
成形材料の補強用繊維材
【課題】モルタルやコンクリート等の水硬性材料、樹脂、ゴム等の各種成形材料に配合したときの分散混合性の改善と、高い補強効果を提供する。
【解決手段】(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束。成形材料は、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれるものである。
【解決手段】(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束。成形材料は、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コンクリート、モルタル等の水硬性材料、樹脂、ゴム等の各種成形材料に配合して使用する補強用繊維材に関する。
【背景技術】
【0002】
コンクリート、モルタル、樹脂、ゴム等の各種成形材料を補強するための天然繊維や合成繊維からなる各種繊維材料が知られている。
【0003】
特許文献1には、ポリビニルアルコール系、ポリアクリロニトリル系、ポリアミド系、ポリオレフィン系、アラミド系から選ばれる有機合成繊維で撚掛けしたものを疎水性高分子集束剤で固着した後、アスペクト比20〜300に切断したセメントモルタル又はコンクリート補強用繊維の発明が開示されている。
【0004】
特許文献2には、セメントを主成分として、高強度ビニロン繊維を補強繊維とする繊維強化高靱性セメントボードからなるコンクリート構造物の発明が開示されている。
【0005】
特許文献3には、ポリビニルアルコール系繊維等(〔0018〕)を補強繊維として使用した繊維補強モルタル又は繊維補強コンクリートの発明が開示されている。
【0006】
特許文献4には、繊維に対してドライ・ブラスト処理することにより、繊維表面に平均粒径7〜500μmの粒子が一部埋没した状態で存在させた(さらに凹部も存在させた)、ゴムや樹脂の補強用繊維の発明が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平5−43654号公報
【特許文献2】特開2004−36253号公報
【特許文献3】特開2007−302528号公報
【特許文献4】特開2009−249787号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
各種繊維をモルタルやコンクリートの補強材として使用するとき、繊維の分散混合性が高いことが重要となるが、特許文献1〜3の発明では、セメントやモルタルと繊維の分散混合性の点で改善の余地がある。
【0009】
特許文献4の発明は、製造方法が複雑であり、繊維に対してドライ・ブラスと処理をするため、図1からも理解できるとおり、一定した品質のものを得ることが困難であり、繊維自体が損傷して強度が低下するおそれもある。
【0010】
本発明は、モルタルやコンクリート等の水硬性材料、樹脂、ゴム等の各種成形材料に配合したときの分散混合性が良く、高い補強効果が得られる補強用繊維材を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明は、(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束を提供する。
【0012】
本発明の樹脂含浸繊維束は、セメント、モルタル、天然水硬性石灰等の水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料等から選ばれる各種成形材料の補強用繊維材として使用するものである。
【発明の効果】
【0013】
本発明の樹脂含浸繊維束は、表面に凹凸を有しているため(即ち、表面積が大きくなっているため)、成形材料と混合したときの接触面積を増大できることから、成形材料との混合・分散性が良くなり、成形材料を固化したときには成形材料との結合性も高められる。
【図面の簡単な説明】
【0014】
【図1】本発明の補強用繊維材として使用する樹脂含浸繊維束の製造方法を説明するためのフロー図である。
【図2】図1で示すフロー中の一部工程の説明図。
【図3】図2とは別実施形態の一部工程の説明図。
【図4】実施例の試験方法の説明図。
【発明を実施するための形態】
【0015】
本発明の樹脂含浸繊維束は、多数本の(A)成分の繊維材料に(B)成分の熱可塑性樹脂が含浸され一体化された束の表面に凹凸が形成されたものである。
【0016】
本発明の樹脂含浸繊維束に含まれる(A)成分は、有機繊維及び無機繊維から選ばれる繊維材料である。
【0017】
(A)成分の有機繊維は、アラミド繊維、ポリアミド繊維(アラミド繊維を除く)、全芳香族ポリエステル繊維、セルロース繊維、レーヨン繊維から選ばれるものを用いることができる。
【0018】
(A)成分の無機繊維は、ガラス繊維、炭素繊維、玄武岩繊維、炭化珪素繊維、ボロン繊維から選ばれるものを用いることができる。
【0019】
(A)成分の繊維材料(有機繊維及び無機繊維)の直径及び長さは特に制限されるものではないが、好ましくは直径が5〜24μmの範囲のものである。なお、樹脂含浸繊維束を構成する(A)成分の繊維材料の長さは、樹脂含浸繊維束の長さと一致するから、前記長さは樹脂含浸繊維束の長さでもある。本発明の樹脂含浸繊維束の製造に使用する(A)成分の繊維材料の長さは、製造方法の説明にも記載しているとおり、もっと長いものを用いる。
【0020】
本発明の樹脂含浸繊維束に含まれる(A)成分の繊維材料の数は特に制限されるものではないが、1000〜24,000本の範囲が好ましく、1000〜12,000本の範囲がより好ましい。
【0021】
本発明の樹脂含浸繊維束に含まれる(B)成分の熱可塑性樹脂としては、ポリアミド樹脂(ポリアミド6、ポリアミド66、ポリアミド12等)、オレフィン樹脂(ポリプロピレン、高密度ポリエチレン、酸変性ポリプロピレン等)、ポリフェニレンスルフィド樹脂、ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート等)、熱可塑性ウレタン樹脂(TPU)、ポリオキシメチレン樹脂(POM)、ABS樹脂、ポリカーボネート樹脂、ポリカーボネート樹脂とABS樹脂のアロイ等から選ばれるものを用いることができる。(B)成分の熱可塑性樹脂は、2種以上からなるアロイも用いることができ、その場合には、適当な相溶化剤も含有することができる。
【0022】
本発明の樹脂含浸繊維束には、上記した(A)成分と(B)成分以外にも、必要に応じて他の成分を含有することができる。前記他の成分としては、補強用繊維材の適用対象となる成形材料の種類に応じて、公知の添加剤から適宜選択して含有することができる。
【0023】
本発明の樹脂含浸繊維束において、(A)成分の繊維材料と(B)成分の熱可塑性樹脂の合計量中、(A)成分の繊維材料の含有量は5〜90質量%が好ましく、10〜80質量%がより好ましく、20〜70質量%がさらに好ましい。
【0024】
本発明の樹脂含浸繊維束は、補強用繊維として使用する各種成形材料の用途や必要な機械的強度等に応じて寸法を調整することができるが、例えば、直径が0.5〜4.0mm、長さが4〜50mmにすることができる。
【0025】
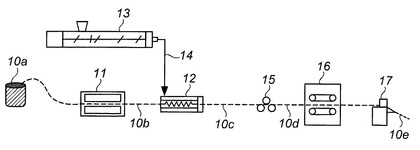
次に、本発明の成形材料の補強用繊維材として用いる樹脂含浸繊維束の製造方法を、製造フローを示した図1により説明する。
【0026】
本発明の樹脂含浸繊維束は、凹凸の形成工程を有する製造方法を適用して、表面に凹凸が形成されたものである。表面に凹凸が形成されていない樹脂含浸繊維束の製造方法は公知であり、例えば、特許第4302938号公報に記載されているが(より具体的には、段落番号0035、段落番号0046、図1参照)、前記特許発明に記載の製造方法には、凹凸の形成工程(凹凸の形成手段)が含まれていないので、表面に凹凸が形成された樹脂含浸繊維束を得ることはできない。
【0027】
図1は、外観上は、特許第4302938号公報の図1と同じものであるが、樹脂含浸繊維束の表面に凹凸を形成するための手段が、成形ロール又はペレタイザに備え付けられている。
【0028】
まず、(A)成分の繊維材料を長さ方向に揃えた状態で束ねた長尺状の繊維束10a(例えば、繊維直径が5〜24μm程度の繊維系材料を、1000〜24,000本程度束ねたもの)を用意し、この長尺状の繊維束を予備加熱装置11内に送り、予備加熱する。
【0029】
予備加熱は、次工程において、繊維材料に溶融状態の樹脂を含浸し易くするための処理である。予備加熱温度は融点未満の温度で、使用する繊維材料の種類により異なるものであり、例えば、アラミド繊維であれば100〜400℃程度に加熱し、玄武岩繊維であれば100〜500℃程度に加熱する。
【0030】
次に、予備加熱処理した繊維束10bをクロスヘッドダイ12に送る。クロスヘッドダイ12には、図示するとおり押出機13が接続されており、押出機13から樹脂供給経路14を経て溶融状態の(B)成分の熱可塑性樹脂が供給され、長尺状の繊維束10bと接触する。クロスヘットダイ12の内部は、少なくとも前記熱可塑性樹脂の融点以上の温度に保たれており、長尺状の繊維束10bに樹脂が含浸される。
【0031】
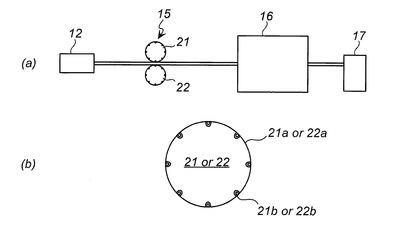
次に、クロスヘッドダイ12から成形(賦形)ロール15に樹脂含浸繊維束10cを送り、成形(賦形)する。本発明の一実施形態では、成形(賦形)ロール15において、長尺状の樹脂含浸繊維束の外表面に凹凸を形成する。図1に示す成形(賦形)ロール15は3本のロールの組み合わせであるが、2本又は4本以上のロールの組み合わせでもよい。
【0032】
成形(賦形)ロール15により、樹脂含浸繊維束の表面に凹凸を形成するときには、図2(a)、(b)に示す2本のロール21、22を組み合わせた成形(賦形)ロール15を用いることができる。
【0033】
2本のロール21、22の外表面21a、22aには、長さ方向に等間隔をおいて複数箇所に凹部21b、22bが形成されており、凹部21b、22bは、周方向にも等間隔おいて複数(図面では8個)が形成されている。なお、ロール表面の凹部(又は凸部でもよい)の形成位置や形成状態(例えば、独立した凹部のほか、一定長さの連続した凹部)を適宜調整することにより、樹脂含浸繊維束に形成される凹凸の状態(例えば、特定の方向に対して、連続又は非連続の直線状又は螺旋状の凹凸)を所望の状態に調整することができる。
【0034】
長尺状の樹脂含浸繊維束10cが成形(賦形)ロール15(2本のロール21、22)の間を通るとき、外表面に形成された多数の凹部と接触することで、表面に凹凸が形成される。
【0035】
次に、成形(賦形)ロール15通過させ、凹凸が形成された長尺状の樹脂含浸繊維束10dを引取機16に送る。
【0036】
次に、引取機16を通過させた長尺状の凹凸が形成された樹脂含浸繊維束10dをペレタイザー(裁断機)17に送り、所定長さに切断して、表面に凹凸が形成された樹脂含浸繊維束10eを得る。
【0037】
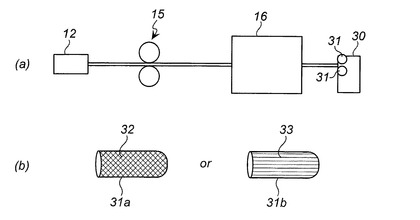
なお、本発明の他の実施形態では、成形(賦形)ロール15にて凹凸を形成しないで、ペレタイザー(裁断機)17で凹凸を形成することもできる。
【0038】
ペレタイザー(裁断機)17で凹凸を形成するときは、図3(a)で示すように、ペレタイザー(裁断機)17に樹脂含浸繊維束10cを導入するための引取ロール31として、図3(b)に示すように、ロール表面に網目状に形成された溝(ローレット)32を有する2本のロール31aか、又はロール表面に引き取り方向に直角に形成された溝(横溝)33を有する2本のロール31bの組み合わせを用いることができる。
【0039】
樹脂含浸繊維束10cが引取ロール31を通るとき、外表面に形成された多数の溝と接触することで、表面に凹凸が形成される。
【0040】
本発明の樹脂含浸繊維束に形成された凹凸の好ましい例としては、
(I)長さ方向に連続又は非連続に直線状に形成された凹凸、
(II)周方向に連続又は非連続に形成された凹凸、
(III)長さ方向に連続又は非連続に螺旋状に形成された凹凸、
(IV)独立した複数の凹凸、
のいずれかにすることができるほか、(I)〜(III)から選ばれるいずれか1つと(IV)を組み合わせた凹凸にすることもできる。
【0041】
凹凸の内、凹部の深さと凸部の高さは、凹凸が形成されていない面を基準として、0.05〜2mmの範囲にすることができ、好ましくは0.05〜1.5mmの範囲にすることができる。
【0042】
本発明の表面に凹凸が形成された樹脂含浸繊維束は、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれる成形材料の補強用繊維材として使用する。
【0043】
水硬性材料としては、公知の各種セメント、前記各種セメントを含むモルタル及びコンクリートのほか、水を添加して硬化する公知の材料を挙げることができ、例えば、天然水硬性石灰(NHL;Natural Hydraulic Lime)にも適用することができる。
【0044】
樹脂含浸繊維束の含有量は、セメント100質量部に対して0.1〜50質量部が好ましく、0.1〜30質量部がより好ましく、0.1〜20質量部がさらに好ましい。
【0045】
水硬性材料がモルタルの場合には、セメント、水、細骨材、混和材料(必要に応じて加える)、上記の樹脂含浸繊維束等を含むことができる。
【0046】
水硬性材料がコンクリートの場合には、セメント、水、細骨材、粗骨材、混和材料(必要に応じて加える)、上記の樹脂含浸繊維束等を含むことができる。
【0047】
上記の細骨材、粗骨材、混和材料等は公知のものであり、例えば、特許文献3(特開2007−302528号公報)の段落番号21に記載されているものを挙げることができる。
【0048】
合成及び天然樹脂の補強用繊維材として使用する場合には、樹脂含浸繊維束を構成する樹脂よりも融点の低い樹脂に使用する。
【実施例】
【0049】
実施例1
図1、図2に示すフローにて、表面に凹凸が形成された樹脂含浸繊維束を製造した。
【0050】
表1に示すアラミド(ケブラー)繊維(直径14μm)約1300本からなる長さ長尺状の繊維束を予備加熱装置に通して、約300℃で予備加熱した。
【0051】
次に、予備加熱後の繊維束をクロスヘッドダイに導入して、押出機から供給した溶融状態(280℃)の樹脂(ポリプロピレンとマレイン酸変性ポリプロピレンからなる混合物)と接触させることで、長尺状の繊維束に樹脂を含浸させた。
【0052】
次に、樹脂を含浸させた長尺状の繊維束を図3で示す成形ロールに通過させ、表面に多数の凹凸を形成した。
【0053】
次に、引取機を通過させた後、ペレタイザで切断して、直径が約2mm、長さが25mmの樹脂含浸繊維束を得た。
【0054】
実施例2、3
表1に示すバサルト(玄武岩)繊維(直径13μm)約4000本を用い、図1と図2又は図3に示すフローにて、表面に凹凸が形成された、直径が約2mm、長さが25mmの樹脂含浸繊維束を得た。
【0055】
比較例1、2
表1に示すアラミド繊維とケブラー繊維(実施例1〜3と同じもの)を用い、図1に示すフロー(但し、凹凸の形成工程は備えていない)にて、表面に凹凸が形成されていない、直径が約2mm、長さが25mmの樹脂含浸繊維束を製造した。
【0056】
試験例1
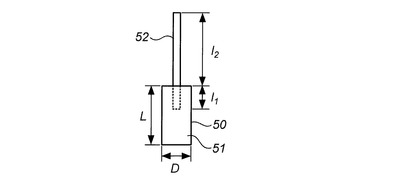
図4に示す引抜試験用の測定サンプルを調製した。
羽根産業社製のドライモルタル1kg、水15mlを充分に混合して、試験用モルタルとした。
【0057】
次に、一端開口部が封鎖された筒50(PP製,直径D=約6mm、長さL=約25mm)の内部に試験用モルタルを充填した。その後、さらに図示するように実施例・比較例で得られた樹脂含浸束(長さ25mm)のl1長さ(10mm)部分を差し込んで、モルタルが固化するまで放置した。
【0058】
引抜試験は、図4に示す筒50部分を固定し、棒52のl2長さ部分を固定して、引き抜き速度2mm/minで引っ張ったときの引き抜き荷重(N)を測定した。測定機器は、島津オートグラフAG2000G(島津製作所製)を用いた。結果を表1に示す。
【表1】

PP:ポリプロピレン(ノーブレンZ101A 住友化学株式会社製)
変性PP:マレイン酸変性ポリプロピレン(OREVAC CA100 アルケマ製)
アラミド繊維:Kevler49 (東レ・デュポン株式会社製)
玄武岩繊維:バサルトファイバーBCF13(Kamenny Vek社製)
【0059】
実施例1と比較例1の引き抜き荷重の対比と、実施例2、3と比較例2の引き抜き荷重の対比から明らかなとおり、表面に凹凸が形成されている実施例の樹脂含浸繊維束を用いた方が、引き抜き荷重が大きかった。この結果は、表面に凹凸のある樹脂含浸繊維束の方が、モルタルと良く結合されているからであると考えられる。
【技術分野】
【0001】
本発明は、コンクリート、モルタル等の水硬性材料、樹脂、ゴム等の各種成形材料に配合して使用する補強用繊維材に関する。
【背景技術】
【0002】
コンクリート、モルタル、樹脂、ゴム等の各種成形材料を補強するための天然繊維や合成繊維からなる各種繊維材料が知られている。
【0003】
特許文献1には、ポリビニルアルコール系、ポリアクリロニトリル系、ポリアミド系、ポリオレフィン系、アラミド系から選ばれる有機合成繊維で撚掛けしたものを疎水性高分子集束剤で固着した後、アスペクト比20〜300に切断したセメントモルタル又はコンクリート補強用繊維の発明が開示されている。
【0004】
特許文献2には、セメントを主成分として、高強度ビニロン繊維を補強繊維とする繊維強化高靱性セメントボードからなるコンクリート構造物の発明が開示されている。
【0005】
特許文献3には、ポリビニルアルコール系繊維等(〔0018〕)を補強繊維として使用した繊維補強モルタル又は繊維補強コンクリートの発明が開示されている。
【0006】
特許文献4には、繊維に対してドライ・ブラスト処理することにより、繊維表面に平均粒径7〜500μmの粒子が一部埋没した状態で存在させた(さらに凹部も存在させた)、ゴムや樹脂の補強用繊維の発明が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平5−43654号公報
【特許文献2】特開2004−36253号公報
【特許文献3】特開2007−302528号公報
【特許文献4】特開2009−249787号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
各種繊維をモルタルやコンクリートの補強材として使用するとき、繊維の分散混合性が高いことが重要となるが、特許文献1〜3の発明では、セメントやモルタルと繊維の分散混合性の点で改善の余地がある。
【0009】
特許文献4の発明は、製造方法が複雑であり、繊維に対してドライ・ブラスと処理をするため、図1からも理解できるとおり、一定した品質のものを得ることが困難であり、繊維自体が損傷して強度が低下するおそれもある。
【0010】
本発明は、モルタルやコンクリート等の水硬性材料、樹脂、ゴム等の各種成形材料に配合したときの分散混合性が良く、高い補強効果が得られる補強用繊維材を提供することを課題とする。
【課題を解決するための手段】
【0011】
本発明は、(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束を提供する。
【0012】
本発明の樹脂含浸繊維束は、セメント、モルタル、天然水硬性石灰等の水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料等から選ばれる各種成形材料の補強用繊維材として使用するものである。
【発明の効果】
【0013】
本発明の樹脂含浸繊維束は、表面に凹凸を有しているため(即ち、表面積が大きくなっているため)、成形材料と混合したときの接触面積を増大できることから、成形材料との混合・分散性が良くなり、成形材料を固化したときには成形材料との結合性も高められる。
【図面の簡単な説明】
【0014】
【図1】本発明の補強用繊維材として使用する樹脂含浸繊維束の製造方法を説明するためのフロー図である。
【図2】図1で示すフロー中の一部工程の説明図。
【図3】図2とは別実施形態の一部工程の説明図。
【図4】実施例の試験方法の説明図。
【発明を実施するための形態】
【0015】
本発明の樹脂含浸繊維束は、多数本の(A)成分の繊維材料に(B)成分の熱可塑性樹脂が含浸され一体化された束の表面に凹凸が形成されたものである。
【0016】
本発明の樹脂含浸繊維束に含まれる(A)成分は、有機繊維及び無機繊維から選ばれる繊維材料である。
【0017】
(A)成分の有機繊維は、アラミド繊維、ポリアミド繊維(アラミド繊維を除く)、全芳香族ポリエステル繊維、セルロース繊維、レーヨン繊維から選ばれるものを用いることができる。
【0018】
(A)成分の無機繊維は、ガラス繊維、炭素繊維、玄武岩繊維、炭化珪素繊維、ボロン繊維から選ばれるものを用いることができる。
【0019】
(A)成分の繊維材料(有機繊維及び無機繊維)の直径及び長さは特に制限されるものではないが、好ましくは直径が5〜24μmの範囲のものである。なお、樹脂含浸繊維束を構成する(A)成分の繊維材料の長さは、樹脂含浸繊維束の長さと一致するから、前記長さは樹脂含浸繊維束の長さでもある。本発明の樹脂含浸繊維束の製造に使用する(A)成分の繊維材料の長さは、製造方法の説明にも記載しているとおり、もっと長いものを用いる。
【0020】
本発明の樹脂含浸繊維束に含まれる(A)成分の繊維材料の数は特に制限されるものではないが、1000〜24,000本の範囲が好ましく、1000〜12,000本の範囲がより好ましい。
【0021】
本発明の樹脂含浸繊維束に含まれる(B)成分の熱可塑性樹脂としては、ポリアミド樹脂(ポリアミド6、ポリアミド66、ポリアミド12等)、オレフィン樹脂(ポリプロピレン、高密度ポリエチレン、酸変性ポリプロピレン等)、ポリフェニレンスルフィド樹脂、ポリエステル(ポリエチレンテレフタレート、ポリブチレンテレフタレート等)、熱可塑性ウレタン樹脂(TPU)、ポリオキシメチレン樹脂(POM)、ABS樹脂、ポリカーボネート樹脂、ポリカーボネート樹脂とABS樹脂のアロイ等から選ばれるものを用いることができる。(B)成分の熱可塑性樹脂は、2種以上からなるアロイも用いることができ、その場合には、適当な相溶化剤も含有することができる。
【0022】
本発明の樹脂含浸繊維束には、上記した(A)成分と(B)成分以外にも、必要に応じて他の成分を含有することができる。前記他の成分としては、補強用繊維材の適用対象となる成形材料の種類に応じて、公知の添加剤から適宜選択して含有することができる。
【0023】
本発明の樹脂含浸繊維束において、(A)成分の繊維材料と(B)成分の熱可塑性樹脂の合計量中、(A)成分の繊維材料の含有量は5〜90質量%が好ましく、10〜80質量%がより好ましく、20〜70質量%がさらに好ましい。
【0024】
本発明の樹脂含浸繊維束は、補強用繊維として使用する各種成形材料の用途や必要な機械的強度等に応じて寸法を調整することができるが、例えば、直径が0.5〜4.0mm、長さが4〜50mmにすることができる。
【0025】
次に、本発明の成形材料の補強用繊維材として用いる樹脂含浸繊維束の製造方法を、製造フローを示した図1により説明する。
【0026】
本発明の樹脂含浸繊維束は、凹凸の形成工程を有する製造方法を適用して、表面に凹凸が形成されたものである。表面に凹凸が形成されていない樹脂含浸繊維束の製造方法は公知であり、例えば、特許第4302938号公報に記載されているが(より具体的には、段落番号0035、段落番号0046、図1参照)、前記特許発明に記載の製造方法には、凹凸の形成工程(凹凸の形成手段)が含まれていないので、表面に凹凸が形成された樹脂含浸繊維束を得ることはできない。
【0027】
図1は、外観上は、特許第4302938号公報の図1と同じものであるが、樹脂含浸繊維束の表面に凹凸を形成するための手段が、成形ロール又はペレタイザに備え付けられている。
【0028】
まず、(A)成分の繊維材料を長さ方向に揃えた状態で束ねた長尺状の繊維束10a(例えば、繊維直径が5〜24μm程度の繊維系材料を、1000〜24,000本程度束ねたもの)を用意し、この長尺状の繊維束を予備加熱装置11内に送り、予備加熱する。
【0029】
予備加熱は、次工程において、繊維材料に溶融状態の樹脂を含浸し易くするための処理である。予備加熱温度は融点未満の温度で、使用する繊維材料の種類により異なるものであり、例えば、アラミド繊維であれば100〜400℃程度に加熱し、玄武岩繊維であれば100〜500℃程度に加熱する。
【0030】
次に、予備加熱処理した繊維束10bをクロスヘッドダイ12に送る。クロスヘッドダイ12には、図示するとおり押出機13が接続されており、押出機13から樹脂供給経路14を経て溶融状態の(B)成分の熱可塑性樹脂が供給され、長尺状の繊維束10bと接触する。クロスヘットダイ12の内部は、少なくとも前記熱可塑性樹脂の融点以上の温度に保たれており、長尺状の繊維束10bに樹脂が含浸される。
【0031】
次に、クロスヘッドダイ12から成形(賦形)ロール15に樹脂含浸繊維束10cを送り、成形(賦形)する。本発明の一実施形態では、成形(賦形)ロール15において、長尺状の樹脂含浸繊維束の外表面に凹凸を形成する。図1に示す成形(賦形)ロール15は3本のロールの組み合わせであるが、2本又は4本以上のロールの組み合わせでもよい。
【0032】
成形(賦形)ロール15により、樹脂含浸繊維束の表面に凹凸を形成するときには、図2(a)、(b)に示す2本のロール21、22を組み合わせた成形(賦形)ロール15を用いることができる。
【0033】
2本のロール21、22の外表面21a、22aには、長さ方向に等間隔をおいて複数箇所に凹部21b、22bが形成されており、凹部21b、22bは、周方向にも等間隔おいて複数(図面では8個)が形成されている。なお、ロール表面の凹部(又は凸部でもよい)の形成位置や形成状態(例えば、独立した凹部のほか、一定長さの連続した凹部)を適宜調整することにより、樹脂含浸繊維束に形成される凹凸の状態(例えば、特定の方向に対して、連続又は非連続の直線状又は螺旋状の凹凸)を所望の状態に調整することができる。
【0034】
長尺状の樹脂含浸繊維束10cが成形(賦形)ロール15(2本のロール21、22)の間を通るとき、外表面に形成された多数の凹部と接触することで、表面に凹凸が形成される。
【0035】
次に、成形(賦形)ロール15通過させ、凹凸が形成された長尺状の樹脂含浸繊維束10dを引取機16に送る。
【0036】
次に、引取機16を通過させた長尺状の凹凸が形成された樹脂含浸繊維束10dをペレタイザー(裁断機)17に送り、所定長さに切断して、表面に凹凸が形成された樹脂含浸繊維束10eを得る。
【0037】
なお、本発明の他の実施形態では、成形(賦形)ロール15にて凹凸を形成しないで、ペレタイザー(裁断機)17で凹凸を形成することもできる。
【0038】
ペレタイザー(裁断機)17で凹凸を形成するときは、図3(a)で示すように、ペレタイザー(裁断機)17に樹脂含浸繊維束10cを導入するための引取ロール31として、図3(b)に示すように、ロール表面に網目状に形成された溝(ローレット)32を有する2本のロール31aか、又はロール表面に引き取り方向に直角に形成された溝(横溝)33を有する2本のロール31bの組み合わせを用いることができる。
【0039】
樹脂含浸繊維束10cが引取ロール31を通るとき、外表面に形成された多数の溝と接触することで、表面に凹凸が形成される。
【0040】
本発明の樹脂含浸繊維束に形成された凹凸の好ましい例としては、
(I)長さ方向に連続又は非連続に直線状に形成された凹凸、
(II)周方向に連続又は非連続に形成された凹凸、
(III)長さ方向に連続又は非連続に螺旋状に形成された凹凸、
(IV)独立した複数の凹凸、
のいずれかにすることができるほか、(I)〜(III)から選ばれるいずれか1つと(IV)を組み合わせた凹凸にすることもできる。
【0041】
凹凸の内、凹部の深さと凸部の高さは、凹凸が形成されていない面を基準として、0.05〜2mmの範囲にすることができ、好ましくは0.05〜1.5mmの範囲にすることができる。
【0042】
本発明の表面に凹凸が形成された樹脂含浸繊維束は、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれる成形材料の補強用繊維材として使用する。
【0043】
水硬性材料としては、公知の各種セメント、前記各種セメントを含むモルタル及びコンクリートのほか、水を添加して硬化する公知の材料を挙げることができ、例えば、天然水硬性石灰(NHL;Natural Hydraulic Lime)にも適用することができる。
【0044】
樹脂含浸繊維束の含有量は、セメント100質量部に対して0.1〜50質量部が好ましく、0.1〜30質量部がより好ましく、0.1〜20質量部がさらに好ましい。
【0045】
水硬性材料がモルタルの場合には、セメント、水、細骨材、混和材料(必要に応じて加える)、上記の樹脂含浸繊維束等を含むことができる。
【0046】
水硬性材料がコンクリートの場合には、セメント、水、細骨材、粗骨材、混和材料(必要に応じて加える)、上記の樹脂含浸繊維束等を含むことができる。
【0047】
上記の細骨材、粗骨材、混和材料等は公知のものであり、例えば、特許文献3(特開2007−302528号公報)の段落番号21に記載されているものを挙げることができる。
【0048】
合成及び天然樹脂の補強用繊維材として使用する場合には、樹脂含浸繊維束を構成する樹脂よりも融点の低い樹脂に使用する。
【実施例】
【0049】
実施例1
図1、図2に示すフローにて、表面に凹凸が形成された樹脂含浸繊維束を製造した。
【0050】
表1に示すアラミド(ケブラー)繊維(直径14μm)約1300本からなる長さ長尺状の繊維束を予備加熱装置に通して、約300℃で予備加熱した。
【0051】
次に、予備加熱後の繊維束をクロスヘッドダイに導入して、押出機から供給した溶融状態(280℃)の樹脂(ポリプロピレンとマレイン酸変性ポリプロピレンからなる混合物)と接触させることで、長尺状の繊維束に樹脂を含浸させた。
【0052】
次に、樹脂を含浸させた長尺状の繊維束を図3で示す成形ロールに通過させ、表面に多数の凹凸を形成した。
【0053】
次に、引取機を通過させた後、ペレタイザで切断して、直径が約2mm、長さが25mmの樹脂含浸繊維束を得た。
【0054】
実施例2、3
表1に示すバサルト(玄武岩)繊維(直径13μm)約4000本を用い、図1と図2又は図3に示すフローにて、表面に凹凸が形成された、直径が約2mm、長さが25mmの樹脂含浸繊維束を得た。
【0055】
比較例1、2
表1に示すアラミド繊維とケブラー繊維(実施例1〜3と同じもの)を用い、図1に示すフロー(但し、凹凸の形成工程は備えていない)にて、表面に凹凸が形成されていない、直径が約2mm、長さが25mmの樹脂含浸繊維束を製造した。
【0056】
試験例1
図4に示す引抜試験用の測定サンプルを調製した。
羽根産業社製のドライモルタル1kg、水15mlを充分に混合して、試験用モルタルとした。
【0057】
次に、一端開口部が封鎖された筒50(PP製,直径D=約6mm、長さL=約25mm)の内部に試験用モルタルを充填した。その後、さらに図示するように実施例・比較例で得られた樹脂含浸束(長さ25mm)のl1長さ(10mm)部分を差し込んで、モルタルが固化するまで放置した。
【0058】
引抜試験は、図4に示す筒50部分を固定し、棒52のl2長さ部分を固定して、引き抜き速度2mm/minで引っ張ったときの引き抜き荷重(N)を測定した。測定機器は、島津オートグラフAG2000G(島津製作所製)を用いた。結果を表1に示す。
【表1】
PP:ポリプロピレン(ノーブレンZ101A 住友化学株式会社製)
変性PP:マレイン酸変性ポリプロピレン(OREVAC CA100 アルケマ製)
アラミド繊維:Kevler49 (東レ・デュポン株式会社製)
玄武岩繊維:バサルトファイバーBCF13(Kamenny Vek社製)
【0059】
実施例1と比較例1の引き抜き荷重の対比と、実施例2、3と比較例2の引き抜き荷重の対比から明らかなとおり、表面に凹凸が形成されている実施例の樹脂含浸繊維束を用いた方が、引き抜き荷重が大きかった。この結果は、表面に凹凸のある樹脂含浸繊維束の方が、モルタルと良く結合されているからであると考えられる。
【特許請求の範囲】
【請求項1】
(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束。
【請求項2】
(A)成分の繊維材料が直径5〜24μmのもので、樹脂含浸繊維束を形成する有機繊維又は無機繊維の本数が1000〜24,000本である請求項1記載の樹脂含浸繊維束。
【請求項3】
樹脂含浸繊維束が、円柱状で、直径が0.5〜4.0mm、長さが4〜50mmのものである請求項1又は2記載の水硬性材料の樹脂含浸繊維束。
【請求項4】
(A)成分の有機繊維が、アラミド繊維、ポリアミド繊維(アラミド繊維を除く)、全芳香族ポリエステル繊維、セルロース繊維、レーヨン繊維から選ばれるものであり、
(A)成分の無機繊維が、ガラス繊維、炭素繊維、玄武岩繊維、炭化珪素繊維、ボロン繊維から選ばれるものである、請求項1〜3のいずれか1項記載の樹脂含浸繊維束。
【請求項5】
樹脂含浸繊維束の表面の凹凸が、長さ方向に連続又は非連続に直線状に形成された凹凸である、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項6】
樹脂含浸繊維束の表面の凹凸が、周方向に連続又は非連続に形成された凹凸である、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項7】
樹脂含浸繊維束の表面の凹凸が、長さ方向に連続又は非連続に螺旋状に形成された凹凸である、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項8】
樹脂含浸繊維束の表面の凹凸が、独立した複数の凹凸からなるものである、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項9】
成形材料が、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれるものである請求項1〜8のいずれか1項記載の樹脂含浸繊維束。
【請求項1】
(A)有機繊維及び無機繊維から選ばれる繊維材料に(B)熱可塑性樹脂が含浸され一体化され、表面に凹凸が形成された樹脂含浸繊維束であり、成形材料の補強用繊維材として用いる樹脂含浸繊維束。
【請求項2】
(A)成分の繊維材料が直径5〜24μmのもので、樹脂含浸繊維束を形成する有機繊維又は無機繊維の本数が1000〜24,000本である請求項1記載の樹脂含浸繊維束。
【請求項3】
樹脂含浸繊維束が、円柱状で、直径が0.5〜4.0mm、長さが4〜50mmのものである請求項1又は2記載の水硬性材料の樹脂含浸繊維束。
【請求項4】
(A)成分の有機繊維が、アラミド繊維、ポリアミド繊維(アラミド繊維を除く)、全芳香族ポリエステル繊維、セルロース繊維、レーヨン繊維から選ばれるものであり、
(A)成分の無機繊維が、ガラス繊維、炭素繊維、玄武岩繊維、炭化珪素繊維、ボロン繊維から選ばれるものである、請求項1〜3のいずれか1項記載の樹脂含浸繊維束。
【請求項5】
樹脂含浸繊維束の表面の凹凸が、長さ方向に連続又は非連続に直線状に形成された凹凸である、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項6】
樹脂含浸繊維束の表面の凹凸が、周方向に連続又は非連続に形成された凹凸である、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項7】
樹脂含浸繊維束の表面の凹凸が、長さ方向に連続又は非連続に螺旋状に形成された凹凸である、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項8】
樹脂含浸繊維束の表面の凹凸が、独立した複数の凹凸からなるものである、請求項1〜4のいずれか1項記載の樹脂含浸繊維束。
【請求項9】
成形材料が、水硬性材料、合成及び天然樹脂、合成及び天然ゴム、セラミックス材料から選ばれるものである請求項1〜8のいずれか1項記載の樹脂含浸繊維束。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−162905(P2011−162905A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−26058(P2010−26058)
【出願日】平成22年2月9日(2010.2.9)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月9日(2010.2.9)
【出願人】(501041528)ダイセルポリマー株式会社 (144)
【Fターム(参考)】
[ Back to top ]