
成形金型の製造方法およびその成形品

【課題】合成樹脂製の成形品のリブの裏側の意匠面にテカリが目立たない成形金型の製造方法およびその成形品を提供する。
【解決手段】一方の面にシボが形成されて意匠面となり、その裏面にリブが形成される合成樹脂製の成形品の成形金型3の製造方法である。キャビティ壁面30にシボに対応する凹部31と凸部32がエッチング加工により形成され、次に、凹部31と凸部32の表面に中凹凸33がサンドブラスト加工により形成され、次に、凸部32の表面に小凹凸34がブラッシング加工により形成される。また、この成形金型3により製造され、山部および谷部と、山部の表面に形成される中凹凸と、谷部の表面に形成される小凹凸と、で形成されるシボを有する成形品である。
【解決手段】一方の面にシボが形成されて意匠面となり、その裏面にリブが形成される合成樹脂製の成形品の成形金型3の製造方法である。キャビティ壁面30にシボに対応する凹部31と凸部32がエッチング加工により形成され、次に、凹部31と凸部32の表面に中凹凸33がサンドブラスト加工により形成され、次に、凸部32の表面に小凹凸34がブラッシング加工により形成される。また、この成形金型3により製造され、山部および谷部と、山部の表面に形成される中凹凸と、谷部の表面に形成される小凹凸と、で形成されるシボを有する成形品である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、成形金型の製造方法およびその成形品に関するものである。
【背景技術】
【0002】
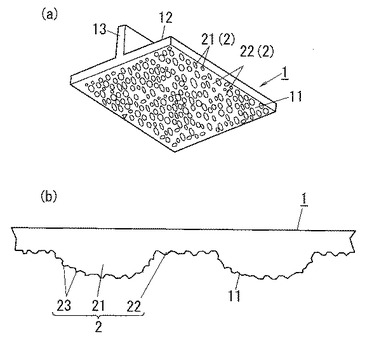
従来より、浴室の床パンや浴槽等の水廻り部材には、合成樹脂の成形品が利用されている(例えば特許文献1参照)。成形品1は、図6に示すように、意匠面となる一方の面11に、滑り止め性を付与するシボ2が形成され、前記一方の面11の裏面12に、補強のためあるいは脚部となるリブ13が形成されるものである。シボ2は、山部21および谷部22と、この山部21および谷部22の表面に形成される微小な凹凸23と、で形成されるものである。
【0003】
この成形品1の成形金型(単に金型3という)の製作にあたっては、まず、図5(b)に示すように、金型3のキャビティ壁面にエッチング加工等により、成形品1の山部21および谷部22に対応するシボパターンが形成される。シボパターンは、金型3のキャビティ壁面から凹んで成形品1の山部21となる凹部31と、金型3のキャビティ壁面の凹部31が形成されておらず成形品1の谷部22となる凸部32と、からなる。そして、図5(c)に示すように、サンドブラスト加工等により、微小な凹凸23に対応する微小な凹凸33が凹部31および凸部32の全面に形成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−206558号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
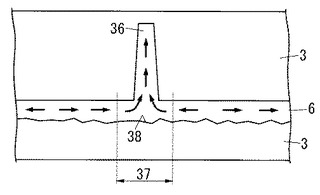
この金型3の製造方法にあっては、成形ショット数が多くなると、金型3の微小な凹凸33が摩耗することにより、図7に示すように、一方の面11の一部にテカリ7が発生する。これは、図8に示すように、リブ13形成用のキャビティ36が位置する近傍37のキャビティ内の成形材料6の流れが速く、リブ13形成用のキャビティ36と対向するキャビティ壁面38の凸部32上の微小な凹凸33の摩耗が他の部分と比べて大きい。そして、金型3の微小な凹凸33が摩耗した部分では成形品1に微小な凹凸23が形成されず、より平坦に近くなりテカリ7となって目立つものである。そのため、成形品1のリブ13の裏側において、リブ13に沿った筋状のテカリ7が目立ち、成形品1の意匠性が著しく低下するものであった。
【0006】
本発明は上記従来の問題点に鑑みて発明したものであって、その目的とするところは、合成樹脂製の成形品のリブの裏側の意匠面にテカリが目立たない成形金型の製造方法およびその成形品を提供することを課題とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は、一方の面にシボが形成されて意匠面となり、前記一方の面の裏面にリブが形成される合成樹脂製の成形品の成形金型の製造方法であって、前記成形金型の前記一方の面が形成されるキャビティ壁面に前記シボに対応する凹部と凸部がエッチング加工により形成され、次に、前記凹部と前記凸部の表面に前記凹部と前記凸部よりも小さい中凹凸がサンドブラスト加工により形成され、次に、前記凸部の表面に前記中凹凸よりも小さい小凹凸がブラッシング加工により形成されることを特徴とするものである。
【0008】
また、前記ブラッシング加工にて用いられる毛の先端の径が前記凹部の最大長さよりも太いものが用いられることが好ましい。
【0009】
また、本発明の成形品は、請求項1または2記載の成形金型の製造方法により製造される成形品であって、山部および谷部と、前記山部の表面に形成される前記山部および前記谷部よりも微小な中凹凸と、前記谷部の表面に形成される前記中凹凸よりも微小な小凹凸と、で形成される前記シボを有することを特徴とするものである。
【発明の効果】
【0010】
本発明にあっては、合成樹脂製の成形品のリブの裏側の意匠面にテカリが目立たず、成形品の意匠性が著しく低下するのが抑えられる。
【図面の簡単な説明】
【0011】
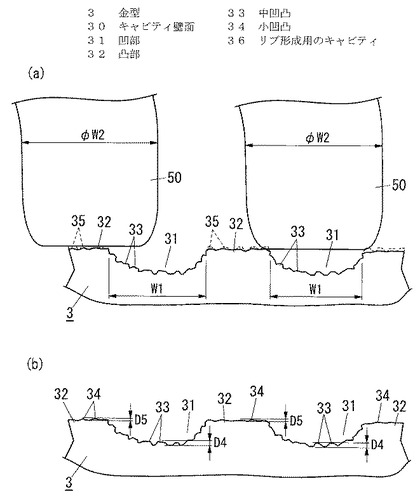
【図1】(a)(b)は本発明の成形金型の製造方法の一実施形態における、小凹凸の形成過程を説明する要部断面図である。
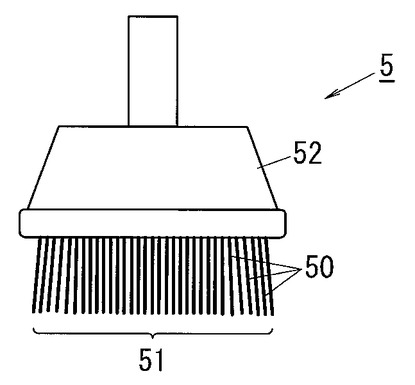
【図2】同上のブラッシング加工において用いられるブラシの側面図である。
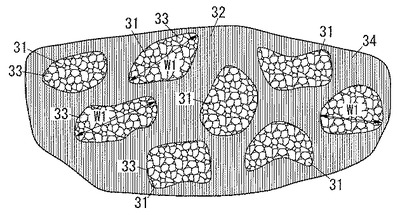
【図3】同上のブラッシング加工後の金型の表面の一部拡大図である。
【図4】同上において製造される成形品を示し、(a)は要部断面図であり、(b)は(a)のA部拡大図である。
【図5】(a)〜(c)は同上において、凹部、凸部、中凹凸の形成過程を説明する要部断面図であり、(d)は硬質クロムメッキを施す場合の要部断面図である。
【図6】従来の成形金型で製造された成形品を示し、(a)は斜視図であり、(b)は要部拡大断面図である。
【図7】同上において摩耗した成形金型で製造された成形品の斜視図である。
【図8】同上における成形金型の要部断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態について図1乃至図5に基いて説明する。
【0013】
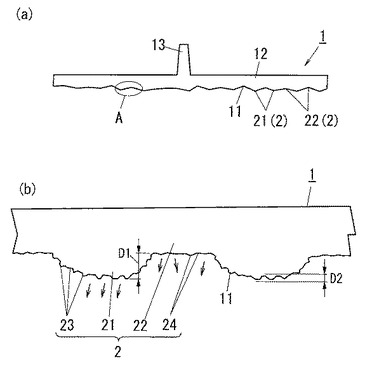
成形品1は、図4(a)に示すように、合成樹脂で成形され、一方の面11がシボ2を有する意匠面となり、一方の面11の裏面12にリブ13が形成されるものである。本実施形態における成形品1は、上面がシボ2を有する意匠面となり下面がリブ13を有する裏面12となる、浴室の床パンや浴槽等の水廻り部材であるが、特に水廻り部材に限定されず、また、一方の面11と裏面12の向きも特に限定されないものである。なお、図4中の成形品1の上下は、便宜上、使用時の上下と逆に描かれている。
【0014】
また本実施形態では、シボ2は意匠面に滑り止め性を付与するために形成されるとともに、リブ13は補強のために形成されるものであるが、目的は特に限定されないものである。例えば、シボ2が親水性を付与するために形成され、リブ13が脚部をなすために形成されるものであってもよい。
【0015】
シボ2は、図4(b)に示すように、山部21および谷部22と、この山部21の表面に形成される、山部21および谷部22よりも微小な凹凸23(以下、中凹凸23という)と、この谷部22の表面に形成される、中凹凸23よりも更に微小な凹凸24(以下、小凹凸24という)と、で形成されるものである。本実施形態では、山部21の頂部から谷部22の底部までの深さD1が30〜150μm程度となるように形成される。また、中凹凸23の頂部から谷部22の底部までの深さD2が1〜20μm程度となるように形成される。なお、前記数値は一例であり特にこの範囲に限定されるものではない。
【0016】
以下、この成形品1の成形のための成形金型3(以下、単に金型3という)における、シボ2に対応する凹部31、凸部32、微小な凹凸33(以下、中凹凸33という)、更に微小な凹凸34(以下、小凹凸34という)の形成方法について説明する。
【0017】
まず、金型3のキャビティ壁面のうち、一方の面11が形成されるキャビティ壁面30に、エッチング加工により、成形品1の山部21および谷部22に対応するシボパターンが形成される。これにあたり、図5(a)に示すように、一方の面11が形成されるキャビティ壁面30のうち、成形品1の谷部22に対応する箇所にマスキング剤4が塗布されてマスキングされ、山部21に対応する箇所のみが露出する状態とされる。本実施形態では、山部21に対応する部分は、正面視において閉曲線で囲まれ(図3の凹部31参照)、その囲まれた部分の最大の長さW1が100〜400μmとなるように形成される。なお、全ての山部21に対応する部分の最大の長さW1が100〜400μmの範囲内に収まらなくてもよく、概ね90〜95%程が前記範囲内に収まればよいものとする。そして、図5(b)に示すように、金型3が酸に浸漬されて露出した部分が酸で溶解され、溶解される部分の深さD3が上記D1と同じ30〜150μm程度となるように溶解時間が調整される。溶解後、マスキング剤4が除去される。これにより、金型3が溶解されて成形品1の山部21が形成される凹部31が形成され、キャビティ壁面30の溶解されなかった部分が成形品1の谷部22が形成される凸部32となる。なお、全ての深さD3が30〜150μmの範囲内に収まる必要はない。なお、凹部31と凸部32の形成は、エッチング加工に限定されないものである。
【0018】
次に、図5(c)に示すように、サンドブラスト加工により、成形品1の中凹凸23に対応する、凹部31と凸部32よりも小さい中凹凸33が形成される。この中凹凸33の深さD4が上記D2と同じ1〜20μm程度となるように、処理条件が設定される。前記処理条件としては、研削材の具体的な材質や粒度(番手)、ブラストガンとキャビティ壁面30との距離や角度、圧縮空気圧等が挙げられるが、これらは適宜設計される事項である。なお、全ての中凹凸33の深さD4が1〜20μmの範囲内に収まる必要はない。
【0019】
さらに本実施形態では、図5(d)に示すように、凹部31と凸部32の表面全体に硬質クロムメッキが施されるが、硬質クロムメッキが施されなくてもよい。図5(d)中の符号39は硬質クロムのメッキ層である。
【0020】
そして、金型3の凸部32に形成されている中凹凸33が緩やかにされるための加工が施されるものである。
【0021】
これは、ブラシ5が用いられるブラッシング加工により行われる。ブラシ5は、図2に示すように、毛50が多数束ねられる毛束部51と、毛束部51を保持する保持部52とで構成される。毛50は、本実施形態ではナイロンで形成され、その径φW2(図1(a)参照)が500〜800μmとなるものである。なお、径φW2は500〜800μmに限定されないとともに、上記最大の長さW1も100〜400μmに限定されず、W1<W2の関係を満たすものであればよい。また、毛50の材質もナイロンに限定されない。
【0022】
ブラッシング加工は、図1(a)に示すように、ブラシ5の毛50の先端がキャビティ壁面30に当接するが、毛50の先端の径φW2が凹部31の最大の長さW1よりも大きいため、毛50の先端は凹部31内には入り込まない。これにより、毛50の先端は、凸部32の表面にのみ当接し、凹部31の表面には当接しない。そして、モータ等の回転手段(不図示)により、毛50の先端が凸部32の表面を擦って移動し、凸部32の表面に形成されている中凹凸33の凸部の一部35が除去されて、上記中凹凸33よりも更に微小な小凹凸34が形成される。この小凹凸34の深さD5(図1(c)参照)が0.2〜10μm程度となるように、ブラッシング加工の処理条件が設定される。前記処理条件は適宜設計される事項であり、毛50の材質(主に硬度)、毛50が金型3を擦る速度および時間、毛50の金型3への押し当て力、等が挙げられる。なお、全ての小凹凸34の深さD5が0.2〜10μmの範囲内に収まる必要はなく、概ね90〜95%程が範囲内に収まればよいものとする。
【0023】
上記の金型3が使用されることにより、上記のような図4に示す成形品1が成形される。金型3には、裏面12が形成される部分にリブ13形成用のキャビティ(図8の符号36参照)が形成されており、裏面12にリブ13が形成される。
【0024】
上記の金型3が使用されることで、成形品1は、全ての谷部22に小凹凸24が形成され、全ての山部21に中凹凸23が形成される。これにより、意匠面のシボ2全体に亘って僅かなテカリが万遍なく発生するため、成形品1のリブ13の裏側にのみリブ13に沿った筋状のテカリ7が目立ってしまうことがなく、意匠性が低下するのが抑えられる。
【0025】
また従来においては、筋状のテカリ7が目立つようになると、その度に金型3の表面の補修が行われ、補修は、エッチング加工、サンドブラスト加工、さらにメッキを必要とするため、多大な費用と補修期間を必要としていた。本発明にあっては、そのような補修が殆ど必要なく、多大な費用や期間を要しないものである。特に、成形材料(図8の符号6参照)にガラス繊維等のフィラーが含有されている場合、その効果が顕著である。
【0026】
また、成形品1に小凹凸24が形成されることでシボ2による滑り止め性を有し、さらに、中凹凸23よりも水垢が残り難く除去され易い。
【符号の説明】
【0027】
1 成形品
11 意匠面
12 裏面
13 リブ
2 シボ
21 山部
22 谷部
23 中凹凸
24 小凹凸
3 金型
30 キャビティ壁面
31 凹部
32 凸部
33 中凹凸
34 小凹凸
36 リブ形成用のキャビティ
39 硬質クロムのメッキ層
4 マスキング剤
5 ブラシ
50 毛
6 成形材料
【技術分野】
【0001】
本発明は、成形金型の製造方法およびその成形品に関するものである。
【背景技術】
【0002】
従来より、浴室の床パンや浴槽等の水廻り部材には、合成樹脂の成形品が利用されている(例えば特許文献1参照)。成形品1は、図6に示すように、意匠面となる一方の面11に、滑り止め性を付与するシボ2が形成され、前記一方の面11の裏面12に、補強のためあるいは脚部となるリブ13が形成されるものである。シボ2は、山部21および谷部22と、この山部21および谷部22の表面に形成される微小な凹凸23と、で形成されるものである。
【0003】
この成形品1の成形金型(単に金型3という)の製作にあたっては、まず、図5(b)に示すように、金型3のキャビティ壁面にエッチング加工等により、成形品1の山部21および谷部22に対応するシボパターンが形成される。シボパターンは、金型3のキャビティ壁面から凹んで成形品1の山部21となる凹部31と、金型3のキャビティ壁面の凹部31が形成されておらず成形品1の谷部22となる凸部32と、からなる。そして、図5(c)に示すように、サンドブラスト加工等により、微小な凹凸23に対応する微小な凹凸33が凹部31および凸部32の全面に形成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−206558号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
この金型3の製造方法にあっては、成形ショット数が多くなると、金型3の微小な凹凸33が摩耗することにより、図7に示すように、一方の面11の一部にテカリ7が発生する。これは、図8に示すように、リブ13形成用のキャビティ36が位置する近傍37のキャビティ内の成形材料6の流れが速く、リブ13形成用のキャビティ36と対向するキャビティ壁面38の凸部32上の微小な凹凸33の摩耗が他の部分と比べて大きい。そして、金型3の微小な凹凸33が摩耗した部分では成形品1に微小な凹凸23が形成されず、より平坦に近くなりテカリ7となって目立つものである。そのため、成形品1のリブ13の裏側において、リブ13に沿った筋状のテカリ7が目立ち、成形品1の意匠性が著しく低下するものであった。
【0006】
本発明は上記従来の問題点に鑑みて発明したものであって、その目的とするところは、合成樹脂製の成形品のリブの裏側の意匠面にテカリが目立たない成形金型の製造方法およびその成形品を提供することを課題とするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は、一方の面にシボが形成されて意匠面となり、前記一方の面の裏面にリブが形成される合成樹脂製の成形品の成形金型の製造方法であって、前記成形金型の前記一方の面が形成されるキャビティ壁面に前記シボに対応する凹部と凸部がエッチング加工により形成され、次に、前記凹部と前記凸部の表面に前記凹部と前記凸部よりも小さい中凹凸がサンドブラスト加工により形成され、次に、前記凸部の表面に前記中凹凸よりも小さい小凹凸がブラッシング加工により形成されることを特徴とするものである。
【0008】
また、前記ブラッシング加工にて用いられる毛の先端の径が前記凹部の最大長さよりも太いものが用いられることが好ましい。
【0009】
また、本発明の成形品は、請求項1または2記載の成形金型の製造方法により製造される成形品であって、山部および谷部と、前記山部の表面に形成される前記山部および前記谷部よりも微小な中凹凸と、前記谷部の表面に形成される前記中凹凸よりも微小な小凹凸と、で形成される前記シボを有することを特徴とするものである。
【発明の効果】
【0010】
本発明にあっては、合成樹脂製の成形品のリブの裏側の意匠面にテカリが目立たず、成形品の意匠性が著しく低下するのが抑えられる。
【図面の簡単な説明】
【0011】
【図1】(a)(b)は本発明の成形金型の製造方法の一実施形態における、小凹凸の形成過程を説明する要部断面図である。
【図2】同上のブラッシング加工において用いられるブラシの側面図である。
【図3】同上のブラッシング加工後の金型の表面の一部拡大図である。
【図4】同上において製造される成形品を示し、(a)は要部断面図であり、(b)は(a)のA部拡大図である。
【図5】(a)〜(c)は同上において、凹部、凸部、中凹凸の形成過程を説明する要部断面図であり、(d)は硬質クロムメッキを施す場合の要部断面図である。
【図6】従来の成形金型で製造された成形品を示し、(a)は斜視図であり、(b)は要部拡大断面図である。
【図7】同上において摩耗した成形金型で製造された成形品の斜視図である。
【図8】同上における成形金型の要部断面図である。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態について図1乃至図5に基いて説明する。
【0013】
成形品1は、図4(a)に示すように、合成樹脂で成形され、一方の面11がシボ2を有する意匠面となり、一方の面11の裏面12にリブ13が形成されるものである。本実施形態における成形品1は、上面がシボ2を有する意匠面となり下面がリブ13を有する裏面12となる、浴室の床パンや浴槽等の水廻り部材であるが、特に水廻り部材に限定されず、また、一方の面11と裏面12の向きも特に限定されないものである。なお、図4中の成形品1の上下は、便宜上、使用時の上下と逆に描かれている。
【0014】
また本実施形態では、シボ2は意匠面に滑り止め性を付与するために形成されるとともに、リブ13は補強のために形成されるものであるが、目的は特に限定されないものである。例えば、シボ2が親水性を付与するために形成され、リブ13が脚部をなすために形成されるものであってもよい。
【0015】
シボ2は、図4(b)に示すように、山部21および谷部22と、この山部21の表面に形成される、山部21および谷部22よりも微小な凹凸23(以下、中凹凸23という)と、この谷部22の表面に形成される、中凹凸23よりも更に微小な凹凸24(以下、小凹凸24という)と、で形成されるものである。本実施形態では、山部21の頂部から谷部22の底部までの深さD1が30〜150μm程度となるように形成される。また、中凹凸23の頂部から谷部22の底部までの深さD2が1〜20μm程度となるように形成される。なお、前記数値は一例であり特にこの範囲に限定されるものではない。
【0016】
以下、この成形品1の成形のための成形金型3(以下、単に金型3という)における、シボ2に対応する凹部31、凸部32、微小な凹凸33(以下、中凹凸33という)、更に微小な凹凸34(以下、小凹凸34という)の形成方法について説明する。
【0017】
まず、金型3のキャビティ壁面のうち、一方の面11が形成されるキャビティ壁面30に、エッチング加工により、成形品1の山部21および谷部22に対応するシボパターンが形成される。これにあたり、図5(a)に示すように、一方の面11が形成されるキャビティ壁面30のうち、成形品1の谷部22に対応する箇所にマスキング剤4が塗布されてマスキングされ、山部21に対応する箇所のみが露出する状態とされる。本実施形態では、山部21に対応する部分は、正面視において閉曲線で囲まれ(図3の凹部31参照)、その囲まれた部分の最大の長さW1が100〜400μmとなるように形成される。なお、全ての山部21に対応する部分の最大の長さW1が100〜400μmの範囲内に収まらなくてもよく、概ね90〜95%程が前記範囲内に収まればよいものとする。そして、図5(b)に示すように、金型3が酸に浸漬されて露出した部分が酸で溶解され、溶解される部分の深さD3が上記D1と同じ30〜150μm程度となるように溶解時間が調整される。溶解後、マスキング剤4が除去される。これにより、金型3が溶解されて成形品1の山部21が形成される凹部31が形成され、キャビティ壁面30の溶解されなかった部分が成形品1の谷部22が形成される凸部32となる。なお、全ての深さD3が30〜150μmの範囲内に収まる必要はない。なお、凹部31と凸部32の形成は、エッチング加工に限定されないものである。
【0018】
次に、図5(c)に示すように、サンドブラスト加工により、成形品1の中凹凸23に対応する、凹部31と凸部32よりも小さい中凹凸33が形成される。この中凹凸33の深さD4が上記D2と同じ1〜20μm程度となるように、処理条件が設定される。前記処理条件としては、研削材の具体的な材質や粒度(番手)、ブラストガンとキャビティ壁面30との距離や角度、圧縮空気圧等が挙げられるが、これらは適宜設計される事項である。なお、全ての中凹凸33の深さD4が1〜20μmの範囲内に収まる必要はない。
【0019】
さらに本実施形態では、図5(d)に示すように、凹部31と凸部32の表面全体に硬質クロムメッキが施されるが、硬質クロムメッキが施されなくてもよい。図5(d)中の符号39は硬質クロムのメッキ層である。
【0020】
そして、金型3の凸部32に形成されている中凹凸33が緩やかにされるための加工が施されるものである。
【0021】
これは、ブラシ5が用いられるブラッシング加工により行われる。ブラシ5は、図2に示すように、毛50が多数束ねられる毛束部51と、毛束部51を保持する保持部52とで構成される。毛50は、本実施形態ではナイロンで形成され、その径φW2(図1(a)参照)が500〜800μmとなるものである。なお、径φW2は500〜800μmに限定されないとともに、上記最大の長さW1も100〜400μmに限定されず、W1<W2の関係を満たすものであればよい。また、毛50の材質もナイロンに限定されない。
【0022】
ブラッシング加工は、図1(a)に示すように、ブラシ5の毛50の先端がキャビティ壁面30に当接するが、毛50の先端の径φW2が凹部31の最大の長さW1よりも大きいため、毛50の先端は凹部31内には入り込まない。これにより、毛50の先端は、凸部32の表面にのみ当接し、凹部31の表面には当接しない。そして、モータ等の回転手段(不図示)により、毛50の先端が凸部32の表面を擦って移動し、凸部32の表面に形成されている中凹凸33の凸部の一部35が除去されて、上記中凹凸33よりも更に微小な小凹凸34が形成される。この小凹凸34の深さD5(図1(c)参照)が0.2〜10μm程度となるように、ブラッシング加工の処理条件が設定される。前記処理条件は適宜設計される事項であり、毛50の材質(主に硬度)、毛50が金型3を擦る速度および時間、毛50の金型3への押し当て力、等が挙げられる。なお、全ての小凹凸34の深さD5が0.2〜10μmの範囲内に収まる必要はなく、概ね90〜95%程が範囲内に収まればよいものとする。
【0023】
上記の金型3が使用されることにより、上記のような図4に示す成形品1が成形される。金型3には、裏面12が形成される部分にリブ13形成用のキャビティ(図8の符号36参照)が形成されており、裏面12にリブ13が形成される。
【0024】
上記の金型3が使用されることで、成形品1は、全ての谷部22に小凹凸24が形成され、全ての山部21に中凹凸23が形成される。これにより、意匠面のシボ2全体に亘って僅かなテカリが万遍なく発生するため、成形品1のリブ13の裏側にのみリブ13に沿った筋状のテカリ7が目立ってしまうことがなく、意匠性が低下するのが抑えられる。
【0025】
また従来においては、筋状のテカリ7が目立つようになると、その度に金型3の表面の補修が行われ、補修は、エッチング加工、サンドブラスト加工、さらにメッキを必要とするため、多大な費用と補修期間を必要としていた。本発明にあっては、そのような補修が殆ど必要なく、多大な費用や期間を要しないものである。特に、成形材料(図8の符号6参照)にガラス繊維等のフィラーが含有されている場合、その効果が顕著である。
【0026】
また、成形品1に小凹凸24が形成されることでシボ2による滑り止め性を有し、さらに、中凹凸23よりも水垢が残り難く除去され易い。
【符号の説明】
【0027】
1 成形品
11 意匠面
12 裏面
13 リブ
2 シボ
21 山部
22 谷部
23 中凹凸
24 小凹凸
3 金型
30 キャビティ壁面
31 凹部
32 凸部
33 中凹凸
34 小凹凸
36 リブ形成用のキャビティ
39 硬質クロムのメッキ層
4 マスキング剤
5 ブラシ
50 毛
6 成形材料
【特許請求の範囲】
【請求項1】
一方の面にシボが形成されて意匠面となり、前記一方の面の裏面にリブが形成される合成樹脂製の成形品の成形金型の製造方法であって、前記成形金型の前記一方の面が形成されるキャビティ壁面に前記シボに対応する凹部と凸部がエッチング加工により形成され、次に、前記凹部と前記凸部の表面に前記凹部と前記凸部よりも小さい中凹凸がサンドブラスト加工により形成され、次に、前記凸部の表面に前記中凹凸よりも小さい小凹凸がブラッシング加工により形成されることを特徴とする成形金型の製造方法。
【請求項2】
前記ブラッシング加工にて用いられる毛の先端の径が前記凹部の最大長さよりも太いものが用いられることを特徴とする請求項1記載の成形金型の製造方法。
【請求項3】
請求項1または2記載の成形金型の製造方法により製造される成形品であって、山部および谷部と、前記山部の表面に形成される前記山部および前記谷部よりも微小な中凹凸と、前記谷部の表面に形成される前記中凹凸よりも微小な小凹凸と、で形成される前記シボを有することを特徴とする成形品。
【請求項1】
一方の面にシボが形成されて意匠面となり、前記一方の面の裏面にリブが形成される合成樹脂製の成形品の成形金型の製造方法であって、前記成形金型の前記一方の面が形成されるキャビティ壁面に前記シボに対応する凹部と凸部がエッチング加工により形成され、次に、前記凹部と前記凸部の表面に前記凹部と前記凸部よりも小さい中凹凸がサンドブラスト加工により形成され、次に、前記凸部の表面に前記中凹凸よりも小さい小凹凸がブラッシング加工により形成されることを特徴とする成形金型の製造方法。
【請求項2】
前記ブラッシング加工にて用いられる毛の先端の径が前記凹部の最大長さよりも太いものが用いられることを特徴とする請求項1記載の成形金型の製造方法。
【請求項3】
請求項1または2記載の成形金型の製造方法により製造される成形品であって、山部および谷部と、前記山部の表面に形成される前記山部および前記谷部よりも微小な中凹凸と、前記谷部の表面に形成される前記中凹凸よりも微小な小凹凸と、で形成される前記シボを有することを特徴とする成形品。
【図1】


【図2】
【図3】
【図4】
【図5】

【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−86470(P2013−86470A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−231916(P2011−231916)
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]