
成形部品、電子機器及び成形部品の製造方法
【課題】成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供すること。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、耐久性、意匠性に優れた成形部品、当該成形部品を筐体に用いた電子機器、及び成形部品の製造方法に関する。
【背景技術】
【0002】
成形時に射出成形品の表面を加飾する方法として、例えば、インモールド成形法が知られている。インモールド成形は、あらかじめシートに図柄を印刷や蒸着などの方法で密着させたフィルムを金型に挟み込み、樹脂の成形と同時に、成形樹脂の表面に上記図柄を転写する(特許文献1参照)。しかし、インモールド成形によって加飾された成形部品は、その表面にインモールド層が露出することで、摩滅や損傷により加飾効果が薄くなる、あるいは、外観が損なわれるなどの不都合が生じやすい。
【0003】
一方、一次成形品の表面に、一次成形樹脂とは異なる樹脂からなる二次成形層を形成する二色成形法が知られている。例えば特許文献2には、インモールド層が転写された一次成形樹脂の表面に透明な二次成形樹脂を成形する方法が記載されている。上記特許文献2において、一次成形樹脂及び二次成形樹脂は、共通のコア型に形成された一次成形樹脂射出路及び二次成形樹脂射出路から溶融樹脂が射出されることでそれぞれ成形される。さらに、上記特許文献2には、二次成形層の表面をさらにインモールド成形法によって加飾する成形方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−210971号公報
【特許文献2】特許第3472403号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、電子機器の筐体部に、プラスチック材料の射出成形体が広く使用されている。特に、インモールド成形法と二色成形法とを併用した成形方法を用いることで、デザイン性に優れ、意匠効果の高い製品の設計が可能になると期待されている。
【0006】
しかしながら、上記特許文献2に記載の成形方法においては、樹脂の射出方向に制約があるため、得られる成形体は、二次成形樹脂が一次成形樹脂の側面を被覆する形態に限られる。したがって、デザインの設計自由度が制限される。また、このような成形部品は、外周縁部に落下衝撃や過度なストレスが作用した際に、一次及び二次成形樹脂の界面剥離が生じやすいなど、成形品質上の観点からも不利益を有する。さらに、二次成形樹脂の表面に転写されたインモールド層の耐久性についても課題が残る。
【0007】
以上のような事情に鑑み、本発明の目的は、成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。
上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。
上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。
上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
【0009】
上記構成の成形部品において、二次成形層は、光学的に透明または半透明な材料で形成されているため、外部からのインモールド層の視認を可能とし、かつ、当該インモールド層を損傷や摩滅から効果的に保護することが可能となる。
また、上記成形部品は、基体部が略箱状を有しているので、筐体の構成部品、電子部品の保護パネルなどに用いることができる。
【0010】
上記基体部は、高さ方向と、上記高さ方向に突出する第1の面と、その反対側に空間部を形成する上記第2の面とを有してもよい。この場合、上記二次成形層及び上記インモールド層は、上記第1の面の少なくとも一部の上にそれぞれ積層されてもよい。
このように、基体部が空間部を形成する第2の面を有しているので、筐体の構成部品、電子部品の保護パネルなどに用いることができる。
【0011】
上記第1の面は、上記基体部の側面となる側面部を有してもよい。この場合、上記二次成形層及び上記インモールド層は、上記側面部の少なくとも一部の上にそれぞれ積層されてもよい。
【0012】
上記基体部は、第1の方向に幅方向、第2の方向に長さ方向、第3の方向に高さ方向をそれぞれ有してもよい。この場合、上記した第1の面は第3の方向に突出する面となり、第2の面はその反対側に空間部を形成する面となる。
【0013】
上記側面部は、上記第3の方向に延在する壁部を有してもよい。この場合、上記二次成形層及び上記インモールド層は、上記壁部の少なくとも一部の上にそれぞれ積層されてもよい。
【0014】
上記一次成形層は、上記基体部の周縁から上記基体部の外方側に向かって突出する突出部を含んでもよい。上記突出部は、上記第1の方向及び上記第2の方向に平行に突出してもよい。
【0015】
上記基体部の形状は、内部に空間部を形成する略箱状を有し、断面形状は特に限定されない。基体部を構成する材料の種類、色は特に限定されず、所望のデザインや必要とされる機械的強度などに応じて設定される。
【0016】
上記基体部の周縁は、典型的には、空間部に臨む第2の面側の開口部の周縁である。上記突出部は、上記周縁からフランジ状に突出し、一次成形層の幅寸法及び長さ寸法を規定してもよい。なお、突出部は、基体部の周縁全周にわたって形成される例に限られず、部分的に形成されていてもよい。
【0017】
上記インモールド層は、典型的には、一次成形層を加飾する、図柄や文字などが表された印刷層である。これ以外に、上記インモールド層としては、各種配線層、情報記録層、太陽電池セルなどの電気素子あるいは光学素子などが含まれる。
【0018】
上記第1の面と上記突出部の境界は、曲面形状に形成することができる。
これにより、金型のキャビティを形成する壁面でのインモールド箔の絞り率を低くすることができるため、インモールド層形成時の皺や破れの発生を抑えることができる。また、美観に優れた加飾層を安定して形成することができる。
【0019】
上記二次成形層は、厚みの勾配を有してもよい。
これにより、見る位置で加飾層の視覚効果を異ならせ、デザインに奥行き感を付与することが可能となる。
【0020】
また、上記二次成形層は、一次成形層と同等の幅及び長さに形成されてもよい。そうすると例えば、二次成形層により突出部の側周面が被覆されなくなる。したがって、当該成形部品は、側面全体が二次成形層で被覆される形態とは異なり、一次成形層と二次成形層の多層構造が形成される。これにより、当該成形部品の側面のデザイン性が高まり、視覚効果の高い製品設計が可能となる。
さらに、上記二次成形層が一次成形層と同等の幅及び長さで形成されると、当該成形部品の外周縁部に落下衝撃や過度なストレスが作用しても、一次成形層と二次成形層の間で界面剥離が生じることを効果的に防ぐことが可能である。
【0021】
本発明の一形態に係る電子機器は、第1の筐体と、第2の筐体とを具備する。
上記第1の筐体は、一次成形層と、二次成形層と、インモールド層とを有する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
上記第2の筐体は、上記第1の筐体を収納する収納部を有する。
【0022】
第2の筐体部は、典型的には、電子機器の主要な筐体部分を構成する。第1の筐体部は、第2の筐体部に付属する電子部品の筐体部として構成することができる。一実施の形態として、第1の筐体部は、ユーザの操作により開閉される可動部分を構成する。さらに、第1の筐体部は、所定の電子部品を保護する筐体部分として機能させることができる。
【0023】
上記構成の電子機器において、二次成形層は、光学的に透明または半透明な材料で形成されているため、外部からのインモールド層の視認を可能とし、かつ、当該インモールド層を損傷や摩滅から効果的に保護することが可能となる。また、上記第1の筐体部は略箱状を有しているので、電子部品の保護パネルなどに用いることができる。
【0024】
本発明の一形態に係る成形部品の製造方法は、第1のキャビティに、インモールド層を支持する転写用フィルムを配置する工程を含む。可動コアと上記第1のキャビティとの間に前記可動コア側から溶融樹脂を射出、充填することで、一次成形層が形成される。
上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状であり、上記インモールド層が転写された転写面を有する。上記突出部は、上記基体部の周縁から突出する。
上記可動コアと、上記一次成形層を収容する第2のキャビティとの間に、光透過性を有する溶融樹脂を射出、充填することで、二次成形層が形成される。上記二次成形層は、上記インモールド層を挟んで上記一次成形層の上に積層される。
【0025】
上記成形方法によれば、上記構成の一次成形層、インモールド層及び二次成形層の積層構造からなる成形部品を製造することが可能となる。
【発明の効果】
【0026】
以上のように、本発明によれば、耐久性、デザイン性に優れた成形部品及びこれを筐体部に用いた電子機器を提供することができる。
【図面の簡単な説明】
【0027】
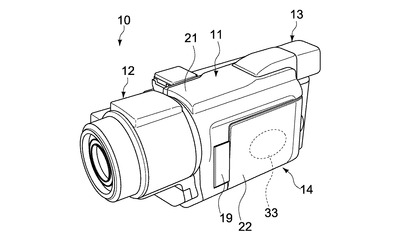
【図1】本発明の形態による電子機器を示す全体図であって、当該電子機器を正面方向から見た斜視図である。
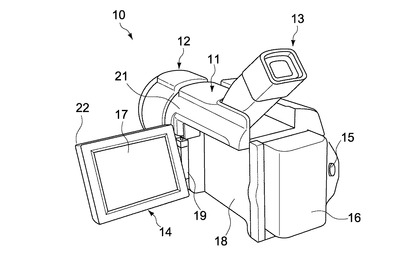
【図2】上記電子機器を背面方向から見た斜視図である。
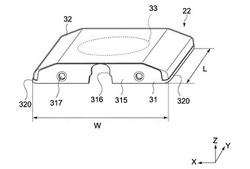
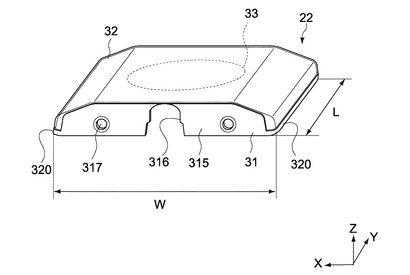
【図3】上記電子機器の表示部の筐体部を構成する成形部品の全体斜視図である。
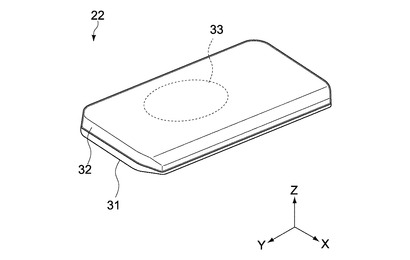
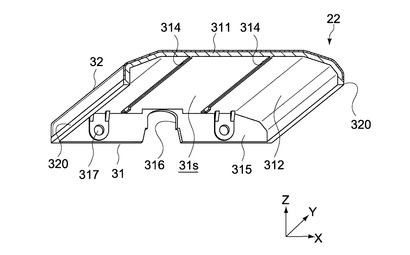
【図4】上記成形部品を別の角度から見た斜視図である。
【図5】上記成形部品の要部の断面斜視図である。
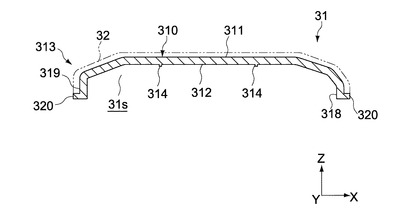
【図6】上記成形部品を構成する一次成形層の断面図である。
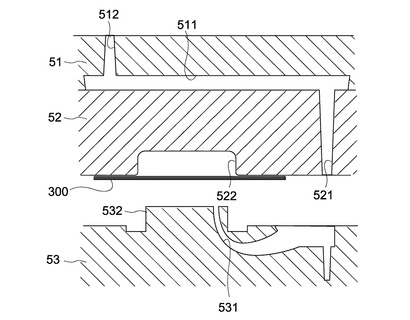
【図7】上記成形部品を製造する金型装置の概略断面図であり、一次成形層形成用の金型部を示している。
【図8】上記金型装置の内部に配置されるインモールド箔の概略断面図である。
【図9】上記金型装置による一次成形層の形成工程を示す断面図である。
【図10】上記金型装置のゲート構造の変形例を示す断面図である。
【図11】上記金型装置の型開き工程を示す断面図である。
【図12】上記金型装置における、二次成形層形成用の金型部を示す断面図である。
【図13】上記金型装置による二次成形層の形成工程を示す断面図である。
【図14】上記金型装置のゲート構造の変形例を示す断面図である。
【図15】上記金型装置の一次成形層形成用の金型部の構成の変形例を示す断面図である。
【図16】上記金型装置の二次成形層形成用の金型部の構成の変形例を示す断面図である。
【発明を実施するための形態】
【0028】
以下、本発明の実施の形態を図面に基づき説明する。
【0029】
[電子機器の全体構成]
図1及び図2は、本発明の実施の形態による電子機器の全体構成を示している。本実施の形態では、電子機器として携帯型ビデオカメラ(以下単に「ビデオカメラ」という。)を例に挙げて説明する。
【0030】
ビデオカメラ10は、本体部11と、撮像レンズを含む鏡筒部12と、ファインダ部13と、表示部14とを備える。鏡筒部12は、本体部11の前面側に配置されている。ファインダ部13は、本体部11の上面に回動自在に取り付けられている。表示部14は、撮像画を表示する表示素子17を有し、本体部11の側面に回動自在に取り付けられている。詳細な図示は省略するが、本体部11は、録画スタート/停止ボタン15や各種操作ボタンあるいは切替スイッチが配備されている。バッテリ16は、本体部11の背面に着脱自在に取り付けられている。
【0031】
ビデオカメラ10の外観は、主として、第2の筐体部品21及び第1の筐体部品22で形成されている。第2の筐体部品21は、本体部11の筐体部を構成し、第1の筐体部品22は、表示部14の筐体部を構成する。第2の筐体部品21は、ビデオカメラ10の操作時にユーザの手によって保持される。第1の筐体部品22は、表示部14の表示素子17を保護するとともに、表示部14の使用時にユーザの手指に保持されて、開閉あるいは回動操作される。
【0032】
表示部14は、略長方形状に形成される。ビデオカメラ10の非使用時、表示部14は、典型的には、本体部11の側面に形成された収納部18に収納される。表示部14は、その一側辺部に取り付けられた取付部材19を介して本体部11の側面に支持されている。表示部14は、取付部材19を介して、本体部11の高さ方向に平行な軸(第1の軸)のまわりと、その軸と直交する軸(第2の軸)のまわりにそれぞれ回動自在とされている。これにより、表示部14は、ビデオカメラ10の使用時、収納部18から取り出されて、図2に示すように、ユーザ側である本体部11の背面側に所望の仰角で表示素子17を位置させることが可能とされる。
【0033】
ここで、表示素子17は、液晶ディスプレイ、有機EL(エレクトロルミネッセンス)ディスプレイなどで構成することができる。
【0034】
[第1の筐体部の構成]
次に、表示部14の筐体部(第1の筐体部品22)の詳細について説明する。
【0035】
図3〜図5は、第1の筐体部品22の構成を示す斜視図である。筐体部品22は、一次成形層31と、二次成形層32と、インモールド層33とを備えた成形部品である。図6は、一次成形層31の断面図である。
【0036】
[一次成形層(基体部)]
一次成形層31は、全体的に略浅皿形状(箱状)のプラスチック材料の射出成形体であり、第1の方向(X軸方向)に幅方向、第2の方向(Y軸方向)に長さ方向、第3の方向(Z軸方向)に高さ方向をそれぞれ有する。図5及び図6に示すように、一次成形層31は、基体部310と、台座部320とを有する。
【0037】
基体部310は、Z軸方向に突出しインモールド層33及び二次成形層32が積層される凸面311(第1の面)を有する。そして、基体部310は、凸面311の反対側に空間部31sを形成する凹面312(第2の面)を有する。空間部31sは、表示素子17を収容するための所定容積を有する。凹面312には、基体部310を補強するための複数のリブ314が形成されている。
【0038】
基体部310は、その長さ方向(Y軸方向)に沿ってほぼ一様な断面形状を有している。本実施の形態において、上記断面形状は、アーチ形状に屈曲して形成されているが、これに限られず、矩形状、曲面状その他の幾何学的形状であってもよい。
【0039】
空間部31sは、凹面312と、基体部310の周囲を囲む側壁で区画されている。基体部310の長さ方向の端部に形成されたひとつの側壁部315は、上記取付部材19に連結される連結壁部として機能する。すなわち、側壁部315は、取付部材19に対して筐体部品22を結合するためのビス孔317と、取付部材19に対する筐体部品22の回動軸(上記第2の軸)を収容するための切欠き316とを有する。
【0040】
また、凸面311は、基体部310の側面となる側面部313を有する。側面部313は、図3〜図5に示す、第1及び第2の方向を含む平面方向(XY平面方向)に交わる方向で延在する部分である。従って側面部313は、空間部の周囲に位置する部分となる。また本実施形態では、側面部313は、第3の方向に延在する壁部319を有する。壁部319は、略鉛直方向に延在する部分となる。
【0041】
[一次成形層(台座部)]
台座部320は、基体部310の周縁から外方側に向かって、幅方向(X軸方向)及び長さ方向(Y軸方向)にフランジ状に突出する。本実施の形態において、台座部320は、空間部31sに臨む凹面312側の開口部318の外周縁部であって、取付部材19に固定される側壁部315を除く側周部全域に一様な形状で連続的に形成されている。
【0042】
一次成形層31を構成する材料の種類は特に限定されず、例えば、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂などの汎用樹脂、PC(ポリカーボネート)樹脂、ABSとPCの混合樹脂などのエンジニアリングプラスチックを用いることができる。また、一次成形層31の樹脂色も特に限定されず、透明又は半透明であってもよい。一次成形層31のゲート位置は、基体部310の凹面312上の任意の位置に配することができる。
【0043】
台座部320は、本実施形態において、突出部に相当する。上記でも述べたが、突出部は、基体部310の周縁全周にわたって形成される例に限られず、部分的に形成されていてもよい。すなわち突出部は、基体部310の周縁から突出するのであれば、形成位置、形状、大きさ等は限定されない。
【0044】
[二次成形層]
二次成形層32は、一次成形層31の上に積層される。更に詳しくは、二次成形層32は、基体部310の凸面311側の表面と、台座部320の同じく凸面311側の表面に積層される。これにより、二次成形層32は、図4及び図6に示すように、一次成形層31と同等の幅(W)及び長さ(L)に形成される。
【0045】
二次成形層32は、一次成形層31の凸面311の形状にならってほぼ一様な厚みで形成されている。二次成形層32の厚みは、一次成形層31の厚みと同等、あるいは、一次成形層31の厚みよりも小さく形成されるが、一次成形層31の厚みより大きく形成されてもよい。本実施の形態では、筐体部品22のZ軸方向の厚みは1.3mm、一次成形層31及び二次成形層32のZ軸方向の厚みはともに0.65mmとされるが、勿論これに限られない。
【0046】
また、二次成形層32の形状はこの例に限られず、一次成形層31の形状とは無関係に、矩形状や湾曲形状などの適宜の形状に形成することが可能である。
【0047】
二次成形層32は、透明又は半透明の光透過性を有する樹脂材料の射出成形体である。二次成形層32は、着色された透明体であってもよい。二次成形層32のゲート位置は、その側周面を含む表面の任意の位置に配することができる。二次成形層32は、後述するインモールド層33を保護することと、インモールド層33を筐体部品22の外部から視認可能にすることと、筐体部品22の意匠効果を高めることを目的として形成される。
【0048】
二次成形層32を構成する材料の種類は特に限定されず、例えば、PMMA(ポリメタクリル酸メチル(アクリル))、PC、PS(ポリスチレン)等の透明又は半透明樹脂を用いることができる。
【0049】
[インモールド層]
インモールド層33は、一次成形層31と二次成形層32の間に形成される。インモールド層33は、典型的には、一次成形層31を加飾する、図柄や文字等が表された印刷層である。インモールド層33は、一次成形層31の凸面311にインモールド成形法によって形成された、転写層である。インモールド層33の形成範囲は、一次成形層31の凸面311の一部または全域とされる。台座部320の表面にインモールド層33が形成されていてもよい。本実施の形態では、凸面311のほぼ中央部にインモールド層33が形成されている。
【0050】
例えば、図6に示す側面部313の少なくとも一部の上に、インモールド層33及び二次成形層32が順に積層されてもよい。あるいは、壁部319の少なくとも一部の上に、インモールド層33及び二次成形層32が順に積層されてもよい。
【0051】
インモールド層33のデザインは、筐体部品22の形状や大きさ、色調などによって自由に設定され、筐体部品22の意匠の要部を構成するように設計されてもよい。
【0052】
インモールド層33は、印刷層に代えて、各種配線層、情報記録層、太陽電池セルなどの電気素子あるいは光学素子などが含まれる。上記配線層としては、例えば、表示素子17の駆動回路が挙げられる。インモールド層33をLED回路で構成すれば、筐体部品22をLEDで電飾することが可能である。上記情報記録層としては、磁気記録層、ホログラム素子、半導体チップを含むRFID基板などが挙げられる。上記太陽電池セルは、例えば、表示素子17の電力源として用いることができる。
【0053】
一次成形層31に対するインモールド層33の形成は、後述するように、金型にインモールド箔を挟み込んで一次成形層31を成形するインモールド成形法が適用される。インモールド箔は、樹脂の成形圧力で金型の壁面に押し付けられるため、壁面形状が急峻に変化する部位ではインモールド箔の絞り率が高くなる結果、皺や破損の原因となる。このため、一次成形層31の凸面311を鋭利なコーナー部が生じないよう形状に形成したり、基体部310と台座部320の間の境界部を緩やかな曲面形状に形成したりすることで、インモールド層33の適正な転写工程を確保することができる。
【0054】
[本実施の形態の作用]
本実施の形態の第1の筐体部品22において、二次成形層32は、光学的に透明または半透明な材料で形成されているため、外部からのインモールド層33の視認を可能とし、かつ、当該インモールド層33を損傷や摩滅から効果的に保護することが可能となる。
【0055】
また、第1の筐体部品22は、基体部310が内部に空間部31sを形成する略箱状を有しているので、表示素子17の保護パネルとして十分に機能することができる。
【0056】
一方、二次成形層32は、一次成形層31と同等の幅及び長さに形成されているため、台座部320の側周面が二次成形層32で被覆されることはない。したがって、筐体部品22の側周部は、二次成形層32で被覆される形態とは異なり、一次成形層31と二次成形層32の多層構造を形成する。これにより、筐体部品22の側周部のデザイン性が高まり、視覚効果の高い製品設計が可能となる。
【0057】
さらに、二次成形層32が一次成形層31と同等の幅及び長さで形成されているため、筐体部品22の外周縁部に落下衝撃や過度なストレスが作用しても、一次成形層31と二次成形層32の間で界面剥離が生じることを効果的に防ぐことが可能である。
【0058】
一次成形層31の凸面311に積層される二次成形層32の厚みは一様である例に限られず、上記厚みに勾配をもたせてもよい。例えば、インモールド層33の形成領域に長さ方向(Y軸方向)あるいは幅方向(X軸方向)に厚みの勾配をもたせてもよい。これにより、見る位置でインモールド層33の視覚効果を異ならせ、デザインに奥行き感を付与することが可能となる。
【0059】
さらに、一次成形層31および/または二次成形層の表面に形状加工を施してもよい。これによっても二次成形層32の厚みに変化をもたらすことが可能となるため、意匠効果の向上に貢献することが可能である。
【0060】
[第1の筐体部の製造方法]
次に、以上のように構成される第1の筐体部品22の製造方法について説明する。
【0061】
[一次成形層の形成]
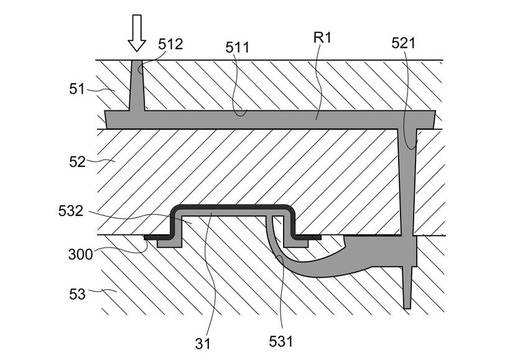
図7は、第1の筐体部品22を構成する成形部品を製造するための金型装置であって、一次成形層31を成形する金型部分の概略断面図である。この金型装置は、3プレート方式で構成されており、固定側である第1の金型プレート51及び第2の金型プレート52と、可動側である第3の金型プレート53とを有する。
【0062】
第2の金型プレート52は、一次成形用の第1のキャビティ522を有する。第3の金型プレート53は、一次成形用のコア532(可動コア)を有する。コア532は、第2の金型プレート52と第3の金型プレート53との間が型締めされたとき、第1のキャビティ522の内部に収容される。第1のキャビティ522とコア532の間隙空間は、一次成形層31の外観形状に対応する内部形状を有する。したがって、当該間隙空間に充填された樹脂が固化することで、上述した構成の一次成形層31が成形される(図9)。
【0063】
第2の金型プレート52と第3の金型プレート53との間には、インモールド箔300が配置されている。インモールド箔300は、第1のキャビティ522を覆うように、第2の金型プレート52側に配置される。インモールド箔300は、例えばロール・ツー・ロール方式によって、図示する金型装置の外部から供給される。
【0064】
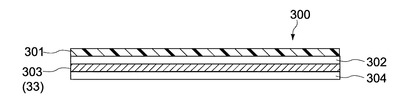
図8は、インモールド箔300の断面図である。インモールド箔300は、ベースフィルム301と、第1の接着層302と、インモールド層303と、第2の接着層304の積層構造を有する。インモールド層303は、図3及び図4を参照して説明したインモールド層33に相当する。第1の接着層302は、インモールド層303をベースフィルム301に接着する。第2の接着層304は、インモールド層303を一次成形層31の表面に転写するためのものである。インモールド箔300は、第2の接着層304を第3の金型プレート53に対向させるようにして、第2及び第3の金型プレート52、53間に配置される。
【0065】
第3の金型プレート53には、第1のキャビティ522へ溶融樹脂を導入するための第1のゲート部531が形成されている。第1のゲート部531のゲート口は、コア532のキャビティ対向面に配置されている。本実施の形態では、図示するように、第1のゲート部531は、バナナゲート(カールホーン型ゲート)が用いられているが、これに限らず、図10に示すように、サブマリンゲート532を用いてもよい。バナナゲートは、成形後のエジェクタピンによる離型時に自動的に切断されるので、成形後の後加工としてのゲートの切り離し加工が不要となる。
【0066】
第2の金型プレート52には、スプルー部521が形成されている。そして、第1の金型プレート51には、スプルー部521と連絡する第1のランナー部511が形成されている。第1のランナー部511は、第1の金型プレート51の表面に形成された第1の樹脂供給部512と連絡している。第1の樹脂供給部512は、一次成形層形成用の溶融樹脂を射出する第1の射出装置(図示略)と連結されている。
【0067】
第2の金型プレート52と第3の金型プレート53との間を型締めすると、スプルー部521と第1のゲート部531とが相互に連通される。一次成形層31形成用の第1の樹脂R1は、上記第1の射出装置から第1の樹脂供給部512、第1のランナー部511、スプルー部521及び第1のゲート部531を介して、第1のキャビティ522の内部へ供給される。射出される樹脂の温度、圧力、速度などの成形条件は、適宜設定することができる。
【0068】
第1のキャビティ522に第1の樹脂R1が充填された後、当該金型装置が冷却されることで第1の樹脂R1が固化される。このとき、インモールド箔300は、射出時の樹脂の内圧によってキャビティ522の壁面に押し付けられ、さらに、樹脂温度で軟化した接着層304によってインモールド層303が一次成形層31の表面に接着される。
【0069】
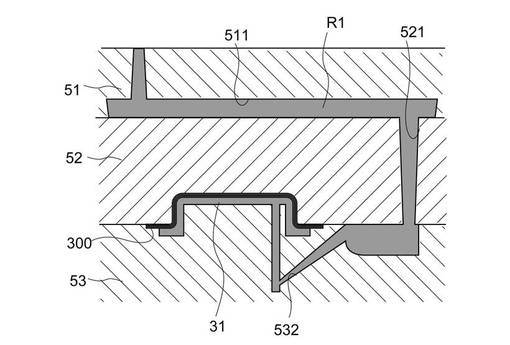
以上のようなインモールド成形法によって、一次成形層31の形成と同時に、一次成形層31の表面にインモールド層303が形成される。インモールド層303は、図11に示すように、第2の金型プレート52と第3の金型プレート53との間の型開き時に、ベースフィルム301側から一次成形層31側へ転写される。インモールド層303が転写された一次成形層31は、型開き後、第3の金型プレート53のコア532上に残る。
【0070】
[二次成形層の形成]
図12は、第1の筐体部品22を構成する成形部品を製造するための金型装置であって、二次成形層32を成形する金型部分の概略断面図である。
【0071】
可動側である第3の金型プレート53は、その面内で回転可能な回転テーブル(図示略)上に設置されている。一次成形層31の成形後、第3の金型プレート53は、上記回転テーブルの回転軸のまわりに例えば180度回転して、二次成形層32の成形位置に配置される。第2の金型プレート52は、二次成形用の第2のキャビティ524をさらに有する。第2のキャビティ524は、コア532の180度回転した位置に対応して形成されている。したがって、一次成形層31の形成後、第3の金型プレート53が一次成形層31とともに180度回転したときは、コア532は第2のキャビティ524と対向する位置関係となる。
【0072】
第2の金型プレート52には、第2のキャビティ524へ溶融樹脂を導入するための第2のゲート部523が形成されている。第2のゲート部523のゲート口は、第2のキャビティ524の底面に配置されている。本実施の形態では、図示するように、第2のゲート部523は、ピンポイントゲートが用いられているが、これに限らず、図14に示すように、サイドゲート(エッジゲート)533を用いてもよい。この場合、サイドゲート533は、第3の金型プレート53に形成され、そのゲート口は、第2のキャビティ524の側周部に配置される。そして、第2の金型プレート52には、第2のゲート部523に代えて、スプルー部525が形成される。
【0073】
図12を参照して、第1の金型プレート51は、第2のゲート部523と連絡する第2のランナー部513をさらに有する。第2のランナー部513は、第1の金型プレート51の表面に形成された第2の樹脂供給部514と連絡している。第2の樹脂供給部514は、二次成形層形成用の溶融樹脂を射出する第2の射出装置(図示略)と連結されている。
【0074】
図13は、第2の金型プレート52と第3の金型プレート53とが相互に型締めされたときの状態を示す概略断面図である。一次成形層31及びコア532は、第2のキャビティ524の内部に収容される。一次成形層31と第2のキャビティ524との間隙空間は、二次成形層32の外観形状に対応する内部形状を有する。二次成形層32形成用の光透過性の第2の樹脂R2は、上記第2の射出装置から第2の樹脂供給部514、第2のランナー部513及び第2のゲート部523を介して、第2のキャビティ524の内部へ供給される。射出される樹脂の温度、圧力、速度などの成形条件は、適宜設定することができる。
【0075】
第2のキャビティ524に第2の樹脂R2が充填された後、当該金型装置が冷却されることで第2の樹脂R2が固化される。その後、第2の金型プレート52と第3の金型プレート53との間を型開きすることによって、一次成形層31の上にインモールド層303及び二次成形層32が順に積層された成形部品が製造される。第2のキャビティ524からの二次成形層32の離型、及び、コア532からの一次成形層31の離型は、第2及び第3の金型プレート52、53の任意の位置に配置されたエジェクタピン(図示略)を用いることができる。
【0076】
以上のようなインモールド成形法と二色成形法とを組み合わせることで、本実施の形態に係る第1の筐体部品22が製造される。本実施の形態においては、一次成形層31の形成後、可動金型である第3の金型プレート53を回転させることで、二次成形層32を形成する。これにより、一台の金型装置で上述した構成の成形部品を容易に製造することが可能となる。
【0077】
また、インモールド箔300を固定金型である第2の金型プレート52側に配置し、この第2の金型プレート52側に第1のキャビティ522を設けている。これにより、型開き後、インモールド層303(33)が転写された一次成形層31を可動金型側に配置させることが可能となる。
【0078】
さらに、本実施の形態においては、第1のキャビティ522へ一次成形層31の成形樹脂を供給するための第1の樹脂供給部512が、第3の金型プレート53の回転中心とは異なる位置に形成されている。これにより、第2のキャビティ524へ二次成形層32の成形樹脂を供給するための第2の樹脂供給部514の配置自由度が高められ、金型設計が容易になる。
【0079】
以上、本発明の実施の形態について説明したが、勿論、本発明はこれに限定されることはなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0080】
本発明に係る成形部品は、ビデオカメラの表示部用の筐体部に適用される場合に限られない。例えば、ディスプレイの外枠、携帯電話や携帯型ゲーム機器などの他の電子機器の筐体部品に本発明を適用することが可能である。また、電子機器の筐体部品に限られず、ケース、装飾具、灯具、容器などの家庭用あるいはオフィス用の各種備品にも、本発明は適用可能である。
【0081】
また、本発明に係る成形部品の製造装置は、上述の3プレート方式の金型装置に限られず、例えば、2プレート方式の金型装置を用いてもよい。
【0082】
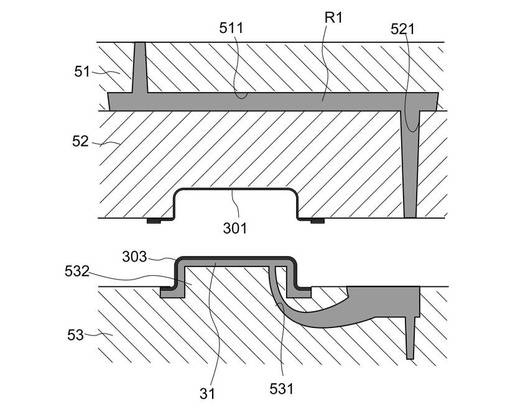
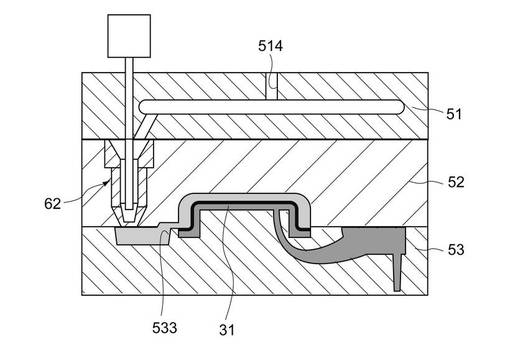
さらに、以上の実施の形態では、一次成形層31及び二次成形層32の形成に際して、樹脂の射出装置を金型装置の外部に配置した例を説明した。これに代えて、図15及び図16に示すように、金型装置の内部で溶融樹脂を射出するホットランナーを用いることも可能である。図15は、第2の金型プレート52に、一次成形層31を形成するためのゲート部531に直接溶融樹脂を射出する第1のホットランナー61を設置した例を示している。図16は、第2の金型プレート52に、二次成形層32を形成するためのゲート部533に直接溶融樹脂を射出する第2のホットランナー62を設置した例を示している。
【符号の説明】
【0083】
10 ビデオカメラ
11 本体部
14 表示部
17 表示素子
18 収納部
21 第2の筐体部品
22 第1の筐体部品
31 一次成形層
32 二次成形層
33、303 インモールド層
300 インモールド箔
310 基体部
311 凸面(第1の面)
312 凹面(第2の面
320 台座部
522 第1のキャビティ
524 第2のキャビティ
532 コア(可動コア)
【技術分野】
【0001】
本発明は、耐久性、意匠性に優れた成形部品、当該成形部品を筐体に用いた電子機器、及び成形部品の製造方法に関する。
【背景技術】
【0002】
成形時に射出成形品の表面を加飾する方法として、例えば、インモールド成形法が知られている。インモールド成形は、あらかじめシートに図柄を印刷や蒸着などの方法で密着させたフィルムを金型に挟み込み、樹脂の成形と同時に、成形樹脂の表面に上記図柄を転写する(特許文献1参照)。しかし、インモールド成形によって加飾された成形部品は、その表面にインモールド層が露出することで、摩滅や損傷により加飾効果が薄くなる、あるいは、外観が損なわれるなどの不都合が生じやすい。
【0003】
一方、一次成形品の表面に、一次成形樹脂とは異なる樹脂からなる二次成形層を形成する二色成形法が知られている。例えば特許文献2には、インモールド層が転写された一次成形樹脂の表面に透明な二次成形樹脂を成形する方法が記載されている。上記特許文献2において、一次成形樹脂及び二次成形樹脂は、共通のコア型に形成された一次成形樹脂射出路及び二次成形樹脂射出路から溶融樹脂が射出されることでそれぞれ成形される。さらに、上記特許文献2には、二次成形層の表面をさらにインモールド成形法によって加飾する成形方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−210971号公報
【特許文献2】特許第3472403号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、電子機器の筐体部に、プラスチック材料の射出成形体が広く使用されている。特に、インモールド成形法と二色成形法とを併用した成形方法を用いることで、デザイン性に優れ、意匠効果の高い製品の設計が可能になると期待されている。
【0006】
しかしながら、上記特許文献2に記載の成形方法においては、樹脂の射出方向に制約があるため、得られる成形体は、二次成形樹脂が一次成形樹脂の側面を被覆する形態に限られる。したがって、デザインの設計自由度が制限される。また、このような成形部品は、外周縁部に落下衝撃や過度なストレスが作用した際に、一次及び二次成形樹脂の界面剥離が生じやすいなど、成形品質上の観点からも不利益を有する。さらに、二次成形樹脂の表面に転写されたインモールド層の耐久性についても課題が残る。
【0007】
以上のような事情に鑑み、本発明の目的は、成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。
上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。
上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。
上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
【0009】
上記構成の成形部品において、二次成形層は、光学的に透明または半透明な材料で形成されているため、外部からのインモールド層の視認を可能とし、かつ、当該インモールド層を損傷や摩滅から効果的に保護することが可能となる。
また、上記成形部品は、基体部が略箱状を有しているので、筐体の構成部品、電子部品の保護パネルなどに用いることができる。
【0010】
上記基体部は、高さ方向と、上記高さ方向に突出する第1の面と、その反対側に空間部を形成する上記第2の面とを有してもよい。この場合、上記二次成形層及び上記インモールド層は、上記第1の面の少なくとも一部の上にそれぞれ積層されてもよい。
このように、基体部が空間部を形成する第2の面を有しているので、筐体の構成部品、電子部品の保護パネルなどに用いることができる。
【0011】
上記第1の面は、上記基体部の側面となる側面部を有してもよい。この場合、上記二次成形層及び上記インモールド層は、上記側面部の少なくとも一部の上にそれぞれ積層されてもよい。
【0012】
上記基体部は、第1の方向に幅方向、第2の方向に長さ方向、第3の方向に高さ方向をそれぞれ有してもよい。この場合、上記した第1の面は第3の方向に突出する面となり、第2の面はその反対側に空間部を形成する面となる。
【0013】
上記側面部は、上記第3の方向に延在する壁部を有してもよい。この場合、上記二次成形層及び上記インモールド層は、上記壁部の少なくとも一部の上にそれぞれ積層されてもよい。
【0014】
上記一次成形層は、上記基体部の周縁から上記基体部の外方側に向かって突出する突出部を含んでもよい。上記突出部は、上記第1の方向及び上記第2の方向に平行に突出してもよい。
【0015】
上記基体部の形状は、内部に空間部を形成する略箱状を有し、断面形状は特に限定されない。基体部を構成する材料の種類、色は特に限定されず、所望のデザインや必要とされる機械的強度などに応じて設定される。
【0016】
上記基体部の周縁は、典型的には、空間部に臨む第2の面側の開口部の周縁である。上記突出部は、上記周縁からフランジ状に突出し、一次成形層の幅寸法及び長さ寸法を規定してもよい。なお、突出部は、基体部の周縁全周にわたって形成される例に限られず、部分的に形成されていてもよい。
【0017】
上記インモールド層は、典型的には、一次成形層を加飾する、図柄や文字などが表された印刷層である。これ以外に、上記インモールド層としては、各種配線層、情報記録層、太陽電池セルなどの電気素子あるいは光学素子などが含まれる。
【0018】
上記第1の面と上記突出部の境界は、曲面形状に形成することができる。
これにより、金型のキャビティを形成する壁面でのインモールド箔の絞り率を低くすることができるため、インモールド層形成時の皺や破れの発生を抑えることができる。また、美観に優れた加飾層を安定して形成することができる。
【0019】
上記二次成形層は、厚みの勾配を有してもよい。
これにより、見る位置で加飾層の視覚効果を異ならせ、デザインに奥行き感を付与することが可能となる。
【0020】
また、上記二次成形層は、一次成形層と同等の幅及び長さに形成されてもよい。そうすると例えば、二次成形層により突出部の側周面が被覆されなくなる。したがって、当該成形部品は、側面全体が二次成形層で被覆される形態とは異なり、一次成形層と二次成形層の多層構造が形成される。これにより、当該成形部品の側面のデザイン性が高まり、視覚効果の高い製品設計が可能となる。
さらに、上記二次成形層が一次成形層と同等の幅及び長さで形成されると、当該成形部品の外周縁部に落下衝撃や過度なストレスが作用しても、一次成形層と二次成形層の間で界面剥離が生じることを効果的に防ぐことが可能である。
【0021】
本発明の一形態に係る電子機器は、第1の筐体と、第2の筐体とを具備する。
上記第1の筐体は、一次成形層と、二次成形層と、インモールド層とを有する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
上記第2の筐体は、上記第1の筐体を収納する収納部を有する。
【0022】
第2の筐体部は、典型的には、電子機器の主要な筐体部分を構成する。第1の筐体部は、第2の筐体部に付属する電子部品の筐体部として構成することができる。一実施の形態として、第1の筐体部は、ユーザの操作により開閉される可動部分を構成する。さらに、第1の筐体部は、所定の電子部品を保護する筐体部分として機能させることができる。
【0023】
上記構成の電子機器において、二次成形層は、光学的に透明または半透明な材料で形成されているため、外部からのインモールド層の視認を可能とし、かつ、当該インモールド層を損傷や摩滅から効果的に保護することが可能となる。また、上記第1の筐体部は略箱状を有しているので、電子部品の保護パネルなどに用いることができる。
【0024】
本発明の一形態に係る成形部品の製造方法は、第1のキャビティに、インモールド層を支持する転写用フィルムを配置する工程を含む。可動コアと上記第1のキャビティとの間に前記可動コア側から溶融樹脂を射出、充填することで、一次成形層が形成される。
上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状であり、上記インモールド層が転写された転写面を有する。上記突出部は、上記基体部の周縁から突出する。
上記可動コアと、上記一次成形層を収容する第2のキャビティとの間に、光透過性を有する溶融樹脂を射出、充填することで、二次成形層が形成される。上記二次成形層は、上記インモールド層を挟んで上記一次成形層の上に積層される。
【0025】
上記成形方法によれば、上記構成の一次成形層、インモールド層及び二次成形層の積層構造からなる成形部品を製造することが可能となる。
【発明の効果】
【0026】
以上のように、本発明によれば、耐久性、デザイン性に優れた成形部品及びこれを筐体部に用いた電子機器を提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明の形態による電子機器を示す全体図であって、当該電子機器を正面方向から見た斜視図である。
【図2】上記電子機器を背面方向から見た斜視図である。
【図3】上記電子機器の表示部の筐体部を構成する成形部品の全体斜視図である。
【図4】上記成形部品を別の角度から見た斜視図である。
【図5】上記成形部品の要部の断面斜視図である。
【図6】上記成形部品を構成する一次成形層の断面図である。
【図7】上記成形部品を製造する金型装置の概略断面図であり、一次成形層形成用の金型部を示している。
【図8】上記金型装置の内部に配置されるインモールド箔の概略断面図である。
【図9】上記金型装置による一次成形層の形成工程を示す断面図である。
【図10】上記金型装置のゲート構造の変形例を示す断面図である。
【図11】上記金型装置の型開き工程を示す断面図である。
【図12】上記金型装置における、二次成形層形成用の金型部を示す断面図である。
【図13】上記金型装置による二次成形層の形成工程を示す断面図である。
【図14】上記金型装置のゲート構造の変形例を示す断面図である。
【図15】上記金型装置の一次成形層形成用の金型部の構成の変形例を示す断面図である。
【図16】上記金型装置の二次成形層形成用の金型部の構成の変形例を示す断面図である。
【発明を実施するための形態】
【0028】
以下、本発明の実施の形態を図面に基づき説明する。
【0029】
[電子機器の全体構成]
図1及び図2は、本発明の実施の形態による電子機器の全体構成を示している。本実施の形態では、電子機器として携帯型ビデオカメラ(以下単に「ビデオカメラ」という。)を例に挙げて説明する。
【0030】
ビデオカメラ10は、本体部11と、撮像レンズを含む鏡筒部12と、ファインダ部13と、表示部14とを備える。鏡筒部12は、本体部11の前面側に配置されている。ファインダ部13は、本体部11の上面に回動自在に取り付けられている。表示部14は、撮像画を表示する表示素子17を有し、本体部11の側面に回動自在に取り付けられている。詳細な図示は省略するが、本体部11は、録画スタート/停止ボタン15や各種操作ボタンあるいは切替スイッチが配備されている。バッテリ16は、本体部11の背面に着脱自在に取り付けられている。
【0031】
ビデオカメラ10の外観は、主として、第2の筐体部品21及び第1の筐体部品22で形成されている。第2の筐体部品21は、本体部11の筐体部を構成し、第1の筐体部品22は、表示部14の筐体部を構成する。第2の筐体部品21は、ビデオカメラ10の操作時にユーザの手によって保持される。第1の筐体部品22は、表示部14の表示素子17を保護するとともに、表示部14の使用時にユーザの手指に保持されて、開閉あるいは回動操作される。
【0032】
表示部14は、略長方形状に形成される。ビデオカメラ10の非使用時、表示部14は、典型的には、本体部11の側面に形成された収納部18に収納される。表示部14は、その一側辺部に取り付けられた取付部材19を介して本体部11の側面に支持されている。表示部14は、取付部材19を介して、本体部11の高さ方向に平行な軸(第1の軸)のまわりと、その軸と直交する軸(第2の軸)のまわりにそれぞれ回動自在とされている。これにより、表示部14は、ビデオカメラ10の使用時、収納部18から取り出されて、図2に示すように、ユーザ側である本体部11の背面側に所望の仰角で表示素子17を位置させることが可能とされる。
【0033】
ここで、表示素子17は、液晶ディスプレイ、有機EL(エレクトロルミネッセンス)ディスプレイなどで構成することができる。
【0034】
[第1の筐体部の構成]
次に、表示部14の筐体部(第1の筐体部品22)の詳細について説明する。
【0035】
図3〜図5は、第1の筐体部品22の構成を示す斜視図である。筐体部品22は、一次成形層31と、二次成形層32と、インモールド層33とを備えた成形部品である。図6は、一次成形層31の断面図である。
【0036】
[一次成形層(基体部)]
一次成形層31は、全体的に略浅皿形状(箱状)のプラスチック材料の射出成形体であり、第1の方向(X軸方向)に幅方向、第2の方向(Y軸方向)に長さ方向、第3の方向(Z軸方向)に高さ方向をそれぞれ有する。図5及び図6に示すように、一次成形層31は、基体部310と、台座部320とを有する。
【0037】
基体部310は、Z軸方向に突出しインモールド層33及び二次成形層32が積層される凸面311(第1の面)を有する。そして、基体部310は、凸面311の反対側に空間部31sを形成する凹面312(第2の面)を有する。空間部31sは、表示素子17を収容するための所定容積を有する。凹面312には、基体部310を補強するための複数のリブ314が形成されている。
【0038】
基体部310は、その長さ方向(Y軸方向)に沿ってほぼ一様な断面形状を有している。本実施の形態において、上記断面形状は、アーチ形状に屈曲して形成されているが、これに限られず、矩形状、曲面状その他の幾何学的形状であってもよい。
【0039】
空間部31sは、凹面312と、基体部310の周囲を囲む側壁で区画されている。基体部310の長さ方向の端部に形成されたひとつの側壁部315は、上記取付部材19に連結される連結壁部として機能する。すなわち、側壁部315は、取付部材19に対して筐体部品22を結合するためのビス孔317と、取付部材19に対する筐体部品22の回動軸(上記第2の軸)を収容するための切欠き316とを有する。
【0040】
また、凸面311は、基体部310の側面となる側面部313を有する。側面部313は、図3〜図5に示す、第1及び第2の方向を含む平面方向(XY平面方向)に交わる方向で延在する部分である。従って側面部313は、空間部の周囲に位置する部分となる。また本実施形態では、側面部313は、第3の方向に延在する壁部319を有する。壁部319は、略鉛直方向に延在する部分となる。
【0041】
[一次成形層(台座部)]
台座部320は、基体部310の周縁から外方側に向かって、幅方向(X軸方向)及び長さ方向(Y軸方向)にフランジ状に突出する。本実施の形態において、台座部320は、空間部31sに臨む凹面312側の開口部318の外周縁部であって、取付部材19に固定される側壁部315を除く側周部全域に一様な形状で連続的に形成されている。
【0042】
一次成形層31を構成する材料の種類は特に限定されず、例えば、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂などの汎用樹脂、PC(ポリカーボネート)樹脂、ABSとPCの混合樹脂などのエンジニアリングプラスチックを用いることができる。また、一次成形層31の樹脂色も特に限定されず、透明又は半透明であってもよい。一次成形層31のゲート位置は、基体部310の凹面312上の任意の位置に配することができる。
【0043】
台座部320は、本実施形態において、突出部に相当する。上記でも述べたが、突出部は、基体部310の周縁全周にわたって形成される例に限られず、部分的に形成されていてもよい。すなわち突出部は、基体部310の周縁から突出するのであれば、形成位置、形状、大きさ等は限定されない。
【0044】
[二次成形層]
二次成形層32は、一次成形層31の上に積層される。更に詳しくは、二次成形層32は、基体部310の凸面311側の表面と、台座部320の同じく凸面311側の表面に積層される。これにより、二次成形層32は、図4及び図6に示すように、一次成形層31と同等の幅(W)及び長さ(L)に形成される。
【0045】
二次成形層32は、一次成形層31の凸面311の形状にならってほぼ一様な厚みで形成されている。二次成形層32の厚みは、一次成形層31の厚みと同等、あるいは、一次成形層31の厚みよりも小さく形成されるが、一次成形層31の厚みより大きく形成されてもよい。本実施の形態では、筐体部品22のZ軸方向の厚みは1.3mm、一次成形層31及び二次成形層32のZ軸方向の厚みはともに0.65mmとされるが、勿論これに限られない。
【0046】
また、二次成形層32の形状はこの例に限られず、一次成形層31の形状とは無関係に、矩形状や湾曲形状などの適宜の形状に形成することが可能である。
【0047】
二次成形層32は、透明又は半透明の光透過性を有する樹脂材料の射出成形体である。二次成形層32は、着色された透明体であってもよい。二次成形層32のゲート位置は、その側周面を含む表面の任意の位置に配することができる。二次成形層32は、後述するインモールド層33を保護することと、インモールド層33を筐体部品22の外部から視認可能にすることと、筐体部品22の意匠効果を高めることを目的として形成される。
【0048】
二次成形層32を構成する材料の種類は特に限定されず、例えば、PMMA(ポリメタクリル酸メチル(アクリル))、PC、PS(ポリスチレン)等の透明又は半透明樹脂を用いることができる。
【0049】
[インモールド層]
インモールド層33は、一次成形層31と二次成形層32の間に形成される。インモールド層33は、典型的には、一次成形層31を加飾する、図柄や文字等が表された印刷層である。インモールド層33は、一次成形層31の凸面311にインモールド成形法によって形成された、転写層である。インモールド層33の形成範囲は、一次成形層31の凸面311の一部または全域とされる。台座部320の表面にインモールド層33が形成されていてもよい。本実施の形態では、凸面311のほぼ中央部にインモールド層33が形成されている。
【0050】
例えば、図6に示す側面部313の少なくとも一部の上に、インモールド層33及び二次成形層32が順に積層されてもよい。あるいは、壁部319の少なくとも一部の上に、インモールド層33及び二次成形層32が順に積層されてもよい。
【0051】
インモールド層33のデザインは、筐体部品22の形状や大きさ、色調などによって自由に設定され、筐体部品22の意匠の要部を構成するように設計されてもよい。
【0052】
インモールド層33は、印刷層に代えて、各種配線層、情報記録層、太陽電池セルなどの電気素子あるいは光学素子などが含まれる。上記配線層としては、例えば、表示素子17の駆動回路が挙げられる。インモールド層33をLED回路で構成すれば、筐体部品22をLEDで電飾することが可能である。上記情報記録層としては、磁気記録層、ホログラム素子、半導体チップを含むRFID基板などが挙げられる。上記太陽電池セルは、例えば、表示素子17の電力源として用いることができる。
【0053】
一次成形層31に対するインモールド層33の形成は、後述するように、金型にインモールド箔を挟み込んで一次成形層31を成形するインモールド成形法が適用される。インモールド箔は、樹脂の成形圧力で金型の壁面に押し付けられるため、壁面形状が急峻に変化する部位ではインモールド箔の絞り率が高くなる結果、皺や破損の原因となる。このため、一次成形層31の凸面311を鋭利なコーナー部が生じないよう形状に形成したり、基体部310と台座部320の間の境界部を緩やかな曲面形状に形成したりすることで、インモールド層33の適正な転写工程を確保することができる。
【0054】
[本実施の形態の作用]
本実施の形態の第1の筐体部品22において、二次成形層32は、光学的に透明または半透明な材料で形成されているため、外部からのインモールド層33の視認を可能とし、かつ、当該インモールド層33を損傷や摩滅から効果的に保護することが可能となる。
【0055】
また、第1の筐体部品22は、基体部310が内部に空間部31sを形成する略箱状を有しているので、表示素子17の保護パネルとして十分に機能することができる。
【0056】
一方、二次成形層32は、一次成形層31と同等の幅及び長さに形成されているため、台座部320の側周面が二次成形層32で被覆されることはない。したがって、筐体部品22の側周部は、二次成形層32で被覆される形態とは異なり、一次成形層31と二次成形層32の多層構造を形成する。これにより、筐体部品22の側周部のデザイン性が高まり、視覚効果の高い製品設計が可能となる。
【0057】
さらに、二次成形層32が一次成形層31と同等の幅及び長さで形成されているため、筐体部品22の外周縁部に落下衝撃や過度なストレスが作用しても、一次成形層31と二次成形層32の間で界面剥離が生じることを効果的に防ぐことが可能である。
【0058】
一次成形層31の凸面311に積層される二次成形層32の厚みは一様である例に限られず、上記厚みに勾配をもたせてもよい。例えば、インモールド層33の形成領域に長さ方向(Y軸方向)あるいは幅方向(X軸方向)に厚みの勾配をもたせてもよい。これにより、見る位置でインモールド層33の視覚効果を異ならせ、デザインに奥行き感を付与することが可能となる。
【0059】
さらに、一次成形層31および/または二次成形層の表面に形状加工を施してもよい。これによっても二次成形層32の厚みに変化をもたらすことが可能となるため、意匠効果の向上に貢献することが可能である。
【0060】
[第1の筐体部の製造方法]
次に、以上のように構成される第1の筐体部品22の製造方法について説明する。
【0061】
[一次成形層の形成]
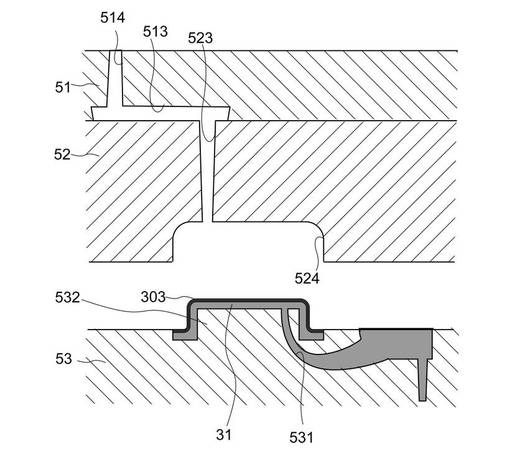
図7は、第1の筐体部品22を構成する成形部品を製造するための金型装置であって、一次成形層31を成形する金型部分の概略断面図である。この金型装置は、3プレート方式で構成されており、固定側である第1の金型プレート51及び第2の金型プレート52と、可動側である第3の金型プレート53とを有する。
【0062】
第2の金型プレート52は、一次成形用の第1のキャビティ522を有する。第3の金型プレート53は、一次成形用のコア532(可動コア)を有する。コア532は、第2の金型プレート52と第3の金型プレート53との間が型締めされたとき、第1のキャビティ522の内部に収容される。第1のキャビティ522とコア532の間隙空間は、一次成形層31の外観形状に対応する内部形状を有する。したがって、当該間隙空間に充填された樹脂が固化することで、上述した構成の一次成形層31が成形される(図9)。
【0063】
第2の金型プレート52と第3の金型プレート53との間には、インモールド箔300が配置されている。インモールド箔300は、第1のキャビティ522を覆うように、第2の金型プレート52側に配置される。インモールド箔300は、例えばロール・ツー・ロール方式によって、図示する金型装置の外部から供給される。
【0064】
図8は、インモールド箔300の断面図である。インモールド箔300は、ベースフィルム301と、第1の接着層302と、インモールド層303と、第2の接着層304の積層構造を有する。インモールド層303は、図3及び図4を参照して説明したインモールド層33に相当する。第1の接着層302は、インモールド層303をベースフィルム301に接着する。第2の接着層304は、インモールド層303を一次成形層31の表面に転写するためのものである。インモールド箔300は、第2の接着層304を第3の金型プレート53に対向させるようにして、第2及び第3の金型プレート52、53間に配置される。
【0065】
第3の金型プレート53には、第1のキャビティ522へ溶融樹脂を導入するための第1のゲート部531が形成されている。第1のゲート部531のゲート口は、コア532のキャビティ対向面に配置されている。本実施の形態では、図示するように、第1のゲート部531は、バナナゲート(カールホーン型ゲート)が用いられているが、これに限らず、図10に示すように、サブマリンゲート532を用いてもよい。バナナゲートは、成形後のエジェクタピンによる離型時に自動的に切断されるので、成形後の後加工としてのゲートの切り離し加工が不要となる。
【0066】
第2の金型プレート52には、スプルー部521が形成されている。そして、第1の金型プレート51には、スプルー部521と連絡する第1のランナー部511が形成されている。第1のランナー部511は、第1の金型プレート51の表面に形成された第1の樹脂供給部512と連絡している。第1の樹脂供給部512は、一次成形層形成用の溶融樹脂を射出する第1の射出装置(図示略)と連結されている。
【0067】
第2の金型プレート52と第3の金型プレート53との間を型締めすると、スプルー部521と第1のゲート部531とが相互に連通される。一次成形層31形成用の第1の樹脂R1は、上記第1の射出装置から第1の樹脂供給部512、第1のランナー部511、スプルー部521及び第1のゲート部531を介して、第1のキャビティ522の内部へ供給される。射出される樹脂の温度、圧力、速度などの成形条件は、適宜設定することができる。
【0068】
第1のキャビティ522に第1の樹脂R1が充填された後、当該金型装置が冷却されることで第1の樹脂R1が固化される。このとき、インモールド箔300は、射出時の樹脂の内圧によってキャビティ522の壁面に押し付けられ、さらに、樹脂温度で軟化した接着層304によってインモールド層303が一次成形層31の表面に接着される。
【0069】
以上のようなインモールド成形法によって、一次成形層31の形成と同時に、一次成形層31の表面にインモールド層303が形成される。インモールド層303は、図11に示すように、第2の金型プレート52と第3の金型プレート53との間の型開き時に、ベースフィルム301側から一次成形層31側へ転写される。インモールド層303が転写された一次成形層31は、型開き後、第3の金型プレート53のコア532上に残る。
【0070】
[二次成形層の形成]
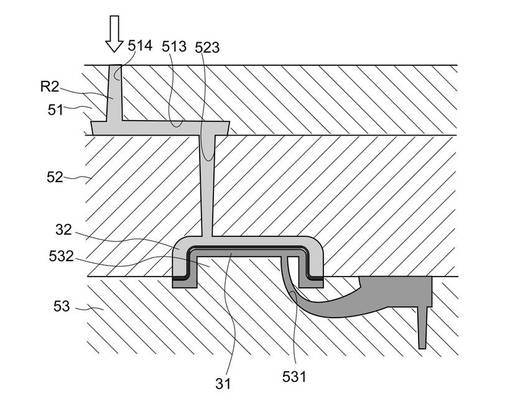
図12は、第1の筐体部品22を構成する成形部品を製造するための金型装置であって、二次成形層32を成形する金型部分の概略断面図である。
【0071】
可動側である第3の金型プレート53は、その面内で回転可能な回転テーブル(図示略)上に設置されている。一次成形層31の成形後、第3の金型プレート53は、上記回転テーブルの回転軸のまわりに例えば180度回転して、二次成形層32の成形位置に配置される。第2の金型プレート52は、二次成形用の第2のキャビティ524をさらに有する。第2のキャビティ524は、コア532の180度回転した位置に対応して形成されている。したがって、一次成形層31の形成後、第3の金型プレート53が一次成形層31とともに180度回転したときは、コア532は第2のキャビティ524と対向する位置関係となる。
【0072】
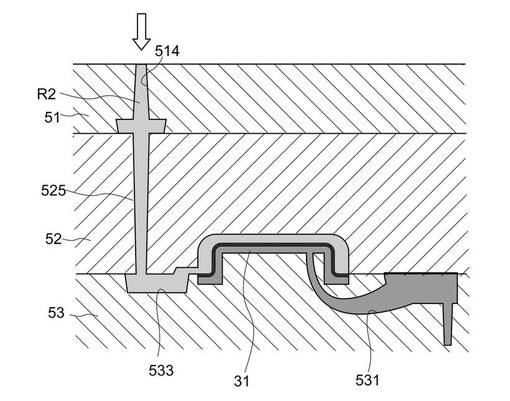
第2の金型プレート52には、第2のキャビティ524へ溶融樹脂を導入するための第2のゲート部523が形成されている。第2のゲート部523のゲート口は、第2のキャビティ524の底面に配置されている。本実施の形態では、図示するように、第2のゲート部523は、ピンポイントゲートが用いられているが、これに限らず、図14に示すように、サイドゲート(エッジゲート)533を用いてもよい。この場合、サイドゲート533は、第3の金型プレート53に形成され、そのゲート口は、第2のキャビティ524の側周部に配置される。そして、第2の金型プレート52には、第2のゲート部523に代えて、スプルー部525が形成される。
【0073】
図12を参照して、第1の金型プレート51は、第2のゲート部523と連絡する第2のランナー部513をさらに有する。第2のランナー部513は、第1の金型プレート51の表面に形成された第2の樹脂供給部514と連絡している。第2の樹脂供給部514は、二次成形層形成用の溶融樹脂を射出する第2の射出装置(図示略)と連結されている。
【0074】
図13は、第2の金型プレート52と第3の金型プレート53とが相互に型締めされたときの状態を示す概略断面図である。一次成形層31及びコア532は、第2のキャビティ524の内部に収容される。一次成形層31と第2のキャビティ524との間隙空間は、二次成形層32の外観形状に対応する内部形状を有する。二次成形層32形成用の光透過性の第2の樹脂R2は、上記第2の射出装置から第2の樹脂供給部514、第2のランナー部513及び第2のゲート部523を介して、第2のキャビティ524の内部へ供給される。射出される樹脂の温度、圧力、速度などの成形条件は、適宜設定することができる。
【0075】
第2のキャビティ524に第2の樹脂R2が充填された後、当該金型装置が冷却されることで第2の樹脂R2が固化される。その後、第2の金型プレート52と第3の金型プレート53との間を型開きすることによって、一次成形層31の上にインモールド層303及び二次成形層32が順に積層された成形部品が製造される。第2のキャビティ524からの二次成形層32の離型、及び、コア532からの一次成形層31の離型は、第2及び第3の金型プレート52、53の任意の位置に配置されたエジェクタピン(図示略)を用いることができる。
【0076】
以上のようなインモールド成形法と二色成形法とを組み合わせることで、本実施の形態に係る第1の筐体部品22が製造される。本実施の形態においては、一次成形層31の形成後、可動金型である第3の金型プレート53を回転させることで、二次成形層32を形成する。これにより、一台の金型装置で上述した構成の成形部品を容易に製造することが可能となる。
【0077】
また、インモールド箔300を固定金型である第2の金型プレート52側に配置し、この第2の金型プレート52側に第1のキャビティ522を設けている。これにより、型開き後、インモールド層303(33)が転写された一次成形層31を可動金型側に配置させることが可能となる。
【0078】
さらに、本実施の形態においては、第1のキャビティ522へ一次成形層31の成形樹脂を供給するための第1の樹脂供給部512が、第3の金型プレート53の回転中心とは異なる位置に形成されている。これにより、第2のキャビティ524へ二次成形層32の成形樹脂を供給するための第2の樹脂供給部514の配置自由度が高められ、金型設計が容易になる。
【0079】
以上、本発明の実施の形態について説明したが、勿論、本発明はこれに限定されることはなく、本発明の技術的思想に基づいて種々の変形が可能である。
【0080】
本発明に係る成形部品は、ビデオカメラの表示部用の筐体部に適用される場合に限られない。例えば、ディスプレイの外枠、携帯電話や携帯型ゲーム機器などの他の電子機器の筐体部品に本発明を適用することが可能である。また、電子機器の筐体部品に限られず、ケース、装飾具、灯具、容器などの家庭用あるいはオフィス用の各種備品にも、本発明は適用可能である。
【0081】
また、本発明に係る成形部品の製造装置は、上述の3プレート方式の金型装置に限られず、例えば、2プレート方式の金型装置を用いてもよい。
【0082】
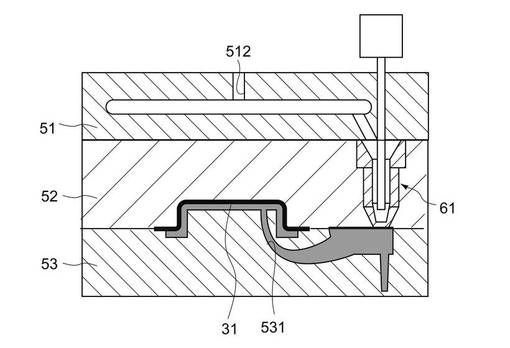
さらに、以上の実施の形態では、一次成形層31及び二次成形層32の形成に際して、樹脂の射出装置を金型装置の外部に配置した例を説明した。これに代えて、図15及び図16に示すように、金型装置の内部で溶融樹脂を射出するホットランナーを用いることも可能である。図15は、第2の金型プレート52に、一次成形層31を形成するためのゲート部531に直接溶融樹脂を射出する第1のホットランナー61を設置した例を示している。図16は、第2の金型プレート52に、二次成形層32を形成するためのゲート部533に直接溶融樹脂を射出する第2のホットランナー62を設置した例を示している。
【符号の説明】
【0083】
10 ビデオカメラ
11 本体部
14 表示部
17 表示素子
18 収納部
21 第2の筐体部品
22 第1の筐体部品
31 一次成形層
32 二次成形層
33、303 インモールド層
300 インモールド箔
310 基体部
311 凸面(第1の面)
312 凹面(第2の面
320 台座部
522 第1のキャビティ
524 第2のキャビティ
532 コア(可動コア)
【特許請求の範囲】
【請求項1】
全体的に箱状の基体部と、前記基体部の周縁から突出する突出部とを含む一次成形層と、
前記一次成形層の上に積層され、光透過性の樹脂材料からなる二次成形層と、
前記一次成形層と前記二次成形層との間に形成されたインモールド層と
を具備する成形部品。
【請求項2】
請求項1に記載の成形部品であって、
前記基体部は、高さ方向と、前記高さ方向に突出する第1の面と、その反対側に空間部を形成する第2の面とを有し、
前記二次成形層及び前記インモールド層は、前記第1の面の少なくとも一部の上にそれぞれ積層される
成形部品。
【請求項3】
請求項2に記載の成形部品であって、
前記第1の面は、前記基体部の側面となる側面部を有し、
前記二次成形層及び前記インモールド層は、前記側面部の少なくとも一部の上にそれぞれ積層される
成形部品。
【請求項4】
請求項1から3のうちいずれか1項に記載の成形部品であって、
前記インモールド層は、前記一次成形層を加飾する印刷層である
成形部品。
【請求項5】
請求項2から4のうちいずれか1項に記載の成形部品であって、
前記第1の面と前記突出部との境界は、曲面形状を有する
成形部品。
【請求項6】
請求項1から5のうちいずれか1項に記載の成形部品であって、
前記二次成形層は、厚みの勾配を有する
成形部品。
【請求項7】
全体的に箱状の基体部と、前記基体部の周縁から突出する突出部とを含む一次成形層と、
前記一次成形層の上に積層され、光透過性の樹脂材料からなる二次成形層と、
前記一次成形層と前記二次成形層との間に形成されたインモールド層と
を有する第1の筐体と、
前記第1の筐体を収納する収納部を有する第2の筐体と
を具備する電子機器。
【請求項8】
請求項8に記載の電子機器であって、
前記第1の筐体は、前記第2の筐体に対して回動自在に取り付けられる
電子機器。
【請求項9】
請求項8又は9に記載の電子機器であって、
前記基体部は、高さ方向と、前記高さ方向に突出する第1の面と、その反対側に空間部を形成する第2の面とを有し、
前記電子機器は、前記空間部に収容される表示素子をさらに具備する
電子機器。
【請求項10】
第1のキャビティに、インモールド層を支持する転写用フィルムを配置し、
可動コアと前記第1のキャビティとの間に前記可動コア側から溶融樹脂を射出、充填することで、前記インモールド層が転写された転写面を有する全体的に箱状の基体部と、前記基体部の周縁から突出する突出部とを含む一次成形層を形成し、
前記可動コアと、前記一次成形層を収容する第2のキャビティとの間に、光透過性を有する溶融樹脂を射出、充填することで、前記インモールド層を挟んで前記一次成形層の上に積層された二次成形層を形成する
成形部品の製造方法。
【請求項1】
全体的に箱状の基体部と、前記基体部の周縁から突出する突出部とを含む一次成形層と、
前記一次成形層の上に積層され、光透過性の樹脂材料からなる二次成形層と、
前記一次成形層と前記二次成形層との間に形成されたインモールド層と
を具備する成形部品。
【請求項2】
請求項1に記載の成形部品であって、
前記基体部は、高さ方向と、前記高さ方向に突出する第1の面と、その反対側に空間部を形成する第2の面とを有し、
前記二次成形層及び前記インモールド層は、前記第1の面の少なくとも一部の上にそれぞれ積層される
成形部品。
【請求項3】
請求項2に記載の成形部品であって、
前記第1の面は、前記基体部の側面となる側面部を有し、
前記二次成形層及び前記インモールド層は、前記側面部の少なくとも一部の上にそれぞれ積層される
成形部品。
【請求項4】
請求項1から3のうちいずれか1項に記載の成形部品であって、
前記インモールド層は、前記一次成形層を加飾する印刷層である
成形部品。
【請求項5】
請求項2から4のうちいずれか1項に記載の成形部品であって、
前記第1の面と前記突出部との境界は、曲面形状を有する
成形部品。
【請求項6】
請求項1から5のうちいずれか1項に記載の成形部品であって、
前記二次成形層は、厚みの勾配を有する
成形部品。
【請求項7】
全体的に箱状の基体部と、前記基体部の周縁から突出する突出部とを含む一次成形層と、
前記一次成形層の上に積層され、光透過性の樹脂材料からなる二次成形層と、
前記一次成形層と前記二次成形層との間に形成されたインモールド層と
を有する第1の筐体と、
前記第1の筐体を収納する収納部を有する第2の筐体と
を具備する電子機器。
【請求項8】
請求項8に記載の電子機器であって、
前記第1の筐体は、前記第2の筐体に対して回動自在に取り付けられる
電子機器。
【請求項9】
請求項8又は9に記載の電子機器であって、
前記基体部は、高さ方向と、前記高さ方向に突出する第1の面と、その反対側に空間部を形成する第2の面とを有し、
前記電子機器は、前記空間部に収容される表示素子をさらに具備する
電子機器。
【請求項10】
第1のキャビティに、インモールド層を支持する転写用フィルムを配置し、
可動コアと前記第1のキャビティとの間に前記可動コア側から溶融樹脂を射出、充填することで、前記インモールド層が転写された転写面を有する全体的に箱状の基体部と、前記基体部の周縁から突出する突出部とを含む一次成形層を形成し、
前記可動コアと、前記一次成形層を収容する第2のキャビティとの間に、光透過性を有する溶融樹脂を射出、充填することで、前記インモールド層を挟んで前記一次成形層の上に積層された二次成形層を形成する
成形部品の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2013−67177(P2013−67177A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2013−1810(P2013−1810)
【出願日】平成25年1月9日(2013.1.9)
【分割の表示】特願2008−294175(P2008−294175)の分割
【原出願日】平成20年11月18日(2008.11.18)
【出願人】(000002185)ソニー株式会社 (34,172)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成25年1月9日(2013.1.9)
【分割の表示】特願2008−294175(P2008−294175)の分割
【原出願日】平成20年11月18日(2008.11.18)
【出願人】(000002185)ソニー株式会社 (34,172)
【Fターム(参考)】
[ Back to top ]