
成膜装置及び成膜方法
【課題】カートの温度低下に起因するカートからのパーティクルの発生を抑制できる成膜装置及び成膜方法を提供する。
【解決手段】成膜処理された基板をカート11から取り出し、成膜処理されていない基板をカート11に搭載する移載機12と、カート11を加熱する加熱室13と、カート11に搭載された基板に成膜処理を行う成膜処理装置14と、移載機12と加熱室13と成膜処理装置14との間でカート11を搬送させるカート搬送装置15と、移載機12にカート11が格納されている基板移載時間Tiを計測するタイマー16と、成膜処理されていない基板がカート11の基板搭載位置のすべてに搭載された場合、又は基板移載時間Tiが一定時間を越えた場合のいずれかに、移載機12から加熱室13にカート11を搬送するようにカート搬送装置15を制御する制御装置17とを備える。
【解決手段】成膜処理された基板をカート11から取り出し、成膜処理されていない基板をカート11に搭載する移載機12と、カート11を加熱する加熱室13と、カート11に搭載された基板に成膜処理を行う成膜処理装置14と、移載機12と加熱室13と成膜処理装置14との間でカート11を搬送させるカート搬送装置15と、移載機12にカート11が格納されている基板移載時間Tiを計測するタイマー16と、成膜処理されていない基板がカート11の基板搭載位置のすべてに搭載された場合、又は基板移載時間Tiが一定時間を越えた場合のいずれかに、移載機12から加熱室13にカート11を搬送するようにカート搬送装置15を制御する制御装置17とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、カートに搭載した基板に成膜する成膜装置及び成膜方法に関する。
【背景技術】
【0002】
太陽電池反射防止膜成膜装置などのインライン式成膜装置(例えば、島津製作所製SLPC−TB(登録商標))では、カートに搭載された処理対象の複数の基板に成膜処理が行われる。成膜処理を高温で行う必要があるため、成膜処理装置に搬入される前に、カートに搭載された基板は加熱室(L/C)で予備加熱される。そして、規定の温度に達した後、カートに搭載された基板が成膜処理装置に搬入され、成膜処理が行われる。
【0003】
上記の成膜処理では、基板が搭載されたカートが加熱室と成膜処理装置を巡回する。このため、カートに搭載された成膜処理済の基板が取り出され、カートには未処理の基板が搭載される。そして、移載機によってカートの基板搭載枚数の上限まで未処理の基板を搭載してから、カートは加熱室に搬送される(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−196116号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
未処理の基板を搭載枚数の上限までカートに搭載する場合、例えば移載機への基板の供給が遅れるなどすると、カートは移載機で待機状態になる。移載機で基板の供給を待つ間に、カートの温度の低下が顕著になる。カートの温度が低下することにより、成膜処理にてカートに付着した膜とカートとの熱膨張差による応力で、カートに付着した膜が剥がれるという問題があった。
【0006】
カートから剥がれた膜は、パーティクルとなって成膜処理済の基板の表面に付着するなどして、製品の品質を低下させたり、歩留まりを低下させたりする。
【0007】
上記問題点に鑑み、本発明は、カートの温度低下に起因するカートからのパーティクルの発生を抑制できる成膜装置及び成膜方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、(イ)複数の基板を搭載可能なカートと、(ロ)成膜処理された基板をカートから取り出し、成膜処理されていない基板をカートに搭載する移載機と、(ハ)カートを加熱する加熱室と、(ニ)加熱されたカートに搭載された基板に成膜処理を行う成膜処理装置と、(ホ)移載機と加熱室と成膜処理装置との間で、カートを搬送させるカート搬送装置と、(ヘ)移載機に向けて加熱室からカートが搬出された時刻を起点として、移載機にカートが格納されている基板移載時間を計測するタイマーと、(ト)成膜処理されていない基板がカートの基板搭載位置のすべてに搭載された場合、又は基板移載時間が一定時間を越えた場合のいずれかに、移載機から加熱室にカートを搬送するようにカート搬送装置を制御する制御装置とを備える成膜装置が提供される。
【0009】
本発明の他の態様によれば、複数の基板を搭載可能なカートを移載機と加熱室と成膜処理装置との間で搬送させながら、基板に成膜処理を行う成膜方法であって、(イ)加熱室からカートを移載機に搬送させるステップと、(ロ)移載機に向けて加熱室からカートが搬出された時刻を起点として、移載機にカートが格納されている基板移載時間の計測を開始するステップと、(ハ)移載機によって、成膜処理された基板をカートから取り出し、成膜処理されていない基板をカートに搭載するステップと、(ニ)成膜処理されていない基板がカートの基板搭載位置のすべてに搭載された場合、又は基板移載時間が一定時間を越えた場合のいずれかに、移載機からカートを加熱する加熱室にカートを搬送するステップとを含む成膜方法が提供される。
【発明の効果】
【0010】
本発明によれば、カートの温度低下に起因するカートからのパーティクルの発生を抑制できる成膜装置及び成膜方法を提供できる。
【図面の簡単な説明】
【0011】
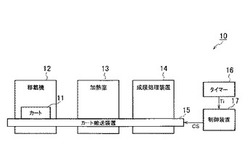
【図1】本発明の実施形態に係る成膜装置の構成を示す模式図である。
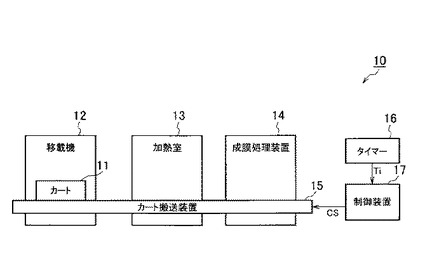
【図2】カートが加熱室から搬出されてからの経過時間とカートから発生するパーティクル量との関係を示すグラフである。
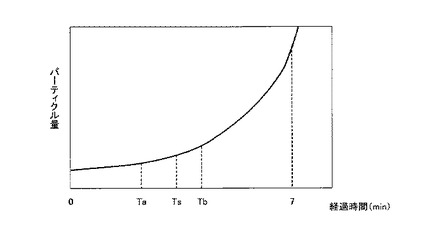
【図3】カートに搭載される基板の搭載位置の配置例を示す模式図である。
【図4】本発明の実施形態に係る成膜装置における基板の入れ替え作業を説明するための模式図であり、図4(a)は成膜済基板の取り出しを示し、図4(b)は未処理基板の搭載を示す。
【図5】本発明の実施形態に係る成膜方法を説明するためのフローチャートである。
【図6】本発明の実施形態に係る成膜装置のカートに搭載された基板の状態を示す模式図であり、図6(a)は基板搭載位置のすべてに未処理基板が搭載された状態を示し、図6(b)は処理済基板と未処理基板が混在した状態を示し、図6(c)は基板搭載位置の一部に未処理基板が搭載された状態を示す。
【発明を実施するための形態】
【0012】
図面を参照して、本発明の実施形態を説明する。以下の図面の記載において、同一又は類似の部分には同一又は類似の符号を付している。ただし、図面は模式的なものであることに留意すべきである。又、以下に示す実施形態は、この発明の技術的思想を具体化するための装置や方法を例示するものであって、この発明の実施形態は、構成部品の構造、配置などを下記のものに特定するものでない。この発明の実施形態は、特許請求の範囲において、種々の変更を加えることができる。
【0013】
本発明の実施形態に係る成膜装置10は、図1に示すように、複数の基板を搭載可能なカート11と、成膜処理された基板をカート11から取り出し、成膜処理されていない基板をカート11に搭載する移載機12と、カート11を加熱する加熱室13と、加熱されたカート11に搭載された基板に成膜処理を行う成膜処理装置14とを備える。
【0014】
成膜装置10は、カート搬送装置15によって、カート11を移載機12と加熱室13と成膜処理装置14との間で搬送させながら、基板に成膜処理を行う。図1では、カート11が移載機12に格納されている状態を示している。
【0015】
更に、成膜装置10は、移載機12にカート11が格納されている基板移載時間Tiを計測するタイマー16と、タイマー16から通知される基板移載時間Tiを参照して、カート搬送装置15を制御する制御装置17を備える。
【0016】
タイマー16は、移載機12に向けて加熱室13からカート11が搬出された時刻を起点として、基板移載時間Tiを計測する。
【0017】
制御装置17は、成膜処理されていない基板がカートの基板搭載位置のすべてに搭載された場合、又は、基板移載時間Tiが予め設定された一定の規定時間Tsを越えた場合に、移載機12から加熱室13にカート11を搬送するようにカート搬送装置15を制御する。例えば、制御装置17は、制御信号CSをカート搬送装置15に送信して、カート搬送装置15の動作を制御する。なお、成膜処理されていない基板がカートの基板搭載位置のすべてに搭載されたことは、移載機12から制御装置17に通知される。
【0018】
以下に、基板移載時間Tiが規定時間Tsを越えた場合に、カート11を移載機12から加熱室13に搬送させる理由について説明する。
【0019】
図1に示した成膜装置10では、カート11に搭載された基板が成膜処理装置14で成膜処理される。これにより、カート11にも膜が付着するため、移載機12に格納されたカート11の温度が低下することで、カートに付着した膜が剥がれる。これは、カート11に付着した膜とカート11との熱膨張差による応力に起因する。
【0020】
例えば、成膜処理装置14での成膜処理において、基板温度を400℃〜500℃程度にする必要があるとする。この場合、カート11に搭載された基板は成膜処理装置14に搬入される前に、加熱室13によって400℃〜500℃に予備加熱される。加熱室13は、例えばランプヒータなどにより、カート11及びカート11に搭載された基板を加熱する。その後、成膜処理装置14において、例えばプラズマ化学気相成長(p−CVD)法などにより、基板は成膜処理される。
【0021】
成膜処理された基板はカート11に搭載されたままで、成膜処理装置14から加熱室13に搬送され、更に移載機12に搬送される。加熱室13から搬出された後、移載機12に格納されたカート11の温度は急激に低下する。その結果、先に述べたように、カート11に付着した膜が剥がれる。剥がれた膜は、パーティクルとして成膜処理された基板の表面に付着するなどして、基板に悪影響を与える。
【0022】
図2に、カート11が加熱室13から搬出された時点からの経過時間に対する、カート11から発生するパーティクル量の例を示す。経過時間は、基板移載時間Tiとしてタイマー16により計測される。図2に示すように、カート11が加熱室13から搬出された後は、発生するパーティクル量が時間の経過と共に指数関数的に増大する。図2に示した例では、カート11が加熱室13から搬出されてから7分後までに、カート11の温度は350℃から150℃まで低下する。このカート11の温度低下に起因して、カート11から剥がれる膜の量が増大するのである。
【0023】
規定時間Tsは、移載機12に格納されたカート11の温度を一定値以上に維持できる時間に予め設定される。これにより、カート11の温度低下に起因してカート11から剥離した膜が、基板の品質に影響を及ぼすことを防止することができる。
【0024】
移載機12に格納される時間が短いほど、発生するパーティクル量は少ない。しかし、カート11に基板を搭載するには、ある程度の時間が必要である。このため、順調にカート11の基板搭載位置のすべてに基板を搭載するの必要な経過時間をTaとし、パーティクル量が製品の品質に影響する経過時間の最小時間をTbとするとき、規定時間Tsは経過時間Taよりも長く、経過時間Tbよりも短く設定することが好ましい。
【0025】
制御装置17は、タイマー16によって計測される基板移載時間Tiをリアルタイムで参照する。そして、制御装置17は、例えば図2に示す規定時間Tsが経過した後に、カート11を移載機12から加熱室13に搬送させるようにカート搬送装置15を制御する。この場合、カート11の基板搭載位置のすべてに基板を搭載できていなくても、カート11への基板の搭載作業が中止されて、カート11が加熱室13に搬送される。これにより、カート11の温度の低下が止まり、カート11からのパーティクルの発生が抑制される。
【0026】
次に、図1に示した成膜装置10の詳細について説明する。
【0027】
図3に、カート11の基板搭載位置の配置例を示す。図3は、基板の成膜される面の上方からみた平面図であり、m×n個の基板W11〜Wmnがm行n列のマトリクス状に搭載される例を示している(m、n:2以上の整数。)。カート11の基板搭載位置の最終列nは、例えば11列である。
【0028】
カート11に搭載された基板は、加熱室13によって所定の基板温度になるまで加熱される。所定の基板温度に到達した基板は成膜処理装置14に格納され、成膜処理装置14による成膜処理が行われる。成膜処理装置14により成膜処理された基板(以下において、「処理済基板」という。)は、加熱室13を経由して移載機12に格納される。
【0029】
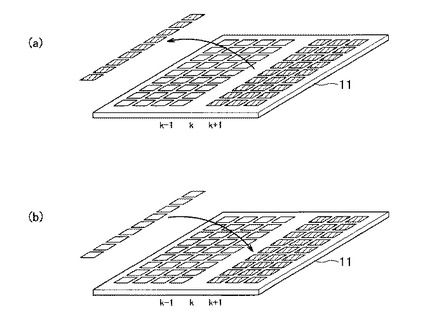
移載機12によって、処理済基板がカート11から取り出され、且つ、成膜処理装置14により成膜処理されていない基板(以下において、「未処理基板」という。)がカート11に搭載される。例えば、図3に例示したカート11について、列毎に処理済基板を未処理基板に入れ替える。即ち、基板搭載位置の同一の列に配置された処理済基板をカート11から取り出し、処理済基板が取り出されて空いた領域に未処理基板を搭載する。図4(a)はk列目の処理済基板を取り出す例であり、空いたk列目に、図4(b)に示すように未処理基板が搭載される。図4(a)〜図4(b)において、ハッチングで示した基板が処理済基板であり、ハッチングのない基板が未処理基板である(以下において同様。)。上記の基板の入れ替え作業を1列目からn列目まで行うことにより、未処理基板がカート11に搭載される。
【0030】
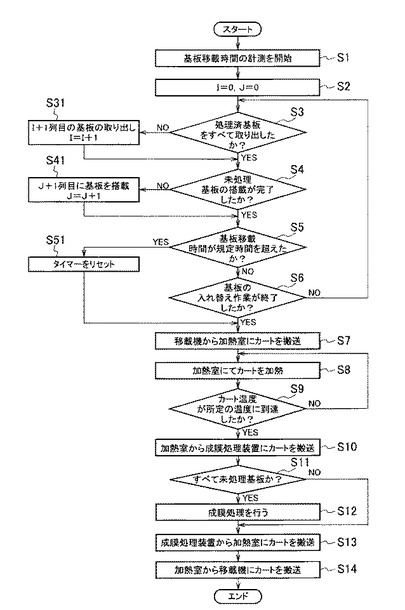
以下に、図5に示したフローチャートを参照して、図1に示した成膜装置10を用いた成膜処理方法の例を説明する。なお、以下では、図3に示したようにカート11の基板搭載位置がm行n列のマトリクス状であるとする。また、図4(a)〜図4(b)を参照して説明したように、移載機12がカート11に搭載された基板の入れ替えを、列番号1から列番号nまで列毎に行うとする。
【0031】
成膜処理装置14により成膜処理された処理済基板を搭載したカート11が、カート搬送装置15によって成膜処理装置14から加熱室13に搬送される。そして、ステップS1において、処理済基板を搭載したカート11が移載機12に向けて加熱室13から搬出され、カート11の温度が低下し始める時刻を起点として、タイマー16が基板移載時間Tiの計測を開始する。
【0032】
ステップS2において、処理済基板が取り出されたカート11の列番号I、及び未処理基板が搭載されているカート11の列番号Jの初期化を行う。即ち、I=0、J=0に設定される。
【0033】
ステップS3において、移載機12が、すべての処理済基板をカート11から取り出したか否かを判定する。すべての処理済基板がカート11から取り出された場合、即ち、I=nである場合は、処理はステップS4に進む。一方、すべての処理済基板がカート11から取り出されていない場合、即ち、I<nである場合は、処理はステップS31に進む。ステップS31において、移載機12がI+1列目の基板をカート11から取り出し、列番号Iに1を加算する。その後、処理はステップS4に進む。
【0034】
ステップS4において、移載機12が、カート11への未処理基板の搭載が完了したか否かを判定する。カート11の基板搭載位置のすべてに未処理基板が搭載された場合、即ち、J=nである場合は、処理はステップS5に進む。一方、未処理基板がカート11のすべての基板搭載位置に搭載されていない場合、即ち、J<nである場合は、処理はステップS41に進む。ステップS41において、移載機12が、カート11の基板搭載位置のJ+1列目に未処理基板を搭載し、列番号Jに1を加算する。その後、処理はステップS5に進む。
【0035】
ステップS5において、制御装置17が、タイマー16により計測されている基板移載時間Tiが規定時間Tsを超えたか否かを判定する。基板移載時間Tiが規定時間Tsを超えていない場合には、処理はステップS6に進む。一方、基板移載時間Tiが規定時間Tsを超えている場合には、処理はステップS51に進み、タイマー16がリセットされ、処理はステップS7に進む。
【0036】
ステップS6において、基板の入れ替え作業が終了したか否かが移載機12により判定される。具体的には、カート11の基板搭載位置のすべてに未処理基板が搭載された場合、即ち、I=n且つJ=nである場合は、処理はステップS7に進む。
【0037】
ステップS7において、カート11の基板搭載位置のすべてに未処理基板が搭載された場合、又は、基板移載時間Tiが規定時間Tsを越えた場合に、移載機12から加熱室13にカート11を搬送させるように、制御装置17がカート搬送装置15を制御する。ここで、基板移載時間Tiが規定時間Tsを越えた場合には、カート11の基板搭載位置のすべてに未処理基板が搭載されたか否かに関わらず、カート11が移載機12から加熱室13に搬送される。つまり、基板移載時間Tiが規定時間Tsを超えている場合には、カート11に搭載された基板に処理済基板が含まれている状態であっても、或いはカート11の基板搭載位置のすべてに基板が搭載されていない状態であっても、移載機12による基板の入れ替え作業が中断されて、移載機12から加熱室13にカート11が搬送される。
【0038】
ステップS8において、カート11及びカート11に搭載された基板が、加熱室13によって加熱される。そして、ステップS9において、カート11の温度が所定の温度に到達したか否かが加熱室13によって判定される。カート11の温度が所定の温度まで到達していれば、処理はステップS10に進む。一方、カート11の温度が所定の温度まで到達していない場合には、ステップS8に戻り、カート11及び基板は更に加熱される。
【0039】
ステップS10において、カート搬送装置15によってカート11は加熱室13から成膜処理装置14に搬送される。
【0040】
ステップS11において、カート11に搭載された基板がすべて未処理基板であるか否かが成膜処理装置14により判断される。カート11に搭載された基板がすべて未処理基板である場合には、ステップS12においてカート11に搭載された基板に成膜処理が行われ、その後、処理はステップS13に進む。一方、カート11に搭載された基板に処理済基板が含まれている場合には、成膜処理装置14による成膜処理を行わず、処理はステップS13に進む。
【0041】
ステップS13において、カート搬送装置15によってカート11は成膜処理装置14から加熱室13に搬送される。更に、ステップS14において、カート搬送装置15によってカート11が加熱室13から移載機12に搬送される。
【0042】
上記の一連のステップにより、成膜装置10による成膜処理は終了するが、次の新たな未処理基板について、上記と同様のステップによる成膜処理が行われる。
【0043】
なお、ステップS6でカート11の基板搭載位置のすべてに未処理基板が搭載された場合は、例えば移載機12が、未処理基板がカート11の基板搭載位置のすべてに搭載されたという搭載完了情報を、制御装置17に通知する。これにより、制御装置17は、ステップS7において、移載機12から加熱室13にカート11を搬送するようにカート搬送装置15を制御する。
【0044】
上記では、処理済基板の取り出しの判定や未処理基板の搭載の判定が行われた後に、ステップS5において、基板移載時間Tiが規定時間Tsを超えたか否かを判定する例を示した。しかし、基板移載時間Tiが規定時間Tsを超えたか否かを判定するタイミングは上記の例に限られるものではない。例えば、ステップS3における処理済基板の取り出しの判定の前、或いはステップS4における未処理基板の搭載の判定の前に、基板移載時間Tiが規定時間Tsを超えたか否かを判定してもよい。
【0045】
また、図5に示したフローチャートでは、ステップS3において、1列目〜n列目までについて、即ちI=1〜nについてそれぞれ処理済基板をカート11から取り出すか否かを判定する例を説明した。しかし、カート11の基板搭載位置のすべてに処理済基板が搭載されているとは限らない。例えば、カート11の基板搭載位置の一部に基板が搭載されていない状態で成膜処理が行われ、その後、移載機12にカート11が格納される場合がある。この場合は、移載機12は、カート11の処理済基板が搭載された列までについて処理済基板をカート11から取り出したか否かの判定を行い、その後の列については判定を行わなくてもよい。
【0046】
上記の説明のように、成膜装置10による成膜処理では、カート11の基板搭載位置のすべてに未処理基板が搭載される前であっても、基板移載時間Tiが規定時間Tsを越えた場合には、カート11が移載機12から加熱室13に搬送される。このため、移載機12への未処理基板の供給状況や、加熱室13から移載機12に搬送されたカート11に搭載された基板の内容によって、移載機12から加熱室13に搬送されるカート11に搭載される基板の状態は様々である。以下に、カート11に搭載された基板の各状態に対する成膜処理の実行の有無について説明する。
【0047】
(A)例えば図6(a)に示すように、カート11の基板搭載位置のすべてに未処理基板が搭載された場合には、カート11が加熱室13で加熱された後、成膜処理装置14によってカート11に搭載された基板に成膜処理が行われる。
【0048】
(B)カート11に処理済基板と未処理基板が混在している場合には、成膜処理装置14による成膜処理は行わない。例えば、移載機12への未処理基板の供給が遅れるなどして、カート11が移載機12内で未処理基板の到着を待っている間に基板移載時間Tiが規定時間Tsを越える場合がある。このとき、いくつかの未処理基板が移載機12に供給されていれば、カート11での基板の入れ替えが一部行われる。その場合、例えば図6(b)に示すように、カート11に搭載された基板の一部は未処理基板であるが、処理済基板もカート11に残った状態で、カート11が移載機12から加熱室13に搬送される。図6(b)は、1列目からk列目までは未処理済基板が搭載され、k+1列目からn列目までは処理済基板が搭載されている例を示している。処理済基板に更に成膜処理を行わないように、成膜処理装置14による成膜処理は行わず、カート11が加熱室13により加熱されるだけである。
【0049】
(C)図6(c)に示すように、カート11の基板搭載位置のすべてに未処理基板が搭載されてはいないが、処理済基板はカート11に搭載されていない場合がある。図6(c)は、1列目からk列目までは未処理済基板が搭載され、k+1列目からn列目までは基板が搭載されていない例を示している。図6(c)で、基板が配置されていない基板搭載位置を破線の四角で示している。例えば、移載機12への未処理基板の到着を待って未処理基板の搭載が行われずにいる間に、処理済基板がすべて取り出される場合がある。或いは、加熱室13から搬出されたカート11に処理済基板がまったく搭載されていない場合がある。これらの場合には、カート11の基板搭載位置の一部に未処理基板が搭載され、残りの領域には基板が搭載されない。その結果、基板移載時間Tiが規定時間Tsを越えた時点で、カート11に搭載された基板はすべて未処理基板である。この場合には、カート11が加熱室13で加熱された後、成膜処理装置14によってカート11に搭載された基板に成膜処理が行われる。
【0050】
(D)移載機12に未処理基板がまったく供給されないうちに、基板移載時間Tiが規定時間Tsを越える場合がある。このとき、カート11から処理済基板がすべて取り出されていれば、移載機12から加熱室13に搬送されるカート11には、基板が1枚も搭載されていない。この場合には、カート11は加熱室13により加熱されるが、成膜処理装置14による成膜処理は行われない。
【0051】
上記のように、カート11に未処理基板のみが搭載されている場合にのみ、成膜処理装置14によってカート11に搭載された基板に成膜処理が行われる。
【0052】
一方、未処理基板と処理済基板とが混在してカート11に搭載されていた場合には、カート11に搭載された未処理基板に成膜処理が行われない。このため、移載機12は、カート11に搭載された未処理基板の取り出しは行わず、処理済基板のみを取り出し、それにより空いた基板配置位置に新たな未処理基板を搭載する。このようにして、カート11に搭載されながら成膜処理が行われなかった未処理基板は、その後にカート11が成膜処理装置14に搬送された際に、成膜処理される。
【0053】
したがって、例えば移載機12によって、カート11の各基板搭載位置に搭載された基板が既に成膜処理を行った処理済基板であるか、或いは未だ成膜処理を行っていない未処理基板であるかが監視され、記録される。そして、記録された処理済基板及び未処理基板の情報に基づいて、例えば成膜処理装置14によって、カート11に搭載された基板について成膜処理を行うか否かが判断される。
【0054】
以上に説明したように、実施形態に係る成膜装置10によれば、基板移載時間Tiが規定時間Tsを越えた場合には、カート11の基板搭載位置のすべてに未処理基板が搭載されたか否かに関わらず、カート11が移載機12から加熱室13に搬送される。つまり、カート11の温度低下に起因する膜の剥離によるパーティクルの発生量が基板の特性に影響を及ぼす量に達する前に、カート11は加熱室13に搬送される。このため、カート11の基板搭載位置のすべてに未処理基板が搭載されるまでカート11を移載機12に留める場合に比べて、基板の特性の劣化や歩留まりの低下を防止することができる。
【0055】
更に、移載機12におけるカート11の温度低下が少ないため、加熱室13による基板の加熱時間の短縮が図れる。このため、成膜装置10のタクトタイムが向上する。
【0056】
なお、図1では1台のカート11を示しているが、成膜装置10が複数のカート11を備えることで、成膜処理の効率が向上する。つまり、複数のカート11を各装置で入れ替えながら成膜処理を行うことで、移載機12による基板の入れ替え、加熱室13による基板の加熱、及び成膜処理装置14による基板の成膜処理を、並行して行うことができる。
【0057】
具体的には、複数のカート11のうちのいずれかのカート11が成膜処理装置14に格納されて成膜処理が行われている間、他のカート11は、移載機12や加熱室13にそれぞれ格納される。このため、成膜処理装置14から加熱室13に移されたカート11は、成膜処理装置14に格納された他のカート11に搭載された基板に成膜処理が行われている間、加熱室13に格納されている。その後、例えば更に次のカート11が成膜処理装置14に格納されるタイミングで、成膜済基板を搭載したカート11が加熱室13から移載機12に搬送される。移載機12に格納されたカート11の温度は、加熱室13から搬出した直後から低下する。
【0058】
しかし、図1に示した成膜装置10によれば、カート11の温度低下に起因するカート11からのパーティクルの発生を抑制できる。このため、カート11で発生するパーティクルによる基板への影響を防止することができる。
【0059】
上記のように、本発明は実施形態によって記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者には様々な代替実施形態、実施例及び運用技術が明らかとなろう。本発明はここでは記載していない様々な実施形態等を含むことは勿論である。したがって、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。
【符号の説明】
【0060】
10…成膜装置
11…カート
12…移載機
13…加熱室
14…成膜処理装置
15…カート搬送装置
16…タイマー
17…制御装置
【技術分野】
【0001】
本発明は、カートに搭載した基板に成膜する成膜装置及び成膜方法に関する。
【背景技術】
【0002】
太陽電池反射防止膜成膜装置などのインライン式成膜装置(例えば、島津製作所製SLPC−TB(登録商標))では、カートに搭載された処理対象の複数の基板に成膜処理が行われる。成膜処理を高温で行う必要があるため、成膜処理装置に搬入される前に、カートに搭載された基板は加熱室(L/C)で予備加熱される。そして、規定の温度に達した後、カートに搭載された基板が成膜処理装置に搬入され、成膜処理が行われる。
【0003】
上記の成膜処理では、基板が搭載されたカートが加熱室と成膜処理装置を巡回する。このため、カートに搭載された成膜処理済の基板が取り出され、カートには未処理の基板が搭載される。そして、移載機によってカートの基板搭載枚数の上限まで未処理の基板を搭載してから、カートは加熱室に搬送される(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2010−196116号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
未処理の基板を搭載枚数の上限までカートに搭載する場合、例えば移載機への基板の供給が遅れるなどすると、カートは移載機で待機状態になる。移載機で基板の供給を待つ間に、カートの温度の低下が顕著になる。カートの温度が低下することにより、成膜処理にてカートに付着した膜とカートとの熱膨張差による応力で、カートに付着した膜が剥がれるという問題があった。
【0006】
カートから剥がれた膜は、パーティクルとなって成膜処理済の基板の表面に付着するなどして、製品の品質を低下させたり、歩留まりを低下させたりする。
【0007】
上記問題点に鑑み、本発明は、カートの温度低下に起因するカートからのパーティクルの発生を抑制できる成膜装置及び成膜方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様によれば、(イ)複数の基板を搭載可能なカートと、(ロ)成膜処理された基板をカートから取り出し、成膜処理されていない基板をカートに搭載する移載機と、(ハ)カートを加熱する加熱室と、(ニ)加熱されたカートに搭載された基板に成膜処理を行う成膜処理装置と、(ホ)移載機と加熱室と成膜処理装置との間で、カートを搬送させるカート搬送装置と、(ヘ)移載機に向けて加熱室からカートが搬出された時刻を起点として、移載機にカートが格納されている基板移載時間を計測するタイマーと、(ト)成膜処理されていない基板がカートの基板搭載位置のすべてに搭載された場合、又は基板移載時間が一定時間を越えた場合のいずれかに、移載機から加熱室にカートを搬送するようにカート搬送装置を制御する制御装置とを備える成膜装置が提供される。
【0009】
本発明の他の態様によれば、複数の基板を搭載可能なカートを移載機と加熱室と成膜処理装置との間で搬送させながら、基板に成膜処理を行う成膜方法であって、(イ)加熱室からカートを移載機に搬送させるステップと、(ロ)移載機に向けて加熱室からカートが搬出された時刻を起点として、移載機にカートが格納されている基板移載時間の計測を開始するステップと、(ハ)移載機によって、成膜処理された基板をカートから取り出し、成膜処理されていない基板をカートに搭載するステップと、(ニ)成膜処理されていない基板がカートの基板搭載位置のすべてに搭載された場合、又は基板移載時間が一定時間を越えた場合のいずれかに、移載機からカートを加熱する加熱室にカートを搬送するステップとを含む成膜方法が提供される。
【発明の効果】
【0010】
本発明によれば、カートの温度低下に起因するカートからのパーティクルの発生を抑制できる成膜装置及び成膜方法を提供できる。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る成膜装置の構成を示す模式図である。
【図2】カートが加熱室から搬出されてからの経過時間とカートから発生するパーティクル量との関係を示すグラフである。
【図3】カートに搭載される基板の搭載位置の配置例を示す模式図である。
【図4】本発明の実施形態に係る成膜装置における基板の入れ替え作業を説明するための模式図であり、図4(a)は成膜済基板の取り出しを示し、図4(b)は未処理基板の搭載を示す。
【図5】本発明の実施形態に係る成膜方法を説明するためのフローチャートである。
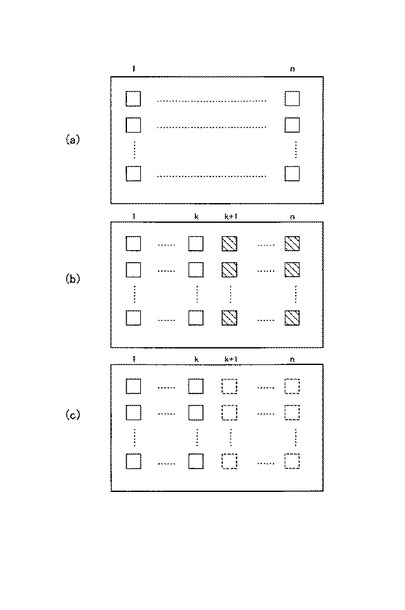
【図6】本発明の実施形態に係る成膜装置のカートに搭載された基板の状態を示す模式図であり、図6(a)は基板搭載位置のすべてに未処理基板が搭載された状態を示し、図6(b)は処理済基板と未処理基板が混在した状態を示し、図6(c)は基板搭載位置の一部に未処理基板が搭載された状態を示す。
【発明を実施するための形態】
【0012】
図面を参照して、本発明の実施形態を説明する。以下の図面の記載において、同一又は類似の部分には同一又は類似の符号を付している。ただし、図面は模式的なものであることに留意すべきである。又、以下に示す実施形態は、この発明の技術的思想を具体化するための装置や方法を例示するものであって、この発明の実施形態は、構成部品の構造、配置などを下記のものに特定するものでない。この発明の実施形態は、特許請求の範囲において、種々の変更を加えることができる。
【0013】
本発明の実施形態に係る成膜装置10は、図1に示すように、複数の基板を搭載可能なカート11と、成膜処理された基板をカート11から取り出し、成膜処理されていない基板をカート11に搭載する移載機12と、カート11を加熱する加熱室13と、加熱されたカート11に搭載された基板に成膜処理を行う成膜処理装置14とを備える。
【0014】
成膜装置10は、カート搬送装置15によって、カート11を移載機12と加熱室13と成膜処理装置14との間で搬送させながら、基板に成膜処理を行う。図1では、カート11が移載機12に格納されている状態を示している。
【0015】
更に、成膜装置10は、移載機12にカート11が格納されている基板移載時間Tiを計測するタイマー16と、タイマー16から通知される基板移載時間Tiを参照して、カート搬送装置15を制御する制御装置17を備える。
【0016】
タイマー16は、移載機12に向けて加熱室13からカート11が搬出された時刻を起点として、基板移載時間Tiを計測する。
【0017】
制御装置17は、成膜処理されていない基板がカートの基板搭載位置のすべてに搭載された場合、又は、基板移載時間Tiが予め設定された一定の規定時間Tsを越えた場合に、移載機12から加熱室13にカート11を搬送するようにカート搬送装置15を制御する。例えば、制御装置17は、制御信号CSをカート搬送装置15に送信して、カート搬送装置15の動作を制御する。なお、成膜処理されていない基板がカートの基板搭載位置のすべてに搭載されたことは、移載機12から制御装置17に通知される。
【0018】
以下に、基板移載時間Tiが規定時間Tsを越えた場合に、カート11を移載機12から加熱室13に搬送させる理由について説明する。
【0019】
図1に示した成膜装置10では、カート11に搭載された基板が成膜処理装置14で成膜処理される。これにより、カート11にも膜が付着するため、移載機12に格納されたカート11の温度が低下することで、カートに付着した膜が剥がれる。これは、カート11に付着した膜とカート11との熱膨張差による応力に起因する。
【0020】
例えば、成膜処理装置14での成膜処理において、基板温度を400℃〜500℃程度にする必要があるとする。この場合、カート11に搭載された基板は成膜処理装置14に搬入される前に、加熱室13によって400℃〜500℃に予備加熱される。加熱室13は、例えばランプヒータなどにより、カート11及びカート11に搭載された基板を加熱する。その後、成膜処理装置14において、例えばプラズマ化学気相成長(p−CVD)法などにより、基板は成膜処理される。
【0021】
成膜処理された基板はカート11に搭載されたままで、成膜処理装置14から加熱室13に搬送され、更に移載機12に搬送される。加熱室13から搬出された後、移載機12に格納されたカート11の温度は急激に低下する。その結果、先に述べたように、カート11に付着した膜が剥がれる。剥がれた膜は、パーティクルとして成膜処理された基板の表面に付着するなどして、基板に悪影響を与える。
【0022】
図2に、カート11が加熱室13から搬出された時点からの経過時間に対する、カート11から発生するパーティクル量の例を示す。経過時間は、基板移載時間Tiとしてタイマー16により計測される。図2に示すように、カート11が加熱室13から搬出された後は、発生するパーティクル量が時間の経過と共に指数関数的に増大する。図2に示した例では、カート11が加熱室13から搬出されてから7分後までに、カート11の温度は350℃から150℃まで低下する。このカート11の温度低下に起因して、カート11から剥がれる膜の量が増大するのである。
【0023】
規定時間Tsは、移載機12に格納されたカート11の温度を一定値以上に維持できる時間に予め設定される。これにより、カート11の温度低下に起因してカート11から剥離した膜が、基板の品質に影響を及ぼすことを防止することができる。
【0024】
移載機12に格納される時間が短いほど、発生するパーティクル量は少ない。しかし、カート11に基板を搭載するには、ある程度の時間が必要である。このため、順調にカート11の基板搭載位置のすべてに基板を搭載するの必要な経過時間をTaとし、パーティクル量が製品の品質に影響する経過時間の最小時間をTbとするとき、規定時間Tsは経過時間Taよりも長く、経過時間Tbよりも短く設定することが好ましい。
【0025】
制御装置17は、タイマー16によって計測される基板移載時間Tiをリアルタイムで参照する。そして、制御装置17は、例えば図2に示す規定時間Tsが経過した後に、カート11を移載機12から加熱室13に搬送させるようにカート搬送装置15を制御する。この場合、カート11の基板搭載位置のすべてに基板を搭載できていなくても、カート11への基板の搭載作業が中止されて、カート11が加熱室13に搬送される。これにより、カート11の温度の低下が止まり、カート11からのパーティクルの発生が抑制される。
【0026】
次に、図1に示した成膜装置10の詳細について説明する。
【0027】
図3に、カート11の基板搭載位置の配置例を示す。図3は、基板の成膜される面の上方からみた平面図であり、m×n個の基板W11〜Wmnがm行n列のマトリクス状に搭載される例を示している(m、n:2以上の整数。)。カート11の基板搭載位置の最終列nは、例えば11列である。
【0028】
カート11に搭載された基板は、加熱室13によって所定の基板温度になるまで加熱される。所定の基板温度に到達した基板は成膜処理装置14に格納され、成膜処理装置14による成膜処理が行われる。成膜処理装置14により成膜処理された基板(以下において、「処理済基板」という。)は、加熱室13を経由して移載機12に格納される。
【0029】
移載機12によって、処理済基板がカート11から取り出され、且つ、成膜処理装置14により成膜処理されていない基板(以下において、「未処理基板」という。)がカート11に搭載される。例えば、図3に例示したカート11について、列毎に処理済基板を未処理基板に入れ替える。即ち、基板搭載位置の同一の列に配置された処理済基板をカート11から取り出し、処理済基板が取り出されて空いた領域に未処理基板を搭載する。図4(a)はk列目の処理済基板を取り出す例であり、空いたk列目に、図4(b)に示すように未処理基板が搭載される。図4(a)〜図4(b)において、ハッチングで示した基板が処理済基板であり、ハッチングのない基板が未処理基板である(以下において同様。)。上記の基板の入れ替え作業を1列目からn列目まで行うことにより、未処理基板がカート11に搭載される。
【0030】
以下に、図5に示したフローチャートを参照して、図1に示した成膜装置10を用いた成膜処理方法の例を説明する。なお、以下では、図3に示したようにカート11の基板搭載位置がm行n列のマトリクス状であるとする。また、図4(a)〜図4(b)を参照して説明したように、移載機12がカート11に搭載された基板の入れ替えを、列番号1から列番号nまで列毎に行うとする。
【0031】
成膜処理装置14により成膜処理された処理済基板を搭載したカート11が、カート搬送装置15によって成膜処理装置14から加熱室13に搬送される。そして、ステップS1において、処理済基板を搭載したカート11が移載機12に向けて加熱室13から搬出され、カート11の温度が低下し始める時刻を起点として、タイマー16が基板移載時間Tiの計測を開始する。
【0032】
ステップS2において、処理済基板が取り出されたカート11の列番号I、及び未処理基板が搭載されているカート11の列番号Jの初期化を行う。即ち、I=0、J=0に設定される。
【0033】
ステップS3において、移載機12が、すべての処理済基板をカート11から取り出したか否かを判定する。すべての処理済基板がカート11から取り出された場合、即ち、I=nである場合は、処理はステップS4に進む。一方、すべての処理済基板がカート11から取り出されていない場合、即ち、I<nである場合は、処理はステップS31に進む。ステップS31において、移載機12がI+1列目の基板をカート11から取り出し、列番号Iに1を加算する。その後、処理はステップS4に進む。
【0034】
ステップS4において、移載機12が、カート11への未処理基板の搭載が完了したか否かを判定する。カート11の基板搭載位置のすべてに未処理基板が搭載された場合、即ち、J=nである場合は、処理はステップS5に進む。一方、未処理基板がカート11のすべての基板搭載位置に搭載されていない場合、即ち、J<nである場合は、処理はステップS41に進む。ステップS41において、移載機12が、カート11の基板搭載位置のJ+1列目に未処理基板を搭載し、列番号Jに1を加算する。その後、処理はステップS5に進む。
【0035】
ステップS5において、制御装置17が、タイマー16により計測されている基板移載時間Tiが規定時間Tsを超えたか否かを判定する。基板移載時間Tiが規定時間Tsを超えていない場合には、処理はステップS6に進む。一方、基板移載時間Tiが規定時間Tsを超えている場合には、処理はステップS51に進み、タイマー16がリセットされ、処理はステップS7に進む。
【0036】
ステップS6において、基板の入れ替え作業が終了したか否かが移載機12により判定される。具体的には、カート11の基板搭載位置のすべてに未処理基板が搭載された場合、即ち、I=n且つJ=nである場合は、処理はステップS7に進む。
【0037】
ステップS7において、カート11の基板搭載位置のすべてに未処理基板が搭載された場合、又は、基板移載時間Tiが規定時間Tsを越えた場合に、移載機12から加熱室13にカート11を搬送させるように、制御装置17がカート搬送装置15を制御する。ここで、基板移載時間Tiが規定時間Tsを越えた場合には、カート11の基板搭載位置のすべてに未処理基板が搭載されたか否かに関わらず、カート11が移載機12から加熱室13に搬送される。つまり、基板移載時間Tiが規定時間Tsを超えている場合には、カート11に搭載された基板に処理済基板が含まれている状態であっても、或いはカート11の基板搭載位置のすべてに基板が搭載されていない状態であっても、移載機12による基板の入れ替え作業が中断されて、移載機12から加熱室13にカート11が搬送される。
【0038】
ステップS8において、カート11及びカート11に搭載された基板が、加熱室13によって加熱される。そして、ステップS9において、カート11の温度が所定の温度に到達したか否かが加熱室13によって判定される。カート11の温度が所定の温度まで到達していれば、処理はステップS10に進む。一方、カート11の温度が所定の温度まで到達していない場合には、ステップS8に戻り、カート11及び基板は更に加熱される。
【0039】
ステップS10において、カート搬送装置15によってカート11は加熱室13から成膜処理装置14に搬送される。
【0040】
ステップS11において、カート11に搭載された基板がすべて未処理基板であるか否かが成膜処理装置14により判断される。カート11に搭載された基板がすべて未処理基板である場合には、ステップS12においてカート11に搭載された基板に成膜処理が行われ、その後、処理はステップS13に進む。一方、カート11に搭載された基板に処理済基板が含まれている場合には、成膜処理装置14による成膜処理を行わず、処理はステップS13に進む。
【0041】
ステップS13において、カート搬送装置15によってカート11は成膜処理装置14から加熱室13に搬送される。更に、ステップS14において、カート搬送装置15によってカート11が加熱室13から移載機12に搬送される。
【0042】
上記の一連のステップにより、成膜装置10による成膜処理は終了するが、次の新たな未処理基板について、上記と同様のステップによる成膜処理が行われる。
【0043】
なお、ステップS6でカート11の基板搭載位置のすべてに未処理基板が搭載された場合は、例えば移載機12が、未処理基板がカート11の基板搭載位置のすべてに搭載されたという搭載完了情報を、制御装置17に通知する。これにより、制御装置17は、ステップS7において、移載機12から加熱室13にカート11を搬送するようにカート搬送装置15を制御する。
【0044】
上記では、処理済基板の取り出しの判定や未処理基板の搭載の判定が行われた後に、ステップS5において、基板移載時間Tiが規定時間Tsを超えたか否かを判定する例を示した。しかし、基板移載時間Tiが規定時間Tsを超えたか否かを判定するタイミングは上記の例に限られるものではない。例えば、ステップS3における処理済基板の取り出しの判定の前、或いはステップS4における未処理基板の搭載の判定の前に、基板移載時間Tiが規定時間Tsを超えたか否かを判定してもよい。
【0045】
また、図5に示したフローチャートでは、ステップS3において、1列目〜n列目までについて、即ちI=1〜nについてそれぞれ処理済基板をカート11から取り出すか否かを判定する例を説明した。しかし、カート11の基板搭載位置のすべてに処理済基板が搭載されているとは限らない。例えば、カート11の基板搭載位置の一部に基板が搭載されていない状態で成膜処理が行われ、その後、移載機12にカート11が格納される場合がある。この場合は、移載機12は、カート11の処理済基板が搭載された列までについて処理済基板をカート11から取り出したか否かの判定を行い、その後の列については判定を行わなくてもよい。
【0046】
上記の説明のように、成膜装置10による成膜処理では、カート11の基板搭載位置のすべてに未処理基板が搭載される前であっても、基板移載時間Tiが規定時間Tsを越えた場合には、カート11が移載機12から加熱室13に搬送される。このため、移載機12への未処理基板の供給状況や、加熱室13から移載機12に搬送されたカート11に搭載された基板の内容によって、移載機12から加熱室13に搬送されるカート11に搭載される基板の状態は様々である。以下に、カート11に搭載された基板の各状態に対する成膜処理の実行の有無について説明する。
【0047】
(A)例えば図6(a)に示すように、カート11の基板搭載位置のすべてに未処理基板が搭載された場合には、カート11が加熱室13で加熱された後、成膜処理装置14によってカート11に搭載された基板に成膜処理が行われる。
【0048】
(B)カート11に処理済基板と未処理基板が混在している場合には、成膜処理装置14による成膜処理は行わない。例えば、移載機12への未処理基板の供給が遅れるなどして、カート11が移載機12内で未処理基板の到着を待っている間に基板移載時間Tiが規定時間Tsを越える場合がある。このとき、いくつかの未処理基板が移載機12に供給されていれば、カート11での基板の入れ替えが一部行われる。その場合、例えば図6(b)に示すように、カート11に搭載された基板の一部は未処理基板であるが、処理済基板もカート11に残った状態で、カート11が移載機12から加熱室13に搬送される。図6(b)は、1列目からk列目までは未処理済基板が搭載され、k+1列目からn列目までは処理済基板が搭載されている例を示している。処理済基板に更に成膜処理を行わないように、成膜処理装置14による成膜処理は行わず、カート11が加熱室13により加熱されるだけである。
【0049】
(C)図6(c)に示すように、カート11の基板搭載位置のすべてに未処理基板が搭載されてはいないが、処理済基板はカート11に搭載されていない場合がある。図6(c)は、1列目からk列目までは未処理済基板が搭載され、k+1列目からn列目までは基板が搭載されていない例を示している。図6(c)で、基板が配置されていない基板搭載位置を破線の四角で示している。例えば、移載機12への未処理基板の到着を待って未処理基板の搭載が行われずにいる間に、処理済基板がすべて取り出される場合がある。或いは、加熱室13から搬出されたカート11に処理済基板がまったく搭載されていない場合がある。これらの場合には、カート11の基板搭載位置の一部に未処理基板が搭載され、残りの領域には基板が搭載されない。その結果、基板移載時間Tiが規定時間Tsを越えた時点で、カート11に搭載された基板はすべて未処理基板である。この場合には、カート11が加熱室13で加熱された後、成膜処理装置14によってカート11に搭載された基板に成膜処理が行われる。
【0050】
(D)移載機12に未処理基板がまったく供給されないうちに、基板移載時間Tiが規定時間Tsを越える場合がある。このとき、カート11から処理済基板がすべて取り出されていれば、移載機12から加熱室13に搬送されるカート11には、基板が1枚も搭載されていない。この場合には、カート11は加熱室13により加熱されるが、成膜処理装置14による成膜処理は行われない。
【0051】
上記のように、カート11に未処理基板のみが搭載されている場合にのみ、成膜処理装置14によってカート11に搭載された基板に成膜処理が行われる。
【0052】
一方、未処理基板と処理済基板とが混在してカート11に搭載されていた場合には、カート11に搭載された未処理基板に成膜処理が行われない。このため、移載機12は、カート11に搭載された未処理基板の取り出しは行わず、処理済基板のみを取り出し、それにより空いた基板配置位置に新たな未処理基板を搭載する。このようにして、カート11に搭載されながら成膜処理が行われなかった未処理基板は、その後にカート11が成膜処理装置14に搬送された際に、成膜処理される。
【0053】
したがって、例えば移載機12によって、カート11の各基板搭載位置に搭載された基板が既に成膜処理を行った処理済基板であるか、或いは未だ成膜処理を行っていない未処理基板であるかが監視され、記録される。そして、記録された処理済基板及び未処理基板の情報に基づいて、例えば成膜処理装置14によって、カート11に搭載された基板について成膜処理を行うか否かが判断される。
【0054】
以上に説明したように、実施形態に係る成膜装置10によれば、基板移載時間Tiが規定時間Tsを越えた場合には、カート11の基板搭載位置のすべてに未処理基板が搭載されたか否かに関わらず、カート11が移載機12から加熱室13に搬送される。つまり、カート11の温度低下に起因する膜の剥離によるパーティクルの発生量が基板の特性に影響を及ぼす量に達する前に、カート11は加熱室13に搬送される。このため、カート11の基板搭載位置のすべてに未処理基板が搭載されるまでカート11を移載機12に留める場合に比べて、基板の特性の劣化や歩留まりの低下を防止することができる。
【0055】
更に、移載機12におけるカート11の温度低下が少ないため、加熱室13による基板の加熱時間の短縮が図れる。このため、成膜装置10のタクトタイムが向上する。
【0056】
なお、図1では1台のカート11を示しているが、成膜装置10が複数のカート11を備えることで、成膜処理の効率が向上する。つまり、複数のカート11を各装置で入れ替えながら成膜処理を行うことで、移載機12による基板の入れ替え、加熱室13による基板の加熱、及び成膜処理装置14による基板の成膜処理を、並行して行うことができる。
【0057】
具体的には、複数のカート11のうちのいずれかのカート11が成膜処理装置14に格納されて成膜処理が行われている間、他のカート11は、移載機12や加熱室13にそれぞれ格納される。このため、成膜処理装置14から加熱室13に移されたカート11は、成膜処理装置14に格納された他のカート11に搭載された基板に成膜処理が行われている間、加熱室13に格納されている。その後、例えば更に次のカート11が成膜処理装置14に格納されるタイミングで、成膜済基板を搭載したカート11が加熱室13から移載機12に搬送される。移載機12に格納されたカート11の温度は、加熱室13から搬出した直後から低下する。
【0058】
しかし、図1に示した成膜装置10によれば、カート11の温度低下に起因するカート11からのパーティクルの発生を抑制できる。このため、カート11で発生するパーティクルによる基板への影響を防止することができる。
【0059】
上記のように、本発明は実施形態によって記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者には様々な代替実施形態、実施例及び運用技術が明らかとなろう。本発明はここでは記載していない様々な実施形態等を含むことは勿論である。したがって、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。
【符号の説明】
【0060】
10…成膜装置
11…カート
12…移載機
13…加熱室
14…成膜処理装置
15…カート搬送装置
16…タイマー
17…制御装置
【特許請求の範囲】
【請求項1】
複数の基板を搭載可能なカートと、
成膜処理された基板を前記カートから取り出し、成膜処理されていない基板を前記カートに搭載する移載機と、
前記カートを加熱する加熱室と、
加熱された前記カートに搭載された前記基板に成膜処理を行う成膜処理装置と、
前記移載機と前記加熱室と前記成膜処理装置との間で、前記カートを搬送させるカート搬送装置と、
前記移載機に向けて前記加熱室から前記カートが搬出された時刻を起点として、前記移載機に前記カートが格納されている基板移載時間を計測するタイマーと、
前記成膜処理されていない基板が前記カートの基板搭載位置のすべてに搭載された場合、又は前記基板移載時間が一定時間を越えた場合のいずれかに、前記移載機から前記加熱室に前記カートを搬送するように前記カート搬送装置を制御する制御装置と
を備えることを特徴とする成膜装置。
【請求項2】
前記カートに搭載された基板がすべて前記成膜処理されていない基板である場合にのみ、前記成膜処理装置において成膜処理を行うことを特徴とする請求項1に記載の成膜装置。
【請求項3】
複数の基板を搭載可能なカートを移載機と加熱室と成膜処理装置との間で搬送させながら、前記基板に成膜処理を行う成膜方法であって、
前記加熱室から前記カートを前記移載機に搬送させるステップと、
前記移載機に向けて前記加熱室から前記カートが搬出された時刻を起点として、前記移載機に前記カートが格納されている基板移載時間の計測を開始するステップと、
前記移載機によって、成膜処理された基板を前記カートから取り出し、成膜処理されていない基板を前記カートに搭載するステップと、
前記成膜処理されていない基板が前記カートの基板搭載位置のすべてに搭載された場合、又は前記基板移載時間が一定時間を越えた場合のいずれかに、前記移載機から前記カートを加熱する前記加熱室に前記カートを搬送するステップと
を含むことを特徴とする成膜方法。
【請求項4】
前記カートに搭載された基板がすべて前記成膜処理されていない基板である場合にのみ、前記成膜処理装置において成膜処理を行うことを特徴とする請求項3に記載の成膜方法。
【請求項1】
複数の基板を搭載可能なカートと、
成膜処理された基板を前記カートから取り出し、成膜処理されていない基板を前記カートに搭載する移載機と、
前記カートを加熱する加熱室と、
加熱された前記カートに搭載された前記基板に成膜処理を行う成膜処理装置と、
前記移載機と前記加熱室と前記成膜処理装置との間で、前記カートを搬送させるカート搬送装置と、
前記移載機に向けて前記加熱室から前記カートが搬出された時刻を起点として、前記移載機に前記カートが格納されている基板移載時間を計測するタイマーと、
前記成膜処理されていない基板が前記カートの基板搭載位置のすべてに搭載された場合、又は前記基板移載時間が一定時間を越えた場合のいずれかに、前記移載機から前記加熱室に前記カートを搬送するように前記カート搬送装置を制御する制御装置と
を備えることを特徴とする成膜装置。
【請求項2】
前記カートに搭載された基板がすべて前記成膜処理されていない基板である場合にのみ、前記成膜処理装置において成膜処理を行うことを特徴とする請求項1に記載の成膜装置。
【請求項3】
複数の基板を搭載可能なカートを移載機と加熱室と成膜処理装置との間で搬送させながら、前記基板に成膜処理を行う成膜方法であって、
前記加熱室から前記カートを前記移載機に搬送させるステップと、
前記移載機に向けて前記加熱室から前記カートが搬出された時刻を起点として、前記移載機に前記カートが格納されている基板移載時間の計測を開始するステップと、
前記移載機によって、成膜処理された基板を前記カートから取り出し、成膜処理されていない基板を前記カートに搭載するステップと、
前記成膜処理されていない基板が前記カートの基板搭載位置のすべてに搭載された場合、又は前記基板移載時間が一定時間を越えた場合のいずれかに、前記移載機から前記カートを加熱する前記加熱室に前記カートを搬送するステップと
を含むことを特徴とする成膜方法。
【請求項4】
前記カートに搭載された基板がすべて前記成膜処理されていない基板である場合にのみ、前記成膜処理装置において成膜処理を行うことを特徴とする請求項3に記載の成膜方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−201912(P2012−201912A)
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願番号】特願2011−65918(P2011−65918)
【出願日】平成23年3月24日(2011.3.24)
【出願人】(000001993)株式会社島津製作所 (3,708)
【Fターム(参考)】
【公開日】平成24年10月22日(2012.10.22)
【国際特許分類】
【出願日】平成23年3月24日(2011.3.24)
【出願人】(000001993)株式会社島津製作所 (3,708)
【Fターム(参考)】
[ Back to top ]