
成形金型および樹脂封止装置
【課題】リリースフィルムの破れを可及的に防止できる成形金型を提供する。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
【解決手段】型開閉方向に形成された収納孔16および収納孔16に続く拡径孔17を有するクランパ18と、クランパ18の収納孔16内に収納されたキャビティブロック20とを有し、キャビティ凹部24が、キャビティブロック20の底面20a、段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成され、キャビティ凹部24に連通して、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する吸引孔40が形成された成形金型において、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の深さを浅くする突周部50が設けられていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は成形金型および樹脂封止装置に関し、より詳細にはリリースフィルムの破れを可及的に防止することのできる成形金型および樹脂封止装置に関する。
【背景技術】
【0002】
半導体素子を樹脂封止して半導体装置に形成するには、半導体素子を1個乃至はマトリクス状に複数個搭載した回路基板(リードフレームを含む)を樹脂封止装置内にインサートして、半導体素子を一括して樹脂封止し、封止後ダイシングして個片に分離するようにしている。この場合に、キャビティ凹部面からの成形品の剥離を容易にするために、キャビティ凹部面にリリースフィルムを吸着保持して、キャビティ凹部内に樹脂を充填する方法がある。
【0003】
ところで、例えばメモリー素子の場合には、メモリー容量を増加させるために、メモリー素子を積層してスタック構造にするものがある。このようなスタック構造のメモリー素子を樹脂封止すると、必然的に全体が厚くなってしまう。
しかしながら一方では、薄型化の要請がある。
スタック構造のメモリー素子を樹脂封止したものであって、かつ薄型化のものにすると、メモリー素子を覆う樹脂そのものを薄肉化せざるを得ない。しかしながら、樹脂を薄肉化するということは、金型のキャビティ凹部内での樹脂通路がそれだけ狭くなるということであり、樹脂が半導体チップ上面にまで回りにくく、樹脂未充填が起きやすく、また未充填から来る加圧不足及びウエルドライン発生という課題が生じた。
【0004】
上記課題を解決すべく、特許文献1に記載されたトランスファー コンプレッション モールド(Transfer Compression Mold:以下TCMという)方法が考案されている。
図11〜図14は、このTCM方法に用いる樹脂封止装置10である。
12は上型、14は下型である。
上型12は、型開閉方向に形成された収納孔16および該収納孔16に続く拡径孔17を有するクランパ18と、該クランパ18の収納孔16内に収納されたキャビティブロック20とを有する。
【0005】
下型14は、下型チェイスブロック21に下型インサートブロック22が挿入、固定されてなる。
キャビティブロック20の底面20a、該キャビティブロック20の底面20aと拡径孔17との間の、収納孔16の内壁面の一部をなす段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間でキャビティ凹部24が形成される。
クランパ18は、金型ベース26との間に所要の隙間27ができるようにスプリング28を介して金型ベース26側に支持されている。30はモールドベースであり、スプリング28は、金型ベース26に設けられた貫通孔31内に配置され、モールドベース30の下面とクランパ18上面とに当接して、クランパ18を下方に付勢している。
【0006】
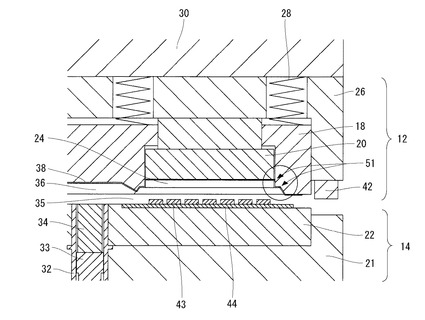
32は下型14を貫通して設けられたポット、33はポット32内を図示しない駆動装置によって上下動するプランジャーである。ポット32内には樹脂タブレット34が装填される。35はゲート、36はランナーである。ランナー36、ゲート35、キャビティ凹部24壁面にはリリースフィルム38が吸着保持される。リリースフィルム38は、図15に示すように、収納孔16内壁面とキャビティブロック20外壁面との間等に、キャビティ凹部24に連通して形成された吸引孔40によって、キャビティ凹部24内の空気が吸引されることによって、キャビティ凹部に沿って吸引保持される。
【0007】
なお、ポット32は、図11上、紙面に垂直な方向に所定の間隔をおいて複数個配設され、また、キャビティ凹部24は、各ポット32の両側に1つづつそれぞれ形成される。
また、図示しないが、下型14および上型12を相対的に接離動して型開閉する駆動装置が設けられている。なお、42はストッパである。
【0008】
次に、TCM(トランスファ コンプレッション モールド)方法による樹脂封止について説明する。
キャビティ凹部24に対応する、下型14面上に、複数の半導体素子43がマトリクス状に搭載された回路基板44を配置する(図11)。
型開きされている下型14、上型12の空間内に、図示しない供給装置によりリリースフィルム38を供給する。次いで、吸引孔40から上記空間内の空気を吸引し、リリースフィルム38をキャビティ凹部24面に密着するように吸着する。
ポット32内に樹脂タブレット34を供給し、図示しない駆動部によって下型14もしくは上型12を駆動し、第1の型締めを行う。
【0009】
第1の型締めの段階では、下型14および上型12のパーティング面がリリースフィルム38を介して当接し、なおかつ、スプリング28が若干圧縮されて、樹脂がキャビティ凹部24内から漏出しない型締力でもって型締めがなされる(図12)。
ポット32内に供給された樹脂タブレット34は、金型内に組み込まれたヒーターによって加熱されて溶融された状態となる。この段階で、駆動部によってプランジャー33を駆動し、溶融樹脂を押圧して、ランナー36、ゲート35を介してキャビティ凹部24内に注入する。
【0010】
第1の型締めの段階では、半導体素子の上面とキャビティ凹部24内底面(リリースフィルム38面)との間には充分な隙間があり、溶融樹脂はキャビティ凹部24内の隅々まで良好に充填される(図13)。
次いで、更に上型12と下型14が接近し、第2の型締めを行う。
第2の型締めの段階では、スプリング28の付勢力に抗して、ストッパ42が下型インサートブロック21の上面に当接するまで両金型がさらに接近するように型締めがなされる(図14)。これにより図14に示されるように、クランパ20が下型14に接近し、キャビティ凹部24内空間が狭められるから、キャビティ凹部24内の溶融樹脂がポット32内に押し戻される。
この状態で保圧されることによって、熱硬化性の樹脂が硬化し、樹脂封止が完了する。
型開きし、成形品を取り出し、ダイシングすることによって、半導体素子が樹脂によって封止された個片の半導体装置を得ることができる。
上記のTCM方法によって、樹脂の未充填の無い、かつ薄型の半導体装置を得ることができる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2009−190400号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、上記TCM方法でも次のような課題が発生した。
すなわち、TCM方法では、第1の型締めと第2の型締めとの2段階に亘って型締めを行う。第2の型締めによって、キャビティ凹部24の内底面が所要の高さとなるように設定される。そのため、第1の型締めの段階では、図15に示すように、キャビティブロック20と拡径部17との間に段差m(段差壁面16a)が生じることが避けられない。また、リリースフィルム38は、キャビティ凹部24内に供給された当初では、各段差のコーナー部には当接せず、図15に示すように、コーナー部との間に隙間が生じた状態となる。
【0013】
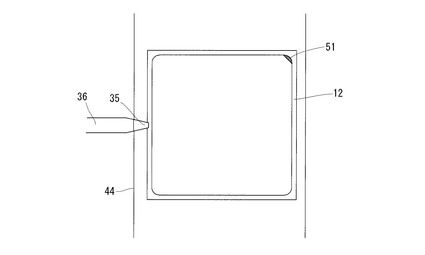
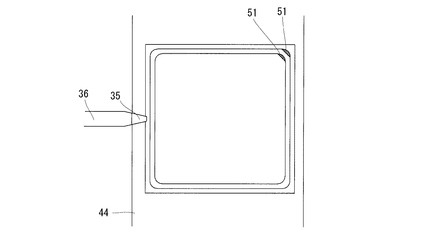
そして、吸引孔40から隙間内の空気を吸引することによって、図16に示すように、リリースフィルム38がコーナー部内壁にまで密着するのであるが、その際に、リリースフィルム38が無理して伸ばされることになり、リリースフィルム38に破れが生じる恐れがある。リリースフィルム38に破れが生じると、溶融樹脂が漏れ、図17〜図19の漏れた樹脂51に示すように、漏れた樹脂が金型内壁に付着したり、吸引孔40が漏れた樹脂により詰まってしまうという課題が生じた。
【0014】
上記課題は、特開2003−291147号公報に示される成形金型でも生じる。
この成形金型は、種々の厚さの被成形品を共通の金型で成形できるように、キャビティインサートの収納孔内に、キャビティブロックを移動可能に収納して、キャビティブロックの底面とキャビティインサートを支持する金型ベースとの間に、キャビティ凹部の深さ寸法を規定する調整ライナーを交換可能に取り付けた成形金型である。この成形金型の場合でも、キャビティブロックがキャビティ凹部内で移動される状態となるから、TCM金型の場合と同様に段差が生じ、リリースフィルムの破れが生じる恐れがあった。
【0015】
そこで、本発明は、上記課題を解決すべくなされたものであり、その目的とするところは、リリースフィルムの破れを可及的に防止できる成形金型および樹脂封止装置を提供することにある。
【課題を解決するための手段】
【0016】
本発明に係る成形金型は、上金型および下金型からなり、挿入された被成形品を一括して樹脂封止する樹脂封止装置に用いる成形金型であって、前記上下金型のうちの一方の金型が、型開閉方向に形成された収納孔および該収納孔に続く拡径孔を有するクランパと、該クランパの前記収納孔内に収納されたキャビティブロックとを有し、前記一括して樹脂封止する領域に対応して金型に設けられるキャビティ凹部が、前記キャビティブロックの底面、該キャビティブロックの底面と前記拡径孔との間の、前記収納孔の内壁面の一部をなす段差壁面および前記拡径孔の内壁面をキャビティ面とする空間で形成され、前記収納孔内壁面と前記キャビティブロック外壁面との間に、前記キャビティ凹部に連通して、前記キャビティ凹部に沿って供給されるリリースフィルムをキャビティ凹部面に吸着する吸引孔が形成された成形金型において、前記キャビティブロックの底面の周縁部に、前記キャビティ凹部内方向に突出して、前記段差壁面の一部を覆うことにより前記キャビティ凹部の深さを浅くする突周部が設けられていることを特徴とする。
【0017】
前記突周部の内壁面と前記キャビティブロックの底面とのなす角が鈍角となるように前記突周部を設けると好適である。
前記拡径部の内壁面を、前記段差壁面の端部から延びるテーパー面に形成することができる。
【0018】
また、前記クランパが金型ベースとの間に所要の隙間を空けてスプリングを介して前記金型ベース側に支持され、前記キャビティブロックが前記金型ベース側に固定されて、該金型ベースおよびキャビティブロックが、前記スプリングの付勢力に抗して前記クランパに対して接離動可能に設けられて成り、前記金型ベースおよびキャビティブロックと共に、前記スプリングを介して前記クランパが他方の金型方向に相対的に移動して、該クランパが他方の金型面に当接する第1の型締めと、該第1の型締めから、前記スプリングが圧縮されて、前記キャビティブロックがさらに他方の金型方向に接近して前記キャビティ凹部の空間を狭める第2の型締めとの2段の型締めが可能になっていることを特徴とする。
【0019】
また、前記被成形品が、回路基板上に複数の半導体素子がマトリクス状に搭載され、該複数の半導体素子が一括して回路基板上に樹脂封止され、封止後ダイシングされて、半導体素子が個片に分離されるものであって、前記突周部は、樹脂封止部領域であって、最外ダイシング位置よりも外側となる位置に設けられていることを特徴とする。
本発明に係る樹脂封止装置は、上記いずれかの成形金型が装着されていることを特徴とする。
【発明の効果】
【0020】
本発明によれば、リリースフィルムの破れを可及的に防止できる成形金型および樹脂封止装置を提供できる。
【図面の簡単な説明】
【0021】
【図1】TCM成形金型における上型の部分断面図を示す。
【図2】TCM成形金型における上型の他の実施形態の部分断面図を示す。
【図3】被成形体のダイシング箇所を示す説明図である。
【図4】TCM成形金型における上型の第2の型締め時の状態を示す説明図である。
【図5】TCM成形金型における上型の第2の型締め時の他の状態を示す説明図である。
【図6】TCM成形金型における上型の第2の型締め時のさらに他の状態を示す説明図である。
【図7】TCM成形金型における上型のさらに他の実施形態の部分断面図を示す。
【図8】TCM成形金型における上型のまたさらに他の実施形態の部分断面図を示す。
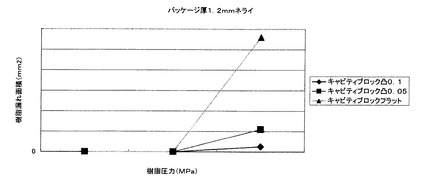
【図9】突周部の高さ、樹脂圧力と実測樹脂漏れ面積との関係を示すグラフである。
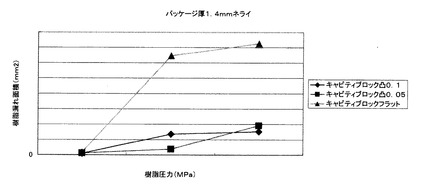
【図10】突周部の高さ、樹脂圧力と実測樹脂漏れ面積との他の関係を示すグラフである。
【図11】TCM金型の型開時の断面図である。
【図12】TCM金型の第1の型締め時の状態を示す断面図である。
【図13】TCM金型の第1の型締め時における樹脂注入状態の断面図である。
【図14】TCM金型の第2の型締め時の状態を示す断面図である。
【図15】段差のコーナー部においてリリースフィルムとの間に隙間が生じた状態を示す説明図である。
【図16】リリースフィルムを吸引してキャビティ凹部面に密着させた状態を示す説明図である。
【図17】段差のコーナー部に樹脂漏れが生じた状態を示す説明図である。
【図18】段差のコーナー部に樹脂漏れが生じた状態を示す他の説明図である。
【図19】図18の部分断面図である。
【発明を実施するための形態】
【0022】
以下本発明の好適な実施の形態を添付図面を参照して詳細に説明する。
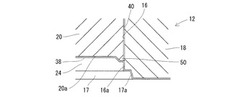
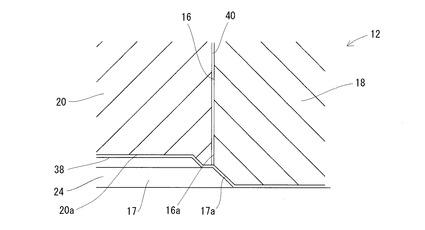
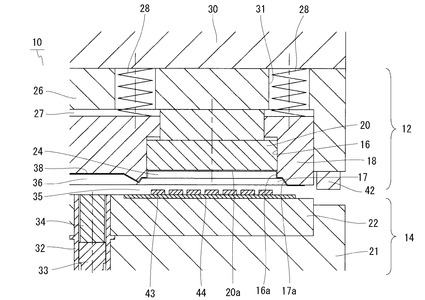
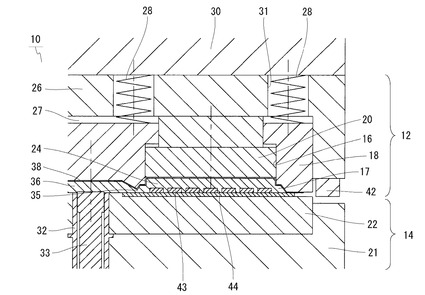
図1は、TCM成形金型における上型12の部分断面図を示す。
TCM成形金型、あるいはTCM樹脂封止装置は図11〜図14に示すのと同じであるから、図示は省略する。
本実施の形態では、上記のように、上型12は、型開閉方向に形成された収納孔16および該収納孔16に続く拡径孔17を有するクランパ18と、該クランパ18の収納孔16内に収納されたキャビティブロック20とを有する。
【0023】
そして、一括して樹脂封止する領域に対応して金型に設けられるキャビティ凹部24が、キャビティブロック20の底面20a、該キャビティブロック20の底面20aと拡径孔17との間の、収納孔16の内壁面の一部をなす段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成されている。
また、収納孔16内壁面とキャビティブロック20外壁面との間に、吸引孔40が形成されている。吸引孔40は、キャビティ凹部24に連通していて、図示しない吸引装置によりキャビティ凹部24内の空気を吸引することにより、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する。
【0024】
本実施の形態において、特徴とする点は、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の壁面の一部を構成する段差壁面16aの一部を覆うことにより、当該部位においてキャビティ凹部24の深さを浅くする突周部50を設けた点にある。
突周部50の下面は平坦面に形成するのがよい。
また、突周部50の内壁面とキャビティブロック20の底面20aとのなす角が鈍角(鈍角の大きさは特に限定されないが135°程度が好ましい)となるように、突周部50の内壁面をテーパー面に形成するのが好適である。このような鈍角に形成することによって、この部位におけるリリースフィルム38の破れを防止することができる。
【0025】
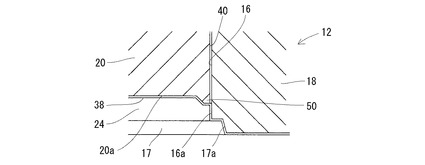
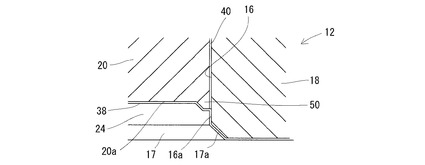
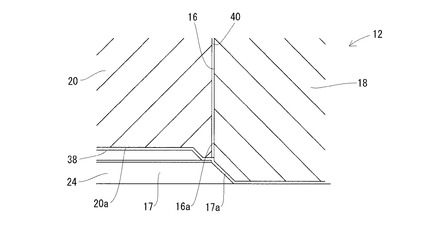
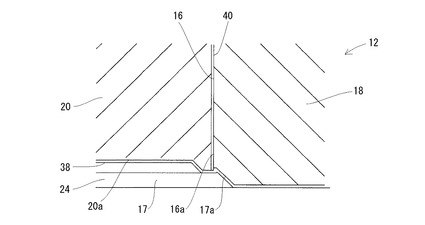
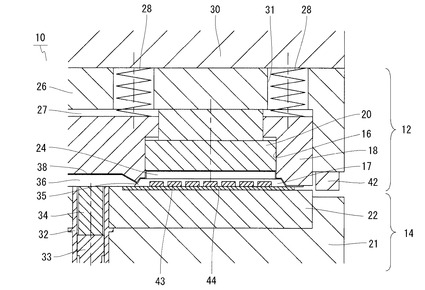
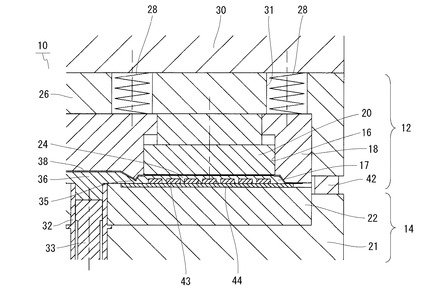
また、図2に示すように、拡径部17の内壁面17aが、段差壁面16aの下端部から延びるテーパー面に形成すると好適である。このテーパー面の、金型パーティング面となす角は、概ね60〜70°程度とするのが好ましい。
【0026】
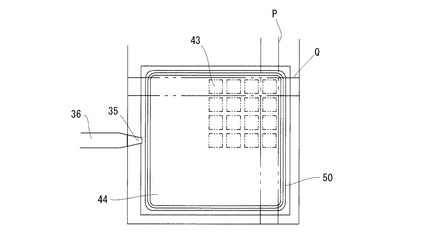
なお、突周部50を設ける位置は、図3に示すように、被成形品の最外ダイシング位置P、Qよりも外側となる位置に設けるようにする。被成形品は、半導体装置の場合、回路基板44上に複数の半導体素子43がマトリクス状に搭載され、該複数の半導体素子43が一括して回路基板44上に樹脂封止され、封止後ダイシングされて、半導体素子が個片に分離されるものである。
また、本実施の形態における樹脂封止装置は、上記成形金型が搭載された樹脂封止装置である。
【0027】
本実施の形態に係る成形金型もしくは樹脂封止装置は上記のように構成される。
TCM方法による樹脂封止は、図11〜図14に示すのと同様の方法によって行われる。
図1および図2は、下型14と上型12内に供給されたリリースフィルム38を吸引孔40から空気を吸引することによりキャビティ凹部24面に吸着した状態を示す。
本実施の形態では、上記のように、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の壁面の一部を構成する段差壁面16aの一部を覆う突周部50を設けている。
これにより、図1あるいは図2に示すように、当該部位のキャビティ凹部24の深さが浅くなり、当該部位に吸着されるリリースフィルム38の破れを可及的に少なくすることができた。
【0028】
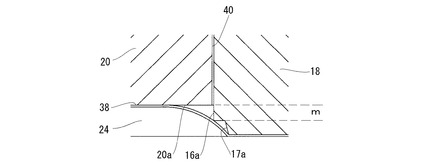
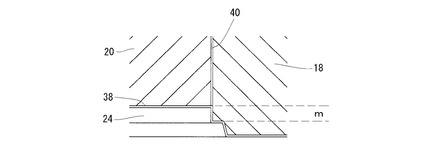
突周部50の高さは、第2の型締め時に、図4に示すように、突周部50の下面が拡径部17の内壁面17aの上端と一致する高さ、あるいは、図5に示すように、拡径部17の内壁面17aの上端よりも若干高い位置となる高さ、あるいは、図6に示すように、拡径部17の内壁面17aの上端よりも若干低い位置となる高さ程度とすると、第2の型締め時にリリースフィルム38に無理な力が加わらないので良い。
なお、図面では段差mの高さを誇張して描いているが、実際、段差mの高さは金型にもよるが0.5mm前後である。
突周部50の高さは、0.05〜0.25mm程度がよい。
【0029】
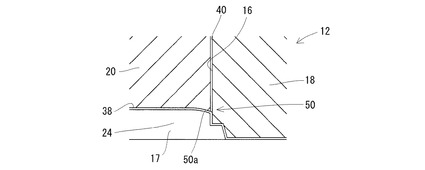
また、突周部50の形状は、図1あるいは図2のものに限られず、図7に示す断面階段状を成す突周部50や、図8に示す曲凹面50aを有する突周部50等であってもよい。
図9および図10は、突周部の高さ、および樹脂圧力と、リリースフィルム38の破れ面積との関係を実測した結果を示すグラフである。図9、図10からわかるように、突周部50を設けた方が、リリースフィルム38の破れが格段に少なくなっている。
【0030】
なお、上記実施の形態では、TCM金型およびTCM金型を用いた成形金型および樹脂封止装置で説明したが、本発明は、特開2003−291147号公報に示すような、キャビティ凹部の内底面の高さが変動する成形金型および樹脂封止装置にも適用できることはもちろんである。
【符号の説明】
【0031】
10 樹脂封止装置
12 上型
14 下型
16 収納孔
18 クランパ
20 キャビティブロック
21 下型チェイスブロック
22 下型インサートブロック
24 キャビティ凹部
26 金型ベース
27 隙間
28 スプリング
30 モールドベース
31 貫通孔
32 ポット
33 プランジャー
34 樹脂タブレット
35 ゲート
36 ランナー
38 リリースフィルム
40 吸引孔
43 半導体素子
44 回路基板
50 突周部
m 段差
P、Q 最外ダイシング位置
【技術分野】
【0001】
本発明は成形金型および樹脂封止装置に関し、より詳細にはリリースフィルムの破れを可及的に防止することのできる成形金型および樹脂封止装置に関する。
【背景技術】
【0002】
半導体素子を樹脂封止して半導体装置に形成するには、半導体素子を1個乃至はマトリクス状に複数個搭載した回路基板(リードフレームを含む)を樹脂封止装置内にインサートして、半導体素子を一括して樹脂封止し、封止後ダイシングして個片に分離するようにしている。この場合に、キャビティ凹部面からの成形品の剥離を容易にするために、キャビティ凹部面にリリースフィルムを吸着保持して、キャビティ凹部内に樹脂を充填する方法がある。
【0003】
ところで、例えばメモリー素子の場合には、メモリー容量を増加させるために、メモリー素子を積層してスタック構造にするものがある。このようなスタック構造のメモリー素子を樹脂封止すると、必然的に全体が厚くなってしまう。
しかしながら一方では、薄型化の要請がある。
スタック構造のメモリー素子を樹脂封止したものであって、かつ薄型化のものにすると、メモリー素子を覆う樹脂そのものを薄肉化せざるを得ない。しかしながら、樹脂を薄肉化するということは、金型のキャビティ凹部内での樹脂通路がそれだけ狭くなるということであり、樹脂が半導体チップ上面にまで回りにくく、樹脂未充填が起きやすく、また未充填から来る加圧不足及びウエルドライン発生という課題が生じた。
【0004】
上記課題を解決すべく、特許文献1に記載されたトランスファー コンプレッション モールド(Transfer Compression Mold:以下TCMという)方法が考案されている。
図11〜図14は、このTCM方法に用いる樹脂封止装置10である。
12は上型、14は下型である。
上型12は、型開閉方向に形成された収納孔16および該収納孔16に続く拡径孔17を有するクランパ18と、該クランパ18の収納孔16内に収納されたキャビティブロック20とを有する。
【0005】
下型14は、下型チェイスブロック21に下型インサートブロック22が挿入、固定されてなる。
キャビティブロック20の底面20a、該キャビティブロック20の底面20aと拡径孔17との間の、収納孔16の内壁面の一部をなす段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間でキャビティ凹部24が形成される。
クランパ18は、金型ベース26との間に所要の隙間27ができるようにスプリング28を介して金型ベース26側に支持されている。30はモールドベースであり、スプリング28は、金型ベース26に設けられた貫通孔31内に配置され、モールドベース30の下面とクランパ18上面とに当接して、クランパ18を下方に付勢している。
【0006】
32は下型14を貫通して設けられたポット、33はポット32内を図示しない駆動装置によって上下動するプランジャーである。ポット32内には樹脂タブレット34が装填される。35はゲート、36はランナーである。ランナー36、ゲート35、キャビティ凹部24壁面にはリリースフィルム38が吸着保持される。リリースフィルム38は、図15に示すように、収納孔16内壁面とキャビティブロック20外壁面との間等に、キャビティ凹部24に連通して形成された吸引孔40によって、キャビティ凹部24内の空気が吸引されることによって、キャビティ凹部に沿って吸引保持される。
【0007】
なお、ポット32は、図11上、紙面に垂直な方向に所定の間隔をおいて複数個配設され、また、キャビティ凹部24は、各ポット32の両側に1つづつそれぞれ形成される。
また、図示しないが、下型14および上型12を相対的に接離動して型開閉する駆動装置が設けられている。なお、42はストッパである。
【0008】
次に、TCM(トランスファ コンプレッション モールド)方法による樹脂封止について説明する。
キャビティ凹部24に対応する、下型14面上に、複数の半導体素子43がマトリクス状に搭載された回路基板44を配置する(図11)。
型開きされている下型14、上型12の空間内に、図示しない供給装置によりリリースフィルム38を供給する。次いで、吸引孔40から上記空間内の空気を吸引し、リリースフィルム38をキャビティ凹部24面に密着するように吸着する。
ポット32内に樹脂タブレット34を供給し、図示しない駆動部によって下型14もしくは上型12を駆動し、第1の型締めを行う。
【0009】
第1の型締めの段階では、下型14および上型12のパーティング面がリリースフィルム38を介して当接し、なおかつ、スプリング28が若干圧縮されて、樹脂がキャビティ凹部24内から漏出しない型締力でもって型締めがなされる(図12)。
ポット32内に供給された樹脂タブレット34は、金型内に組み込まれたヒーターによって加熱されて溶融された状態となる。この段階で、駆動部によってプランジャー33を駆動し、溶融樹脂を押圧して、ランナー36、ゲート35を介してキャビティ凹部24内に注入する。
【0010】
第1の型締めの段階では、半導体素子の上面とキャビティ凹部24内底面(リリースフィルム38面)との間には充分な隙間があり、溶融樹脂はキャビティ凹部24内の隅々まで良好に充填される(図13)。
次いで、更に上型12と下型14が接近し、第2の型締めを行う。
第2の型締めの段階では、スプリング28の付勢力に抗して、ストッパ42が下型インサートブロック21の上面に当接するまで両金型がさらに接近するように型締めがなされる(図14)。これにより図14に示されるように、クランパ20が下型14に接近し、キャビティ凹部24内空間が狭められるから、キャビティ凹部24内の溶融樹脂がポット32内に押し戻される。
この状態で保圧されることによって、熱硬化性の樹脂が硬化し、樹脂封止が完了する。
型開きし、成形品を取り出し、ダイシングすることによって、半導体素子が樹脂によって封止された個片の半導体装置を得ることができる。
上記のTCM方法によって、樹脂の未充填の無い、かつ薄型の半導体装置を得ることができる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2009−190400号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、上記TCM方法でも次のような課題が発生した。
すなわち、TCM方法では、第1の型締めと第2の型締めとの2段階に亘って型締めを行う。第2の型締めによって、キャビティ凹部24の内底面が所要の高さとなるように設定される。そのため、第1の型締めの段階では、図15に示すように、キャビティブロック20と拡径部17との間に段差m(段差壁面16a)が生じることが避けられない。また、リリースフィルム38は、キャビティ凹部24内に供給された当初では、各段差のコーナー部には当接せず、図15に示すように、コーナー部との間に隙間が生じた状態となる。
【0013】
そして、吸引孔40から隙間内の空気を吸引することによって、図16に示すように、リリースフィルム38がコーナー部内壁にまで密着するのであるが、その際に、リリースフィルム38が無理して伸ばされることになり、リリースフィルム38に破れが生じる恐れがある。リリースフィルム38に破れが生じると、溶融樹脂が漏れ、図17〜図19の漏れた樹脂51に示すように、漏れた樹脂が金型内壁に付着したり、吸引孔40が漏れた樹脂により詰まってしまうという課題が生じた。
【0014】
上記課題は、特開2003−291147号公報に示される成形金型でも生じる。
この成形金型は、種々の厚さの被成形品を共通の金型で成形できるように、キャビティインサートの収納孔内に、キャビティブロックを移動可能に収納して、キャビティブロックの底面とキャビティインサートを支持する金型ベースとの間に、キャビティ凹部の深さ寸法を規定する調整ライナーを交換可能に取り付けた成形金型である。この成形金型の場合でも、キャビティブロックがキャビティ凹部内で移動される状態となるから、TCM金型の場合と同様に段差が生じ、リリースフィルムの破れが生じる恐れがあった。
【0015】
そこで、本発明は、上記課題を解決すべくなされたものであり、その目的とするところは、リリースフィルムの破れを可及的に防止できる成形金型および樹脂封止装置を提供することにある。
【課題を解決するための手段】
【0016】
本発明に係る成形金型は、上金型および下金型からなり、挿入された被成形品を一括して樹脂封止する樹脂封止装置に用いる成形金型であって、前記上下金型のうちの一方の金型が、型開閉方向に形成された収納孔および該収納孔に続く拡径孔を有するクランパと、該クランパの前記収納孔内に収納されたキャビティブロックとを有し、前記一括して樹脂封止する領域に対応して金型に設けられるキャビティ凹部が、前記キャビティブロックの底面、該キャビティブロックの底面と前記拡径孔との間の、前記収納孔の内壁面の一部をなす段差壁面および前記拡径孔の内壁面をキャビティ面とする空間で形成され、前記収納孔内壁面と前記キャビティブロック外壁面との間に、前記キャビティ凹部に連通して、前記キャビティ凹部に沿って供給されるリリースフィルムをキャビティ凹部面に吸着する吸引孔が形成された成形金型において、前記キャビティブロックの底面の周縁部に、前記キャビティ凹部内方向に突出して、前記段差壁面の一部を覆うことにより前記キャビティ凹部の深さを浅くする突周部が設けられていることを特徴とする。
【0017】
前記突周部の内壁面と前記キャビティブロックの底面とのなす角が鈍角となるように前記突周部を設けると好適である。
前記拡径部の内壁面を、前記段差壁面の端部から延びるテーパー面に形成することができる。
【0018】
また、前記クランパが金型ベースとの間に所要の隙間を空けてスプリングを介して前記金型ベース側に支持され、前記キャビティブロックが前記金型ベース側に固定されて、該金型ベースおよびキャビティブロックが、前記スプリングの付勢力に抗して前記クランパに対して接離動可能に設けられて成り、前記金型ベースおよびキャビティブロックと共に、前記スプリングを介して前記クランパが他方の金型方向に相対的に移動して、該クランパが他方の金型面に当接する第1の型締めと、該第1の型締めから、前記スプリングが圧縮されて、前記キャビティブロックがさらに他方の金型方向に接近して前記キャビティ凹部の空間を狭める第2の型締めとの2段の型締めが可能になっていることを特徴とする。
【0019】
また、前記被成形品が、回路基板上に複数の半導体素子がマトリクス状に搭載され、該複数の半導体素子が一括して回路基板上に樹脂封止され、封止後ダイシングされて、半導体素子が個片に分離されるものであって、前記突周部は、樹脂封止部領域であって、最外ダイシング位置よりも外側となる位置に設けられていることを特徴とする。
本発明に係る樹脂封止装置は、上記いずれかの成形金型が装着されていることを特徴とする。
【発明の効果】
【0020】
本発明によれば、リリースフィルムの破れを可及的に防止できる成形金型および樹脂封止装置を提供できる。
【図面の簡単な説明】
【0021】
【図1】TCM成形金型における上型の部分断面図を示す。
【図2】TCM成形金型における上型の他の実施形態の部分断面図を示す。
【図3】被成形体のダイシング箇所を示す説明図である。
【図4】TCM成形金型における上型の第2の型締め時の状態を示す説明図である。
【図5】TCM成形金型における上型の第2の型締め時の他の状態を示す説明図である。
【図6】TCM成形金型における上型の第2の型締め時のさらに他の状態を示す説明図である。
【図7】TCM成形金型における上型のさらに他の実施形態の部分断面図を示す。
【図8】TCM成形金型における上型のまたさらに他の実施形態の部分断面図を示す。
【図9】突周部の高さ、樹脂圧力と実測樹脂漏れ面積との関係を示すグラフである。
【図10】突周部の高さ、樹脂圧力と実測樹脂漏れ面積との他の関係を示すグラフである。
【図11】TCM金型の型開時の断面図である。
【図12】TCM金型の第1の型締め時の状態を示す断面図である。
【図13】TCM金型の第1の型締め時における樹脂注入状態の断面図である。
【図14】TCM金型の第2の型締め時の状態を示す断面図である。
【図15】段差のコーナー部においてリリースフィルムとの間に隙間が生じた状態を示す説明図である。
【図16】リリースフィルムを吸引してキャビティ凹部面に密着させた状態を示す説明図である。
【図17】段差のコーナー部に樹脂漏れが生じた状態を示す説明図である。
【図18】段差のコーナー部に樹脂漏れが生じた状態を示す他の説明図である。
【図19】図18の部分断面図である。
【発明を実施するための形態】
【0022】
以下本発明の好適な実施の形態を添付図面を参照して詳細に説明する。
図1は、TCM成形金型における上型12の部分断面図を示す。
TCM成形金型、あるいはTCM樹脂封止装置は図11〜図14に示すのと同じであるから、図示は省略する。
本実施の形態では、上記のように、上型12は、型開閉方向に形成された収納孔16および該収納孔16に続く拡径孔17を有するクランパ18と、該クランパ18の収納孔16内に収納されたキャビティブロック20とを有する。
【0023】
そして、一括して樹脂封止する領域に対応して金型に設けられるキャビティ凹部24が、キャビティブロック20の底面20a、該キャビティブロック20の底面20aと拡径孔17との間の、収納孔16の内壁面の一部をなす段差壁面16aおよび拡径孔17の内壁面17aをキャビティ面とする空間で形成されている。
また、収納孔16内壁面とキャビティブロック20外壁面との間に、吸引孔40が形成されている。吸引孔40は、キャビティ凹部24に連通していて、図示しない吸引装置によりキャビティ凹部24内の空気を吸引することにより、キャビティ凹部24に沿って供給されるリリースフィルム38をキャビティ凹部24面に吸着する。
【0024】
本実施の形態において、特徴とする点は、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の壁面の一部を構成する段差壁面16aの一部を覆うことにより、当該部位においてキャビティ凹部24の深さを浅くする突周部50を設けた点にある。
突周部50の下面は平坦面に形成するのがよい。
また、突周部50の内壁面とキャビティブロック20の底面20aとのなす角が鈍角(鈍角の大きさは特に限定されないが135°程度が好ましい)となるように、突周部50の内壁面をテーパー面に形成するのが好適である。このような鈍角に形成することによって、この部位におけるリリースフィルム38の破れを防止することができる。
【0025】
また、図2に示すように、拡径部17の内壁面17aが、段差壁面16aの下端部から延びるテーパー面に形成すると好適である。このテーパー面の、金型パーティング面となす角は、概ね60〜70°程度とするのが好ましい。
【0026】
なお、突周部50を設ける位置は、図3に示すように、被成形品の最外ダイシング位置P、Qよりも外側となる位置に設けるようにする。被成形品は、半導体装置の場合、回路基板44上に複数の半導体素子43がマトリクス状に搭載され、該複数の半導体素子43が一括して回路基板44上に樹脂封止され、封止後ダイシングされて、半導体素子が個片に分離されるものである。
また、本実施の形態における樹脂封止装置は、上記成形金型が搭載された樹脂封止装置である。
【0027】
本実施の形態に係る成形金型もしくは樹脂封止装置は上記のように構成される。
TCM方法による樹脂封止は、図11〜図14に示すのと同様の方法によって行われる。
図1および図2は、下型14と上型12内に供給されたリリースフィルム38を吸引孔40から空気を吸引することによりキャビティ凹部24面に吸着した状態を示す。
本実施の形態では、上記のように、キャビティブロック20の底面20aの周縁部に、キャビティ凹部24内方向に突出して、キャビティ凹部24の壁面の一部を構成する段差壁面16aの一部を覆う突周部50を設けている。
これにより、図1あるいは図2に示すように、当該部位のキャビティ凹部24の深さが浅くなり、当該部位に吸着されるリリースフィルム38の破れを可及的に少なくすることができた。
【0028】
突周部50の高さは、第2の型締め時に、図4に示すように、突周部50の下面が拡径部17の内壁面17aの上端と一致する高さ、あるいは、図5に示すように、拡径部17の内壁面17aの上端よりも若干高い位置となる高さ、あるいは、図6に示すように、拡径部17の内壁面17aの上端よりも若干低い位置となる高さ程度とすると、第2の型締め時にリリースフィルム38に無理な力が加わらないので良い。
なお、図面では段差mの高さを誇張して描いているが、実際、段差mの高さは金型にもよるが0.5mm前後である。
突周部50の高さは、0.05〜0.25mm程度がよい。
【0029】
また、突周部50の形状は、図1あるいは図2のものに限られず、図7に示す断面階段状を成す突周部50や、図8に示す曲凹面50aを有する突周部50等であってもよい。
図9および図10は、突周部の高さ、および樹脂圧力と、リリースフィルム38の破れ面積との関係を実測した結果を示すグラフである。図9、図10からわかるように、突周部50を設けた方が、リリースフィルム38の破れが格段に少なくなっている。
【0030】
なお、上記実施の形態では、TCM金型およびTCM金型を用いた成形金型および樹脂封止装置で説明したが、本発明は、特開2003−291147号公報に示すような、キャビティ凹部の内底面の高さが変動する成形金型および樹脂封止装置にも適用できることはもちろんである。
【符号の説明】
【0031】
10 樹脂封止装置
12 上型
14 下型
16 収納孔
18 クランパ
20 キャビティブロック
21 下型チェイスブロック
22 下型インサートブロック
24 キャビティ凹部
26 金型ベース
27 隙間
28 スプリング
30 モールドベース
31 貫通孔
32 ポット
33 プランジャー
34 樹脂タブレット
35 ゲート
36 ランナー
38 リリースフィルム
40 吸引孔
43 半導体素子
44 回路基板
50 突周部
m 段差
P、Q 最外ダイシング位置
【特許請求の範囲】
【請求項1】
上金型および下金型からなり、挿入された被成形品を一括して樹脂封止する樹脂封止装置に用いる成形金型であって、
前記上下金型のうちの一方の金型が、
型開閉方向に形成された収納孔および該収納孔に続く拡径孔を有するクランパと、
該クランパの前記収納孔内に収納されたキャビティブロックとを有し、
前記一括して樹脂封止する領域に対応して金型に設けられるキャビティ凹部が、前記キャビティブロックの底面、該キャビティブロックの底面と前記拡径孔との間の、前記収納孔の内壁面の一部をなす段差壁面および前記拡径孔の内壁面をキャビティ面とする空間で形成され、
前記収納孔内壁面と前記キャビティブロック外壁面との間に、前記キャビティ凹部に連通して、前記キャビティ凹部に沿って供給されるリリースフィルムをキャビティ凹部面に吸着する吸引孔が形成された成形金型において、
前記キャビティブロックの底面の周縁部に、前記キャビティ凹部内方向に突出して、前記段差壁面の一部を覆うことにより前記キャビティ凹部の深さを浅くする突周部が設けられていることを特徴とする成形金型。
【請求項2】
前記突周部の内壁面と前記キャビティブロックの底面とのなす角が鈍角となるように前記突周部が設けられていることを特徴とする請求項1記載の成形金型。
【請求項3】
前記拡径部の内壁面が、前記段差壁面の端部から延びるテーパー面に形成されていることを特徴とする請求項1または2記載の成形金型。
【請求項4】
前記クランパが金型ベースとの間に所要の隙間を空けてスプリングを介して前記金型ベース側に支持され、
前記キャビティブロックが前記金型ベース側に固定されて、該金型ベースおよびキャビティブロックが、前記スプリングの付勢力に抗して前記クランパに対して接離動可能に設けられて成り、
前記金型ベースおよびキャビティブロックと共に、前記スプリングを介して前記クランパが他方の金型方向に相対的に移動して、該クランパが他方の金型面に当接する第1の型締めと、
該第1の型締めから、前記スプリングが圧縮されて、前記キャビティブロックがさらに他方の金型方向に接近して前記キャビティ凹部の空間を狭める第2の型締めとの2段の型締めが可能になっていることを特徴とする請求項1〜3いずれか1項記載の成形金型。
【請求項5】
前記被成形品が、回路基板上に複数の半導体素子がマトリクス状に搭載され、該複数の半導体素子が一括して回路基板上に樹脂封止され、封止後ダイシングされて、半導体素子が個片に分離されるものであって、
前記突周部は、樹脂封止部領域であって、最外ダイシング位置よりも外側となる位置に設けられていることを特徴とする請求項1〜4いずれか1項記載の成形金型。
【請求項6】
請求項1〜5いずれか1項記載の成形金型が装着されていることを特徴とする樹脂封止装置。
【請求項1】
上金型および下金型からなり、挿入された被成形品を一括して樹脂封止する樹脂封止装置に用いる成形金型であって、
前記上下金型のうちの一方の金型が、
型開閉方向に形成された収納孔および該収納孔に続く拡径孔を有するクランパと、
該クランパの前記収納孔内に収納されたキャビティブロックとを有し、
前記一括して樹脂封止する領域に対応して金型に設けられるキャビティ凹部が、前記キャビティブロックの底面、該キャビティブロックの底面と前記拡径孔との間の、前記収納孔の内壁面の一部をなす段差壁面および前記拡径孔の内壁面をキャビティ面とする空間で形成され、
前記収納孔内壁面と前記キャビティブロック外壁面との間に、前記キャビティ凹部に連通して、前記キャビティ凹部に沿って供給されるリリースフィルムをキャビティ凹部面に吸着する吸引孔が形成された成形金型において、
前記キャビティブロックの底面の周縁部に、前記キャビティ凹部内方向に突出して、前記段差壁面の一部を覆うことにより前記キャビティ凹部の深さを浅くする突周部が設けられていることを特徴とする成形金型。
【請求項2】
前記突周部の内壁面と前記キャビティブロックの底面とのなす角が鈍角となるように前記突周部が設けられていることを特徴とする請求項1記載の成形金型。
【請求項3】
前記拡径部の内壁面が、前記段差壁面の端部から延びるテーパー面に形成されていることを特徴とする請求項1または2記載の成形金型。
【請求項4】
前記クランパが金型ベースとの間に所要の隙間を空けてスプリングを介して前記金型ベース側に支持され、
前記キャビティブロックが前記金型ベース側に固定されて、該金型ベースおよびキャビティブロックが、前記スプリングの付勢力に抗して前記クランパに対して接離動可能に設けられて成り、
前記金型ベースおよびキャビティブロックと共に、前記スプリングを介して前記クランパが他方の金型方向に相対的に移動して、該クランパが他方の金型面に当接する第1の型締めと、
該第1の型締めから、前記スプリングが圧縮されて、前記キャビティブロックがさらに他方の金型方向に接近して前記キャビティ凹部の空間を狭める第2の型締めとの2段の型締めが可能になっていることを特徴とする請求項1〜3いずれか1項記載の成形金型。
【請求項5】
前記被成形品が、回路基板上に複数の半導体素子がマトリクス状に搭載され、該複数の半導体素子が一括して回路基板上に樹脂封止され、封止後ダイシングされて、半導体素子が個片に分離されるものであって、
前記突周部は、樹脂封止部領域であって、最外ダイシング位置よりも外側となる位置に設けられていることを特徴とする請求項1〜4いずれか1項記載の成形金型。
【請求項6】
請求項1〜5いずれか1項記載の成形金型が装着されていることを特徴とする樹脂封止装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2012−162013(P2012−162013A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−24717(P2011−24717)
【出願日】平成23年2月8日(2011.2.8)
【出願人】(000144821)アピックヤマダ株式会社 (194)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成23年2月8日(2011.2.8)
【出願人】(000144821)アピックヤマダ株式会社 (194)
【Fターム(参考)】
[ Back to top ]