
扁平多葉断面ポリアミド繊維
【課題】吸水性と高強度を兼ね備え、ソフトでサラッとした風合い、優雅な光沢を有した編物を提供しうる異形断面ポリアミド繊維を提供する
【解決手段】単糸繊度が2.5dtex以下であり、単繊維の断面形状が六〜十葉の扁平多葉形であり、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さをa、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをb、該扁平多葉形のなす凹凸のうち少なくともひとつにおいて隣り合う凸部の頂点間を結ぶ線分Cの長さをc、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをdとするとき、下記式を満足するようにした
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
単糸断面バラツキ(CV%)が10%以下である異形断面ポリアミド繊維。
【解決手段】単糸繊度が2.5dtex以下であり、単繊維の断面形状が六〜十葉の扁平多葉形であり、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さをa、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをb、該扁平多葉形のなす凹凸のうち少なくともひとつにおいて隣り合う凸部の頂点間を結ぶ線分Cの長さをc、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをdとするとき、下記式を満足するようにした
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
単糸断面バラツキ(CV%)が10%以下である異形断面ポリアミド繊維。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は扁平多葉断面を有する異形断面ポリアミド繊維に関するものである。さらに詳しくは、吸水性を備えながらも高強度を有し、ソフトでサラッとした風合いと優雅な光沢を有した織編物を提供しうる異形断面ポリアミド繊維に関する。
【背景技術】
【0002】
合成繊維であるポリアミド繊維やポリエステル繊維は、機械的・化学的性質において優れた特性を有することから衣料用途や産業用途で広く利用されている。特に、ポリアミド繊維は、肌触り、光沢性において優れた特性を有することから一般衣料製品等の用途で広く使用されている。とりわけ、インナーウェアーについては、ポリアミド繊維の有するしなやかさ、表面のなめらかなタッチ、着用時のひんやり感等が好まれ多く用いられてきている。合成繊維製衣料製品においては風合いの良さや、吸水速乾性など機能付与に対するニーズが強く、異形断面繊維に関する技術の開示は多い。
【0003】
しかしながら、ポリアミド繊維はポリエステル繊維等に比較して、特殊断面形状を維持し、安定して紡糸することは困難であり、特に単糸繊度が小さい場合、満足できる特性を有するポリアミドの異形断面繊維は得られていなかった。
【0004】
一方、ポリエステル繊維ではあるが、特殊な形状の吐出孔を有した紡糸口金を用いることで、単繊維断面形状が全体として楕円状で8個の葉部を有することを特徴とした、ハリ・腰を備えながらもソフトでサラッとした風合いと、優雅な光沢を有するポリエステル繊維を得る技術が報告されている(特許文献1,2)。しかしながら、かかるポリエステル繊維によりある程度の風合い、光沢は得られるものの、強度や耐擦過性等の点において劣るので、それらの特性が高いことが強く要求される用途への展開は難しいものであった。また、特許文献1および2記載の技術を転用してポリアミドの異形断面繊維を製造しても、ポリアミド繊維は、ポリエステルに比べ異形断面形状の制御が格段に難しいので、上記特許文献に記載されたような吐出孔形状の紡糸口金を用いる技術のみでは所望の異形断面ポリアミド繊維の断面形状を維持し、安定して紡糸することは困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第2775995号明細書
【特許文献2】特開2005−350777号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、吸水速乾性と高強度を兼ね備え、ソフトでサラッとした風合いと光沢感を有した異形断面ポリアミド繊維およびその製造方法を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の異形断面ポリアミド繊維は、主として、次の構成を有する。すなわち、
(1)単糸繊度が2.5dtex以下であり、単繊維の断面形状が六〜十葉の扁平多葉形であり、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さをa、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをb、該扁平多葉形のなす凹凸のうち最も大きな凹凸で、隣り合う凸部の頂点間を結ぶ線分Cの長さをc、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをdとするとき、下記式を満足するようにした、単糸繊度バラツキ(CV%)が10%以下である異形断面ポリアミド繊維、
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
(2)速乾高吸水性を有しタフネスが30以上であることを特徴とする上記(1)記載の異形断面ポリアミド繊維、
(3)相対粘度が3.0以上のポリアミドを用いて溶融紡糸することを特徴とする、上記(1)または(2)記載の異形断面ポリアミド繊維
(4)相対粘度が3.0以上のポリアミドを複数のスリットからなる吐出孔から吐出線速度2.1m/min以上で吐出させ、異形断面口金を用いて溶融紡糸することを特徴とする上記(1)〜(3)のいずれか記載の異形断面ポリアミド繊維の製造方法
である。
【発明の効果】
【0008】
本発明の異形断面ポリアミド繊維は、単糸繊度が小さく、単糸繊維の断面形状が特定された異形度の扁平多葉断面糸であるために、吸水速乾性に優れ、ソフトでサラッとした風合いと優雅な光沢を有した織編物を提供することができる。
【図面の簡単な説明】
【0009】
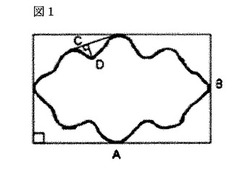
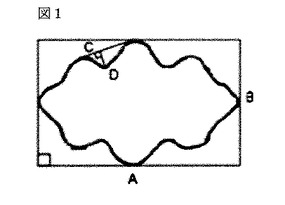
【図1】本発明の異形断面ポリアミド繊維の単糸繊維断面を例示する平面図である。
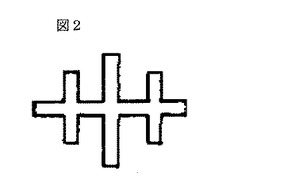
【図2】図1で示される単糸繊維断面を有する異形断面ポリアミド繊維を製造するための口金の吐出口形状である。
【発明を実施するための形態】
【0010】
本発明において、異形断面ポリアミド繊維の単糸繊度は生地を柔らかくし、衣料用素材として着用時の快適性を与えるという観点から、2.5dtex以下である。好ましくは、2.0dtex以下である。単糸繊度が細ければ細いほど生地は柔らかくなるが、強力も低下することから単糸繊度の下限を0.5dtex以上とすることが好ましい。
【0011】
本発明のポリアミド繊維の総繊度はインナーやスポーツ素材として用いる際の布帛の軽量性の観点から、60dtex以下が好ましく、56dtex以下がより好ましく、さらに50dtex以下が好ましく、特に好ましくは35dtex以下である。前記のポリアミド繊維の総繊度の下限は、編成に支障をきたさない範囲であれば特に限定はしないが、5dtex以上であることが好ましい。
【0012】
本発明のポリアミド繊維は扁平多葉断面に形成されていることによって適度の剛性を発揮し、布帛等に成形した際にヘタリ難く、優れたハリコシ感を有する。さらに、繊維表面に形成された多数の凹部は布帛等にしたときにサラッとした風合いにし、表面に肌が触れた際にサラサラした感触を与える。
【0013】
本発明の異形断面ポリアミド繊維は、単繊維の断面形状が六〜十葉の扁平多葉形であるが、特に、六〜八葉の扁平断面のものは、優雅な光沢を発現することができる。とりわけ、扁平八葉断面の場合は、高級感のある光沢を発現することができる。五葉以下の異形断面糸ではギラツキがあり人工的な光沢となりサラッとした風合いも発現しない。
【0014】
また、十葉を超えると剛性が低下しヘタリ感が生まれる。さらに、繊維断面の凹凸により優れた吸水性を発揮する。
【0015】
本発明のポリアミド繊維は、単繊維断面における扁平多葉断面形状が以下に説明する内容になっていなければならない。図1に単繊維断面の概形例を示すが、この単繊維断面形状が下式を満足する単繊維からなる。
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
【0016】
ここで、aは該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さである。bは、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをいう。cは該扁平多葉形のなす最も大きな凹凸で、隣り合う凸部の頂点間を結ぶ線分Cの長さをいう。dは該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをいう。
【0017】
本発明においては、糸条を構成する各単糸についてa/b、c/dを算出し、その平均値を扁平度、異形度とする。
【0018】
扁平度(a/b)が1.5未満であると、光沢感の向上効果が見られなくなり、また、2.2を越えるとハリコシ感が小さく、ヘタリやすくなる。また、製糸性の悪化や糸条の解舒性が悪化する。扁平度(a/b)は、より好ましくは1.6〜2.1であり、更に好ましくは1.6〜2.0にするのがよい。
【0019】
また、異形度(c/d)は該扁平多葉形において、葉と葉の間にある凹部の大きさを表しており、値が大きいと凹部が小さく値が小さいと凹部は大きいことを意味している。c/dが大きくなると凹部は浅く、吸水性が低下し、光沢、風合いの点からも光沢が低下しサラッとした感覚が不十分となる。したがって、c/dは8.0以下にする必要がある。一方、c/dがあまりにも小さいと繊維断面の凹部が折れ曲り易くなり、扁平形状を保つことが出来なくなり、それゆえに、光沢、および風合いが低下し、さらには、繊維を形成するポリアミドの異方性が高くなり強度も低下し良くない。さらには、高次工程での擦過、また、衣服の着用や洗濯などで凸部が摩滅し繊維断面が変化したりフィブリル化が起こりやすくなる。このことからc/dは1.0以上が必要である。c/dは前述の点から1.0〜8.0の範囲が好ましい。さらに、光沢と風合いの点から2〜7が好ましく、3〜6がより好ましい。
【0020】
ここでポリアミドとは、いわゆる炭化水素基が主鎖にアミド結合を介して連結されたポリマーであり、ポリカプロラクタム(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン6,10)、ポリテトラメチレンアジパミド(ナイロン4,6)、1,4−シクロヘキサンビス(メチルアミン)と線状脂肪族ジカルボン酸との縮合重合型ポリアミドなど、及び、これらの共重合体もしくはこれらの混合物が挙げられる。
【0021】
また、前記の異形断面ポリアミド繊維には、相対粘度が3.0以上のナイロン6を用いることが好ましい。繊維に用いるポリアミドの相対粘度を3.0以上にすることにより紡糸時に単糸の断面形状を形成し、扁平度および異形度を特定の範囲に制御し安定して得ることができる。なかでも3.3以上であることがより好ましい。上限としては曳糸性の観点から7.0以下であることが好ましい。上記相対粘度は後述する方法で測定される値である。
【0022】
本発明の異形断面ポリアミド繊維の単糸断面バラツキ(CV%)が10%以下であることが必要であり、好ましくは5%以下である。下限としては、0%が最も好ましいが、3%程度であれば、優れた性能を発揮する。かかる単糸断面バラツキ(CV%)は、後述の方法で測定して得られる値とする。
【0023】
本発明の異形断面ポリアミド繊維は、口金吐出孔形状が複雑であり単孔断面積が大きくなり、吐出線速度が低くなる関係上、単糸バラツキが大きくなる傾向にある。単糸繊度CV%を10%以下で太細斑なく安定して製糸するために、吐出線速度を2.1m/min以上にする。吐出線速度が2.1m/min未満であると単糸繊維に太細斑が発生するとともに製糸性が悪化し生産に耐えられない。また、吐出線速度の低下は長さ方向の太さ斑の悪化にも繋がる。本発明のポリアミド繊維を製造するには、吐出線速度は2.5m/min以上にすることがさらに好ましい。上限としては曳糸性の観点から20m/min以下であることが好ましい。
【0024】
本発明の異形断面ポリアミド繊維は上記した高粘度のポリアミドを複数のスリットからなる吐出孔より溶融紡糸することで製造することができる。溶融紡糸における、溶融温度は紡糸可能であれば特に限定されず、通常のポリアミドの溶融紡糸温度と同程度でもよい。
【0025】
溶融紡糸された糸条は、通常の溶融紡糸と同様、給油した後に第一ゴデットローラーにて1500〜4000m/min程度で引き取り、次の第二ゴデットローラーにて1.0〜3.0倍程度の延伸を行った後で、3000m/min以上、好ましくは3500〜4500m/minで巻き取る。この際、第一ゴデットローラーと第二ゴデットローラーとの間の延伸倍率や、巻取り速度(ワインダー速度)を適切に設計することにより、狙いとするマルチフィラメントの強伸度を得ることが可能となる。また、第二ゴデットローラーを加熱ローラーとして熱処理を施すことでマルチフィラメントの熱収縮を設計することが好ましい。各ゴデットローラーはネルソンローラー、駆動ローラーに従動型のセパレートローラーがついたもの、片掛けローラーのいずれであってもよい。熱処理温度は120〜180℃であることが好ましい。
【0026】
さらには、異形断面糸は、一般に繊維を形成するポリマーの異方性が高いことから、タフネスが低下する傾向にあり、用途や加工方法が限定される。高次加工性の面からタフネスが30以上が好ましく、さらに好ましくは34以上である。
【0027】
また、本発明の異形断面ポリアミド繊維の好ましい伸度は、高次加工の観点から40〜48%が好ましく、強度としては、4.5cN/dtex以上が好ましく、より好ましくは、5.0cN/dtex以上である。
【実施例】
【0028】
以下実施例により本発明をさらに詳細に説明する。実施例中の各測定値は次の方法に従った。
【0029】
A.相対粘度
試料を秤量した後、濃硫酸(98.0%)に溶解する。その0.5重量%溶液をオストワルド粘度計にて25℃で測定する。
【0030】
B.ポリアミド繊維の断面形状
繊維の断面写真(倍率:400倍)から、全単糸について下記方法に従い扁平度および異形度を算出し、その平均値を糸条の扁平度および異形度とした。該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分A、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B、該扁平多葉形のなす最も大きな凹凸において隣り合う凸部の頂点間を結ぶ線分C、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線D、それぞれの長さを測定し、次式より算出した。
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0。
【0031】
C.単糸繊度CV%
繊維の断面写真(倍率:400倍)から、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さaを全単糸について測定し、そのCV%を下式により算出し評価した。
CV%=(標準偏差)/(平均値)×100
標準偏差=(1/n(Σa2−(Σa)2/n))1/2
平均値=1/n(Σa)
nは単糸数
【0032】
D.強度、伸度、タフネス
強度、伸度は、JIS L1013−1999 4.20 引張強さ及び伸び率に準じて測定を行った。試験条件としては、試験機の種類としては定速緊張形、つかみ間隔50cmにて行った。
【0033】
タフネスは、下記式にて求めた。
タフネス={強度(cN/dtex)}×{伸度(%)}1/2。
【0034】
E.吐出線速度
吐出線速度は、下記式にて求めた。
吐出線速度(m/min)={吐出量(g/min)}÷{単孔断面積(mm2)×口金ホール数(個)×ポリマー密度(g/cm3)}
ポリマー密度:0.98(g/cm3)。
【0035】
F.吸水性
筒編み地(42threads/25.4mm)を作製し、大きさ25mm×200mmの試験片を切取り、試験片の下端が水平に20mmの深さまで水に浸漬するように調整し、10分間経過後の吸水高さ(mm)を測定した。各々測定回数5回の平均値をもって吸水性(mm)とした。
【0036】
G.速乾性
筒編み地(42threads/25.4mm)から100mm×100mmの試験片を切取り、その大きさを固定させる。20℃×65%RH下の雰囲気で、試験片に0.1gの水を滴下し、0分後、20分後の質量を測定し、下式にて水分の残存率(%)を求め、その値(%)をもって速乾性とした。値が小さいほど水分の残存がなく、乾いていることを示す。各々測定回数5回の平均値をもって速乾性(%)とした。
残留水分率(%)=20分後の水分量(g)/滴下直後の水分量(g)×100。
【0037】
H.風合い評価
作製した筒編地(42threads/25.4mm)を熟練技術者(5人)の触感により官能評価を以下の基準で実施した。すなわち、官能評価において、膨らみ感がありふんわりとした柔らかさを十分感じられるものを「非常に優れる」とし、膨らみ感が無く固さやヘタリの感じられるものを「劣る」として、5:非常に優れる、4:優れる、3:どちらでもない、2:やや劣る、1:劣るの5段階の基準で風合い評価を行った。各技術者の評価した点数の平均値をとり、平均値が4〜5を◎、3〜4を○、2〜3を△、1〜2を×とした。
【0038】
I.光沢感
作製した筒編地(42threads/25.4mm)を型板に入れて蛍光灯の光の下で、熟練技術者5名による目視により以下の基準で行った。すわなち、きめ細やかでやわらかく自然な光沢が感じ取れるものを「非常に優れる」とし、光沢感はあるがギラギラして人工的な光沢を感じるものを「やや劣る」、光沢感が感じ取れないものを「劣る」として、5:非常に優れる、4:優れる、3:どちらでもない、2:やや劣る、1:劣る、の5段階の基準で風合い評価を行った。各技術者の評価した点数の平均値をとり、平均値が4〜5を◎、3〜4を○、2〜3を△、1〜2を×とした。
【0039】
J.繊度
1m/周の検尺器に繊維をセットし、100回転させて、100ターンのループ状かせを作成する。試料を25℃RH55%の環境下、無荷重の状態で24時間放置して調湿した。その後同環境下にて、ループ状かせの重量を測定して得られた値を100倍することにより繊維の繊度を算出した。
【0040】
[実施例1]
相対粘度3.3のナイロン6を使用し、紡糸温度275℃で図2に示す口金吐出孔を34個有する紡糸口金から溶融吐出させた(吐出量:11.49g/min、単孔断面積:0.1277mm2、吐出線速度:2.6m/min)。溶融吐出させた後、冷却し、給油、交絡した後に2800m/minのゴデローラーで引き取り、続いて1.4倍に延伸した後に155℃で熱固定し、巻取速度3500m/minで33detx34filのナイロン扁平八葉断面繊維を得た。
【0041】
次に、得られたポリアミド繊維の断面写真から扁平度および異形度と単糸断面バラツキ(CV)%を算出した。また、得られたポリアミド繊維の原糸物性を測定した。
【0042】
[実施例2]
実施例1と同様の紡糸条件において、口金吐出孔を26個有する紡糸口金から溶融吐出させ(吐出量:11.49g/min、単孔断面積:0.1989mm2、吐出線速度:2.3m/min)、33detx26filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0043】
[実施例3]
実施例1と同様の紡糸条件において、口金吐出孔を24個有する紡糸口金から溶融吐出させ(吐出量:14.97g/min、単孔断面積:0.1989mm2、吐出線速度:3.1m/min)、44detx24filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0044】
[実施例4]
相対粘度3.8のナイロン6を使用し、紡糸温度280℃において、口金吐出孔を24個有する紡糸口金から溶融吐出させ(吐出量:14.97g/min、単孔断面積:0.1989mm2、吐出線速度:3.1m/min)、44detx24filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0045】
[実施例5]
実施例1と同様の紡糸を行い、単孔断面積の異なる紡糸口金(単孔断面積:0.1989mm2)を使用し、吐出量を変更し(吐出量:19.85g/min、吐出線速度:2.9m/min)57dtex34filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0046】
[比較例1]
相対粘度2.8のナイロン6を使用した以外は実施例2と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0047】
[比較例2]
相対粘度2.8のナイロン6を使用し円形の口金吐出孔を24個有する紡糸口金から溶融吐出させた(吐出量:14.97g/min、単孔断面積:0.049mm2、吐出線速度:12.7m/min)以外は実施例3と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0048】
[比較例3]
相対粘度3.3のナイロン6を使用しY形の口金吐出孔を24個有する紡糸口金から溶融吐出させた(吐出量:14.97g/min、単孔断面積:0.2273mm2、吐出線速度:2.7m/min)以外は実施例3と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0049】
[比較例4]
極限粘度(IV)0.66(極限粘度はo−クロロフェノール中で25℃で測定)のポリエチレンテレフタレートを使用し、図2に示す口金吐出孔を36個有する紡糸口金を用いて溶融紡糸し(吐出量:14.67g/min、単孔断面積:0.1989mm2、吐出線速度:2.0m/min)、紡糸速度2620m/minで引き取った後、1.72倍で延伸して得られた繊維を実施例1と同様に評価した。
【0050】
[比較例5]
図2に示す吐出孔形状を有し、吐出量:11.49g/min、単孔断面積が0.1989 mm2の口金を使用し、吐出線速度を1.7m/minとした以外は実施例1と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0051】
[比較例6]
総繊度を24dtexとし、吐出量:8.68g/min、吐出線速度を2.0m/minとした以外は実施例1と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0052】
[比較例7]
総繊度を23dtexとし、吐出量:8.27g/min、吐出線速度を1.6m/minとした以外は実施例2と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0053】
実施例1〜4および比較例1〜3でポリアミド繊維を製造した際の扁平度および異形度、タフネス、吸水性、速乾性、風合い、光沢感について評価した結果を表1に示した。
【0054】
【表1】

【0055】
表1の結果から明らかなように本発明の実施例による原糸は、繊維断面形状が扁平多葉形であり繊維間空隙が生じることにより吸水性に優れた特性を有するとともに、繊維の表面積が大きいために拡散性に優れ速乾性を発現する。また、繊維概形を扁平形に保つことで高タフネスを兼ね備えていることがわかる。その優れたタフネスを有することから、例えば、インナーやスポーツウェアなど多様な用途の高次加工性に優れ、十分な強度を有した薄地織編物を提供することが可能となる。さらには、繊維概形が扁平形であり多数の葉部を有することから、ふくらみ感と柔らかな感触があり、きめ細やかで自然な光沢が感じられ、風合い・光沢感においても優れた特性を有している。
【0056】
比較例1の扁平八葉断面糸は単糸断面の凹凸が小さく繊維間の空隙が狭くなるために吸水性に劣る結果となった。また、風合い、光沢感についても十分なものではなかった。
【0057】
比較例3のY字型フィラメントを使用したものは、ポリマーの異方性が高いために著しく強度低下が生じる。また、単糸間の空隙が大きいため、空隙部分に水が保持され乾燥性に劣っていた。風合いにおいては、非常にドライな風合いとなり柔らかさを全く感じることができなかった。また、光沢についてはギラツキのあるものであった。
【0058】
比較例4の扁平八葉断面糸を有したポリエステル繊維は、タフネス、吸水性は不十分であり、風合いについても柔らかさに劣る。
【0059】
実施例1〜5と比較例4〜7でポリアミド繊維を製造した際の吐出線速度と断面バラツキ(CV%)について評価した結果を表2に示した。
【0060】
【表2】
【0061】
表2の結果から明らかなように、本発明によると、総繊度・単糸繊度ともに小さく、単糸繊維の断面形状が特定された異形度の扁平多葉断面糸である、断面バラツキ(CV%)が10%以下の異形断面ポリアミド繊維は吐出線速度を適正化することで安定して得ることができる。
【産業上の利用可能性】
【0062】
本発明のポリアミド繊維は、吸水性と高強度を備え、ソフトでサラッとした風合い、優雅な光沢を有した編物を提供しうる異形断面ポリアミド繊維である。そのため、インナーやスポーツ素材として好適であるが、その応用範囲は、これらに限られるものではない。
【技術分野】
【0001】
本発明は扁平多葉断面を有する異形断面ポリアミド繊維に関するものである。さらに詳しくは、吸水性を備えながらも高強度を有し、ソフトでサラッとした風合いと優雅な光沢を有した織編物を提供しうる異形断面ポリアミド繊維に関する。
【背景技術】
【0002】
合成繊維であるポリアミド繊維やポリエステル繊維は、機械的・化学的性質において優れた特性を有することから衣料用途や産業用途で広く利用されている。特に、ポリアミド繊維は、肌触り、光沢性において優れた特性を有することから一般衣料製品等の用途で広く使用されている。とりわけ、インナーウェアーについては、ポリアミド繊維の有するしなやかさ、表面のなめらかなタッチ、着用時のひんやり感等が好まれ多く用いられてきている。合成繊維製衣料製品においては風合いの良さや、吸水速乾性など機能付与に対するニーズが強く、異形断面繊維に関する技術の開示は多い。
【0003】
しかしながら、ポリアミド繊維はポリエステル繊維等に比較して、特殊断面形状を維持し、安定して紡糸することは困難であり、特に単糸繊度が小さい場合、満足できる特性を有するポリアミドの異形断面繊維は得られていなかった。
【0004】
一方、ポリエステル繊維ではあるが、特殊な形状の吐出孔を有した紡糸口金を用いることで、単繊維断面形状が全体として楕円状で8個の葉部を有することを特徴とした、ハリ・腰を備えながらもソフトでサラッとした風合いと、優雅な光沢を有するポリエステル繊維を得る技術が報告されている(特許文献1,2)。しかしながら、かかるポリエステル繊維によりある程度の風合い、光沢は得られるものの、強度や耐擦過性等の点において劣るので、それらの特性が高いことが強く要求される用途への展開は難しいものであった。また、特許文献1および2記載の技術を転用してポリアミドの異形断面繊維を製造しても、ポリアミド繊維は、ポリエステルに比べ異形断面形状の制御が格段に難しいので、上記特許文献に記載されたような吐出孔形状の紡糸口金を用いる技術のみでは所望の異形断面ポリアミド繊維の断面形状を維持し、安定して紡糸することは困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第2775995号明細書
【特許文献2】特開2005−350777号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、吸水速乾性と高強度を兼ね備え、ソフトでサラッとした風合いと光沢感を有した異形断面ポリアミド繊維およびその製造方法を提供することを主な目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明の異形断面ポリアミド繊維は、主として、次の構成を有する。すなわち、
(1)単糸繊度が2.5dtex以下であり、単繊維の断面形状が六〜十葉の扁平多葉形であり、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さをa、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをb、該扁平多葉形のなす凹凸のうち最も大きな凹凸で、隣り合う凸部の頂点間を結ぶ線分Cの長さをc、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをdとするとき、下記式を満足するようにした、単糸繊度バラツキ(CV%)が10%以下である異形断面ポリアミド繊維、
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
(2)速乾高吸水性を有しタフネスが30以上であることを特徴とする上記(1)記載の異形断面ポリアミド繊維、
(3)相対粘度が3.0以上のポリアミドを用いて溶融紡糸することを特徴とする、上記(1)または(2)記載の異形断面ポリアミド繊維
(4)相対粘度が3.0以上のポリアミドを複数のスリットからなる吐出孔から吐出線速度2.1m/min以上で吐出させ、異形断面口金を用いて溶融紡糸することを特徴とする上記(1)〜(3)のいずれか記載の異形断面ポリアミド繊維の製造方法
である。
【発明の効果】
【0008】
本発明の異形断面ポリアミド繊維は、単糸繊度が小さく、単糸繊維の断面形状が特定された異形度の扁平多葉断面糸であるために、吸水速乾性に優れ、ソフトでサラッとした風合いと優雅な光沢を有した織編物を提供することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の異形断面ポリアミド繊維の単糸繊維断面を例示する平面図である。
【図2】図1で示される単糸繊維断面を有する異形断面ポリアミド繊維を製造するための口金の吐出口形状である。
【発明を実施するための形態】
【0010】
本発明において、異形断面ポリアミド繊維の単糸繊度は生地を柔らかくし、衣料用素材として着用時の快適性を与えるという観点から、2.5dtex以下である。好ましくは、2.0dtex以下である。単糸繊度が細ければ細いほど生地は柔らかくなるが、強力も低下することから単糸繊度の下限を0.5dtex以上とすることが好ましい。
【0011】
本発明のポリアミド繊維の総繊度はインナーやスポーツ素材として用いる際の布帛の軽量性の観点から、60dtex以下が好ましく、56dtex以下がより好ましく、さらに50dtex以下が好ましく、特に好ましくは35dtex以下である。前記のポリアミド繊維の総繊度の下限は、編成に支障をきたさない範囲であれば特に限定はしないが、5dtex以上であることが好ましい。
【0012】
本発明のポリアミド繊維は扁平多葉断面に形成されていることによって適度の剛性を発揮し、布帛等に成形した際にヘタリ難く、優れたハリコシ感を有する。さらに、繊維表面に形成された多数の凹部は布帛等にしたときにサラッとした風合いにし、表面に肌が触れた際にサラサラした感触を与える。
【0013】
本発明の異形断面ポリアミド繊維は、単繊維の断面形状が六〜十葉の扁平多葉形であるが、特に、六〜八葉の扁平断面のものは、優雅な光沢を発現することができる。とりわけ、扁平八葉断面の場合は、高級感のある光沢を発現することができる。五葉以下の異形断面糸ではギラツキがあり人工的な光沢となりサラッとした風合いも発現しない。
【0014】
また、十葉を超えると剛性が低下しヘタリ感が生まれる。さらに、繊維断面の凹凸により優れた吸水性を発揮する。
【0015】
本発明のポリアミド繊維は、単繊維断面における扁平多葉断面形状が以下に説明する内容になっていなければならない。図1に単繊維断面の概形例を示すが、この単繊維断面形状が下式を満足する単繊維からなる。
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
【0016】
ここで、aは該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さである。bは、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをいう。cは該扁平多葉形のなす最も大きな凹凸で、隣り合う凸部の頂点間を結ぶ線分Cの長さをいう。dは該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをいう。
【0017】
本発明においては、糸条を構成する各単糸についてa/b、c/dを算出し、その平均値を扁平度、異形度とする。
【0018】
扁平度(a/b)が1.5未満であると、光沢感の向上効果が見られなくなり、また、2.2を越えるとハリコシ感が小さく、ヘタリやすくなる。また、製糸性の悪化や糸条の解舒性が悪化する。扁平度(a/b)は、より好ましくは1.6〜2.1であり、更に好ましくは1.6〜2.0にするのがよい。
【0019】
また、異形度(c/d)は該扁平多葉形において、葉と葉の間にある凹部の大きさを表しており、値が大きいと凹部が小さく値が小さいと凹部は大きいことを意味している。c/dが大きくなると凹部は浅く、吸水性が低下し、光沢、風合いの点からも光沢が低下しサラッとした感覚が不十分となる。したがって、c/dは8.0以下にする必要がある。一方、c/dがあまりにも小さいと繊維断面の凹部が折れ曲り易くなり、扁平形状を保つことが出来なくなり、それゆえに、光沢、および風合いが低下し、さらには、繊維を形成するポリアミドの異方性が高くなり強度も低下し良くない。さらには、高次工程での擦過、また、衣服の着用や洗濯などで凸部が摩滅し繊維断面が変化したりフィブリル化が起こりやすくなる。このことからc/dは1.0以上が必要である。c/dは前述の点から1.0〜8.0の範囲が好ましい。さらに、光沢と風合いの点から2〜7が好ましく、3〜6がより好ましい。
【0020】
ここでポリアミドとは、いわゆる炭化水素基が主鎖にアミド結合を介して連結されたポリマーであり、ポリカプロラクタム(ナイロン6)、ポリヘキサメチレンアジパミド(ナイロン66)、ポリヘキサメチレンセバカミド(ナイロン6,10)、ポリテトラメチレンアジパミド(ナイロン4,6)、1,4−シクロヘキサンビス(メチルアミン)と線状脂肪族ジカルボン酸との縮合重合型ポリアミドなど、及び、これらの共重合体もしくはこれらの混合物が挙げられる。
【0021】
また、前記の異形断面ポリアミド繊維には、相対粘度が3.0以上のナイロン6を用いることが好ましい。繊維に用いるポリアミドの相対粘度を3.0以上にすることにより紡糸時に単糸の断面形状を形成し、扁平度および異形度を特定の範囲に制御し安定して得ることができる。なかでも3.3以上であることがより好ましい。上限としては曳糸性の観点から7.0以下であることが好ましい。上記相対粘度は後述する方法で測定される値である。
【0022】
本発明の異形断面ポリアミド繊維の単糸断面バラツキ(CV%)が10%以下であることが必要であり、好ましくは5%以下である。下限としては、0%が最も好ましいが、3%程度であれば、優れた性能を発揮する。かかる単糸断面バラツキ(CV%)は、後述の方法で測定して得られる値とする。
【0023】
本発明の異形断面ポリアミド繊維は、口金吐出孔形状が複雑であり単孔断面積が大きくなり、吐出線速度が低くなる関係上、単糸バラツキが大きくなる傾向にある。単糸繊度CV%を10%以下で太細斑なく安定して製糸するために、吐出線速度を2.1m/min以上にする。吐出線速度が2.1m/min未満であると単糸繊維に太細斑が発生するとともに製糸性が悪化し生産に耐えられない。また、吐出線速度の低下は長さ方向の太さ斑の悪化にも繋がる。本発明のポリアミド繊維を製造するには、吐出線速度は2.5m/min以上にすることがさらに好ましい。上限としては曳糸性の観点から20m/min以下であることが好ましい。
【0024】
本発明の異形断面ポリアミド繊維は上記した高粘度のポリアミドを複数のスリットからなる吐出孔より溶融紡糸することで製造することができる。溶融紡糸における、溶融温度は紡糸可能であれば特に限定されず、通常のポリアミドの溶融紡糸温度と同程度でもよい。
【0025】
溶融紡糸された糸条は、通常の溶融紡糸と同様、給油した後に第一ゴデットローラーにて1500〜4000m/min程度で引き取り、次の第二ゴデットローラーにて1.0〜3.0倍程度の延伸を行った後で、3000m/min以上、好ましくは3500〜4500m/minで巻き取る。この際、第一ゴデットローラーと第二ゴデットローラーとの間の延伸倍率や、巻取り速度(ワインダー速度)を適切に設計することにより、狙いとするマルチフィラメントの強伸度を得ることが可能となる。また、第二ゴデットローラーを加熱ローラーとして熱処理を施すことでマルチフィラメントの熱収縮を設計することが好ましい。各ゴデットローラーはネルソンローラー、駆動ローラーに従動型のセパレートローラーがついたもの、片掛けローラーのいずれであってもよい。熱処理温度は120〜180℃であることが好ましい。
【0026】
さらには、異形断面糸は、一般に繊維を形成するポリマーの異方性が高いことから、タフネスが低下する傾向にあり、用途や加工方法が限定される。高次加工性の面からタフネスが30以上が好ましく、さらに好ましくは34以上である。
【0027】
また、本発明の異形断面ポリアミド繊維の好ましい伸度は、高次加工の観点から40〜48%が好ましく、強度としては、4.5cN/dtex以上が好ましく、より好ましくは、5.0cN/dtex以上である。
【実施例】
【0028】
以下実施例により本発明をさらに詳細に説明する。実施例中の各測定値は次の方法に従った。
【0029】
A.相対粘度
試料を秤量した後、濃硫酸(98.0%)に溶解する。その0.5重量%溶液をオストワルド粘度計にて25℃で測定する。
【0030】
B.ポリアミド繊維の断面形状
繊維の断面写真(倍率:400倍)から、全単糸について下記方法に従い扁平度および異形度を算出し、その平均値を糸条の扁平度および異形度とした。該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分A、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B、該扁平多葉形のなす最も大きな凹凸において隣り合う凸部の頂点間を結ぶ線分C、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線D、それぞれの長さを測定し、次式より算出した。
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0。
【0031】
C.単糸繊度CV%
繊維の断面写真(倍率:400倍)から、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さaを全単糸について測定し、そのCV%を下式により算出し評価した。
CV%=(標準偏差)/(平均値)×100
標準偏差=(1/n(Σa2−(Σa)2/n))1/2
平均値=1/n(Σa)
nは単糸数
【0032】
D.強度、伸度、タフネス
強度、伸度は、JIS L1013−1999 4.20 引張強さ及び伸び率に準じて測定を行った。試験条件としては、試験機の種類としては定速緊張形、つかみ間隔50cmにて行った。
【0033】
タフネスは、下記式にて求めた。
タフネス={強度(cN/dtex)}×{伸度(%)}1/2。
【0034】
E.吐出線速度
吐出線速度は、下記式にて求めた。
吐出線速度(m/min)={吐出量(g/min)}÷{単孔断面積(mm2)×口金ホール数(個)×ポリマー密度(g/cm3)}
ポリマー密度:0.98(g/cm3)。
【0035】
F.吸水性
筒編み地(42threads/25.4mm)を作製し、大きさ25mm×200mmの試験片を切取り、試験片の下端が水平に20mmの深さまで水に浸漬するように調整し、10分間経過後の吸水高さ(mm)を測定した。各々測定回数5回の平均値をもって吸水性(mm)とした。
【0036】
G.速乾性
筒編み地(42threads/25.4mm)から100mm×100mmの試験片を切取り、その大きさを固定させる。20℃×65%RH下の雰囲気で、試験片に0.1gの水を滴下し、0分後、20分後の質量を測定し、下式にて水分の残存率(%)を求め、その値(%)をもって速乾性とした。値が小さいほど水分の残存がなく、乾いていることを示す。各々測定回数5回の平均値をもって速乾性(%)とした。
残留水分率(%)=20分後の水分量(g)/滴下直後の水分量(g)×100。
【0037】
H.風合い評価
作製した筒編地(42threads/25.4mm)を熟練技術者(5人)の触感により官能評価を以下の基準で実施した。すなわち、官能評価において、膨らみ感がありふんわりとした柔らかさを十分感じられるものを「非常に優れる」とし、膨らみ感が無く固さやヘタリの感じられるものを「劣る」として、5:非常に優れる、4:優れる、3:どちらでもない、2:やや劣る、1:劣るの5段階の基準で風合い評価を行った。各技術者の評価した点数の平均値をとり、平均値が4〜5を◎、3〜4を○、2〜3を△、1〜2を×とした。
【0038】
I.光沢感
作製した筒編地(42threads/25.4mm)を型板に入れて蛍光灯の光の下で、熟練技術者5名による目視により以下の基準で行った。すわなち、きめ細やかでやわらかく自然な光沢が感じ取れるものを「非常に優れる」とし、光沢感はあるがギラギラして人工的な光沢を感じるものを「やや劣る」、光沢感が感じ取れないものを「劣る」として、5:非常に優れる、4:優れる、3:どちらでもない、2:やや劣る、1:劣る、の5段階の基準で風合い評価を行った。各技術者の評価した点数の平均値をとり、平均値が4〜5を◎、3〜4を○、2〜3を△、1〜2を×とした。
【0039】
J.繊度
1m/周の検尺器に繊維をセットし、100回転させて、100ターンのループ状かせを作成する。試料を25℃RH55%の環境下、無荷重の状態で24時間放置して調湿した。その後同環境下にて、ループ状かせの重量を測定して得られた値を100倍することにより繊維の繊度を算出した。
【0040】
[実施例1]
相対粘度3.3のナイロン6を使用し、紡糸温度275℃で図2に示す口金吐出孔を34個有する紡糸口金から溶融吐出させた(吐出量:11.49g/min、単孔断面積:0.1277mm2、吐出線速度:2.6m/min)。溶融吐出させた後、冷却し、給油、交絡した後に2800m/minのゴデローラーで引き取り、続いて1.4倍に延伸した後に155℃で熱固定し、巻取速度3500m/minで33detx34filのナイロン扁平八葉断面繊維を得た。
【0041】
次に、得られたポリアミド繊維の断面写真から扁平度および異形度と単糸断面バラツキ(CV)%を算出した。また、得られたポリアミド繊維の原糸物性を測定した。
【0042】
[実施例2]
実施例1と同様の紡糸条件において、口金吐出孔を26個有する紡糸口金から溶融吐出させ(吐出量:11.49g/min、単孔断面積:0.1989mm2、吐出線速度:2.3m/min)、33detx26filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0043】
[実施例3]
実施例1と同様の紡糸条件において、口金吐出孔を24個有する紡糸口金から溶融吐出させ(吐出量:14.97g/min、単孔断面積:0.1989mm2、吐出線速度:3.1m/min)、44detx24filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0044】
[実施例4]
相対粘度3.8のナイロン6を使用し、紡糸温度280℃において、口金吐出孔を24個有する紡糸口金から溶融吐出させ(吐出量:14.97g/min、単孔断面積:0.1989mm2、吐出線速度:3.1m/min)、44detx24filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0045】
[実施例5]
実施例1と同様の紡糸を行い、単孔断面積の異なる紡糸口金(単孔断面積:0.1989mm2)を使用し、吐出量を変更し(吐出量:19.85g/min、吐出線速度:2.9m/min)57dtex34filのナイロン扁平八葉断面繊維を得た。また、同様に得られたポリアミド繊維の断面写真から各値を算出した。
【0046】
[比較例1]
相対粘度2.8のナイロン6を使用した以外は実施例2と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0047】
[比較例2]
相対粘度2.8のナイロン6を使用し円形の口金吐出孔を24個有する紡糸口金から溶融吐出させた(吐出量:14.97g/min、単孔断面積:0.049mm2、吐出線速度:12.7m/min)以外は実施例3と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0048】
[比較例3]
相対粘度3.3のナイロン6を使用しY形の口金吐出孔を24個有する紡糸口金から溶融吐出させた(吐出量:14.97g/min、単孔断面積:0.2273mm2、吐出線速度:2.7m/min)以外は実施例3と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0049】
[比較例4]
極限粘度(IV)0.66(極限粘度はo−クロロフェノール中で25℃で測定)のポリエチレンテレフタレートを使用し、図2に示す口金吐出孔を36個有する紡糸口金を用いて溶融紡糸し(吐出量:14.67g/min、単孔断面積:0.1989mm2、吐出線速度:2.0m/min)、紡糸速度2620m/minで引き取った後、1.72倍で延伸して得られた繊維を実施例1と同様に評価した。
【0050】
[比較例5]
図2に示す吐出孔形状を有し、吐出量:11.49g/min、単孔断面積が0.1989 mm2の口金を使用し、吐出線速度を1.7m/minとした以外は実施例1と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0051】
[比較例6]
総繊度を24dtexとし、吐出量:8.68g/min、吐出線速度を2.0m/minとした以外は実施例1と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0052】
[比較例7]
総繊度を23dtexとし、吐出量:8.27g/min、吐出線速度を1.6m/minとした以外は実施例2と同様に紡糸を行い、つづいて得られたポリアミド繊維を実施例1と同様に評価した。
【0053】
実施例1〜4および比較例1〜3でポリアミド繊維を製造した際の扁平度および異形度、タフネス、吸水性、速乾性、風合い、光沢感について評価した結果を表1に示した。
【0054】
【表1】
【0055】
表1の結果から明らかなように本発明の実施例による原糸は、繊維断面形状が扁平多葉形であり繊維間空隙が生じることにより吸水性に優れた特性を有するとともに、繊維の表面積が大きいために拡散性に優れ速乾性を発現する。また、繊維概形を扁平形に保つことで高タフネスを兼ね備えていることがわかる。その優れたタフネスを有することから、例えば、インナーやスポーツウェアなど多様な用途の高次加工性に優れ、十分な強度を有した薄地織編物を提供することが可能となる。さらには、繊維概形が扁平形であり多数の葉部を有することから、ふくらみ感と柔らかな感触があり、きめ細やかで自然な光沢が感じられ、風合い・光沢感においても優れた特性を有している。
【0056】
比較例1の扁平八葉断面糸は単糸断面の凹凸が小さく繊維間の空隙が狭くなるために吸水性に劣る結果となった。また、風合い、光沢感についても十分なものではなかった。
【0057】
比較例3のY字型フィラメントを使用したものは、ポリマーの異方性が高いために著しく強度低下が生じる。また、単糸間の空隙が大きいため、空隙部分に水が保持され乾燥性に劣っていた。風合いにおいては、非常にドライな風合いとなり柔らかさを全く感じることができなかった。また、光沢についてはギラツキのあるものであった。
【0058】
比較例4の扁平八葉断面糸を有したポリエステル繊維は、タフネス、吸水性は不十分であり、風合いについても柔らかさに劣る。
【0059】
実施例1〜5と比較例4〜7でポリアミド繊維を製造した際の吐出線速度と断面バラツキ(CV%)について評価した結果を表2に示した。
【0060】
【表2】
【0061】
表2の結果から明らかなように、本発明によると、総繊度・単糸繊度ともに小さく、単糸繊維の断面形状が特定された異形度の扁平多葉断面糸である、断面バラツキ(CV%)が10%以下の異形断面ポリアミド繊維は吐出線速度を適正化することで安定して得ることができる。
【産業上の利用可能性】
【0062】
本発明のポリアミド繊維は、吸水性と高強度を備え、ソフトでサラッとした風合い、優雅な光沢を有した編物を提供しうる異形断面ポリアミド繊維である。そのため、インナーやスポーツ素材として好適であるが、その応用範囲は、これらに限られるものではない。
【特許請求の範囲】
【請求項1】
単糸繊度が2.5dtex以下であり、単繊維の断面形状が六〜十葉の扁平多葉形であり、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さをa、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをb、該扁平多葉形のなす最も大きな凹凸において隣り合う凸部の頂点間を結ぶ線分Cの長さをc、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをdとするとき、下記式を満足するようにした、単糸断面バラツキ(CV%)が10%以下である異形断面ポリアミド繊維。
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
【請求項2】
前記の異形断面繊維は、前記の異形断面繊維は、速乾高吸水性を有しタフネスが30以上であることを特徴とする請求項1記載の異形断面ポリアミド繊維。
【請求項3】
前記の異形断面繊維は、相対粘度が3.0以上のポリアミドを用いて溶融紡糸してなることを特徴とする請求項1または2記載の異形断面ポリアミド繊維。
【請求項4】
相対粘度が3.0以上のポリアミドを複数のスリットからなる吐出孔から吐出線速度2.1m/min以上で吐出させ、異形断面口金を用いて溶融紡糸することを特徴とする請求項1〜3のいずれか記載の異形断面ポリアミド繊維製造方法。
【請求項5】
請求項1〜3のいずれかに記載の異形断面ポリアミド繊維を少なくとも一部に用いていることを特徴とする織編物。
【請求項1】
単糸繊度が2.5dtex以下であり、単繊維の断面形状が六〜十葉の扁平多葉形であり、該扁平多葉形の凸部頂点のうち任意の2点を結ぶ最長の線分Aの長さをa、該線分Aに平行な線分とそれに対し直角な線分Bをその辺に含む外接四角形(隣合う辺で構成される角の角度は90°)の線分B長さをb、該扁平多葉形のなす最も大きな凹凸において隣り合う凸部の頂点間を結ぶ線分Cの長さをc、該凸部に挟まれた凹部の底点から凸部の頂点間を結ぶ線分Cに下ろした垂線Dの長さをdとするとき、下記式を満足するようにした、単糸断面バラツキ(CV%)が10%以下である異形断面ポリアミド繊維。
扁平度(a/b)=1.5〜2.2
異形度(c/d)=1.0〜8.0
【請求項2】
前記の異形断面繊維は、前記の異形断面繊維は、速乾高吸水性を有しタフネスが30以上であることを特徴とする請求項1記載の異形断面ポリアミド繊維。
【請求項3】
前記の異形断面繊維は、相対粘度が3.0以上のポリアミドを用いて溶融紡糸してなることを特徴とする請求項1または2記載の異形断面ポリアミド繊維。
【請求項4】
相対粘度が3.0以上のポリアミドを複数のスリットからなる吐出孔から吐出線速度2.1m/min以上で吐出させ、異形断面口金を用いて溶融紡糸することを特徴とする請求項1〜3のいずれか記載の異形断面ポリアミド繊維製造方法。
【請求項5】
請求項1〜3のいずれかに記載の異形断面ポリアミド繊維を少なくとも一部に用いていることを特徴とする織編物。
【図1】

【図2】
【図2】
【公開番号】特開2012−162826(P2012−162826A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−24254(P2011−24254)
【出願日】平成23年2月7日(2011.2.7)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成23年2月7日(2011.2.7)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]