
成形機
【課題】従来の成形機は、主押出機を成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を主押出機に対し併設していた。そのため副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
【解決手段】成形機において、ヘッド2へ副材となる樹脂組成物を押し出す副押出機4とヘッド2とを成形機の長手方向へ一列に延設し、ヘッド2に対して主材となる樹脂組成物を押し出す主押出機3を副押出機4に併設して構成した。これにより、副押出機4先端からヘッド2までの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、副材となる樹脂を押し出す副押出機を成形機の長手方向に設け、主材となる樹脂を押し出す主押出機を当該副押出機に併設した成形機に関する。
【背景技術】
【0002】
成形機たとえば中空成形機は、押出機から押し出した溶融樹脂を押出機先端に配設したクロスヘッドに送り、該クロスヘッドからパリソンを下方に垂下させ、該パリソンを一対の割型からなる金型にて挟み、クロスヘッドに並べて設けたエア打込装置の打込ノズル下方に金型を移動させ、ついで降下した打込ノズルからエアを吹き込んでパリソンを金型のキャビティに膨らませて成形品を成形する。
【0003】
かかる成形機において、樹脂層が一層からなる成形品を成形するときは一基の押出機を用いればよいが、樹脂層が二層以上の成形品を成形する場合、これら層の数に対応した複数の樹脂をそれぞれ押し出す押出機を用いる。かかる場合、押出機は主材となる樹脂を押し出す主押出機と、主材とは異なる副材となる副押出機とを用いる。主押出機は、副押出機より樹脂の押出量が大きく、そのために容量および重量が副押出機より一層大きいものとなる。
【0004】
これら押出機の配設は、一般的に主押出機を、成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を、たとえば特許文献1の図2および図3に示すように主押出機に対し成形機の長手方向に対し斜め方向に併設していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−160669号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
副押出機は、主押出機に対する配置の関係上、副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【課題を解決するための手段】
【0007】
本発明は、このような従来の構成が有していた課題を解決しようするものであり、副押出機からの溶融樹脂の炭化の恐れを排除し、良品質の成形品を成形することができる成形機を実現すること目的とする。
【0008】
本発明は、上記目的を達成するため、ヘッドへ副材となる樹脂組成物を押し出す副押出機と前記ヘッドとを成形機の長手方向へ一列に延設し、前記ヘッドに対して主材となる樹脂組成物を押し出す主押出機を前記副押出機に併設したことを特徴とする成形機である。
【0009】
また、第2の課題解決手段は、上記第1の課題解決手段において、前記主押出機を載せて水平面上を旋回させる回転盤を設けた構成としたものである。
【0010】
第1の課題解決手段による作用は、次の通りである。副押出機先端からヘッドまでの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。一方、主押出機先端からヘッドまでの樹脂経路は、副押出機の樹脂経路より相対的に長くなるが、主押出機からの溶融樹脂の押出量が大きいため、主溶融樹脂の炭化となる恐れを排除することができる。
【0011】
第2の課題解決手段の作用は、主押出機を定期的に分解掃除する際、従来配置の前記主押出機の場合、ヘッドを取り外し、ついでスクリュを抜き取って分解掃除する必要があったが、当該解決手段での主押出機の場合は回転盤を旋回させてスクリュをふき取って分解掃除することができ、ヘッドの取り外し工程を排除したので、分解掃除の作業時間を大幅に短縮することができる。
【発明の効果】
【0012】
上述したように、本発明の成形機は、副押出機からの溶融樹脂の炭化の恐れを排除し、良品質の成形品を成形することができる。本発明は、中空成形機ほかの押出成形機全般に適用できる。
【図面の簡単な説明】
【0013】
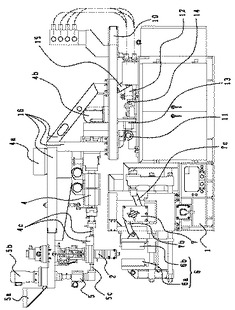
【図1】図1は本発明の一実施形態を示す中空成形機の正面図である。
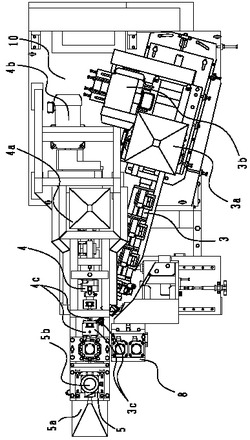
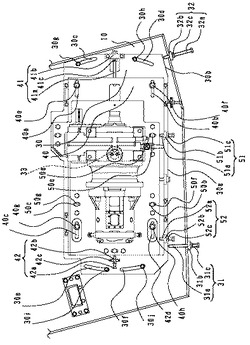
【図2】図2は図1に示した中空成形機の縮小した平面図である。
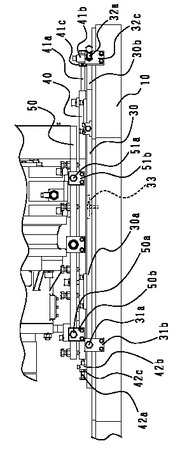
【図3】図3は図1に示した中空成形機の縮小した側面図である。
【図4】図4は図1に示した中空成形機であって主押出機およびエア打込装置を省略した縮小側面図である。
【図5】図5は図1に示した中空成形機において主押出機のモータ周りを示す拡大平面図である。
【図6】図6は図1に示した中空成形機において主押出機のモータ周りを示す拡大側面図である。
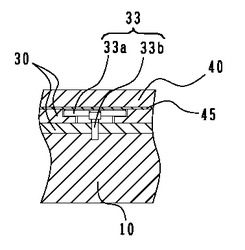
【図7】図7は図6に示した中空成形機において一部を切り欠いた拡大側面図である。
【発明を実施するための形態】
【0014】
以下、図面と共に本発明による成形機の一実施形態について詳述する。
【0015】
本発明の一実施形態である中空成形機は、図1ないし図4に示すように、フレーム基台1を具備し、成形するための作動部として、双頭クロスヘッド2、クロスヘッド2に後方から接続する横置き型の主押出機3および第1副押出機4、クロスヘッド2の前方から接続する縦置き型の第2副押出機5、図示を省略したパリソン切断装置、成形金型6、型締装置7、エア打込装置8、図示を省略した成形金型・型締装置ユニットの移動装置9ならびに成形品取出装置を具備している。
【0016】
第1副押出機4は、副材となる樹脂組成物の投入用ホッパ4aを備え、当該押出機内部に副材樹脂組成物を移送・混練・溶融・吐出を行なうための図示を省略したスクリュを備えている。このスクリュは、たとえばスクリュ径が30mm以上のものであり、モータ4bによって回転駆動されるようになっている。第1副押出機4は、中空成形機自体の長手方向にクロスヘッドと一列に配列するよう、揺動盤10上に設けている。
【0017】
主押出機3は、主材となる樹脂組成物の投入用ホッパ3aを備え、当該押出機内部に主材樹脂組成物の移送・混練・溶融・吐出を行なうための図示を省略したスクリュを備えている。このスクリュは、モータ3bによって回転駆動されるようになっている。主押出機3は、一般的に粉砕材を使用する押出機とすることが多く、第1副押出機4より樹脂の押出量が大きくなることが多い。また、粉砕材(熱履歴を受けた樹脂)を使用すると炭化しやすくなるため、主押出機のスクリュ抜き取り分解掃除が必要であるが、クロスヘッド2を取り外さなくてもその掃除が容易にできるよう、中空成形機自体の長手方向に対しスクリュが抜けるよう斜め方向に配している。
【0018】
揺動盤10は、フレーム基台1の前側の支持部11に軸支され、支持部11を中心に揺動自在となっている。フレーム基台1の後方に揺動装置12が設けられ、揺動盤10を揺動させるようになっている。
【0019】
揺動装置12は、サーボモータ13に結合したボールねじ14に図示を省略した移動体のナットを螺合させ、この移動体に結合した一対のリンク15を移動体の前後へのスライド移動によって起倒動させて、揺動盤10を揺動するようになっている。図3および図4中、符号16はこれら押出機先端部およびヘッドが自重によって下がるのを水平状態に維持するようこれらを懸架する支持フレームである。
【0020】
図5および図6に示すように、上面に滑油を塗布した揺動盤10上に、主押出機3を載せて旋回させる回転盤30を設け、回転盤30の上に主押出機3を載せて前後にスライドさせる第1スライド盤40を設け、スライド盤40の上に主押出機3を前後方向と直交する方向にスライドさせる第2スライド盤50を設けている。
【0021】
回転盤30は、その長辺側面30aに圧接作動する第1回転治具31と、長辺側面に対し斜めの斜め辺側面30bに圧接作動する第2回転治具32との協動作用によって、回転軸33周りに主押出機3が旋回できるようになっている。第1回転治具31および第2回転治32はともに、ボルト31a,32aと、これらボルトのねじを螺合させるねじ孔を形成したボルト受容体31b,32bと、ボルトを留めるナット31c,32cからなり、ボルト受容体31b,32bを揺動盤10の側面に固定させている。
【0022】
回転軸33は、抜け防止用の円盤状の段差付き平頭33aと、平頭33および揺動盤10を連結するボルト33bとからなる。
【0023】
回転盤30の短辺側の部分4ケ所に回転軸33中心の円周上に長孔30c,30d,30e,30fを形成し、これら長孔内をボルト30g,30h,30i,30jが嵌合して回転盤30の旋回を可能としている。
【0024】
平面四辺形の第1スライド盤40は、その一短辺に作動する第1スライド治具41によって押し引きができ、図7に示した回転盤30上の滑り面シート45上を前後方向にスライドできるようになっている。他方の短辺に設けたストッパ42は、主押出機3の前後方向の位置決めのためにある。
【0025】
第1スライド治具41は、第1スライド盤40の短辺側中央に形成したねじ孔に螺合したボルト41aと、回転盤30に固定し、ボルト41aを貫通させる孔を形成したボルト受容体41bと、ボルト受容体41bの両面をボルト41aの頭部とともに挟むナット41cとからなる。ストッパ42は、ボルト42aと、回転盤30に固定し、ボルトのねじを螺合させるねじ孔を形成したボルト受容体42bと、ボルトを留めるナット42cとからなる。
【0026】
第1スライド盤40は、短辺側の部分4ケ所に長辺方向に延びる長孔40a,40b,40c,40dを形成し、これら長孔内をボルト40e,40f,40g,40hが嵌合して、長辺の延びる方向である前後方向にスライドできるようになっている。
【0027】
平面四辺形の第2スライド盤50は、その一長辺の一端部に圧接作用する第2スライド治具51と、当該長辺の他端部に圧接作用する第3スライド治具52との協働作用によって、前後方向と直交する方向にスライドするようになっている。
【0028】
第2スライド治具51は、長辺に圧接作動するボルト51aと、第1スライド盤40に固定し、ボルトのねじを螺合させるねじ孔を形成したボルト受容体51bと、ボルトを留めるナット51cとからなる。第3スライド治具52も同様に、長辺に圧接作動するボルト52aと、第1スライド盤40に固定し、ボルトのねじを螺合させるねじ孔を形成したボルト受容体52bと、ボルトを留めるナット52cとからなる。
【0029】
第2スライド盤50は、長辺側の部分4ケ所に短辺方向に延びる4か所の長孔50a,50b,50c,50dを形成し、これら長孔内をボルト50e,50f,50g,50hが嵌合して第2スライド盤50の前後方向と直交する方向へスライドできるようになっている。なお、長孔50dは図示を省略してあるが、長孔50aの短辺方向の延長上に形成されていて、そこに図示を省略したボルト50hが嵌合している。
【0030】
なお、図示例の揺動盤10に代えて、主押出機3および第1副押出機4のそれぞれに、揺動盤10と類似の個別の揺動盤を設けても良い。
【0031】
第2副押出機5は、第1副押出機4にて処理する副材とは異なる第2の副材となる樹脂組成物を処理するものであり、第2副材投入用ホッパ5aを備え、当該押出機内部に副材樹脂組成物の移送・混練・溶融・吐出を行なうための図示を省略したスクリュを備えている。第2の副材は、成形品に使用する樹脂量が第1の副材より少ないものである。第2副押出機5のスクリュは、たとえばスクリュ径が20mm前後のものであり、モータ5bによって回転駆動されるようになっている。
【0032】
主押出機3は先端から延び上から見てへ字型に折れ曲がった経路を持つコネクタ3cを設け,第1副押出機4は上から見て直線的なコネクタ4cを設け,第2副押出機は上から見て直線的なコネクタ5cを設け、これら押出機がそれぞれのコネクタを通してクロスヘッド2に接続している。コネクタ3cおよびコネクタ4cの先端部は共通のコネクタボックスになっており、このボックス中をコネクタ3cおよびコネクタ4cのクロスヘッド2への通路が形成されている。
【0033】
図示を省略したパリソン切断装置は、クロスヘッド2から垂下する筒状のパリソンの上部を切断するものであり、電熱カッタを有するカッタホルダを備えている。
【0034】
成形金型6は、前方プラテン20および後方プラテン21にそれぞれ固定された一対の割型6a,6bからなる。これら割型は、筒状パリソンを挿入させて中空成形品に成形するためのキャビティ(図示略)を形成している。成形金型6は、金型移動用電動機9aおよび一対のレール9bを備えた成形金型・型締装置ユニットの移動装置9によって、双頭クロスヘッド2の直下の位置およびエア打込装置8の一対のエア打込ノズル8a,8aの直下位置の間にて、中空成形機の短手方向に交互に往復動するようになっている。
【0035】
型締装置7は、図4に示すように、一対の割型6a,6bを型閉、型締および型開させるものであり、電動機駆動される回転ディスク(図示略)を備え、このディスクの回転に伴い、ディスクに前後から結合した一対のリンク7b、7cを屈曲・伸張させて後方プラテン21と前方プラテン20とをパーティングラインを対し近接離反させるようになっている。
【0036】
エア打込装置8は、成形金型6の一対のキャビティのそれぞれの上方にて、筒状パリソン内に挿入して圧縮エアを吹き込むエア打込ノズル8a,8aを備えている。
【0037】
次に、上述の実施形態の作用につき説明する。
【0038】
樹脂組成物を対応する主押出機3のホッパ3a、第1副押出機4のホッパ4a、第2副押出機5のホッパ5aにそれぞれ供給し、これら原料樹脂組成物を溶融・軟化させ、各押出機のコネクタ3c,4c,5cを通してクロスヘッド2に送る。クロスヘッド2中にてこれら樹脂組成物を三層化して筒状パリソンとして押し出し、垂下させて、型開状態の一対の割型6a,6bのキャビティ内に収納する。
【0039】
ついで、一対の割型6a,6bを型締装置7の駆動によって型閉・型締して、筒状パリソンの下方端を閉塞するとともに、上方端を図示を省略したパリソン切断装置によって切断し、ブローピン8aを上昇させた後、図示を省略した成形金型・型締装置ユニットの移動装置9によって成形金型6をエア打込装置8の直下に移動させ、一対のエア打込ノズル8a,8aを2本の筒状パリソンそれぞれに挿入する。
【0040】
この際、エア打込ノズル8a先端のカッティングスリーブと成形金型6上部のカウンタープレートとが接触して、筒状パリソンの上部にある余剰樹脂部(上バリ)を切断して中空成形品の口部を形成するとともに、エア打込ノズル8aからエアを筒状パリソン内に吹き込んで中空成形品を成形し、成形品を成形品取出装置によって成形機外に搬送する。
【0041】
上述の成形工程において、第1副材たる樹脂組成物は、第1副押出機4のコネクタ4cが直線ゆえに、コネクタ4cの通路中での樹脂こげつきによる炭化を排除できる。
【0042】
主押出機3のコネクタ3cは、第1副押出機4のコネクタ4c長に比較してへ字型のため長手寸法が長いが、主材樹脂組成物の押出量が大きいため、コネクタ3c通路中にて樹脂のこげつきを生じさせない。
【0043】
第2副押出機5のコネクタ5cは、第1副押出機4のコネクタ4cの通路と同様、短くでき、コネクタ5cの経路途中での溶融樹脂のこげつきによる炭化を排除できる。
【0044】
また、主押出機3を分解掃除するときは、第1回転治具31および第2回転治具32を使用して回転盤30を、回転軸33を中心にして成形機外方に旋回させ、スクリュを抜き取り行う。
【符号の説明】
【0045】
1…フレーム基台
2…クロスヘッド
3…主押出機
3c…コネクタ
4…第1副押出機
4c…コネクタ
5…第2副押出機
5c…コネクタ
10…揺動盤
30…回転盤
33…回転軸
【技術分野】
【0001】
本発明は、副材となる樹脂を押し出す副押出機を成形機の長手方向に設け、主材となる樹脂を押し出す主押出機を当該副押出機に併設した成形機に関する。
【背景技術】
【0002】
成形機たとえば中空成形機は、押出機から押し出した溶融樹脂を押出機先端に配設したクロスヘッドに送り、該クロスヘッドからパリソンを下方に垂下させ、該パリソンを一対の割型からなる金型にて挟み、クロスヘッドに並べて設けたエア打込装置の打込ノズル下方に金型を移動させ、ついで降下した打込ノズルからエアを吹き込んでパリソンを金型のキャビティに膨らませて成形品を成形する。
【0003】
かかる成形機において、樹脂層が一層からなる成形品を成形するときは一基の押出機を用いればよいが、樹脂層が二層以上の成形品を成形する場合、これら層の数に対応した複数の樹脂をそれぞれ押し出す押出機を用いる。かかる場合、押出機は主材となる樹脂を押し出す主押出機と、主材とは異なる副材となる副押出機とを用いる。主押出機は、副押出機より樹脂の押出量が大きく、そのために容量および重量が副押出機より一層大きいものとなる。
【0004】
これら押出機の配設は、一般的に主押出機を、成形機の長手方向にヘッドとともに1列に並べて配設し、副押出機を、たとえば特許文献1の図2および図3に示すように主押出機に対し成形機の長手方向に対し斜め方向に併設していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−160669号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
副押出機は、主押出機に対する配置の関係上、副押出機先端からヘッドに至る経路の長さが主押出機先端からヘッドに至る経路にくらべよりかなり長くならざる得なくなり、それゆえに経路途中にて溶融樹脂が炭化しやすくなるという恐れがあった。
【課題を解決するための手段】
【0007】
本発明は、このような従来の構成が有していた課題を解決しようするものであり、副押出機からの溶融樹脂の炭化の恐れを排除し、良品質の成形品を成形することができる成形機を実現すること目的とする。
【0008】
本発明は、上記目的を達成するため、ヘッドへ副材となる樹脂組成物を押し出す副押出機と前記ヘッドとを成形機の長手方向へ一列に延設し、前記ヘッドに対して主材となる樹脂組成物を押し出す主押出機を前記副押出機に併設したことを特徴とする成形機である。
【0009】
また、第2の課題解決手段は、上記第1の課題解決手段において、前記主押出機を載せて水平面上を旋回させる回転盤を設けた構成としたものである。
【0010】
第1の課題解決手段による作用は、次の通りである。副押出機先端からヘッドまでの樹脂経路が短くなり、溶融樹脂の炭化の恐れを排除することができる。一方、主押出機先端からヘッドまでの樹脂経路は、副押出機の樹脂経路より相対的に長くなるが、主押出機からの溶融樹脂の押出量が大きいため、主溶融樹脂の炭化となる恐れを排除することができる。
【0011】
第2の課題解決手段の作用は、主押出機を定期的に分解掃除する際、従来配置の前記主押出機の場合、ヘッドを取り外し、ついでスクリュを抜き取って分解掃除する必要があったが、当該解決手段での主押出機の場合は回転盤を旋回させてスクリュをふき取って分解掃除することができ、ヘッドの取り外し工程を排除したので、分解掃除の作業時間を大幅に短縮することができる。
【発明の効果】
【0012】
上述したように、本発明の成形機は、副押出機からの溶融樹脂の炭化の恐れを排除し、良品質の成形品を成形することができる。本発明は、中空成形機ほかの押出成形機全般に適用できる。
【図面の簡単な説明】
【0013】
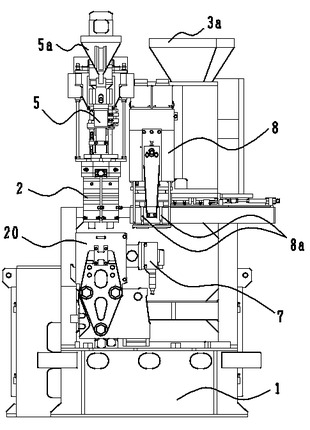
【図1】図1は本発明の一実施形態を示す中空成形機の正面図である。
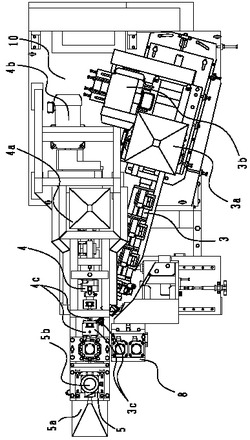
【図2】図2は図1に示した中空成形機の縮小した平面図である。
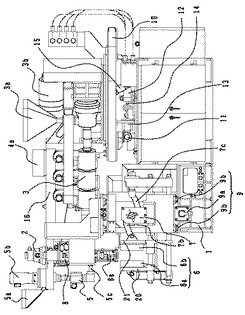
【図3】図3は図1に示した中空成形機の縮小した側面図である。
【図4】図4は図1に示した中空成形機であって主押出機およびエア打込装置を省略した縮小側面図である。
【図5】図5は図1に示した中空成形機において主押出機のモータ周りを示す拡大平面図である。
【図6】図6は図1に示した中空成形機において主押出機のモータ周りを示す拡大側面図である。
【図7】図7は図6に示した中空成形機において一部を切り欠いた拡大側面図である。
【発明を実施するための形態】
【0014】
以下、図面と共に本発明による成形機の一実施形態について詳述する。
【0015】
本発明の一実施形態である中空成形機は、図1ないし図4に示すように、フレーム基台1を具備し、成形するための作動部として、双頭クロスヘッド2、クロスヘッド2に後方から接続する横置き型の主押出機3および第1副押出機4、クロスヘッド2の前方から接続する縦置き型の第2副押出機5、図示を省略したパリソン切断装置、成形金型6、型締装置7、エア打込装置8、図示を省略した成形金型・型締装置ユニットの移動装置9ならびに成形品取出装置を具備している。
【0016】
第1副押出機4は、副材となる樹脂組成物の投入用ホッパ4aを備え、当該押出機内部に副材樹脂組成物を移送・混練・溶融・吐出を行なうための図示を省略したスクリュを備えている。このスクリュは、たとえばスクリュ径が30mm以上のものであり、モータ4bによって回転駆動されるようになっている。第1副押出機4は、中空成形機自体の長手方向にクロスヘッドと一列に配列するよう、揺動盤10上に設けている。
【0017】
主押出機3は、主材となる樹脂組成物の投入用ホッパ3aを備え、当該押出機内部に主材樹脂組成物の移送・混練・溶融・吐出を行なうための図示を省略したスクリュを備えている。このスクリュは、モータ3bによって回転駆動されるようになっている。主押出機3は、一般的に粉砕材を使用する押出機とすることが多く、第1副押出機4より樹脂の押出量が大きくなることが多い。また、粉砕材(熱履歴を受けた樹脂)を使用すると炭化しやすくなるため、主押出機のスクリュ抜き取り分解掃除が必要であるが、クロスヘッド2を取り外さなくてもその掃除が容易にできるよう、中空成形機自体の長手方向に対しスクリュが抜けるよう斜め方向に配している。
【0018】
揺動盤10は、フレーム基台1の前側の支持部11に軸支され、支持部11を中心に揺動自在となっている。フレーム基台1の後方に揺動装置12が設けられ、揺動盤10を揺動させるようになっている。
【0019】
揺動装置12は、サーボモータ13に結合したボールねじ14に図示を省略した移動体のナットを螺合させ、この移動体に結合した一対のリンク15を移動体の前後へのスライド移動によって起倒動させて、揺動盤10を揺動するようになっている。図3および図4中、符号16はこれら押出機先端部およびヘッドが自重によって下がるのを水平状態に維持するようこれらを懸架する支持フレームである。
【0020】
図5および図6に示すように、上面に滑油を塗布した揺動盤10上に、主押出機3を載せて旋回させる回転盤30を設け、回転盤30の上に主押出機3を載せて前後にスライドさせる第1スライド盤40を設け、スライド盤40の上に主押出機3を前後方向と直交する方向にスライドさせる第2スライド盤50を設けている。
【0021】
回転盤30は、その長辺側面30aに圧接作動する第1回転治具31と、長辺側面に対し斜めの斜め辺側面30bに圧接作動する第2回転治具32との協動作用によって、回転軸33周りに主押出機3が旋回できるようになっている。第1回転治具31および第2回転治32はともに、ボルト31a,32aと、これらボルトのねじを螺合させるねじ孔を形成したボルト受容体31b,32bと、ボルトを留めるナット31c,32cからなり、ボルト受容体31b,32bを揺動盤10の側面に固定させている。
【0022】
回転軸33は、抜け防止用の円盤状の段差付き平頭33aと、平頭33および揺動盤10を連結するボルト33bとからなる。
【0023】
回転盤30の短辺側の部分4ケ所に回転軸33中心の円周上に長孔30c,30d,30e,30fを形成し、これら長孔内をボルト30g,30h,30i,30jが嵌合して回転盤30の旋回を可能としている。
【0024】
平面四辺形の第1スライド盤40は、その一短辺に作動する第1スライド治具41によって押し引きができ、図7に示した回転盤30上の滑り面シート45上を前後方向にスライドできるようになっている。他方の短辺に設けたストッパ42は、主押出機3の前後方向の位置決めのためにある。
【0025】
第1スライド治具41は、第1スライド盤40の短辺側中央に形成したねじ孔に螺合したボルト41aと、回転盤30に固定し、ボルト41aを貫通させる孔を形成したボルト受容体41bと、ボルト受容体41bの両面をボルト41aの頭部とともに挟むナット41cとからなる。ストッパ42は、ボルト42aと、回転盤30に固定し、ボルトのねじを螺合させるねじ孔を形成したボルト受容体42bと、ボルトを留めるナット42cとからなる。
【0026】
第1スライド盤40は、短辺側の部分4ケ所に長辺方向に延びる長孔40a,40b,40c,40dを形成し、これら長孔内をボルト40e,40f,40g,40hが嵌合して、長辺の延びる方向である前後方向にスライドできるようになっている。
【0027】
平面四辺形の第2スライド盤50は、その一長辺の一端部に圧接作用する第2スライド治具51と、当該長辺の他端部に圧接作用する第3スライド治具52との協働作用によって、前後方向と直交する方向にスライドするようになっている。
【0028】
第2スライド治具51は、長辺に圧接作動するボルト51aと、第1スライド盤40に固定し、ボルトのねじを螺合させるねじ孔を形成したボルト受容体51bと、ボルトを留めるナット51cとからなる。第3スライド治具52も同様に、長辺に圧接作動するボルト52aと、第1スライド盤40に固定し、ボルトのねじを螺合させるねじ孔を形成したボルト受容体52bと、ボルトを留めるナット52cとからなる。
【0029】
第2スライド盤50は、長辺側の部分4ケ所に短辺方向に延びる4か所の長孔50a,50b,50c,50dを形成し、これら長孔内をボルト50e,50f,50g,50hが嵌合して第2スライド盤50の前後方向と直交する方向へスライドできるようになっている。なお、長孔50dは図示を省略してあるが、長孔50aの短辺方向の延長上に形成されていて、そこに図示を省略したボルト50hが嵌合している。
【0030】
なお、図示例の揺動盤10に代えて、主押出機3および第1副押出機4のそれぞれに、揺動盤10と類似の個別の揺動盤を設けても良い。
【0031】
第2副押出機5は、第1副押出機4にて処理する副材とは異なる第2の副材となる樹脂組成物を処理するものであり、第2副材投入用ホッパ5aを備え、当該押出機内部に副材樹脂組成物の移送・混練・溶融・吐出を行なうための図示を省略したスクリュを備えている。第2の副材は、成形品に使用する樹脂量が第1の副材より少ないものである。第2副押出機5のスクリュは、たとえばスクリュ径が20mm前後のものであり、モータ5bによって回転駆動されるようになっている。
【0032】
主押出機3は先端から延び上から見てへ字型に折れ曲がった経路を持つコネクタ3cを設け,第1副押出機4は上から見て直線的なコネクタ4cを設け,第2副押出機は上から見て直線的なコネクタ5cを設け、これら押出機がそれぞれのコネクタを通してクロスヘッド2に接続している。コネクタ3cおよびコネクタ4cの先端部は共通のコネクタボックスになっており、このボックス中をコネクタ3cおよびコネクタ4cのクロスヘッド2への通路が形成されている。
【0033】
図示を省略したパリソン切断装置は、クロスヘッド2から垂下する筒状のパリソンの上部を切断するものであり、電熱カッタを有するカッタホルダを備えている。
【0034】
成形金型6は、前方プラテン20および後方プラテン21にそれぞれ固定された一対の割型6a,6bからなる。これら割型は、筒状パリソンを挿入させて中空成形品に成形するためのキャビティ(図示略)を形成している。成形金型6は、金型移動用電動機9aおよび一対のレール9bを備えた成形金型・型締装置ユニットの移動装置9によって、双頭クロスヘッド2の直下の位置およびエア打込装置8の一対のエア打込ノズル8a,8aの直下位置の間にて、中空成形機の短手方向に交互に往復動するようになっている。
【0035】
型締装置7は、図4に示すように、一対の割型6a,6bを型閉、型締および型開させるものであり、電動機駆動される回転ディスク(図示略)を備え、このディスクの回転に伴い、ディスクに前後から結合した一対のリンク7b、7cを屈曲・伸張させて後方プラテン21と前方プラテン20とをパーティングラインを対し近接離反させるようになっている。
【0036】
エア打込装置8は、成形金型6の一対のキャビティのそれぞれの上方にて、筒状パリソン内に挿入して圧縮エアを吹き込むエア打込ノズル8a,8aを備えている。
【0037】
次に、上述の実施形態の作用につき説明する。
【0038】
樹脂組成物を対応する主押出機3のホッパ3a、第1副押出機4のホッパ4a、第2副押出機5のホッパ5aにそれぞれ供給し、これら原料樹脂組成物を溶融・軟化させ、各押出機のコネクタ3c,4c,5cを通してクロスヘッド2に送る。クロスヘッド2中にてこれら樹脂組成物を三層化して筒状パリソンとして押し出し、垂下させて、型開状態の一対の割型6a,6bのキャビティ内に収納する。
【0039】
ついで、一対の割型6a,6bを型締装置7の駆動によって型閉・型締して、筒状パリソンの下方端を閉塞するとともに、上方端を図示を省略したパリソン切断装置によって切断し、ブローピン8aを上昇させた後、図示を省略した成形金型・型締装置ユニットの移動装置9によって成形金型6をエア打込装置8の直下に移動させ、一対のエア打込ノズル8a,8aを2本の筒状パリソンそれぞれに挿入する。
【0040】
この際、エア打込ノズル8a先端のカッティングスリーブと成形金型6上部のカウンタープレートとが接触して、筒状パリソンの上部にある余剰樹脂部(上バリ)を切断して中空成形品の口部を形成するとともに、エア打込ノズル8aからエアを筒状パリソン内に吹き込んで中空成形品を成形し、成形品を成形品取出装置によって成形機外に搬送する。
【0041】
上述の成形工程において、第1副材たる樹脂組成物は、第1副押出機4のコネクタ4cが直線ゆえに、コネクタ4cの通路中での樹脂こげつきによる炭化を排除できる。
【0042】
主押出機3のコネクタ3cは、第1副押出機4のコネクタ4c長に比較してへ字型のため長手寸法が長いが、主材樹脂組成物の押出量が大きいため、コネクタ3c通路中にて樹脂のこげつきを生じさせない。
【0043】
第2副押出機5のコネクタ5cは、第1副押出機4のコネクタ4cの通路と同様、短くでき、コネクタ5cの経路途中での溶融樹脂のこげつきによる炭化を排除できる。
【0044】
また、主押出機3を分解掃除するときは、第1回転治具31および第2回転治具32を使用して回転盤30を、回転軸33を中心にして成形機外方に旋回させ、スクリュを抜き取り行う。
【符号の説明】
【0045】
1…フレーム基台
2…クロスヘッド
3…主押出機
3c…コネクタ
4…第1副押出機
4c…コネクタ
5…第2副押出機
5c…コネクタ
10…揺動盤
30…回転盤
33…回転軸
【特許請求の範囲】
【請求項1】
ヘッドへ副材となる樹脂組成物を押し出す副押出機と前記ヘッドとを成形機の長手方向へ一列に延設し、前記ヘッドに対して主材となる樹脂組成物を押し出す主押出機を前記副押出機に併設したことを特徴とする成形機。
【請求項2】
前記主押出機を載せて水平面上を旋回させる回転盤を設けたことを特徴とする請求項1記載の成形機。
【請求項1】
ヘッドへ副材となる樹脂組成物を押し出す副押出機と前記ヘッドとを成形機の長手方向へ一列に延設し、前記ヘッドに対して主材となる樹脂組成物を押し出す主押出機を前記副押出機に併設したことを特徴とする成形機。
【請求項2】
前記主押出機を載せて水平面上を旋回させる回転盤を設けたことを特徴とする請求項1記載の成形機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2013−86491(P2013−86491A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−232303(P2011−232303)
【出願日】平成23年10月21日(2011.10.21)
【出願人】(711011386)株式会社タハラ (5)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月21日(2011.10.21)
【出願人】(711011386)株式会社タハラ (5)
【Fターム(参考)】
[ Back to top ]