
成形材料およびそれを用いた成形方法
【課題】
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、力学特性に優れる成形品や賦形性に優れる成形品を容易に製造できる成形材料およびその成形方法を提供する。
【解決手段】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、力学特性に優れる成形品や賦形性に優れる成形品を容易に製造できる成形材料およびその成形方法を提供する。
【解決手段】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、成形材料およびそれを用いた成形方法に関する。さらに詳しくは、ポリフェニレンエーテルエーテルケトンを用いた、生産性、取扱性および成形性に優れ、得られる成形品の力学特性にも優れる成形材料と、この成形材料を用いた生産性および成形性に優れる成形方法に関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂とからなる繊維強化複合材料は、軽量で優れた強度特性を付与できること、繊維配向を制御することで任意の強度設計が可能なことにより、ゴルフシャフト、釣り竿などのスポーツ用途をはじめ、航空機部品、人工衛星部品などの航空宇宙用途、自動車・船舶、電気電子機器筐体、ロボット部品、風車、タンク類、浴槽、ヘルメット等の一般産業用途などに広く用いられている。また、繊維強化複合材料を製造するにあたって、強化繊維にあらかじめマトリックス樹脂を含浸させたプリプレグを中間基材として使用し、プリプレグを積層して積層体とする製造方法は、一般に繊維含有率を高めやすく、取り扱いが比較的容易なことから広く行われている。プリプレグにおいて、強化繊維に含浸させるマトリックス樹脂としては、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂などの熱硬化性の樹脂が、繊維束への含浸の容易さから用いられる場合が多いが、熱硬化性樹脂は、硬化により三次元網目構造の不溶・不融のポリマーとなり、リサイクルが難しく、廃棄の問題がより深刻になる。
【0003】
一方、プリプレグに用いられる熱可塑性マトリックス樹脂は、ポリエチレン、ポリエステル、ポリアミド、ポリカーボネートなど多くの樹脂が使用されるが、航空宇宙用途などの高性能を要求される用途では耐熱性や耐薬品性、機械特性の点において優れるポリエーテルエーテルケトンやポリエーテルイミド、ポリフェニレンスルフィドなどが好適に用いられる。
【0004】
しかし、これらの熱可塑性樹脂プリプレグは、繊維束にマトリックス樹脂を含浸させる製造工程において、熱硬化性樹脂に比較して分子量が高いことから高温・高圧を要し、繊維含有率の高いプリプレグの製造が困難で、また、製造したプリプレグに未含浸が多く、機械特性が十分に得られないなどの問題があった。
【0005】
この問題に対して、ポリアリーレンスルフィド類を分散媒中でスラリー状にしてガラス繊維マットに含浸させやすくしてプリプレグを製造する方法(例えば、特許文献1参照)や、比較的低分子量のポリアリーレンスルフィドをシート状にして繊維基材と共に積層し、プリプレグを介さずに積層体を製造する方法(例えば、特許文献2参照)が知られている。しかし、前者のような方法では分散媒の乾燥に設備と時間を要するだけでなく、分散媒を完全に除去することが困難であり、積層成形時に分散媒の揮発により発生するボイドで機械特性が十分に得られない問題がある。また、後者のような方法では、高温・高圧の成形条件が必要であり、未含浸などの不良により、やはり機械特性が不十分になってしまう問題があった。
【0006】
また、低分子量の環式ポリアリーレンスルフィドを強化繊維に含浸させたプリプレグ(例えば、特許文献3参照)も知られている。この方法は、環式ポリアリーレンスルフィドが含浸性に優れるために、プリプレグの生産性に優れ、かつ成形時に環式ポリアリーレンスルフィドを加熱重合することで機械特性に優れた積層体を得ることができる優れた方法である。しかしながら、熱可塑性樹脂を用いた繊維強化複合材料へのニーズが多様化したことで、ポリアリーレンスルフィド以外にも高耐熱な熱可塑性樹脂、例えばポリエーテルエーテルケトンを用いた成形材料が求められるようになってきた。
【0007】
特許文献4には、環式ポリ(アリールエーテル)オリゴマー、その製造方法、および環式ポリ(アリールエーテル)オリゴマーの重合方法が開示されている。ここでは、環式ポリ(アリールエーテル)オリゴマーを重合させることでポリ(アリールエーテル)とする方法が記載されている。しかしながら、この方法で公開されている環式ポリ(アリールエーテル)オリゴマーは、融点が340℃以上あり、経済性、生産性の観点から、より融点の低い環式ポリ(アリールエーテル)オリゴマーの開発が必要となってきた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−39371号公報
【特許文献2】特開平9−25346号公報
【特許文献3】特開2008−231237号公報
【特許文献4】特開平3−88828号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、かかる従来技術の問題点の改善を試み、強化繊維と熱可塑性樹脂からなる成形材料において、融解特性を改善したポリフェニレンエーテルエーテルケトンオリゴマーを用いることにより、生産性、取扱性および成形性に優れ、得られる成形品の力学特性にも優れる成形材料と、この成形材料を用いた生産性および成形性に優れる成形方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる問題点を解決するための本発明は、以下の構成からなる。すなわち、
(1)強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
(2)前記成分(B)が環式ポリフェニレンエーテルエーテルケトンを60重量%以上含む(1)に記載の成形材料。
(3)前記成分(B)が異なる繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの混合物である(1)または(2)のいずれかに記載の成形材料。
(4)前記成分(A)が、炭素繊維である(1)〜(3)のいずれかに記載の成形材料。
(5)前記成分(C)がアルカリ金属塩である(1)〜(4)のいずれかに記載の成形材料。
(6)前記成分(A)の含有量が30重量%以上である(1)〜(5)のいずれかに記載の成形材料。
(7)前記成分(C)の含有量が、前記成分(B)中のエーテルエーテルケトン構成単位1モルに対し0.001〜20モル%である(1)〜(6)のいずれかに記載の成形材料。
(8)前記成形材料における、前記成分(B)の含浸率が80%以上、100%以下である、(1)〜(7)のいずれかに記載の成形材料。
(9)前記成形材料における、前記成分(B)の含浸率が20%以上、80%未満である、(1)〜(7)のいずれかに記載の成形材料。
(10)(1)〜(9)のいずれかに記載の成形材料を、金型を用いてプレス成形する成形方法。
(11)前記金型内で前記成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる(10)に記載の成形方法。
(12)前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が160℃以上である(11)に記載の成形方法。
(13)前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が前記成分(B’)の融点以下である(11)または(12)のいずれかに記載の成形方法。
(14)前記金型内で前記成分(B)を前記成分(B’)に重合させた後、金型を冷却せずに型開きして成形品を取り出す(11)〜(13)のいずれかに記載の成形方法。
【発明の効果】
【0011】
本発明の成形材料は、取扱性、成形性に優れると共に繊維含有率を高くでき、機械特性に優れた成形品を与えることができる。また、成形材料を低温、短時間で加熱することにより繊維強化複合材料に成形することが可能であるため、経済性、生産性、取り扱い性に優れる。
【図面の簡単な説明】
【0012】
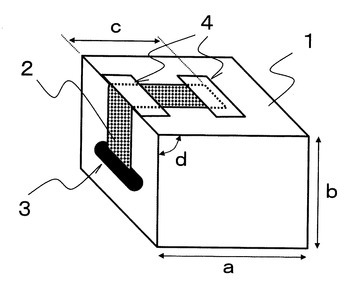
【図1】ドレープ性を評価する冶具の斜視図である。
【発明を実施するための形態】
【0013】
本発明の成形材料は強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)から構成される。まず各構成要素について説明する。
【0014】
<強化繊維(A)>
本発明で用いられる強化繊維(A)としては、特に限定されないが、炭素繊維、ガラス繊維、アラミド繊維、ボロン繊維、アルミナ繊維、鉱物繊維、炭化ケイ素繊維等が使用でき、これらの繊維を2種以上混在させることもできる。
【0015】
とりわけ、炭素繊維は比強度、比剛性に優れ、成形品の力学特性を向上させる観点で好ましい。これらの中でも、軽量かつ高強度、高弾性率の成形品を得る観点から、炭素繊維を用いるのが好ましく、特に引張弾性率で200〜700GPaの炭素繊維を用いることが好ましい。さらには、炭素繊維や、金属を被覆した強化繊維は、高い導電性を有するため、成形品の導電性を向上させる効果があり、例えば電磁波シールド性の要求される電子機器などの筐体用途には特に好ましい。
【0016】
また、炭素繊維のより好ましい態様として、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面官能基量(O/C)が、0.05〜0.4の範囲にあることがあげられる。O/Cが高いほど、炭素繊維表面の官能基量が多く、マトリックス樹脂との接着性を高めることができる。一方、O/Cが高すぎると、炭素繊維表面の結晶構造の破壊が懸念される。O/Cが好ましい範囲内で、力学特性のバランスにとりわけ優れた成形品を得ることが出来る。
【0017】
表面官能基量(O/C)は、X線光電子分光法により、次のような手順によって求められる。まず、溶媒でサイジング剤などを除去した炭素繊維をカットして銅製の試料支持台上に拡げて並べた後、光電子脱出角度を90゜とし、X線源としてMgKα1、2を用い、試料チャンバー中を1×10−8Torrに保つ。測定時の帯電に伴うピークの補正としてC1Sの主ピークの運動エネルギー値(K.E.)を969eVに合わせる。C1Sピーク面積は、K.E.として958〜972eVの範囲で直線のベースラインを引くことにより求める。O1Sピーク面積は、K.E.として714〜726eVの範囲で直線のベースラインを引くことにより求める。ここで表面官能基量(O/C)とは、上記O1Sピーク面積とC1Sピーク面積の比から、装置固有の感度補正値を用いて原子数比として算出する。
【0018】
本発明において、強化繊維(A)の形態及び配列は、特に制限は無いが、取り扱い性の観点からは、例えば、一方向に引き揃えた基材、織物(クロス)、編み物、組み紐、トウ、マット等が好ましく用いられる。中でも、積層構成によって容易に強度特性を設計可能であることから、一方向に引き揃えられた基材を使用するのが好ましく、曲面にも容易に賦形できることから織物が好ましく、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸がより容易となることからマットが好ましく選択できる。ここで一方向に引き揃えた基材とは、単繊維が一方向に配列された強化繊維基材のことを意味するが、強化繊維の単繊維全てが全長に亘り連続している必要はなく、一部の単繊維が途中で分断されていても良い。得られる成形品の力学特性の観点からは、連続した強化繊維からなる基材が好ましく、曲面などへの賦形成の観点からは、不連続な強化繊維からなる基材が好ましく用いられる。
【0019】
さらに、単繊維を強化繊維基材に束ねる目的で、本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)とは別に、集束剤を使用してもよい。これは強化繊維(A)に集束剤を付着させることで、強化繊維(A)の移送時の取扱性や、成形材料を製造する過程でのプロセス性を高める目的で、本発明の目的を損なわない範囲で、エポキシ樹脂、ウレタン樹脂、アクリル樹脂や種々の熱可塑性樹脂などのサイジング剤を1種または2種以上併用することができる。
【0020】
<ポリフェニレンエーテルエーテルケトンオリゴマー(B)>
本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)は融点が270℃以下であり、さらに、250℃以下であることが好ましく、230℃以下であることがより好ましく、200℃以下であることがさらに好ましく、180℃以下であることが特に好ましく例示できる。ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点が低いほど加工温度を下げることが可能であり、プロセス温度を低く設定可能となるため加工に要するエネルギーを低減し得るとの観点で有利となる。また、プロセス温度を低く設定できることにより、例えば、後述する重合触媒(C)とポリフェニレンエーテルエーテルケトンオリゴマー(B)を溶融させて混合する工程において、溶融混練の温度を重合温度よりも十分に低く設定できるようになる。かかる効果により、成形材料の製造プロセスにおいて、貯蔵中や強化繊維(A)への含浸の前にポリフェニレンエーテルエーテルケトンオリゴマー(B)の重合が進行して溶融粘度が増加するといった好ましくない反応を抑制できる。なおここで、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点は示差走査型熱量測定装置を用いて吸熱ピーク温度を観測することにより測定することが可能である。
【0021】
本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)は、環式ポリフェニレンエーテルエーテルケトンを60重量%以上含むポリフェニレンエーテルエーテルケトン組成物であることが好ましく、65重量%以上含む組成物であることがより好ましく、70重量%以上含むことがさらに好ましく、75重量%以上含む組成物であることがよりいっそう好ましい。
【0022】
本発明における環式ポリフェニレンエーテルエーテルケトンとは、パラフェニレンケトン、およびパラフェニレンエーテルを繰り返し構造単位に持つ、下記一般式(I)で表される環式化合物である。
【0023】
【化1】

【0024】
式(I)における繰り返し数mの範囲は2〜40であり、2〜20がより好ましく、2〜15がさらに好ましく、2〜10が特に好ましい範囲として例示できる。繰り返し数mが大きくなるとポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点が高くなる傾向にあるため、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を低温で溶融解させるとの観点から、繰り返し数mを前記範囲にすることが好ましい。
【0025】
また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)は異なる繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの混合物であることが好ましく、少なくとも異なる3つ以上の繰り返し数mからなる環式ポリフェニレンエーテルエーテルケトン混合物であることがさらに好ましく、4つ以上の繰り返し数mからなる混合物であることがより好ましく、5つ以上の繰り返し数mからなる混合物であることが特に好ましい。さらに、これら繰り返し数mが連続するものであることが特に好ましい。単一の繰り返し数mを有する単独化合物と比較して異なる繰り返し数mからなる混合物の融点は低くなる傾向にあり、さらに2種類の異なる繰り返し数mからなる環式ポリフェニレンエーテルエーテルケトン混合物と比較して、3種類以上の繰り返し数mからなる混合物の融点はさらに低くなる傾向にあり、さらに不連続の繰り返し数mからなる混合物よりも連続する繰り返し数mからなる混合物の方がさらに融点が低くなる傾向にある。なおここで、各繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンは高速液体クロマトグラフィーによる成分分割により分析が可能であり、さらにポリフェニレンエーテルエーテルケトンオリゴマー(B)の組成、すなわちポリフェニレンエーテルエーテルケトンオリゴマー(B)に含まれる各繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの重量分率は、高速液体クロマトグラフフィーにおける各環式ポリフェニレンエーテルエーテルケトンのピーク面積比率より算出することが可能である。
【0026】
ポリフェニレンエーテルエーテルケトンオリゴマー(B)における不純物成分、即ち環式ポリフェニレンエーテルエーテルケトン以外の成分としては線状ポリフェニレンエーテルエーテルケトンを主に挙げることができる。この線状ポリフェニレンエーテルエーテルケトンは融点が高いため、線状ポリフェニレンエーテルエーテルケトンの重量分率が高くなるとポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点が高くなる傾向にある。従って、ポリフェニレンエーテルエーテルケトンオリゴマー(B)における環式ポリフェニレンエーテルエーテルケトンの重量分率が上記範囲にあることで、融点の低いポリフェニレンエーテルエーテルケトンオリゴマー(B)となる傾向にある。
【0027】
上記のような特徴を有する本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)の還元粘度(η)としては、0.1dL/g以下であることが好ましく例示でき、0.09dL/g以下であることがより好ましく、0.08dL/g以下であることがさらに好ましく例示できる。なお、本発明における還元粘度とは特に断りのない限り、濃度0.1g/dL(ポリフェニレンエーテルエーテルケトンオリゴマー(B)の重量/98重量%濃硫酸の容量)の濃硫酸溶液について、スルホン化の影響を最小にするために溶解完了直後に、25℃においてオストワルド型粘度計を用いて測定した値である。また、還元粘度の計算は下記式により行った。
η={(t/t0)−1}/C
(ここでのtはサンプル溶液の通過秒数、t0は溶媒(98重量%濃硫酸)の通過秒数、Cは溶液の濃度を表す。)。
【0028】
本発明で用いられるポリフェニレンエーテルエーテルケトンオリゴマー(B)を得る方法としては、例えば以下の(a)〜(c)の方法が挙げられる。
(a)少なくともジハロゲン化芳香族ケトン化合物、ジヒドロキシ芳香族化合物、塩基、および有機極性溶媒を含む混合物を加熱して反応させることによる製造方法。
(b)少なくとも線状ポリフェニレンエーテルエーテルケトン、ジハロゲン化芳香族ケトン化合物、ジヒドロキシ芳香族化合物、塩基および有機極性溶媒を含む混合物を加熱して反応させることによる製造方法。
(c)少なくとも線状ポリフェニレンエーテルエーテルケトン、塩基性化合物、有機極性溶媒を含む混合物を加熱して反応させることによる製造方法。
【0029】
以上に述べたポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(a)、(b)、(c)の代表的な反応式を以下に示す。
【0030】
【化2】
【0031】
本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)には、本発明の目的を損なわない範囲で、各種の熱可塑性樹脂のポリマー、オリゴマー、各種の熱硬化性樹脂、エラストマーあるいはゴム成分などの耐衝撃性向上剤、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤などを添加してもよい。
【0032】
熱可塑性樹脂の具体例としては、ポリエチレンテレフタレート(PET)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリトリメチレンテレフタレート(PTT)樹脂、ポリエチレンナフタレート(PENp)樹脂、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)樹脂、ポリプロピレン(PP)樹脂、ポリブチレン樹脂等のポリオレフィン樹脂や、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)樹脂、ポリアミド(PA)樹脂、ポリカーボネート(PC)樹脂、ポリメチルメタクリレート(PMMA)樹脂、ポリ塩化ビニル(PVC)樹脂、ポリフェニレンスルフィド(PPS)樹脂、ポリフェニレンエーテル(PPE)樹脂、変性PPE樹脂、ポリイミド(PI)樹脂、ポリアミドイミド(PAI)樹脂、ポリエーテルイミド(PEI)樹脂、ポリスルホン(PSU)樹脂、変性PSU樹脂、ポリエーテルスルホン(PES)樹脂、ポリケトン(PK)樹脂、ポリエーテルケトン(PEK)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリアリレート(PAR)樹脂、ポリエーテルニトリル(PEN)樹脂、フェノール系樹脂、フェノキシ樹脂、ポリテトラフルオロエチレンなどのフッ素系樹脂、これらの共重合体、変性体、および2種類以上ブレンドした樹脂が挙げられる。
【0033】
熱硬化性樹脂の具体例としては、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、フェノール樹脂などが挙げられる。
【0034】
また、成形材料の積層を容易にするために粘着付与剤を配合することも好ましい。粘着付与剤としては軟化点150℃以下で分子内に極性基を有する化合物が好適に用いられる。軟化点は、JIS K7206―1999で規定されるビカット軟化点を意味し、軟化点が150℃以下の物は分子量が比較的小さいので流動性が良く、成形材料の積層時の粘着性が向上し、分子内に極性基を有する物も水素結合などの弱い結合を誘起して、成形材料の積層時の粘着性が向上するので好ましい。具体的には、エチレン−エチルアクリレート共重合体、エチレン−ビニルアクリレート共重合体、テルペン重合体、テルペンフェノール共重合体、ポリウレタンエラストマー、アクリロニトリルブタジエンゴム(NBR)などが好適に用いられる。
【0035】
<重合触媒(C)>
本発明において、重合触媒(C)は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)のポリフェニレンエーテルエーテルケトン(B’)への加熱重合反応を加速させるための触媒であり、かかる効果のある化合物であれば特に制限はなく、光重合開始剤、ラジカル重合開始剤、カチオン重合開始剤、アニオン重合開始剤、遷移金属触媒など公知の触媒を用いることができるが、なかでもアニオン重合開始剤が好ましい。アニオン重合開始剤としては、無機アルカリ金属塩または有機アルカリ金属塩などのアルカリ金属塩を例示することができ、無機アルカリ金属塩としてはフッ化ナトリウム、フッ化カリウム、フッ化セシウム、塩化リチウムなどのアルカリ金属ハロゲン化物を例示でき、また有機アルカリ金属塩としては、ナトリウムメトキシド、カリウムメトキシド、ナトリウムエトキシド、カリウムエトキシド、ナトリウムtert−ブトキシド、カリウムtert−ブトキシドなどのアルカリ金属アルコキシドまたは、ナトリウムフェノキシド、カリウムフェノキシド、ナトリウム−4−フェノキシフェノキシド、カリウム−4−フェノキシフェノキシドなどのアルカリ金属フェノキシド、酢酸リチウム、酢酸ナトリウム、酢酸カリウムなどのアルカリ金属酢酸塩を例示することができる。また、これらアニオン重合開始剤は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を求核攻撃することにより触媒作用を発現していると推測している。従って、これらアニオン重合開始剤と同等の求核攻撃能を有する化合物を触媒として用いることも可能であり、このような求核攻撃能を有する化合物としては、アニオン重合性末端を有するポリマーを挙げることができる。これらアニオン重合開始剤は単独で用いても良いし、2種以上を混合して用いても良い。ポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合をこれら好ましい触媒の存在下に行うことにより、ポリフェニレンエーテルエーテルケトン(B’)が短時間で得られる傾向にあり、具体的には加熱重合の加熱時間として、2時間以下、さらには1時間以下、0.5時間以下が例示できる。
【0036】
使用する触媒の量は、目的とするポリフェニレンエーテルエーテルケトン(B’)の分子量ならびに触媒の種類により異なるが、通常、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式
【0037】
【化3】
【0038】
の繰り返し単位1モルに対して、0.001〜20モル%、好ましくは0.005〜15モル%、さらに好ましくは0.01〜10モル%である。この好ましい範囲の触媒量を添加することによりポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合が短時間で進行する傾向にある。
【0039】
重合触媒(C)の添加方法に際しては、特に制限は無いが、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる混合物を予め調製し、この混合物を強化繊維(A)と複合化させる方法などが例示できる。
【0040】
ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)との混合物を得る方法に、特に制限は無いが、ポリフェニレンエーテルエーテルケトンオリゴマー(B)に重合触媒(C)を添加した後、均一に分散させることが好ましい。均一に分散させる方法として、例えば機械的に分散させる方法、溶媒を用いて分散させる方法などが挙げられる。機械的に分散させる方法として、具体的には粉砕機、撹拌機、混合機、振とう機、乳鉢を用いる方法などが例示できる。溶媒を用いて分散させる方法として、具体的にはポリフェニレンエーテルエーテルケトンオリゴマー(B)を適宜な溶媒に溶解または分散し、これに重合触媒(C)を加えた後、溶媒を除去する方法などが例示できる。また、重合触媒(C)の分散に際して、重合触媒(C)が固体である場合、より均一な分散が可能となるため重合触媒(C)の平均粒径は1mm以下であることが好ましい。
【0041】
<ポリフェニレンエーテルエーテルケトン(B’)>
本発明の成形材料を加熱することにより、成形材料中のポリフェニレンエーテルエーテルケトンオリゴマー(B)が重合触媒(C)存在下で加熱重合されることで、ポリフェニレンエーテルエーテルケトン(B’)をマトリクス樹脂とする繊維強化複合材料からなる成形品が得られる。ここでのポリフェニレンエーテルエーテルケトン(B’)とは、パラフェニレンケトン、およびパラフェニレンエーテルを繰り返し構造単位に持つ、下記一般式(II)で表される線状化合物である。
【0042】
【化4】
【0043】
本発明におけるポリフェニレンエーテルエーテルケトン(B’)の還元粘度(η)に特に制限はないが、好ましい範囲として0.1〜2.5dL/g、より好ましくは0.2〜2.0dL/g、さらに好ましくは0.3〜1.8dL/gを例示できる。かかる好適な粘度範囲に調整することにより、力学特性に優れた成形品が得られる。
【0044】
本発明におけるポリフェニレンエーテルエーテルケトン(B’)の融点は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の組成や分子量、ポリフェニレンエーテルエーテルケトンオリゴマー(B)に含まれる環式ポリフェニレンエーテルエーテルケトンの重量分率、さらには加熱時の環境により変化するため、一意的に示すことはできないが、好ましい範囲として、270〜450℃、より好ましくは280〜400℃、さらに好ましくは300〜350℃を例示できる。かかる好適な温度範囲に調整することにより、成形性と耐熱性に優れた成形品が得られる。なおここで、ポリフェニレンエーテルエーテルケトン(B’)の融点は、本発明の成形材料からポリフェニレンエーテルエーテルケトン(B’)に当たる部位を物理的に取り出し、このサンプルから示差走査型熱量測定装置を用いて吸熱ピーク温度を観測することにより測定することが可能である。
【0045】
ポリフェニレンエーテルエーテルケトンオリゴマー(B)を加熱重合することによりポリフェニレンエーテルエーテルケトン(B’)へと転化する際の加熱温度は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点以上であることが好ましく、このような温度条件であれば特に制限はない。加熱温度がポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点未満では加熱重合によりポリフェニレンエーテルエーテルケトン(B’)を得るのに長時間が必要になる、もしくは加熱重合が進行せずにポリフェニレンエーテルエーテルケトン(B’)が得られなくなる傾向にある。加熱温度の下限としては、160℃以上が例示でき、好ましくは200℃以上、より好ましくは230℃以上、さらに好ましくは270℃以上である。この温度範囲では、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が溶融し、短時間でポリフェニレンエーテルエーテルケトン(B’)を得ることができる傾向にある。
【0046】
一方、加熱重合の温度が高すぎるとポリフェニレンエーテルエーテルケトンオリゴマー(B)間、加熱により生成したポリフェニレンエーテルエーテルケトン(B’)間、およびポリフェニレンエーテルエーテルケトン(B’)とポリフェニレンエーテルエーテルケトンオリゴマー(B)間などでの架橋反応や分解反応に代表される好ましくない副反応が生じやすくなる傾向にあり、得られるポリフェニレンエーテルエーテルケトン(B’)の特性が低下する場合があるため、このような好ましくない副反応が顕著に生じる温度は避けることが望ましい。加熱温度の上限としては、450℃以下が例示でき、好ましくは400℃以下、より好ましくは350℃以下、さらに好ましくは300℃以下である。この温度範囲以下では、好ましくない副反応によるポリフェニレンエーテルエーテルケトン(B’)の特性への悪影響を抑制できる傾向にある。公知のポリフェニレンエーテルエーテルケトンオリゴマーを用いた場合、ポリフェニレンエーテルエーテルケトンオリゴマーの融点が高いため、上記の好適な温度範囲では加熱重合に長時間を要する、もしくは加熱重合が進行せずポリフェニレンエーテルエーテルケトンが得られない傾向になるのに対し、本発明における融点が270℃以下という特徴を有するポリフェニレンエーテルエーテルケトンオリゴマー(B)は上記好適な温度範囲において、効率よく加熱重合が進行し、ポリフェニレンエーテルエーテルケトン(B’)が得られる。
【0047】
また、本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)は、得られるポリフェニレンエーテルエーテルケトン(B’)の融点以下の温度で、加熱重合させることも可能である。かかる重合条件で得られたポリフェニレンエーテルエーテルケトン(B’)は、公知のポリフェニレンエーテルエーテルケトンに比べて、融解エンタルピー、ひいては結晶化度が高くなる傾向がある。これはポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合と重合によって得られたポリフェニレンエーテルエーテルケトン(B’)の結晶化が同時に進行する現象、いわゆる結晶化重合が進行しているためと考えている。結晶化重合により得られたポリフェニレンエーテルエーテルケトン(B’)の融解エンタルピーの下限としては、40J/g以上が例示でき、好ましくは45J/g以上、より好ましくは50J/g以上である。なおここで、ポリフェニレンエーテルエーテルケトン(B’)の融解エンタルピーは、本発明の成形材料からポリフェニレンエーテルエーテルケトン(B’)に当たる部位を物理的に取り出し、このサンプルから示差走査型熱量測定装置を用いて吸熱ピーク面積を観測することにより測定することが可能である。
【0048】
反応時間は、使用するポリフェニレンエーテルエーテルケトンオリゴマー(B)における環式ポリフェニレンエーテルエーテルケトンの重量分率や組成比、加熱温度や加熱重合方法などの条件によって異なるため一様には規定できないが、前記した架橋反応などの好ましくない副反応が起こらないように設定することが好ましく、0.001〜100時間の範囲が例示でき、0.005〜20時間が好ましく、0.005〜10時間がより好ましい。これら好ましい反応時間とすることにより、架橋反応などの好ましくない副反応の進行による得られるポリフェニレンエーテルエーテルケトン(B’)の特性への悪影響を抑制できる傾向にある。
【0049】
<成形材料>
本発明の成形材料は、強化繊維(A)、ポリフェニレンエーテルエーテルケトンオリゴマー(B)、および重合触媒(C)で構成される。
【0050】
このうち、強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)の合計が100重量%とした際の、強化繊維(A)の含有量は30重量%以上が好ましく、50重量%以上がより好ましく、60重量%以上がさらに好ましく、70重量%以上が特に好ましい。強化繊維(A)が30重量%未満では、得られる成形品の力学特性が不十分となる場合がある。一方、強化繊維(A)の含有量の上限については特に制限は無いが、90重量%以下が好ましく、80重量%以下がより好ましく、70重量%以下がさらに好ましい。強化繊維(A)が90重量%より大きい場合、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の強化繊維(A)への含浸が困難となる場合がある。なお、本発明の成形材料における、強化繊維(A)の含有量は、強化繊維(A)と、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の供給量を制御することで調節できる。
【0051】
さらに、重合触媒(C)の含有量は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式
【0052】
【化5】
【0053】
の繰り返し単位1モルに対して、0.001〜20モル%、好ましくは0.005〜15モル%、さらに好ましくは0.01〜10モル%である。
【0054】
本発明の成形材料の形態に特に制限は無いが、生産性と取り扱い性の観点から、強化繊維(A)からなる基材にポリフェニレンエーテルエーテルケトンオリゴマー(B)および重合触媒(C)を含浸せしめてなるプリプレグの形態が好ましく例示できる。
【0055】
また、本発明の成形材料では、用法や目的に応じて、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率の異なった成形材料を製造することができる。たとえば、より含浸性を高めたプリプレグや、半含浸でのセミプレグ、含浸性の低いファブリックなどである。一般的に、含浸性の高い成形材料ほど、短時間の成形で力学特性に優れる成形品が得られる傾向がある。一方、含浸性が比較的低い成形材料では、ドレープ性に優れ、曲面形状などへの賦形に優れる傾向がある。
【0056】
従って、本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率についての第1の好ましい態様は、かかる含浸率が80%以上、100%以下である成形材料である。これは、より単純な平面形状の成形品を生産性良く製造する観点で優れている。
【0057】
また、本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率についての第2の好ましい態様は、かかる含浸率が20%以上、80%未満である成形材料である。これは、ドレープ性に優れる成形材料であって、成形材料を成形型に合わせてあらかじめ賦形できるため、曲面形状のような比較的複雑な成形品を生産性良く製造する観点で優れている。 なお、ここで言うポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率とは、成形材料の断面を、光学顕微鏡を用いて観察し、含浸しているポリフェニレンエーテルエーテルケトンオリゴマー(B)の面積を、この含浸している面積と空隙(ボイド)の面積の合計で除した割合(%)で表される。
【0058】
含浸率を制御する方法としては、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を強化繊維(A)に複合化する際の温度や加圧力などが例示できる。通常、前記温度や加圧力が高いほど、含浸率を高める効果がある。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の溶融粘度が低いほど含浸性を高めることができる。
【0059】
<成形材料の製造方法>
本発明の成形材料は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)を溶媒に溶解または分散させて低粘度化し、強化繊維(A)に含浸させるウエット法、またはポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる混合物を加熱により低粘度化し、強化繊維(A)に含浸させるホットメルト法等によって製造できる。
【0060】
ウェット法は、強化繊維(A)をポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)の溶液または分散液に浸漬した後、引き上げ、オーブン等を用いて溶媒を蒸発せしめ、成形材料を得る方法である。
【0061】
ホットメルト法は、加熱により低粘度化したポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)の溶融混合物を直接強化繊維(A)に付着させ、さらに加熱加圧することにより含浸させる方法、またはポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)の溶融混合物を離型紙等の上にコーティングした樹脂フィルムを作製しておき、次に強化繊維(A)の両側、又は片側からそのフィルムを重ね、加熱加圧することによりを含浸させる方法などにより、成形材料を得る方法である。ホットメルト法では溶剤を使用しないので強化繊維(A)への含浸工程で樹脂粘度をある程度低くする必要があるが、成形材料中に残留する溶媒が実質的に皆無となるため好ましい。
【0062】
本発明の成形材料をホットメルト法で製造する場合において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)を溶融混合物とする工程および、この溶融混合物を強化繊維(A)に含浸させる工程は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合をなるべく起こさないように温度や時間を設定するのが好ましい。溶融混合物を得る工程および、溶融混合物を含浸させる工程の温度は160〜340℃、好ましくは180〜320℃、より好ましくは200〜300℃、特に好ましくは230〜270℃である。160℃より低い温度で加熱した場合、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が溶融しない、あるいは溶融に長時間を要する傾向があり望ましくない。340℃より高温で加熱した場合は、ポリフェニレンエーテルエーテルケトオリゴマー(B)の重合が急速に進み、ポリフェニレンエーテルエーテルケトン(B’)の生成による粘度上昇が起こり、続く強化繊維(A)への含浸工程に悪影響を生じる。
【0063】
溶融混合物を得る工程および、溶融混合物を含浸させる工程にかける時間は、特に制限は無いが、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の重合が進み、増粘することを避ける為に、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)を加熱後できるだけ速やかに次の工程に移ることが好ましい。かかる時間の範囲としては、0.01〜300分、好ましくは0.1〜60分、より好ましくは0.3〜30分、さらに好ましくは0.5〜10分となる。0.01分より加熱時間が短い場合は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)への重合触媒(C)の分散が不十分となる。300分より加熱時間が長い場合は、ポリフェニレンエーテルエーテルケトン(B’)の生成による粘度上昇が起こり、強化繊維(A)への含浸工程に悪影響を生じる。
【0064】
また、加熱の際の雰囲気は非酸化性雰囲気下で行うことが好ましく、減圧条件下で行うことも好ましい。ここで、非酸化性雰囲気とは、窒素、ヘリウム、アルゴンなどの不活性ガス雰囲気であることを指す。また、減圧条件下とは系内が大気圧よりも低いことを指し、例えば0.1kPa〜50kPaの範囲が好ましい範囲として例示できる。これによりポリフェニレンエーテルエーテルケトンオリゴマー(B)間、加熱により生成したポリフェニレンエーテルエーテルケトン(B’)間、及びポリフェニレンエーテルエーテルケトン(B’)とポリフェニレンエーテルエーテルケトンオリゴマー(B)間などで架橋反応や分解反応などの好ましくない副反応の発生を抑制できる傾向にある。
【0065】
本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率が高く、成型品の力学特性が高い成形材料を得るためには、溶融混合物を含浸させる工程において、加圧力を付与することが好ましい。かかる加圧力の範囲としては0.1〜10MPaが好ましく、0.2〜5MPaがより好ましい範囲として例示できる。
【0066】
本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率を比較的下げて、成形性に優れる成形材料を得るためには、溶融混合物を含浸させる工程において、加圧力をほとんど付与しないことが好ましい。かかる加圧力の範囲としては0〜0.1MPaが好ましく、0.01〜0.05MPaがより好ましい範囲として例示できる。また、一度加圧力を付与した後、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が冷却固化する前に加圧力を取り除く方法も好ましく用いることができる。なお、加圧力を付与するために用いる加圧装置には特に制限は無く、プレス機やローラーなどが例示できる。
【0067】
<成形材料の成形方法>
本発明の成形材料は、任意の構成で1枚以上積層後、熱及び圧力を付与しながらポリフェニレンエーテルエーテルケトンオリゴマー(B)を重合させることで、ポリフェニレンエーテルエーテルケトン(B’)をマトリクス樹脂とする成形品が得られる。
【0068】
熱及び圧力を付与する方法としては、任意の構成で積層した成形材料を型内もしくはプレス板上に設置した後、型もしくはプレス板を閉じて加圧するプレス成形法、任意の構成で積層した成形材料をオートクレーブ内に投入して加圧・加熱するオートクレーブ成形法、任意の構成で積層した成形材料をフィルムなどで包み込み、内部を減圧にして大気圧で加圧しながらオーブン中で加熱するバッギング成形法、任意の構成で積層した成形材料に張力をかけながらテープを巻き付け、オーブン内で加熱するラッピングテープ法、任意の構成で積層した成形材料を型内に設置し、同じく型内に設置した中子内に気体や液体などを注入して加圧する内圧成形法等が使用される。とりわけ、得られる成型品内のボイドが少なく、外観品位にも優れる成形品が得られることから、金型を用いてプレスする成形方法が好ましく例示できる。
【0069】
成形時の加熱温度の下限としては、160℃以上が例示でき、好ましくは200℃以上、より好ましくは230℃以上、さらに好ましくは270℃以上である。この温度範囲では、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が溶融し、短時間でポリフェニレンエーテルエーテルケトン(B’)を得ることができる傾向にある。
【0070】
一方、成形時の加熱温度の上限としては、450℃以下が例示でき、好ましくは400℃以下、より好ましくは350℃以下、さらに好ましくは300℃以下である。この温度範囲以下では、好ましくない副反応によるポリフェニレンエーテルエーテルケトン(B’)の特性への悪影響を抑制できる傾向にある。
【0071】
さらに、本発明の成形材料は、ポリフェニレンエーテルエーテルケトン(B’)の融点以下の温度で成形することが好ましい。これは、本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)の結晶化重合を生かした成形方法であり、成形中にポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合とポリフェニレンエーテルエーテルケトン(B’)の結晶化が同時に進行することで、通常の熱可塑性樹脂プリプレグの成形の際には必要な、金型の冷却工程を短縮して、成形品の脱型ができる点で優れた成形方法である。
【0072】
なお、ここでの成形時の加熱温度の測定方法は、例えば金型を用いて成形を行う成形方法の場合は、金型の表面温度を熱伝対などの温度計で測定する方法が例示できる。
【0073】
成形時の圧力の範囲としては、0.1〜10MPaが好ましく、0.2〜5MPaがより好ましい範囲として例示できる。0.1MPaより圧力が小さい場合には、得られる成形品中に多数のボイドが発生する可能性があり、10MPaより圧力が大きい場合には、強化繊維(A)の配列が大きく乱れる可能性がある。
【0074】
成形時に加熱加圧する時間の範囲としては、特に制限はないが、0.001〜1000分、好ましくは0.01〜300分、より好ましくは0.1〜60分、さらに好ましくは0.3〜30分、特に好ましくは0.5〜10分となる。0.001分より含浸時間が短い場合は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)のポリフェニレンエーテルエーテルケトン(B’)への重合が不十分となる。1000分より含浸時間が長い場合は、成形品の生産性の面で好ましくない。
【0075】
<成形品>
本発明の成形材料を用いて得られた成形品は、マトリックス樹脂がポリフェニレンエーテルエーテルケトンであり、耐熱性、機械特性、難燃性、耐薬品性などに優れたものとなる。また、マトリックス樹脂が熱可塑性のポリフェニレンエーテルエーテルケトンであるため、加熱などにより樹脂を可塑化できるのでリサイクルやリペアが容易な成形品となる。
【0076】
成形品としては、スラストワッシャー、オイルフィルター、シール、ベアリング、ギア、シリンダーヘッドカバー、ベアリングリテーナ、インテークマニホールド、ペダル等の自動車部品、シリコンウエハーキャリアー、ICチップトレイ、電解コンデンサートレイ、絶縁フィルム等の半導体・液晶製造装置部品、ポンプ、バルブ、シール等のコンプレッサー部品や航空機のキャビン内装部品といった産業機械部品、滅菌器具、カラム、配管等の医療器具部品や食品・飲料製造設備部品が挙げられる。また、本発明の成形材料は、成形品の厚みが0.5〜2mmといった薄肉の成形品を比較的容易に得ることができる。このような薄肉成形が要求されるものとしては、例えばパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材が挙げられる。このような電気・電子機器用部材では、強化繊維に導電性を有する炭素繊維を使用した場合に、電磁波シールド性が付与されるためにより好ましい。
【実施例】
【0077】
以下に実施例を示し、本発明をさらに具体的に説明する。
【0078】
本発明に使用した評価方法を下記する。
【0079】
(1)環式ポリフェニレンエーテルエーテルケトンの定量
高速液体クロマトグラフィーによって、ポリフェニレンエーテルエーテルケトンオリゴマー(B)中の環式ポリフェニレンエーテルエーテルケトンの定量を行った。測定条件を下記する。
装置 :島津株式会社製 LC−10Avpシリーズ
カラム :Mightysil RP−18GP150−4.6
検出器 :フォトダイオードアレイ検出器(UV=270nmを使用)
カラム温度 :40℃
サンプル :0.1重量%THF溶液
移動相 :THF/0.1w%トリフルオロ酢酸水溶液。
【0080】
(2)示差走査型熱量測定装置
JIS K7121(1987)に準拠し、示差走査型熱量測定装置、DSCシステムTA3000(メトラー社製)を用い、昇温速度10℃/分で測定し、融解ピーク温度を融点とし、融解ピーク面積から融解エンタルピーを求めた。
【0081】
(3)赤外分光分析装置
下記条件により、赤外分光における吸収スペクトルの測定を行った。
装置 :Perkin Elmer System 2000 FT−IR
サンプル調製:KBr法。
【0082】
(4)粘度測定
下記条件により、還元粘度の測定を行った。
粘度計 :オストワルド型粘度計
溶媒 :98重量%硫酸
サンプル濃度:0.1g/dL(サンプル重量/溶媒容量)
測定温度 :25℃
還元粘度計算式 :η={(t/t0)−1}/C
t :サンプル溶液の通過秒数
t0 :溶媒の通過秒数
C :溶液の濃度。
【0083】
(5)成形材料中の強化繊維(A)の含有量の測定
成形材料を20mm角に切り出し、80℃、100gのクロロホルムで5時間かけてポリフェニレンエーテルエーテルケトンオリゴマー(B)をソックスレー抽出した。残った残渣を乾燥させて、抽出前後の重量差から繊維重量含有率を算出した。測定n数は3とした。
【0084】
(6)成形材料中のポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率の評価
成形材料の厚み方向断面を以下のように観察して測定した。成形材料をエポキシ樹脂で包埋したサンプルを用意し、成形材料の厚み方向断面が良好に観察できるようになるまで、前記サンプルを研磨した。ここで得られたサンプルを用いて、成形材料の厚み×幅500μmの範囲を超深度カラー3D形状測定顕微鏡VK−9500(コントローラー部)/VK−9510(測定部)((株)キーエンス製)を使用して拡大倍率400倍で撮影した。撮影画像において、樹脂が占める部位の面積および、空隙(ボイド)となっている部位の面積を求め、次式により含浸率を算出した。
含浸率(%)=100×(樹脂が占める部位の総面積)/{(樹脂が占める部位の総面積)+(空隙となっている部位の総面積)}
ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率の評価は、この含浸率を判断基準とし、以下の3段階で評価し、○以上を合格とした。
○○:含浸率が80%以上、100%以下である。
○ :含浸率が20%以上、80%未満である。
× :含浸率が20%未満である。
【0085】
(7)成形材料のドレープ性の評価
本発明でのドレープ性とは、成形材料を型に沿って変形させた場合に、成形材料の破壊や繊維の折損を伴うことなく、成形材料が型に柔軟に追随する度合いを表すものである。本発明においては、図1に示す評価冶具1を用いて評価を行った。冶具1は、長さaが100mm、高さbが100mm、ブロックコーナー角度dが90°であった。得られたプリプレグを長さ100mm×幅10mmにカットし、試験サンプル2とする。ここで、サンプルの長さ方向と、強化繊維(A)の長手方向を揃えるものとする。図に示すようにサンプルの一方の端に200gの重錘3を取り付け、もう一方の端と中間点を冶具1のクランプ4に固定し(固定部分cの長さ50mm)、重錘3が静止した状態での成形材料を観察する。各サンプルのドレープ性を下記基準に従い、4段階で評価を行った。
○○:成形材料の破壊、強化繊維の折損無く、90°の角度をなすブロック面に実質的に接する。(ドレープ性に特に優れる。)
○ :成形材料の破壊、強化繊維の折損無く、90°の角度をなすブロックコーナーで屈折している。さらに力を加えるとプリプレグの破壊、強化繊維の折損を伴うことなく、強制的にブロック面に接することができる。(ドレープ性に優れる。)
△ :成形材料の破壊、強化繊維の折損無く、90°の角度をなすブロックコーナーで屈折している。さらに力を加えても、強制的にブロック面に接することができない、もしくは成形材料の破壊、強化繊維の折損を伴う。(ドレープ性にやや劣る。)
× :90°の角度をなすブロックコーナーで屈折するが、プリプレグの破壊、強化繊維の折損を伴う。または、90°の角度をなすブロックコーナーで屈折しない。(ドレープ性に劣る。)
【0086】
(8)成形材料を用いて得られた成形品の曲げ試験
繊維方向を一方向に揃えて成形材料を積層し、厚さ2±0.4mmで成形した成形品から、繊維軸方向を長辺として、JIS K 7074−1988に準拠した寸法の試験片を切り出した。
試験機として、"インストロン"(登録商標)万能試験機4201型(インストロン社製)を用いて3点曲げ試験を行い、0°曲げ弾性率および0°曲げ強度を算出した。
【0087】
(9)成形材料を用いて得られた成形品のボイド率評価
成形品の厚み方向断面を以下のように観察して測定した。成形品をエポキシ樹脂で包埋したサンプルを用意し、成形品の厚み方向断面が良好に観察できるようになるまで、前記サンプルを研磨した。ここで得られたサンプルを用いて、成形品の厚み×幅500μmの範囲を超深度カラー3D形状測定顕微鏡VK−9500(コントローラー部)/VK−9510(測定部)((株)キーエンス製)を使用して拡大倍率400倍で撮影した。撮影画像において、空隙(ボイド)となっている部位の面積を求め、次式により含浸率を算出した。
ボイド率(%)=100×(空隙となっている部位の総面積)/(成形品の観察部位の総面積)
成形品のボイド率評価は、このボイド率を判断基準とし、以下の3段階で評価し、○以上を合格とした。
○○:ボイド率が0%以上、20%以下である。成型品の物性バラつきが非常に小さい。
○ :ボイド率が20%より大きく、40%以下である。成型品の物性バラつきが小さい。
× :ボイド率が40%より大きい。成型品の物性バラつきが大きい。
【0088】
<ポリフェニレンエーテルエーテルケトンオリゴマー(B)の調製>
(参考例1)ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(a)
攪拌機、窒素吹き込み管、ディーン・スターク装置、冷却管、温度計を具備した4つ口フラスコに、4,4’−ジフルオロベンゾフェノン2.40g(11mmol)、ヒドロキノン1.10g(10mmol)、無水炭酸カリウム1.52g(11mmol)、ジメチルスルホキシド100mL、トルエン10mLを仕込んだ。混合物中のベンゼン環成分1.0モルに対するジメチルスルホキシドの量は3.13リットルである。窒素を通じながら140℃まで昇温し、140℃で1時間保持、その後160℃にまで昇温し160℃で4時間保持して反応を行った。反応終了後、室温にまで冷却して反応混合物を調製した。
【0089】
得られた反応混合物を約0.2g秤取り、THF約4.5gで希釈、濾過によりTHF不溶成分を分離除去することにより高速液体クロマトグラフィー分析サンプルを調製、反応混合物の分析を行った。結果、繰り返し数m=2〜6の連続する5種類の環式ポリフェニレンエーテルエーテルケトンの生成を確認、ヒドロキノンに対するポリフェニレンエーテルエーテルケトンオリゴマー(B)の収率は15.3%であった。
【0090】
このようにして得られた反応混合物50gを分取し、1重量%酢酸水溶液150gを加えた。撹拌してスラリー状にした後、70℃に加熱して30分間撹拌を継続した。スラリーをガラスフィルター(平均孔径10〜16μm)で濾過して固形分を得た。得られた固形分を脱イオン水50gに分散させ70℃で30分間保持して濾過して固形分を得る操作を3回繰り返した。得られた固形分を70℃で一晩真空乾燥に処し、乾燥固体約1.24gを得た。
【0091】
さらに、上記で得られた乾燥固体1.0gをクロロホルム100gを用いて、浴温80℃で5時間ソックスレー抽出を行った。得られた抽出液からエバポレーターを用いてクロロホルムを除去して固形分を得た。この固形分にクロロホルム2gを加えた後、超音波洗浄器を用いて分散液として、メタノール30gに滴下した。これにより生じた析出成分を平均ポアサイズ1μmの濾紙を用いて濾別後、70℃で3時間真空乾燥に処し、白色固体を得た。得られた白色固体は0.14g、反応に用いたヒドロキノンに対する収率は14.0%であった。
【0092】
この白色粉末は赤外分光分析における吸収スペクトルよりフェニレンエーテルケトン単位からなる化合物であることを確認、また高速液体クロマトグラフィーにより成分分割したマススペクトル分析(装置;日立製M−1200H)、さらにMALDI−TOF−MSによる分子量情報により、この白色粉末は繰り返し数mが2〜6の連続する5種類の環式ポリフェニレンエーテルエーテルケトン混合物を主要成分とするポリフェニレンエーテルエーテルケトンオリゴマー(B)であることが分かった。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)中における環式ポリフェニレンエーテルエーテルケトン混合物の重量分率は81%であった。なお、ポリフェニレンエーテルエーテルケトンオリゴマー(B)における環式ポリフェニレンエーテルエーテルケトン以外の成分は線状ポリフェニレンエーテルエーテルケトンオリゴマーであった。
【0093】
このようなポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点を測定した結果、163℃の融点を有することが分かった。また、還元粘度を測定した結果、ポリフェニレンエーテルエーテルケトンオリゴマー(B)は0.02dL/g未満の還元粘度を有していることが分かった。
【0094】
また、上記したソックスレー抽出によるポリフェニレンエーテルエーテルケトンオリゴマー(B)の回収における、クロロホルム不溶の固形成分を70℃で一晩真空乾燥に処しオフホワイト色の固形分約0.85gを得た。分析の結果、赤外分光分析における吸収スペクトルより線状ポリフェニレンエーテルエーテルケトンであることを確認した。また、還元粘度の測定を行った結果、この線状ポリフェニレンエーテルエーテルケトンは0.45dL/gの還元粘度を有していることが分かった。
【0095】
(参考例2)ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(b)
ここでは、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法により副生する線状ポリフェニレンエーテルエーテルケトンを用いたポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(b)について記す。
【0096】
攪拌機を具備した100mLのオートクレーブに4,4’−ジフルオロベンゾフェノン0.22g(1mmol)、ヒドロキノン0.11g(1mmol)、無水炭酸カリウム0.14g(1mmol)、参考例1記載の方法により得られた線状ポリフェニレンエーテルエーテルケトン(還元粘度;0.45dL/g)1.15g(4mmol)、N−メチル−2−ピロリドン50mLを仕込んだ。混合物中のベンゼン環成分1.0モルに対するN−メチル−2−ピロリドンの量は3.33リットルである。
【0097】
反応容器を室温・常圧下にて窒素ガス下に密閉した後、400rpmで撹拌しながら、室温から140℃まで昇温し140℃で1時間保持、その後180℃にまで昇温し180℃で3時間保持、次いで230℃にまで昇温し230℃で5時間保持し反応を行った。
【0098】
得られた反応混合物を約0.2g秤取り、THF約4.5gで希釈、濾過によりTHF不溶成分を分離除去することにより高速液体クロマトグラフィー分析サンプルを調製、反応混合物の分析を行った。結果、繰り返し数m=2〜8の連続する7種類の環式ポリフェニレンエーテルエーテルケトンの生成を確認、環式ポリフェニレンエーテルエーテルケトン混合物の収率は8.3%であった。
【0099】
また、参考例1記載の方法により上記反応混合物からポリフェニレンエーテルエーテルケトンオリゴマー(B)の回収を行った結果、収率8.0%でポリフェニレンエーテルエーテルケトンオリゴマー(B)を得た。得られたポリフェニレンエーテルエーテルケトンオリゴマー(B)の分析を行った結果、ポリフェニレンエーテルエーテルケトンオリゴマー(B)中における環式ポリフェニレンエーテルエーテルケトン混合物の重量分率は77%であり、165℃の融点を有することが分かった。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の還元粘度は0.02dL/g未満であることも分かった。
【0100】
(参考例3)
ここでは、特許公表2007−506833の実施例に記載の一般的な方法によるポリフェニレンエーテルエーテルケトンの製造方法に準じた合成について記す。
【0101】
攪拌機、窒素吹き込み管、ディーン・スターク装置、冷却管、温度計を具備した4つ口フラスコに4,4’−ジフルオロベンゾフェノン22.5g(103mmol)、ヒドロキノン11.0g(100mmol)、およびジフェニルスルホン49gを仕込んだ。混合物中のベンゼン環成分1.0モルに対するジフェニルスルホンの量は約0.16リットルである。窒素を通じながら140℃にまで昇温したところ、ほぼ無色の溶液を形成した。この温度で無水炭酸ナトリウム10.6g(100mmol)及び無水炭酸カリウム0.28g(2mmol)を加えた。温度を200℃に上げて1時間保持し、250℃に上げて1時間保持、次いで315℃に上げて3時間保持した。
【0102】
得られた反応混合物を高速液体クロマトグラフィーにて分析した結果、ヒドロキノンに対する環式ポリフェニレンエーテルエーテルケトン混合物の収率は1%未満と痕跡量であった。
【0103】
反応混合物を放冷して粉砕し、水およびアセトンで洗浄することにより、副生塩及びジフェニルスルホンを洗浄除去した。得られたポリマーを熱風乾燥機中、120℃で乾燥させて粉末を得た。
【0104】
得られた粉末約1.0gを、クロロホルム100gを用いて浴温80℃で5時間ソックスレー抽出を行った。得られた抽出液からエバポレーターを用いてクロロホルムを除去して少量のクロロホルム可溶成分を得た。この回収したクロロホルム可溶成分の、反応に用いたヒドロキノンに対する収率は1.2%であった。高速液体クロマトグラフィーにより、回収したクロロホルム可溶成分の分析を行った結果、このクロロホルム可溶成分中には環式ポリフェニレンエーテルエーテルケトンおよび線状ポリフェニレンエーテルエーテルケトンオリゴマーが含まれていることが分かった。この線状ポリフェニレンエーテルエーテルケトンオリゴマーは溶剤溶解性などの特性が環式ポリフェニレンエーテルエーテルケトンと類似しており、環式ポリフェニレンエーテルエーテルケトンからの分離が困難な化合物である。また、上記の回収したクロロホルム可溶成分中に含まれる環式ポリフェニレンエーテルエーテルケトン混合物は、繰り返し数m=4、5からなり、さらに繰り返し数m=4の環式ポリフェニレンエーテルエーテルケトンの重量分率が80%以上を占めるものであった。また、この回収したクロロホルム可溶成分の融点は約320℃であった。これは、この方法により得られたクロロホルム可溶成分を占める環式ポリフェニレンエーテルエーテルケトン4量体(m=4)の含有率が高いことに起因すると推測している。
【0105】
また、上記したソックスレー抽出において、クロロホルムに不溶の固形成分を70℃で一晩真空乾燥に処しオフホワイト色の固形分約0.98gを得た。分析の結果、赤外分光分析における吸収スペクトルより線状ポリフェニレンエーテルエーテルケトンであることを確認した。また、還元粘度の測定を行った結果、この線状ポリフェニレンエーテルエーテルケトンは0.75dL/gの還元粘度を有していることが分かった。
【0106】
(参考例4)ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(c)
ここでは、参考例3による方法で得られた線状ポリフェニレンエーテルエーテルケトン(還元粘度;0.75dL/g)を用いた環式ポリフェニレンエーテルエーテルケトンの製造方法(c)について記す。
【0107】
攪拌機を具備した1リットルのオートクレーブに参考例3記載の方法により得られたポリフェニレンエーテルエーテルケトン14.4g(50mmol)、フッ化セシウム1.52g(10mmol)、N−メチル−2−ピロリドン500mLを仕込んだ。混合物中のベンゼン環成分1.0モルに対するN−メチル−2−ピロリドンの量は3.33リットルである。
【0108】
反応容器を室温・常圧下にて窒素ガス下に密閉した後、400rpmで撹拌しながら、室温から140℃まで昇温し140℃で1時間保持、その後180℃にまで昇温し180℃で3時間保持、次いで230℃にまで昇温し230℃で5時間保持し反応を行った。
【0109】
得られた反応混合物を約0.2g秤取り、THF約4.5gで希釈、濾過によりTHF不溶成分を分離除去することにより高速液体クロマトグラフィー分析サンプルを調製、反応混合物の分析を行った。結果、繰り返し数m=2〜8の連続する7種類の環式ポリフェニレンエーテルエーテルケトン混合物の生成を確認、環式ポリフェニレンエーテルエーテルケトン混合物の収率は13.7%であった。(ここでの環式ポリフェニレンエーテルエーテルケトン混合物の収率は、環式ポリフェニレンエーテルエーテルケトンの生成量と、反応に用いたポリフェニレンエーテルエーテルケトンの量の比較により算出した。)。
【0110】
また、参考例1記載の方法により上記反応混合物からポリフェニレンエーテルエーテルケトンオリゴマー(B)の回収を行った結果、収率13.7%でポリフェニレンエーテルエーテルケトンオリゴマー(B)を得た。得られたポリフェニレンエーテルエーテルケトンオリゴマー(B)中における環式ポリフェニレンエーテルエーテルケトン混合物の重量分率は79%であり、165℃の融点を有することが分かった。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)は0.02dL/g未満であることも分かった。
【0111】
<成形材料>
(実施例1)
参考例1で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)に、重合触媒(C)としてフッ化セシウムをポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式−(O−Ph−O−Ph−CO−Ph)−の繰り返し単位に対して5モル%となるよう添加し、230℃の溶融バス中で溶融させ溶融混合物を得た。溶融混合物を、ナイフコーターを使用して230℃で離型紙上に所定の厚みに塗布し、樹脂フィルムを作製した。
【0112】
次に、シート状に一方向に整列させた炭素繊維トレカ(登録商標)T700S−24K(東レ(株)製)に樹脂フィルム2枚を炭素繊維の両面から重ね、230℃に加熱したロールを用い、ロール圧力0.2MPaで加圧して溶融混合物を含浸させ、一方向プリプレグを作製した。得られた一方向プリプレグを所定の寸法に切り出し、強化繊維(A)の含有量評価、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率評価、成形材料のドレープ性評価に供した。
【0113】
得られた一方向プリプレグの繊維方向をそろえて、成形品の厚さが2±0.4mmとなるよう積層した後、プレス成形機を用いて、金型表面温度300℃、成形圧力0.5MPa、加熱時間30分で加熱加圧してポリフェニレンエーテルエーテルケトンオリゴマー(B)をポリフェニレンエーテルエーテルケトン(B’)に転化させた。加熱加圧後、すぐにプレス成形機を型開きし、成形品を脱型して、本発明の成形材料を用いた積層板を得た。ここで得られた積層板からポリフェニレンエーテルエーテルケトン(B’)を物理的に分離し、融点測定、融解エンタルピー測定および粘度測定に供した。さらに、得られた積層板を所定の寸法に切り出し、曲げ試験および成形品のボイド率評価に供した。各プロセス条件および評価結果を表1に記載した。
【0114】
(実施例2)
参考例2で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)を用いた以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0115】
得られた一方向プリプレグを用いて、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0116】
(比較例1)
参考例3で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)を用い、樹脂溶融温度、フィルム化温度および繊維含浸温度を350℃に代え、繊維含浸ロール圧力を0.5MPaに代えた以外は、実施例1と同様の方法で、一方向プリプレグの製造を試みたところ、樹脂が強化繊維(A)の内部まで含浸しなかった。これは、プロセス温度が高い為に、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の重合が進行し、ポリフェニレンエーテルエーテルケトン(B’)となったことで、強化繊維(A)への含浸が困難になったためであった。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0117】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0118】
(実施例3)
参考例4で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)を用いた以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0119】
得られた一方向プリプレグを用いて、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0120】
実施例1〜3の結果より、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法によらず、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点を270℃以下とすることで、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の強化繊維(A)への含浸性に優れ、成形材料の製造が容易になることは明らかである。得られた成形材料中ではポリフェニレンエーテルエーテルケトンオリゴマー(B)は、ポリフェニレンエーテルエーテルケトン(B’)に重合しており、この成形材料を用いた成形品は、力学特性に優れていた。
【0121】
比較例1より、融点が270℃より大きいポリフェニレンエーテルエーテルケトン組成物を用いた場合、プロセス温度を高く設定する必要があり、溶融バス内などでポリフェニレンエーテルエーテルケトン組成物の重合が進行し、強化繊維束(A)への含浸性が大きく低下することは明らかである。また、この成形材料は、プロセス温度を高く設定する必要があるため、経済性の面でも劣り、得られる成形品の力学特性にも劣ることは明らかである。
【0122】
(比較例2)
重合触媒(C)としてのフッ化セシウムを用いない以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0123】
得られた一方向プリプレグを、プレス機での加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行った。得られた積層板を融点測定に供したところ、融点が276℃と低いままであることがわかった。各プロセス条件および評価結果を表1に記載した。
【0124】
比較例2より、重合触媒(C)を添加していない成形材料は、成形中にポリフェニレンエーテルエーテルケトンオリゴマー(B)のポリフェニレンエーテルエーテルケトン(B’)への重合が進行していないことは明らかである。
【0125】
(比較例3)
ポリフェニレンエーテルエーテルケトンオリゴマー(B)に代えて、VICTREX(登録商標)PEEKTM151G(ビクトレックス・エムシー(株)製ポリエーテルエーテルケトン樹脂、融点343℃)を用い、樹脂溶融温度、フィルム化温度および繊維含浸温度を400℃に代え、繊維含浸ロール圧力を0.5MPaに代えた以外は実施例1と同様の方法で、一方向プリプレグの製造を試みたところ、樹脂の粘度が高く強化繊維(A)の内部まで含浸しなかった。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0126】
得られた一方向プリプレグを、比較例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0127】
比較例3より、高分子量のポリエーテルエーテルケトン樹脂を用いた場合、強化繊維(A)への含浸が困難であり、成形材料の生産性に劣ることは明らかである。この成形材料は、プロセス温度を高く設定する必要があるため、経済性の面でも劣り、得られる成形品の力学特性にも劣ることは明らかである。
【0128】
(実施例4)
実施例1と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0129】
得られた一方向プリプレグを、金型表面温度350℃に代えて、加熱時間を10分に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0130】
(実施例5)
実施例1と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0131】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱時間を10分に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0132】
実施例4および5より、金型表面温度350℃および400℃で成形し、金型を冷却後に成形品を脱型する成形方法で得られた成形品も力学特性に優れた。この成形品中でもポリフェニレンエーテルエーテルケトンオリゴマー(B)はポリフェニレンエーテルエーテルケトン(B’)に重合していた。さらに、この条件で製造された、成形材料中のポリフェニレンエーテルエーテルケトン(B’)の融解エンタルピーは40kJ/g未満であり、公知のポリフェニレンエーテルエーテルケトン同等であった。
【0133】
(実施例6)
強化繊維(A)の含有量が76重量%になるように、原料の供給量を調整した用いた以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0134】
得られた一方向プリプレグを用いて、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0135】
実施例6より、強化繊維(A)の含有量を76重量%としても、成形材料の生産性に優れ、得られる成形品の力学特性に優れることは明らかである。
【0136】
(実施例7)
参考例1で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)に、重合触媒(C)としてフッ化セシウムをポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式−(O−Ph−O−Ph−CO−Ph)−の繰り返し単位に対して5モル%となるよう添加し、230℃の溶融バス中で溶融させ溶融混合物を得た。溶融混合物を、ナイフコーターを使用して230℃で離型紙上に所定の厚みに塗布し、樹脂フィルムを作製した。
【0137】
次に、シート状に一方向に整列させた炭素繊維トレカ(登録商標)T700S−24K(東レ(株)製)に樹脂フィルム2枚を炭素繊維の両面から重ね、230℃に加熱したロールを用い、ロール圧力0MPaで溶融混合物を含浸させ、一方向プリプレグを作製した。得られた一方向プリプレグを所定の寸法に切り出し、強化繊維(A)の含有量評価、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率評価、成形材料のドレープ性評価に供した。
【0138】
得られた一方向プリプレグの繊維方向をそろえて、成形品の厚さが2±0.4mmとなるよう積層した後、プレス成形機を用いて、金型表面温度300℃、成形圧力0.5MPa、加熱時間30分で加熱加圧してポリフェニレンエーテルエーテルケトンオリゴマー(B)をポリフェニレンエーテルエーテルケトン(B’)に転化させた。加熱加圧後、すぐにプレス成形機を型開きし、成形品を脱型して、本発明の成形材料を用いた積層板を得た。ここで得られた積層板からポリフェニレンエーテルエーテルケトン(B’)を物理的に分離し、融点測定、融解エンタルピー測定および粘度測定に供した。さらに、得られた積層板を所定の寸法に切り出し、曲げ試験および成形品のボイド率評価に供した。各プロセス条件および評価結果を表1に記載した。
【0139】
(実施例8)
実施例7と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0140】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱時間を10分に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例7と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0141】
(比較例6)
実施例7と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0142】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱時間を10分に代えた以外は、実施例7と同様にプレス成形を行ったところ、脱型時に積層がはがれ、健全な成形品が得られなかった。
【0143】
実施例7および8より、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率が20%以上、80%未満である成形材料はドレープ性に優れ、得られた成形材料中ではポリフェニレンエーテルエーテルケトンオリゴマー(B)が、ポリフェニレンエーテルエーテルケトン(B’)に重合しており、この成形材料を用いた成形品は、力学特性に優れていた。
【0144】
比較例6より、金型表面温度400℃で成形し、金型冷却を行わずに成形品を脱型した場合、積層がはがれ、健全な成形品が得られないことがわかる。
【0145】
【表1】
【符号の説明】
【0146】
1 ドレープ性を評価するための冶具
2 ドレープ性を評価する為のサンプル
3 重錘
4 サンプルを固定する為のクランプ
【技術分野】
【0001】
本発明は、成形材料およびそれを用いた成形方法に関する。さらに詳しくは、ポリフェニレンエーテルエーテルケトンを用いた、生産性、取扱性および成形性に優れ、得られる成形品の力学特性にも優れる成形材料と、この成形材料を用いた生産性および成形性に優れる成形方法に関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂とからなる繊維強化複合材料は、軽量で優れた強度特性を付与できること、繊維配向を制御することで任意の強度設計が可能なことにより、ゴルフシャフト、釣り竿などのスポーツ用途をはじめ、航空機部品、人工衛星部品などの航空宇宙用途、自動車・船舶、電気電子機器筐体、ロボット部品、風車、タンク類、浴槽、ヘルメット等の一般産業用途などに広く用いられている。また、繊維強化複合材料を製造するにあたって、強化繊維にあらかじめマトリックス樹脂を含浸させたプリプレグを中間基材として使用し、プリプレグを積層して積層体とする製造方法は、一般に繊維含有率を高めやすく、取り扱いが比較的容易なことから広く行われている。プリプレグにおいて、強化繊維に含浸させるマトリックス樹脂としては、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂などの熱硬化性の樹脂が、繊維束への含浸の容易さから用いられる場合が多いが、熱硬化性樹脂は、硬化により三次元網目構造の不溶・不融のポリマーとなり、リサイクルが難しく、廃棄の問題がより深刻になる。
【0003】
一方、プリプレグに用いられる熱可塑性マトリックス樹脂は、ポリエチレン、ポリエステル、ポリアミド、ポリカーボネートなど多くの樹脂が使用されるが、航空宇宙用途などの高性能を要求される用途では耐熱性や耐薬品性、機械特性の点において優れるポリエーテルエーテルケトンやポリエーテルイミド、ポリフェニレンスルフィドなどが好適に用いられる。
【0004】
しかし、これらの熱可塑性樹脂プリプレグは、繊維束にマトリックス樹脂を含浸させる製造工程において、熱硬化性樹脂に比較して分子量が高いことから高温・高圧を要し、繊維含有率の高いプリプレグの製造が困難で、また、製造したプリプレグに未含浸が多く、機械特性が十分に得られないなどの問題があった。
【0005】
この問題に対して、ポリアリーレンスルフィド類を分散媒中でスラリー状にしてガラス繊維マットに含浸させやすくしてプリプレグを製造する方法(例えば、特許文献1参照)や、比較的低分子量のポリアリーレンスルフィドをシート状にして繊維基材と共に積層し、プリプレグを介さずに積層体を製造する方法(例えば、特許文献2参照)が知られている。しかし、前者のような方法では分散媒の乾燥に設備と時間を要するだけでなく、分散媒を完全に除去することが困難であり、積層成形時に分散媒の揮発により発生するボイドで機械特性が十分に得られない問題がある。また、後者のような方法では、高温・高圧の成形条件が必要であり、未含浸などの不良により、やはり機械特性が不十分になってしまう問題があった。
【0006】
また、低分子量の環式ポリアリーレンスルフィドを強化繊維に含浸させたプリプレグ(例えば、特許文献3参照)も知られている。この方法は、環式ポリアリーレンスルフィドが含浸性に優れるために、プリプレグの生産性に優れ、かつ成形時に環式ポリアリーレンスルフィドを加熱重合することで機械特性に優れた積層体を得ることができる優れた方法である。しかしながら、熱可塑性樹脂を用いた繊維強化複合材料へのニーズが多様化したことで、ポリアリーレンスルフィド以外にも高耐熱な熱可塑性樹脂、例えばポリエーテルエーテルケトンを用いた成形材料が求められるようになってきた。
【0007】
特許文献4には、環式ポリ(アリールエーテル)オリゴマー、その製造方法、および環式ポリ(アリールエーテル)オリゴマーの重合方法が開示されている。ここでは、環式ポリ(アリールエーテル)オリゴマーを重合させることでポリ(アリールエーテル)とする方法が記載されている。しかしながら、この方法で公開されている環式ポリ(アリールエーテル)オリゴマーは、融点が340℃以上あり、経済性、生産性の観点から、より融点の低い環式ポリ(アリールエーテル)オリゴマーの開発が必要となってきた。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−39371号公報
【特許文献2】特開平9−25346号公報
【特許文献3】特開2008−231237号公報
【特許文献4】特開平3−88828号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、かかる従来技術の問題点の改善を試み、強化繊維と熱可塑性樹脂からなる成形材料において、融解特性を改善したポリフェニレンエーテルエーテルケトンオリゴマーを用いることにより、生産性、取扱性および成形性に優れ、得られる成形品の力学特性にも優れる成形材料と、この成形材料を用いた生産性および成形性に優れる成形方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
かかる問題点を解決するための本発明は、以下の構成からなる。すなわち、
(1)強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
(2)前記成分(B)が環式ポリフェニレンエーテルエーテルケトンを60重量%以上含む(1)に記載の成形材料。
(3)前記成分(B)が異なる繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの混合物である(1)または(2)のいずれかに記載の成形材料。
(4)前記成分(A)が、炭素繊維である(1)〜(3)のいずれかに記載の成形材料。
(5)前記成分(C)がアルカリ金属塩である(1)〜(4)のいずれかに記載の成形材料。
(6)前記成分(A)の含有量が30重量%以上である(1)〜(5)のいずれかに記載の成形材料。
(7)前記成分(C)の含有量が、前記成分(B)中のエーテルエーテルケトン構成単位1モルに対し0.001〜20モル%である(1)〜(6)のいずれかに記載の成形材料。
(8)前記成形材料における、前記成分(B)の含浸率が80%以上、100%以下である、(1)〜(7)のいずれかに記載の成形材料。
(9)前記成形材料における、前記成分(B)の含浸率が20%以上、80%未満である、(1)〜(7)のいずれかに記載の成形材料。
(10)(1)〜(9)のいずれかに記載の成形材料を、金型を用いてプレス成形する成形方法。
(11)前記金型内で前記成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる(10)に記載の成形方法。
(12)前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が160℃以上である(11)に記載の成形方法。
(13)前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が前記成分(B’)の融点以下である(11)または(12)のいずれかに記載の成形方法。
(14)前記金型内で前記成分(B)を前記成分(B’)に重合させた後、金型を冷却せずに型開きして成形品を取り出す(11)〜(13)のいずれかに記載の成形方法。
【発明の効果】
【0011】
本発明の成形材料は、取扱性、成形性に優れると共に繊維含有率を高くでき、機械特性に優れた成形品を与えることができる。また、成形材料を低温、短時間で加熱することにより繊維強化複合材料に成形することが可能であるため、経済性、生産性、取り扱い性に優れる。
【図面の簡単な説明】
【0012】
【図1】ドレープ性を評価する冶具の斜視図である。
【発明を実施するための形態】
【0013】
本発明の成形材料は強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)から構成される。まず各構成要素について説明する。
【0014】
<強化繊維(A)>
本発明で用いられる強化繊維(A)としては、特に限定されないが、炭素繊維、ガラス繊維、アラミド繊維、ボロン繊維、アルミナ繊維、鉱物繊維、炭化ケイ素繊維等が使用でき、これらの繊維を2種以上混在させることもできる。
【0015】
とりわけ、炭素繊維は比強度、比剛性に優れ、成形品の力学特性を向上させる観点で好ましい。これらの中でも、軽量かつ高強度、高弾性率の成形品を得る観点から、炭素繊維を用いるのが好ましく、特に引張弾性率で200〜700GPaの炭素繊維を用いることが好ましい。さらには、炭素繊維や、金属を被覆した強化繊維は、高い導電性を有するため、成形品の導電性を向上させる効果があり、例えば電磁波シールド性の要求される電子機器などの筐体用途には特に好ましい。
【0016】
また、炭素繊維のより好ましい態様として、X線光電子分光法により測定される繊維表面の酸素(O)と炭素(C)の原子数の比である表面官能基量(O/C)が、0.05〜0.4の範囲にあることがあげられる。O/Cが高いほど、炭素繊維表面の官能基量が多く、マトリックス樹脂との接着性を高めることができる。一方、O/Cが高すぎると、炭素繊維表面の結晶構造の破壊が懸念される。O/Cが好ましい範囲内で、力学特性のバランスにとりわけ優れた成形品を得ることが出来る。
【0017】
表面官能基量(O/C)は、X線光電子分光法により、次のような手順によって求められる。まず、溶媒でサイジング剤などを除去した炭素繊維をカットして銅製の試料支持台上に拡げて並べた後、光電子脱出角度を90゜とし、X線源としてMgKα1、2を用い、試料チャンバー中を1×10−8Torrに保つ。測定時の帯電に伴うピークの補正としてC1Sの主ピークの運動エネルギー値(K.E.)を969eVに合わせる。C1Sピーク面積は、K.E.として958〜972eVの範囲で直線のベースラインを引くことにより求める。O1Sピーク面積は、K.E.として714〜726eVの範囲で直線のベースラインを引くことにより求める。ここで表面官能基量(O/C)とは、上記O1Sピーク面積とC1Sピーク面積の比から、装置固有の感度補正値を用いて原子数比として算出する。
【0018】
本発明において、強化繊維(A)の形態及び配列は、特に制限は無いが、取り扱い性の観点からは、例えば、一方向に引き揃えた基材、織物(クロス)、編み物、組み紐、トウ、マット等が好ましく用いられる。中でも、積層構成によって容易に強度特性を設計可能であることから、一方向に引き揃えられた基材を使用するのが好ましく、曲面にも容易に賦形できることから織物が好ましく、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸がより容易となることからマットが好ましく選択できる。ここで一方向に引き揃えた基材とは、単繊維が一方向に配列された強化繊維基材のことを意味するが、強化繊維の単繊維全てが全長に亘り連続している必要はなく、一部の単繊維が途中で分断されていても良い。得られる成形品の力学特性の観点からは、連続した強化繊維からなる基材が好ましく、曲面などへの賦形成の観点からは、不連続な強化繊維からなる基材が好ましく用いられる。
【0019】
さらに、単繊維を強化繊維基材に束ねる目的で、本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)とは別に、集束剤を使用してもよい。これは強化繊維(A)に集束剤を付着させることで、強化繊維(A)の移送時の取扱性や、成形材料を製造する過程でのプロセス性を高める目的で、本発明の目的を損なわない範囲で、エポキシ樹脂、ウレタン樹脂、アクリル樹脂や種々の熱可塑性樹脂などのサイジング剤を1種または2種以上併用することができる。
【0020】
<ポリフェニレンエーテルエーテルケトンオリゴマー(B)>
本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)は融点が270℃以下であり、さらに、250℃以下であることが好ましく、230℃以下であることがより好ましく、200℃以下であることがさらに好ましく、180℃以下であることが特に好ましく例示できる。ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点が低いほど加工温度を下げることが可能であり、プロセス温度を低く設定可能となるため加工に要するエネルギーを低減し得るとの観点で有利となる。また、プロセス温度を低く設定できることにより、例えば、後述する重合触媒(C)とポリフェニレンエーテルエーテルケトンオリゴマー(B)を溶融させて混合する工程において、溶融混練の温度を重合温度よりも十分に低く設定できるようになる。かかる効果により、成形材料の製造プロセスにおいて、貯蔵中や強化繊維(A)への含浸の前にポリフェニレンエーテルエーテルケトンオリゴマー(B)の重合が進行して溶融粘度が増加するといった好ましくない反応を抑制できる。なおここで、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点は示差走査型熱量測定装置を用いて吸熱ピーク温度を観測することにより測定することが可能である。
【0021】
本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)は、環式ポリフェニレンエーテルエーテルケトンを60重量%以上含むポリフェニレンエーテルエーテルケトン組成物であることが好ましく、65重量%以上含む組成物であることがより好ましく、70重量%以上含むことがさらに好ましく、75重量%以上含む組成物であることがよりいっそう好ましい。
【0022】
本発明における環式ポリフェニレンエーテルエーテルケトンとは、パラフェニレンケトン、およびパラフェニレンエーテルを繰り返し構造単位に持つ、下記一般式(I)で表される環式化合物である。
【0023】
【化1】
【0024】
式(I)における繰り返し数mの範囲は2〜40であり、2〜20がより好ましく、2〜15がさらに好ましく、2〜10が特に好ましい範囲として例示できる。繰り返し数mが大きくなるとポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点が高くなる傾向にあるため、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を低温で溶融解させるとの観点から、繰り返し数mを前記範囲にすることが好ましい。
【0025】
また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)は異なる繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの混合物であることが好ましく、少なくとも異なる3つ以上の繰り返し数mからなる環式ポリフェニレンエーテルエーテルケトン混合物であることがさらに好ましく、4つ以上の繰り返し数mからなる混合物であることがより好ましく、5つ以上の繰り返し数mからなる混合物であることが特に好ましい。さらに、これら繰り返し数mが連続するものであることが特に好ましい。単一の繰り返し数mを有する単独化合物と比較して異なる繰り返し数mからなる混合物の融点は低くなる傾向にあり、さらに2種類の異なる繰り返し数mからなる環式ポリフェニレンエーテルエーテルケトン混合物と比較して、3種類以上の繰り返し数mからなる混合物の融点はさらに低くなる傾向にあり、さらに不連続の繰り返し数mからなる混合物よりも連続する繰り返し数mからなる混合物の方がさらに融点が低くなる傾向にある。なおここで、各繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンは高速液体クロマトグラフィーによる成分分割により分析が可能であり、さらにポリフェニレンエーテルエーテルケトンオリゴマー(B)の組成、すなわちポリフェニレンエーテルエーテルケトンオリゴマー(B)に含まれる各繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの重量分率は、高速液体クロマトグラフフィーにおける各環式ポリフェニレンエーテルエーテルケトンのピーク面積比率より算出することが可能である。
【0026】
ポリフェニレンエーテルエーテルケトンオリゴマー(B)における不純物成分、即ち環式ポリフェニレンエーテルエーテルケトン以外の成分としては線状ポリフェニレンエーテルエーテルケトンを主に挙げることができる。この線状ポリフェニレンエーテルエーテルケトンは融点が高いため、線状ポリフェニレンエーテルエーテルケトンの重量分率が高くなるとポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点が高くなる傾向にある。従って、ポリフェニレンエーテルエーテルケトンオリゴマー(B)における環式ポリフェニレンエーテルエーテルケトンの重量分率が上記範囲にあることで、融点の低いポリフェニレンエーテルエーテルケトンオリゴマー(B)となる傾向にある。
【0027】
上記のような特徴を有する本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)の還元粘度(η)としては、0.1dL/g以下であることが好ましく例示でき、0.09dL/g以下であることがより好ましく、0.08dL/g以下であることがさらに好ましく例示できる。なお、本発明における還元粘度とは特に断りのない限り、濃度0.1g/dL(ポリフェニレンエーテルエーテルケトンオリゴマー(B)の重量/98重量%濃硫酸の容量)の濃硫酸溶液について、スルホン化の影響を最小にするために溶解完了直後に、25℃においてオストワルド型粘度計を用いて測定した値である。また、還元粘度の計算は下記式により行った。
η={(t/t0)−1}/C
(ここでのtはサンプル溶液の通過秒数、t0は溶媒(98重量%濃硫酸)の通過秒数、Cは溶液の濃度を表す。)。
【0028】
本発明で用いられるポリフェニレンエーテルエーテルケトンオリゴマー(B)を得る方法としては、例えば以下の(a)〜(c)の方法が挙げられる。
(a)少なくともジハロゲン化芳香族ケトン化合物、ジヒドロキシ芳香族化合物、塩基、および有機極性溶媒を含む混合物を加熱して反応させることによる製造方法。
(b)少なくとも線状ポリフェニレンエーテルエーテルケトン、ジハロゲン化芳香族ケトン化合物、ジヒドロキシ芳香族化合物、塩基および有機極性溶媒を含む混合物を加熱して反応させることによる製造方法。
(c)少なくとも線状ポリフェニレンエーテルエーテルケトン、塩基性化合物、有機極性溶媒を含む混合物を加熱して反応させることによる製造方法。
【0029】
以上に述べたポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(a)、(b)、(c)の代表的な反応式を以下に示す。
【0030】
【化2】
【0031】
本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)には、本発明の目的を損なわない範囲で、各種の熱可塑性樹脂のポリマー、オリゴマー、各種の熱硬化性樹脂、エラストマーあるいはゴム成分などの耐衝撃性向上剤、無機充填材、難燃剤、導電性付与剤、結晶核剤、紫外線吸収剤、酸化防止剤、制振剤、抗菌剤、防虫剤、防臭剤、着色防止剤、熱安定剤、離型剤、帯電防止剤、可塑剤、滑剤、着色剤、顔料、染料、発泡剤、制泡剤、あるいは、カップリング剤などを添加してもよい。
【0032】
熱可塑性樹脂の具体例としては、ポリエチレンテレフタレート(PET)樹脂、ポリブチレンテレフタレート(PBT)樹脂、ポリトリメチレンテレフタレート(PTT)樹脂、ポリエチレンナフタレート(PENp)樹脂、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)樹脂、ポリプロピレン(PP)樹脂、ポリブチレン樹脂等のポリオレフィン樹脂や、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)樹脂、ポリアミド(PA)樹脂、ポリカーボネート(PC)樹脂、ポリメチルメタクリレート(PMMA)樹脂、ポリ塩化ビニル(PVC)樹脂、ポリフェニレンスルフィド(PPS)樹脂、ポリフェニレンエーテル(PPE)樹脂、変性PPE樹脂、ポリイミド(PI)樹脂、ポリアミドイミド(PAI)樹脂、ポリエーテルイミド(PEI)樹脂、ポリスルホン(PSU)樹脂、変性PSU樹脂、ポリエーテルスルホン(PES)樹脂、ポリケトン(PK)樹脂、ポリエーテルケトン(PEK)樹脂、ポリエーテルエーテルケトン(PEEK)樹脂、ポリエーテルケトンケトン(PEKK)樹脂、ポリアリレート(PAR)樹脂、ポリエーテルニトリル(PEN)樹脂、フェノール系樹脂、フェノキシ樹脂、ポリテトラフルオロエチレンなどのフッ素系樹脂、これらの共重合体、変性体、および2種類以上ブレンドした樹脂が挙げられる。
【0033】
熱硬化性樹脂の具体例としては、不飽和ポリエステル樹脂、ビニルエステル樹脂、エポキシ樹脂、フェノール樹脂などが挙げられる。
【0034】
また、成形材料の積層を容易にするために粘着付与剤を配合することも好ましい。粘着付与剤としては軟化点150℃以下で分子内に極性基を有する化合物が好適に用いられる。軟化点は、JIS K7206―1999で規定されるビカット軟化点を意味し、軟化点が150℃以下の物は分子量が比較的小さいので流動性が良く、成形材料の積層時の粘着性が向上し、分子内に極性基を有する物も水素結合などの弱い結合を誘起して、成形材料の積層時の粘着性が向上するので好ましい。具体的には、エチレン−エチルアクリレート共重合体、エチレン−ビニルアクリレート共重合体、テルペン重合体、テルペンフェノール共重合体、ポリウレタンエラストマー、アクリロニトリルブタジエンゴム(NBR)などが好適に用いられる。
【0035】
<重合触媒(C)>
本発明において、重合触媒(C)は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)のポリフェニレンエーテルエーテルケトン(B’)への加熱重合反応を加速させるための触媒であり、かかる効果のある化合物であれば特に制限はなく、光重合開始剤、ラジカル重合開始剤、カチオン重合開始剤、アニオン重合開始剤、遷移金属触媒など公知の触媒を用いることができるが、なかでもアニオン重合開始剤が好ましい。アニオン重合開始剤としては、無機アルカリ金属塩または有機アルカリ金属塩などのアルカリ金属塩を例示することができ、無機アルカリ金属塩としてはフッ化ナトリウム、フッ化カリウム、フッ化セシウム、塩化リチウムなどのアルカリ金属ハロゲン化物を例示でき、また有機アルカリ金属塩としては、ナトリウムメトキシド、カリウムメトキシド、ナトリウムエトキシド、カリウムエトキシド、ナトリウムtert−ブトキシド、カリウムtert−ブトキシドなどのアルカリ金属アルコキシドまたは、ナトリウムフェノキシド、カリウムフェノキシド、ナトリウム−4−フェノキシフェノキシド、カリウム−4−フェノキシフェノキシドなどのアルカリ金属フェノキシド、酢酸リチウム、酢酸ナトリウム、酢酸カリウムなどのアルカリ金属酢酸塩を例示することができる。また、これらアニオン重合開始剤は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を求核攻撃することにより触媒作用を発現していると推測している。従って、これらアニオン重合開始剤と同等の求核攻撃能を有する化合物を触媒として用いることも可能であり、このような求核攻撃能を有する化合物としては、アニオン重合性末端を有するポリマーを挙げることができる。これらアニオン重合開始剤は単独で用いても良いし、2種以上を混合して用いても良い。ポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合をこれら好ましい触媒の存在下に行うことにより、ポリフェニレンエーテルエーテルケトン(B’)が短時間で得られる傾向にあり、具体的には加熱重合の加熱時間として、2時間以下、さらには1時間以下、0.5時間以下が例示できる。
【0036】
使用する触媒の量は、目的とするポリフェニレンエーテルエーテルケトン(B’)の分子量ならびに触媒の種類により異なるが、通常、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式
【0037】
【化3】
【0038】
の繰り返し単位1モルに対して、0.001〜20モル%、好ましくは0.005〜15モル%、さらに好ましくは0.01〜10モル%である。この好ましい範囲の触媒量を添加することによりポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合が短時間で進行する傾向にある。
【0039】
重合触媒(C)の添加方法に際しては、特に制限は無いが、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる混合物を予め調製し、この混合物を強化繊維(A)と複合化させる方法などが例示できる。
【0040】
ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)との混合物を得る方法に、特に制限は無いが、ポリフェニレンエーテルエーテルケトンオリゴマー(B)に重合触媒(C)を添加した後、均一に分散させることが好ましい。均一に分散させる方法として、例えば機械的に分散させる方法、溶媒を用いて分散させる方法などが挙げられる。機械的に分散させる方法として、具体的には粉砕機、撹拌機、混合機、振とう機、乳鉢を用いる方法などが例示できる。溶媒を用いて分散させる方法として、具体的にはポリフェニレンエーテルエーテルケトンオリゴマー(B)を適宜な溶媒に溶解または分散し、これに重合触媒(C)を加えた後、溶媒を除去する方法などが例示できる。また、重合触媒(C)の分散に際して、重合触媒(C)が固体である場合、より均一な分散が可能となるため重合触媒(C)の平均粒径は1mm以下であることが好ましい。
【0041】
<ポリフェニレンエーテルエーテルケトン(B’)>
本発明の成形材料を加熱することにより、成形材料中のポリフェニレンエーテルエーテルケトンオリゴマー(B)が重合触媒(C)存在下で加熱重合されることで、ポリフェニレンエーテルエーテルケトン(B’)をマトリクス樹脂とする繊維強化複合材料からなる成形品が得られる。ここでのポリフェニレンエーテルエーテルケトン(B’)とは、パラフェニレンケトン、およびパラフェニレンエーテルを繰り返し構造単位に持つ、下記一般式(II)で表される線状化合物である。
【0042】
【化4】
【0043】
本発明におけるポリフェニレンエーテルエーテルケトン(B’)の還元粘度(η)に特に制限はないが、好ましい範囲として0.1〜2.5dL/g、より好ましくは0.2〜2.0dL/g、さらに好ましくは0.3〜1.8dL/gを例示できる。かかる好適な粘度範囲に調整することにより、力学特性に優れた成形品が得られる。
【0044】
本発明におけるポリフェニレンエーテルエーテルケトン(B’)の融点は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の組成や分子量、ポリフェニレンエーテルエーテルケトンオリゴマー(B)に含まれる環式ポリフェニレンエーテルエーテルケトンの重量分率、さらには加熱時の環境により変化するため、一意的に示すことはできないが、好ましい範囲として、270〜450℃、より好ましくは280〜400℃、さらに好ましくは300〜350℃を例示できる。かかる好適な温度範囲に調整することにより、成形性と耐熱性に優れた成形品が得られる。なおここで、ポリフェニレンエーテルエーテルケトン(B’)の融点は、本発明の成形材料からポリフェニレンエーテルエーテルケトン(B’)に当たる部位を物理的に取り出し、このサンプルから示差走査型熱量測定装置を用いて吸熱ピーク温度を観測することにより測定することが可能である。
【0045】
ポリフェニレンエーテルエーテルケトンオリゴマー(B)を加熱重合することによりポリフェニレンエーテルエーテルケトン(B’)へと転化する際の加熱温度は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点以上であることが好ましく、このような温度条件であれば特に制限はない。加熱温度がポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点未満では加熱重合によりポリフェニレンエーテルエーテルケトン(B’)を得るのに長時間が必要になる、もしくは加熱重合が進行せずにポリフェニレンエーテルエーテルケトン(B’)が得られなくなる傾向にある。加熱温度の下限としては、160℃以上が例示でき、好ましくは200℃以上、より好ましくは230℃以上、さらに好ましくは270℃以上である。この温度範囲では、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が溶融し、短時間でポリフェニレンエーテルエーテルケトン(B’)を得ることができる傾向にある。
【0046】
一方、加熱重合の温度が高すぎるとポリフェニレンエーテルエーテルケトンオリゴマー(B)間、加熱により生成したポリフェニレンエーテルエーテルケトン(B’)間、およびポリフェニレンエーテルエーテルケトン(B’)とポリフェニレンエーテルエーテルケトンオリゴマー(B)間などでの架橋反応や分解反応に代表される好ましくない副反応が生じやすくなる傾向にあり、得られるポリフェニレンエーテルエーテルケトン(B’)の特性が低下する場合があるため、このような好ましくない副反応が顕著に生じる温度は避けることが望ましい。加熱温度の上限としては、450℃以下が例示でき、好ましくは400℃以下、より好ましくは350℃以下、さらに好ましくは300℃以下である。この温度範囲以下では、好ましくない副反応によるポリフェニレンエーテルエーテルケトン(B’)の特性への悪影響を抑制できる傾向にある。公知のポリフェニレンエーテルエーテルケトンオリゴマーを用いた場合、ポリフェニレンエーテルエーテルケトンオリゴマーの融点が高いため、上記の好適な温度範囲では加熱重合に長時間を要する、もしくは加熱重合が進行せずポリフェニレンエーテルエーテルケトンが得られない傾向になるのに対し、本発明における融点が270℃以下という特徴を有するポリフェニレンエーテルエーテルケトンオリゴマー(B)は上記好適な温度範囲において、効率よく加熱重合が進行し、ポリフェニレンエーテルエーテルケトン(B’)が得られる。
【0047】
また、本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)は、得られるポリフェニレンエーテルエーテルケトン(B’)の融点以下の温度で、加熱重合させることも可能である。かかる重合条件で得られたポリフェニレンエーテルエーテルケトン(B’)は、公知のポリフェニレンエーテルエーテルケトンに比べて、融解エンタルピー、ひいては結晶化度が高くなる傾向がある。これはポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合と重合によって得られたポリフェニレンエーテルエーテルケトン(B’)の結晶化が同時に進行する現象、いわゆる結晶化重合が進行しているためと考えている。結晶化重合により得られたポリフェニレンエーテルエーテルケトン(B’)の融解エンタルピーの下限としては、40J/g以上が例示でき、好ましくは45J/g以上、より好ましくは50J/g以上である。なおここで、ポリフェニレンエーテルエーテルケトン(B’)の融解エンタルピーは、本発明の成形材料からポリフェニレンエーテルエーテルケトン(B’)に当たる部位を物理的に取り出し、このサンプルから示差走査型熱量測定装置を用いて吸熱ピーク面積を観測することにより測定することが可能である。
【0048】
反応時間は、使用するポリフェニレンエーテルエーテルケトンオリゴマー(B)における環式ポリフェニレンエーテルエーテルケトンの重量分率や組成比、加熱温度や加熱重合方法などの条件によって異なるため一様には規定できないが、前記した架橋反応などの好ましくない副反応が起こらないように設定することが好ましく、0.001〜100時間の範囲が例示でき、0.005〜20時間が好ましく、0.005〜10時間がより好ましい。これら好ましい反応時間とすることにより、架橋反応などの好ましくない副反応の進行による得られるポリフェニレンエーテルエーテルケトン(B’)の特性への悪影響を抑制できる傾向にある。
【0049】
<成形材料>
本発明の成形材料は、強化繊維(A)、ポリフェニレンエーテルエーテルケトンオリゴマー(B)、および重合触媒(C)で構成される。
【0050】
このうち、強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)の合計が100重量%とした際の、強化繊維(A)の含有量は30重量%以上が好ましく、50重量%以上がより好ましく、60重量%以上がさらに好ましく、70重量%以上が特に好ましい。強化繊維(A)が30重量%未満では、得られる成形品の力学特性が不十分となる場合がある。一方、強化繊維(A)の含有量の上限については特に制限は無いが、90重量%以下が好ましく、80重量%以下がより好ましく、70重量%以下がさらに好ましい。強化繊維(A)が90重量%より大きい場合、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の強化繊維(A)への含浸が困難となる場合がある。なお、本発明の成形材料における、強化繊維(A)の含有量は、強化繊維(A)と、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の供給量を制御することで調節できる。
【0051】
さらに、重合触媒(C)の含有量は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式
【0052】
【化5】
【0053】
の繰り返し単位1モルに対して、0.001〜20モル%、好ましくは0.005〜15モル%、さらに好ましくは0.01〜10モル%である。
【0054】
本発明の成形材料の形態に特に制限は無いが、生産性と取り扱い性の観点から、強化繊維(A)からなる基材にポリフェニレンエーテルエーテルケトンオリゴマー(B)および重合触媒(C)を含浸せしめてなるプリプレグの形態が好ましく例示できる。
【0055】
また、本発明の成形材料では、用法や目的に応じて、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率の異なった成形材料を製造することができる。たとえば、より含浸性を高めたプリプレグや、半含浸でのセミプレグ、含浸性の低いファブリックなどである。一般的に、含浸性の高い成形材料ほど、短時間の成形で力学特性に優れる成形品が得られる傾向がある。一方、含浸性が比較的低い成形材料では、ドレープ性に優れ、曲面形状などへの賦形に優れる傾向がある。
【0056】
従って、本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率についての第1の好ましい態様は、かかる含浸率が80%以上、100%以下である成形材料である。これは、より単純な平面形状の成形品を生産性良く製造する観点で優れている。
【0057】
また、本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率についての第2の好ましい態様は、かかる含浸率が20%以上、80%未満である成形材料である。これは、ドレープ性に優れる成形材料であって、成形材料を成形型に合わせてあらかじめ賦形できるため、曲面形状のような比較的複雑な成形品を生産性良く製造する観点で優れている。 なお、ここで言うポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率とは、成形材料の断面を、光学顕微鏡を用いて観察し、含浸しているポリフェニレンエーテルエーテルケトンオリゴマー(B)の面積を、この含浸している面積と空隙(ボイド)の面積の合計で除した割合(%)で表される。
【0058】
含浸率を制御する方法としては、ポリフェニレンエーテルエーテルケトンオリゴマー(B)を強化繊維(A)に複合化する際の温度や加圧力などが例示できる。通常、前記温度や加圧力が高いほど、含浸率を高める効果がある。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の溶融粘度が低いほど含浸性を高めることができる。
【0059】
<成形材料の製造方法>
本発明の成形材料は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)を溶媒に溶解または分散させて低粘度化し、強化繊維(A)に含浸させるウエット法、またはポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる混合物を加熱により低粘度化し、強化繊維(A)に含浸させるホットメルト法等によって製造できる。
【0060】
ウェット法は、強化繊維(A)をポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)の溶液または分散液に浸漬した後、引き上げ、オーブン等を用いて溶媒を蒸発せしめ、成形材料を得る方法である。
【0061】
ホットメルト法は、加熱により低粘度化したポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)の溶融混合物を直接強化繊維(A)に付着させ、さらに加熱加圧することにより含浸させる方法、またはポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)の溶融混合物を離型紙等の上にコーティングした樹脂フィルムを作製しておき、次に強化繊維(A)の両側、又は片側からそのフィルムを重ね、加熱加圧することによりを含浸させる方法などにより、成形材料を得る方法である。ホットメルト法では溶剤を使用しないので強化繊維(A)への含浸工程で樹脂粘度をある程度低くする必要があるが、成形材料中に残留する溶媒が実質的に皆無となるため好ましい。
【0062】
本発明の成形材料をホットメルト法で製造する場合において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)を溶融混合物とする工程および、この溶融混合物を強化繊維(A)に含浸させる工程は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合をなるべく起こさないように温度や時間を設定するのが好ましい。溶融混合物を得る工程および、溶融混合物を含浸させる工程の温度は160〜340℃、好ましくは180〜320℃、より好ましくは200〜300℃、特に好ましくは230〜270℃である。160℃より低い温度で加熱した場合、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が溶融しない、あるいは溶融に長時間を要する傾向があり望ましくない。340℃より高温で加熱した場合は、ポリフェニレンエーテルエーテルケトオリゴマー(B)の重合が急速に進み、ポリフェニレンエーテルエーテルケトン(B’)の生成による粘度上昇が起こり、続く強化繊維(A)への含浸工程に悪影響を生じる。
【0063】
溶融混合物を得る工程および、溶融混合物を含浸させる工程にかける時間は、特に制限は無いが、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の重合が進み、増粘することを避ける為に、ポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)を加熱後できるだけ速やかに次の工程に移ることが好ましい。かかる時間の範囲としては、0.01〜300分、好ましくは0.1〜60分、より好ましくは0.3〜30分、さらに好ましくは0.5〜10分となる。0.01分より加熱時間が短い場合は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)への重合触媒(C)の分散が不十分となる。300分より加熱時間が長い場合は、ポリフェニレンエーテルエーテルケトン(B’)の生成による粘度上昇が起こり、強化繊維(A)への含浸工程に悪影響を生じる。
【0064】
また、加熱の際の雰囲気は非酸化性雰囲気下で行うことが好ましく、減圧条件下で行うことも好ましい。ここで、非酸化性雰囲気とは、窒素、ヘリウム、アルゴンなどの不活性ガス雰囲気であることを指す。また、減圧条件下とは系内が大気圧よりも低いことを指し、例えば0.1kPa〜50kPaの範囲が好ましい範囲として例示できる。これによりポリフェニレンエーテルエーテルケトンオリゴマー(B)間、加熱により生成したポリフェニレンエーテルエーテルケトン(B’)間、及びポリフェニレンエーテルエーテルケトン(B’)とポリフェニレンエーテルエーテルケトンオリゴマー(B)間などで架橋反応や分解反応などの好ましくない副反応の発生を抑制できる傾向にある。
【0065】
本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率が高く、成型品の力学特性が高い成形材料を得るためには、溶融混合物を含浸させる工程において、加圧力を付与することが好ましい。かかる加圧力の範囲としては0.1〜10MPaが好ましく、0.2〜5MPaがより好ましい範囲として例示できる。
【0066】
本発明の成形材料において、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率を比較的下げて、成形性に優れる成形材料を得るためには、溶融混合物を含浸させる工程において、加圧力をほとんど付与しないことが好ましい。かかる加圧力の範囲としては0〜0.1MPaが好ましく、0.01〜0.05MPaがより好ましい範囲として例示できる。また、一度加圧力を付与した後、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が冷却固化する前に加圧力を取り除く方法も好ましく用いることができる。なお、加圧力を付与するために用いる加圧装置には特に制限は無く、プレス機やローラーなどが例示できる。
【0067】
<成形材料の成形方法>
本発明の成形材料は、任意の構成で1枚以上積層後、熱及び圧力を付与しながらポリフェニレンエーテルエーテルケトンオリゴマー(B)を重合させることで、ポリフェニレンエーテルエーテルケトン(B’)をマトリクス樹脂とする成形品が得られる。
【0068】
熱及び圧力を付与する方法としては、任意の構成で積層した成形材料を型内もしくはプレス板上に設置した後、型もしくはプレス板を閉じて加圧するプレス成形法、任意の構成で積層した成形材料をオートクレーブ内に投入して加圧・加熱するオートクレーブ成形法、任意の構成で積層した成形材料をフィルムなどで包み込み、内部を減圧にして大気圧で加圧しながらオーブン中で加熱するバッギング成形法、任意の構成で積層した成形材料に張力をかけながらテープを巻き付け、オーブン内で加熱するラッピングテープ法、任意の構成で積層した成形材料を型内に設置し、同じく型内に設置した中子内に気体や液体などを注入して加圧する内圧成形法等が使用される。とりわけ、得られる成型品内のボイドが少なく、外観品位にも優れる成形品が得られることから、金型を用いてプレスする成形方法が好ましく例示できる。
【0069】
成形時の加熱温度の下限としては、160℃以上が例示でき、好ましくは200℃以上、より好ましくは230℃以上、さらに好ましくは270℃以上である。この温度範囲では、ポリフェニレンエーテルエーテルケトンオリゴマー(B)が溶融し、短時間でポリフェニレンエーテルエーテルケトン(B’)を得ることができる傾向にある。
【0070】
一方、成形時の加熱温度の上限としては、450℃以下が例示でき、好ましくは400℃以下、より好ましくは350℃以下、さらに好ましくは300℃以下である。この温度範囲以下では、好ましくない副反応によるポリフェニレンエーテルエーテルケトン(B’)の特性への悪影響を抑制できる傾向にある。
【0071】
さらに、本発明の成形材料は、ポリフェニレンエーテルエーテルケトン(B’)の融点以下の温度で成形することが好ましい。これは、本発明におけるポリフェニレンエーテルエーテルケトンオリゴマー(B)の結晶化重合を生かした成形方法であり、成形中にポリフェニレンエーテルエーテルケトンオリゴマー(B)の加熱重合とポリフェニレンエーテルエーテルケトン(B’)の結晶化が同時に進行することで、通常の熱可塑性樹脂プリプレグの成形の際には必要な、金型の冷却工程を短縮して、成形品の脱型ができる点で優れた成形方法である。
【0072】
なお、ここでの成形時の加熱温度の測定方法は、例えば金型を用いて成形を行う成形方法の場合は、金型の表面温度を熱伝対などの温度計で測定する方法が例示できる。
【0073】
成形時の圧力の範囲としては、0.1〜10MPaが好ましく、0.2〜5MPaがより好ましい範囲として例示できる。0.1MPaより圧力が小さい場合には、得られる成形品中に多数のボイドが発生する可能性があり、10MPaより圧力が大きい場合には、強化繊維(A)の配列が大きく乱れる可能性がある。
【0074】
成形時に加熱加圧する時間の範囲としては、特に制限はないが、0.001〜1000分、好ましくは0.01〜300分、より好ましくは0.1〜60分、さらに好ましくは0.3〜30分、特に好ましくは0.5〜10分となる。0.001分より含浸時間が短い場合は、ポリフェニレンエーテルエーテルケトンオリゴマー(B)のポリフェニレンエーテルエーテルケトン(B’)への重合が不十分となる。1000分より含浸時間が長い場合は、成形品の生産性の面で好ましくない。
【0075】
<成形品>
本発明の成形材料を用いて得られた成形品は、マトリックス樹脂がポリフェニレンエーテルエーテルケトンであり、耐熱性、機械特性、難燃性、耐薬品性などに優れたものとなる。また、マトリックス樹脂が熱可塑性のポリフェニレンエーテルエーテルケトンであるため、加熱などにより樹脂を可塑化できるのでリサイクルやリペアが容易な成形品となる。
【0076】
成形品としては、スラストワッシャー、オイルフィルター、シール、ベアリング、ギア、シリンダーヘッドカバー、ベアリングリテーナ、インテークマニホールド、ペダル等の自動車部品、シリコンウエハーキャリアー、ICチップトレイ、電解コンデンサートレイ、絶縁フィルム等の半導体・液晶製造装置部品、ポンプ、バルブ、シール等のコンプレッサー部品や航空機のキャビン内装部品といった産業機械部品、滅菌器具、カラム、配管等の医療器具部品や食品・飲料製造設備部品が挙げられる。また、本発明の成形材料は、成形品の厚みが0.5〜2mmといった薄肉の成形品を比較的容易に得ることができる。このような薄肉成形が要求されるものとしては、例えばパーソナルコンピューター、携帯電話などに使用されるような筐体や、パーソナルコンピューターの内部でキーボードを支持する部材であるキーボード支持体に代表されるような電気・電子機器用部材が挙げられる。このような電気・電子機器用部材では、強化繊維に導電性を有する炭素繊維を使用した場合に、電磁波シールド性が付与されるためにより好ましい。
【実施例】
【0077】
以下に実施例を示し、本発明をさらに具体的に説明する。
【0078】
本発明に使用した評価方法を下記する。
【0079】
(1)環式ポリフェニレンエーテルエーテルケトンの定量
高速液体クロマトグラフィーによって、ポリフェニレンエーテルエーテルケトンオリゴマー(B)中の環式ポリフェニレンエーテルエーテルケトンの定量を行った。測定条件を下記する。
装置 :島津株式会社製 LC−10Avpシリーズ
カラム :Mightysil RP−18GP150−4.6
検出器 :フォトダイオードアレイ検出器(UV=270nmを使用)
カラム温度 :40℃
サンプル :0.1重量%THF溶液
移動相 :THF/0.1w%トリフルオロ酢酸水溶液。
【0080】
(2)示差走査型熱量測定装置
JIS K7121(1987)に準拠し、示差走査型熱量測定装置、DSCシステムTA3000(メトラー社製)を用い、昇温速度10℃/分で測定し、融解ピーク温度を融点とし、融解ピーク面積から融解エンタルピーを求めた。
【0081】
(3)赤外分光分析装置
下記条件により、赤外分光における吸収スペクトルの測定を行った。
装置 :Perkin Elmer System 2000 FT−IR
サンプル調製:KBr法。
【0082】
(4)粘度測定
下記条件により、還元粘度の測定を行った。
粘度計 :オストワルド型粘度計
溶媒 :98重量%硫酸
サンプル濃度:0.1g/dL(サンプル重量/溶媒容量)
測定温度 :25℃
還元粘度計算式 :η={(t/t0)−1}/C
t :サンプル溶液の通過秒数
t0 :溶媒の通過秒数
C :溶液の濃度。
【0083】
(5)成形材料中の強化繊維(A)の含有量の測定
成形材料を20mm角に切り出し、80℃、100gのクロロホルムで5時間かけてポリフェニレンエーテルエーテルケトンオリゴマー(B)をソックスレー抽出した。残った残渣を乾燥させて、抽出前後の重量差から繊維重量含有率を算出した。測定n数は3とした。
【0084】
(6)成形材料中のポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率の評価
成形材料の厚み方向断面を以下のように観察して測定した。成形材料をエポキシ樹脂で包埋したサンプルを用意し、成形材料の厚み方向断面が良好に観察できるようになるまで、前記サンプルを研磨した。ここで得られたサンプルを用いて、成形材料の厚み×幅500μmの範囲を超深度カラー3D形状測定顕微鏡VK−9500(コントローラー部)/VK−9510(測定部)((株)キーエンス製)を使用して拡大倍率400倍で撮影した。撮影画像において、樹脂が占める部位の面積および、空隙(ボイド)となっている部位の面積を求め、次式により含浸率を算出した。
含浸率(%)=100×(樹脂が占める部位の総面積)/{(樹脂が占める部位の総面積)+(空隙となっている部位の総面積)}
ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率の評価は、この含浸率を判断基準とし、以下の3段階で評価し、○以上を合格とした。
○○:含浸率が80%以上、100%以下である。
○ :含浸率が20%以上、80%未満である。
× :含浸率が20%未満である。
【0085】
(7)成形材料のドレープ性の評価
本発明でのドレープ性とは、成形材料を型に沿って変形させた場合に、成形材料の破壊や繊維の折損を伴うことなく、成形材料が型に柔軟に追随する度合いを表すものである。本発明においては、図1に示す評価冶具1を用いて評価を行った。冶具1は、長さaが100mm、高さbが100mm、ブロックコーナー角度dが90°であった。得られたプリプレグを長さ100mm×幅10mmにカットし、試験サンプル2とする。ここで、サンプルの長さ方向と、強化繊維(A)の長手方向を揃えるものとする。図に示すようにサンプルの一方の端に200gの重錘3を取り付け、もう一方の端と中間点を冶具1のクランプ4に固定し(固定部分cの長さ50mm)、重錘3が静止した状態での成形材料を観察する。各サンプルのドレープ性を下記基準に従い、4段階で評価を行った。
○○:成形材料の破壊、強化繊維の折損無く、90°の角度をなすブロック面に実質的に接する。(ドレープ性に特に優れる。)
○ :成形材料の破壊、強化繊維の折損無く、90°の角度をなすブロックコーナーで屈折している。さらに力を加えるとプリプレグの破壊、強化繊維の折損を伴うことなく、強制的にブロック面に接することができる。(ドレープ性に優れる。)
△ :成形材料の破壊、強化繊維の折損無く、90°の角度をなすブロックコーナーで屈折している。さらに力を加えても、強制的にブロック面に接することができない、もしくは成形材料の破壊、強化繊維の折損を伴う。(ドレープ性にやや劣る。)
× :90°の角度をなすブロックコーナーで屈折するが、プリプレグの破壊、強化繊維の折損を伴う。または、90°の角度をなすブロックコーナーで屈折しない。(ドレープ性に劣る。)
【0086】
(8)成形材料を用いて得られた成形品の曲げ試験
繊維方向を一方向に揃えて成形材料を積層し、厚さ2±0.4mmで成形した成形品から、繊維軸方向を長辺として、JIS K 7074−1988に準拠した寸法の試験片を切り出した。
試験機として、"インストロン"(登録商標)万能試験機4201型(インストロン社製)を用いて3点曲げ試験を行い、0°曲げ弾性率および0°曲げ強度を算出した。
【0087】
(9)成形材料を用いて得られた成形品のボイド率評価
成形品の厚み方向断面を以下のように観察して測定した。成形品をエポキシ樹脂で包埋したサンプルを用意し、成形品の厚み方向断面が良好に観察できるようになるまで、前記サンプルを研磨した。ここで得られたサンプルを用いて、成形品の厚み×幅500μmの範囲を超深度カラー3D形状測定顕微鏡VK−9500(コントローラー部)/VK−9510(測定部)((株)キーエンス製)を使用して拡大倍率400倍で撮影した。撮影画像において、空隙(ボイド)となっている部位の面積を求め、次式により含浸率を算出した。
ボイド率(%)=100×(空隙となっている部位の総面積)/(成形品の観察部位の総面積)
成形品のボイド率評価は、このボイド率を判断基準とし、以下の3段階で評価し、○以上を合格とした。
○○:ボイド率が0%以上、20%以下である。成型品の物性バラつきが非常に小さい。
○ :ボイド率が20%より大きく、40%以下である。成型品の物性バラつきが小さい。
× :ボイド率が40%より大きい。成型品の物性バラつきが大きい。
【0088】
<ポリフェニレンエーテルエーテルケトンオリゴマー(B)の調製>
(参考例1)ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(a)
攪拌機、窒素吹き込み管、ディーン・スターク装置、冷却管、温度計を具備した4つ口フラスコに、4,4’−ジフルオロベンゾフェノン2.40g(11mmol)、ヒドロキノン1.10g(10mmol)、無水炭酸カリウム1.52g(11mmol)、ジメチルスルホキシド100mL、トルエン10mLを仕込んだ。混合物中のベンゼン環成分1.0モルに対するジメチルスルホキシドの量は3.13リットルである。窒素を通じながら140℃まで昇温し、140℃で1時間保持、その後160℃にまで昇温し160℃で4時間保持して反応を行った。反応終了後、室温にまで冷却して反応混合物を調製した。
【0089】
得られた反応混合物を約0.2g秤取り、THF約4.5gで希釈、濾過によりTHF不溶成分を分離除去することにより高速液体クロマトグラフィー分析サンプルを調製、反応混合物の分析を行った。結果、繰り返し数m=2〜6の連続する5種類の環式ポリフェニレンエーテルエーテルケトンの生成を確認、ヒドロキノンに対するポリフェニレンエーテルエーテルケトンオリゴマー(B)の収率は15.3%であった。
【0090】
このようにして得られた反応混合物50gを分取し、1重量%酢酸水溶液150gを加えた。撹拌してスラリー状にした後、70℃に加熱して30分間撹拌を継続した。スラリーをガラスフィルター(平均孔径10〜16μm)で濾過して固形分を得た。得られた固形分を脱イオン水50gに分散させ70℃で30分間保持して濾過して固形分を得る操作を3回繰り返した。得られた固形分を70℃で一晩真空乾燥に処し、乾燥固体約1.24gを得た。
【0091】
さらに、上記で得られた乾燥固体1.0gをクロロホルム100gを用いて、浴温80℃で5時間ソックスレー抽出を行った。得られた抽出液からエバポレーターを用いてクロロホルムを除去して固形分を得た。この固形分にクロロホルム2gを加えた後、超音波洗浄器を用いて分散液として、メタノール30gに滴下した。これにより生じた析出成分を平均ポアサイズ1μmの濾紙を用いて濾別後、70℃で3時間真空乾燥に処し、白色固体を得た。得られた白色固体は0.14g、反応に用いたヒドロキノンに対する収率は14.0%であった。
【0092】
この白色粉末は赤外分光分析における吸収スペクトルよりフェニレンエーテルケトン単位からなる化合物であることを確認、また高速液体クロマトグラフィーにより成分分割したマススペクトル分析(装置;日立製M−1200H)、さらにMALDI−TOF−MSによる分子量情報により、この白色粉末は繰り返し数mが2〜6の連続する5種類の環式ポリフェニレンエーテルエーテルケトン混合物を主要成分とするポリフェニレンエーテルエーテルケトンオリゴマー(B)であることが分かった。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)中における環式ポリフェニレンエーテルエーテルケトン混合物の重量分率は81%であった。なお、ポリフェニレンエーテルエーテルケトンオリゴマー(B)における環式ポリフェニレンエーテルエーテルケトン以外の成分は線状ポリフェニレンエーテルエーテルケトンオリゴマーであった。
【0093】
このようなポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点を測定した結果、163℃の融点を有することが分かった。また、還元粘度を測定した結果、ポリフェニレンエーテルエーテルケトンオリゴマー(B)は0.02dL/g未満の還元粘度を有していることが分かった。
【0094】
また、上記したソックスレー抽出によるポリフェニレンエーテルエーテルケトンオリゴマー(B)の回収における、クロロホルム不溶の固形成分を70℃で一晩真空乾燥に処しオフホワイト色の固形分約0.85gを得た。分析の結果、赤外分光分析における吸収スペクトルより線状ポリフェニレンエーテルエーテルケトンであることを確認した。また、還元粘度の測定を行った結果、この線状ポリフェニレンエーテルエーテルケトンは0.45dL/gの還元粘度を有していることが分かった。
【0095】
(参考例2)ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(b)
ここでは、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法により副生する線状ポリフェニレンエーテルエーテルケトンを用いたポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(b)について記す。
【0096】
攪拌機を具備した100mLのオートクレーブに4,4’−ジフルオロベンゾフェノン0.22g(1mmol)、ヒドロキノン0.11g(1mmol)、無水炭酸カリウム0.14g(1mmol)、参考例1記載の方法により得られた線状ポリフェニレンエーテルエーテルケトン(還元粘度;0.45dL/g)1.15g(4mmol)、N−メチル−2−ピロリドン50mLを仕込んだ。混合物中のベンゼン環成分1.0モルに対するN−メチル−2−ピロリドンの量は3.33リットルである。
【0097】
反応容器を室温・常圧下にて窒素ガス下に密閉した後、400rpmで撹拌しながら、室温から140℃まで昇温し140℃で1時間保持、その後180℃にまで昇温し180℃で3時間保持、次いで230℃にまで昇温し230℃で5時間保持し反応を行った。
【0098】
得られた反応混合物を約0.2g秤取り、THF約4.5gで希釈、濾過によりTHF不溶成分を分離除去することにより高速液体クロマトグラフィー分析サンプルを調製、反応混合物の分析を行った。結果、繰り返し数m=2〜8の連続する7種類の環式ポリフェニレンエーテルエーテルケトンの生成を確認、環式ポリフェニレンエーテルエーテルケトン混合物の収率は8.3%であった。
【0099】
また、参考例1記載の方法により上記反応混合物からポリフェニレンエーテルエーテルケトンオリゴマー(B)の回収を行った結果、収率8.0%でポリフェニレンエーテルエーテルケトンオリゴマー(B)を得た。得られたポリフェニレンエーテルエーテルケトンオリゴマー(B)の分析を行った結果、ポリフェニレンエーテルエーテルケトンオリゴマー(B)中における環式ポリフェニレンエーテルエーテルケトン混合物の重量分率は77%であり、165℃の融点を有することが分かった。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の還元粘度は0.02dL/g未満であることも分かった。
【0100】
(参考例3)
ここでは、特許公表2007−506833の実施例に記載の一般的な方法によるポリフェニレンエーテルエーテルケトンの製造方法に準じた合成について記す。
【0101】
攪拌機、窒素吹き込み管、ディーン・スターク装置、冷却管、温度計を具備した4つ口フラスコに4,4’−ジフルオロベンゾフェノン22.5g(103mmol)、ヒドロキノン11.0g(100mmol)、およびジフェニルスルホン49gを仕込んだ。混合物中のベンゼン環成分1.0モルに対するジフェニルスルホンの量は約0.16リットルである。窒素を通じながら140℃にまで昇温したところ、ほぼ無色の溶液を形成した。この温度で無水炭酸ナトリウム10.6g(100mmol)及び無水炭酸カリウム0.28g(2mmol)を加えた。温度を200℃に上げて1時間保持し、250℃に上げて1時間保持、次いで315℃に上げて3時間保持した。
【0102】
得られた反応混合物を高速液体クロマトグラフィーにて分析した結果、ヒドロキノンに対する環式ポリフェニレンエーテルエーテルケトン混合物の収率は1%未満と痕跡量であった。
【0103】
反応混合物を放冷して粉砕し、水およびアセトンで洗浄することにより、副生塩及びジフェニルスルホンを洗浄除去した。得られたポリマーを熱風乾燥機中、120℃で乾燥させて粉末を得た。
【0104】
得られた粉末約1.0gを、クロロホルム100gを用いて浴温80℃で5時間ソックスレー抽出を行った。得られた抽出液からエバポレーターを用いてクロロホルムを除去して少量のクロロホルム可溶成分を得た。この回収したクロロホルム可溶成分の、反応に用いたヒドロキノンに対する収率は1.2%であった。高速液体クロマトグラフィーにより、回収したクロロホルム可溶成分の分析を行った結果、このクロロホルム可溶成分中には環式ポリフェニレンエーテルエーテルケトンおよび線状ポリフェニレンエーテルエーテルケトンオリゴマーが含まれていることが分かった。この線状ポリフェニレンエーテルエーテルケトンオリゴマーは溶剤溶解性などの特性が環式ポリフェニレンエーテルエーテルケトンと類似しており、環式ポリフェニレンエーテルエーテルケトンからの分離が困難な化合物である。また、上記の回収したクロロホルム可溶成分中に含まれる環式ポリフェニレンエーテルエーテルケトン混合物は、繰り返し数m=4、5からなり、さらに繰り返し数m=4の環式ポリフェニレンエーテルエーテルケトンの重量分率が80%以上を占めるものであった。また、この回収したクロロホルム可溶成分の融点は約320℃であった。これは、この方法により得られたクロロホルム可溶成分を占める環式ポリフェニレンエーテルエーテルケトン4量体(m=4)の含有率が高いことに起因すると推測している。
【0105】
また、上記したソックスレー抽出において、クロロホルムに不溶の固形成分を70℃で一晩真空乾燥に処しオフホワイト色の固形分約0.98gを得た。分析の結果、赤外分光分析における吸収スペクトルより線状ポリフェニレンエーテルエーテルケトンであることを確認した。また、還元粘度の測定を行った結果、この線状ポリフェニレンエーテルエーテルケトンは0.75dL/gの還元粘度を有していることが分かった。
【0106】
(参考例4)ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法(c)
ここでは、参考例3による方法で得られた線状ポリフェニレンエーテルエーテルケトン(還元粘度;0.75dL/g)を用いた環式ポリフェニレンエーテルエーテルケトンの製造方法(c)について記す。
【0107】
攪拌機を具備した1リットルのオートクレーブに参考例3記載の方法により得られたポリフェニレンエーテルエーテルケトン14.4g(50mmol)、フッ化セシウム1.52g(10mmol)、N−メチル−2−ピロリドン500mLを仕込んだ。混合物中のベンゼン環成分1.0モルに対するN−メチル−2−ピロリドンの量は3.33リットルである。
【0108】
反応容器を室温・常圧下にて窒素ガス下に密閉した後、400rpmで撹拌しながら、室温から140℃まで昇温し140℃で1時間保持、その後180℃にまで昇温し180℃で3時間保持、次いで230℃にまで昇温し230℃で5時間保持し反応を行った。
【0109】
得られた反応混合物を約0.2g秤取り、THF約4.5gで希釈、濾過によりTHF不溶成分を分離除去することにより高速液体クロマトグラフィー分析サンプルを調製、反応混合物の分析を行った。結果、繰り返し数m=2〜8の連続する7種類の環式ポリフェニレンエーテルエーテルケトン混合物の生成を確認、環式ポリフェニレンエーテルエーテルケトン混合物の収率は13.7%であった。(ここでの環式ポリフェニレンエーテルエーテルケトン混合物の収率は、環式ポリフェニレンエーテルエーテルケトンの生成量と、反応に用いたポリフェニレンエーテルエーテルケトンの量の比較により算出した。)。
【0110】
また、参考例1記載の方法により上記反応混合物からポリフェニレンエーテルエーテルケトンオリゴマー(B)の回収を行った結果、収率13.7%でポリフェニレンエーテルエーテルケトンオリゴマー(B)を得た。得られたポリフェニレンエーテルエーテルケトンオリゴマー(B)中における環式ポリフェニレンエーテルエーテルケトン混合物の重量分率は79%であり、165℃の融点を有することが分かった。また、ポリフェニレンエーテルエーテルケトンオリゴマー(B)は0.02dL/g未満であることも分かった。
【0111】
<成形材料>
(実施例1)
参考例1で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)に、重合触媒(C)としてフッ化セシウムをポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式−(O−Ph−O−Ph−CO−Ph)−の繰り返し単位に対して5モル%となるよう添加し、230℃の溶融バス中で溶融させ溶融混合物を得た。溶融混合物を、ナイフコーターを使用して230℃で離型紙上に所定の厚みに塗布し、樹脂フィルムを作製した。
【0112】
次に、シート状に一方向に整列させた炭素繊維トレカ(登録商標)T700S−24K(東レ(株)製)に樹脂フィルム2枚を炭素繊維の両面から重ね、230℃に加熱したロールを用い、ロール圧力0.2MPaで加圧して溶融混合物を含浸させ、一方向プリプレグを作製した。得られた一方向プリプレグを所定の寸法に切り出し、強化繊維(A)の含有量評価、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率評価、成形材料のドレープ性評価に供した。
【0113】
得られた一方向プリプレグの繊維方向をそろえて、成形品の厚さが2±0.4mmとなるよう積層した後、プレス成形機を用いて、金型表面温度300℃、成形圧力0.5MPa、加熱時間30分で加熱加圧してポリフェニレンエーテルエーテルケトンオリゴマー(B)をポリフェニレンエーテルエーテルケトン(B’)に転化させた。加熱加圧後、すぐにプレス成形機を型開きし、成形品を脱型して、本発明の成形材料を用いた積層板を得た。ここで得られた積層板からポリフェニレンエーテルエーテルケトン(B’)を物理的に分離し、融点測定、融解エンタルピー測定および粘度測定に供した。さらに、得られた積層板を所定の寸法に切り出し、曲げ試験および成形品のボイド率評価に供した。各プロセス条件および評価結果を表1に記載した。
【0114】
(実施例2)
参考例2で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)を用いた以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0115】
得られた一方向プリプレグを用いて、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0116】
(比較例1)
参考例3で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)を用い、樹脂溶融温度、フィルム化温度および繊維含浸温度を350℃に代え、繊維含浸ロール圧力を0.5MPaに代えた以外は、実施例1と同様の方法で、一方向プリプレグの製造を試みたところ、樹脂が強化繊維(A)の内部まで含浸しなかった。これは、プロセス温度が高い為に、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の重合が進行し、ポリフェニレンエーテルエーテルケトン(B’)となったことで、強化繊維(A)への含浸が困難になったためであった。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0117】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0118】
(実施例3)
参考例4で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)を用いた以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0119】
得られた一方向プリプレグを用いて、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0120】
実施例1〜3の結果より、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の製造方法によらず、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の融点を270℃以下とすることで、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の強化繊維(A)への含浸性に優れ、成形材料の製造が容易になることは明らかである。得られた成形材料中ではポリフェニレンエーテルエーテルケトンオリゴマー(B)は、ポリフェニレンエーテルエーテルケトン(B’)に重合しており、この成形材料を用いた成形品は、力学特性に優れていた。
【0121】
比較例1より、融点が270℃より大きいポリフェニレンエーテルエーテルケトン組成物を用いた場合、プロセス温度を高く設定する必要があり、溶融バス内などでポリフェニレンエーテルエーテルケトン組成物の重合が進行し、強化繊維束(A)への含浸性が大きく低下することは明らかである。また、この成形材料は、プロセス温度を高く設定する必要があるため、経済性の面でも劣り、得られる成形品の力学特性にも劣ることは明らかである。
【0122】
(比較例2)
重合触媒(C)としてのフッ化セシウムを用いない以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0123】
得られた一方向プリプレグを、プレス機での加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行った。得られた積層板を融点測定に供したところ、融点が276℃と低いままであることがわかった。各プロセス条件および評価結果を表1に記載した。
【0124】
比較例2より、重合触媒(C)を添加していない成形材料は、成形中にポリフェニレンエーテルエーテルケトンオリゴマー(B)のポリフェニレンエーテルエーテルケトン(B’)への重合が進行していないことは明らかである。
【0125】
(比較例3)
ポリフェニレンエーテルエーテルケトンオリゴマー(B)に代えて、VICTREX(登録商標)PEEKTM151G(ビクトレックス・エムシー(株)製ポリエーテルエーテルケトン樹脂、融点343℃)を用い、樹脂溶融温度、フィルム化温度および繊維含浸温度を400℃に代え、繊維含浸ロール圧力を0.5MPaに代えた以外は実施例1と同様の方法で、一方向プリプレグの製造を試みたところ、樹脂の粘度が高く強化繊維(A)の内部まで含浸しなかった。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0126】
得られた一方向プリプレグを、比較例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0127】
比較例3より、高分子量のポリエーテルエーテルケトン樹脂を用いた場合、強化繊維(A)への含浸が困難であり、成形材料の生産性に劣ることは明らかである。この成形材料は、プロセス温度を高く設定する必要があるため、経済性の面でも劣り、得られる成形品の力学特性にも劣ることは明らかである。
【0128】
(実施例4)
実施例1と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0129】
得られた一方向プリプレグを、金型表面温度350℃に代えて、加熱時間を10分に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0130】
(実施例5)
実施例1と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0131】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱時間を10分に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0132】
実施例4および5より、金型表面温度350℃および400℃で成形し、金型を冷却後に成形品を脱型する成形方法で得られた成形品も力学特性に優れた。この成形品中でもポリフェニレンエーテルエーテルケトンオリゴマー(B)はポリフェニレンエーテルエーテルケトン(B’)に重合していた。さらに、この条件で製造された、成形材料中のポリフェニレンエーテルエーテルケトン(B’)の融解エンタルピーは40kJ/g未満であり、公知のポリフェニレンエーテルエーテルケトン同等であった。
【0133】
(実施例6)
強化繊維(A)の含有量が76重量%になるように、原料の供給量を調整した用いた以外は、実施例1と同様の方法で、一方向プリプレグを製造した。得られた一方向プリプレグを用いて、実施例1と同様の方法で、成形材料の評価を行った。
【0134】
得られた一方向プリプレグを用いて、実施例1と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0135】
実施例6より、強化繊維(A)の含有量を76重量%としても、成形材料の生産性に優れ、得られる成形品の力学特性に優れることは明らかである。
【0136】
(実施例7)
参考例1で調製したポリフェニレンエーテルエーテルケトンオリゴマー(B)に、重合触媒(C)としてフッ化セシウムをポリフェニレンエーテルエーテルケトンオリゴマー(B)の主要構成単位である式−(O−Ph−O−Ph−CO−Ph)−の繰り返し単位に対して5モル%となるよう添加し、230℃の溶融バス中で溶融させ溶融混合物を得た。溶融混合物を、ナイフコーターを使用して230℃で離型紙上に所定の厚みに塗布し、樹脂フィルムを作製した。
【0137】
次に、シート状に一方向に整列させた炭素繊維トレカ(登録商標)T700S−24K(東レ(株)製)に樹脂フィルム2枚を炭素繊維の両面から重ね、230℃に加熱したロールを用い、ロール圧力0MPaで溶融混合物を含浸させ、一方向プリプレグを作製した。得られた一方向プリプレグを所定の寸法に切り出し、強化繊維(A)の含有量評価、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率評価、成形材料のドレープ性評価に供した。
【0138】
得られた一方向プリプレグの繊維方向をそろえて、成形品の厚さが2±0.4mmとなるよう積層した後、プレス成形機を用いて、金型表面温度300℃、成形圧力0.5MPa、加熱時間30分で加熱加圧してポリフェニレンエーテルエーテルケトンオリゴマー(B)をポリフェニレンエーテルエーテルケトン(B’)に転化させた。加熱加圧後、すぐにプレス成形機を型開きし、成形品を脱型して、本発明の成形材料を用いた積層板を得た。ここで得られた積層板からポリフェニレンエーテルエーテルケトン(B’)を物理的に分離し、融点測定、融解エンタルピー測定および粘度測定に供した。さらに、得られた積層板を所定の寸法に切り出し、曲げ試験および成形品のボイド率評価に供した。各プロセス条件および評価結果を表1に記載した。
【0139】
(実施例8)
実施例7と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0140】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱時間を10分に代えて、加熱加圧後に金型を10℃/分で150℃まで冷却してから、成形品を脱型した以外は、実施例7と同様にプレス成形を行い、得られた積層板を各評価に供した。各プロセス条件および評価結果を表1に記載した。
【0141】
(比較例6)
実施例7と同様に一方向プリプレグを製造し、成形材料の評価を行った。
【0142】
得られた一方向プリプレグを、金型表面温度400℃に代えて、加熱時間を10分に代えた以外は、実施例7と同様にプレス成形を行ったところ、脱型時に積層がはがれ、健全な成形品が得られなかった。
【0143】
実施例7および8より、ポリフェニレンエーテルエーテルケトンオリゴマー(B)の含浸率が20%以上、80%未満である成形材料はドレープ性に優れ、得られた成形材料中ではポリフェニレンエーテルエーテルケトンオリゴマー(B)が、ポリフェニレンエーテルエーテルケトン(B’)に重合しており、この成形材料を用いた成形品は、力学特性に優れていた。
【0144】
比較例6より、金型表面温度400℃で成形し、金型冷却を行わずに成形品を脱型した場合、積層がはがれ、健全な成形品が得られないことがわかる。
【0145】
【表1】
【符号の説明】
【0146】
1 ドレープ性を評価するための冶具
2 ドレープ性を評価する為のサンプル
3 重錘
4 サンプルを固定する為のクランプ
【特許請求の範囲】
【請求項1】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
【請求項2】
前記成分(B)が環式ポリフェニレンエーテルエーテルケトンを60重量%以上含む請求項1に記載の成形材料。
【請求項3】
前記成分(B)が異なる繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの混合物である請求項1または2のいずれかに記載の成形材料。
【請求項4】
前記成分(A)が、炭素繊維である請求項1〜3のいずれかに記載の成形材料。
【請求項5】
前記成分(C)がアルカリ金属塩である請求項1〜4のいずれかに記載の成形材料。
【請求項6】
前記成分(A)の含有量が30重量%以上である請求項1〜5のいずれかに記載の成形材料。
【請求項7】
前記成分(C)の含有量が、前記成分(B)中のエーテルエーテルケトン構成単位1モルに対し0.001〜20モル%である請求項1〜6のいずれかに記載の成形材料。
【請求項8】
前記成形材料における、前記成分(B)の含浸率が80%以上、100%以下である、請求項1〜7のいずれかに記載の成形材料。
【請求項9】
前記成形材料における、前記成分(B)の含浸率が20%以上、80%未満である、請求項1〜7のいずれかに記載の成形材料。
【請求項10】
請求項1〜9のいずれかに記載の成形材料を、金型を用いてプレス成形する成形方法。
【請求項11】
前記金型内で前記成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる請求項10に記載の成形方法。
【請求項12】
前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が160℃以上である請求項11に記載の成形方法。
【請求項13】
前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が前記成分(B’)の融点以下である請求項11または12のいずれかに記載の成形方法。
【請求項14】
前記金型内で前記成分(B)を前記成分(B’)に重合させた後、金型を冷却せずに型開きして成形品を取り出す請求項11〜13のいずれかに記載の成形方法。
【請求項1】
強化繊維(A)とポリフェニレンエーテルエーテルケトンオリゴマー(B)と重合触媒(C)からなる成形材料であって該成分(B)の融点が270℃以下である成形材料。
【請求項2】
前記成分(B)が環式ポリフェニレンエーテルエーテルケトンを60重量%以上含む請求項1に記載の成形材料。
【請求項3】
前記成分(B)が異なる繰り返し数mを有する環式ポリフェニレンエーテルエーテルケトンの混合物である請求項1または2のいずれかに記載の成形材料。
【請求項4】
前記成分(A)が、炭素繊維である請求項1〜3のいずれかに記載の成形材料。
【請求項5】
前記成分(C)がアルカリ金属塩である請求項1〜4のいずれかに記載の成形材料。
【請求項6】
前記成分(A)の含有量が30重量%以上である請求項1〜5のいずれかに記載の成形材料。
【請求項7】
前記成分(C)の含有量が、前記成分(B)中のエーテルエーテルケトン構成単位1モルに対し0.001〜20モル%である請求項1〜6のいずれかに記載の成形材料。
【請求項8】
前記成形材料における、前記成分(B)の含浸率が80%以上、100%以下である、請求項1〜7のいずれかに記載の成形材料。
【請求項9】
前記成形材料における、前記成分(B)の含浸率が20%以上、80%未満である、請求項1〜7のいずれかに記載の成形材料。
【請求項10】
請求項1〜9のいずれかに記載の成形材料を、金型を用いてプレス成形する成形方法。
【請求項11】
前記金型内で前記成分(B)をポリフェニレンエーテルエーテルケトン(B’)に重合させる請求項10に記載の成形方法。
【請求項12】
前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が160℃以上である請求項11に記載の成形方法。
【請求項13】
前記成分(B)を前記成分(B’)に重合させる際の、前記金型の表面温度が前記成分(B’)の融点以下である請求項11または12のいずれかに記載の成形方法。
【請求項14】
前記金型内で前記成分(B)を前記成分(B’)に重合させた後、金型を冷却せずに型開きして成形品を取り出す請求項11〜13のいずれかに記載の成形方法。
【図1】

【公開番号】特開2013−6961(P2013−6961A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−140691(P2011−140691)
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月24日(2011.6.24)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]