
成膜設備のためのフレームをベースとする真空チャンバ
本発明は、真空チャンバおよびその製造に関する。本発明によると、真空チャンバは挿入プレートが挿入されるフレームを含んでいる。挿入プレートはフレームとともに、内部で真空を生成することができる閉じられた空間を形成する。フレームの筐体は一体的な金属材料から広い面積の材料を取り除くのが好ましく、それにより、挿入プレートのための開口部が生じる。このことは特に、挿入プレートが挿入される場所で、溶接継目が必要ないという利点がある。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は真空チャンバに関する。本発明は、特に、成膜設備のための真空チャンバに関する。
【背景技術】
【0002】
たとえばPVDやCVDとして知られる成膜方法は、真空条件のもとでの成膜方法を指している。PVD(物理蒸着法)では、成膜プロセスは、基本的に、被膜されるべき工作物での物理的な材料の析出に基づいている。CVD(化学蒸着法)では、成膜プロセスは、基本的に化学的な反応に基づいている。これら両方の方法に共通しているのは、しばしば高真空条件(HV、10−3mbarから10−7mbar)または超高真空条件(UHV、10−7mbarから10−12mbar)のもとで行われることである。本発明の枠内において真空とは、圧力が10−1mbarよりも低い容積中における流体の状態をさすものとする。
【0003】
真空を生成するために、通常、厳しく密閉されたチャンバから流体が排気される。典型的な場合、チャンバは一体的なチャンバ本体でできており、多くの場合、特殊鋼で製作される。これは、できるだけ漏れを防止して良好な真空を生成するためである。
【0004】
DE9404022では、このような一体的なチャンバ本体から製作される従来式のチャンバの場合、実行されるべき変更のたびに大きなコスト(分離、溶接など)が生じるという問題が提起されている。そこで同文献では、はじめから真空チャンバを1つの部分で製作するのではなく、各機能レベル(ターゲット、ソースレベル、ポンプレベル)を、フランジ接合された各領域に下位区分することが提案されている。さらに、後の時点での拡張に備えて、上側および下側の閉止はフランジ接合された蓋によって行うことができるとされている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
フランジ接合された各領域にチャンバを分割するこのような手法は、実行されるべき変更という面からは、フレキシビリティが高くなるという利点がある。しかし、このことは最終的には、それでも変更時にあらためて静力学を計算して、フランジ接合された各部分からなるチャンバが所要の安定性を有しており、それにより圧力差(外部空間と比較したときのチャンバ内部)と関連する力に耐えられることを確保しなければならないことにつながる。
【0006】
したがって、いっそう簡単かつフレキシブルな仕方で機能部材に関わる変更を行うことができ、それにも関わらず同時に、機能部材が具体的にどのように配置されているかに関わりなく、チャンバの十分な安定性が保証されるように設計された真空チャンバを求める需要が存在している。
【0007】
したがって本発明の課題はこのような需要に応えることにあり、すなわち、簡単かつフレキシブルな仕方で機能部材に関する変更を行うことができ、それにも関わらず同時に、機能部材が具体的にどのように配置されているかに関わりなく、チャンバの十分な安定性が保証されるように設計された真空チャンバを提供することにある。
【課題を解決するための手段】
【0008】
本発明によると、この課題は、挿入プレートが挿入されたフレーム構造としてチャンバが製作されていることによって解決される。フレームは、チャンバにとっての安定した骨格を形成する。挿入プレートには、たとえばポンプ、ターゲット、ソースのような取付器具および内蔵器具が予備組み付けされていてよい。挿入プレートは、フレームと機械的に真空気密に結合される。複数の異なる真空チャンバを製作するために、フレームをモジュールとして大量個数で標準化し、それに伴って低いコストで製造することができる。顧客の特別な要望を受けた場合でも、フレームを加工する必要は少しもなくなる。挿入プレートの適合化を通じて、顧客の仕様を全面的に考慮することができるからである。これに設けられる機能部材、たとえばターゲット、ソース、真空ポンプ、あるいはたとえばのぞき窓などは、互いに相対的にチャンバごとに異なる仕方で配置することができる。チャンバのフレームが所要の安定性を提供するので、このような態様のために毎回あらためてチャンバの静力学を計算する必要がない。
【0009】
次に、図面を参照しながら一例を用いて本発明を詳しく説明する。
【図面の簡単な説明】
【0010】
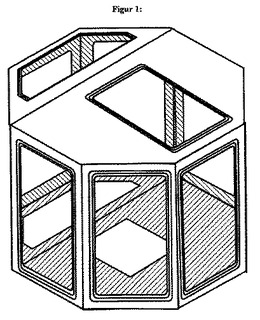
【図1】本発明による真空チャンバのフレームである。
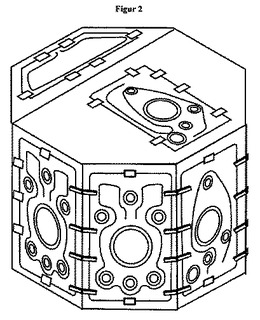
【図2】図1のフレームと組み付けられた挿入プレートとを有する本発明による真空チャンバである。
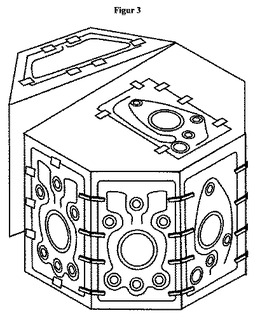
【図3】扉を若干開いた図2のチャンバである。
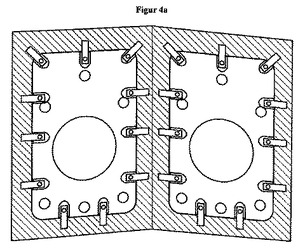
【図4a】本発明による真空チャンバの内部領域の一部分である。
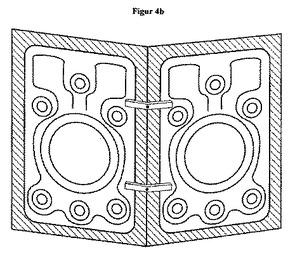
【図4b】図4aに対応する部分を外から見た図である。
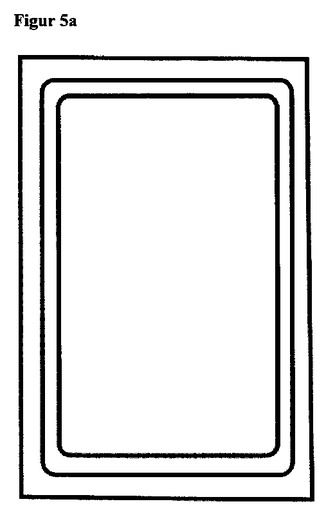
【図5a】本発明による真空チャンバのフレームの一部を示す前面図である。
【図5b】図5aに対応する部分の断面図である。
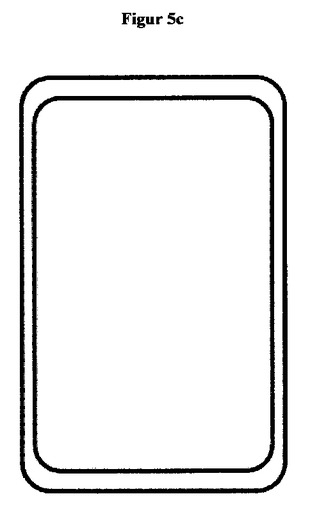
【図5c】本発明によるチャンバの挿入プレートを示す前面図である。
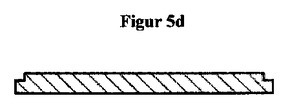
【図5d】図5cに対応する断面図である。
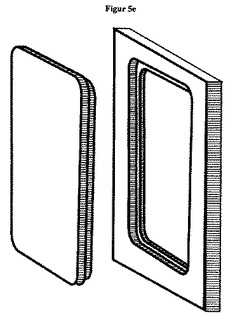
【図5e】図5aから図5dに示す部分のフレーム部分および挿入プレートを示す斜視図である。
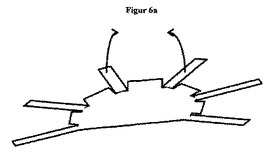
【図6a】折曲されてフレームの構成要素となるべき、材料プレートから分離された平坦な形状を模式的に示す図である。
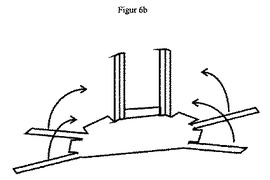
【図6b】図6aの材料プレートであり、すでに2つのアームが上方に向かって折曲されてウェブをなしている。
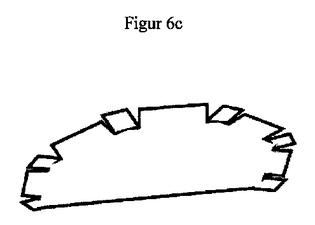
【図6c】図6bの材料プレートが結合される蓋である。
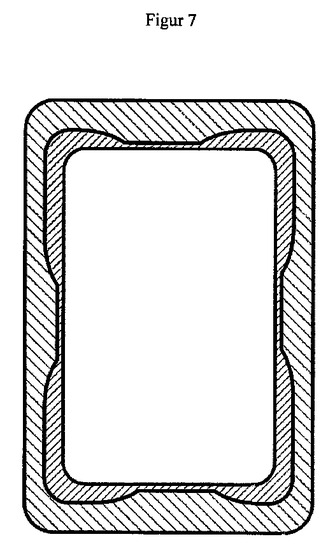
【図7】簡単にセンタリングされ、それにも関わらず安定性を得ながら挿入プレートを挿入することを可能にする実施形態におけるフレーム形材の一部である。
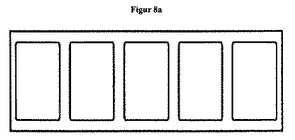
【図8a】曲げることができ、チャンバフレームの筐体の部分を形成することができる、開口部を備えた金属プレートである。
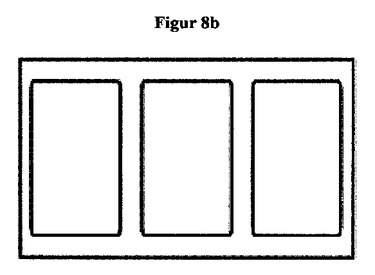
【図8b】曲げることができ、チャンバフレームの扉の部分を形成することができる、開口部を備えた金属プレートである。
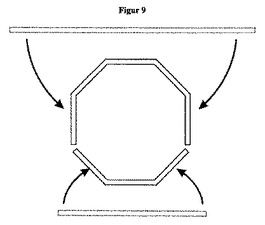
【図9】図8aおよび図8bに示す金属プレートの断面形状であり、および、これらをどのように折曲して筐体フレームを形成することができるかを示す図である。
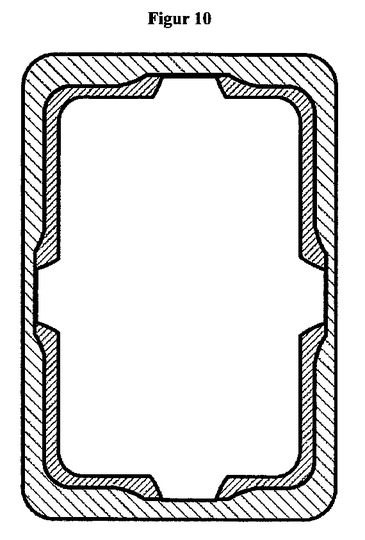
【図10】簡単にセンタリングされ、それにも関わらず安定性を得ながら挿入プレートを挿入することを可能にする実施形態におけるフレーム形材の一部である。
【発明を実施するための形態】
【0011】
図1に示す例は規則的な角柱であり、その底面は規則的な8角形である。ここでフレームという用語を使うことができる理由は、角柱の筐体では筐体エッジの領域にのみ材料が設けられており、この材料が連結ウェブとして構成されているからである。連結ウェブは角柱の各底面を連結している。このフレームは、真空チャンバでたとえば排気のときに生じるような引張荷重、圧縮荷重、および曲げ荷重を受けとめて、これに耐えることができる。そのほかの荷重が生じる原因として、円形コンベヤへの装填や、たとえばアイフックでのチャンバ搬送による荷重などがあり得る。フレーム構造に基づいて広い面積の開口部が生じており、これらの開口部へ、図2に示すように挿入プレート5を挿入することができる。これに加えて図1では、底面にも広い面積の開口部が設けられている。ここにも挿入プレート7が挿入される。その様子も、本発明による完全な真空チャンバの実施形態を示す図2に示されている。図2では示唆されているにすぎないが、真空チャンバは開閉可能な扉を含んでいる。この例とは異なり、複数の扉も可能である。扉が開いている本発明による真空チャンバは、図3に図示されている。このような扉は、一方では、真空処理が施されるべき工作物のチャンバへの装填を可能にする。しかしながら本発明との関連で重要なのは、挿入プレートを外側から組み付けて、内側からフレームに係合することを扉が可能にすることである。
【0012】
これに応じて図4aは、挿入プレートが取外し可能に機械的に係合されたフレームの部分を含む、チャンバ内部空間の一部分を示している。本例では、挿入プレートはクランプによってフレーム3に固定されている。
【0013】
挿入プレートの縁部断面はフレームの縁部断面に合わせて適合化されており、すなわち、挿入プレートの第1の面が、フレームによって形成される開口部を貫いて嵌め込まれ、第1の面と向かい合う第2の面は、フレームによって形成される開口部を貫かずに嵌め込まれるようになっている。このことは、たとえば図5aから図5dに示すように、階段状の断面形状によって具体化することができる。図5aはフレームの一部分の前面図を示しており、それに対して図5bはこれに対応する断面図を示している。図5cは挿入プレートの前面図を示しており、図5dはこれに対応する断面図を示している。図5eは、フレーム部分と挿入プレートの斜視図を示している。図5aから図5eでは、場合により挿入プレートに設けられる構造物、たとえば加熱や冷却のための穴や通路を備えるフランジなどは示していない。図面で重要なのは、断面形状およびフレームと挿入プレートとの連携性だからである。階段状の断面は、典型的な場合、たとえばゴムなどの弾性材料で製作されて封止をするOリングを段部に設けることを可能にする。Oリングを挿入プレートの段部またはフレームの段部のいずれかに設けるか、またはこれら両方に設けることが可能である。当業者に周知のこれ以外の種類のシール材も用いることができる。
【0014】
特に製造上の理由により、ならびに挿入プレートの簡単な挿入を可能にするために、フレームと挿入プレートの間には遊びを残しておくのが好ましい。その場合、約4mmが十分に可能であり、かつ好ましい。ただしその場合、フレームおよびこれに伴ってチャンバに追加的に安定性を与えるために、挿入プレートをいっそう高い精度で挿入することができる肉厚個所をフレームに設けることができる。このような肉厚個所は安定化をもたらすばかりでなく、調節をするときに、特に挿入プレートのセンタリングをするときに助けとなる。図7は、このような安定化とセンタリングをする肉厚個所の一例を示している。図7では、図面を作成する都合上、肉厚個所がやや誇張して図示されている。
【0015】
さらに別の実施形態が図10に模式的に示されている。ここでは、フレームに一例として4つの切欠きが具体化されている。それに対して挿入プレートは、挿入プレートを挿入するときに調節されながらフレームへ嵌め込まれる4つの突出部を有している。さらに、このような具体化の利点は、この場合、フレームに設けられた開口部の縁どりを大きな許容差でまず切欠きなしに製作することができ、次いで、切欠きを高い精度で、すなわち少ない許容差で具体化できるという点にある。同様のことは、挿入プレートの縁どりおよびこれに設けられる挿入プレートについても当てはまる。
【0016】
ここでは原理だけしか図示していない。安定化をするこのような手段を挿入プレートに設けることも可能である。安定化とは、ここでの説明の枠内においては、チャンバを強固にすることを意味している。しかし、それにも関わらず重要なのは、挿入プレートがチャンバの内部空間を気密に閉止することである。
【0017】
図4bは、真空チャンバの図4aに対応する部分を外から見た図として示している。図4bに示す留め具は、図4aに示す内側において留め具で固定される態様の別案である。あるいは、外側と内側から留め具で固定をすることもできる。
【0018】
本発明を説明するために選択している例は本発明を図解するためのものにすぎず、決して本発明のフレームをこれらの例に限定しようとするものではない。
【0019】
たとえば、このようにして複数の扉を備えるチャンバを具体化することができる。トップローダまたはボトムローダであるチャンバも具体化することができる。このことは特に、1.5mを明らかに上回るチャンバの高さを実現したい場合に興味深い。たとえば高さ3mのこのようなチャンバが1つのフレームだけで具体化されていると、ウェブの安定性がクリティカルな点まで達し、フレームが外圧のもとで曲がる恐れがある。このことは、たとえばチャンバの高さの半分のところに、チャンバの半径方向の円周全体を取り囲む追加の安定化をする閉じた多角形部材を設けることによって防止することができる。別案として、曲げられた筐体に追加の補強リブ(たとえばブリッジの場合におけるような支持部)を取り付け、それによって安定性を保証するとともに、簡素な筐体という利点を維持することができる。
【0020】
ここで指摘しておくと、フレームによって構成される穴のうちの1つに代えて、閉止をする挿入プレートを設け、たとえばアダプタ部材を介して別のフレームを配置することができ、そのようにしてチャンバを側方でも拡大することができる。
【0021】
本発明においては、たとえば図6aに示すように、フレームの主要な構成要素を一体的な材料プレートだけから製作できるという利点もある。そのために、たとえば1つのプレートから、フレームのウェブに相当する個数のアームを備えるフレームの底面が製作される。これらのアームの間には、突起が底面に設けられている。その様子は図6aに模式的に示されている。そして、次にこれらのアームが上方に向かって曲げられる。突起も上方に向かって曲げられる。図6bには、まだすべてのアームが完全には上方に向かって曲げられておらず、1つの突起だけが上方に向かって曲げられた状況が示されている。突起の側辺は、ウェブと真空気密に溶接される。こうして生じるウェブの安定性は、それがウェブ形状に沿って曲げられて、たとえば長手方向に延びる屈曲部を有することによって高めることができる。材料としては、たとえば圧延薄板や金属プレートなどが適している。
【0022】
あとはフレームを製造するために、曲げられてウェブをなしているアームの端部と蓋面とを、たとえば溶接によって結合するだけでよい。このとき蓋面は、基本的に、底面と同じ形状を有することができ、このときアームは短縮されて突起になっている。その様子は図6cに示されている。図6aから図6cでは、挿入プレートのための5つの穴を形成し、扉の取り付けを可能にするフレームの部分が示されている。扉のフレームも同様の仕方で製作することができる。
【0023】
若干改変された方法では、チャンバの筐体は第1の金属プレートと、扉を形成する第2の金属プレートとから成形される。これらのプレートの幅は、チャンバの高さにほぼ相当している。挿入プレートのために設けられるべき開口部は、金属プレートから切り欠かれる。このことは、挿入プレートが挿入される場所で溶接継目が必要ないという利点がある。図8aに示す例では、これら5つの開口部は扉を形成しない第1の金属プレートである。図8bに示す例では、扉のフレームを形成する第2の金属プレートについて、3つの開口部が設けられている。
【0024】
次のステップでは、チャンバの筐体形状に即してプレートが曲げられる。図9では、両方の金属プレートが断面で見て曲げられていない形態で破線により示されており、曲げた後が実線で示されている。矢印は曲げ方向を示唆している。高さが1.5メートル以下のチャンバについては、10mmから30mmのプレート厚みが適している。10mmを下回ると、真空によって発生する圧力にとってフレームの安定性が十分でなくなる危険がある。30mmを上回ると、設定に従って薄板を曲げるのが困難になる。理想的には、約15mmのプレートの厚みが適用される。
【0025】
あとはチャンバフレームを完成させるために、底面と蓋をたとえば溶接によって筐体に取り付け、扉をたとえばヒンジを用いて取り付けるだけでよい。このことは図面には示していない。そして、筐体および/または底面および/または蓋に設けられた開口部へ挿入プレートを挿入することで、チャンバが形成される。
【0026】
機能部材がチャンバに配置されている、成膜設備のための真空チャンバについて説明してきたが、この真空チャンバは、チャンバがチャンバフレームを含んでおり、フレームに挿入プレートが機械的に取外し可能かつ真空気密に挿入されており、挿入プレートのいくつかが機能部材を担持することを特徴としている。
【0027】
さらに、機能部材がチャンバに配置されており、チャンバがチャンバフレームを含んでおり、フレームに挿入プレートが機械式に取外し可能かつ気密に挿入されており、挿入プレートのいくつかが機械部材を担持している、成膜設備のための真空チャンバについて説明してきたが、この真空チャンバは、チャンバフレームが一体的な金属プレートから成形されてアームを備える少なくとも1つの底面を含んでおり、アームは底面との接続部の領域で曲げられており、それによりチャンバフレームのウェブを形成するようになっていることを特徴としている。
【0028】
チャンバにより包摂される容積部の表面は、少なくとも40%、特別に好ましくは少なくとも50%、挿入プレートによって区切られるのが好ましい。
【0029】
真空チャンバの1つの実施形態では、機能部材と挿入プレートはフランジ接合によって、好ましくは設けられる留め具によって、取外し可能に結合されている。留め具は挿入プレートにだけ設けられているのが特別に好ましい。
【0030】
本発明による真空チャンバの1つの実施形態では、少なくともいくつかの、好ましくはすべての機能部材と挿入プレートがフランジ接合によって機械的に取外し可能に結合されている。
【0031】
フレームによって形成される少なくとも2つ、好ましくはそれ以上の開口部が幾何学的に実質的に同じ形状を有しており、それによって少なくとも2つ、好ましくはそれ以上の挿入プレートを機械的な脱着によってそれぞれの位置に関して入れ替えることができると、チャンバの構造が特別にフレキシブルとなる。
【0032】
挿入プレートは必ずしも平坦なプレートでなくてよい。しかしながら平坦なプレートは、フレームとの結合領域では有利である。あるいは、挿入プレートをカップ形状(外側/内側が湾曲している)としてフランジ接合することもできる。
【0033】
フレームが実質的に1つの軸に関してn個の対称部分を有しており、nは2よりも大きい整数であり、挿入プレートがフレームの対称部分のうちの1つに呼応する仕方で挿入されていると、フレームが特別な安定性を得る。
【0034】
6個、8個、または10個の対称部分を有している態様が好ましい。
さらに真空チャンバを製造する方法が開示され、この方法では、金属プレートからフレームを製作するためにアームを備えている底面が切り出され、アームがプレートの平面から曲げられてフレームのウェブを形成するのに適するようにされ、次いで、場合によりフレームに比べて等級の低いカバープレートがウェブと結合され、フレームによって生じた穴の中へ、閉止された排気可能なスペースを共同で形成する挿入プレートおよび場合により1つまたは複数の扉が挿入される。このことは、図8に示す代替的な態様についても当てはまる。
【0035】
最後に、本発明によって具体化することができるいくつかの選択肢を挙げておく。
たとえば、挿入プレートを取り付けるために筐体フレームにねじ穴は不要である。筐体面を曲げることで、挿入プレートの領域における溶接継目を回避することができる。
【0036】
変形例として、たとえば挿入プレートのコンセプトを適用せず、ただし、上に説明したのと同じ留め具システムに基づいて、機能モジュールのために筐体面に切欠きが設けられていてよい。さらに、別のチャンバをたとえば留め具システムを介してネットワーク化することができる。このようにして設備プラットフォームを創出することができる。
【0037】
さらに、複数の機能(たとえば加熱、コーティング)をそれぞれの面ごとに具体化するために、挿入プレートを扉として構成することもできる。フレームの材料として考慮の対象になるのは特殊鋼だけではない。たとえばアルミニウム合金も使用することができ、このことは、材料費の削減や重量の削減につなげることができる。
曲げられた筐体の代替または追加として、安定性を確保し、簡素な筐体という利点を得るために、追加の補強リブ、たとえばブリッジの場合におけるような支持部を取り付けることができる。
【技術分野】
【0001】
本発明は真空チャンバに関する。本発明は、特に、成膜設備のための真空チャンバに関する。
【背景技術】
【0002】
たとえばPVDやCVDとして知られる成膜方法は、真空条件のもとでの成膜方法を指している。PVD(物理蒸着法)では、成膜プロセスは、基本的に、被膜されるべき工作物での物理的な材料の析出に基づいている。CVD(化学蒸着法)では、成膜プロセスは、基本的に化学的な反応に基づいている。これら両方の方法に共通しているのは、しばしば高真空条件(HV、10−3mbarから10−7mbar)または超高真空条件(UHV、10−7mbarから10−12mbar)のもとで行われることである。本発明の枠内において真空とは、圧力が10−1mbarよりも低い容積中における流体の状態をさすものとする。
【0003】
真空を生成するために、通常、厳しく密閉されたチャンバから流体が排気される。典型的な場合、チャンバは一体的なチャンバ本体でできており、多くの場合、特殊鋼で製作される。これは、できるだけ漏れを防止して良好な真空を生成するためである。
【0004】
DE9404022では、このような一体的なチャンバ本体から製作される従来式のチャンバの場合、実行されるべき変更のたびに大きなコスト(分離、溶接など)が生じるという問題が提起されている。そこで同文献では、はじめから真空チャンバを1つの部分で製作するのではなく、各機能レベル(ターゲット、ソースレベル、ポンプレベル)を、フランジ接合された各領域に下位区分することが提案されている。さらに、後の時点での拡張に備えて、上側および下側の閉止はフランジ接合された蓋によって行うことができるとされている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
フランジ接合された各領域にチャンバを分割するこのような手法は、実行されるべき変更という面からは、フレキシビリティが高くなるという利点がある。しかし、このことは最終的には、それでも変更時にあらためて静力学を計算して、フランジ接合された各部分からなるチャンバが所要の安定性を有しており、それにより圧力差(外部空間と比較したときのチャンバ内部)と関連する力に耐えられることを確保しなければならないことにつながる。
【0006】
したがって、いっそう簡単かつフレキシブルな仕方で機能部材に関わる変更を行うことができ、それにも関わらず同時に、機能部材が具体的にどのように配置されているかに関わりなく、チャンバの十分な安定性が保証されるように設計された真空チャンバを求める需要が存在している。
【0007】
したがって本発明の課題はこのような需要に応えることにあり、すなわち、簡単かつフレキシブルな仕方で機能部材に関する変更を行うことができ、それにも関わらず同時に、機能部材が具体的にどのように配置されているかに関わりなく、チャンバの十分な安定性が保証されるように設計された真空チャンバを提供することにある。
【課題を解決するための手段】
【0008】
本発明によると、この課題は、挿入プレートが挿入されたフレーム構造としてチャンバが製作されていることによって解決される。フレームは、チャンバにとっての安定した骨格を形成する。挿入プレートには、たとえばポンプ、ターゲット、ソースのような取付器具および内蔵器具が予備組み付けされていてよい。挿入プレートは、フレームと機械的に真空気密に結合される。複数の異なる真空チャンバを製作するために、フレームをモジュールとして大量個数で標準化し、それに伴って低いコストで製造することができる。顧客の特別な要望を受けた場合でも、フレームを加工する必要は少しもなくなる。挿入プレートの適合化を通じて、顧客の仕様を全面的に考慮することができるからである。これに設けられる機能部材、たとえばターゲット、ソース、真空ポンプ、あるいはたとえばのぞき窓などは、互いに相対的にチャンバごとに異なる仕方で配置することができる。チャンバのフレームが所要の安定性を提供するので、このような態様のために毎回あらためてチャンバの静力学を計算する必要がない。
【0009】
次に、図面を参照しながら一例を用いて本発明を詳しく説明する。
【図面の簡単な説明】
【0010】
【図1】本発明による真空チャンバのフレームである。
【図2】図1のフレームと組み付けられた挿入プレートとを有する本発明による真空チャンバである。
【図3】扉を若干開いた図2のチャンバである。
【図4a】本発明による真空チャンバの内部領域の一部分である。
【図4b】図4aに対応する部分を外から見た図である。
【図5a】本発明による真空チャンバのフレームの一部を示す前面図である。
【図5b】図5aに対応する部分の断面図である。
【図5c】本発明によるチャンバの挿入プレートを示す前面図である。
【図5d】図5cに対応する断面図である。
【図5e】図5aから図5dに示す部分のフレーム部分および挿入プレートを示す斜視図である。
【図6a】折曲されてフレームの構成要素となるべき、材料プレートから分離された平坦な形状を模式的に示す図である。
【図6b】図6aの材料プレートであり、すでに2つのアームが上方に向かって折曲されてウェブをなしている。
【図6c】図6bの材料プレートが結合される蓋である。
【図7】簡単にセンタリングされ、それにも関わらず安定性を得ながら挿入プレートを挿入することを可能にする実施形態におけるフレーム形材の一部である。
【図8a】曲げることができ、チャンバフレームの筐体の部分を形成することができる、開口部を備えた金属プレートである。
【図8b】曲げることができ、チャンバフレームの扉の部分を形成することができる、開口部を備えた金属プレートである。
【図9】図8aおよび図8bに示す金属プレートの断面形状であり、および、これらをどのように折曲して筐体フレームを形成することができるかを示す図である。
【図10】簡単にセンタリングされ、それにも関わらず安定性を得ながら挿入プレートを挿入することを可能にする実施形態におけるフレーム形材の一部である。
【発明を実施するための形態】
【0011】
図1に示す例は規則的な角柱であり、その底面は規則的な8角形である。ここでフレームという用語を使うことができる理由は、角柱の筐体では筐体エッジの領域にのみ材料が設けられており、この材料が連結ウェブとして構成されているからである。連結ウェブは角柱の各底面を連結している。このフレームは、真空チャンバでたとえば排気のときに生じるような引張荷重、圧縮荷重、および曲げ荷重を受けとめて、これに耐えることができる。そのほかの荷重が生じる原因として、円形コンベヤへの装填や、たとえばアイフックでのチャンバ搬送による荷重などがあり得る。フレーム構造に基づいて広い面積の開口部が生じており、これらの開口部へ、図2に示すように挿入プレート5を挿入することができる。これに加えて図1では、底面にも広い面積の開口部が設けられている。ここにも挿入プレート7が挿入される。その様子も、本発明による完全な真空チャンバの実施形態を示す図2に示されている。図2では示唆されているにすぎないが、真空チャンバは開閉可能な扉を含んでいる。この例とは異なり、複数の扉も可能である。扉が開いている本発明による真空チャンバは、図3に図示されている。このような扉は、一方では、真空処理が施されるべき工作物のチャンバへの装填を可能にする。しかしながら本発明との関連で重要なのは、挿入プレートを外側から組み付けて、内側からフレームに係合することを扉が可能にすることである。
【0012】
これに応じて図4aは、挿入プレートが取外し可能に機械的に係合されたフレームの部分を含む、チャンバ内部空間の一部分を示している。本例では、挿入プレートはクランプによってフレーム3に固定されている。
【0013】
挿入プレートの縁部断面はフレームの縁部断面に合わせて適合化されており、すなわち、挿入プレートの第1の面が、フレームによって形成される開口部を貫いて嵌め込まれ、第1の面と向かい合う第2の面は、フレームによって形成される開口部を貫かずに嵌め込まれるようになっている。このことは、たとえば図5aから図5dに示すように、階段状の断面形状によって具体化することができる。図5aはフレームの一部分の前面図を示しており、それに対して図5bはこれに対応する断面図を示している。図5cは挿入プレートの前面図を示しており、図5dはこれに対応する断面図を示している。図5eは、フレーム部分と挿入プレートの斜視図を示している。図5aから図5eでは、場合により挿入プレートに設けられる構造物、たとえば加熱や冷却のための穴や通路を備えるフランジなどは示していない。図面で重要なのは、断面形状およびフレームと挿入プレートとの連携性だからである。階段状の断面は、典型的な場合、たとえばゴムなどの弾性材料で製作されて封止をするOリングを段部に設けることを可能にする。Oリングを挿入プレートの段部またはフレームの段部のいずれかに設けるか、またはこれら両方に設けることが可能である。当業者に周知のこれ以外の種類のシール材も用いることができる。
【0014】
特に製造上の理由により、ならびに挿入プレートの簡単な挿入を可能にするために、フレームと挿入プレートの間には遊びを残しておくのが好ましい。その場合、約4mmが十分に可能であり、かつ好ましい。ただしその場合、フレームおよびこれに伴ってチャンバに追加的に安定性を与えるために、挿入プレートをいっそう高い精度で挿入することができる肉厚個所をフレームに設けることができる。このような肉厚個所は安定化をもたらすばかりでなく、調節をするときに、特に挿入プレートのセンタリングをするときに助けとなる。図7は、このような安定化とセンタリングをする肉厚個所の一例を示している。図7では、図面を作成する都合上、肉厚個所がやや誇張して図示されている。
【0015】
さらに別の実施形態が図10に模式的に示されている。ここでは、フレームに一例として4つの切欠きが具体化されている。それに対して挿入プレートは、挿入プレートを挿入するときに調節されながらフレームへ嵌め込まれる4つの突出部を有している。さらに、このような具体化の利点は、この場合、フレームに設けられた開口部の縁どりを大きな許容差でまず切欠きなしに製作することができ、次いで、切欠きを高い精度で、すなわち少ない許容差で具体化できるという点にある。同様のことは、挿入プレートの縁どりおよびこれに設けられる挿入プレートについても当てはまる。
【0016】
ここでは原理だけしか図示していない。安定化をするこのような手段を挿入プレートに設けることも可能である。安定化とは、ここでの説明の枠内においては、チャンバを強固にすることを意味している。しかし、それにも関わらず重要なのは、挿入プレートがチャンバの内部空間を気密に閉止することである。
【0017】
図4bは、真空チャンバの図4aに対応する部分を外から見た図として示している。図4bに示す留め具は、図4aに示す内側において留め具で固定される態様の別案である。あるいは、外側と内側から留め具で固定をすることもできる。
【0018】
本発明を説明するために選択している例は本発明を図解するためのものにすぎず、決して本発明のフレームをこれらの例に限定しようとするものではない。
【0019】
たとえば、このようにして複数の扉を備えるチャンバを具体化することができる。トップローダまたはボトムローダであるチャンバも具体化することができる。このことは特に、1.5mを明らかに上回るチャンバの高さを実現したい場合に興味深い。たとえば高さ3mのこのようなチャンバが1つのフレームだけで具体化されていると、ウェブの安定性がクリティカルな点まで達し、フレームが外圧のもとで曲がる恐れがある。このことは、たとえばチャンバの高さの半分のところに、チャンバの半径方向の円周全体を取り囲む追加の安定化をする閉じた多角形部材を設けることによって防止することができる。別案として、曲げられた筐体に追加の補強リブ(たとえばブリッジの場合におけるような支持部)を取り付け、それによって安定性を保証するとともに、簡素な筐体という利点を維持することができる。
【0020】
ここで指摘しておくと、フレームによって構成される穴のうちの1つに代えて、閉止をする挿入プレートを設け、たとえばアダプタ部材を介して別のフレームを配置することができ、そのようにしてチャンバを側方でも拡大することができる。
【0021】
本発明においては、たとえば図6aに示すように、フレームの主要な構成要素を一体的な材料プレートだけから製作できるという利点もある。そのために、たとえば1つのプレートから、フレームのウェブに相当する個数のアームを備えるフレームの底面が製作される。これらのアームの間には、突起が底面に設けられている。その様子は図6aに模式的に示されている。そして、次にこれらのアームが上方に向かって曲げられる。突起も上方に向かって曲げられる。図6bには、まだすべてのアームが完全には上方に向かって曲げられておらず、1つの突起だけが上方に向かって曲げられた状況が示されている。突起の側辺は、ウェブと真空気密に溶接される。こうして生じるウェブの安定性は、それがウェブ形状に沿って曲げられて、たとえば長手方向に延びる屈曲部を有することによって高めることができる。材料としては、たとえば圧延薄板や金属プレートなどが適している。
【0022】
あとはフレームを製造するために、曲げられてウェブをなしているアームの端部と蓋面とを、たとえば溶接によって結合するだけでよい。このとき蓋面は、基本的に、底面と同じ形状を有することができ、このときアームは短縮されて突起になっている。その様子は図6cに示されている。図6aから図6cでは、挿入プレートのための5つの穴を形成し、扉の取り付けを可能にするフレームの部分が示されている。扉のフレームも同様の仕方で製作することができる。
【0023】
若干改変された方法では、チャンバの筐体は第1の金属プレートと、扉を形成する第2の金属プレートとから成形される。これらのプレートの幅は、チャンバの高さにほぼ相当している。挿入プレートのために設けられるべき開口部は、金属プレートから切り欠かれる。このことは、挿入プレートが挿入される場所で溶接継目が必要ないという利点がある。図8aに示す例では、これら5つの開口部は扉を形成しない第1の金属プレートである。図8bに示す例では、扉のフレームを形成する第2の金属プレートについて、3つの開口部が設けられている。
【0024】
次のステップでは、チャンバの筐体形状に即してプレートが曲げられる。図9では、両方の金属プレートが断面で見て曲げられていない形態で破線により示されており、曲げた後が実線で示されている。矢印は曲げ方向を示唆している。高さが1.5メートル以下のチャンバについては、10mmから30mmのプレート厚みが適している。10mmを下回ると、真空によって発生する圧力にとってフレームの安定性が十分でなくなる危険がある。30mmを上回ると、設定に従って薄板を曲げるのが困難になる。理想的には、約15mmのプレートの厚みが適用される。
【0025】
あとはチャンバフレームを完成させるために、底面と蓋をたとえば溶接によって筐体に取り付け、扉をたとえばヒンジを用いて取り付けるだけでよい。このことは図面には示していない。そして、筐体および/または底面および/または蓋に設けられた開口部へ挿入プレートを挿入することで、チャンバが形成される。
【0026】
機能部材がチャンバに配置されている、成膜設備のための真空チャンバについて説明してきたが、この真空チャンバは、チャンバがチャンバフレームを含んでおり、フレームに挿入プレートが機械的に取外し可能かつ真空気密に挿入されており、挿入プレートのいくつかが機能部材を担持することを特徴としている。
【0027】
さらに、機能部材がチャンバに配置されており、チャンバがチャンバフレームを含んでおり、フレームに挿入プレートが機械式に取外し可能かつ気密に挿入されており、挿入プレートのいくつかが機械部材を担持している、成膜設備のための真空チャンバについて説明してきたが、この真空チャンバは、チャンバフレームが一体的な金属プレートから成形されてアームを備える少なくとも1つの底面を含んでおり、アームは底面との接続部の領域で曲げられており、それによりチャンバフレームのウェブを形成するようになっていることを特徴としている。
【0028】
チャンバにより包摂される容積部の表面は、少なくとも40%、特別に好ましくは少なくとも50%、挿入プレートによって区切られるのが好ましい。
【0029】
真空チャンバの1つの実施形態では、機能部材と挿入プレートはフランジ接合によって、好ましくは設けられる留め具によって、取外し可能に結合されている。留め具は挿入プレートにだけ設けられているのが特別に好ましい。
【0030】
本発明による真空チャンバの1つの実施形態では、少なくともいくつかの、好ましくはすべての機能部材と挿入プレートがフランジ接合によって機械的に取外し可能に結合されている。
【0031】
フレームによって形成される少なくとも2つ、好ましくはそれ以上の開口部が幾何学的に実質的に同じ形状を有しており、それによって少なくとも2つ、好ましくはそれ以上の挿入プレートを機械的な脱着によってそれぞれの位置に関して入れ替えることができると、チャンバの構造が特別にフレキシブルとなる。
【0032】
挿入プレートは必ずしも平坦なプレートでなくてよい。しかしながら平坦なプレートは、フレームとの結合領域では有利である。あるいは、挿入プレートをカップ形状(外側/内側が湾曲している)としてフランジ接合することもできる。
【0033】
フレームが実質的に1つの軸に関してn個の対称部分を有しており、nは2よりも大きい整数であり、挿入プレートがフレームの対称部分のうちの1つに呼応する仕方で挿入されていると、フレームが特別な安定性を得る。
【0034】
6個、8個、または10個の対称部分を有している態様が好ましい。
さらに真空チャンバを製造する方法が開示され、この方法では、金属プレートからフレームを製作するためにアームを備えている底面が切り出され、アームがプレートの平面から曲げられてフレームのウェブを形成するのに適するようにされ、次いで、場合によりフレームに比べて等級の低いカバープレートがウェブと結合され、フレームによって生じた穴の中へ、閉止された排気可能なスペースを共同で形成する挿入プレートおよび場合により1つまたは複数の扉が挿入される。このことは、図8に示す代替的な態様についても当てはまる。
【0035】
最後に、本発明によって具体化することができるいくつかの選択肢を挙げておく。
たとえば、挿入プレートを取り付けるために筐体フレームにねじ穴は不要である。筐体面を曲げることで、挿入プレートの領域における溶接継目を回避することができる。
【0036】
変形例として、たとえば挿入プレートのコンセプトを適用せず、ただし、上に説明したのと同じ留め具システムに基づいて、機能モジュールのために筐体面に切欠きが設けられていてよい。さらに、別のチャンバをたとえば留め具システムを介してネットワーク化することができる。このようにして設備プラットフォームを創出することができる。
【0037】
さらに、複数の機能(たとえば加熱、コーティング)をそれぞれの面ごとに具体化するために、挿入プレートを扉として構成することもできる。フレームの材料として考慮の対象になるのは特殊鋼だけではない。たとえばアルミニウム合金も使用することができ、このことは、材料費の削減や重量の削減につなげることができる。
曲げられた筐体の代替または追加として、安定性を確保し、簡素な筐体という利点を得るために、追加の補強リブ、たとえばブリッジの場合におけるような支持部を取り付けることができる。
【特許請求の範囲】
【請求項1】
機能部材がチャンバに配置されている成膜設備のための真空チャンバであって、前記チャンバはチャンバフレームを含んでおり、前記フレームには挿入プレートが機械的に取外し可能かつ気密に挿入されており、前記挿入プレートのいくつかは機能部材を担持している、そのような真空チャンバにおいて、前記チャンバフレームは一体的な金属プレートから成形されていてアームを備える少なくとも1つの底面を含んでおり、前記アームは前記底面と接合された領域で曲げられており、それによって前記アームが前記チャンバフレームのウェブを形成するようになっていることを特徴とする真空チャンバ。
【請求項2】
前記チャンバにより包摂される容積部の表面は少なくとも40%、好ましくは少なくとも50%、前記挿入プレートによって区切られていることを特徴とする、請求項1に記載の真空チャンバ。
【請求項3】
前記機能部材と前記挿入プレートはフランジ接合によって、好ましくは前記挿入プレートに設けられた留め具によって、取外し可能に結合されていることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項4】
前記フレームによって形成される少なくとも2つ、好ましくはそれ以上の開口部は幾何学的に実質的に同一の形状を有しており、それにより少なくとも2つ、好ましくはそれ以上の前記挿入プレートを機械的な脱着によってそれぞれの位置に関して入れ替えることができることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項5】
前記挿入プレートは少なくとも前記フレームとの結合領域において平坦なプレートであることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項6】
前記フレームは実質的に1つの軸に関してn個の対称部分を有しており、このときnは2よりも大きい整数であり、前記挿入プレートは前記フレームの前記対称部分のうちの1つに呼応する仕方で挿入されていることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項1】
機能部材がチャンバに配置されている成膜設備のための真空チャンバであって、前記チャンバはチャンバフレームを含んでおり、前記フレームには挿入プレートが機械的に取外し可能かつ気密に挿入されており、前記挿入プレートのいくつかは機能部材を担持している、そのような真空チャンバにおいて、前記チャンバフレームは一体的な金属プレートから成形されていてアームを備える少なくとも1つの底面を含んでおり、前記アームは前記底面と接合された領域で曲げられており、それによって前記アームが前記チャンバフレームのウェブを形成するようになっていることを特徴とする真空チャンバ。
【請求項2】
前記チャンバにより包摂される容積部の表面は少なくとも40%、好ましくは少なくとも50%、前記挿入プレートによって区切られていることを特徴とする、請求項1に記載の真空チャンバ。
【請求項3】
前記機能部材と前記挿入プレートはフランジ接合によって、好ましくは前記挿入プレートに設けられた留め具によって、取外し可能に結合されていることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項4】
前記フレームによって形成される少なくとも2つ、好ましくはそれ以上の開口部は幾何学的に実質的に同一の形状を有しており、それにより少なくとも2つ、好ましくはそれ以上の前記挿入プレートを機械的な脱着によってそれぞれの位置に関して入れ替えることができることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項5】
前記挿入プレートは少なくとも前記フレームとの結合領域において平坦なプレートであることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【請求項6】
前記フレームは実質的に1つの軸に関してn個の対称部分を有しており、このときnは2よりも大きい整数であり、前記挿入プレートは前記フレームの前記対称部分のうちの1つに呼応する仕方で挿入されていることを特徴とする、先行請求項のいずれか1項に記載の真空チャンバ。
【図1】

【図2】
【図3】
【図4a】
【図4b】
【図5a】
【図5b】

【図5c】
【図5d】
【図5e】
【図6a】
【図6b】
【図6c】
【図7】
【図8a】
【図8b】
【図9】
【図10】
【図2】
【図3】
【図4a】
【図4b】
【図5a】
【図5b】
【図5c】
【図5d】
【図5e】
【図6a】
【図6b】
【図6c】
【図7】
【図8a】
【図8b】
【図9】
【図10】
【公表番号】特表2011−505074(P2011−505074A)
【公表日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2010−535255(P2010−535255)
【出願日】平成20年11月1日(2008.11.1)
【国際出願番号】PCT/EP2008/009233
【国際公開番号】WO2009/068150
【国際公開日】平成21年6月4日(2009.6.4)
【出願人】(598051691)エリコン・トレーディング・アクチェンゲゼルシャフト,トリュープバッハ (44)
【氏名又は名称原語表記】Oerlikon Trading AG,Truebbach
【Fターム(参考)】
【公表日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成20年11月1日(2008.11.1)
【国際出願番号】PCT/EP2008/009233
【国際公開番号】WO2009/068150
【国際公開日】平成21年6月4日(2009.6.4)
【出願人】(598051691)エリコン・トレーディング・アクチェンゲゼルシャフト,トリュープバッハ (44)
【氏名又は名称原語表記】Oerlikon Trading AG,Truebbach
【Fターム(参考)】
[ Back to top ]