
成形機の制御装置と制御方法
【課題】操作表示部にアラーム画面が表示されたときに、アラームコメントに応じて成形条件の設定値等を変更できる成形機の制御装置を提供する。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
【解決手段】制御装置13を有する成形機に、各種アラームコメントごとに複数の分類項目を有する診断コードグループリスト85と、各種成形条件ごとに複数の分類項目を有する成形条件グループリスト92とが格納されている。タッチパネル14aに表示されたアラーム画面中の設定ボタンを操作すると、診断コードに対応した診断コードグループリスト85が呼び出される。呼び出された診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の各分類項目とが順次照合され、両者が互いに一致したとき、その分類項目が含まれる成形条件グループリスト92を有する成形条件の情報が設定値一覧画面60に加わる。設定値一覧画面60に表示された成形条件のうちいずれかの成形条件が選択されると、設定値を変更可能な設定画面70が表示される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、射出成形機やダイキャスト成形機等の成形機に適用される制御装置と制御方法に関する。
【背景技術】
【0002】
射出成形機やダイキャスト成形機等のように金型を使用する成形機は、制御装置に組込まれたプログラムに基いて、型閉、射出、保圧、型開などの一連のサイクルを所定の順序で繰返すことにより、成形品を能率良く製造するように構成されている。このような成形機では、成形品の種類や材料、金型等に応じた成形条件が設定されている。
【0003】
前記成形機には、タッチパネル付きの操作表示部を備えたヒューマンマシン・インタフェース部が装備され、タッチパネルを用いて成形条件の検索や入力操作を行なうことができるようになっている。例えば、タッチパネルを用いて、計量、射出、型開閉、成形品の取出し等に関する各種データを制御部に入力するとともに、これらのデータがタッチパネルに表示される。
【0004】
一方で成形機は、成形品の良否を判断するために、特定の時間や圧力、位置などを検出し、成形品が良品の許容範囲内にあるか否かを判定する品質モニタを設け、良品の許容範囲外となった場合に、作業員等に報知するとともに対策を講じるためにアラームメッセージを表示部に表示することも行なわれている。(例えば特許文献1,2)
成形機は、工場内の環境変化や温度変化、機構可動部の摩耗あるいは摩擦係数の変化、成形品の材料の状態等によって、成形条件が時々刻々と変化している。このため入力直後の成形条件では良品であったとしても、時間が経過すると成形条件が変化し、その結果、不良品が生じてしまうことがある。よって、成形条件の微調整が必要である。
【0005】
特許文献3に記載されているように、成形機に異常が生じたときに、実績値表示画面に成形条件および実績値が表示されるとともに、異常に対応させて画面が切り換わり、実績値表示画面が形成されるようにした成形機管理方法も提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−216449号公報
【特許文献2】特開2007−021827号公報
【特許文献3】特開2008−126527号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年の射出成形機等の成形機では、多岐にわたる成形技術の多様性が高まり、しかも豊富なオプションなどを利用して成形するため、成形条件の設定項目がきわめて多い。また設定のための表示部も複数の画面を用いて行なっているため、成形条件を設定し直すことは容易でない。例えば、充填時間モニタエラーが発生した場合には、充填速度および速度切換位置および充填圧力を設定するための画面、温度条件等を設定するための画面、計量条件を設定するための画面、充填制御のオプション画面など、少なくとも4種類の画面を切り替えながら様々な設定値を各画面を見ながら入力する必要がある。
【0008】
このためアラームメッセージが出た現場においてアラームの原因を排除するような成形条件の再設定は容易でなく、設定を誤ったり、設定漏れを生じたりする可能性がある。設定を誤ると無駄な成形を行なってしまう原因となり、それまでの処理に要した時間も無駄になる。不慣れな作業者では成形条件の設定を誤ることも考えられる。
【0009】
従って本発明の目的は、アラーム表示がなされたときにアラームの内容に応じた成形条件を調整することが可能な成形機の制御装置と制御方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は成形機の制御装置であって、タッチパネルを有する操作表示部と、前記タッチパネルにアラームコメントを含むアラーム画面を表示する手段と、各種アラームコメントごとにそれぞれのアラームコメントに関する複数の分類項目を有する診断コードグループリストを格納する手段と、各種成形条件の信号名ごとにそれぞれの成形条件に関する複数の分類項目を有する成形条件グループリストを格納する手段と、前記タッチパネルに表示された前記アラーム画面の設定ボタンが操作されたとき該アラーム画面上のアラームコメントに対応した前記診断コードグループリストを呼び出す手段と、呼び出された前記診断コードグループリスト中の各分類項目のうち特定の分類項目と前記成形条件グループリスト中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリストを有する成形条件の情報を設定値一覧画面に加える手段と、前記設定値一覧画面を前記タッチパネルに表示する手段とを具備している。
【0011】
本発明の1つの実施形態では、前記設定値一覧画面に表示された複数の成形条件のうちいずれかの成形条件が該画面上で選択されたとき、該成形条件の設定値を変更可能な設定画面を前記タッチパネルに表示する手段をさらに有している。また、前記設定画面の一部に前記設定値一覧画面に戻すための終了ボタンを有し、前記設定値一覧画面の一部に前記アラーム画面に戻すための戻りボタンを有していてもよい。
【発明の効果】
【0012】
本発明によれば、操作表示部にアラーム画面(アラームコメント等)が表示されたときに、アラーム画面上の設定ボタンを操作することにより、アラームコメントに応じた成形条件の情報が設定値一覧画面に表示されるため、アラームの原因となった成形条件を容易に判断することができる。また、設定値一覧画面に表示された成形条件のうち所望の項目を選択したときに設定画面を表示するように構成すれば、この設定画面を用いて成形条件の再設定や設定値の微調整等を能率良く行なうことができる。
【図面の簡単な説明】
【0013】
【図1】成形機の一つの実施形態を示す斜視図。
【図2】図1に示された成形機のブロック図。
【図3】アラーム画面の一例を示す図。
【図4】設定値一覧画面の一例を示す図。
【図5】設定画面の一例を示す図。
【図6】診断検出部とアラームコメントリストと診断コードグループリストの一例を示す図。
【図7】信号名“LS4”に対応する成形条件グループリストの一部を示す図。
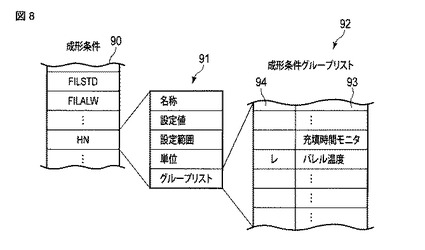
【図8】信号名“HN”に対応する成形条件グループリストの一部を示す図。
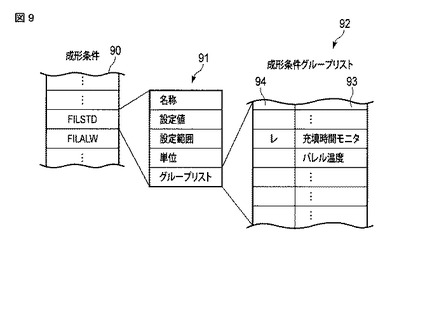
【図9】信号名“FILSTD”に対応する成形条件グループリストの一部を示す図。
【図10】制御装置の一つの実施形態による処理の流れの一例を示すフローチャート。
【発明を実施するための形態】
【0014】
以下に本発明の1つの実施形態について、図1から図10を参照して説明する。
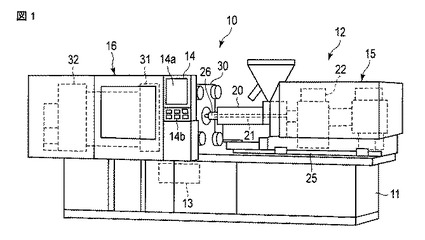
図1は、成形機の一例である電動式の射出成形機10を示している。これ以降、射出成形機10を単に成形機10と称する。図2は成形機10の構成の概略を示すブロック図である。
【0015】
この成形機10は、基体としてのフレームを含むボディ11と、ボディ11上に配置された成形機本体12と、成形動作を制御するためのコンピュータプログラム等が組込まれた制御装置13と、ヒューマンマシン・インタフェース部として機能する操作表示部14などを備えている。成形機本体12は、射出ユニット15と型締ユニット16とを含んでいる。成形機本体12には、成形品取出し機構をはじめとして各種の周辺機器17(図2に示す)が付属している。
【0016】
操作表示部14はタッチパネル14aと入力操作キー部14bを含んでいる。タッチパネル14aには、各種表示のためのディスプレイ画面が表示されるとともに、各種スイッチ部が表示され、所望のスイッチ部を操作(タッチ)したときに入力操作がなされるように構成されている。入力操作キー部14bは、成形機10を作動させる際あるいは停止させる際などに操作される機械式スイッチや表示ランプ等が配置されている。
【0017】
射出ユニット15の一例は、バレル20と、バレル20の内部に回転および前進後退可能に設けられたスクリュー21と、スクリュー21を駆動するためのスクリュー駆動機構22と、樹脂等の材料を加熱するための加熱装置(図示せず)などを備えている。射出ユニット15はボディ11上に設けられたレール25に沿って前進および後退可能である。バレル20の先端にノズル26が設けられている。
【0018】
型締ユニット16は、固定ダイプレート30と、移動ダイプレート31と、型締駆動機構32などを含んでいる。固定ダイプレート30に固定側金型(図示せず)が取付けられている。移動ダイプレート31には移動側金型(図示せず)が取付けられている。型締駆動機構32によって移動ダイプレート31を駆動することにより、固定側金型に対する移動側金型の開閉動作がなされる。固定側金型と移動側金型との間に、成形品のためのキャビティが形成される。
【0019】
射出ユニット15は制御装置13によって制御され、バレル20内で溶融された材料が前記金型のキャビティに向けてノズル26から射出されるようになっている。バレル20に温度センサ(図示せず)が設けられており、この温度センサの出力を制御装置13の温度制御部(図示せず)にフィードバックすることにより、バレル20内の材料を所定温度に保つようにしている。
【0020】
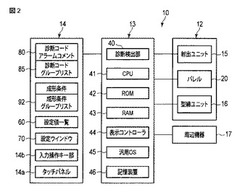
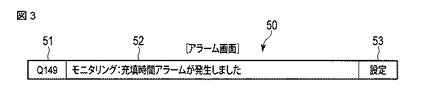
図2は、成形機本体12と、制御装置13と、操作表示部14等を示すブロック図である。制御装置13は、診断検出部40と、制御演算手段として機能するCPU(Central Processing Unit)41と、不揮発性のメモリの1つであるROM(Reed Only Memory)42と、ワークメモリとして機能するRAM(Random Access Memory)43と、表示コントローラ44と、汎用オペレーティングシステム(汎用OS)45と、各種データを記憶する記憶装置46などを含んでいる。記憶装置46には、各種の成形品ごとに設定された成形条件に関するデータがそれぞれ識別情報を付して記憶されている。
【0021】
制御装置13のROM42には成形機10を所定のシーケンスで作動させるためのプログラムが格納されている。CPU41はこのプログラムに基いて、射出ユニット15や型締ユニット16、成形品取出し機構(図示せず)等の周辺機器17のための信号を所定の順序で出力し、型閉、射出、保圧、計量、型開などの一連の成形サイクルを繰返すようになっている。
【0022】
診断検出部40は、成形機10が作動している間、成形中の特定の時間、圧力、位置などを各種センサ等の検出部からの信号に基いて常時監視し、異常等が検出されたときに、以下に説明するアラーム画面50のための信号を操作表示部14に出力し、タッチパネル14aにアラーム画面50を出力する機能を有している。すなわち診断検出部40は、操作表示部14のタッチパネル14aにアラーム画面50を表示する手段として機能する。
【0023】
アラームコメントの一例は、成形された成形品が正常の許容範囲内に収まっていない場合に出力される品質モニタコメントである。これ以外のコメントとして、例えば操作コメントや停止コメント、点検コメント、生産コメントなど、成形機10を使用するユーザの要求に応じて、各種のコメント(図6に示す)が用意されている。
【0024】
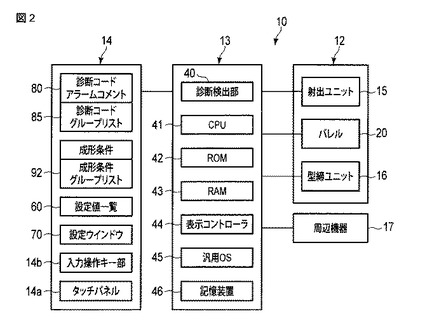
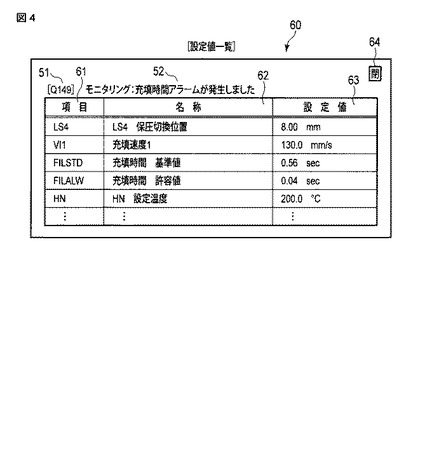
図3は、タッチパネル14aに表示されるアラーム画面50の一例である。このアラーム画面50は、診断コード51と、品質モニタコメントの一例であるアラームコメント52とを含んでいる。アラーム画面50中の“Q149”は診断コード51の一例である。“Q149”は、充填時間に関するアラームが発生したことを示している。アラーム画面50の右端に設定ボタン53が設けられている。
【0025】
アラーム画面50の設定ボタン53を操作する(タッチする)と、図4に示す設定値一覧画面60が表示される。この設定値一覧画面60は、アラーム画面50から切換わってもよいし、あるいはポップアップウインドウ方式にてアラーム画面50の一部に表示されてもよい。
【0026】
図4に示された設定値一覧画面60の一例では、診断コード“Q149”の充填時間モニタエラーが発生した場合を示している。設定値一覧画面60の項目欄61には、上から順に、成形条件を示す信号名(例えばLS4,VI1,FILSTD,FILALW,HN等)が示されている。名称欄62には、上から順に、各成形条件(信号名)の名称が具体的に示されている。設定値欄63には、上から順に、各成形条件(信号名)ごとの設定値が示されている。設定値一覧画面60の上部に、設定値一覧画面60を閉じる際に使用する戻りボタン64が表示されている。戻りボタン64を操作(タッチ)すると、図3のアラーム画面50に戻るようになっている。
【0027】
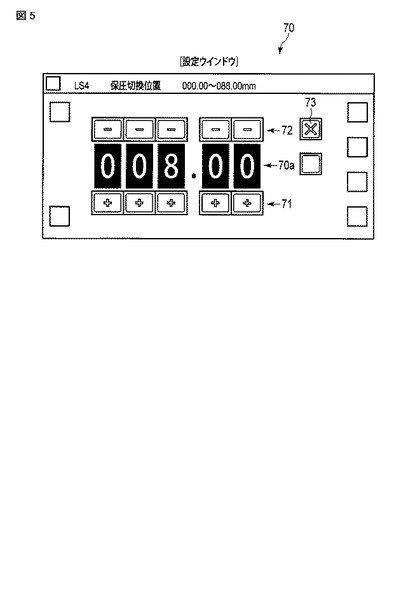
設定値一覧画面60に表示された各成形条件のうち、設定値を調整する必要がある場合は、この画面60上で、所望の項目欄61か名称欄62あるいは設定値欄63にタッチする。そうすると、図5に一例を示す設定画面70が表示される。この設定画面70は、設定値一覧画面60から切換わってもよいし、あるいはポップアップウインドウ方式にて設定値一覧画面60の一部に表示されてもよい。
【0028】
図5に示された設定画面70の一例は、信号名“LS4”の保圧切換位置を表示している。この設定画面70には、設定値表示部70aに表示された設定値を増加させる際に操作する増加ボタン71と、設定値を減少させる際に操作する減少ボタン72と、設定画面70を閉じる際に操作する終了ボタン73などが表示されている。増加ボタン71あるいは減少ボタン72を操作(タッチ)することにより、設定値表示部70aの設定値を変更することができる。終了ボタン73を操作すると、図4の設定値一覧画面60に戻るようになっている。
【0029】
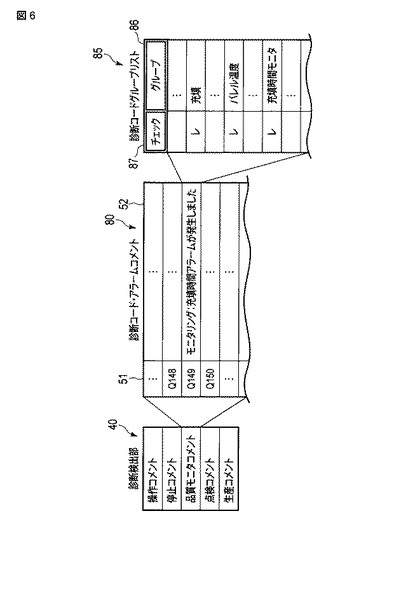
図6に示すように診断検出部40は、例えば操作コメント、停止コメント、品質モニタコメント、点検コメント、生産コメントなどに対応したメッセージ表示のためのアラームコメントリスト80をそれぞれ有している。各アラームコメントリスト80は、それぞれ、複数の診断コード51とアラームコメント52とを含んでいる。品質モニタコメントには、例えば数十から数百個の診断コード51と、各診断コード51ごとにアラームコメント52が入力されている。
【0030】
さらに、アラームコメントリスト80の各アラームコメント52ごと、すなわち各診断コード51ごとに、それぞれ診断コードグループリスト85が追加されている。図6に示す例では、診断コード“Q149”に対応する診断コードグループリスト85の一部を示している。これら診断コードグループリスト85は、それぞれの診断コード51とアラームコメント52に関係するグループ(分類項目)を示す診断コードグループ欄86と、チェック欄87とを有している。診断コードグループ欄86に設けられた複数の分類項目のうち、診断コード(例えば“Q149”)に関係する特定の分類項目のチェック欄87に予めチェックが入力されている。
【0031】
図6に示された診断コード“Q149”に対応する診断コードグループリスト85の例では、“充填”と“バレル温度”と“充填時間モニタ”のチェック欄87にチェックが入力されているが、図示しない他の分類項目にチェックが入っていてもよい。これらアラームコメントリスト80と診断コードグループリスト85は、例えば制御装置13のメモリ(図2に示す記憶装置46)等の記憶手段に格納されている。
【0032】
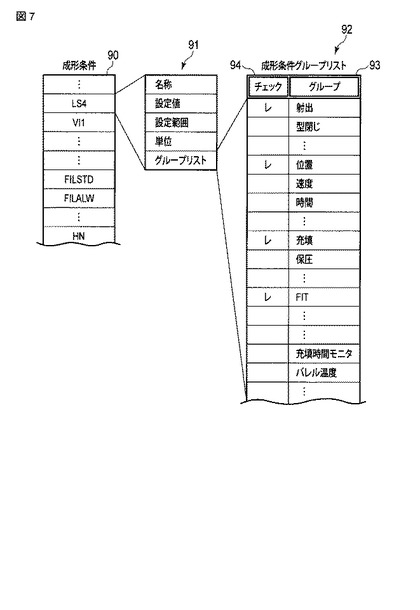
一方、図7は、各種成形条件ごとにそれぞれの成形条件を示す信号名90と、各信号名90に対応する詳細情報(成形条件の情報)91と、信号名90ごとに作成された成形条件グループリスト92の例を示している。成形条件グループリスト92は、成形機10で使われるグループ(分類項目)を示す成形条件グループ欄93と、そのチェック欄94とを有している。成形条件グループ欄93に入力されている複数の分類項目のうち、それぞれの信号名90(例えば“LS4”)に関係する特定の分類項目に予めチェックが入力されている。
【0033】
図7に示された成形条件“LS4”に対応する成形条件グループリスト92の例では、“射出”と“位置”と“充填”と“FIT”の各チェック欄94にチェックが入っているが、図示しない他の分類項目にチェックが入っていてもよい。この成形条件グループリスト92は、例えば制御装置13のメモリ(図2に示す記憶装置46)等の記憶手段に格納されている。
【0034】
図8は、成形条件“HN”に対応する成形条件グループリスト92の一部を示している。この成形条件グループリスト92の例では、“バレル温度”のチェック欄94にチェックが入力されている。
図9は、成形条件“FILSTD”に対応する成形条件グループリスト92を示している。この成形条件グループリスト92の例では、“充填時間モニタ”のチェック欄94にチェックが入っている。
【0035】
制御装置13は、診断検出部40によってアラーム画面50(図3に一例を示す)が表示されたとき、以下に説明する処理を行なうことにより、設定値一覧画面60(図4に一例を示す)を表示できるようにコンピュータプログラムが組まれている。以下に、設定値一覧画面60を作成する処理の流れについて説明する。以下の説明では、品質モニタコメントの処理の流れについて述べるが、これ以外のコメント、例えば操作コメントや停止コメント、点検コメント、生産コメントなどの処理の流れも同様である。
【0036】
診断検出部40によって操作表示部14のタッチパネル14aにアラーム画面50が表示される。アラーム画面50には、診断コード51とアラームコメント52などが含まれている。このアラーム画面50上の設定ボタン53が操作されると、図10に示すフローチャートに沿って、設定値一覧画面60を作成する処理が行なわれる。
【0037】
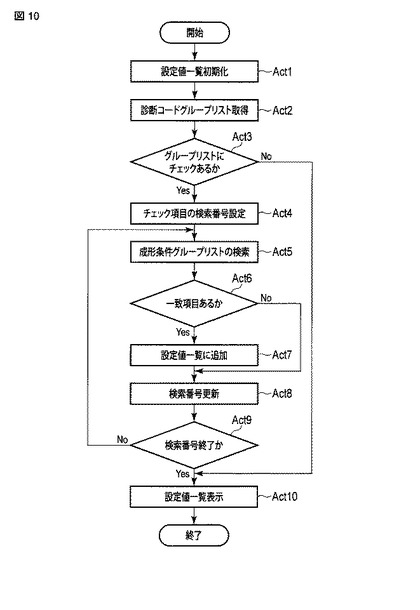
設定ボタン53が操作されると、図10中のAct1において、設定値一覧画面60の初期化が行なわれる。そののち、Act2において、診断コード51に応じた診断コードグループリスト85(図6に示す)がメモリから呼び出される。すなわちAct2は、アラーム画面50の設定ボタン53が操作されたときにアラーム画面50上のアラームコメント52に対応した診断コードグループリスト85を呼び出す手段として機能する。
【0038】
Act3では、診断コードグループリスト85のチェック欄87を検索し、チェックが入力されている特定の分類項目を抽出する。抽出された分類項目があればAct4に進み、その分類項目に検索番号を設定する。図6の例では、診断コードグループリスト85の“充填”と“バレル温度”と“充填時間モニタ”にチェックが入力されているため、Act4では、まず“充填”に検索番号を割り当て、Act5に進む。
【0039】
Act5では、図7に示された各成形条件(信号名90)ごとに成形条件グループリスト92を呼び出すとともに、呼び出された各成形条件グループリスト92中にチェックのある特定の分類項目と、前記検索番号を割り当てた特定の分類項目(例えば“充填”)とが互いに一致するか否かが照合される。
【0040】
Act6において、互いに一致する分類項目があると判断された場合には、Act7に進み、一致した分類項目に対応した成形条件(信号名90)に対応する詳細情報91のデータ(成形条件の情報等)が、設定値一覧画面60用のメモリに格納される。
【0041】
例えば、図6に示す診断コードグループリスト85のチェック欄87にチェックがある“充填”は、図7に示す成形条件“LS4”の成形条件グループリスト92中の“充填”にチェックが入っているため、成形条件“LS4”に関する詳細情報91のデータが設定値一覧画面60用のメモリに格納される。図示していないが、成形条件“VI14”の成形条件グループリストにも“充填”にチェックが入っているため、成形条件“VI14”に関する詳細情報のデータも設定値一覧画面60用のメモリに加わる。
【0042】
このようにして1番目に検索番号を割り当てた特定の分類項目(例えば“充填”)について、各成形条件ごとの成形条件グループリスト92中にチェックがある分類項目と一致するか否か検索(照合)され、互いに一致した分類項目がある場合に、その成形条件(信号名90)に対応する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。
【0043】
すなわち前記Act5〜Act7は、呼び出された診断コードグループリスト85中の各分類項目のうち特定の分類項目と成形条件グループリスト92中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリスト92を有する成形条件の情報を設定値一覧画面60に加える手段として機能する。
【0044】
Act8において検索番号が更新され、Act9に進む。Act9において検索番号が終了していないと判断されれば、再びAct5に戻り、次の検索番号が付されている特定の分類項目(例えば“バレル温度”)について、成形条件グループリスト92中にチェックのある分類項目と一致するものがあるか否か検索され、互いに一致した分類項目があれば、その成形条件(信号名90)に対応する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。
【0045】
例えば診断コードグループリスト85にチェックの入っている“バレル温度”については、図8に示すように“HN”の成形条件グループリスト92中の“バレル温度”にチェックがあるため、“HN”に関する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。また、診断コードグループリスト85にチェックの入っている“充填時間モニタ”については、図9に示すように“FILSTD”の成形条件グループリスト92中の“充填時間モニタ”にチェックがあるため、“FILSTD”に関する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。
【0046】
以上述べた処理(Act5〜Act9)を経て各分類項目ごとの検索と成形条件の抽出が終了し、Act9において全ての検索番号が終了したと判断されれば、Act10に進む。Act10では、前記メモリに格納されていた設定値一覧画面60(図4)がタッチパネル14aに表示される。すなわちAct10は、設定値一覧画面60をタッチパネル14aに表示する手段として機能する。
【0047】
設定値一覧画面60に表示されている複数の成形条件のうち、選択したい成形条件があれば、その項目欄61か名称欄62あるいは設定値欄63にタッチすると、例えば図5に示す設定画面70が表示される。オペレータ等はこの設定画面70を見ながら設定値を変更することができる。設定画面70の終了ボタン73を操作すると、図4の設定値一覧画面60に戻る。さらに設定値一覧画面60の戻りボタン64を操作すると、図3のアラーム画面50に戻る。
【0048】
このように本実施形態によれば、診断検出部40によってアラームコメント52が表示されたときに、アラーム画面50中の設定ボタン53を操作することによってアラームコメント52に関係する設定値一覧画面60が表示される。さらに、必要があれば、設定値一覧画面60に表示された複数の成形条件のうち、いずれかの成形条件を操作(タッチ)することで設定画面70を表示することができるため、選択された成形条件の設定値を変更することができる。このため成形中に時々刻々と変化する成形機10の状態に応じて、最適な成形条件となるように設定値を再設定あるいは微調整することが可能となり、成形品の品質を高レベルに維持することができる。
【0049】
すなわち本実施形態では、アラーム画面50の設定ボタン53が操作された時点で、アラームコメントに対応する診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の特定の分類項目とで一致するものがあるか否かを順次検索し、一致する分類項目が存在したときその成形条件の情報(例えば設定値等)を設定値一覧画面60に順次加えるようにしている。
【0050】
このようにする代りに、全てのアラームコメントを網羅できるような成形条件情報の全てを予めメモリに格納しておくことも考えられる。しかしアラームコメントの種類はきわめて多く(例えば数百種類)、かつ、各アラームコメントに関係する成形条件(信号名)が数千個も存在する場合には膨大なメモリが必要となり、データ入力に要する手間も著しく多くなる。これに対し本実施形態では、前記したように、アラームコメントが表示された時点でアラームコメントに関係する成形条件を分類項目に基いて抽出し、設定値一覧画面60を作成し表示するため、多種多様なアラームコメントに対して設定値一覧画面60を表示するのに要するメモリを節約することができるとともに、設定値一覧画面60のためのデータ入力に要する手間も軽減されるものである。
【0051】
なお本発明を実施するに当たって、診断コードやアラームコメント、診断コードグループリスト、成形条件の信号名、成形条件グループリストをはじめとして、操作表示部等に表示される各画面の具体的な態様を必要に応じて種々に変更して実施できることは言うまでもない。また前記成形条件に成形機のサーボパラメータ、速度、位置、圧力、時間が含まれていてもよい。また本発明は、射出成形機以外に、例えばダイキャスト成形機等の金型を使用する成形機であれば同様に適用することができる。
【符号の説明】
【0052】
10…成形機,13…制御装置,14…操作表示部(ヒューマンマシン・インタフェース部),14a…タッチパネル,40…診断検出部,46…記憶装置,50…アラーム画面,51…診断コード,52…アラームコメント,53…設定ボタン,60…設定値一覧画面,64…戻りボタン,70…設定画面,85…診断コードグループリスト,92…成形条件グループリスト。
【技術分野】
【0001】
本発明は、射出成形機やダイキャスト成形機等の成形機に適用される制御装置と制御方法に関する。
【背景技術】
【0002】
射出成形機やダイキャスト成形機等のように金型を使用する成形機は、制御装置に組込まれたプログラムに基いて、型閉、射出、保圧、型開などの一連のサイクルを所定の順序で繰返すことにより、成形品を能率良く製造するように構成されている。このような成形機では、成形品の種類や材料、金型等に応じた成形条件が設定されている。
【0003】
前記成形機には、タッチパネル付きの操作表示部を備えたヒューマンマシン・インタフェース部が装備され、タッチパネルを用いて成形条件の検索や入力操作を行なうことができるようになっている。例えば、タッチパネルを用いて、計量、射出、型開閉、成形品の取出し等に関する各種データを制御部に入力するとともに、これらのデータがタッチパネルに表示される。
【0004】
一方で成形機は、成形品の良否を判断するために、特定の時間や圧力、位置などを検出し、成形品が良品の許容範囲内にあるか否かを判定する品質モニタを設け、良品の許容範囲外となった場合に、作業員等に報知するとともに対策を講じるためにアラームメッセージを表示部に表示することも行なわれている。(例えば特許文献1,2)
成形機は、工場内の環境変化や温度変化、機構可動部の摩耗あるいは摩擦係数の変化、成形品の材料の状態等によって、成形条件が時々刻々と変化している。このため入力直後の成形条件では良品であったとしても、時間が経過すると成形条件が変化し、その結果、不良品が生じてしまうことがある。よって、成形条件の微調整が必要である。
【0005】
特許文献3に記載されているように、成形機に異常が生じたときに、実績値表示画面に成形条件および実績値が表示されるとともに、異常に対応させて画面が切り換わり、実績値表示画面が形成されるようにした成形機管理方法も提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−216449号公報
【特許文献2】特開2007−021827号公報
【特許文献3】特開2008−126527号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
近年の射出成形機等の成形機では、多岐にわたる成形技術の多様性が高まり、しかも豊富なオプションなどを利用して成形するため、成形条件の設定項目がきわめて多い。また設定のための表示部も複数の画面を用いて行なっているため、成形条件を設定し直すことは容易でない。例えば、充填時間モニタエラーが発生した場合には、充填速度および速度切換位置および充填圧力を設定するための画面、温度条件等を設定するための画面、計量条件を設定するための画面、充填制御のオプション画面など、少なくとも4種類の画面を切り替えながら様々な設定値を各画面を見ながら入力する必要がある。
【0008】
このためアラームメッセージが出た現場においてアラームの原因を排除するような成形条件の再設定は容易でなく、設定を誤ったり、設定漏れを生じたりする可能性がある。設定を誤ると無駄な成形を行なってしまう原因となり、それまでの処理に要した時間も無駄になる。不慣れな作業者では成形条件の設定を誤ることも考えられる。
【0009】
従って本発明の目的は、アラーム表示がなされたときにアラームの内容に応じた成形条件を調整することが可能な成形機の制御装置と制御方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明は成形機の制御装置であって、タッチパネルを有する操作表示部と、前記タッチパネルにアラームコメントを含むアラーム画面を表示する手段と、各種アラームコメントごとにそれぞれのアラームコメントに関する複数の分類項目を有する診断コードグループリストを格納する手段と、各種成形条件の信号名ごとにそれぞれの成形条件に関する複数の分類項目を有する成形条件グループリストを格納する手段と、前記タッチパネルに表示された前記アラーム画面の設定ボタンが操作されたとき該アラーム画面上のアラームコメントに対応した前記診断コードグループリストを呼び出す手段と、呼び出された前記診断コードグループリスト中の各分類項目のうち特定の分類項目と前記成形条件グループリスト中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリストを有する成形条件の情報を設定値一覧画面に加える手段と、前記設定値一覧画面を前記タッチパネルに表示する手段とを具備している。
【0011】
本発明の1つの実施形態では、前記設定値一覧画面に表示された複数の成形条件のうちいずれかの成形条件が該画面上で選択されたとき、該成形条件の設定値を変更可能な設定画面を前記タッチパネルに表示する手段をさらに有している。また、前記設定画面の一部に前記設定値一覧画面に戻すための終了ボタンを有し、前記設定値一覧画面の一部に前記アラーム画面に戻すための戻りボタンを有していてもよい。
【発明の効果】
【0012】
本発明によれば、操作表示部にアラーム画面(アラームコメント等)が表示されたときに、アラーム画面上の設定ボタンを操作することにより、アラームコメントに応じた成形条件の情報が設定値一覧画面に表示されるため、アラームの原因となった成形条件を容易に判断することができる。また、設定値一覧画面に表示された成形条件のうち所望の項目を選択したときに設定画面を表示するように構成すれば、この設定画面を用いて成形条件の再設定や設定値の微調整等を能率良く行なうことができる。
【図面の簡単な説明】
【0013】
【図1】成形機の一つの実施形態を示す斜視図。
【図2】図1に示された成形機のブロック図。
【図3】アラーム画面の一例を示す図。
【図4】設定値一覧画面の一例を示す図。
【図5】設定画面の一例を示す図。
【図6】診断検出部とアラームコメントリストと診断コードグループリストの一例を示す図。
【図7】信号名“LS4”に対応する成形条件グループリストの一部を示す図。
【図8】信号名“HN”に対応する成形条件グループリストの一部を示す図。
【図9】信号名“FILSTD”に対応する成形条件グループリストの一部を示す図。
【図10】制御装置の一つの実施形態による処理の流れの一例を示すフローチャート。
【発明を実施するための形態】
【0014】
以下に本発明の1つの実施形態について、図1から図10を参照して説明する。
図1は、成形機の一例である電動式の射出成形機10を示している。これ以降、射出成形機10を単に成形機10と称する。図2は成形機10の構成の概略を示すブロック図である。
【0015】
この成形機10は、基体としてのフレームを含むボディ11と、ボディ11上に配置された成形機本体12と、成形動作を制御するためのコンピュータプログラム等が組込まれた制御装置13と、ヒューマンマシン・インタフェース部として機能する操作表示部14などを備えている。成形機本体12は、射出ユニット15と型締ユニット16とを含んでいる。成形機本体12には、成形品取出し機構をはじめとして各種の周辺機器17(図2に示す)が付属している。
【0016】
操作表示部14はタッチパネル14aと入力操作キー部14bを含んでいる。タッチパネル14aには、各種表示のためのディスプレイ画面が表示されるとともに、各種スイッチ部が表示され、所望のスイッチ部を操作(タッチ)したときに入力操作がなされるように構成されている。入力操作キー部14bは、成形機10を作動させる際あるいは停止させる際などに操作される機械式スイッチや表示ランプ等が配置されている。
【0017】
射出ユニット15の一例は、バレル20と、バレル20の内部に回転および前進後退可能に設けられたスクリュー21と、スクリュー21を駆動するためのスクリュー駆動機構22と、樹脂等の材料を加熱するための加熱装置(図示せず)などを備えている。射出ユニット15はボディ11上に設けられたレール25に沿って前進および後退可能である。バレル20の先端にノズル26が設けられている。
【0018】
型締ユニット16は、固定ダイプレート30と、移動ダイプレート31と、型締駆動機構32などを含んでいる。固定ダイプレート30に固定側金型(図示せず)が取付けられている。移動ダイプレート31には移動側金型(図示せず)が取付けられている。型締駆動機構32によって移動ダイプレート31を駆動することにより、固定側金型に対する移動側金型の開閉動作がなされる。固定側金型と移動側金型との間に、成形品のためのキャビティが形成される。
【0019】
射出ユニット15は制御装置13によって制御され、バレル20内で溶融された材料が前記金型のキャビティに向けてノズル26から射出されるようになっている。バレル20に温度センサ(図示せず)が設けられており、この温度センサの出力を制御装置13の温度制御部(図示せず)にフィードバックすることにより、バレル20内の材料を所定温度に保つようにしている。
【0020】
図2は、成形機本体12と、制御装置13と、操作表示部14等を示すブロック図である。制御装置13は、診断検出部40と、制御演算手段として機能するCPU(Central Processing Unit)41と、不揮発性のメモリの1つであるROM(Reed Only Memory)42と、ワークメモリとして機能するRAM(Random Access Memory)43と、表示コントローラ44と、汎用オペレーティングシステム(汎用OS)45と、各種データを記憶する記憶装置46などを含んでいる。記憶装置46には、各種の成形品ごとに設定された成形条件に関するデータがそれぞれ識別情報を付して記憶されている。
【0021】
制御装置13のROM42には成形機10を所定のシーケンスで作動させるためのプログラムが格納されている。CPU41はこのプログラムに基いて、射出ユニット15や型締ユニット16、成形品取出し機構(図示せず)等の周辺機器17のための信号を所定の順序で出力し、型閉、射出、保圧、計量、型開などの一連の成形サイクルを繰返すようになっている。
【0022】
診断検出部40は、成形機10が作動している間、成形中の特定の時間、圧力、位置などを各種センサ等の検出部からの信号に基いて常時監視し、異常等が検出されたときに、以下に説明するアラーム画面50のための信号を操作表示部14に出力し、タッチパネル14aにアラーム画面50を出力する機能を有している。すなわち診断検出部40は、操作表示部14のタッチパネル14aにアラーム画面50を表示する手段として機能する。
【0023】
アラームコメントの一例は、成形された成形品が正常の許容範囲内に収まっていない場合に出力される品質モニタコメントである。これ以外のコメントとして、例えば操作コメントや停止コメント、点検コメント、生産コメントなど、成形機10を使用するユーザの要求に応じて、各種のコメント(図6に示す)が用意されている。
【0024】
図3は、タッチパネル14aに表示されるアラーム画面50の一例である。このアラーム画面50は、診断コード51と、品質モニタコメントの一例であるアラームコメント52とを含んでいる。アラーム画面50中の“Q149”は診断コード51の一例である。“Q149”は、充填時間に関するアラームが発生したことを示している。アラーム画面50の右端に設定ボタン53が設けられている。
【0025】
アラーム画面50の設定ボタン53を操作する(タッチする)と、図4に示す設定値一覧画面60が表示される。この設定値一覧画面60は、アラーム画面50から切換わってもよいし、あるいはポップアップウインドウ方式にてアラーム画面50の一部に表示されてもよい。
【0026】
図4に示された設定値一覧画面60の一例では、診断コード“Q149”の充填時間モニタエラーが発生した場合を示している。設定値一覧画面60の項目欄61には、上から順に、成形条件を示す信号名(例えばLS4,VI1,FILSTD,FILALW,HN等)が示されている。名称欄62には、上から順に、各成形条件(信号名)の名称が具体的に示されている。設定値欄63には、上から順に、各成形条件(信号名)ごとの設定値が示されている。設定値一覧画面60の上部に、設定値一覧画面60を閉じる際に使用する戻りボタン64が表示されている。戻りボタン64を操作(タッチ)すると、図3のアラーム画面50に戻るようになっている。
【0027】
設定値一覧画面60に表示された各成形条件のうち、設定値を調整する必要がある場合は、この画面60上で、所望の項目欄61か名称欄62あるいは設定値欄63にタッチする。そうすると、図5に一例を示す設定画面70が表示される。この設定画面70は、設定値一覧画面60から切換わってもよいし、あるいはポップアップウインドウ方式にて設定値一覧画面60の一部に表示されてもよい。
【0028】
図5に示された設定画面70の一例は、信号名“LS4”の保圧切換位置を表示している。この設定画面70には、設定値表示部70aに表示された設定値を増加させる際に操作する増加ボタン71と、設定値を減少させる際に操作する減少ボタン72と、設定画面70を閉じる際に操作する終了ボタン73などが表示されている。増加ボタン71あるいは減少ボタン72を操作(タッチ)することにより、設定値表示部70aの設定値を変更することができる。終了ボタン73を操作すると、図4の設定値一覧画面60に戻るようになっている。
【0029】
図6に示すように診断検出部40は、例えば操作コメント、停止コメント、品質モニタコメント、点検コメント、生産コメントなどに対応したメッセージ表示のためのアラームコメントリスト80をそれぞれ有している。各アラームコメントリスト80は、それぞれ、複数の診断コード51とアラームコメント52とを含んでいる。品質モニタコメントには、例えば数十から数百個の診断コード51と、各診断コード51ごとにアラームコメント52が入力されている。
【0030】
さらに、アラームコメントリスト80の各アラームコメント52ごと、すなわち各診断コード51ごとに、それぞれ診断コードグループリスト85が追加されている。図6に示す例では、診断コード“Q149”に対応する診断コードグループリスト85の一部を示している。これら診断コードグループリスト85は、それぞれの診断コード51とアラームコメント52に関係するグループ(分類項目)を示す診断コードグループ欄86と、チェック欄87とを有している。診断コードグループ欄86に設けられた複数の分類項目のうち、診断コード(例えば“Q149”)に関係する特定の分類項目のチェック欄87に予めチェックが入力されている。
【0031】
図6に示された診断コード“Q149”に対応する診断コードグループリスト85の例では、“充填”と“バレル温度”と“充填時間モニタ”のチェック欄87にチェックが入力されているが、図示しない他の分類項目にチェックが入っていてもよい。これらアラームコメントリスト80と診断コードグループリスト85は、例えば制御装置13のメモリ(図2に示す記憶装置46)等の記憶手段に格納されている。
【0032】
一方、図7は、各種成形条件ごとにそれぞれの成形条件を示す信号名90と、各信号名90に対応する詳細情報(成形条件の情報)91と、信号名90ごとに作成された成形条件グループリスト92の例を示している。成形条件グループリスト92は、成形機10で使われるグループ(分類項目)を示す成形条件グループ欄93と、そのチェック欄94とを有している。成形条件グループ欄93に入力されている複数の分類項目のうち、それぞれの信号名90(例えば“LS4”)に関係する特定の分類項目に予めチェックが入力されている。
【0033】
図7に示された成形条件“LS4”に対応する成形条件グループリスト92の例では、“射出”と“位置”と“充填”と“FIT”の各チェック欄94にチェックが入っているが、図示しない他の分類項目にチェックが入っていてもよい。この成形条件グループリスト92は、例えば制御装置13のメモリ(図2に示す記憶装置46)等の記憶手段に格納されている。
【0034】
図8は、成形条件“HN”に対応する成形条件グループリスト92の一部を示している。この成形条件グループリスト92の例では、“バレル温度”のチェック欄94にチェックが入力されている。
図9は、成形条件“FILSTD”に対応する成形条件グループリスト92を示している。この成形条件グループリスト92の例では、“充填時間モニタ”のチェック欄94にチェックが入っている。
【0035】
制御装置13は、診断検出部40によってアラーム画面50(図3に一例を示す)が表示されたとき、以下に説明する処理を行なうことにより、設定値一覧画面60(図4に一例を示す)を表示できるようにコンピュータプログラムが組まれている。以下に、設定値一覧画面60を作成する処理の流れについて説明する。以下の説明では、品質モニタコメントの処理の流れについて述べるが、これ以外のコメント、例えば操作コメントや停止コメント、点検コメント、生産コメントなどの処理の流れも同様である。
【0036】
診断検出部40によって操作表示部14のタッチパネル14aにアラーム画面50が表示される。アラーム画面50には、診断コード51とアラームコメント52などが含まれている。このアラーム画面50上の設定ボタン53が操作されると、図10に示すフローチャートに沿って、設定値一覧画面60を作成する処理が行なわれる。
【0037】
設定ボタン53が操作されると、図10中のAct1において、設定値一覧画面60の初期化が行なわれる。そののち、Act2において、診断コード51に応じた診断コードグループリスト85(図6に示す)がメモリから呼び出される。すなわちAct2は、アラーム画面50の設定ボタン53が操作されたときにアラーム画面50上のアラームコメント52に対応した診断コードグループリスト85を呼び出す手段として機能する。
【0038】
Act3では、診断コードグループリスト85のチェック欄87を検索し、チェックが入力されている特定の分類項目を抽出する。抽出された分類項目があればAct4に進み、その分類項目に検索番号を設定する。図6の例では、診断コードグループリスト85の“充填”と“バレル温度”と“充填時間モニタ”にチェックが入力されているため、Act4では、まず“充填”に検索番号を割り当て、Act5に進む。
【0039】
Act5では、図7に示された各成形条件(信号名90)ごとに成形条件グループリスト92を呼び出すとともに、呼び出された各成形条件グループリスト92中にチェックのある特定の分類項目と、前記検索番号を割り当てた特定の分類項目(例えば“充填”)とが互いに一致するか否かが照合される。
【0040】
Act6において、互いに一致する分類項目があると判断された場合には、Act7に進み、一致した分類項目に対応した成形条件(信号名90)に対応する詳細情報91のデータ(成形条件の情報等)が、設定値一覧画面60用のメモリに格納される。
【0041】
例えば、図6に示す診断コードグループリスト85のチェック欄87にチェックがある“充填”は、図7に示す成形条件“LS4”の成形条件グループリスト92中の“充填”にチェックが入っているため、成形条件“LS4”に関する詳細情報91のデータが設定値一覧画面60用のメモリに格納される。図示していないが、成形条件“VI14”の成形条件グループリストにも“充填”にチェックが入っているため、成形条件“VI14”に関する詳細情報のデータも設定値一覧画面60用のメモリに加わる。
【0042】
このようにして1番目に検索番号を割り当てた特定の分類項目(例えば“充填”)について、各成形条件ごとの成形条件グループリスト92中にチェックがある分類項目と一致するか否か検索(照合)され、互いに一致した分類項目がある場合に、その成形条件(信号名90)に対応する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。
【0043】
すなわち前記Act5〜Act7は、呼び出された診断コードグループリスト85中の各分類項目のうち特定の分類項目と成形条件グループリスト92中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリスト92を有する成形条件の情報を設定値一覧画面60に加える手段として機能する。
【0044】
Act8において検索番号が更新され、Act9に進む。Act9において検索番号が終了していないと判断されれば、再びAct5に戻り、次の検索番号が付されている特定の分類項目(例えば“バレル温度”)について、成形条件グループリスト92中にチェックのある分類項目と一致するものがあるか否か検索され、互いに一致した分類項目があれば、その成形条件(信号名90)に対応する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。
【0045】
例えば診断コードグループリスト85にチェックの入っている“バレル温度”については、図8に示すように“HN”の成形条件グループリスト92中の“バレル温度”にチェックがあるため、“HN”に関する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。また、診断コードグループリスト85にチェックの入っている“充填時間モニタ”については、図9に示すように“FILSTD”の成形条件グループリスト92中の“充填時間モニタ”にチェックがあるため、“FILSTD”に関する詳細情報91のデータが設定値一覧画面60用のメモリに加わる。
【0046】
以上述べた処理(Act5〜Act9)を経て各分類項目ごとの検索と成形条件の抽出が終了し、Act9において全ての検索番号が終了したと判断されれば、Act10に進む。Act10では、前記メモリに格納されていた設定値一覧画面60(図4)がタッチパネル14aに表示される。すなわちAct10は、設定値一覧画面60をタッチパネル14aに表示する手段として機能する。
【0047】
設定値一覧画面60に表示されている複数の成形条件のうち、選択したい成形条件があれば、その項目欄61か名称欄62あるいは設定値欄63にタッチすると、例えば図5に示す設定画面70が表示される。オペレータ等はこの設定画面70を見ながら設定値を変更することができる。設定画面70の終了ボタン73を操作すると、図4の設定値一覧画面60に戻る。さらに設定値一覧画面60の戻りボタン64を操作すると、図3のアラーム画面50に戻る。
【0048】
このように本実施形態によれば、診断検出部40によってアラームコメント52が表示されたときに、アラーム画面50中の設定ボタン53を操作することによってアラームコメント52に関係する設定値一覧画面60が表示される。さらに、必要があれば、設定値一覧画面60に表示された複数の成形条件のうち、いずれかの成形条件を操作(タッチ)することで設定画面70を表示することができるため、選択された成形条件の設定値を変更することができる。このため成形中に時々刻々と変化する成形機10の状態に応じて、最適な成形条件となるように設定値を再設定あるいは微調整することが可能となり、成形品の品質を高レベルに維持することができる。
【0049】
すなわち本実施形態では、アラーム画面50の設定ボタン53が操作された時点で、アラームコメントに対応する診断コードグループリスト85中の特定の分類項目と、成形条件グループリスト92中の特定の分類項目とで一致するものがあるか否かを順次検索し、一致する分類項目が存在したときその成形条件の情報(例えば設定値等)を設定値一覧画面60に順次加えるようにしている。
【0050】
このようにする代りに、全てのアラームコメントを網羅できるような成形条件情報の全てを予めメモリに格納しておくことも考えられる。しかしアラームコメントの種類はきわめて多く(例えば数百種類)、かつ、各アラームコメントに関係する成形条件(信号名)が数千個も存在する場合には膨大なメモリが必要となり、データ入力に要する手間も著しく多くなる。これに対し本実施形態では、前記したように、アラームコメントが表示された時点でアラームコメントに関係する成形条件を分類項目に基いて抽出し、設定値一覧画面60を作成し表示するため、多種多様なアラームコメントに対して設定値一覧画面60を表示するのに要するメモリを節約することができるとともに、設定値一覧画面60のためのデータ入力に要する手間も軽減されるものである。
【0051】
なお本発明を実施するに当たって、診断コードやアラームコメント、診断コードグループリスト、成形条件の信号名、成形条件グループリストをはじめとして、操作表示部等に表示される各画面の具体的な態様を必要に応じて種々に変更して実施できることは言うまでもない。また前記成形条件に成形機のサーボパラメータ、速度、位置、圧力、時間が含まれていてもよい。また本発明は、射出成形機以外に、例えばダイキャスト成形機等の金型を使用する成形機であれば同様に適用することができる。
【符号の説明】
【0052】
10…成形機,13…制御装置,14…操作表示部(ヒューマンマシン・インタフェース部),14a…タッチパネル,40…診断検出部,46…記憶装置,50…アラーム画面,51…診断コード,52…アラームコメント,53…設定ボタン,60…設定値一覧画面,64…戻りボタン,70…設定画面,85…診断コードグループリスト,92…成形条件グループリスト。
【特許請求の範囲】
【請求項1】
成形機の制御装置であって、
タッチパネルを有する操作表示部と、
前記タッチパネルにアラームコメントを含むアラーム画面を表示する手段と、
各種アラームコメントごとにそれぞれのアラームコメントに関する複数の分類項目を有する診断コードグループリストを格納する手段と、
各種成形条件の信号名ごとにそれぞれの成形条件に関する複数の分類項目を有する成形条件グループリストを格納する手段と、
前記タッチパネルに表示された前記アラーム画面の設定ボタンが操作されたとき該アラーム画面上のアラームコメントに対応した前記診断コードグループリストを呼び出す手段と、
呼び出された前記診断コードグループリスト中の各分類項目のうち特定の分類項目と前記成形条件グループリスト中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリストを有する成形条件の情報を設定値一覧画面に加える手段と、
前記設定値一覧画面を前記タッチパネルに表示する手段と、
を具備したことを特徴とする成形機の制御装置。
【請求項2】
前記設定値一覧画面に表示された複数の成形条件のうちいずれかの成形条件が該画面上で選択されたとき、該成形条件の設定値を変更可能な設定画面を前記タッチパネルに表示する手段をさらに有したことを特徴とする請求項1に記載の成形機の制御装置。
【請求項3】
前記設定画面の一部に、該設定画面から前記設定値一覧画面に戻すための終了ボタンを有し、前記設定値一覧画面の一部に、該設定値一覧画面から前記アラーム画面に戻すための戻りボタンを有したことを特徴とする請求項2に記載の成形機の制御装置。
【請求項4】
成形機の制御方法であって、
操作表示部のタッチパネルにアラームコメントを含むアラーム画面を表示し、
各種アラームコメントごとにそれぞれのアラームコメントに関する複数の分類項目を有する診断コードグループリスト、をメモリに格納し、
各種成形条件ごとにそれぞれの成形条件に関する複数の分類項目を有する成形条件グループリスト、をメモリに格納し、
前記タッチパネルに表示された前記アラーム画面の設定ボタンが操作されたとき該アラーム画面上のアラームコメントに対応した前記診断コードグループリストを前記メモリから呼び出し、
呼び出された前記診断コードグループリスト中の各分類項目のうち特定の分類項目と前記成形条件グループリスト中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリストを有する成形条件の情報を設定値一覧画面に加え、
前記設定値一覧画面を前記タッチパネルに表示し、
前記設定値一覧画面に表示された複数の成形条件のうちいずれかの成形条件が該画面上で選択されたとき、この選択された成形条件の設定値を変更可能な設定画面を前記タッチパネルに表示することを特徴とする成形機の制御方法。
【請求項5】
前記設定画面の一部に、設定値表示部と、該設定値表示部に表示された設定値を増加させるボタンと、前記設定値を減少させるボタンと、該設定画面から前記設定値一覧画面に戻すための戻りボタンとを表示することを特徴とする請求項4に記載の成形機の制御方法。
【請求項6】
前記成形条件に成形機のサーボパラメータ、速度、位置、圧力、時間が含まれていることを特徴とする請求項4に記載の成形機の制御方法。
【請求項1】
成形機の制御装置であって、
タッチパネルを有する操作表示部と、
前記タッチパネルにアラームコメントを含むアラーム画面を表示する手段と、
各種アラームコメントごとにそれぞれのアラームコメントに関する複数の分類項目を有する診断コードグループリストを格納する手段と、
各種成形条件の信号名ごとにそれぞれの成形条件に関する複数の分類項目を有する成形条件グループリストを格納する手段と、
前記タッチパネルに表示された前記アラーム画面の設定ボタンが操作されたとき該アラーム画面上のアラームコメントに対応した前記診断コードグループリストを呼び出す手段と、
呼び出された前記診断コードグループリスト中の各分類項目のうち特定の分類項目と前記成形条件グループリスト中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリストを有する成形条件の情報を設定値一覧画面に加える手段と、
前記設定値一覧画面を前記タッチパネルに表示する手段と、
を具備したことを特徴とする成形機の制御装置。
【請求項2】
前記設定値一覧画面に表示された複数の成形条件のうちいずれかの成形条件が該画面上で選択されたとき、該成形条件の設定値を変更可能な設定画面を前記タッチパネルに表示する手段をさらに有したことを特徴とする請求項1に記載の成形機の制御装置。
【請求項3】
前記設定画面の一部に、該設定画面から前記設定値一覧画面に戻すための終了ボタンを有し、前記設定値一覧画面の一部に、該設定値一覧画面から前記アラーム画面に戻すための戻りボタンを有したことを特徴とする請求項2に記載の成形機の制御装置。
【請求項4】
成形機の制御方法であって、
操作表示部のタッチパネルにアラームコメントを含むアラーム画面を表示し、
各種アラームコメントごとにそれぞれのアラームコメントに関する複数の分類項目を有する診断コードグループリスト、をメモリに格納し、
各種成形条件ごとにそれぞれの成形条件に関する複数の分類項目を有する成形条件グループリスト、をメモリに格納し、
前記タッチパネルに表示された前記アラーム画面の設定ボタンが操作されたとき該アラーム画面上のアラームコメントに対応した前記診断コードグループリストを前記メモリから呼び出し、
呼び出された前記診断コードグループリスト中の各分類項目のうち特定の分類項目と前記成形条件グループリスト中の各分類項目とを照合し、両者が互いに一致したときその分類項目が含まれる成形条件グループリストを有する成形条件の情報を設定値一覧画面に加え、
前記設定値一覧画面を前記タッチパネルに表示し、
前記設定値一覧画面に表示された複数の成形条件のうちいずれかの成形条件が該画面上で選択されたとき、この選択された成形条件の設定値を変更可能な設定画面を前記タッチパネルに表示することを特徴とする成形機の制御方法。
【請求項5】
前記設定画面の一部に、設定値表示部と、該設定値表示部に表示された設定値を増加させるボタンと、前記設定値を減少させるボタンと、該設定画面から前記設定値一覧画面に戻すための戻りボタンとを表示することを特徴とする請求項4に記載の成形機の制御方法。
【請求項6】
前記成形条件に成形機のサーボパラメータ、速度、位置、圧力、時間が含まれていることを特徴とする請求項4に記載の成形機の制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−103453(P2013−103453A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249975(P2011−249975)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000003458)東芝機械株式会社 (843)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000003458)東芝機械株式会社 (843)
【Fターム(参考)】
[ Back to top ]