
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、成形構造体の製造方法及び成形型に関する。
【背景技術】
【0002】
従来、ドアトリム等に用いられる成形構造体として、熱可塑性樹脂を含む基材と、基材に接合された成形体(取付ボスやブラケット等)とを備えたものが知られている(例えば下記特許文献1)。このような成形構造体の製造方法としては、次のような方法が知られている。まず、加熱されることで軟化溶融されたプレボードを成形型にてプレスすることで基材を成形する(基材成形工程)。次に、基材をプレスした状態で、成形型に形成されたキャビティ(成形空間)に対して溶融樹脂を射出することで基材上に成形体を成形する(成形体成形工程)。これにより、基材に接合された状態で成形体が成形される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−113244号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した製造方法においては、プレボードが成形型によってプレスされた際に、プレボード(基材)を構成する熱可塑性樹脂を含む材料がキャビティに入り込む事態が懸念される。熱可塑性樹脂を含む材料(基材の一部)がキャビティに入り込むと、次の工程(成形体成形工程)において、キャビティに溶融樹脂を射出した際に、溶融樹脂の流動が妨げられるおそれがある。これにより、成形体の一部が成形されないなどの事態が生じ、成形体の品質が低下する事態が懸念される。
【0005】
本発明は上記のような事情に基づいて完成されたものであって、成形体の品質をより高くすることが可能な成形構造体の製造方法を提供することを目的とする。また、このような成形構造体を成形することが可能な成形型を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明の成形構造体の製造方法は、基材と、前記基材上に成形された成形体と、を備えた成形構造体の製造方法であって、繊維及び熱可塑性樹脂を含むプレボードを、一対の型によってプレス成形することで前記基材を成形する基材成形工程と、前記一対の型によって前記基材がプレスされた状態で、前記一対の型のうち、一方の型における前記基材との当接面に形成されたキャビティに溶融樹脂を射出することで、前記成形体を前記基材と接合された状態で成形する成形体成形工程と、を備え、前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されていることに特徴を有する。
【0007】
本発明によれば、基材成形工程において、プレボードが成形型によってプレスされた際に、プレボード(基材)の一部が押圧される。押圧されたプレボードの一部(プレボードを構成する繊維及び熱可塑性樹脂)は、キャビティに向かって流動し、キャビティ内に入り込むおそれがある。本発明では、一方の型又は他方の型における基材との当接面には、周囲より摩擦抵抗の高い摩擦抵抗部が、キャビティに沿って延設されている。このような構成とすれば、キャビティに向かって流動するプレボードの一部においては、プレボードを構成する繊維が摩擦抵抗部に引っ掛かる結果、その流動が妨げられる。これにより、プレボードの一部が、キャビティに入り込む事態を抑制できる。このため、次工程である成形体成形工程において、キャビティに溶融樹脂を射出した際に、溶融樹脂の流動が妨げられる事態を抑制できる。この結果、成形体の一部が成形されないなどの事態をより確実に抑制でき、成形体の品質をより高くすることができる。
【0008】
上記構成において、前記キャビティは、前記成形体の形状に対応した形状をなす成形体キャビティと、前記成形体キャビティに連通され、前記成形体キャビティへ溶融樹脂を流通可能とする樹脂流通部と、を有し、前記摩擦抵抗部は、前記樹脂流通部に沿って形成されているものとすることができる。
【0009】
本発明によれば、樹脂流通部に沿う形で摩擦抵抗部を形成することで、プレボードの一部が樹脂流通部に侵入する事態を抑制できる。これにより、樹脂流通部がプレボード(基材)によって塞がれる事態を抑制でき、成形体キャビティへ溶融樹脂をより確実に流通させることができる。
【0010】
また、前記摩擦抵抗部の算術平均粗さは、前記一方の面における前記摩擦抵抗部の周囲の算術平均粗さよりも大きい値とされるものとすることができる。
【0011】
本発明によれば、算術平均粗さを、その周囲の算術平均粗さよりも大きくすることで摩擦抵抗部を形成することができる。このような構成とすれば、表面粗さを調整するといった比較的簡易な方法で摩擦抵抗部を容易に形成することができる。
【0012】
次に、上記課題を解決するために、本発明の成形型は、基材と、前記基材上に成形された成形体と、を備えた成形構造体を成形するための成形型であって、繊維及び熱可塑性樹脂を含むプレボードをプレス成形することで前記基材を成形可能な一対の型を備え、前記一対の型のうち、いずれか一方の型において、前記基材との当接面には、前記成形体を成形するためのキャビティが形成され、前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されているものとすることができる。
【0013】
本発明では、一対の型における基材との当接面には、周囲より摩擦抵抗の高い摩擦抵抗部が、キャビティに沿って延設されている。このような構成とすれば、プレボードの繊維が摩擦抵抗部に引っ掛かることで、プレボードの流動が妨げられる。これにより、プレボードをプレス成形した際に、プレボードの一部がキャビティに入り込む事態を抑制できる。
【発明の効果】
【0014】
本発明によれば、成形体の品質をより高くすることが可能な成形構造体の製造方法を提供することができる。また、このような成形構造体を成形することが可能な成形型を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態に係る成形構造体を示す斜視図
【図2】図1の成形構造体を製造する製造方法及び成形型を示す断面図(トリムボードが成形される前の状態)
【図3】基材成形工程を示す断面図(図1のA−A線で切断した図に対応)
【図4】図3の状態から取付ボス成形空間に溶融樹脂を射出した状態を示す断面図(成形体成形工程を示す図)
【図5】基材成形工程において、ランナー付近を拡大して示す断面図(図3のB−B線で切断した図に対応)
【図6】本実施形態の成形型において、ランナー付近を拡大して示す斜視図
【図7】基材成形工程において、プレボードをプレスした状態を示す断面図
【図8】本実施形態において、トリムボードと摩擦抵抗部との接触箇所を模式的に示す拡大断面図
【図9】比較例を示す断面図
【図10】比較例において、トリムボードと摩擦抵抗部との接触箇所を模式的に示す拡大断面図
【発明を実施するための形態】
【0016】
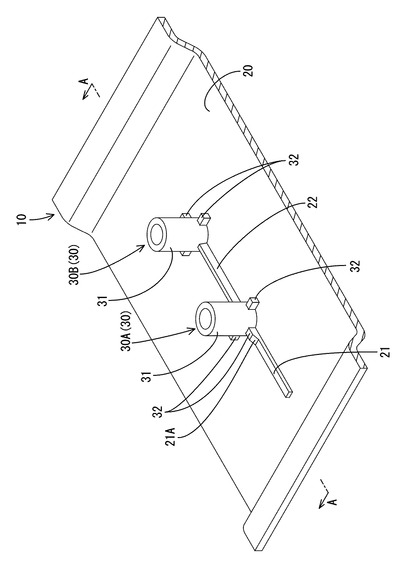
本発明の一実施形態を図1ないし図10によって説明する。本実施形態のドアトリム10(成形構造体)は、車両用ドアに取り付けられるもので、図1に示すように、トリムボード20(基材)と、トリムボード20上に成形された取付ボス30(成形体、機能部品)を備えている。
【0017】
トリムボード20は略平板状をなし、繊維に熱可塑性樹脂であるポリプロピレンを含浸させることで構成されたマット状のプレボードP1(図2参照)をプレス成形することで成形される。トリムボード20は、例えば、プレス成形によって、圧縮(板厚を小さく)されており、プレボードP1よりも密度が高いものとされる。なお、プレボードP1(トリムボード20)に用いられる繊維としては、例えば、木材等を解織して得た木質繊維やケナフ等の靭皮植物繊維などが用いられるが、繊維の種類はこれに限定されない。
【0018】
なお、トリムボード20において、ポリプロピレンは繊維を繋ぐバインダーとしての役割を果たしている。また、トリムボード20をポリエチレンテレフタレート等のポリプロピレン以外の熱可塑性樹脂と繊維との混合物にて形成してもよい。
【0019】
取付ボス30は、例えば、熱可塑性樹脂であるポリプロピレンによって形成され、図1に示すように、トリムボード20の裏面(車室内側の面)から突出する形で成形されている。また、取付ボス30は、トリムボード20と接合されている。取付ボス30は、円筒状をなす本体部31を有している。本体部31は、例えば、ドアトリム10に取り付けられる部品(例えば、ドアポケット、オーナメント、アームレストなど)の取付部として機能するものである。
【0020】
また、取付ボス30は、本体部31の基端(トリムボード20との接合部分付近)から延びる複数の補強リブ32を有している。補強リブ32は、トリムボード20に対する本体部31の接合強度をより高くする機能を担っている。
【0021】
取付ボス30は、トリムボード20を成形型50にセットした状態で、トリムボード20上に溶融樹脂を射出することで成形される(詳しくは後述)。つまり、取付ボス30は、成形と同時にトリムボード20への接合が行われるものとされる。
【0022】
取付ボス30は、トリムボード20上に複数個(本実施形態では2個)形成されている。2つの取付ボス30(以下の説明では、符号30A,30Bを付す)は、成形型50に設けられた一箇所のゲート62(図4参照)から射出された溶融樹脂によってそれぞれ成形される(詳しくは後述)。
【0023】
また、トリムボード20の裏面には、図1に示すように、2つの取付ボス30A,30Bのうち、一方の取付ボス30Aと連結される形で延びる第1リブ21が形成されている。この第1リブ21は、取付ボス30Aを成形する際に、ランナー66(図2参照、詳しくは後述)内に充填された溶融樹脂が冷却されることで形成されたもの(ランナー66の跡)である。なお、第1リブ21における取付ボス30Aとの接続部分21Aは、取付ボス30Aに向かうにつれて、その突出高さが大きくなる構成となっている。
【0024】
また、トリムボード20の裏面には、図1に示すように、2つの取付ボス30A,30Bを連結する形で、第2リブ22が延設されている。この第2リブ22は、取付ボス30Bを成形する際に、ランナー67(図2参照、詳しくは後述)内に充填された溶融樹脂が冷却されることで形成されたもの(ランナー67の跡)である。
【0025】
また、本実施形態においては、トリムボード20の裏面(より具体的には、リブ21,22とトリムボード20の裏面との間)に不織布(図示せず)が貼り付けられていてもよい。表面形状が比較的粗いトリムボード20の表面に平坦な表面を有する不織布を貼付することにより、不織布の表面を溶融樹脂が流れやすくすることができる。つまり、ランナー66,67内を溶融樹脂が流れやすくすることができる。
【0026】
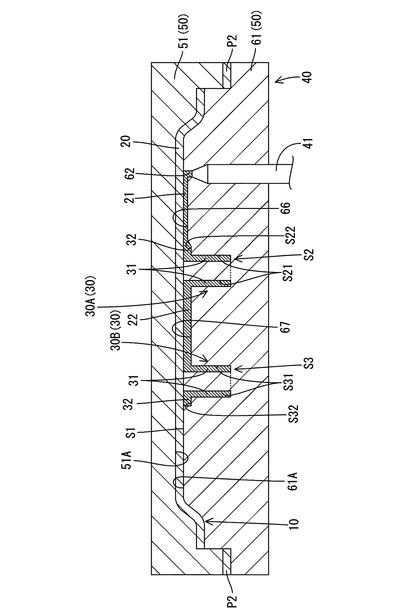
次に、ドアトリム10を製造する成形装置40について説明する。本実施形態における成形装置40は、射出成形装置とされ、射出装置41と、上型51及び下型61(一対の型)を備えた成形型50を備えている。射出装置41は、例えば、スクリュウタイプのものとされ、本実施形態では下型61に設けられている。
【0027】
上型51は、図示しない駆動装置(例えば、電動モータ、エアシリンダ、油圧シリンダなど)によって、下型61(固定型)に対して移動が可能な可動型とされる。上型51を下型61に対して接近離間させることで成形型50の型閉じ及び型開きが可能な構成となっている。以下の説明では、上型51及び下型61が型閉じされた状態を閉状態(図3及び図4の状態)、上型51及び下型61が型開きされた状態を開状態(図2の状態)と呼ぶものとする。
【0028】
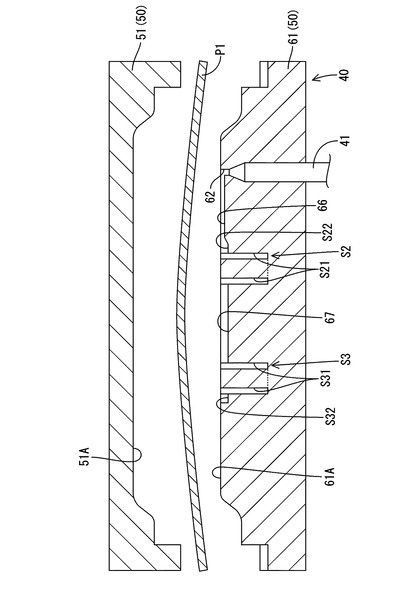
下型61は、上型51との対向面61Aが上型51に向かって突き出す形状をなしている。また、上型51は、下型61との対向面51Aが、下型61の形状に対応して凹む形状をなしている。上型51は、図3に示すように、閉状態では下型61に対して、トリムボード20の板厚に等しい距離だけ離間して対向配置される。
【0029】
つまり、閉状態では上型51と下型61との間にはトリムボード20を成形するための基材成形空間S1が形成される。これにより、上型51及び下型61で、プレボードP1をプレスすると、プレボードP1が基材成形空間S1の形状に対応する形に圧縮され、トリムボード20が成形される構成となっている。
【0030】
下型61の内部には、ランナー66に対する樹脂射出口であるゲート62が設けられている。ゲート62を通じて、射出装置41からランナー66に対して溶融樹脂が射出可能な構成となっている。また、下型61には、取付ボス30Aを成形するための取付ボス成形空間S2、及び取付ボス30Bを成形するための取付ボス成形空間S3がそれぞれ形成されている。
【0031】
ランナー66は、下型61において、ゲート62と取付ボス成形空間S2とを連通する形で形成されている。これにより、ランナー66を通じて射出装置41(ひいてはゲート62)から取付ボス成形空間S2内に溶融樹脂を射出可能な構成となっている。また、ランナー66における取付ボス成形空間S2との接続部分は、取付ボス成形空間S2に向かうにつれて、深さが大きくなっている。これにより、ランナー66から取付ボス成形空間S2に溶融樹脂が流動しやすい構成となっている。
【0032】
ランナー67(キャビティ、樹脂流通部)は、下型61において、取付ボス成形空間S2と取付ボス成形空間S3(成形体キャビティ)とを連通する形で形成されている。これにより、取付ボス成形空間S2に射出された溶融樹脂は、ランナー67を通じて、取付ボス成形空間S3に流通される構成となっている。このように、本実施形態においては、溶融樹脂を射出するための射出装置41を一つ備えるだけで取付ボス成形空間S2及び取付ボス成形空間S3の各々に溶融樹脂を射出することができ、より簡易な構成で2つの取付ボス30A,30Bを成形することができる。
【0033】
また、取付ボス成形空間S2,S3は、下型61における上型51との対向面61A(一方の型における基材との当接面)にそれぞれ形成されている。つまり、取付ボス成形空間S2,S3は、外部への開口を有するものとされる。また、閉状態において、上述した基材成形空間S1は、図3に示すように、取付ボス成形空間S2,S3の各々と連通されている。なお、基材成形空間S1と取付ボス成形空間S2,S3の連通部分は、トリムボード20と各取付ボス30A,30Bとの接合部分に対応している。
【0034】
取付ボス成形空間S2は、取付ボス30Aの本体部31を成形するための本体部成形空間S21と、取付ボス30Aにおける各補強リブ32を成形するための複数の補強リブ成形空間S22を有している。また、取付ボス成形空間S3は、取付ボス30Bの本体部31を成形するための本体部成形空間S31と、取付ボス30Bにおける各補強リブ32を成形するための複数の補強リブ成形空間S32を有している。つまり、本体部成形空間S21,S31は、本体部31の円筒形状に対応して凹む形状をなしており、補強リブ成形空間S22,S32は、補強リブ32の板形状に対応した溝形状をなしている。
【0035】
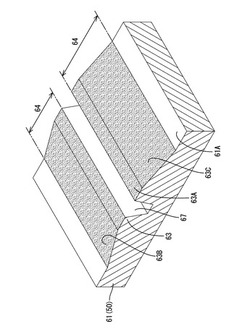
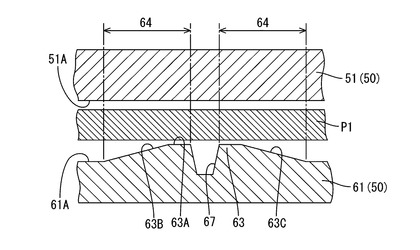
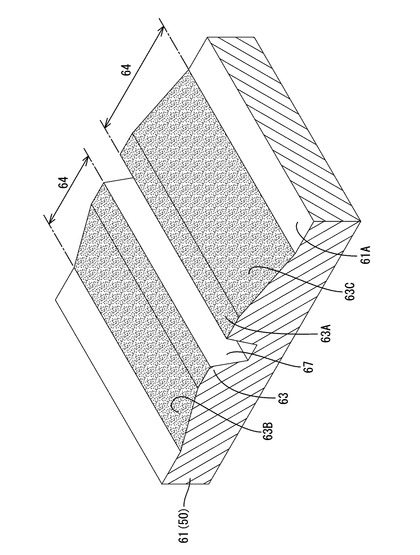
図5及び図6に示すように、下型61における上型51との対向面61A(基材との当接面)において、ランナー67の形成箇所は、上型51に向かって突出する突出部63とされる。言い換えると、ランナー67は、突出部63の突出端面63Aを凹設することで形成されている。なお、ランナー67は、図5に示すように、その開口幅が上方(開口側)に向かうにつれて大きくなる形状をなしている。これにより、ランナー67から、第2リブ22の型抜きを容易に行うことができる。
【0036】
本実施形態において、突出部63は、図6に示すように断面視略台形状をなしており、突出端面63A及び突出端面63Aからそれぞれ延びる傾斜面63B,63Cとを有している。そして、突出部63の突出端面63Aを凹設する形でランナー67が形成されている。
【0037】
本実施形態においては、ランナー66,67は、下型61における上型51との対向面61A(一方の型において、基材との当接面)に凹設されている。つまり、ランナー66,67は上方(上型51側)に開口されている。これにより、例えば、切削加工等により、ランナー66,67を容易に形成することができる。
【0038】
そして、突出部63における突出端面63A及び傾斜面63B,63Cには、その周囲(対向面61Aにおける突出端面63A及び傾斜面63B,63C以外の面)よりも摩擦抵抗が高い摩擦抵抗部64が形成されている。具体的には、突出端面63A及び傾斜面63B,63Cは、その表面粗さが、その周囲(対向面61Aにおける突出端面63A及び傾斜面63B,63C以外の面)よりも大きいものとされる。なお、摩擦抵抗部64は、図6において梨地模様で示してある。
【0039】
なお、ここで言う「表面粗さ」とは、例えば、算術平均粗さRaで定義することができる。本実施形態では、突出端面63A及び傾斜面63B,63Cの算術平均粗さRaは、例えば、150μm以上400μ以下の範囲で設定されている。これに対して、対向面61Aにおける突出端面63A及び傾斜面63B,63C以外の面の算術平均粗さRaは、例えば、約1.6μmとされる。
【0040】
本実施形態においては、突出端面63A及び傾斜面63B,63Cに、例えばローレット加工やショットブラスト加工などの表面処理加工を行い、表面粗さを大きくすることで摩擦抵抗部64を形成することができる。なお、摩擦抵抗部64の形成方法は、上記表面処理加工に限定されない。
【0041】
本実施形態では、図6に示すように、ランナー67の両側を挟む形で摩擦抵抗部64がそれぞれ形成されている。また、摩擦抵抗部64は、ランナー67に沿う形で、ランナー67の全長に亘って延びている。
【0042】
次に、成形装置40によるドアトリム10の製造方法について説明する。本実施形態におけるドアトリム10の製造方法は、プレボードP1を成形するプレボード成形工程と、プレボードP1からトリムボード20を成形する基材成形工程(基材配置工程)と、トリムボード20上に取付ボス30を成形する成形体成形工程と、を備えている。
【0043】
<プレボード成形工程>
プレボード成形工程では、例えば、繊維とポリプロピレン(熱可塑性樹脂)が混合されたマット材を加熱してプレス成形し、これを所定長さ(例えば、成形後のトリムボード20の長さ寸法よりも長めの寸法)で切断することによりプレボードP1を形成する。なお、プレボードP1は、成形直後では加熱されており、内部の熱可塑性樹脂(ポリプロピレン)が軟化した状態となっている。
【0044】
<基材成形工程(基材配置工程)>
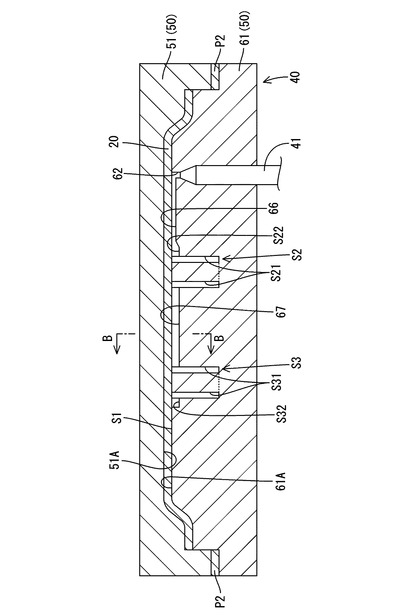
まず、図2に示すように、プレボード成形工程によって成形されたプレボードP1を再度ポリプロピレンが溶融軟化する程度に加熱し、開状態にある上型51と下型61の間にセットする(図2及び図5の状態)。その後、図3及び図7に示すように、上型51及び下型61を型閉じすることで、成形型50によってプレボードP1がプレス成形される。また、これと同時にプレボードP1の周端部P2(外周不要部分)は両型51,61のせん断によって切除される。これにより、成形型50によってトリムボード20が成形される。
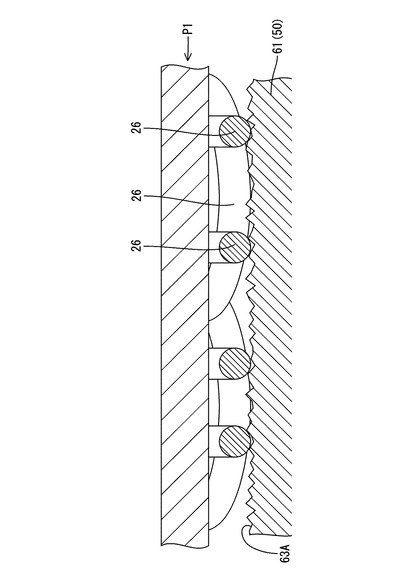
【0045】
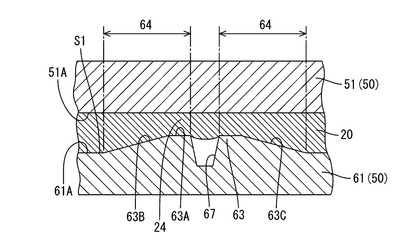
図5及び図7に示すように、プレボードP1において、突出部63に押圧された箇所は、その周囲の箇所に比して、圧縮される量が多くなる。これにより、トリムボード20において、突出部63に押圧された箇所は、その周囲の箇所に比して密度が高い高密度部24とされる。
【0046】
また、成形されたトリムボード20は、取付ボス成形空間S2,S3の開口を閉塞した状態で成形型50に配置されている。つまり、本工程は、トリムボード20を成形するとともに、次の成形体成形工程に備えて、トリムボード20を成形型50に配置する工程(基材配置工程)とされる。なお、取付ボス成形空間S2,S3は、トリムボード20に閉塞されることで閉じた空間として形成される。
【0047】
<成形体成形工程>
次に、成形型50によってトリムボード20がプレスされた状態(取付ボス成形空間S2,S3の開口がトリムボード20によって閉塞された状態、図3の状態)で、射出装置41によりゲート62から溶融樹脂をランナー66に射出する。なお、このとき、トリムボード20の温度を、トリムボード20内部のポリプロピレンが軟化する温度としておく。
【0048】
ランナー66に射出された溶融樹脂は、図4に示すように、ランナー66を通じて、取付ボス成形空間S2へ流動し、供給される。また、取付ボス成形空間S2内へ供給された溶融樹脂は、ランナー67を通じて、取付ボス成形空間S3に流動し、供給される。これにより、取付ボス成形空間S2及び取付ボス成形空間S3に溶融樹脂が充填される。
【0049】
取付ボス成形空間S2,S3に溶融樹脂が充填される過程においては、溶融樹脂がトリムボード20内部の軟化したポリプロピレンを上方へ押し込みつつ、この軟化したポリプロピレンに代わって繊維の内部へと浸透する。これと同時に、繊維の内部に浸透した溶融樹脂は、トリムボード20内部の軟化したポリプロピレンと混ざり合い、渾然一体となる(混融される)。
【0050】
こうして、取付ボス成形空間S2,S3の双方に溶融樹脂を充填させ、その後、溶融樹脂が冷却されることで、図4に示すように、取付ボス30A,30Bがトリムボード20と接合された状態で成形される。なお、ランナー66及びランナー67に充填された溶融樹脂は、冷却されることで、トリムボード20上における第1リブ21及び第2リブ22として、それぞれ形成される。この後、上型51及び下型61を開き、取付ボス30がトリムボード20と一体的に接合された状態のドアトリム10を脱型することで、ドアトリム10の製造が完了する。
【0051】
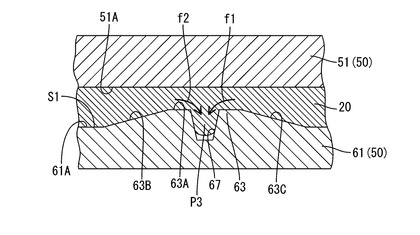
次に、本実施形態の効果について説明する。本実施形態の効果を説明するために、まず、図9の比較例を説明する。図9に示すように、基材成形工程において、プレボードP1が上型51及び下型61によってプレスされた際には、プレボードP1の一部が押圧される。
【0052】
仮に、本実施形態のような摩擦抵抗部64を備えていない構成の場合、押圧されたプレボードP1の一部P3(プレボードP1を構成する繊維及び熱可塑性樹脂)は、ランナー67に向かって流動し、ランナー67に入り込むおそれがある。なお、このときのプレボードP1を構成する繊維及び熱可塑性樹脂の流れを図9において矢線f1、f2で示してある。
【0053】
このようなランナー67に入り込んだプレボードP1の一部P3は、ランナー67の一部を塞いでしまう。このため、成形体成形工程において、取付ボス30Bを成形するための溶融樹脂がランナー67内を流れにくくなる。特に、繊維は、ランナー67内における流動性が低いため、溶融樹脂の流動を妨げる主な要因となっていると考えられる。これにより、ゲート62から射出された溶融樹脂が取付ボス成形空間S3に充填されず取付ボス30Bの一部が成形されないなどの事態が懸念される。
【0054】
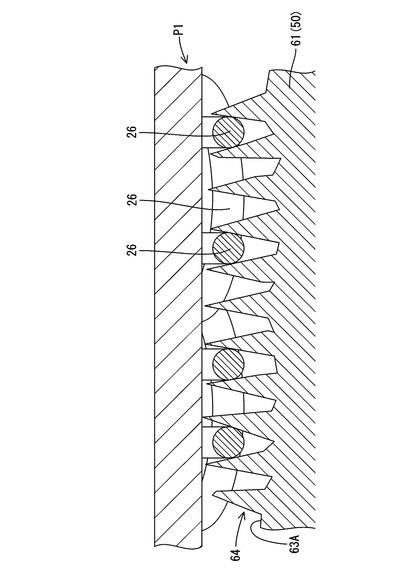
これに対して、本実施形態によれば、下型61における上型51との対向面61Aには、周囲より摩擦抵抗の高い摩擦抵抗部64が、ランナー67に沿って延設されている。このような構成とすれば、ランナー67に向かって流動するプレボードP1の一部においては、プレボードP1を構成する繊維26が摩擦抵抗部64の凹凸に引っ掛かる結果、その流動が妨げられる(図8参照)。
【0055】
これにより、プレボードP1の一部が、ランナー67に入り込む事態を抑制できる。このため、次工程である成形体成形工程において、射出装置41からランナー67に溶融樹脂を射出した際に、溶融樹脂の流動が妨げられる事態を抑制できる。この結果、取付ボス30Bの一部が成形されないなどの事態をより確実に抑制でき、取付ボス30Bの品質をより高くすることができる。
【0056】
また、取付ボス30Bの形状に対応した形状をなす取付ボス成形空間S3と、取付ボス成形空間S3に連通され、取付ボス成形空間S3へ溶融樹脂を流通可能とするランナー67と、を有し、摩擦抵抗部64は、ランナー67に沿って形成されている。
【0057】
本実施形態によれば、ランナー67に沿う形で摩擦抵抗部64を形成することで、プレボードP1の一部がランナー67に侵入する事態を抑制できる。これにより、ランナー67がプレボードP1(トリムボード20)によって塞がれる事態を抑制でき、取付ボス成形空間S3へ溶融樹脂をより確実に流通させることができる。
【0058】
また、ランナー67の深さは、第2リブ22の高さとほぼ同じ値となる。第2リブ22が高いと、例えば、ドアトリム10を車両用ドアに取り付ける際に第2リブ22が車両用ドアなどと干渉する可能性がある。このため、第2リブ22を低くするために、ランナー67の深さは小さくすることが好ましい。
【0059】
しかしながら、ランナー67の深さが小さいと、プレボードP1の一部が少量入り込むだけで、ランナー67内の溶融樹脂の流動性が大きく低下する。このため、ランナー67へのプレボードP1の入り込みは、特に留意する必要がある。この点、本実施形態では、ランナー67に沿って(隣接する形で)摩擦抵抗部64を形成することで、ランナー67へのプレボードP1の入り込みを効果的に抑制することができる。
【0060】
また、摩擦抵抗部64の算術平均粗さは、摩擦抵抗部64の周囲の算術平均粗さよりも大きい値とされる。本実施形態によれば、算術平均粗さを、その周囲の算術平均粗さよりも大きくすることで摩擦抵抗部64を形成することができる。このような構成とすれば、表面粗さを調整するといった比較的簡易な方法で摩擦抵抗部64を容易に形成することができる。
【0061】
また、本実施形態においては、突出端面63A及び傾斜面63B,63C(摩擦抵抗部64)の算術平均粗さRaが、例えば、150μm以上400μ以下の範囲で設定される。これに対して、プレボードP1に含まれる繊維26が例えば、ケナフ繊維の場合、その太さ(外径)は、例えば、約60〜120μmとされる。これにより、摩擦抵抗部64の算術平均粗さRaを、120μmよりも十分に大きい150μm以上とすることで、図8に示すように、繊維26の大部分が摩擦抵抗部64の表面の微細な凹凸に引っ掛かりやすくなる。これにより、プレボードP1の一部がランナー67に向かって流動する事態をより確実に抑制できる。なお、突出端面63A(及び傾斜面63B,63C)の算術平均粗さRaが小さい場合、表面の凹凸が細かいため、プレボードP1に含まれる繊維26が、表面に引っ掛かりにくい(図10参照)。
【0062】
一方、摩擦抵抗部64の算術平均粗さRaが400μm以上であると、プレボードP1(繊維26)が引っ掛かり易くなり、ランナー67への流動を抑制できるものの、摩擦抵抗部64の表面とプレボードP1との間に生じる隙間が大きくなってしまう。この結果、ランナー67に射出流動させた溶融樹脂が、この隙間を介してトリムボード20の裏面に漏洩し、取付ボス30に使用される樹脂量が減少することで欠肉などの問題が発生する虞がある。また、摩擦抵抗部64の表面が粗くなることで、トリムボード20の表面に摩擦抵抗部64の跡が残り、製品品質に影響を与えることも考えられる。以上のことから、摩擦抵抗部64の算術平均粗さRaを、150μm以上400μm以下の範囲で設定することが好ましい。
【0063】
また、本実施形態によれば、下型61に突出部63が形成されている。このためプレボードP1において、突出部63に押圧された箇所は、その周囲の箇所に比して、圧縮される量が多くなる(図5及び図7参照)。これにより、トリムボード20において、突出部63に押圧された箇所は、その周囲の箇所に比して密度が高い高密度部24とされる。
【0064】
このような構成とすれば、成形体成形工程において、ランナー67に溶融樹脂が射出された際には、高密度部24が、その周囲の箇所と同じ密度である構成と比較して、高密度部24に溶融樹脂が浸み込みにくくなる。また、高密度部24は、突出部63によって他の箇所よりも高い圧力で押圧される。このため、高密度部24と突出部63の間に溶融樹脂が侵入しにくくなる。以上のことから、高密度部24の表面に溶融樹脂が染み出す(現出する)事態を抑制することができる。これにより、トリムボード20と第2リブ22(ランナー67に充填された溶融樹脂によってトリムボード20上に形成されるリブ)との接合面積が増加する事態を抑制できる。
【0065】
一般的に、トリムボード20と第2リブ22との接合面積が増加すると、第2リブ22が熱収縮した際に、トリムボード20へ与える影響が大きくなる。例えば、第2リブ22の熱収縮に起因してトリムボード20における意匠面(第2リブ22の形成面と反対側の面)に凹凸が生じる事態などが懸念される。この点、本実施形態では、突出部63を設けることで、トリムボード20と第2リブ22との接合面積が増加する事態を抑制でき、トリムボード20の品質をより高いものとすることができる。
【0066】
このように、本実施形態においては、突出部63付近において、プレボードP1がより強く押圧される。つまり、突出部63付近では、プレボードP1が、より強く圧縮される結果、より多くの繊維及び熱可塑性樹脂がランナー67に向かいやすい構成となっている。
【0067】
そこで、本実施形態では、突出部63(プレボードP1がより強く押圧される箇所)に摩擦抵抗部64を形成することとした。これにより、プレボードP1の一部がランナー67に侵入する事態を効果的に抑制することができる。
【0068】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
【0069】
(1)上記実施形態では、成形構造体としてドアトリム10を、基材としてトリムボード20を例示したが、これに限定されない。成形構造体としては、ドアトリム10を構成するオーナメント基材、シートのバックボード、シートの機能品を隠蔽するシールド材などの熱可塑性樹脂を含む基材と、この基材に対して溶融樹脂を射出成形することで成形された成形体とを備えるものであればよい。また、ドアトリム10には、取付ボス30以外の部品が設けられていてもよい。
【0070】
(2)上記実施形態では、成形体として取付ボス30を例示したが、これに限定されない。例えば、成形体として、ドアインナパネルに取り付け可能なブラケットなどを例示することができる。
【0071】
(3)取付ボス30の個数は上記実施形態で例示した数(2個)に限定されず適宜変更可能である。例えば、トリムボード20上に取付ボス30が一つのみ形成されていてもよいし、3つ以上形成されていてもよい。
【0072】
(4)基材上に成形される複数の成形体の形状は、各々異なる形状であってもよい。例えば、2つの取付ボス30A,30Bの形状は、各々異なる形状であってもよい。
【0073】
(5)上記実施形態では、ランナー67の両側に摩擦抵抗部64が形成されている構成を例示したが、これに限定されない。摩擦抵抗部64は、ランナー67の片側にのみ形成されていてもよい。
【0074】
(6)上記実施形態では、摩擦抵抗部64が隣接されるキャビティとして、ランナー67(樹脂流動部)を例示したが、これに限定されない。摩擦抵抗部64は、成形体を成形するためのキャビティに隣接しているものであればよい。例えば、取付ボス30を成形するための取付ボス成形空間S2,S3に隣接する形で摩擦抵抗部64を形成してもよい。
【0075】
(7)上記実施形態では、ランナー67及び摩擦抵抗部64が、下型61における突出部63に設けられている構成を例示したが、この構成に限定されない。成形型50は、突出部63を有していないものであってもよい。また、摩擦抵抗部64は、突出部63以外の箇所に設けられていてもよい。
【0076】
(8)下型61における表面の算術平均粗さRaは、上記実施形態で例示した値に限定されず、適宜変更可能である。
【0077】
(9)上記実施形態では、下型61におけるランナー67と隣接する箇所に摩擦抵抗部64が形成されている構成を例示したが、これに限定されない。摩擦抵抗部64は、ランナー67に沿って形成されるものであればよい。例えば、上型51におけるトリムボード20との対向面51A(他方の型における基材との当接面)のうち、ランナー67との対向箇所に摩擦抵抗部64が形成されていてもよい。
【0078】
(10)上記実施形態では、突出部63がランナー67の形成箇所に設けられている構成を例示したが、これに限定されない。例えば、突出部63がランナー66の形成箇所に設けられていてもよい。
【0079】
(11)トリムボード20及び取付ボス30の材質は上記実施形態で例示したものに限定されず適宜変更可能である。
【0080】
(12)上記実施形態では、上型51を可動型とし、下型61を固定型としたが、これに限定されない。また、ランナー67などの取付ボス30を成形するための構成は、例えば、上型51に設けられていてもよい。
【0081】
(13)上記実施形態では、下型61の表面粗さを調整することで摩擦抵抗部64を形成する構成を例示したが、これに限定されない。摩擦抵抗部64は、その周囲よりも摩擦抵抗が高い箇所であればよく、その形成手段は適宜変更可能である。
【符号の説明】
【0082】
10…ドアトリム(成形構造体)、20…トリムボード(基材)、26…繊維、30…取付ボス(成形体)、50…成形型、51…上型(一対の型を構成)、61…下型(一対の型のうち一方の型)、61A…下型における上型との対向面(一方の型における基材との当接面、一方の面)、64…摩擦抵抗部、67…ランナー(樹脂流通部、キャビティの一部)、P1…プレボード、S3…取付ボス成形空間(成形体キャビティ)
【技術分野】
【0001】
本発明は、成形構造体の製造方法及び成形型に関する。
【背景技術】
【0002】
従来、ドアトリム等に用いられる成形構造体として、熱可塑性樹脂を含む基材と、基材に接合された成形体(取付ボスやブラケット等)とを備えたものが知られている(例えば下記特許文献1)。このような成形構造体の製造方法としては、次のような方法が知られている。まず、加熱されることで軟化溶融されたプレボードを成形型にてプレスすることで基材を成形する(基材成形工程)。次に、基材をプレスした状態で、成形型に形成されたキャビティ(成形空間)に対して溶融樹脂を射出することで基材上に成形体を成形する(成形体成形工程)。これにより、基材に接合された状態で成形体が成形される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−113244号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した製造方法においては、プレボードが成形型によってプレスされた際に、プレボード(基材)を構成する熱可塑性樹脂を含む材料がキャビティに入り込む事態が懸念される。熱可塑性樹脂を含む材料(基材の一部)がキャビティに入り込むと、次の工程(成形体成形工程)において、キャビティに溶融樹脂を射出した際に、溶融樹脂の流動が妨げられるおそれがある。これにより、成形体の一部が成形されないなどの事態が生じ、成形体の品質が低下する事態が懸念される。
【0005】
本発明は上記のような事情に基づいて完成されたものであって、成形体の品質をより高くすることが可能な成形構造体の製造方法を提供することを目的とする。また、このような成形構造体を成形することが可能な成形型を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明の成形構造体の製造方法は、基材と、前記基材上に成形された成形体と、を備えた成形構造体の製造方法であって、繊維及び熱可塑性樹脂を含むプレボードを、一対の型によってプレス成形することで前記基材を成形する基材成形工程と、前記一対の型によって前記基材がプレスされた状態で、前記一対の型のうち、一方の型における前記基材との当接面に形成されたキャビティに溶融樹脂を射出することで、前記成形体を前記基材と接合された状態で成形する成形体成形工程と、を備え、前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されていることに特徴を有する。
【0007】
本発明によれば、基材成形工程において、プレボードが成形型によってプレスされた際に、プレボード(基材)の一部が押圧される。押圧されたプレボードの一部(プレボードを構成する繊維及び熱可塑性樹脂)は、キャビティに向かって流動し、キャビティ内に入り込むおそれがある。本発明では、一方の型又は他方の型における基材との当接面には、周囲より摩擦抵抗の高い摩擦抵抗部が、キャビティに沿って延設されている。このような構成とすれば、キャビティに向かって流動するプレボードの一部においては、プレボードを構成する繊維が摩擦抵抗部に引っ掛かる結果、その流動が妨げられる。これにより、プレボードの一部が、キャビティに入り込む事態を抑制できる。このため、次工程である成形体成形工程において、キャビティに溶融樹脂を射出した際に、溶融樹脂の流動が妨げられる事態を抑制できる。この結果、成形体の一部が成形されないなどの事態をより確実に抑制でき、成形体の品質をより高くすることができる。
【0008】
上記構成において、前記キャビティは、前記成形体の形状に対応した形状をなす成形体キャビティと、前記成形体キャビティに連通され、前記成形体キャビティへ溶融樹脂を流通可能とする樹脂流通部と、を有し、前記摩擦抵抗部は、前記樹脂流通部に沿って形成されているものとすることができる。
【0009】
本発明によれば、樹脂流通部に沿う形で摩擦抵抗部を形成することで、プレボードの一部が樹脂流通部に侵入する事態を抑制できる。これにより、樹脂流通部がプレボード(基材)によって塞がれる事態を抑制でき、成形体キャビティへ溶融樹脂をより確実に流通させることができる。
【0010】
また、前記摩擦抵抗部の算術平均粗さは、前記一方の面における前記摩擦抵抗部の周囲の算術平均粗さよりも大きい値とされるものとすることができる。
【0011】
本発明によれば、算術平均粗さを、その周囲の算術平均粗さよりも大きくすることで摩擦抵抗部を形成することができる。このような構成とすれば、表面粗さを調整するといった比較的簡易な方法で摩擦抵抗部を容易に形成することができる。
【0012】
次に、上記課題を解決するために、本発明の成形型は、基材と、前記基材上に成形された成形体と、を備えた成形構造体を成形するための成形型であって、繊維及び熱可塑性樹脂を含むプレボードをプレス成形することで前記基材を成形可能な一対の型を備え、前記一対の型のうち、いずれか一方の型において、前記基材との当接面には、前記成形体を成形するためのキャビティが形成され、前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されているものとすることができる。
【0013】
本発明では、一対の型における基材との当接面には、周囲より摩擦抵抗の高い摩擦抵抗部が、キャビティに沿って延設されている。このような構成とすれば、プレボードの繊維が摩擦抵抗部に引っ掛かることで、プレボードの流動が妨げられる。これにより、プレボードをプレス成形した際に、プレボードの一部がキャビティに入り込む事態を抑制できる。
【発明の効果】
【0014】
本発明によれば、成形体の品質をより高くすることが可能な成形構造体の製造方法を提供することができる。また、このような成形構造体を成形することが可能な成形型を提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態に係る成形構造体を示す斜視図
【図2】図1の成形構造体を製造する製造方法及び成形型を示す断面図(トリムボードが成形される前の状態)
【図3】基材成形工程を示す断面図(図1のA−A線で切断した図に対応)
【図4】図3の状態から取付ボス成形空間に溶融樹脂を射出した状態を示す断面図(成形体成形工程を示す図)
【図5】基材成形工程において、ランナー付近を拡大して示す断面図(図3のB−B線で切断した図に対応)
【図6】本実施形態の成形型において、ランナー付近を拡大して示す斜視図
【図7】基材成形工程において、プレボードをプレスした状態を示す断面図
【図8】本実施形態において、トリムボードと摩擦抵抗部との接触箇所を模式的に示す拡大断面図
【図9】比較例を示す断面図
【図10】比較例において、トリムボードと摩擦抵抗部との接触箇所を模式的に示す拡大断面図
【発明を実施するための形態】
【0016】
本発明の一実施形態を図1ないし図10によって説明する。本実施形態のドアトリム10(成形構造体)は、車両用ドアに取り付けられるもので、図1に示すように、トリムボード20(基材)と、トリムボード20上に成形された取付ボス30(成形体、機能部品)を備えている。
【0017】
トリムボード20は略平板状をなし、繊維に熱可塑性樹脂であるポリプロピレンを含浸させることで構成されたマット状のプレボードP1(図2参照)をプレス成形することで成形される。トリムボード20は、例えば、プレス成形によって、圧縮(板厚を小さく)されており、プレボードP1よりも密度が高いものとされる。なお、プレボードP1(トリムボード20)に用いられる繊維としては、例えば、木材等を解織して得た木質繊維やケナフ等の靭皮植物繊維などが用いられるが、繊維の種類はこれに限定されない。
【0018】
なお、トリムボード20において、ポリプロピレンは繊維を繋ぐバインダーとしての役割を果たしている。また、トリムボード20をポリエチレンテレフタレート等のポリプロピレン以外の熱可塑性樹脂と繊維との混合物にて形成してもよい。
【0019】
取付ボス30は、例えば、熱可塑性樹脂であるポリプロピレンによって形成され、図1に示すように、トリムボード20の裏面(車室内側の面)から突出する形で成形されている。また、取付ボス30は、トリムボード20と接合されている。取付ボス30は、円筒状をなす本体部31を有している。本体部31は、例えば、ドアトリム10に取り付けられる部品(例えば、ドアポケット、オーナメント、アームレストなど)の取付部として機能するものである。
【0020】
また、取付ボス30は、本体部31の基端(トリムボード20との接合部分付近)から延びる複数の補強リブ32を有している。補強リブ32は、トリムボード20に対する本体部31の接合強度をより高くする機能を担っている。
【0021】
取付ボス30は、トリムボード20を成形型50にセットした状態で、トリムボード20上に溶融樹脂を射出することで成形される(詳しくは後述)。つまり、取付ボス30は、成形と同時にトリムボード20への接合が行われるものとされる。
【0022】
取付ボス30は、トリムボード20上に複数個(本実施形態では2個)形成されている。2つの取付ボス30(以下の説明では、符号30A,30Bを付す)は、成形型50に設けられた一箇所のゲート62(図4参照)から射出された溶融樹脂によってそれぞれ成形される(詳しくは後述)。
【0023】
また、トリムボード20の裏面には、図1に示すように、2つの取付ボス30A,30Bのうち、一方の取付ボス30Aと連結される形で延びる第1リブ21が形成されている。この第1リブ21は、取付ボス30Aを成形する際に、ランナー66(図2参照、詳しくは後述)内に充填された溶融樹脂が冷却されることで形成されたもの(ランナー66の跡)である。なお、第1リブ21における取付ボス30Aとの接続部分21Aは、取付ボス30Aに向かうにつれて、その突出高さが大きくなる構成となっている。
【0024】
また、トリムボード20の裏面には、図1に示すように、2つの取付ボス30A,30Bを連結する形で、第2リブ22が延設されている。この第2リブ22は、取付ボス30Bを成形する際に、ランナー67(図2参照、詳しくは後述)内に充填された溶融樹脂が冷却されることで形成されたもの(ランナー67の跡)である。
【0025】
また、本実施形態においては、トリムボード20の裏面(より具体的には、リブ21,22とトリムボード20の裏面との間)に不織布(図示せず)が貼り付けられていてもよい。表面形状が比較的粗いトリムボード20の表面に平坦な表面を有する不織布を貼付することにより、不織布の表面を溶融樹脂が流れやすくすることができる。つまり、ランナー66,67内を溶融樹脂が流れやすくすることができる。
【0026】
次に、ドアトリム10を製造する成形装置40について説明する。本実施形態における成形装置40は、射出成形装置とされ、射出装置41と、上型51及び下型61(一対の型)を備えた成形型50を備えている。射出装置41は、例えば、スクリュウタイプのものとされ、本実施形態では下型61に設けられている。
【0027】
上型51は、図示しない駆動装置(例えば、電動モータ、エアシリンダ、油圧シリンダなど)によって、下型61(固定型)に対して移動が可能な可動型とされる。上型51を下型61に対して接近離間させることで成形型50の型閉じ及び型開きが可能な構成となっている。以下の説明では、上型51及び下型61が型閉じされた状態を閉状態(図3及び図4の状態)、上型51及び下型61が型開きされた状態を開状態(図2の状態)と呼ぶものとする。
【0028】
下型61は、上型51との対向面61Aが上型51に向かって突き出す形状をなしている。また、上型51は、下型61との対向面51Aが、下型61の形状に対応して凹む形状をなしている。上型51は、図3に示すように、閉状態では下型61に対して、トリムボード20の板厚に等しい距離だけ離間して対向配置される。
【0029】
つまり、閉状態では上型51と下型61との間にはトリムボード20を成形するための基材成形空間S1が形成される。これにより、上型51及び下型61で、プレボードP1をプレスすると、プレボードP1が基材成形空間S1の形状に対応する形に圧縮され、トリムボード20が成形される構成となっている。
【0030】
下型61の内部には、ランナー66に対する樹脂射出口であるゲート62が設けられている。ゲート62を通じて、射出装置41からランナー66に対して溶融樹脂が射出可能な構成となっている。また、下型61には、取付ボス30Aを成形するための取付ボス成形空間S2、及び取付ボス30Bを成形するための取付ボス成形空間S3がそれぞれ形成されている。
【0031】
ランナー66は、下型61において、ゲート62と取付ボス成形空間S2とを連通する形で形成されている。これにより、ランナー66を通じて射出装置41(ひいてはゲート62)から取付ボス成形空間S2内に溶融樹脂を射出可能な構成となっている。また、ランナー66における取付ボス成形空間S2との接続部分は、取付ボス成形空間S2に向かうにつれて、深さが大きくなっている。これにより、ランナー66から取付ボス成形空間S2に溶融樹脂が流動しやすい構成となっている。
【0032】
ランナー67(キャビティ、樹脂流通部)は、下型61において、取付ボス成形空間S2と取付ボス成形空間S3(成形体キャビティ)とを連通する形で形成されている。これにより、取付ボス成形空間S2に射出された溶融樹脂は、ランナー67を通じて、取付ボス成形空間S3に流通される構成となっている。このように、本実施形態においては、溶融樹脂を射出するための射出装置41を一つ備えるだけで取付ボス成形空間S2及び取付ボス成形空間S3の各々に溶融樹脂を射出することができ、より簡易な構成で2つの取付ボス30A,30Bを成形することができる。
【0033】
また、取付ボス成形空間S2,S3は、下型61における上型51との対向面61A(一方の型における基材との当接面)にそれぞれ形成されている。つまり、取付ボス成形空間S2,S3は、外部への開口を有するものとされる。また、閉状態において、上述した基材成形空間S1は、図3に示すように、取付ボス成形空間S2,S3の各々と連通されている。なお、基材成形空間S1と取付ボス成形空間S2,S3の連通部分は、トリムボード20と各取付ボス30A,30Bとの接合部分に対応している。
【0034】
取付ボス成形空間S2は、取付ボス30Aの本体部31を成形するための本体部成形空間S21と、取付ボス30Aにおける各補強リブ32を成形するための複数の補強リブ成形空間S22を有している。また、取付ボス成形空間S3は、取付ボス30Bの本体部31を成形するための本体部成形空間S31と、取付ボス30Bにおける各補強リブ32を成形するための複数の補強リブ成形空間S32を有している。つまり、本体部成形空間S21,S31は、本体部31の円筒形状に対応して凹む形状をなしており、補強リブ成形空間S22,S32は、補強リブ32の板形状に対応した溝形状をなしている。
【0035】
図5及び図6に示すように、下型61における上型51との対向面61A(基材との当接面)において、ランナー67の形成箇所は、上型51に向かって突出する突出部63とされる。言い換えると、ランナー67は、突出部63の突出端面63Aを凹設することで形成されている。なお、ランナー67は、図5に示すように、その開口幅が上方(開口側)に向かうにつれて大きくなる形状をなしている。これにより、ランナー67から、第2リブ22の型抜きを容易に行うことができる。
【0036】
本実施形態において、突出部63は、図6に示すように断面視略台形状をなしており、突出端面63A及び突出端面63Aからそれぞれ延びる傾斜面63B,63Cとを有している。そして、突出部63の突出端面63Aを凹設する形でランナー67が形成されている。
【0037】
本実施形態においては、ランナー66,67は、下型61における上型51との対向面61A(一方の型において、基材との当接面)に凹設されている。つまり、ランナー66,67は上方(上型51側)に開口されている。これにより、例えば、切削加工等により、ランナー66,67を容易に形成することができる。
【0038】
そして、突出部63における突出端面63A及び傾斜面63B,63Cには、その周囲(対向面61Aにおける突出端面63A及び傾斜面63B,63C以外の面)よりも摩擦抵抗が高い摩擦抵抗部64が形成されている。具体的には、突出端面63A及び傾斜面63B,63Cは、その表面粗さが、その周囲(対向面61Aにおける突出端面63A及び傾斜面63B,63C以外の面)よりも大きいものとされる。なお、摩擦抵抗部64は、図6において梨地模様で示してある。
【0039】
なお、ここで言う「表面粗さ」とは、例えば、算術平均粗さRaで定義することができる。本実施形態では、突出端面63A及び傾斜面63B,63Cの算術平均粗さRaは、例えば、150μm以上400μ以下の範囲で設定されている。これに対して、対向面61Aにおける突出端面63A及び傾斜面63B,63C以外の面の算術平均粗さRaは、例えば、約1.6μmとされる。
【0040】
本実施形態においては、突出端面63A及び傾斜面63B,63Cに、例えばローレット加工やショットブラスト加工などの表面処理加工を行い、表面粗さを大きくすることで摩擦抵抗部64を形成することができる。なお、摩擦抵抗部64の形成方法は、上記表面処理加工に限定されない。
【0041】
本実施形態では、図6に示すように、ランナー67の両側を挟む形で摩擦抵抗部64がそれぞれ形成されている。また、摩擦抵抗部64は、ランナー67に沿う形で、ランナー67の全長に亘って延びている。
【0042】
次に、成形装置40によるドアトリム10の製造方法について説明する。本実施形態におけるドアトリム10の製造方法は、プレボードP1を成形するプレボード成形工程と、プレボードP1からトリムボード20を成形する基材成形工程(基材配置工程)と、トリムボード20上に取付ボス30を成形する成形体成形工程と、を備えている。
【0043】
<プレボード成形工程>
プレボード成形工程では、例えば、繊維とポリプロピレン(熱可塑性樹脂)が混合されたマット材を加熱してプレス成形し、これを所定長さ(例えば、成形後のトリムボード20の長さ寸法よりも長めの寸法)で切断することによりプレボードP1を形成する。なお、プレボードP1は、成形直後では加熱されており、内部の熱可塑性樹脂(ポリプロピレン)が軟化した状態となっている。
【0044】
<基材成形工程(基材配置工程)>
まず、図2に示すように、プレボード成形工程によって成形されたプレボードP1を再度ポリプロピレンが溶融軟化する程度に加熱し、開状態にある上型51と下型61の間にセットする(図2及び図5の状態)。その後、図3及び図7に示すように、上型51及び下型61を型閉じすることで、成形型50によってプレボードP1がプレス成形される。また、これと同時にプレボードP1の周端部P2(外周不要部分)は両型51,61のせん断によって切除される。これにより、成形型50によってトリムボード20が成形される。
【0045】
図5及び図7に示すように、プレボードP1において、突出部63に押圧された箇所は、その周囲の箇所に比して、圧縮される量が多くなる。これにより、トリムボード20において、突出部63に押圧された箇所は、その周囲の箇所に比して密度が高い高密度部24とされる。
【0046】
また、成形されたトリムボード20は、取付ボス成形空間S2,S3の開口を閉塞した状態で成形型50に配置されている。つまり、本工程は、トリムボード20を成形するとともに、次の成形体成形工程に備えて、トリムボード20を成形型50に配置する工程(基材配置工程)とされる。なお、取付ボス成形空間S2,S3は、トリムボード20に閉塞されることで閉じた空間として形成される。
【0047】
<成形体成形工程>
次に、成形型50によってトリムボード20がプレスされた状態(取付ボス成形空間S2,S3の開口がトリムボード20によって閉塞された状態、図3の状態)で、射出装置41によりゲート62から溶融樹脂をランナー66に射出する。なお、このとき、トリムボード20の温度を、トリムボード20内部のポリプロピレンが軟化する温度としておく。
【0048】
ランナー66に射出された溶融樹脂は、図4に示すように、ランナー66を通じて、取付ボス成形空間S2へ流動し、供給される。また、取付ボス成形空間S2内へ供給された溶融樹脂は、ランナー67を通じて、取付ボス成形空間S3に流動し、供給される。これにより、取付ボス成形空間S2及び取付ボス成形空間S3に溶融樹脂が充填される。
【0049】
取付ボス成形空間S2,S3に溶融樹脂が充填される過程においては、溶融樹脂がトリムボード20内部の軟化したポリプロピレンを上方へ押し込みつつ、この軟化したポリプロピレンに代わって繊維の内部へと浸透する。これと同時に、繊維の内部に浸透した溶融樹脂は、トリムボード20内部の軟化したポリプロピレンと混ざり合い、渾然一体となる(混融される)。
【0050】
こうして、取付ボス成形空間S2,S3の双方に溶融樹脂を充填させ、その後、溶融樹脂が冷却されることで、図4に示すように、取付ボス30A,30Bがトリムボード20と接合された状態で成形される。なお、ランナー66及びランナー67に充填された溶融樹脂は、冷却されることで、トリムボード20上における第1リブ21及び第2リブ22として、それぞれ形成される。この後、上型51及び下型61を開き、取付ボス30がトリムボード20と一体的に接合された状態のドアトリム10を脱型することで、ドアトリム10の製造が完了する。
【0051】
次に、本実施形態の効果について説明する。本実施形態の効果を説明するために、まず、図9の比較例を説明する。図9に示すように、基材成形工程において、プレボードP1が上型51及び下型61によってプレスされた際には、プレボードP1の一部が押圧される。
【0052】
仮に、本実施形態のような摩擦抵抗部64を備えていない構成の場合、押圧されたプレボードP1の一部P3(プレボードP1を構成する繊維及び熱可塑性樹脂)は、ランナー67に向かって流動し、ランナー67に入り込むおそれがある。なお、このときのプレボードP1を構成する繊維及び熱可塑性樹脂の流れを図9において矢線f1、f2で示してある。
【0053】
このようなランナー67に入り込んだプレボードP1の一部P3は、ランナー67の一部を塞いでしまう。このため、成形体成形工程において、取付ボス30Bを成形するための溶融樹脂がランナー67内を流れにくくなる。特に、繊維は、ランナー67内における流動性が低いため、溶融樹脂の流動を妨げる主な要因となっていると考えられる。これにより、ゲート62から射出された溶融樹脂が取付ボス成形空間S3に充填されず取付ボス30Bの一部が成形されないなどの事態が懸念される。
【0054】
これに対して、本実施形態によれば、下型61における上型51との対向面61Aには、周囲より摩擦抵抗の高い摩擦抵抗部64が、ランナー67に沿って延設されている。このような構成とすれば、ランナー67に向かって流動するプレボードP1の一部においては、プレボードP1を構成する繊維26が摩擦抵抗部64の凹凸に引っ掛かる結果、その流動が妨げられる(図8参照)。
【0055】
これにより、プレボードP1の一部が、ランナー67に入り込む事態を抑制できる。このため、次工程である成形体成形工程において、射出装置41からランナー67に溶融樹脂を射出した際に、溶融樹脂の流動が妨げられる事態を抑制できる。この結果、取付ボス30Bの一部が成形されないなどの事態をより確実に抑制でき、取付ボス30Bの品質をより高くすることができる。
【0056】
また、取付ボス30Bの形状に対応した形状をなす取付ボス成形空間S3と、取付ボス成形空間S3に連通され、取付ボス成形空間S3へ溶融樹脂を流通可能とするランナー67と、を有し、摩擦抵抗部64は、ランナー67に沿って形成されている。
【0057】
本実施形態によれば、ランナー67に沿う形で摩擦抵抗部64を形成することで、プレボードP1の一部がランナー67に侵入する事態を抑制できる。これにより、ランナー67がプレボードP1(トリムボード20)によって塞がれる事態を抑制でき、取付ボス成形空間S3へ溶融樹脂をより確実に流通させることができる。
【0058】
また、ランナー67の深さは、第2リブ22の高さとほぼ同じ値となる。第2リブ22が高いと、例えば、ドアトリム10を車両用ドアに取り付ける際に第2リブ22が車両用ドアなどと干渉する可能性がある。このため、第2リブ22を低くするために、ランナー67の深さは小さくすることが好ましい。
【0059】
しかしながら、ランナー67の深さが小さいと、プレボードP1の一部が少量入り込むだけで、ランナー67内の溶融樹脂の流動性が大きく低下する。このため、ランナー67へのプレボードP1の入り込みは、特に留意する必要がある。この点、本実施形態では、ランナー67に沿って(隣接する形で)摩擦抵抗部64を形成することで、ランナー67へのプレボードP1の入り込みを効果的に抑制することができる。
【0060】
また、摩擦抵抗部64の算術平均粗さは、摩擦抵抗部64の周囲の算術平均粗さよりも大きい値とされる。本実施形態によれば、算術平均粗さを、その周囲の算術平均粗さよりも大きくすることで摩擦抵抗部64を形成することができる。このような構成とすれば、表面粗さを調整するといった比較的簡易な方法で摩擦抵抗部64を容易に形成することができる。
【0061】
また、本実施形態においては、突出端面63A及び傾斜面63B,63C(摩擦抵抗部64)の算術平均粗さRaが、例えば、150μm以上400μ以下の範囲で設定される。これに対して、プレボードP1に含まれる繊維26が例えば、ケナフ繊維の場合、その太さ(外径)は、例えば、約60〜120μmとされる。これにより、摩擦抵抗部64の算術平均粗さRaを、120μmよりも十分に大きい150μm以上とすることで、図8に示すように、繊維26の大部分が摩擦抵抗部64の表面の微細な凹凸に引っ掛かりやすくなる。これにより、プレボードP1の一部がランナー67に向かって流動する事態をより確実に抑制できる。なお、突出端面63A(及び傾斜面63B,63C)の算術平均粗さRaが小さい場合、表面の凹凸が細かいため、プレボードP1に含まれる繊維26が、表面に引っ掛かりにくい(図10参照)。
【0062】
一方、摩擦抵抗部64の算術平均粗さRaが400μm以上であると、プレボードP1(繊維26)が引っ掛かり易くなり、ランナー67への流動を抑制できるものの、摩擦抵抗部64の表面とプレボードP1との間に生じる隙間が大きくなってしまう。この結果、ランナー67に射出流動させた溶融樹脂が、この隙間を介してトリムボード20の裏面に漏洩し、取付ボス30に使用される樹脂量が減少することで欠肉などの問題が発生する虞がある。また、摩擦抵抗部64の表面が粗くなることで、トリムボード20の表面に摩擦抵抗部64の跡が残り、製品品質に影響を与えることも考えられる。以上のことから、摩擦抵抗部64の算術平均粗さRaを、150μm以上400μm以下の範囲で設定することが好ましい。
【0063】
また、本実施形態によれば、下型61に突出部63が形成されている。このためプレボードP1において、突出部63に押圧された箇所は、その周囲の箇所に比して、圧縮される量が多くなる(図5及び図7参照)。これにより、トリムボード20において、突出部63に押圧された箇所は、その周囲の箇所に比して密度が高い高密度部24とされる。
【0064】
このような構成とすれば、成形体成形工程において、ランナー67に溶融樹脂が射出された際には、高密度部24が、その周囲の箇所と同じ密度である構成と比較して、高密度部24に溶融樹脂が浸み込みにくくなる。また、高密度部24は、突出部63によって他の箇所よりも高い圧力で押圧される。このため、高密度部24と突出部63の間に溶融樹脂が侵入しにくくなる。以上のことから、高密度部24の表面に溶融樹脂が染み出す(現出する)事態を抑制することができる。これにより、トリムボード20と第2リブ22(ランナー67に充填された溶融樹脂によってトリムボード20上に形成されるリブ)との接合面積が増加する事態を抑制できる。
【0065】
一般的に、トリムボード20と第2リブ22との接合面積が増加すると、第2リブ22が熱収縮した際に、トリムボード20へ与える影響が大きくなる。例えば、第2リブ22の熱収縮に起因してトリムボード20における意匠面(第2リブ22の形成面と反対側の面)に凹凸が生じる事態などが懸念される。この点、本実施形態では、突出部63を設けることで、トリムボード20と第2リブ22との接合面積が増加する事態を抑制でき、トリムボード20の品質をより高いものとすることができる。
【0066】
このように、本実施形態においては、突出部63付近において、プレボードP1がより強く押圧される。つまり、突出部63付近では、プレボードP1が、より強く圧縮される結果、より多くの繊維及び熱可塑性樹脂がランナー67に向かいやすい構成となっている。
【0067】
そこで、本実施形態では、突出部63(プレボードP1がより強く押圧される箇所)に摩擦抵抗部64を形成することとした。これにより、プレボードP1の一部がランナー67に侵入する事態を効果的に抑制することができる。
【0068】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
【0069】
(1)上記実施形態では、成形構造体としてドアトリム10を、基材としてトリムボード20を例示したが、これに限定されない。成形構造体としては、ドアトリム10を構成するオーナメント基材、シートのバックボード、シートの機能品を隠蔽するシールド材などの熱可塑性樹脂を含む基材と、この基材に対して溶融樹脂を射出成形することで成形された成形体とを備えるものであればよい。また、ドアトリム10には、取付ボス30以外の部品が設けられていてもよい。
【0070】
(2)上記実施形態では、成形体として取付ボス30を例示したが、これに限定されない。例えば、成形体として、ドアインナパネルに取り付け可能なブラケットなどを例示することができる。
【0071】
(3)取付ボス30の個数は上記実施形態で例示した数(2個)に限定されず適宜変更可能である。例えば、トリムボード20上に取付ボス30が一つのみ形成されていてもよいし、3つ以上形成されていてもよい。
【0072】
(4)基材上に成形される複数の成形体の形状は、各々異なる形状であってもよい。例えば、2つの取付ボス30A,30Bの形状は、各々異なる形状であってもよい。
【0073】
(5)上記実施形態では、ランナー67の両側に摩擦抵抗部64が形成されている構成を例示したが、これに限定されない。摩擦抵抗部64は、ランナー67の片側にのみ形成されていてもよい。
【0074】
(6)上記実施形態では、摩擦抵抗部64が隣接されるキャビティとして、ランナー67(樹脂流動部)を例示したが、これに限定されない。摩擦抵抗部64は、成形体を成形するためのキャビティに隣接しているものであればよい。例えば、取付ボス30を成形するための取付ボス成形空間S2,S3に隣接する形で摩擦抵抗部64を形成してもよい。
【0075】
(7)上記実施形態では、ランナー67及び摩擦抵抗部64が、下型61における突出部63に設けられている構成を例示したが、この構成に限定されない。成形型50は、突出部63を有していないものであってもよい。また、摩擦抵抗部64は、突出部63以外の箇所に設けられていてもよい。
【0076】
(8)下型61における表面の算術平均粗さRaは、上記実施形態で例示した値に限定されず、適宜変更可能である。
【0077】
(9)上記実施形態では、下型61におけるランナー67と隣接する箇所に摩擦抵抗部64が形成されている構成を例示したが、これに限定されない。摩擦抵抗部64は、ランナー67に沿って形成されるものであればよい。例えば、上型51におけるトリムボード20との対向面51A(他方の型における基材との当接面)のうち、ランナー67との対向箇所に摩擦抵抗部64が形成されていてもよい。
【0078】
(10)上記実施形態では、突出部63がランナー67の形成箇所に設けられている構成を例示したが、これに限定されない。例えば、突出部63がランナー66の形成箇所に設けられていてもよい。
【0079】
(11)トリムボード20及び取付ボス30の材質は上記実施形態で例示したものに限定されず適宜変更可能である。
【0080】
(12)上記実施形態では、上型51を可動型とし、下型61を固定型としたが、これに限定されない。また、ランナー67などの取付ボス30を成形するための構成は、例えば、上型51に設けられていてもよい。
【0081】
(13)上記実施形態では、下型61の表面粗さを調整することで摩擦抵抗部64を形成する構成を例示したが、これに限定されない。摩擦抵抗部64は、その周囲よりも摩擦抵抗が高い箇所であればよく、その形成手段は適宜変更可能である。
【符号の説明】
【0082】
10…ドアトリム(成形構造体)、20…トリムボード(基材)、26…繊維、30…取付ボス(成形体)、50…成形型、51…上型(一対の型を構成)、61…下型(一対の型のうち一方の型)、61A…下型における上型との対向面(一方の型における基材との当接面、一方の面)、64…摩擦抵抗部、67…ランナー(樹脂流通部、キャビティの一部)、P1…プレボード、S3…取付ボス成形空間(成形体キャビティ)
【特許請求の範囲】
【請求項1】
基材と、前記基材上に成形された成形体と、を備えた成形構造体の製造方法であって、
繊維及び熱可塑性樹脂を含むプレボードを、一対の型によってプレス成形することで前記基材を成形する基材成形工程と、
前記一対の型によって前記基材がプレスされた状態で、前記一対の型のうち、一方の型における前記基材との当接面に形成されたキャビティに溶融樹脂を射出することで、前記成形体を前記基材と接合された状態で成形する成形体成形工程と、を備え、
前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち、少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されていることを特徴とする成形構造体の製造方法。
【請求項2】
前記キャビティは、前記成形体の形状に対応した形状をなす成形体キャビティと、前記成形体キャビティに連通され、前記成形体キャビティへ溶融樹脂を流通可能とする樹脂流通部と、を有し、
前記摩擦抵抗部は、前記樹脂流通部に沿って形成されていることを特徴とする請求項1に記載の成形構造体の製造方法。
【請求項3】
前記摩擦抵抗部の算術平均粗さは、前記一方の面における前記摩擦抵抗部の周囲の算術平均粗さよりも大きい値とされることを特徴とする請求項1または請求項2に記載の成形構造体の製造方法。
【請求項4】
基材と、前記基材上に成形された成形体と、を備えた成形構造体を成形するための成形型であって、
繊維及び熱可塑性樹脂を含むプレボードをプレス成形することで前記基材を成形可能な一対の型を備え、
前記一対の型のうち、いずれか一方の型において、前記基材との当接面には、前記成形体を成形するためのキャビティが形成され、
前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されていることを特徴とする成形型。
【請求項1】
基材と、前記基材上に成形された成形体と、を備えた成形構造体の製造方法であって、
繊維及び熱可塑性樹脂を含むプレボードを、一対の型によってプレス成形することで前記基材を成形する基材成形工程と、
前記一対の型によって前記基材がプレスされた状態で、前記一対の型のうち、一方の型における前記基材との当接面に形成されたキャビティに溶融樹脂を射出することで、前記成形体を前記基材と接合された状態で成形する成形体成形工程と、を備え、
前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち、少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されていることを特徴とする成形構造体の製造方法。
【請求項2】
前記キャビティは、前記成形体の形状に対応した形状をなす成形体キャビティと、前記成形体キャビティに連通され、前記成形体キャビティへ溶融樹脂を流通可能とする樹脂流通部と、を有し、
前記摩擦抵抗部は、前記樹脂流通部に沿って形成されていることを特徴とする請求項1に記載の成形構造体の製造方法。
【請求項3】
前記摩擦抵抗部の算術平均粗さは、前記一方の面における前記摩擦抵抗部の周囲の算術平均粗さよりも大きい値とされることを特徴とする請求項1または請求項2に記載の成形構造体の製造方法。
【請求項4】
基材と、前記基材上に成形された成形体と、を備えた成形構造体を成形するための成形型であって、
繊維及び熱可塑性樹脂を含むプレボードをプレス成形することで前記基材を成形可能な一対の型を備え、
前記一対の型のうち、いずれか一方の型において、前記基材との当接面には、前記成形体を成形するためのキャビティが形成され、
前記一対の型において、前記一方の型の前記当接面又は他方の型における前記基材との当接面のうち少なくとも一方の面には、周囲より摩擦抵抗の高い摩擦抵抗部が、前記キャビティに沿って形成されていることを特徴とする成形型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−95094(P2013−95094A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241358(P2011−241358)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]