはローラ間に、ポリフェニレンエーテル微粉末を付着させた強化繊維群を挟み込むことで行うことができる。圧力は、0.1〜10MPaであることが好ましい。圧力が低すぎると、ポリフェニレンエーテルと強化繊維の一体化が不十分で、得られる成形材料の強度および耐熱性が低下しやすい。また、過剰に圧力を高くしても、ポリフェニレンエーテルと強化繊維の一体化を大きく向上させることはできない反面、設備的負担が大きくなる。
【0047】
上記のようにして、強化繊維群にポリフェニレンエーテルを付着一体化したプレシートを得た後、プレシートのポリフェニレンエーテルを覆って前述した結晶性熱可塑性樹脂を付着一体化する。このプレシートへの結晶性熱可塑性樹脂の付着一体化は、結晶性熱可塑性樹脂微粉末をプレシートに付着させた後に加熱・加圧する方法、プレシートを結晶性熱可塑性樹脂の溶融浴に浸漬し、必要に応じて加熱・加圧する方法、プレシートを結晶性熱可塑性樹脂フィルムで挟んで加熱・加圧する方法などで行うことができる。これらの方法のうち、プレシートを結晶性熱可塑性樹脂フィルムで挟んで加熱・加圧する方法は、付着一体化させる結晶性熱可塑性樹脂量を調整しやすく、作業性もよいので好ましい。
【0048】
結晶性熱可塑性樹脂の付着一体化は、単なるテープ状または帯状のプレシートに対して行うだけでなく、テープ状または帯状のプレシートを用いた、例えば平織りの織布状のプレシートに対して行ったり、テープ状または帯状のプレシートを並列して加熱圧着した面状プレシートに対して行うこともできる。
【0049】
本発明の成形材料は、単層で成形に供する他、強化繊維の方向をずらせて複数枚貼り合わせることで、方向性の少ない強度の高い成形品の成形に供することもできる。また、本発明の成形材料を表皮材とし、コア材として発泡材やハニカム構造体を挟み込ませることで、軽量で高剛性のパネル材を得ることができる。更に、本発明の成形材料を加熱・加圧成形してプリフォームを得、インモールド射出成形することで高剛性のパネル材を成形することもできる。この場合、射出する樹脂との収縮差による反りを抑制するため、射出する樹脂としては、線膨張係数が5×10-1l/℃以下のものを用いることが好ましい。
【実施例】
【0050】
以下、実施例および比較例によって本発明をさらに説明する。
【0051】
実施例1
まず、使用材料を以下に列挙する。
【0052】
A:強化繊維群(炭素繊維のロービング)
東邦テナックス株式会社製の炭素繊維「BESFIGHT UT500−12K」を用いた。繊維径は7μmで、引き揃え本数は12000本である。
【0053】
B:ポリフェニレンエーテル
重量平均粒径300μm(最小径40μm、最大径3000μm)の旭化成ケミカルズ株式会社製のポリフェニレンエーテルを、常温でジェットミルにより粉砕して空気分級した、重量平均粒径12μmの微粉末を用いた。
【0054】
C:結晶性熱可塑性樹脂(ポリアミド)
佐々木化学株式会社製のポリアミド6「HK−5000」を用いた。重量平均粒径10μmの微粉末である。
【0055】
ポリフェニレンエーテル微粉末を10重量%の濃度でイソプロピルアルコールに分散させたサスペンジョン液に、液中でローラにより平坦なテープ状に開繊させながら強化繊維群を浸漬した。
【0056】
上記浸漬後、イソプロピルアルコールを揮散させて乾燥し、約300℃のローラによって0.3MPaの圧力で挟み込んで加熱・加圧し、強化繊維群にポリフェニレンエーテルを付着一体化させたプレシートを作製した。得られたプレシートの幅は約8mm、厚みは約0.18mmで、プレシート全体におけるポリフェニレンエーテルの付着量は約40重量%であった。
【0057】
上記プレシートに乾燥したポリアミド微粉末を付着させた後、280℃のローラで加熱・加圧し、プレシートのポリフェニレンエーテルを覆ってポリアミドを付着一体化して本発明の成形材料を得た。得られた成形材料の幅は約10mm、厚みは約0.16mmで、成形材料全体におけるポリアミドの付着量は約17重量%、ポリフェニレンエーテルの付着量は約33重量%であった。
【0058】
得られた成形材料について、粘弾性測定装置「DVE−V4 9111−DVE−071」を用い、常温から210℃までの引っ張り弾性率の温度依存性を測定した。結果を図1に示す。なお、常温での引っ張り弾性率は約55GPaであった。
【0059】
実施例2
実施例1のプレシートを切り出し、厚さ2.5μmのポリアミド6のフィルムで上下を挟み、250℃、圧力0.3MPaで加熱/加圧し、プレシートにポリアミドを付着一体化して本発明の成形材料とした。得られた成形材料全体におけるポリアミドおよびポリフェニレンエーテルの付着量はほぼ実施例1と同様であった。
【0060】
得られた成形材料について、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定したところ、ほぼ実施例1と同様の結果が得られた。なお、常温での引っ張り弾性率は約55GPaであった。
【0061】
実施例3
実施例1のプレシートを切り出し、厚さ2.5μmのポリフェニレンサルファイドのフィルムで上下を挟み、250℃、圧力0.3MPaで加熱/加圧し、プレシートにポリフェニレンサルファイドを付着一体化して本発明の成形材料とした。得られた成形材料全体におけるポリフェニレンサルファイドおよびポリフェニレンエーテルの付着量はほぼ実施例1におけるポリアミドおよびポリフェニレンエーテルの付着量と同様であった。
【0062】
得られた成形材料について、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定したところ、ほぼ実施例1と同様の結果が得られた。なお、常温での引っ張り弾性率は約55GPaであった。
【0063】
参考例1
実施例1で得たプレシートについて、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定したところ、ほぼ実施例1と同様の結果が得られた。なお、常温での引っ張り弾性率は約55GPaであった。
【0064】
比較例1
実施例1で用いたポリアミド微粉末を10重量%の濃度でイソプロピルアルコールに分散させたサスペンジョン液に、実施例1と同じ強化繊維群を、液中でローラにより平坦なテープ状に開繊させながら浸漬した。
【0065】
上記浸漬後、イソプロピルアルコールを揮散させて乾燥し、約300℃のローラで加熱・加圧し、強化繊維群にポリアミドを付着一体化させた比較品を作製した。得られた比較品の幅は約10mm、厚みは約0.16mmで、比較品全体におけるポリアミドの付着量は約40重量%であった。
【0066】
得られた比較品について、実施例1と同様にして、常温から210℃までの引っ張り弾性率の温度依存性を測定した。結果を図1に示す。なお、常温での引っ張り弾性率は約55GPaであった。
【図面の簡単な説明】
【0067】
【図1】実施例1及び比較例1で測定した、常温から210℃までの引っ張り弾性率の温度依存性を示すグラフである。
【特許請求の範囲】
【請求項1】
一方向に配向された強化繊維群にポリフェニレンエーテルが付着一体化されており、さらに該ポリフェニレンエーテルを覆って、結晶性熱可塑性樹脂が付着一体化されていることを特徴とする成形材料。
【請求項2】
全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量が30〜90重量%であり、合計樹脂付着量中、ポリフェニレンエーテルが5〜90重量%、結晶性熱可塑性樹脂が90〜5重量%であることを特徴とする請求項1に記載の成形材料。
【請求項3】
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであることを特徴とする請求項1または2に記載の成形材料。
【請求項4】
一方向に配向された強化繊維群に、重量平均粒径が30μm以下のポリフェニレンエーテル微粉末を付着させた後、該ポリフェニレンエーテル微粉末が付着した強化繊維群を加熱・加圧して、ポリフェニレンエーテルが付着一体化したプレシートとし、さらに該プレシートのポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化することを特徴とする成形材料の製造方法。
【請求項5】
強化繊維群へのポリフェニレンエーテル微粉末の付着を、ポリフェニレンエーテル微粉末のサスペンジョン液に強化繊維群を浸漬した後乾燥することで行うことを特徴とする請求項4に記載の成形材料の製造方法。
【請求項6】
プレシートへの結晶性熱可塑性樹脂の付着一体化を、結晶性熱可塑性樹脂フィルムで挟んだプレシートを加熱・加圧することで行うことを特徴とする請求項4または5に記載の成形材料の製造方法。
【請求項7】
全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量を30〜90重量%とし、合計樹脂付着量中、ポリフェニレンエーテルを5〜90重量%、結晶性熱可塑性樹脂を90〜5重量%とすることを特徴とする請求項4〜6のいずれか1項に記載の成形材料の製造方法。
【請求項8】
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであることを特徴とする請求項4〜7のいずれか1項に記載の成形材料の製造方法。
【請求項1】
一方向に配向された強化繊維群にポリフェニレンエーテルが付着一体化されており、さらに該ポリフェニレンエーテルを覆って、結晶性熱可塑性樹脂が付着一体化されていることを特徴とする成形材料。
【請求項2】
全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量が30〜90重量%であり、合計樹脂付着量中、ポリフェニレンエーテルが5〜90重量%、結晶性熱可塑性樹脂が90〜5重量%であることを特徴とする請求項1に記載の成形材料。
【請求項3】
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであることを特徴とする請求項1または2に記載の成形材料。
【請求項4】
一方向に配向された強化繊維群に、重量平均粒径が30μm以下のポリフェニレンエーテル微粉末を付着させた後、該ポリフェニレンエーテル微粉末が付着した強化繊維群を加熱・加圧して、ポリフェニレンエーテルが付着一体化したプレシートとし、さらに該プレシートのポリフェニレンエーテルを覆って結晶性熱可塑性樹脂を付着一体化することを特徴とする成形材料の製造方法。
【請求項5】
強化繊維群へのポリフェニレンエーテル微粉末の付着を、ポリフェニレンエーテル微粉末のサスペンジョン液に強化繊維群を浸漬した後乾燥することで行うことを特徴とする請求項4に記載の成形材料の製造方法。
【請求項6】
プレシートへの結晶性熱可塑性樹脂の付着一体化を、結晶性熱可塑性樹脂フィルムで挟んだプレシートを加熱・加圧することで行うことを特徴とする請求項4または5に記載の成形材料の製造方法。
【請求項7】
全重量中、ポリフェニレンエーテルと結晶性熱可塑性樹脂の付着量を合わせた合計樹脂付着量を30〜90重量%とし、合計樹脂付着量中、ポリフェニレンエーテルを5〜90重量%、結晶性熱可塑性樹脂を90〜5重量%とすることを特徴とする請求項4〜6のいずれか1項に記載の成形材料の製造方法。
【請求項8】
結晶性熱可塑性樹脂がポリアミドまたはポリフェニレンサルファイドであることを特徴とする請求項4〜7のいずれか1項に記載の成形材料の製造方法。
【図1】

【公開番号】特開2006−8939(P2006−8939A)
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2004−191523(P2004−191523)
【出願日】平成16年6月29日(2004.6.29)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成16年6月29日(2004.6.29)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]