
成形焼き菓子の製造方法
【課題】通電加熱や誘電加熱による成形焼き菓子の加熱成形中に、原料から多量の蒸気が発生して結露することによる絶縁破壊を防止する。
【解決手段】金型8の絶縁部に蒸気抜き部を設けたものを用い、金型8の外部を減圧または蒸気抜き部を加熱し、上記加熱によって生じる蒸気を上記蒸気抜き部から抜きながら加熱を行う。金型8に含まれる第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続する。
【解決手段】金型8の絶縁部に蒸気抜き部を設けたものを用い、金型8の外部を減圧または蒸気抜き部を加熱し、上記加熱によって生じる蒸気を上記蒸気抜き部から抜きながら加熱を行う。金型8に含まれる第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、小麦粉等からなる可食性成形物の製造方法に関するものである。
【背景技術】
【0002】
小麦粉等の原料からなる可食性成形物として、コーンカップ、モナカ、ウエハース等のような成形焼き菓子がある。これらの成形焼き菓子の製造方法としては、所定の温度まで予め加熱した成形型に上記の原料を入れ、熱伝導を利用して成形する外部加熱方法がある。
【0003】
しかしながら、これらの方法は、成形時間が遅く生産効率が悪いほか、金型の温度不均一による焼きムラが生じたり、均一な食感が得られず、部分部分で異なる食感となるなどの問題がある。
【0004】
そのため、別の方法として、交流を金型に印加して通電加熱や誘電加熱のような電磁波加熱によって原料の内部発熱を起こし、その熱によって原料を加熱して成形する方法がある。この場合、金型を2つの金型片に分割し、金型片同士は、両者間に挟んだ絶縁体によって絶縁状態とし、各金型片に交流の電極を接続する。そしてその電極を介して金型に交流を印加し、金型内の原料を通電加熱や誘電加熱によって加熱、成形している。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の通電加熱や誘電加熱による製造方法では、成形中に、原料中に含まれる水分が蒸発して多量の蒸気が発生し、この蒸気が凝縮して結露するため、絶縁破壊が起こり、通電加熱や誘電加熱がうまく行われなくなるという問題がある。
【課題を解決するための手段】
【0006】
本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続することを特徴としている。
【0007】
また、本発明の成形焼き菓子の製造装置は、原料を覆うための、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型と、上記両型片間に交流を印加することにより、型で覆われた原料を通電加熱および/または誘電加熱にて加熱して膨化させるための交流電源とを備える成形焼き菓子の製造装置において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片が接地極に接続されていることを特徴としている。
【0008】
また、本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記原料中の水分残量が少ない加熱後期の上記交流電源の出力が、上記原料中の水分残量が多い加熱初期の上記交流電源の出力よりも低くなるように切り替えることを特徴としている。
【0009】
本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、上記原料への加熱を行うと同時に、上記原料への加熱によって生じる蒸気を上記蒸気抜き部から抜きながら、上記原料への加熱によって生じる蒸気が絶縁部に設けられた蒸気抜き部で結露することが防止されるように上記蒸気抜き部を加熱することを特徴としている。
【0010】
上記成形物の加熱成形中には、多量の蒸気が発生し、この蒸気が絶縁部に設けられた蒸気抜き部で凝縮して結露し、絶縁破壊が起こる。しかしながら、上記の方法では、上記蒸気抜き部を加熱することにより、蒸気が結露することが防止される。このため絶縁破壊を防げる。
【0011】
本発明の成形焼き菓子の製造方法は、上記成形焼き菓子の製造方法において、外部加熱を併用して原料を加熱することを特徴としている。
【0012】
併用により、さらに成形時間を短縮でき、ロースト風味を付加することもできる。
【0013】
上記の方法により、例えば井桁状のような、複雑な構造であって電極を対向設置しにくいために電圧を印加できず、上記他の加熱では加熱しにくい場合でも加熱できる。この場合、このような、上記他の加熱では加熱しにくいごく一部分だけに対して行えば十分であるため、外部加熱単独で加熱成形を行う場合と比べて外部加熱装置の構成を簡略化できる。また、外部加熱単独で加熱成形を行う場合と比べて外部加熱の温度制御条件が緩やかでよく、例えば「100〜230℃」のように広い温度範囲において所望の最終成形物を得ることが可能になる。このため、外部加熱単独で加熱成形を行う場合と比べて外部加熱装置をさらに簡略化することができる。
【0014】
本発明の成形焼き菓子の製造方法は、上記成形焼き菓子の製造方法において、上記原料の組成が、小麦粉100、澱粉10〜150、塩0.5〜10、砂糖2〜60、水70〜260の重量比を持ち、全量に対して水が30〜70重量%であることを特徴としている。
【0015】
なお、好ましくは、水が40〜60重量%である。また、上記の原料に、その他の原料として例えば風味増強剤、膨化剤、着色剤、香料、油脂、乳化剤等の中から適宜選択して重量比で3〜12部添加してもよい。
【発明の効果】
【0016】
本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続する方法である。
【0017】
また、本発明の成形焼き菓子の製造装置は、原料を覆うための、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型と、上記両型片間に交流を印加することにより、型で覆われた原料を通電加熱および/または誘電加熱にて加熱して膨化させるための交流電源とを備える成形焼き菓子の製造装置において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片が接地極に接続されていることを特徴としている。
【0018】
それゆえ、局部加熱防止を行いやすいという効果を奏する。
【0019】
また、本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、原料中の水分残量が少ない加熱後期の交流電源の出力が、原料中の水分残量が多い加熱初期の交流電源の出力よりも低くなるように切り替えることが可能である。
【0020】
それゆえ、より効率よく、良好な物性の成形物を安定に作製することを可能にするという効果を奏する。
【0021】
また、本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、上記原料への加熱を行うと同時に、上記原料への加熱によって生じる蒸気を上記蒸気抜き部から抜きながら、上記原料への加熱によって生じる蒸気が絶縁部に設けられた蒸気抜き部で結露することが防止されるように上記蒸気抜き部を加熱する方法である。
【0022】
また、本発明の成形焼き菓子の製造方法は、上記原料の組成が、小麦粉100、澱粉10〜150、塩0.5〜10、砂糖2〜60、水70〜260の重量比を持ち、全量に対して水が30〜70重量%である方法である。
【0023】
それゆえ、蒸気の結露を防止し、絶縁破壊を防ぐことができるという効果を奏する。
【0024】
また、本発明の成形焼き菓子の製造方法は、外部加熱を併用して原料を加熱する方法である。
【0025】
それゆえ、上記成形焼き菓子の製造方法による効果に加えて、複雑な構造であって電極を対向設置しにくいために上記他の加熱では加熱しにくい場合でも加熱できるという効果を奏する。
【発明を実施するための最良の形態】
【0026】
本発明の実施例について図1ないし図35に基づいて説明すれば、以下の通りである。まず、各実施例に共通する構成について述べる。
【0027】
〔原料〕
本発明に用いられる原料を表1〜表6に挙げる。
【0028】
【表1】

【0029】
上記の表1に示すように塩の添加量を変えることにより、原料の導電率が変化し、内部発熱成形に影響を与える。塩の量や種類を変えることにより、導電率を制御できる。導電率の制御は、低周波加熱時には必ず必要である。
【0030】
【表2】
【0031】
上記の表2に示すように固形分の割合を上げるほど、食感が硬く、強固な成形物が出来る傾向がある。硬さは、目的とする成形物の形状や用途に合わせて変更すればよい。なお、ここに挙げた原料は上記のように種々の水分含量を持っており、広範囲の粘度を示すが、原料のデポジット(注入)機構を工夫すれば、これらの原料はすべて、本発明で使用されるいずれの金型でも成形可能である。
【0032】
【表3】
【0033】
上記の表3に示すように澱粉の種類や量を調整することにより、必要な伸び量または形状や食感を実現することができる。なお、成形後の成形不良品およびバリ部分は、精製粉砕後に再利用が可能である。
【0034】
【表4】
【0035】
上記の表4に示すように砂糖の量を調整することにより、必要な伸び量または形状や食感、風味を実現することができる。
【0036】
【表5】
【0037】
香料の添加量は、内部発熱成形時には少量でよい。
【0038】
【表6】
【0039】
膨化剤の添加量は、内部発熱成形時には少量でよい。
【0040】
以上述べたような、表1〜表6に記載のNo. 1〜No. 36の各配合を、原料として用いる。
【0041】
なお、小麦粉は、強力粉、中力粉、薄力粉、およびこれらの混合物を使用する。
澱粉として、馬鈴薯澱粉、小麦澱粉、米澱粉、トウモロコシ澱粉、タピオカ澱粉、甘藷澱粉等およびこれらの架橋澱粉を使用する。
成形粉砕物とは、一度成形されたものを精製・粉砕したもの、または金型の隙間よりはみ出る「バリ」を収集して粉砕したものである。
塩としては、食用の塩類が利用でき、NaCl(塩化ナトリウム)、KCl(塩化カリウム)、L−酒石酸Na、塩化アンモニウム、乳酸Na、ポリリン酸Na、メタリン酸Na等を使用する。
糖としては、グラニュー糖、上白糖、三温糖、水飴、糖アルコール(ソルビトール、グリセリン、プロピレングリコール)を使用する。
風味増強剤としては、乳原料(バター、全脂粉乳、脱脂粉乳)、卵(鶏卵、全卵粉末、卵黄粉末)、カカオ、コーヒー、ナッツ類(アーモンド、ピーナッツ、ココナッツ)、パン粉、コーングリッツ、果汁等を使用する。
膨化剤としては、炭酸水素ナトリウム、ミョウバンあるいは各種ベーキングパウダー等を使用する。
着色剤としては、食用着色料であるカラメル、コチニール、カロチン、アナトー等の着色料を使用する。
香料としては、ワニラエッセンス、バターフレーバー等の食用香料を使用する。
油脂・乳化剤としては、大豆油、ナタネ油、コーン油等の植物油や、大豆レシチン、脂肪酸エステル等の乳化剤を使用する。
【0042】
以上に列記の原料は、それぞれ1つ用いても複数選択してもよい。
【0043】
〔成形用原料の調製法〕
原料の調製から成形に至るまでの流れは以下の通りである。
<1>原料計量
<2>ミキサーにて下記<3>、<4>以外の原料と水とを攪拌
<3>小麦粉、澱粉投入・攪拌
<4>油脂投入・攪拌
<5>エージング
<6>デポジット(注入)
<7>型に入れて成形
このようにして成形物を作製する。
【0044】
〔装置〕
本発明に用いられる装置について説明する。なお、攪拌等は従来同様のものが用いられるため、説明は省略する。上記成形用原料を後述するような型に入れ、加熱装置にて加熱・膨化することによって成形物を作製する。このような加熱装置として、電磁波加熱装置(HB、HC、HDとする)3種と比較対照用の外部加熱装置(HAとする)の大きく分けて計4種類の装置が用いられる。上記各装置の構成内容は以下の表7に示す通りである。また、図1〜図4に電磁波加熱用装置の概略の構成を示す。なお、用いる周波数は表7に記すものに限られず、50Hz〜100MHzの任意の周波数を用いることができる。
【0045】
【表7】
【0046】
装置HBは、HB1、HB2、HB3の3種類がある。また、装置HCは、HC1、HC2、HC3の3種類がある。
【0047】
ここで、上記装置HA、HB、HC、HDの電源とは、電圧200V、周波数60Hzの工業用電源である。
上記装置HB、HC、HDの出力調整器とは、出力を任意の一定出力に調整する装置である。
上記装置HB、HC、HDの周波数変換器とは、範囲内で任意の周波数に変換して出力する装置である。
【0048】
上記装置HCおよびHDの発振器とは、特定の周波数のみを発振する装置である。ただし、装置HBの場合、不要の周波数帯がある。すなわち、装置HB1では60Hz、HB2では200Hz、HB3では10.0kHzの周波数を使用するが、この場合いずれも発振器は不要である。装置HC1では、発振器を用いて、5.0MHz、HC2では13.56MHz、HC3では40.68MHzの周波数を使用する。装置HDでは、上記発振器を組み合わせて使用する。
【0049】
上記装置HB、HC、HDの電極とは、高周波もしくは低周波の電流を、型を介して成形用原料に供給する装置である。
装置HA、HB、HC、HDの温度調節とは、金型内に電熱ヒーターを組み込んだり、外部より直接ガスバーナーであぶったり、IH(誘導加熱)により金型を発熱させたりして、成形以前に金型の温度を調節することを指す。このような温度調節をしない場合には、金型温度は100℃以下の範囲内となる。
【0050】
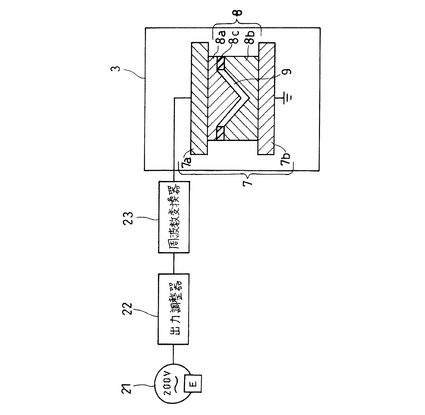
上記電磁波加熱装置の個々の構成について説明する。
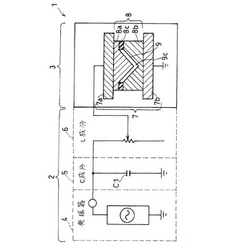
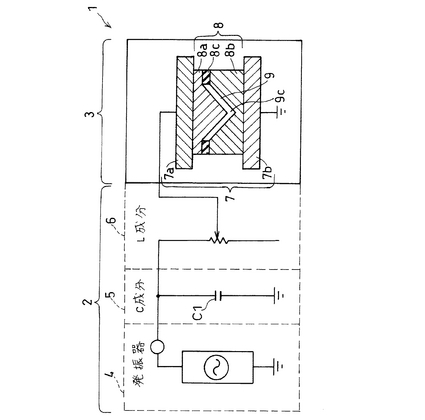
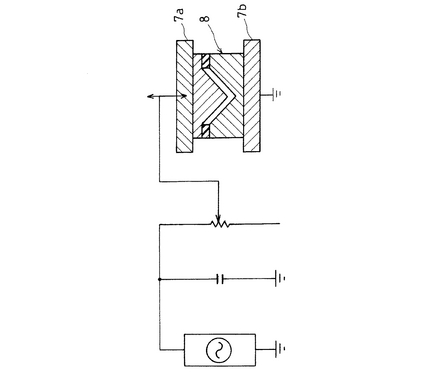
図1に示すように、電磁波加熱装置1は、電源部2と加熱部(電極部)3とを有している。また、加熱部3は、図示しない真空ポンプ、上下の型を固定するロック部、および外部加熱部を有している。
【0051】
電源部2は、周波数が5、13.56、40.68MHzの場合は、真空管式の発振器4を電源とする。発振器4の出力によって、エネルギー効率が決定する。後述の金型片8a・8b間は直接接触してはならず、そのために金型片8a・8b間に絶縁部を設ける。この絶縁部として絶縁体8cを用いている。なお、絶縁部は金型片8a・8b間の接触を防止するものであり、空間で構成してもよい。また、必要な各機器について、アースおよび電磁波漏洩防止カバーが必要である。
【0052】
そして、調整用回路として可変コンデンサー(C成分と称する)5と可変コイル(L成分と称する)6とを備えている。加熱対象物に応じて、このC成分5とL成分6とを変化させることにより、最適の出力や同調を得ることができる。上記C成分5として、手動コンデンサーC1(C1成分と称する)が設けられている。
【0053】
図2に示す装置は、頂点8a1 の角のように鋭利な部分が多いほうの金型片8aの側(図中、上側)を、アース側にしたものである。このような鋭利な部分が一方の金型片8aに存在する場合、図1に示すように、その金型片8aのほうを電源側、他方の金型片8bをアース側とすると、その鋭利な部分に電源からのエネルギーが集中しやすいため、その部分の成形用原料9の鋭角部9cにおいて局部加熱が起こりやすい。このため、図2に示すように、このような鋭利な部分を有する金型片8aのほうをアース側にすると、電源からその部分へのエネルギーの集中を防ぐことができるので、図1に示す装置に比べて局部加熱防止がしやすい。
【0054】
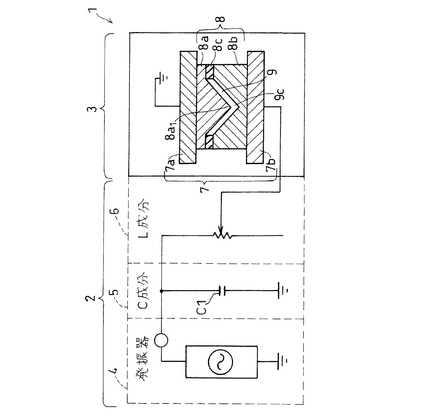
また、図3に示すように、自動調整・同調用の可変コンデンサーとしての自動コンデンサーC2(C2成分と称する)を設けることにより、発振器真空管の陽極電流を一定に制御することもできる。この陽極電流は、自動追尾回路によって制御される。自動追尾回路とは、エアーコンデンサーの極板間隔をモーターで自動的に変更することができ、加熱部3の電極間の誘電率の変化に対応して陽極電流値を一定に保つものである。
【0055】
ここでは、C成分を構成するコンデンサーの極板間隔を大きく(小さく)することを、「C成分を広く(狭く)する」と称し、また、L成分を構成する抵抗器の回路中で使う実質的な長さを長く(短く)することを、「L成分を長く(短く)する」と称する。C成分を広くするほど出力は小さくなる。手動コンデンサーC1は、最も狭くしたときC1=100、最も広くしたときC1=0である。自動コンデンサーC2は、最も狭くしたときC2=10、最も広くしたときC2=0である。L成分を長くするほど出力は小さくなる。Lは、最も短くしたときL=0、最も長くしたときL=15である。以降、ここでは、C成分、L成分の値はそれぞれ、上記各最小値および最大値に対する比例値として示す。
【0056】
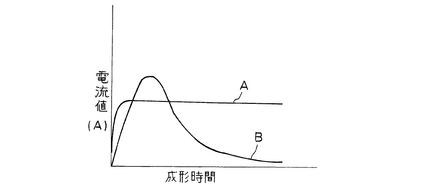
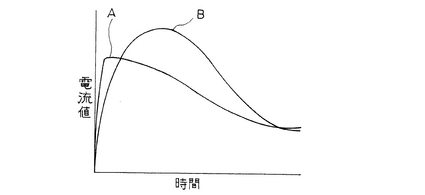
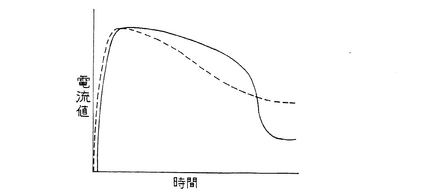
自動コンデンサーC2の動作時には、発振器の陽極電流値は図5の曲線Aのように推移する。すなわち、電流値を定量的に流すことができる。また、自動コンデンサーC2は、その自動機能を停止させて、手動で値を設定することもできる。停止時には、図5の曲線Bのように推移する。すなわち、電流値は成形内容物の通電・誘電性質によって変化する。
【0057】
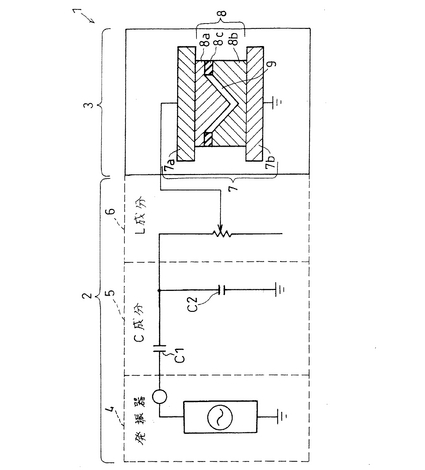
また、図4に示すように、周波数が60Hz、200Hz、10kHzの場合は、200Vの電源21に出力調整器22をつなぎ、周波数変換器23で所定の周波数にした後に加熱部3に供給する。出力調整器22としてはトランスを用いることができる。
【0058】
図1に示すように、加熱部3は上下に2枚の電極7a・7bを備える。電極7a・7bにはそれぞれ上側の金型片8a・下側の金型片8bが接触している。金型片8a・8bは絶縁体8cを介して合わさっており、互いに非接触状態となっている。上記両金型片8a・8b、絶縁体8cとにより金型8が構成されている。また、金型8と成形用原料9とを加熱対象物と総称する。電極7a・7bの間にこの加熱対象物を挟んで給電するようになっている。
【0059】
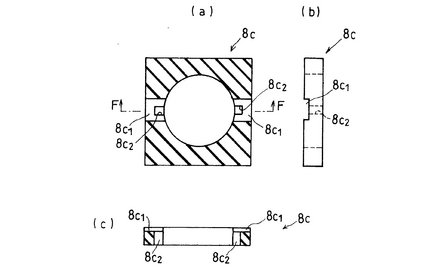
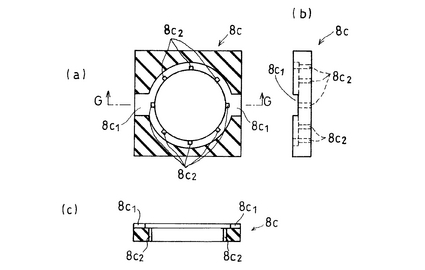
図6に蒸気抜きの方法についてその一例を示す。絶縁体8cには、加熱時に発生する蒸気を抜くための蒸気抜き部8c1 ・8c1 、蒸気抜き部8c2 ・8c2 が設けられている。加熱時に金型8内の成形用原料9(図示せず)から発生する蒸気が、この蒸気抜き部8c2 ・8c2 から蒸気抜き部8c1 ・8c1 を通って金型8の外部へ放出されるようになっている。図6の構成以外にも、図7に示すように、円周状の蒸気抜き部8c1 の中に複数個例えば8個の蒸気抜き部8c2 …を設けた構成としてもよい。
【0060】
蒸気抜き部8c2 の個数は、バランスを取るために通常は2個以上設ける。また、蒸気抜き部8c1 、蒸気抜き部8c2 は、その大きさ、形状、数等を調整し、成形物に適合するように設ける。これは、原料配合や成形物物性等の変化に対応し、適宜変更が必要である。本発明では、蒸気が成形用原料9から金型8の外部へバランスよく抜け出ることができればよく、蒸気抜き部の形状や大きさ、数は限定されない。なお、図6、図7には絶縁部に設けた蒸気抜き部8c1 、8c2 の構成を示したが、全体をより均一に効率よく成形できるように、必要に応じて絶縁部以外の箇所にも蒸気抜き部を設けてもよい。
【0061】
図1および図2に示すように、2枚の電極7a・7bは、一方が給電極、他方が接地極である。図1に示す配置では、電極7aが給電極、電極7bが接地極である。また、図2に示すように、極を逆に接続することもできる。
【0062】
加熱部3には、図示しない電熱ヒーターと温調器(温度調節器)とが組み込まれており、金型8を所定の温度に加熱できるようになっている。なお、外部加熱のみの場合は、上記電源部2からの給電は行わずに、このヒーターのみによって加熱成形を行う。
【0063】
また、この加熱部3部分全体がチャンバーになっており、前記真空ポンプによって内部を減圧できるようになっている。
【0064】
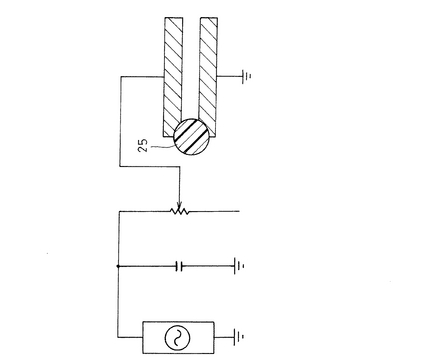
金型8は、図8に示すような上下プレス方式を用いて電極7a・7b間に固定される。その他にも、図9に示すように、一端にヒンジ25を設け、反対側にてロック(固定)する方法も採りうる。
【0065】
〔型〕
成形用原料を入れるための型としての金型8の構造について説明する。
図10に示すように、金型8は、基本的に2つのブロックに分かれる。図示されていないが、成形物形状や取り出し方法によっては割型を用いたり、ノックアウトピンを設けたりして3つ以上のパーツから金型が形成されることもあるが、その場合でも給電極側と接地極側との2つのブロックに大別してグループ化する。
【0066】
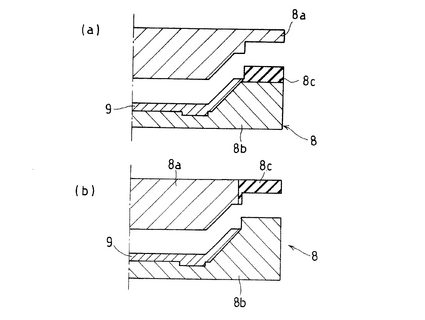
同じグループのパーツは、型を固定して成形工程を行う際は、互いに密着する部分を持っている。その一方のブロック(金型片8a側)と他方のブロック(金型片8b側)との間には、成形物を成形する空間と絶縁部(ここでは絶縁体8c)とを有している。絶縁体8cは、同図(a)および同図(b)に示すように、どちらのブロックに取り付けても良く、また両方に取り付けることも可能である。
【0067】
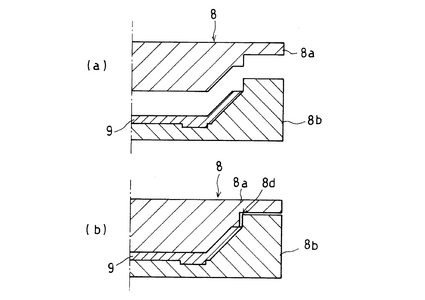
また、図11に示すように、絶縁部は、絶縁体を用いずに金型片8aと金型片8bとの間の空隙8dによって形成することもできる。この場合、空隙8dの間隔範囲は0.3mm以上で、成形物肉厚の1/2以下である。0.3mm以下では絶縁破壊が起きやすく、スパークが生じるため成形できない。また、肉厚の1/2以上にすると型内圧が低くなりすぎ、成形ができなくなる。
【0068】
成形中に発生する多量の蒸気を型外部に逃がすために蒸気抜き部を設けるが、このような蒸気抜き部は、図10に示した例の場合には、絶縁体8cに設けるか、あるいは、金型片8aまたは8bの、絶縁体8cに接する面に設ける。図11に示した例の場合には、絶縁部の空隙8dが蒸気抜き部を兼用する。
【0069】
〔成形物〕
上記原料、型および加熱装置を用いて作製した成形物について説明する。
表8および図12ないし図15に示すようなサンプルを焼成した。その際、その形に合った型を使用した。
【0070】
【表8】
【0071】
表8中、成形物形状(1)〜(4)は図12に示すような形状である。例えば、54mm径、高さ120mmとし、また肉厚は2.0mm、5.0mm、10.0mmとする。他の例としては、72mm径、高さ150mmとし、また肉厚は2.5mmとする。また、成形物形状(5)は、図13に示すように、成形物形状(1)にリブ(井桁)を付加した形状である。例えば、54mm径、高さ120mm、肉厚2.0mmとする。また、成形物形状(7)は図15に示すような形状である。例えば、縦150mm×横35mm×高さ12mm、肉厚2.0mmとする。
【0072】
また、図14に示すシュガーロールコーン(SUGAR ROLL CONE )の場合は、まず、図16に示すような扇状の煎餅または図17に示すような円状、すなわち表8中の成形物形状(6)となるようにまず焼成した。次に、後成形として、その成形物形状(6)の焼成物を円錐状の軸に巻き付けて冷却して最終形状に成形した。すなわち、焼成に使用した型の形状は、図16または図17に示すような、煎餅を焼く型である。成形物形状(6)は例えば、50mm径、高さ120mm、肉厚2.5mmである。
【0073】
成形物の形状により原料の伸ばし方が違うために、金型の蒸気抜き部分および原料配合部分を適宜変更する必要があるが、成形法は基本的には同様である。成形物形状(1)〜(5)、(7)を有する成形物は、金型から取り出した直後に保形して完成した。成形物形状(6)を有する成形物に関しては、平べったい煎餅を焼成した後、前記の後成形を行って最終形状にした。
【0074】
外部加熱成形では、成形物形状(3)、(4)のような形状を有する肉厚の厚い成形物は、表面は乾燥するが、内面は水分が残りやすく、食感も悪く、ひび割れ等が起きて成形が困難である。一方、内部発熱成形では、薄い成形物はもとより、成形物形状(3)、(4)のような形状を有する厚物についても、組織が均一で、密な成形物が作製できる。
【0075】
本発明は、成形物形状(6)のような板状の煎餅や、ウエハースの他、いろいろな焼き菓子について応用が利き、バラエティー化が可能である。
【0076】
〔評価〕
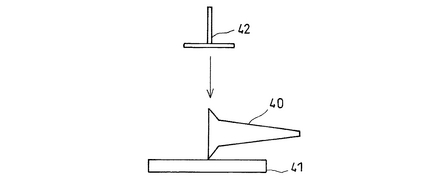
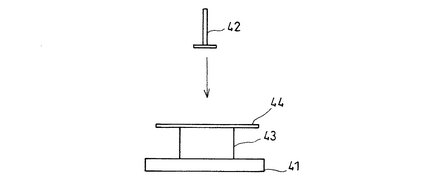
成形物の強度を表9および図18および図19に示す方法で測定し、評価した。すなわち、図18に示すように、円錐状の成形物40を台41の上に置き、上からプランジャー42を降下させて測定した。また、図19に示すように、煎餅状の成形物およびモナカ状のように平らな部分が多い成形物については、中空台43の上に成形物44を載せ、プランジャー42を降下させて測定した。
【0077】
【表9】
【0078】
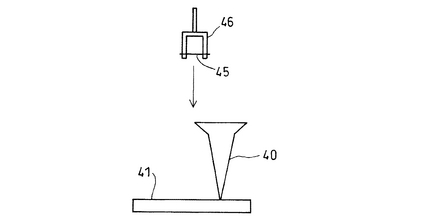
成形物の食感を表10および図20に示す方法で測定し、評価した。すなわち、円錐状の成形物40を台41の上に置き、上から、ピアノ線45を張ったプランジャー46を降下させて測定した。
【0079】
【表10】
【0080】
また、成形物の水分含量を表11に示す方法で測定し、評価した。
【0081】
【表11】
【0082】
また、成形物の着色度を表12に示す方法で測定し、評価した。
【0083】
【表12】
【0084】
なお、成形用原料の粘度は表13に示す方法で測定した。
【0085】
【表13】
【0086】
なお、成形物の評価は表14に示すように行った。
【0087】
【表14】
【0088】
また、成形物の物性の評価は表15に示すように行った。なお、本願においては、成形物の物性を成形物性と称する。
【0089】
【表15】
【0090】
次に、各実施例について説明する。
【0091】
〔実施例1〕
仕様は以下の通りである。
原料配合:No. 3
加熱方法:表16ないし表19記載
成形物形状:(1)、(5)
【0092】
【表16】
【0093】
【表17】
【0094】
【表18】
【0095】
【表19】
【0096】
結果は以下の通りである。なお、表17、表19はそれぞれ表16、表18のつづきである。
周波数を高くしていくほど成形時間は短くなり、成形物性および成形性は良くなる傾向にある。ただし、周波数を高くしすぎるとスパークを起こしやすく、スパーク制御がしにくくなる。
【0097】
成形時間をより短くする場合、早く生地が伸びて物性的に弱くなる傾向になるので、その場合は、伸びにくくて表面にケロイドの出にくい配合に調整する必要がある。
【0098】
外部加熱と内部発熱とを併用すると、短時間成形がより顕著となる。
【0099】
表16・17と表18・19とを比較すると、リブ部分には電圧がかかりにくい影響で、内部発熱が起きにくく生焼けになってしまうことが分かる。当然ながら成形物性および成形性は悪くなる。リブ部分は片側の金型の内部に収納された形になっているため、電圧を金型に印加した場合にこの部分は電圧がかかりにくく、内部発熱が生じにくい。このように、形状的に内部発熱しない部分が生じる場合は、基本的に外部加熱を併用する。また、成形用の金型を構成する際も、その内部発熱しない部分の肉厚を他の部分の肉厚より薄くするように設計することにより、内部発熱部分と比べて加熱度が均等になるように調整する必要がある。また、リブ部にも電圧がかかりやすくなるように、成形用原料におけるリブ部の周辺部の絶縁部と導電体との配置を工夫することも有効な対策の一つである。
【0100】
〔実施例2〕
仕様は以下の通りである。
原料配合:No. 1〜7
成形物形状:(1)
加熱方法:表20ないし表22に、配合No. 1、3、6を抜粋した。
【0101】
【表20】
【0102】
【表21】
【0103】
【表22】
【0104】
各表中、「L、C1、C2停止」とあるのは、所定の周波数で内部発熱で加熱する際の出力を調整するために設定された、それぞれ、L成分、C1成分、C2成分の値である。「C2停止」とは、自動コンデンサーC2は本来自動コンデンサーとしての機能を持つものであるが、ここではその自動機能を停止させており、手動で値を設定したことを表す。なお、これらの事項は、以下の各実施例において共通である。
【0105】
結果は以下の通りである。
200Hzでは、塩すなわち電解質が全く入っていない原料配合No. 1では発熱せず、外部加熱単独との差は全くなかった。
【0106】
13.56MHzでは、すべての塩濃度で加熱可能であったが、高濃度になると導電によるスパークが顕著になり、原料配合No. 6、7ではスパークを起こさないように成形を制御することができなかった。また、同一濃度では周波数が高いほどスパークが起きやすかった。スパークを抑制するには、出力を抑えて電極間の電界強度を下げると良いことも分かった。
【0107】
No. 6では、スパークの制御が困難なために出力を相当下げねばならず、その分成形時間が長くなった。また、200Hzでまず処理しておくと、その後13.56MHzでうまく処理できた。
【0108】
〔実施例3〕
仕様は以下の通りである。
原料配合:No. 3
加熱方法:表23、表24に記載
成形物形状:(1)
【0109】
【表23】
【0110】
【表24】
【0111】
結果は以下の通りである。なお、表24は表23のつづきである。
外部加熱および低い周波数領域での成形の場合には、金型温度が140〜150℃以上なければ成形できない。また、成形が良好か否かは、減圧等にさほど関係なく、ほとんどすべて、金型温度に依存する。
【0112】
低周波領域で成形した場合は、外部加熱のみの場合に比べて、内部発熱による乾燥がやや進行はするが、大差はない。
【0113】
高い周波数領域で成形した場合は、金型温度もしくは蒸気抜き部分の温度が100℃以下のときは減圧が必ず必要である。減圧しなければ、特に蒸気抜き部周辺で水蒸気が結露し、スパークが発生するため、成形不可能となってしまう。一方、100℃以上であれば、原料から出る水蒸気が金型外に出るため、結露しない。この状態であれば減圧は必要なく、良好な成形物が作製できる。
【0114】
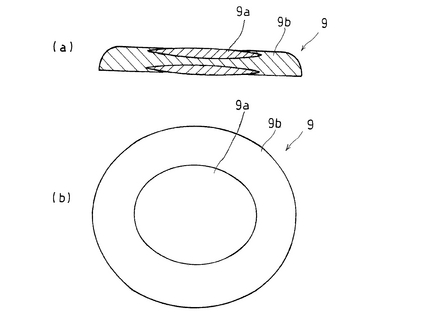
また、図21に、成形途中の成形用原料9の外観を示す。同図に示すように、成形用原料9は、デポジット(注入)された際に原料が型に接触する部分であるデポ部9aと、その周辺の発泡して伸びる伸び部9bとが存在する。表24に示した条件の場合にはL値の差は0〜1しかないのに対し、表23の上6段に示すように、外部加熱単独で成形する場合には、L値の差が3であり、デポ部9aと伸び部9bとの色差が顕著になる。すなわち、外部加熱で成形した場合、デポ部9aが汚い。内部発熱で成形した場合はデポ部9aは非常に綺麗な外観を有する。
【0115】
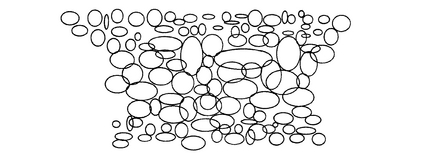
またデポ部9aは、外観表面も凹凸が大きく、内部組織も粗い不均一な成形物となりやすい。図23に外部加熱を用いて作製した成形物の内部組織を示す。外部加熱では、表面のみが粒径が細かく、内部は粗い。
【0116】
一方、低周波領域での成形の場合は、外部加熱のみに比べてやや良好な物性になっている。
【0117】
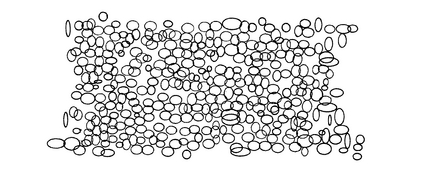
また、高い周波数領域で成形した場合には、成形物性が非常に良くなる傾向にある。デポ部9aと伸び部9bとでの色差は小さくなり、凹凸も少なく、強度差も少ない、組織の密で均一な成形物が作製できる。図22に、内部発熱を用いて作製した成形物の内部組織を示す。内部発熱では、表面・内部ともに、粒径が十分細かくなっている。
【0118】
〔実施例4〕
水分の影響を調べた。仕様は以下の通りである。
実験No. :No. 4−1〜4−8
原料配合:No. 8〜15
成形物形状:(1)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0119】
【表25】
【0120】
成形用原料の水分を変化させることによる成形物性への影響はあるが、すべてにおいて良好な成形性が得られた。
【0121】
成形物の物性は、元の水分が少ないほど硬い食感となり、強固な成形物となった。これを応用し、原料中の水分を変化させることで、出来上がりの物性を調整できることが分かる。ただし、混合後の原料がドウ状であったり、スラリー状でも粘度が大きく異なるため、金型への原料供給方法はそれぞれに応じた機構にする必要がある。
【0122】
原料の水分を様々に変化させたが、原料の物性に応じたデポジット(注入)機構を備えれば良く、成形性や成形後の物性に問題はなかった。ただし、水分が少なく固形分が多いほど食感が硬い成形物が出来る傾向が見られた。このことより、目的の形状・用途に合わせて水分量を設定すればよいことが判明した。
【0123】
〔実施例5〕
澱粉の影響を調べた。仕様は以下の通りである。
実験No. :No. 5−1〜5−15
原料配合:No. 3、16〜19
使用した澱粉は、馬鈴薯、米、小麦、トウモロコシ、タピオカ、甘藷である。
【0124】
成形物形状:(1)、(4)、(7)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0125】
【表26】
【0126】
成形用原料の澱粉量や澱粉種を変化させることによる成形性への影響はあるが、良好な成形性が得られた。成形物の物性は、特に澱粉の種類によって大きく異なり、成形時の伸びや成形物の食感に様々な変化を持たせることができるので、澱粉の種類・量を変えることにより、必要な伸び(形状)や食感を出すための調整が可能である。
【0127】
成形物形状(1)〜(5)は円錐状垂直方向に長い形状であり、この方向の伸び、すなわち縦伸び重視である。成形物形状(6)、(7)は煎餅やモナカのように水平方向に長い形状であり、これには、この方向の伸びすなわち横伸びに適した澱粉を使用することが望ましい。成形物形状(3)、(4)のように厚みのある形状の成形物の場合は、よりソフトな食感を持たせる澱粉を用いたほうが、また原料配合No. 17〜19のように澱粉量の多い原料を用いたほうが、より良い物性のものが成形できる。
【0128】
〔実施例6〕
成形物の再利用性を調べた。仕様は以下の通りである。
実験No. :No. 6−1、2
原料配合:No. 20〜21
成形物形状:(1)、(4)、(7)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0129】
【表27】
【0130】
成形後の製品や、金型からはみ出たバリ部分を集め、夾雑物を取り除いて粉砕し、小麦粉・澱粉等と同時にミキサーに投入して攪拌・混合した。成形性、成形物の物性ともに良好で、バリ部分や成形不良品を原料として再利用でき、ロスを減らすことができる。
【0131】
また、本実施例における成形時に出来たバリ部分や、成形不良品は、精製粉砕後、元の原料に混合することによって再利用可能であることが判明した。
【0132】
また、添加した粉砕物によって原料ミックスの粘度が上昇する。しかし、原料配合No. 3と比較すると、成形物性および成形性はほとんど有意差がなく、良好であった。
【0133】
〔実施例7〕
糖の影響を調べた。仕様は以下の通りである。
実験No. :No. 7−1〜7−16
原料配合:成形物形状(1)(3)はNo. 11、22〜25
成形物形状(6)はNo. 11、22〜26
成形物形状:(1)、(3)、(6)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0134】
【表28】
【0135】
成形用原料中の糖添加量を変化させることによる成形性への影響はあるが、良好な成形性が得られた。
【0136】
成形物の物性は、糖の添加量によって大きく異なり、成形時の伸びや成形物の食感および風味に様々な変化を持たせることができる。
【0137】
糖の量が多い原料配合No. 25を用いた場合、成形物形状(6)を有する成形物は、焼成直後の高温状態では軟らかい物性を示す。このため、2枚の鉄板でまず煎餅状に焼成する。そしてその後、円錐形の軸に巻き取って冷却・成形できる。一方、成形物形状(1)、(3)を有する成形物は、成形終了後、型開放時の収縮率が低く、また柔軟すぎるため、離型性が悪い。そのため、成形困難である。
【0138】
〔実施例8〕
香料の添加について調べた。仕様は以下の通りである。
実験No. :No. 8−1〜8−5
原料配合:No. 24、27〜30
成形物形状:(3)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0139】
【表29】
【0140】
成形時間の長い加熱方法を採るほど香料の飛散が多く、短時間で焼成できた物は少量の香料しか必要としないことが判明した。
【0141】
同じ原料配合を用いて外部加熱で成形したものと比較した官能検査では、外部加熱時に比べ、半分の添加量で同等の香りが出ているという結果が得られた。
【0142】
〔実施例9〕
膨化剤の添加について調べた。仕様は以下の通りである。
実験No. :No. 9−1〜9−6
原料配合:No. 31〜36
成形物形状:(1)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0143】
【表30】
【0144】
外部加熱単独に比べ、同量の膨化剤を添加して内部発熱を行うと、より少量の膨化剤で同等の膨化度が得られることが判明した。すなわち、成形重量および成形伸びの安定性から見て、外部加熱の半分程度の添加量でよいことが分かり、逆に、添加量が多いと成形不良を起こしやすくなる傾向であった。
【0145】
〔実施例10〕
まず、図24ないし図30を用いて、内部発熱成形(高い周波数領域)時の、良好な発振器真空管の陽極電流の設定について説明する。
【0146】
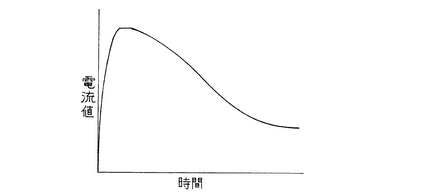
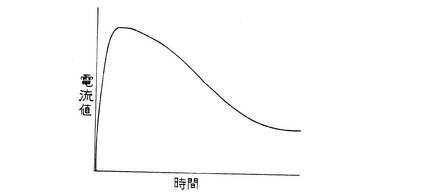
加熱時間を横軸にとり、金型内を流れる発振器真空管の陽極電流値を縦軸にとり、両者の関係をグラフにした場合、図24に示すように、加熱開始時に急激に電流が流れすぎることがあり、過度な電流(出力)はスパークや焦げにつながる。この原因としては、
<1>最大電流値が高すぎる(出力が大きすぎる)
<2>金型内成形原料が不安定状態にある
<3>塩含有量が多すぎる
<4>金型内圧が高すぎる
等が考えられる。
【0147】
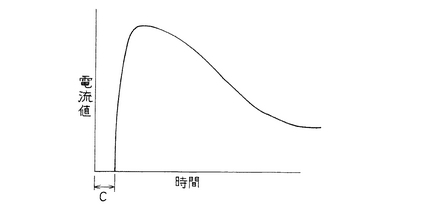
このような場合には、図25に示す曲線Aのように出力を下げたり、曲線Bのように電流上昇時の傾きを緩やかにしたりする等の処置を行う。あるいは、図26に示すように、加熱初期に、生地安定化工程Cを付加することにより、加熱初期の生地を安定な状態にする処置を行う。このような処置によって、陽極電流の過度の上昇を制御する。
【0148】
また、図27に示すように、加熱後半時にいつまでも必要以上に電流が高いままになり、乾燥時の電流値が高すぎ、ときとしてスパークや焦げ等が発生することがある。この原因としては、
<1>塩含有量が多すぎる
<2>焦げやすい原料が多く含まれる
<3>原料不足
等が考えられる。
【0149】
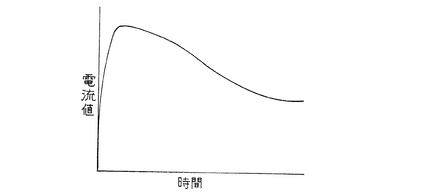
このような場合には、図28に示すように、出力を下げる処置を行う。あるいは、図29中、実線で示すように、電流の最大値が持続する時間を長くする処置を行う。このような処置によって加熱後半時の過度な陽極電流値を制御する。
【0150】
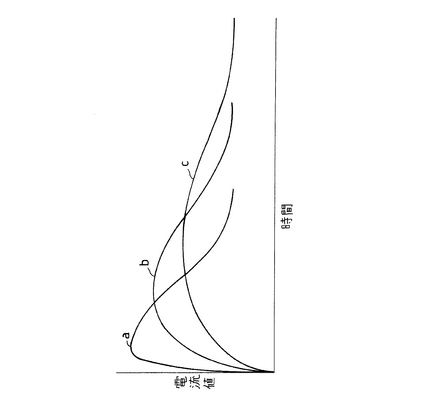
例えば、図30に示すように、L成分やC成分を変化させて出力を変えることができる。曲線aは、L成分が短く、C成分が狭い場合である。曲線cは、L成分が長く、C成分が広い場合である。曲線bは、L成分やC成分もそれぞれ曲線aの値と曲線cの値との中間の場合である。L成分やC成分を変更すれば、この曲線の形を変えて加熱条件を変更可能であり、上記のような陽極電流値の制御を行うことができる。
【0151】
このように、適正な出力制御によりスパークや焦げさえ制御できれば、成形物はソフトな食感で、組織が均一で密な、外観の綺麗な良好なものとなる。したがって、金型構造・配合・内部発熱条件の、適度に良好な設定を見つけ出すことがポイントである。
【0152】
このような良好な条件を目指し、以下実験を進めた。
原料配合:No. 3
成形物形状:(1)
加熱方法として、表31〜表34に示す成形条件で行った。結果を表31ないし表34に示す。
【0153】
表33および表34中、「C2動作」とは、自動コンデンサーC2を自動コンデンサーとして機能させることを表し、「自動」とは実際に自動コンデンサーとして機能させていることを表す。これらの事項は、以下の各実施例において共通である。
【0154】
【表31】
【0155】
【表32】
【0156】
【表33】
【0157】
【表34】
【0158】
内部発熱では、生地の膨化および乾燥は早く、成形物性は外部加熱での成形に比べて大変良好となる。
【0159】
200Hzの場合、膨化初期段階での効果が大で、出力を大きくするほど成形時間は短くなり成形物性も良くなっていく。
【0160】
13.56MHzの場合、L、C成分を変更することにより成形時間が大きく変わる。条件を厳しくしすぎるとスパークを起こし、成形物の内部より焦げてしまうが乾燥はできていないという状況になりやすい。
【0161】
L、C成分ともに適度となる領域が、配合や形状によって異なる。このため、各々の原料配合や形状に応じて内部発熱条件を設定する必要がある。条件を厳しくしていっても、金型内原料が発熱しにくくロスが多い場合もあるので、条件設定は重要である。厳しい条件を用いて生地を早く伸ばしすぎると、成形物に穴があいたり、金型内圧が上がりすぎたりして、スパークおよび成形不良の要因となる。このため、配合および金型構造(蒸気抜き部分)を調整する必要がある。このような調整により、スパーク制御は可能である。
【0162】
200Hzおよび13.56MHzを併用した場合に、初期に低い周波数領域を用いると、膨化がより安定し、焦げあるいはスパークが起こりにくくなり、成形物性も安定する。このため、高い周波数領域の使用範囲が増す。
【0163】
表32は、表31の条件よりもコンデンサーの極板間隔を広くして出力を制御しているため、L成分の制御範囲が増え、より安定した成形物を得ることができる。
【0164】
表33および表34では、コンデンサーの片側すなわち自動コンデンサーC2のほうを自動制御することによって陽極電流値を一定としている。これにより、成形時間がより短縮できた。
【0165】
また、焦げやスパークは、L成分を長くした場合には乾燥後期に起こりやすく、L成分を短くした場合には加熱開始の瞬間に起こりやすい。
【0166】
表33に示す加熱条件では、電流値を1Aとしている。表から分かるように、L成分やC成分の制御範囲が狭く、一定電流値が高いため、スパークを発生しやすい。一方、表34に示す加熱条件では、電流値を0.6Aとしている。表から分かるように、表33に比べてL成分やC成分の制御範囲が広く、焦げやスパークが起こりにくい。
【0167】
〔実施例11〕
仕様は以下の通りである。
原料配合:No. 3
成形物形状:(1)
加熱方法および結果を表35ないし表37に示す。各表中、「電流値 設定1、設定2」とは、加熱の初期には電流値を設定1の通りに設定し、加熱の時間経過に伴い、次に設定2に切り替えることを表す。
【0168】
【表35】
【0169】
【表36】
【0170】
【表37】
【0171】
実施例10で分かるように、常に一定の出力を与えた場合には、短時間化を狙えばスパーク等で不安定になり、安定化させると比較的長時間化する。そこで、本実施例では、加熱初期の原料中の水分残量が多いときは高出力で、水分残量の少ない加熱後期(乾燥時期)は低出力でと、成形条件を切り替えた結果、より効率よく、良好な物性の成形物が安定的に作製できた。すなわち、前記実施例10の表33および表34より本実施例の表35、表36、表37のほうが、安定な成形物を効率よく作製できた。
【0172】
表35より設定1、設定2ともに出力を下げた表36では、成形時間は長くなるものの、広い制御範囲を持ち、かつ良好な成形物が得られた。さらに、表37では表35より設定2だけ出力を下げたが、表36より成形時間は短く、表35より広い制御範囲で安定的に成形できた。このように、初期と後期との出力差を大きくとることにより安定な短時間成形を可能とすることが判明した。
【0173】
〔実施例12〕
仕様は以下の通りである。
原料配合:No. 3
成形物形状:(1)
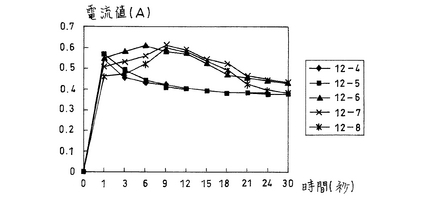
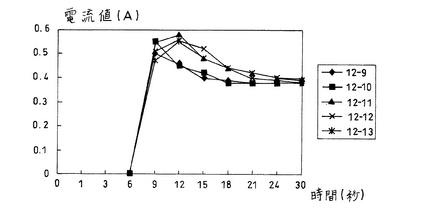
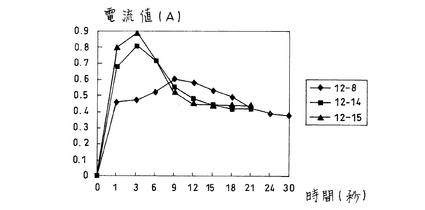
加熱方法は表38の通りである。なお、発振器出力の制御はL成分やC成分を調整することによって行った。陽極電流値が一定になると乾燥完了とした。結果を表38・表39および図31ないし図33に示す。表39は、13.56MHz時(実験No. 12−4〜No. 12−15)の陽極電流値(A)である。
【0174】
【表38】
【0175】
【表39】
【0176】
金型個数を増やしても、成形物性および成形性は変わりなく非常に良好であった。金型個数を増やした場合ほど出力を上げ、かつ陽極電流値も多少上げることにより、成形時間も大差なく成形できた。
【0177】
なお、金型個数が増えるほど、局部加熱の可能性が増すため、加熱装置を図1のものから図2のものへと変更すると、スパークなどの起こりにくくより安定した成形性が得られる。
【0178】
〔実施例13〕
仕様は以下の通りである。
原料配合:No. 11、24、25
成形物形状:(1)〜(7)
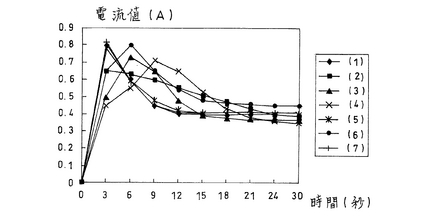
加熱方法として、加熱装置HC2を用いて以下の条件で行った。結果を表40・表41および図34および図35に示す。
【0179】
表40は、金型温度を170℃とし、C1=60、C2=9、L=13として、成形物形状を種々変更して成形したときの陽極電流値(A)の推移を示したものである。図34はその様子をグラフにしたものである。
【0180】
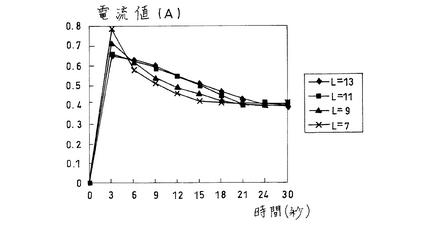
表41は、成形物形状(2)の場合に、金型温度を170℃とし、C1=60、C2=9としてLを13以外にも種々変更して成形したときの陽極電流値(A)の推移を示したものである。図35はその様子をグラフにしたものである。
【0181】
【表40】
【0182】
【表41】
【0183】
表40や図34のグラフから分かるように、成形物形状(2)は、成形物形状(1)に比べ表面積が大きいため、同じ出力では陽極電流値が上がりにくく、成形時間がかかってしまう。しかし、図34のグラフのうちの成形物形状(1)の電流値パターンと、表41や図35に示す、成形物形状(2)の電流値パターンとは類似している。このことから、成形物形状(2)の場合、L成分を短くすることにより出力を上げていくと、成形物形状(1)の場合と同程度の成形時間でかつ良好な成形物が得られることが分かる。
【0184】
表40や図34のグラフから分かるように、成形物形状(3)や成形物形状(4)は、陽極電流値ピークの値は成形物形状(1)とほぼ同様であるが、成形物形状(1)に比べて肉厚が厚いため、陽極電流値の立ち上がりが遅い。この分だけ成形時間が成形物形状(1)よりも多くかかる。しかしながら、成形物性や成形性が良好で、成形物形状(1)とは食感や歯応え・風味の全く異なった良好な成形焼き菓子が得られる。
【0185】
成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、上記型の外部を減圧し、上記加熱によって生じる蒸気を上記蒸気抜き部から抜きながら上記加熱を行う方法でもよい。
【0186】
上記成形物の加熱成形中には、多量の蒸気が発生し、この蒸気が絶縁部に設けられた蒸気抜き部で凝縮して結露し、絶縁破壊が起こる。しかしながら、上記の方法では、減圧により、蒸気が結露することが防止される。このため絶縁破壊を防げる。
【図面の簡単な説明】
【0187】
【図1】本発明に係る成形焼き菓子の製造方法のための加熱装置の一構成例を示す説明図である。
【図2】本発明に係る成形焼き菓子の製造方法のための加熱装置の他の構成例を示す説明図である。
【図3】本発明に係る成形焼き菓子の製造方法のための加熱装置のさらに他の構成例を示す説明図である。
【図4】本発明に係る成形焼き菓子の製造方法のための加熱装置のさらに他の構成例を示す説明図である。
【図5】加熱時における発振器の陽極電流の推移を示すグラフである。
【図6】絶縁体の構成の一例を示すものであり、(a)は水平断面図、(b)は側面図、(c)は(a)のF−F矢視断面図である。
【図7】絶縁体の構成の他の例を示すものであり、(a)は水平断面図、(b)は側面図、(c)は(a)のG−G矢視断面図である。
【図8】金型の構成例を示す説明図である。
【図9】金型の他の構成例を示す説明図である。
【図10】絶縁体の組み込み方法の一例を示す断面図である。
【図11】絶縁体を組み込まずに空間によって絶縁部を設ける方法の一例を示す断面図である。
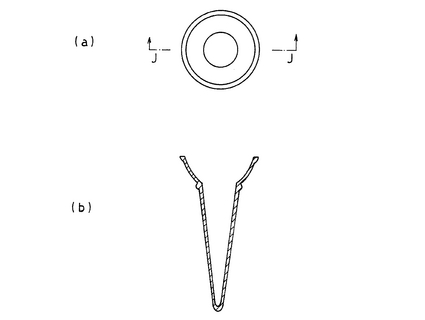
【図12】成形焼き菓子の構成例を示すものであり、(a)は平面図、(b)は(a)のJ−J矢視断面図である。
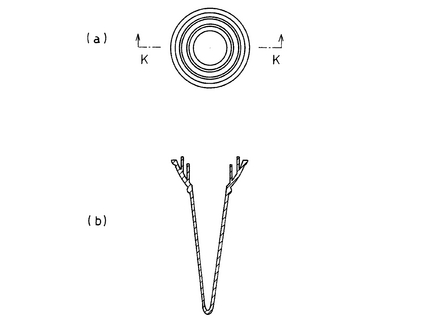
【図13】成形焼き菓子の他の構成例を示すものであり、(a)は平面図、(b)は(a)のK−K矢視断面図である。
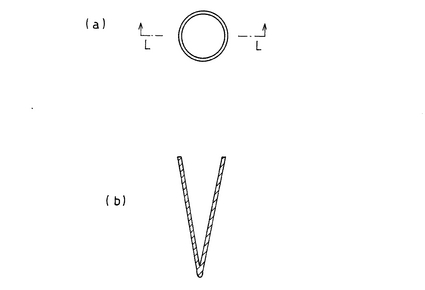
【図14】成形焼き菓子のさらに他の構成例を示すものであり、(a)は平面図、(b)は(a)のL−L矢視断面図である。
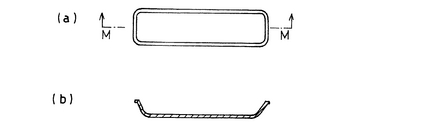
【図15】成形焼き菓子のさらに他の構成例を示すものであり、(a)は平面図、(b)は(a)のM−M矢視断面図である。
【図16】成形焼き菓子のさらに他の構成例を示す平面図である。
【図17】成形焼き菓子のさらに他の構成例を示す平面図である。
【図18】成形焼き菓子の強度測定方法の一例を示す説明図である。
【図19】成形焼き菓子の強度測定方法の他の例を示す説明図である。
【図20】成形焼き菓子の食感測定方法の一例を示す説明図である。
【図21】成形焼き菓子の組織の一例を示すものであり、(a)は断面図、(b)は平面図である。
【図22】内部発熱による成形焼き菓子の断面の様子を示す説明図である。
【図23】外部加熱による成形焼き菓子の断面の様子を示す説明図である。
【図24】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図25】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図26】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図27】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図28】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図29】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図30】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図31】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図32】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図33】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図34】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図35】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【符号の説明】
【0188】
1 電磁波加熱装置
2 電源部
3 加熱部
4 発振器
5 可変コンデンサー
6 可変コイル
7a 電極
7b 電極
8 金型
8a 金型片
8a1 頂点
8b 金型片
8c 絶縁体(絶縁部)
8c1 蒸気抜き部
8c2 蒸気抜き部
8d 空隙(絶縁部)
9 成形用原料
9a デポ部
9b 伸び部
9c 鋭角部
21 電源
22 出力調整器
23 周波数変換器
25 ヒンジ
40 成形物
41 台
42 プランジャー
43 中空台
44 成形物
45 ピアノ線
46 プランジャー
【技術分野】
【0001】
本発明は、小麦粉等からなる可食性成形物の製造方法に関するものである。
【背景技術】
【0002】
小麦粉等の原料からなる可食性成形物として、コーンカップ、モナカ、ウエハース等のような成形焼き菓子がある。これらの成形焼き菓子の製造方法としては、所定の温度まで予め加熱した成形型に上記の原料を入れ、熱伝導を利用して成形する外部加熱方法がある。
【0003】
しかしながら、これらの方法は、成形時間が遅く生産効率が悪いほか、金型の温度不均一による焼きムラが生じたり、均一な食感が得られず、部分部分で異なる食感となるなどの問題がある。
【0004】
そのため、別の方法として、交流を金型に印加して通電加熱や誘電加熱のような電磁波加熱によって原料の内部発熱を起こし、その熱によって原料を加熱して成形する方法がある。この場合、金型を2つの金型片に分割し、金型片同士は、両者間に挟んだ絶縁体によって絶縁状態とし、各金型片に交流の電極を接続する。そしてその電極を介して金型に交流を印加し、金型内の原料を通電加熱や誘電加熱によって加熱、成形している。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記の通電加熱や誘電加熱による製造方法では、成形中に、原料中に含まれる水分が蒸発して多量の蒸気が発生し、この蒸気が凝縮して結露するため、絶縁破壊が起こり、通電加熱や誘電加熱がうまく行われなくなるという問題がある。
【課題を解決するための手段】
【0006】
本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続することを特徴としている。
【0007】
また、本発明の成形焼き菓子の製造装置は、原料を覆うための、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型と、上記両型片間に交流を印加することにより、型で覆われた原料を通電加熱および/または誘電加熱にて加熱して膨化させるための交流電源とを備える成形焼き菓子の製造装置において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片が接地極に接続されていることを特徴としている。
【0008】
また、本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記原料中の水分残量が少ない加熱後期の上記交流電源の出力が、上記原料中の水分残量が多い加熱初期の上記交流電源の出力よりも低くなるように切り替えることを特徴としている。
【0009】
本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、上記原料への加熱を行うと同時に、上記原料への加熱によって生じる蒸気を上記蒸気抜き部から抜きながら、上記原料への加熱によって生じる蒸気が絶縁部に設けられた蒸気抜き部で結露することが防止されるように上記蒸気抜き部を加熱することを特徴としている。
【0010】
上記成形物の加熱成形中には、多量の蒸気が発生し、この蒸気が絶縁部に設けられた蒸気抜き部で凝縮して結露し、絶縁破壊が起こる。しかしながら、上記の方法では、上記蒸気抜き部を加熱することにより、蒸気が結露することが防止される。このため絶縁破壊を防げる。
【0011】
本発明の成形焼き菓子の製造方法は、上記成形焼き菓子の製造方法において、外部加熱を併用して原料を加熱することを特徴としている。
【0012】
併用により、さらに成形時間を短縮でき、ロースト風味を付加することもできる。
【0013】
上記の方法により、例えば井桁状のような、複雑な構造であって電極を対向設置しにくいために電圧を印加できず、上記他の加熱では加熱しにくい場合でも加熱できる。この場合、このような、上記他の加熱では加熱しにくいごく一部分だけに対して行えば十分であるため、外部加熱単独で加熱成形を行う場合と比べて外部加熱装置の構成を簡略化できる。また、外部加熱単独で加熱成形を行う場合と比べて外部加熱の温度制御条件が緩やかでよく、例えば「100〜230℃」のように広い温度範囲において所望の最終成形物を得ることが可能になる。このため、外部加熱単独で加熱成形を行う場合と比べて外部加熱装置をさらに簡略化することができる。
【0014】
本発明の成形焼き菓子の製造方法は、上記成形焼き菓子の製造方法において、上記原料の組成が、小麦粉100、澱粉10〜150、塩0.5〜10、砂糖2〜60、水70〜260の重量比を持ち、全量に対して水が30〜70重量%であることを特徴としている。
【0015】
なお、好ましくは、水が40〜60重量%である。また、上記の原料に、その他の原料として例えば風味増強剤、膨化剤、着色剤、香料、油脂、乳化剤等の中から適宜選択して重量比で3〜12部添加してもよい。
【発明の効果】
【0016】
本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続する方法である。
【0017】
また、本発明の成形焼き菓子の製造装置は、原料を覆うための、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型と、上記両型片間に交流を印加することにより、型で覆われた原料を通電加熱および/または誘電加熱にて加熱して膨化させるための交流電源とを備える成形焼き菓子の製造装置において、上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片が接地極に接続されていることを特徴としている。
【0018】
それゆえ、局部加熱防止を行いやすいという効果を奏する。
【0019】
また、本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、原料中の水分残量が少ない加熱後期の交流電源の出力が、原料中の水分残量が多い加熱初期の交流電源の出力よりも低くなるように切り替えることが可能である。
【0020】
それゆえ、より効率よく、良好な物性の成形物を安定に作製することを可能にするという効果を奏する。
【0021】
また、本発明の成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、上記原料への加熱を行うと同時に、上記原料への加熱によって生じる蒸気を上記蒸気抜き部から抜きながら、上記原料への加熱によって生じる蒸気が絶縁部に設けられた蒸気抜き部で結露することが防止されるように上記蒸気抜き部を加熱する方法である。
【0022】
また、本発明の成形焼き菓子の製造方法は、上記原料の組成が、小麦粉100、澱粉10〜150、塩0.5〜10、砂糖2〜60、水70〜260の重量比を持ち、全量に対して水が30〜70重量%である方法である。
【0023】
それゆえ、蒸気の結露を防止し、絶縁破壊を防ぐことができるという効果を奏する。
【0024】
また、本発明の成形焼き菓子の製造方法は、外部加熱を併用して原料を加熱する方法である。
【0025】
それゆえ、上記成形焼き菓子の製造方法による効果に加えて、複雑な構造であって電極を対向設置しにくいために上記他の加熱では加熱しにくい場合でも加熱できるという効果を奏する。
【発明を実施するための最良の形態】
【0026】
本発明の実施例について図1ないし図35に基づいて説明すれば、以下の通りである。まず、各実施例に共通する構成について述べる。
【0027】
〔原料〕
本発明に用いられる原料を表1〜表6に挙げる。
【0028】
【表1】
【0029】
上記の表1に示すように塩の添加量を変えることにより、原料の導電率が変化し、内部発熱成形に影響を与える。塩の量や種類を変えることにより、導電率を制御できる。導電率の制御は、低周波加熱時には必ず必要である。
【0030】
【表2】
【0031】
上記の表2に示すように固形分の割合を上げるほど、食感が硬く、強固な成形物が出来る傾向がある。硬さは、目的とする成形物の形状や用途に合わせて変更すればよい。なお、ここに挙げた原料は上記のように種々の水分含量を持っており、広範囲の粘度を示すが、原料のデポジット(注入)機構を工夫すれば、これらの原料はすべて、本発明で使用されるいずれの金型でも成形可能である。
【0032】
【表3】
【0033】
上記の表3に示すように澱粉の種類や量を調整することにより、必要な伸び量または形状や食感を実現することができる。なお、成形後の成形不良品およびバリ部分は、精製粉砕後に再利用が可能である。
【0034】
【表4】
【0035】
上記の表4に示すように砂糖の量を調整することにより、必要な伸び量または形状や食感、風味を実現することができる。
【0036】
【表5】
【0037】
香料の添加量は、内部発熱成形時には少量でよい。
【0038】
【表6】
【0039】
膨化剤の添加量は、内部発熱成形時には少量でよい。
【0040】
以上述べたような、表1〜表6に記載のNo. 1〜No. 36の各配合を、原料として用いる。
【0041】
なお、小麦粉は、強力粉、中力粉、薄力粉、およびこれらの混合物を使用する。
澱粉として、馬鈴薯澱粉、小麦澱粉、米澱粉、トウモロコシ澱粉、タピオカ澱粉、甘藷澱粉等およびこれらの架橋澱粉を使用する。
成形粉砕物とは、一度成形されたものを精製・粉砕したもの、または金型の隙間よりはみ出る「バリ」を収集して粉砕したものである。
塩としては、食用の塩類が利用でき、NaCl(塩化ナトリウム)、KCl(塩化カリウム)、L−酒石酸Na、塩化アンモニウム、乳酸Na、ポリリン酸Na、メタリン酸Na等を使用する。
糖としては、グラニュー糖、上白糖、三温糖、水飴、糖アルコール(ソルビトール、グリセリン、プロピレングリコール)を使用する。
風味増強剤としては、乳原料(バター、全脂粉乳、脱脂粉乳)、卵(鶏卵、全卵粉末、卵黄粉末)、カカオ、コーヒー、ナッツ類(アーモンド、ピーナッツ、ココナッツ)、パン粉、コーングリッツ、果汁等を使用する。
膨化剤としては、炭酸水素ナトリウム、ミョウバンあるいは各種ベーキングパウダー等を使用する。
着色剤としては、食用着色料であるカラメル、コチニール、カロチン、アナトー等の着色料を使用する。
香料としては、ワニラエッセンス、バターフレーバー等の食用香料を使用する。
油脂・乳化剤としては、大豆油、ナタネ油、コーン油等の植物油や、大豆レシチン、脂肪酸エステル等の乳化剤を使用する。
【0042】
以上に列記の原料は、それぞれ1つ用いても複数選択してもよい。
【0043】
〔成形用原料の調製法〕
原料の調製から成形に至るまでの流れは以下の通りである。
<1>原料計量
<2>ミキサーにて下記<3>、<4>以外の原料と水とを攪拌
<3>小麦粉、澱粉投入・攪拌
<4>油脂投入・攪拌
<5>エージング
<6>デポジット(注入)
<7>型に入れて成形
このようにして成形物を作製する。
【0044】
〔装置〕
本発明に用いられる装置について説明する。なお、攪拌等は従来同様のものが用いられるため、説明は省略する。上記成形用原料を後述するような型に入れ、加熱装置にて加熱・膨化することによって成形物を作製する。このような加熱装置として、電磁波加熱装置(HB、HC、HDとする)3種と比較対照用の外部加熱装置(HAとする)の大きく分けて計4種類の装置が用いられる。上記各装置の構成内容は以下の表7に示す通りである。また、図1〜図4に電磁波加熱用装置の概略の構成を示す。なお、用いる周波数は表7に記すものに限られず、50Hz〜100MHzの任意の周波数を用いることができる。
【0045】
【表7】
【0046】
装置HBは、HB1、HB2、HB3の3種類がある。また、装置HCは、HC1、HC2、HC3の3種類がある。
【0047】
ここで、上記装置HA、HB、HC、HDの電源とは、電圧200V、周波数60Hzの工業用電源である。
上記装置HB、HC、HDの出力調整器とは、出力を任意の一定出力に調整する装置である。
上記装置HB、HC、HDの周波数変換器とは、範囲内で任意の周波数に変換して出力する装置である。
【0048】
上記装置HCおよびHDの発振器とは、特定の周波数のみを発振する装置である。ただし、装置HBの場合、不要の周波数帯がある。すなわち、装置HB1では60Hz、HB2では200Hz、HB3では10.0kHzの周波数を使用するが、この場合いずれも発振器は不要である。装置HC1では、発振器を用いて、5.0MHz、HC2では13.56MHz、HC3では40.68MHzの周波数を使用する。装置HDでは、上記発振器を組み合わせて使用する。
【0049】
上記装置HB、HC、HDの電極とは、高周波もしくは低周波の電流を、型を介して成形用原料に供給する装置である。
装置HA、HB、HC、HDの温度調節とは、金型内に電熱ヒーターを組み込んだり、外部より直接ガスバーナーであぶったり、IH(誘導加熱)により金型を発熱させたりして、成形以前に金型の温度を調節することを指す。このような温度調節をしない場合には、金型温度は100℃以下の範囲内となる。
【0050】
上記電磁波加熱装置の個々の構成について説明する。
図1に示すように、電磁波加熱装置1は、電源部2と加熱部(電極部)3とを有している。また、加熱部3は、図示しない真空ポンプ、上下の型を固定するロック部、および外部加熱部を有している。
【0051】
電源部2は、周波数が5、13.56、40.68MHzの場合は、真空管式の発振器4を電源とする。発振器4の出力によって、エネルギー効率が決定する。後述の金型片8a・8b間は直接接触してはならず、そのために金型片8a・8b間に絶縁部を設ける。この絶縁部として絶縁体8cを用いている。なお、絶縁部は金型片8a・8b間の接触を防止するものであり、空間で構成してもよい。また、必要な各機器について、アースおよび電磁波漏洩防止カバーが必要である。
【0052】
そして、調整用回路として可変コンデンサー(C成分と称する)5と可変コイル(L成分と称する)6とを備えている。加熱対象物に応じて、このC成分5とL成分6とを変化させることにより、最適の出力や同調を得ることができる。上記C成分5として、手動コンデンサーC1(C1成分と称する)が設けられている。
【0053】
図2に示す装置は、頂点8a1 の角のように鋭利な部分が多いほうの金型片8aの側(図中、上側)を、アース側にしたものである。このような鋭利な部分が一方の金型片8aに存在する場合、図1に示すように、その金型片8aのほうを電源側、他方の金型片8bをアース側とすると、その鋭利な部分に電源からのエネルギーが集中しやすいため、その部分の成形用原料9の鋭角部9cにおいて局部加熱が起こりやすい。このため、図2に示すように、このような鋭利な部分を有する金型片8aのほうをアース側にすると、電源からその部分へのエネルギーの集中を防ぐことができるので、図1に示す装置に比べて局部加熱防止がしやすい。
【0054】
また、図3に示すように、自動調整・同調用の可変コンデンサーとしての自動コンデンサーC2(C2成分と称する)を設けることにより、発振器真空管の陽極電流を一定に制御することもできる。この陽極電流は、自動追尾回路によって制御される。自動追尾回路とは、エアーコンデンサーの極板間隔をモーターで自動的に変更することができ、加熱部3の電極間の誘電率の変化に対応して陽極電流値を一定に保つものである。
【0055】
ここでは、C成分を構成するコンデンサーの極板間隔を大きく(小さく)することを、「C成分を広く(狭く)する」と称し、また、L成分を構成する抵抗器の回路中で使う実質的な長さを長く(短く)することを、「L成分を長く(短く)する」と称する。C成分を広くするほど出力は小さくなる。手動コンデンサーC1は、最も狭くしたときC1=100、最も広くしたときC1=0である。自動コンデンサーC2は、最も狭くしたときC2=10、最も広くしたときC2=0である。L成分を長くするほど出力は小さくなる。Lは、最も短くしたときL=0、最も長くしたときL=15である。以降、ここでは、C成分、L成分の値はそれぞれ、上記各最小値および最大値に対する比例値として示す。
【0056】
自動コンデンサーC2の動作時には、発振器の陽極電流値は図5の曲線Aのように推移する。すなわち、電流値を定量的に流すことができる。また、自動コンデンサーC2は、その自動機能を停止させて、手動で値を設定することもできる。停止時には、図5の曲線Bのように推移する。すなわち、電流値は成形内容物の通電・誘電性質によって変化する。
【0057】
また、図4に示すように、周波数が60Hz、200Hz、10kHzの場合は、200Vの電源21に出力調整器22をつなぎ、周波数変換器23で所定の周波数にした後に加熱部3に供給する。出力調整器22としてはトランスを用いることができる。
【0058】
図1に示すように、加熱部3は上下に2枚の電極7a・7bを備える。電極7a・7bにはそれぞれ上側の金型片8a・下側の金型片8bが接触している。金型片8a・8bは絶縁体8cを介して合わさっており、互いに非接触状態となっている。上記両金型片8a・8b、絶縁体8cとにより金型8が構成されている。また、金型8と成形用原料9とを加熱対象物と総称する。電極7a・7bの間にこの加熱対象物を挟んで給電するようになっている。
【0059】
図6に蒸気抜きの方法についてその一例を示す。絶縁体8cには、加熱時に発生する蒸気を抜くための蒸気抜き部8c1 ・8c1 、蒸気抜き部8c2 ・8c2 が設けられている。加熱時に金型8内の成形用原料9(図示せず)から発生する蒸気が、この蒸気抜き部8c2 ・8c2 から蒸気抜き部8c1 ・8c1 を通って金型8の外部へ放出されるようになっている。図6の構成以外にも、図7に示すように、円周状の蒸気抜き部8c1 の中に複数個例えば8個の蒸気抜き部8c2 …を設けた構成としてもよい。
【0060】
蒸気抜き部8c2 の個数は、バランスを取るために通常は2個以上設ける。また、蒸気抜き部8c1 、蒸気抜き部8c2 は、その大きさ、形状、数等を調整し、成形物に適合するように設ける。これは、原料配合や成形物物性等の変化に対応し、適宜変更が必要である。本発明では、蒸気が成形用原料9から金型8の外部へバランスよく抜け出ることができればよく、蒸気抜き部の形状や大きさ、数は限定されない。なお、図6、図7には絶縁部に設けた蒸気抜き部8c1 、8c2 の構成を示したが、全体をより均一に効率よく成形できるように、必要に応じて絶縁部以外の箇所にも蒸気抜き部を設けてもよい。
【0061】
図1および図2に示すように、2枚の電極7a・7bは、一方が給電極、他方が接地極である。図1に示す配置では、電極7aが給電極、電極7bが接地極である。また、図2に示すように、極を逆に接続することもできる。
【0062】
加熱部3には、図示しない電熱ヒーターと温調器(温度調節器)とが組み込まれており、金型8を所定の温度に加熱できるようになっている。なお、外部加熱のみの場合は、上記電源部2からの給電は行わずに、このヒーターのみによって加熱成形を行う。
【0063】
また、この加熱部3部分全体がチャンバーになっており、前記真空ポンプによって内部を減圧できるようになっている。
【0064】
金型8は、図8に示すような上下プレス方式を用いて電極7a・7b間に固定される。その他にも、図9に示すように、一端にヒンジ25を設け、反対側にてロック(固定)する方法も採りうる。
【0065】
〔型〕
成形用原料を入れるための型としての金型8の構造について説明する。
図10に示すように、金型8は、基本的に2つのブロックに分かれる。図示されていないが、成形物形状や取り出し方法によっては割型を用いたり、ノックアウトピンを設けたりして3つ以上のパーツから金型が形成されることもあるが、その場合でも給電極側と接地極側との2つのブロックに大別してグループ化する。
【0066】
同じグループのパーツは、型を固定して成形工程を行う際は、互いに密着する部分を持っている。その一方のブロック(金型片8a側)と他方のブロック(金型片8b側)との間には、成形物を成形する空間と絶縁部(ここでは絶縁体8c)とを有している。絶縁体8cは、同図(a)および同図(b)に示すように、どちらのブロックに取り付けても良く、また両方に取り付けることも可能である。
【0067】
また、図11に示すように、絶縁部は、絶縁体を用いずに金型片8aと金型片8bとの間の空隙8dによって形成することもできる。この場合、空隙8dの間隔範囲は0.3mm以上で、成形物肉厚の1/2以下である。0.3mm以下では絶縁破壊が起きやすく、スパークが生じるため成形できない。また、肉厚の1/2以上にすると型内圧が低くなりすぎ、成形ができなくなる。
【0068】
成形中に発生する多量の蒸気を型外部に逃がすために蒸気抜き部を設けるが、このような蒸気抜き部は、図10に示した例の場合には、絶縁体8cに設けるか、あるいは、金型片8aまたは8bの、絶縁体8cに接する面に設ける。図11に示した例の場合には、絶縁部の空隙8dが蒸気抜き部を兼用する。
【0069】
〔成形物〕
上記原料、型および加熱装置を用いて作製した成形物について説明する。
表8および図12ないし図15に示すようなサンプルを焼成した。その際、その形に合った型を使用した。
【0070】
【表8】
【0071】
表8中、成形物形状(1)〜(4)は図12に示すような形状である。例えば、54mm径、高さ120mmとし、また肉厚は2.0mm、5.0mm、10.0mmとする。他の例としては、72mm径、高さ150mmとし、また肉厚は2.5mmとする。また、成形物形状(5)は、図13に示すように、成形物形状(1)にリブ(井桁)を付加した形状である。例えば、54mm径、高さ120mm、肉厚2.0mmとする。また、成形物形状(7)は図15に示すような形状である。例えば、縦150mm×横35mm×高さ12mm、肉厚2.0mmとする。
【0072】
また、図14に示すシュガーロールコーン(SUGAR ROLL CONE )の場合は、まず、図16に示すような扇状の煎餅または図17に示すような円状、すなわち表8中の成形物形状(6)となるようにまず焼成した。次に、後成形として、その成形物形状(6)の焼成物を円錐状の軸に巻き付けて冷却して最終形状に成形した。すなわち、焼成に使用した型の形状は、図16または図17に示すような、煎餅を焼く型である。成形物形状(6)は例えば、50mm径、高さ120mm、肉厚2.5mmである。
【0073】
成形物の形状により原料の伸ばし方が違うために、金型の蒸気抜き部分および原料配合部分を適宜変更する必要があるが、成形法は基本的には同様である。成形物形状(1)〜(5)、(7)を有する成形物は、金型から取り出した直後に保形して完成した。成形物形状(6)を有する成形物に関しては、平べったい煎餅を焼成した後、前記の後成形を行って最終形状にした。
【0074】
外部加熱成形では、成形物形状(3)、(4)のような形状を有する肉厚の厚い成形物は、表面は乾燥するが、内面は水分が残りやすく、食感も悪く、ひび割れ等が起きて成形が困難である。一方、内部発熱成形では、薄い成形物はもとより、成形物形状(3)、(4)のような形状を有する厚物についても、組織が均一で、密な成形物が作製できる。
【0075】
本発明は、成形物形状(6)のような板状の煎餅や、ウエハースの他、いろいろな焼き菓子について応用が利き、バラエティー化が可能である。
【0076】
〔評価〕
成形物の強度を表9および図18および図19に示す方法で測定し、評価した。すなわち、図18に示すように、円錐状の成形物40を台41の上に置き、上からプランジャー42を降下させて測定した。また、図19に示すように、煎餅状の成形物およびモナカ状のように平らな部分が多い成形物については、中空台43の上に成形物44を載せ、プランジャー42を降下させて測定した。
【0077】
【表9】
【0078】
成形物の食感を表10および図20に示す方法で測定し、評価した。すなわち、円錐状の成形物40を台41の上に置き、上から、ピアノ線45を張ったプランジャー46を降下させて測定した。
【0079】
【表10】
【0080】
また、成形物の水分含量を表11に示す方法で測定し、評価した。
【0081】
【表11】
【0082】
また、成形物の着色度を表12に示す方法で測定し、評価した。
【0083】
【表12】
【0084】
なお、成形用原料の粘度は表13に示す方法で測定した。
【0085】
【表13】
【0086】
なお、成形物の評価は表14に示すように行った。
【0087】
【表14】
【0088】
また、成形物の物性の評価は表15に示すように行った。なお、本願においては、成形物の物性を成形物性と称する。
【0089】
【表15】
【0090】
次に、各実施例について説明する。
【0091】
〔実施例1〕
仕様は以下の通りである。
原料配合:No. 3
加熱方法:表16ないし表19記載
成形物形状:(1)、(5)
【0092】
【表16】
【0093】
【表17】
【0094】
【表18】
【0095】
【表19】
【0096】
結果は以下の通りである。なお、表17、表19はそれぞれ表16、表18のつづきである。
周波数を高くしていくほど成形時間は短くなり、成形物性および成形性は良くなる傾向にある。ただし、周波数を高くしすぎるとスパークを起こしやすく、スパーク制御がしにくくなる。
【0097】
成形時間をより短くする場合、早く生地が伸びて物性的に弱くなる傾向になるので、その場合は、伸びにくくて表面にケロイドの出にくい配合に調整する必要がある。
【0098】
外部加熱と内部発熱とを併用すると、短時間成形がより顕著となる。
【0099】
表16・17と表18・19とを比較すると、リブ部分には電圧がかかりにくい影響で、内部発熱が起きにくく生焼けになってしまうことが分かる。当然ながら成形物性および成形性は悪くなる。リブ部分は片側の金型の内部に収納された形になっているため、電圧を金型に印加した場合にこの部分は電圧がかかりにくく、内部発熱が生じにくい。このように、形状的に内部発熱しない部分が生じる場合は、基本的に外部加熱を併用する。また、成形用の金型を構成する際も、その内部発熱しない部分の肉厚を他の部分の肉厚より薄くするように設計することにより、内部発熱部分と比べて加熱度が均等になるように調整する必要がある。また、リブ部にも電圧がかかりやすくなるように、成形用原料におけるリブ部の周辺部の絶縁部と導電体との配置を工夫することも有効な対策の一つである。
【0100】
〔実施例2〕
仕様は以下の通りである。
原料配合:No. 1〜7
成形物形状:(1)
加熱方法:表20ないし表22に、配合No. 1、3、6を抜粋した。
【0101】
【表20】
【0102】
【表21】
【0103】
【表22】
【0104】
各表中、「L、C1、C2停止」とあるのは、所定の周波数で内部発熱で加熱する際の出力を調整するために設定された、それぞれ、L成分、C1成分、C2成分の値である。「C2停止」とは、自動コンデンサーC2は本来自動コンデンサーとしての機能を持つものであるが、ここではその自動機能を停止させており、手動で値を設定したことを表す。なお、これらの事項は、以下の各実施例において共通である。
【0105】
結果は以下の通りである。
200Hzでは、塩すなわち電解質が全く入っていない原料配合No. 1では発熱せず、外部加熱単独との差は全くなかった。
【0106】
13.56MHzでは、すべての塩濃度で加熱可能であったが、高濃度になると導電によるスパークが顕著になり、原料配合No. 6、7ではスパークを起こさないように成形を制御することができなかった。また、同一濃度では周波数が高いほどスパークが起きやすかった。スパークを抑制するには、出力を抑えて電極間の電界強度を下げると良いことも分かった。
【0107】
No. 6では、スパークの制御が困難なために出力を相当下げねばならず、その分成形時間が長くなった。また、200Hzでまず処理しておくと、その後13.56MHzでうまく処理できた。
【0108】
〔実施例3〕
仕様は以下の通りである。
原料配合:No. 3
加熱方法:表23、表24に記載
成形物形状:(1)
【0109】
【表23】
【0110】
【表24】
【0111】
結果は以下の通りである。なお、表24は表23のつづきである。
外部加熱および低い周波数領域での成形の場合には、金型温度が140〜150℃以上なければ成形できない。また、成形が良好か否かは、減圧等にさほど関係なく、ほとんどすべて、金型温度に依存する。
【0112】
低周波領域で成形した場合は、外部加熱のみの場合に比べて、内部発熱による乾燥がやや進行はするが、大差はない。
【0113】
高い周波数領域で成形した場合は、金型温度もしくは蒸気抜き部分の温度が100℃以下のときは減圧が必ず必要である。減圧しなければ、特に蒸気抜き部周辺で水蒸気が結露し、スパークが発生するため、成形不可能となってしまう。一方、100℃以上であれば、原料から出る水蒸気が金型外に出るため、結露しない。この状態であれば減圧は必要なく、良好な成形物が作製できる。
【0114】
また、図21に、成形途中の成形用原料9の外観を示す。同図に示すように、成形用原料9は、デポジット(注入)された際に原料が型に接触する部分であるデポ部9aと、その周辺の発泡して伸びる伸び部9bとが存在する。表24に示した条件の場合にはL値の差は0〜1しかないのに対し、表23の上6段に示すように、外部加熱単独で成形する場合には、L値の差が3であり、デポ部9aと伸び部9bとの色差が顕著になる。すなわち、外部加熱で成形した場合、デポ部9aが汚い。内部発熱で成形した場合はデポ部9aは非常に綺麗な外観を有する。
【0115】
またデポ部9aは、外観表面も凹凸が大きく、内部組織も粗い不均一な成形物となりやすい。図23に外部加熱を用いて作製した成形物の内部組織を示す。外部加熱では、表面のみが粒径が細かく、内部は粗い。
【0116】
一方、低周波領域での成形の場合は、外部加熱のみに比べてやや良好な物性になっている。
【0117】
また、高い周波数領域で成形した場合には、成形物性が非常に良くなる傾向にある。デポ部9aと伸び部9bとでの色差は小さくなり、凹凸も少なく、強度差も少ない、組織の密で均一な成形物が作製できる。図22に、内部発熱を用いて作製した成形物の内部組織を示す。内部発熱では、表面・内部ともに、粒径が十分細かくなっている。
【0118】
〔実施例4〕
水分の影響を調べた。仕様は以下の通りである。
実験No. :No. 4−1〜4−8
原料配合:No. 8〜15
成形物形状:(1)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0119】
【表25】
【0120】
成形用原料の水分を変化させることによる成形物性への影響はあるが、すべてにおいて良好な成形性が得られた。
【0121】
成形物の物性は、元の水分が少ないほど硬い食感となり、強固な成形物となった。これを応用し、原料中の水分を変化させることで、出来上がりの物性を調整できることが分かる。ただし、混合後の原料がドウ状であったり、スラリー状でも粘度が大きく異なるため、金型への原料供給方法はそれぞれに応じた機構にする必要がある。
【0122】
原料の水分を様々に変化させたが、原料の物性に応じたデポジット(注入)機構を備えれば良く、成形性や成形後の物性に問題はなかった。ただし、水分が少なく固形分が多いほど食感が硬い成形物が出来る傾向が見られた。このことより、目的の形状・用途に合わせて水分量を設定すればよいことが判明した。
【0123】
〔実施例5〕
澱粉の影響を調べた。仕様は以下の通りである。
実験No. :No. 5−1〜5−15
原料配合:No. 3、16〜19
使用した澱粉は、馬鈴薯、米、小麦、トウモロコシ、タピオカ、甘藷である。
【0124】
成形物形状:(1)、(4)、(7)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0125】
【表26】
【0126】
成形用原料の澱粉量や澱粉種を変化させることによる成形性への影響はあるが、良好な成形性が得られた。成形物の物性は、特に澱粉の種類によって大きく異なり、成形時の伸びや成形物の食感に様々な変化を持たせることができるので、澱粉の種類・量を変えることにより、必要な伸び(形状)や食感を出すための調整が可能である。
【0127】
成形物形状(1)〜(5)は円錐状垂直方向に長い形状であり、この方向の伸び、すなわち縦伸び重視である。成形物形状(6)、(7)は煎餅やモナカのように水平方向に長い形状であり、これには、この方向の伸びすなわち横伸びに適した澱粉を使用することが望ましい。成形物形状(3)、(4)のように厚みのある形状の成形物の場合は、よりソフトな食感を持たせる澱粉を用いたほうが、また原料配合No. 17〜19のように澱粉量の多い原料を用いたほうが、より良い物性のものが成形できる。
【0128】
〔実施例6〕
成形物の再利用性を調べた。仕様は以下の通りである。
実験No. :No. 6−1、2
原料配合:No. 20〜21
成形物形状:(1)、(4)、(7)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0129】
【表27】
【0130】
成形後の製品や、金型からはみ出たバリ部分を集め、夾雑物を取り除いて粉砕し、小麦粉・澱粉等と同時にミキサーに投入して攪拌・混合した。成形性、成形物の物性ともに良好で、バリ部分や成形不良品を原料として再利用でき、ロスを減らすことができる。
【0131】
また、本実施例における成形時に出来たバリ部分や、成形不良品は、精製粉砕後、元の原料に混合することによって再利用可能であることが判明した。
【0132】
また、添加した粉砕物によって原料ミックスの粘度が上昇する。しかし、原料配合No. 3と比較すると、成形物性および成形性はほとんど有意差がなく、良好であった。
【0133】
〔実施例7〕
糖の影響を調べた。仕様は以下の通りである。
実験No. :No. 7−1〜7−16
原料配合:成形物形状(1)(3)はNo. 11、22〜25
成形物形状(6)はNo. 11、22〜26
成形物形状:(1)、(3)、(6)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0134】
【表28】
【0135】
成形用原料中の糖添加量を変化させることによる成形性への影響はあるが、良好な成形性が得られた。
【0136】
成形物の物性は、糖の添加量によって大きく異なり、成形時の伸びや成形物の食感および風味に様々な変化を持たせることができる。
【0137】
糖の量が多い原料配合No. 25を用いた場合、成形物形状(6)を有する成形物は、焼成直後の高温状態では軟らかい物性を示す。このため、2枚の鉄板でまず煎餅状に焼成する。そしてその後、円錐形の軸に巻き取って冷却・成形できる。一方、成形物形状(1)、(3)を有する成形物は、成形終了後、型開放時の収縮率が低く、また柔軟すぎるため、離型性が悪い。そのため、成形困難である。
【0138】
〔実施例8〕
香料の添加について調べた。仕様は以下の通りである。
実験No. :No. 8−1〜8−5
原料配合:No. 24、27〜30
成形物形状:(3)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0139】
【表29】
【0140】
成形時間の長い加熱方法を採るほど香料の飛散が多く、短時間で焼成できた物は少量の香料しか必要としないことが判明した。
【0141】
同じ原料配合を用いて外部加熱で成形したものと比較した官能検査では、外部加熱時に比べ、半分の添加量で同等の香りが出ているという結果が得られた。
【0142】
〔実施例9〕
膨化剤の添加について調べた。仕様は以下の通りである。
実験No. :No. 9−1〜9−6
原料配合:No. 31〜36
成形物形状:(1)
加熱方法として、加熱装置HC2、型温度170℃で行った。結果は以下の通りである。
【0143】
【表30】
【0144】
外部加熱単独に比べ、同量の膨化剤を添加して内部発熱を行うと、より少量の膨化剤で同等の膨化度が得られることが判明した。すなわち、成形重量および成形伸びの安定性から見て、外部加熱の半分程度の添加量でよいことが分かり、逆に、添加量が多いと成形不良を起こしやすくなる傾向であった。
【0145】
〔実施例10〕
まず、図24ないし図30を用いて、内部発熱成形(高い周波数領域)時の、良好な発振器真空管の陽極電流の設定について説明する。
【0146】
加熱時間を横軸にとり、金型内を流れる発振器真空管の陽極電流値を縦軸にとり、両者の関係をグラフにした場合、図24に示すように、加熱開始時に急激に電流が流れすぎることがあり、過度な電流(出力)はスパークや焦げにつながる。この原因としては、
<1>最大電流値が高すぎる(出力が大きすぎる)
<2>金型内成形原料が不安定状態にある
<3>塩含有量が多すぎる
<4>金型内圧が高すぎる
等が考えられる。
【0147】
このような場合には、図25に示す曲線Aのように出力を下げたり、曲線Bのように電流上昇時の傾きを緩やかにしたりする等の処置を行う。あるいは、図26に示すように、加熱初期に、生地安定化工程Cを付加することにより、加熱初期の生地を安定な状態にする処置を行う。このような処置によって、陽極電流の過度の上昇を制御する。
【0148】
また、図27に示すように、加熱後半時にいつまでも必要以上に電流が高いままになり、乾燥時の電流値が高すぎ、ときとしてスパークや焦げ等が発生することがある。この原因としては、
<1>塩含有量が多すぎる
<2>焦げやすい原料が多く含まれる
<3>原料不足
等が考えられる。
【0149】
このような場合には、図28に示すように、出力を下げる処置を行う。あるいは、図29中、実線で示すように、電流の最大値が持続する時間を長くする処置を行う。このような処置によって加熱後半時の過度な陽極電流値を制御する。
【0150】
例えば、図30に示すように、L成分やC成分を変化させて出力を変えることができる。曲線aは、L成分が短く、C成分が狭い場合である。曲線cは、L成分が長く、C成分が広い場合である。曲線bは、L成分やC成分もそれぞれ曲線aの値と曲線cの値との中間の場合である。L成分やC成分を変更すれば、この曲線の形を変えて加熱条件を変更可能であり、上記のような陽極電流値の制御を行うことができる。
【0151】
このように、適正な出力制御によりスパークや焦げさえ制御できれば、成形物はソフトな食感で、組織が均一で密な、外観の綺麗な良好なものとなる。したがって、金型構造・配合・内部発熱条件の、適度に良好な設定を見つけ出すことがポイントである。
【0152】
このような良好な条件を目指し、以下実験を進めた。
原料配合:No. 3
成形物形状:(1)
加熱方法として、表31〜表34に示す成形条件で行った。結果を表31ないし表34に示す。
【0153】
表33および表34中、「C2動作」とは、自動コンデンサーC2を自動コンデンサーとして機能させることを表し、「自動」とは実際に自動コンデンサーとして機能させていることを表す。これらの事項は、以下の各実施例において共通である。
【0154】
【表31】
【0155】
【表32】
【0156】
【表33】
【0157】
【表34】
【0158】
内部発熱では、生地の膨化および乾燥は早く、成形物性は外部加熱での成形に比べて大変良好となる。
【0159】
200Hzの場合、膨化初期段階での効果が大で、出力を大きくするほど成形時間は短くなり成形物性も良くなっていく。
【0160】
13.56MHzの場合、L、C成分を変更することにより成形時間が大きく変わる。条件を厳しくしすぎるとスパークを起こし、成形物の内部より焦げてしまうが乾燥はできていないという状況になりやすい。
【0161】
L、C成分ともに適度となる領域が、配合や形状によって異なる。このため、各々の原料配合や形状に応じて内部発熱条件を設定する必要がある。条件を厳しくしていっても、金型内原料が発熱しにくくロスが多い場合もあるので、条件設定は重要である。厳しい条件を用いて生地を早く伸ばしすぎると、成形物に穴があいたり、金型内圧が上がりすぎたりして、スパークおよび成形不良の要因となる。このため、配合および金型構造(蒸気抜き部分)を調整する必要がある。このような調整により、スパーク制御は可能である。
【0162】
200Hzおよび13.56MHzを併用した場合に、初期に低い周波数領域を用いると、膨化がより安定し、焦げあるいはスパークが起こりにくくなり、成形物性も安定する。このため、高い周波数領域の使用範囲が増す。
【0163】
表32は、表31の条件よりもコンデンサーの極板間隔を広くして出力を制御しているため、L成分の制御範囲が増え、より安定した成形物を得ることができる。
【0164】
表33および表34では、コンデンサーの片側すなわち自動コンデンサーC2のほうを自動制御することによって陽極電流値を一定としている。これにより、成形時間がより短縮できた。
【0165】
また、焦げやスパークは、L成分を長くした場合には乾燥後期に起こりやすく、L成分を短くした場合には加熱開始の瞬間に起こりやすい。
【0166】
表33に示す加熱条件では、電流値を1Aとしている。表から分かるように、L成分やC成分の制御範囲が狭く、一定電流値が高いため、スパークを発生しやすい。一方、表34に示す加熱条件では、電流値を0.6Aとしている。表から分かるように、表33に比べてL成分やC成分の制御範囲が広く、焦げやスパークが起こりにくい。
【0167】
〔実施例11〕
仕様は以下の通りである。
原料配合:No. 3
成形物形状:(1)
加熱方法および結果を表35ないし表37に示す。各表中、「電流値 設定1、設定2」とは、加熱の初期には電流値を設定1の通りに設定し、加熱の時間経過に伴い、次に設定2に切り替えることを表す。
【0168】
【表35】
【0169】
【表36】
【0170】
【表37】
【0171】
実施例10で分かるように、常に一定の出力を与えた場合には、短時間化を狙えばスパーク等で不安定になり、安定化させると比較的長時間化する。そこで、本実施例では、加熱初期の原料中の水分残量が多いときは高出力で、水分残量の少ない加熱後期(乾燥時期)は低出力でと、成形条件を切り替えた結果、より効率よく、良好な物性の成形物が安定的に作製できた。すなわち、前記実施例10の表33および表34より本実施例の表35、表36、表37のほうが、安定な成形物を効率よく作製できた。
【0172】
表35より設定1、設定2ともに出力を下げた表36では、成形時間は長くなるものの、広い制御範囲を持ち、かつ良好な成形物が得られた。さらに、表37では表35より設定2だけ出力を下げたが、表36より成形時間は短く、表35より広い制御範囲で安定的に成形できた。このように、初期と後期との出力差を大きくとることにより安定な短時間成形を可能とすることが判明した。
【0173】
〔実施例12〕
仕様は以下の通りである。
原料配合:No. 3
成形物形状:(1)
加熱方法は表38の通りである。なお、発振器出力の制御はL成分やC成分を調整することによって行った。陽極電流値が一定になると乾燥完了とした。結果を表38・表39および図31ないし図33に示す。表39は、13.56MHz時(実験No. 12−4〜No. 12−15)の陽極電流値(A)である。
【0174】
【表38】
【0175】
【表39】
【0176】
金型個数を増やしても、成形物性および成形性は変わりなく非常に良好であった。金型個数を増やした場合ほど出力を上げ、かつ陽極電流値も多少上げることにより、成形時間も大差なく成形できた。
【0177】
なお、金型個数が増えるほど、局部加熱の可能性が増すため、加熱装置を図1のものから図2のものへと変更すると、スパークなどの起こりにくくより安定した成形性が得られる。
【0178】
〔実施例13〕
仕様は以下の通りである。
原料配合:No. 11、24、25
成形物形状:(1)〜(7)
加熱方法として、加熱装置HC2を用いて以下の条件で行った。結果を表40・表41および図34および図35に示す。
【0179】
表40は、金型温度を170℃とし、C1=60、C2=9、L=13として、成形物形状を種々変更して成形したときの陽極電流値(A)の推移を示したものである。図34はその様子をグラフにしたものである。
【0180】
表41は、成形物形状(2)の場合に、金型温度を170℃とし、C1=60、C2=9としてLを13以外にも種々変更して成形したときの陽極電流値(A)の推移を示したものである。図35はその様子をグラフにしたものである。
【0181】
【表40】
【0182】
【表41】
【0183】
表40や図34のグラフから分かるように、成形物形状(2)は、成形物形状(1)に比べ表面積が大きいため、同じ出力では陽極電流値が上がりにくく、成形時間がかかってしまう。しかし、図34のグラフのうちの成形物形状(1)の電流値パターンと、表41や図35に示す、成形物形状(2)の電流値パターンとは類似している。このことから、成形物形状(2)の場合、L成分を短くすることにより出力を上げていくと、成形物形状(1)の場合と同程度の成形時間でかつ良好な成形物が得られることが分かる。
【0184】
表40や図34のグラフから分かるように、成形物形状(3)や成形物形状(4)は、陽極電流値ピークの値は成形物形状(1)とほぼ同様であるが、成形物形状(1)に比べて肉厚が厚いため、陽極電流値の立ち上がりが遅い。この分だけ成形時間が成形物形状(1)よりも多くかかる。しかしながら、成形物性や成形性が良好で、成形物形状(1)とは食感や歯応え・風味の全く異なった良好な成形焼き菓子が得られる。
【0185】
成形焼き菓子の製造方法は、原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、上記型の外部を減圧し、上記加熱によって生じる蒸気を上記蒸気抜き部から抜きながら上記加熱を行う方法でもよい。
【0186】
上記成形物の加熱成形中には、多量の蒸気が発生し、この蒸気が絶縁部に設けられた蒸気抜き部で凝縮して結露し、絶縁破壊が起こる。しかしながら、上記の方法では、減圧により、蒸気が結露することが防止される。このため絶縁破壊を防げる。
【図面の簡単な説明】
【0187】
【図1】本発明に係る成形焼き菓子の製造方法のための加熱装置の一構成例を示す説明図である。
【図2】本発明に係る成形焼き菓子の製造方法のための加熱装置の他の構成例を示す説明図である。
【図3】本発明に係る成形焼き菓子の製造方法のための加熱装置のさらに他の構成例を示す説明図である。
【図4】本発明に係る成形焼き菓子の製造方法のための加熱装置のさらに他の構成例を示す説明図である。
【図5】加熱時における発振器の陽極電流の推移を示すグラフである。
【図6】絶縁体の構成の一例を示すものであり、(a)は水平断面図、(b)は側面図、(c)は(a)のF−F矢視断面図である。
【図7】絶縁体の構成の他の例を示すものであり、(a)は水平断面図、(b)は側面図、(c)は(a)のG−G矢視断面図である。
【図8】金型の構成例を示す説明図である。
【図9】金型の他の構成例を示す説明図である。
【図10】絶縁体の組み込み方法の一例を示す断面図である。
【図11】絶縁体を組み込まずに空間によって絶縁部を設ける方法の一例を示す断面図である。
【図12】成形焼き菓子の構成例を示すものであり、(a)は平面図、(b)は(a)のJ−J矢視断面図である。
【図13】成形焼き菓子の他の構成例を示すものであり、(a)は平面図、(b)は(a)のK−K矢視断面図である。
【図14】成形焼き菓子のさらに他の構成例を示すものであり、(a)は平面図、(b)は(a)のL−L矢視断面図である。
【図15】成形焼き菓子のさらに他の構成例を示すものであり、(a)は平面図、(b)は(a)のM−M矢視断面図である。
【図16】成形焼き菓子のさらに他の構成例を示す平面図である。
【図17】成形焼き菓子のさらに他の構成例を示す平面図である。
【図18】成形焼き菓子の強度測定方法の一例を示す説明図である。
【図19】成形焼き菓子の強度測定方法の他の例を示す説明図である。
【図20】成形焼き菓子の食感測定方法の一例を示す説明図である。
【図21】成形焼き菓子の組織の一例を示すものであり、(a)は断面図、(b)は平面図である。
【図22】内部発熱による成形焼き菓子の断面の様子を示す説明図である。
【図23】外部加熱による成形焼き菓子の断面の様子を示す説明図である。
【図24】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図25】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図26】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図27】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図28】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図29】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図30】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図31】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図32】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図33】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図34】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【図35】成形焼き菓子の加熱時間と電流値との関係を示すグラフである。
【符号の説明】
【0188】
1 電磁波加熱装置
2 電源部
3 加熱部
4 発振器
5 可変コンデンサー
6 可変コイル
7a 電極
7b 電極
8 金型
8a 金型片
8a1 頂点
8b 金型片
8c 絶縁体(絶縁部)
8c1 蒸気抜き部
8c2 蒸気抜き部
8d 空隙(絶縁部)
9 成形用原料
9a デポ部
9b 伸び部
9c 鋭角部
21 電源
22 出力調整器
23 周波数変換器
25 ヒンジ
40 成形物
41 台
42 プランジャー
43 中空台
44 成形物
45 ピアノ線
46 プランジャー
【特許請求の範囲】
【請求項1】
原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、
交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、
上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続することを特徴とする成形焼き菓子の製造方法。
【請求項2】
原料を覆うための、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型と、
上記両型片間に交流を印加することにより、型で覆われた原料を通電加熱および/または誘電加熱にて加熱して膨化させるための交流電源とを備える成形焼き菓子の製造装置において、
上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片が接地極に接続されていることを特徴とする成形焼き菓子の製造装置。
【請求項3】
原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、
交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、
上記原料中の水分残量が少ない加熱後期の上記交流電源の出力が、上記原料中の水分残量が多い加熱初期の上記交流電源の出力よりも低くなるように切り替えることを特徴とする成形焼き菓子の製造方法。
【請求項4】
原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、
交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、
上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、
上記原料への加熱を行うと同時に、
上記原料への加熱によって生じる蒸気を上記蒸気抜き部から抜きながら、上記原料への加熱によって生じる蒸気が絶縁部に設けられた蒸気抜き部で結露することが防止されるように上記蒸気抜き部を加熱することを特徴とする成型焼き菓子の製造方法。
【請求項5】
外部加熱を併用して原料を加熱することを特徴とする請求項4に記載の成形焼き菓子の製造方法。
【請求項6】
上記原料の組成が、小麦粉100、澱粉10〜150、塩0.5〜10、砂糖2〜60、水70〜260の重量比を持ち、全量に対して水が30〜70重量%であることを特徴とする請求項4または5に記載の成形焼き菓子の製造方法。
【請求項1】
原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、
交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、
上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片を接地極に接続することを特徴とする成形焼き菓子の製造方法。
【請求項2】
原料を覆うための、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型と、
上記両型片間に交流を印加することにより、型で覆われた原料を通電加熱および/または誘電加熱にて加熱して膨化させるための交流電源とを備える成形焼き菓子の製造装置において、
上記第1および第2型片のうち、凸である鋭角部をより多く有する方の型片が接地極に接続されていることを特徴とする成形焼き菓子の製造装置。
【請求項3】
原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、
交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、
上記原料中の水分残量が少ない加熱後期の上記交流電源の出力が、上記原料中の水分残量が多い加熱初期の上記交流電源の出力よりも低くなるように切り替えることを特徴とする成形焼き菓子の製造方法。
【請求項4】
原料を、導電性の第1および第2型片と上記両型片間の絶縁部とを有する型で覆い、
交流電源から上記両型片間に交流を印加することにより、通電加熱および/または誘電加熱にて加熱して膨化させる成形焼き菓子の製造方法において、
上記型として、上記絶縁部に蒸気抜き部を設けたものを用い、
上記原料への加熱を行うと同時に、
上記原料への加熱によって生じる蒸気を上記蒸気抜き部から抜きながら、上記原料への加熱によって生じる蒸気が絶縁部に設けられた蒸気抜き部で結露することが防止されるように上記蒸気抜き部を加熱することを特徴とする成型焼き菓子の製造方法。
【請求項5】
外部加熱を併用して原料を加熱することを特徴とする請求項4に記載の成形焼き菓子の製造方法。
【請求項6】
上記原料の組成が、小麦粉100、澱粉10〜150、塩0.5〜10、砂糖2〜60、水70〜260の重量比を持ち、全量に対して水が30〜70重量%であることを特徴とする請求項4または5に記載の成形焼き菓子の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】

【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【公開番号】特開2006−81551(P2006−81551A)
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願番号】特願2005−290575(P2005−290575)
【出願日】平成17年10月3日(2005.10.3)
【分割の表示】特願平9−309046の分割
【原出願日】平成9年11月11日(1997.11.11)
【出願人】(000226895)日世株式会社 (24)
【Fターム(参考)】
【公開日】平成18年3月30日(2006.3.30)
【国際特許分類】
【出願日】平成17年10月3日(2005.10.3)
【分割の表示】特願平9−309046の分割
【原出願日】平成9年11月11日(1997.11.11)
【出願人】(000226895)日世株式会社 (24)
【Fターム(参考)】
[ Back to top ]